Способ получения стального листа (варианты) и стальной лист - RU2235792C2
Код документа: RU2235792C2
Чертежи







Описание
Область техники
Настоящее изобретение относится к листам из сверхпрочных, свариваемых низколегированных сталей с превосходной вязкостью при криогенных температурах как в основном листе, так и в зоне теплового влияния (HAZ) при сварке. Кроме того, настоящее изобретение относится к способу получения таких стальных листов.
Предшествующий уровень техники
В следующем далее описании определены различные термины. Для удобства здесь приведен Словарь терминов, непосредственно предшествующий формуле изобретения.
Часто возникает необходимость в хранении и транспортировке находящихся под давлением летучих жидкостей при криогенных температурах, т.е. при температурах ниже приблизительно -40°С. Например, существует потребность в резервуарах для хранения и транспортировки находящегося под давлением ожиженного природного газа (PLNG) при давлении в широком диапазоне приблизительно от 1035 до 7590 кПа и при температуре в диапазоне приблизительно от -123 до -62°С. Существует также потребность в контейнерах для безопасного и экономичного хранения и транспортировки других летучих жидкостей с высоким давлением пара, таких как метан, этан и пропан, при криогенных температурах. Для таких резервуаров необходимо разработать свариваемую сталь, причем сталь должна иметь соответствующую прочность для противостояния давлению жидкости и соответствующую вязкость для предотвращения возникновения разрушения, т.е. случая разрушения в условиях работы как в основной стали, так и в HAZ.
Температура вязкохрупкого перехода (DBTT) характеризует два режима разрушения у конструкционных сталей. При температурах ниже DBTT существует тенденция разрушения стали путем низкоэнергетического расщепляющего (хрупкого) излома, тогда как при температурах выше DBTT существует тенденция разрушения стали путем высокоэнергетического вязкого излома. Свариваемые стали, используемые для изготовления контейнеров для хранения и транспортировки с применением при упомянутых выше криогенных температурах и для других видов эксплуатации в условиях несения нагрузок и при криогенных температурах, должны иметь величины DBTT существенно ниже температуры эксплуатации как у основной стали, так и в HAZ, чтобы избежать низкоэнергетического расщепляющего излома.
Никельсодержащие стали, обычно используемые для конструкционных применений при криогенных температурах, например стали с содержанием никеля более приблизительно 3 вес.%, имеют низкие значения DBTT, но также имеют относительно низкую прочность на разрыв. Как правило, поставляемые промышленностью стали с 3,5 вес.% Ni, 5,5 вес.% Ni и 9 вес.% Ni имеют значения DBTT приблизительно -100°С, -155°С и -175°С соответственно, и прочности на разрыв приблизительно вплоть до 485 МПа, 620 МПа и 830 МПа соответственно. Для достижения таких сочетаний прочности и вязкости эти стали обычно подвергают дорогостоящей обработке, например двойному отжигу. В случае применений при криогенных температурах в индустрии в настоящее время используют такие выпускаемые промышленно никельсодержащие стали благодаря их хорошей вязкости при низких температурах, однако должны учитывать их относительно низкие величины прочности на разрыв. При проектировании обычно требуются чрезмерные толщины сталей для применений в условиях нагрузок и криогенных температур. Таким образом, при использовании этих никельсодержащих сталей в условиях несения нагрузок и криогенных температур существует тенденция к удорожанию из-за высокой стоимости стали в сочетании с требуемыми толщинами стали.
С другой стороны, некоторые выпускаемые промышленно, соответствующие состоянию техники, низко- и среднеуглеродистые высокопрочные низколегированные (HSLA) стали, например, AISI 4320 или 4330 имеют потенциал для получения повышенных величин прочности на растяжение (например, более приблизительно 830 МПа) при низкой стоимости, но имеют недостаток в связи с относительно высокими значениями DBTT в основном и особенно в зоне (HAZ) теплового влияния сварки. Как правило, у данных сталей существует тенденция к ухудшению свариваемости и низкотемпературной вязкости по мере увеличения прочности на разрыв.
По этой причине существующие в настоящее время выпускаемые промышленно, соответствующие данному уровню техники HSLA стали не принимают в расчет для применений при криогенных температурах. Высокая величина DBTT в HAZ этих сталей обычно связана с образованием нежелательных микроструктур, образующихся из-за термоциклирования при сварке в крупнозернистых и нагреваемых в межкритическом диапазоне зонах HAZ, т.е. HAZ, нагреваемых до температуры приблизительно от температуры превращения Аc1 приблизительно до температуры превращения Ас3. (Определение температур превращений Ас1 и Ас3 смотрите в Словаре терминов). DBTT значительно возрастает с увеличением размера зерен и охрупчиванием составляющих микроструктуры, таких как островки мартенсита-аустенита (МА) в HAZ. Например, DBTT для HAZ в соответствующей уровню техники стали HSLA трубопровода X100 для транспортирования нефти и газа является выше приблизительно -50°С. В областях сохранения и транспортирования энергии существуют значительные стимулы к разработке новых сталей, которые сочетают свойства низкотемпературной вязкости упомянутых выше промышленно выпускаемых никельсодержащих сталей с высокой прочностью и низкой стоимостью HSLA сталей, в то же время обеспечивающих также превосходную свариваемость и необходимый потенциал толстых сечений, т.е. способность обеспечивать по существу нужную микроструктуру и свойства (например, прочность и вязкость), в частности, при толщине, равной или больше приблизительно 25 мм.
В случаях некриогенного применения большинство промышленно выпускаемых, соответствующих состоянию техники низко- и среднеуглеродистых HSLA сталей из-за их относительно низкой вязкости при высокой прочности либо разрабатывают по части их прочности, либо, как вариант, обрабатывают до более низкой прочности для получения приемлемой вязкости. В областях технического применения такие подходы приводят к увеличению толщины сечения и, следовательно, к более высокому весу компонентов и к значительно более высокой стоимости, чем если бы был полностью использован потенциал высокой прочности сталей HSLA. В некоторых критических случаях применения, таких как высококачественные шестерни, для поддержания достаточной вязкости используют стали, содержащие более приблизительно 3 вес.% Ni (такие как AISI 48XX, SAE 93XX и т.д.). Такой подход ведет к существенным затратам, чтобы достичь превосходной прочности HSLA сталей. Дополнительной проблемой, обнаруженной при использовании стандартных промышленно выпускаемых HSLA сталей, является водородное растрескивание в HAZ, особенно когда используют сварку с низким подводом тепла.
Существуют значительные экономические стимулы и определенная техническая потребность в низкозатратном повышении вязкости при высокой и сверхвысокой прочности у низколегированных сталей. В частности, существует потребность в стали с умеренной стоимостью, которая имеет сверхвысокую прочность, например, прочность на разрыв более приблизительно 830 МПа, и превосходную вязкость при криогенных температурах, например, DBTT ниже приблизительно -62°С, как в основном листе при испытании в поперечном направлении (определение поперечного направления смотрите в Словаре терминов), так и в HAZ, для использования в промышленных областях применения при криогенных температурах.
Поэтому главными целями настоящего изобретения является усовершенствование технологии получения HSLA стали, соответствующей данному уровню техники, для применения при криогенных температурах в трех ключевых областях: (i) снижения DBTT до температуры менее приблизительно -62°С у основной стали в поперечном направлении и в свариваемой HAZ, (ii) достижения прочности на разрыв более приблизительно 830 МПа и (iii) получения превосходной свариваемости. Другими целями настоящего изобретения является достижение возможности получения вышеупомянутых HSLA сталей с толстыми сечениями, предпочтительно с толщиной, равной или больше 25 мм, и обеспечение такого использования современных промышленных технологий обработки, чтобы использование таких сталей в промышленных процессах при криогенных температурах стало экономически осуществимо.
Раскрытие изобретения
В соответствии с приведенными выше целями настоящего изобретения разработана технология обработки, в которой сляб из низколегированной стали необходимого химического состава подогревают до соответствующей температуры, затем подвергают горячей прокатке до получения стального листа и быстро охлаждают в конце горячей прокатки путем закалки с использованием подходящей среды, такой как вода, до соответствующей температуры окончания закалки (QST) для получения микроструктуры, включающей (i) преимущественно мелкокристаллический нижний бейнит, мелкокристаллический пластинчатый мартенсит, мелкозернистый бейнит (FGB) или их смеси, и (ii) приблизительно вплоть до 10 об.% остаточного аустенита. FGB в соответствии с настоящим изобретением представляет собой конгломерат, включающий как основную по объему составляющую бейнитный феррит (по меньшей мере, приблизительно 50 вес.%) и частицы смесей мартенсита и остаточного аустенита как меньшие составляющие (менее приблизительно 50 об.%). Как использовано в настоящем изобретении, понятия "преимущественно", "преимущественный" и "основной" все означают, по меньшей мере, приблизительно 50 об.%, а "меньший" означает менее приблизительно 50 об.%.
Что касается этапов обработки в соответствии с настоящим изобретением: в некоторых вариантах подходящей QST является температура окружающей среды. В других вариантах подходящей QST является температура, более высокая, чем температура окружающей среды, а закалка сопровождается соответствующим медленным охлаждением до температуры охлаждающей среды, как описано далее более подробно. В одном из вариантов настоящего изобретения после закалки до подходящей QST стальной лист медленно охлаждают воздухом до температуры окружающей среды. В другом варианте стальной лист выдерживают по существу изотермически при QST в течение приблизительно вплоть до пяти (5) минут с последующим воздушным охлаждением до температуры окружающей среды. В еще одном варианте стальной лист медленно охлаждают со скоростью ниже приблизительно 1,0°С/сек в течение приблизительно вплоть до пяти (5) минут с последующим охлаждение до температуры окружающей среды. Как использовано в описании настоящего изобретения, закалку относят к ускоренному охлаждению любыми средствами, с помощью которых используют жидкость, выбранную за ее способность увеличивать скорость охлаждения стали, в отличие от воздушного охлаждения стали до температуры окружающей среды.
Стальной сляб, обрабатываемый в соответствии с настоящим изобретением, получают обычным образом, и в одном из вариантов он включает железо и следующие легирующие элементы, предпочтительно в весовых диапазонах, приведенных ниже в таблице I

Иногда в сталь добавляют хром (Cr), предпочтительно вплоть до приблизительно 1,0 вес.%, а более предпочтительно, приблизительно от 0,2 до 0,6 вес.%.
Иногда в сталь добавляют кремний (Si), предпочтительно вплоть до приблизительно 0,5 вес.%, более предпочтительно, приблизительно от 0,01 до 0,5 вес.% и еще предпочтительней, приблизительно от 0,05 до 0,1 вес.%.
В стали содержится предпочтительно, по меньшей мере, 1 вес.% никеля. Содержание никеля в стали может быть увеличено до более приблизительно 3 вес.%, если нужно повысить эксплуатационное качество после сварки. Полагают, что добавление каждого 1 вес.% никеля снижает DBTT стали приблизительно на 10°С. Содержание никеля составляет предпочтительно менее 9 вес.%, более предпочтительно, менее приблизительно 6 вес.%. Содержание никеля предпочтительно сводят к минимуму, для того чтобы минимизировать стоимость стали.
Иногда в сталь добавляют бор (В), предпочтительно, вплоть до приблизительно 0,0020 вес.%, а более предпочтительно, приблизительно от 0,006 до 0,0015 вес.%.
Кроме того, в стали по существу минимизируют примеси. Содержание фосфора (Р) предпочтительно составляет менее приблизительно 0,01 вес.%. Содержание серы (S) предпочтительно составляет менее приблизительно 0,004 вес.%. Содержание кислорода (О) предпочтительно составляет менее приблизительно 0,002 вес.%.
Конкретная микроструктура, получаемая в соответствии с настоящим изобретением, зависит как от химического состава сляба из низколегированной стали, который обрабатывают, так и от реальных этапов обработки, которые чередуются при обработке стали. Например, без ограничения настоящего изобретения некоторыми конкретными микроструктурами, которые получают, являются следующие. В одном варианте получают преимущественно микрослоистую микроструктуру, включающую мелкокристаллический пластинчатый мартенсит, мелкокристаллический нижний бейнит или их смеси, и приблизительно вплоть до 10 об.% тонких слоев остаточного аустенита, предпочтительно, приблизительно от 1 до 5 об.% тонких слоев остаточного аустенита. Другие составляющие в данном варианте включают мелкозернистый бейнит (FGB), полигональный феррит (PF), деформированный феррит (DF), игольчатый феррит (AF), верхний бейнит (UB), деградированный верхний бейнит (DUB) и т.п., все хорошо известны специалистам в данной области техники. Данный вариант обычно обеспечивает прочность на разрыв, превышающую приблизительно 930 МПа. В еще одном варианте настоящего изобретения после закалки до QST, а затем соответствующего медленного охлаждения до температуры окружающей среды стальной лист имеет микроструктуру, включающую преимущественно FGB. Другие составляющие, которые входят в микроструктуру, могут включать мелкокристаллический пластинчатый мартенсит, мелкокристаллический нижний бейнит, остаточный аустенит (RA), PF, DF, AF, UB, DUB и т.д. Данный вариант обычно обеспечивает прочность на разрыв на нижнем диапазоне настоящего изобретения, т.е. прочность на разрыв приблизительно 830 МПа или более. Как более подробно описано здесь, величина Nc, показатель, определяемый химическим составом стали (как далее описано здесь и в Словаре терминов), также влияет на прочность и потенциал толстых сечений, а также на микроструктуру сталей в соответствии с настоящим изобретением.
Кроме того, в соответствии с приведенными выше целями настоящего изобретения стали, обрабатываемые в соответствии с настоящим изобретением, особенно подходят для многих областей применения при криогенных температурах, при этом стали имеют следующие характеристики, предпочтительно, без ограничения этим настоящего изобретения, для толщины стального листа приблизительно 25 мм и более: (i) DBTT ниже приблизительно -62°С, предпочтительно ниже приблизительно -73°С, более предпочтительно, ниже приблизительно -100°С и еще предпочтительней, ниже приблизительно -123°С у основной стали в поперечном направлении и в HAZ сварки, (ii) прочность на разрыв более приблизительно 830 МПа, предпочтительно более приблизительно 860 МПа, более предпочтительно, более приблизительно 900 МПа и еще предпочтительней, более приблизительно 1000 МПа, (iii) превосходная свариваемость и (iv) повышенная вязкость по сравнению со стандартными выпускаемыми промышленно HSLA сталями.
Описание чертежей
Преимущества настоящего изобретения будут более понятны при ознакомлении со следующим далее подробным описанием и прилагаемыми чертежами, в которых:
На фиг.1А представлена схема превращений при непрерывном охлаждении (ССТ), показывающая, как в процессе старения аустенита согласно настоящему изобретению получают микрослоистую микроструктуру в стали в соответствии с настоящим изобретением.
На фиг.1В представлена схема превращений при непрерывном охлаждении (ССТ), показывающая, как в процессе старения аустенита согласно настоящему изобретению получают микроструктуру FGB в стали в соответствии с настоящим изобретением.
На фиг.2А (предшествующее состояние техники) представлена иллюстративная схема, показывающая распространение расщепленной трещины через границы пластинок в смешанной микроструктуре нижнего бейнита и мартенсита в обычной стали.
На фиг.2В представлена иллюстративная схема, показывающая извилистый путь трещины благодаря присутствию фазы остаточного аустенита в микрослоистой микроструктуре у стали в соответствии с настоящим изобретением.
На фиг.2С представлена иллюстративная схема, показывающая извилистый путь трещины в микроструктуре FGB у стали в соответствии с настоящим изобретением.
На фиг.3А представлена иллюстративная схема размера аустенитных зерен в стальном слябе после подогрева в соответствии с настоящим изобретением.
На фиг.3В представлена иллюстративная схема предыдущего размера (смотрите Словарь терминов) аустенитных зерен в стальном слябе после горячей прокатки в температурном диапазоне, в котором происходит рекристаллизация аустенита, но перед горячей прокаткой в температурном диапазоне, в котором не происходит рекристаллизации аустенита, в соответствии с настоящим изобретением.
На фиг.3С представлена иллюстративная схема удлиненной блинчатой структуры в аустените с эффективным размером очень тонких зерен в направлении поперек толщины стального листа по завершении прокатки в режиме ТМСР в соответствии с настоящим изобретением.
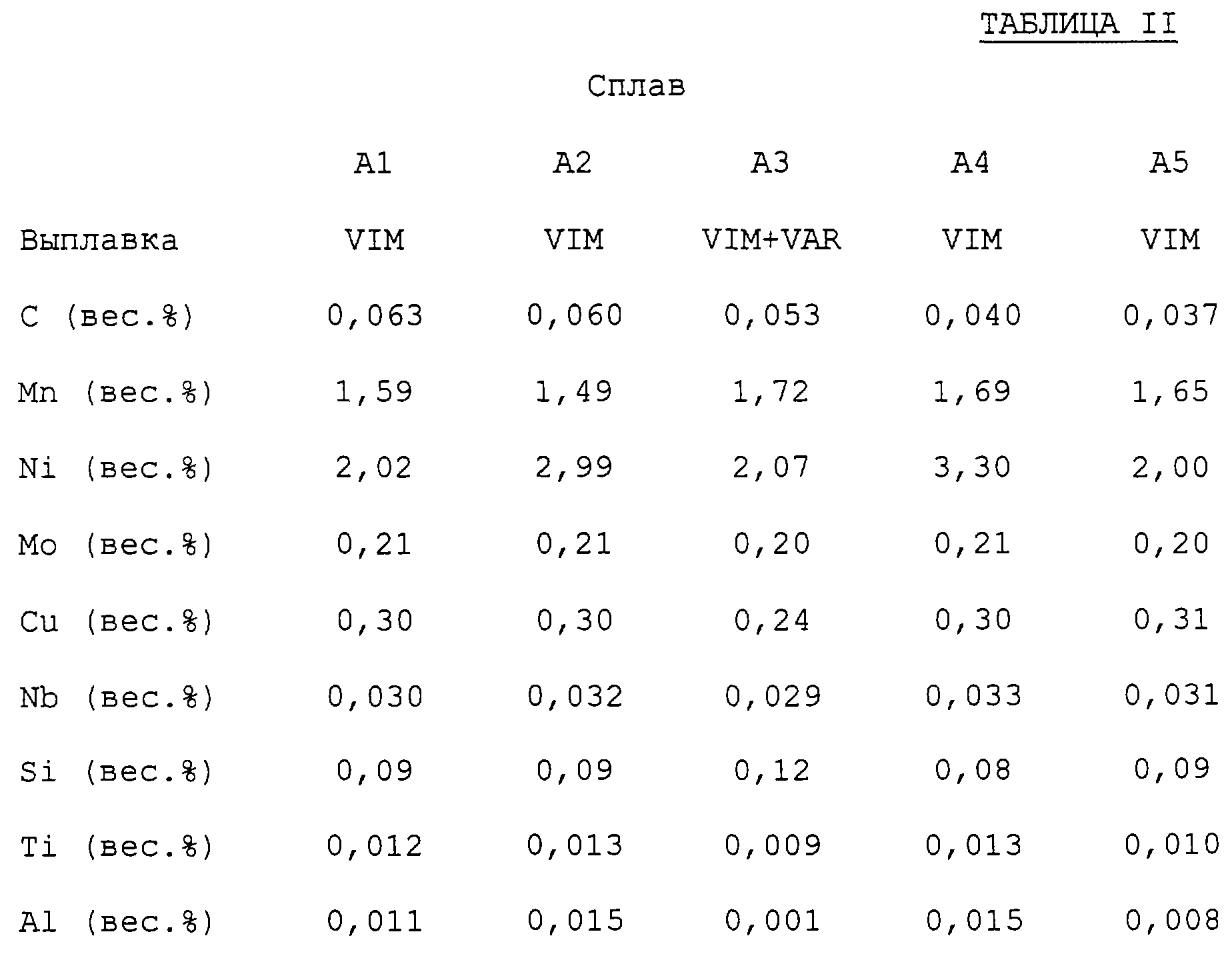
На фиг.4 представлена полученная на трансмиссионном электронном микроскопе фотография, выявляющая микрослоистую микроструктуру в стальном листе, обозначенном как A3 в таблице II ниже.
На фиг.5 представлена полученная на трансмиссионном электронном микроскопе фотография, выявляющая микроструктуру FGB в стальном листе, обозначенном как А5 в таблице II ниже.
Хотя настоящее изобретение описано ниже со ссылкой на его предпочтительные варианты, должно быть понятно, что изобретение не ограничено этим. Напротив, изобретение предусматривает охватить все альтернативы, модификации и варианты, которые могут подпадать под существо и сферу притязаний изобретения, как определено прилагаемой формулой изобретения.
Подробное описание изобретения
Настоящее изобретение относится к разработке новых HSLA сталей, удовлетворяющих описанным выше потребностям. Изобретение основано на новом сочетании химического состава сталей и технологии обработки для получения как присущего от природы, так и определяемого микроструктурой вязкого поведения для снижения DBTT, а также для повышения вязкости при высоких величинах прочности на разрыв. Присущего от природы вязкого поведения достигают обоснованным балансом критических легирующих элементов в стали, как подробно представлено в данном описании. Определяемое микроструктурой вязкое поведение является результатом получения эффективного размера очень мелких зерен, а также активированием микрослоистой микроструктуры.
Эффективный размер мелких зерен в соответствии с настоящим изобретением получают двумя путями. Во-первых, используют обработку в режиме термомеханической контролируемой прокатки (ТМСР), как подробно описано ниже, для получения в аустените структуры с тонкими блинчатыми зернами по окончании прокатки в режиме ТМСР. Это является важным первым этапом измельчения микроструктуры в соответствии с настоящим изобретением. Во-вторых, дальнейшего измельчения блинчатых зерен аустенита достигают благодаря превращению блинчатых зерен аустенита в прослойки микрослоистой структуры, FGB или их смеси. Как использовано в описании настоящего изобретения, понятие "эффективный размер зерен" относится к средней толщине блинчатых аустенитных зерен по завершении прокатки в режиме ТМСР в соответствии с настоящим изобретением и к средней ширине прослоек или к среднему размеру зерен по окончании превращения блинчатых зерен аустенита в прослойки микрослоистой структуры или FGB соответственно. Как далее описано ниже, D''' на фиг.3С иллюстрирует толщину блинчатых зерен аустенита по окончании прокатки в режиме ТМСР в соответствии с настоящим изобретением. Прослойки образуются внутри блинчатых зерен аустенита. Ширина блинчатого зерна на чертежах не показана. Такой комплексный подход обеспечивает получение очень эффективного размера мелких зерен, особенно в направлении поперек толщины стального листа в соответствии с настоящим изобретением.
Далее, как показано на фиг.2В, в стали, имеющей преимущественно микрослоистую микроструктуру в соответствии с настоящим изобретением, преимущественно микрослоистая микроструктура содержит чередующиеся пластинки 28 либо мелкокристаллического нижнего бейнита, или мелкокристаллического пластинчатого мартенсита, либо из смесей, и тонкие слои 30 остаточного аустенита. Предпочтительно средняя толщина тонких пленок 30 остаточного аустенита составляет менее приблизительно 10 вес.% от средней толщины пластинок 28. Еще предпочтительней, средняя толщина тонких пленок 30 остаточного аустенита составляет менее приблизительно 10 нм, а средняя толщина пластинок 28 составляет приблизительно 0,2 мкм. Мелкокристаллический пластинчатый мартенсит и мелкокристаллический нижний бейнит присутствуют в прослойках внутри блинчатых аустенитных зерен, состоящих из нескольких одинаково ориентированных пластинок. Как правило, внутри блинчатого зерна имеется более одной прослойки, а сама прослойка состоит приблизительно из 5-8 пластинок. Ширина прослойки представляет эффективный размер зерна в данных структурах, и она оказывает значительное влияние на сопротивление расщепляющему разрушению и на DBTT, причем чем тоньше ширина прослойки, тем ниже получают DBTT. В соответствии с настоящим изобретением предпочтительная средняя ширина составляет менее приблизительно 5 мкм, а более предпочтительно, менее приблизительно 3 мкм, и еще предпочтительней, менее приблизительно 2 мкм. (Определение понятия "высокоугловая граница" смотрите в Словаре терминов.)
Далее, на фиг.2С схематично изображена микроструктура FGB, которая может быть либо преимущественной, либо меньшей по объему составляющей сталей в соответствии с настоящим изобретением. В соответствии с настоящим изобретением FGB представляет собой конгломерат, который включает бейнитный феррит 21 как основную составляющую и частицы смесей мартенсита и остаточного аустенита 23 как меньшие по объему составляющие.
В соответствии с настоящим изобретением FGB имеет очень мелкий размер зерен, соответствующий средней ширине прослоек описанной выше микроструктуры мелкокристаллического пластинчатого мартенсита и мелкокристаллического нижнего бейнита. FGB может образовываться в сталях в соответствии с настоящим изобретением в процессе закалки до QST и/или в течение изотермической выдержки при QST и/или медленного охлаждения от QST, особенно в центре толстого, ≥25 мм, когда суммарное легирование стали является низким и/или если сталь не содержит достаточного количества "эффективного" бора, т.е. когда бор не связан в оксиде и/или в карбиде. В данных примерах и в зависимости от скорости охлаждения в процессе закалки, и от суммарного химического состава стали FGB может образовываться либо как меньшая по объему, или как основная составляющая. В соответствии с настоящим изобретением предпочтительный средний размер FGB составляет менее приблизительно 3 мкм, более предпочтительно, менее приблизительно 2 мкм, еще предпочтительней, менее приблизительно 1 мкм. Соседние зерна бейнитного феррита 21 образуют высокоугловые границы 27, у которых граница зерна разделяет два соседних зерна, чьи кристаллографические ориентации различаются приблизительно более чем на 15°, благодаря чему границы действуют вполне эффективно при отклонении трещины и увеличении извилистости трещины. (Определение "высокоугловая граница" смотрите в Словаре терминов.) В FGB согласно настоящему изобретению мартенсит является предпочтительно низкоуглеродистым (≤0,4 вес.%), сдвигового типа, при малом количестве или без двойников и содержит диспергированный остаточный аустенит. Такой мартенсит/остаточный аустенит благоприятны для вязкости и DBTT. Объемное содержание этих меньших по объему составляющих в FGB в соответствии с настоящим изобретением может изменяться в зависимости от состава стали и ее обработки, но составляет предпочтительно менее приблизительно 40 об.%, более предпочтительно, менее приблизительно 20 об.%, и еще предпочтительней, мене приблизительно 10 об.%. FGB. Частицы мартенсит/остаточный аустенит в FGB эффективны для обеспечения дополнительного отклонения трещины и ее извилистости внутри FGB, подобно описанному выше для варианта микрослоистой микроструктуры. Прочность FGB в соответствии с настоящим изобретением, которая по оценкам должна составлять приблизительно от 690 до 760 МПа, является значительно ниже, чем у мелкокристаллического пластинчатого мартенсита или мелкокристаллического нижнего бейнита, которая может быть, в зависимости от содержания углерода в стали, более приблизительно 930 МПа. В настоящем изобретении было обнаружено, что при содержании углерода в сталях приблизительно от 0,030 до 0,065 вес.%, количество FGB (усредненное по толщине) в микроструктуре предпочтительно ограничить до менее приблизительно 40 об.%, для того чтобы прочность листа превзошла приблизительно 930 МПа.
Старение аустенита используется в настоящем изобретении для облегчения образования микрослоистой микроструктуры за счет содействия сохранению необходимых тонких прослоек остаточного аустенита при температурах окружающей среды. Как известно специалистам в данной области техники, старение аустенита является процессом, в котором старение аустенита повышают за счет соответствующей термической обработки перед его превращением в нижний бейнит и/или мартенсит. В настоящем изобретении для содействия старению аустенита используют закалку стального листа до подходящей QST, последующего медленного охлаждения на окружающем воздухе или с помощью других средств медленного охлаждения, описанных выше, до температуры окружающей среды. В данной области техники известно, что старение аустенита содействует термической стабилизации аустенита, которая в свою очередь приводит к сохранению аустенита, когда сталь впоследствии охлаждают до температур окружающей среды и ниже. Сочетание уникального химического состава и технологии обработки в соответствии с настоящим изобретением при достаточном времени выдержки в начале бейнитного превращения после окончания закалки позволяет получить, в процессе соответствующего старения аустенита в течение выдержки, тонкие прослойки аустенита в микрослоистой микроструктуре. Например, как можно видеть на фиг.1А, в одном варианте сталь, обрабатываемую в соответствии с настоящим изобретением, подвергают контролируемой прокатке 2 в указанных температурных диапазонах (как описано ниже более подробно); затем сталь подвергают закалке 4 от точки 6 начала закалки, пока закалку не прекращают в точке 8 (т.е. QST) окончания закалки. После окончания закалки в точке 8 (QST) прекращения закалки, (i) в одном варианте стальной лист выдерживают по существу изотермически при QST в течение периода времени, предпочтительно вплоть до 5 мин, а затем охлаждают на воздухе до температуры окружающей среды, как показано пунктирной линией 12, (ii) в другом варианте стальной лист медленно охлаждают от QST со скоростью ниже приблизительно 1,0°С/сек в течение вплоть до 5 мин, перед тем как стальной лист охлаждают до температуры охлаждающей среды, как показано штрихпунктирной линией 11, (iii) в еще одном варианте можно дать стальному листу охладиться на воздухе до температуры окружающей среды, как показано точечной линией 10. В любом из различных вариантов обработки остаются тонкие прослойки аустенита после образования пластинок нижнего бейнита в области 14 нижнего бейнита и пластинок мартенсита в области 16 мартенсита. Область 18 верхнего бейнита и область 19 феррита/перлита предпочтительно по существу минимизированы или исключены. Как можно видеть на фиг.1В, в другом варианте сталь, обрабатываемую в соответствии с настоящим изобретением, т.е. сталь другого химического состава, чем у стали, обработка которой представлена на фиг.1А, подвергают контролируемой прокатке 2 в указанных температурных диапазонах (как описано ниже более подробно); затем сталь подвергают закалке 4 от точки 6 начала закалки, пока закалку не прекращают в точке 8 (т.е. QST) окончания закалки. После окончания закалки в точке 8 (QST) прекращения закалки, (i) в одном варианте стальной лист выдерживают по существу изотермически при QST в течение периода времени, предпочтительно вплоть до 5 мин, а затем охлаждают на воздухе до температуры окружающей среды, как показано пунктирной линией 12, (ii) в другом варианте стальной лист медленно охлаждают от QST со скоростью ниже приблизительно 1,0°С/сек в течение вплоть до 5 мин, перед тем как стальной лист охлаждают до температуры охлаждающей среды, как показано штрихпунктирной линией 11, (iii) в еще одном варианте можно дать стальному листу охладиться на воздухе до температуры окружающей среды, как показано точечной линией 10. В любом из вариантов FGB образуется в области 17 FGB перед образованием пластинок нижнего бейнита в области 14 нижнего бейнита и пластинок мартенсита в области 16 мартенсита. Область верхнего бейнита (не показана на фиг.1В) и область 19 феррита/перлита по существу минимизированы или исключены. В сталях в соответствии с настоящим изобретением повышение старения аустенита происходит благодаря новому сочетанию химического состава сталей и технологии обработки, приведенным в данном описании.
Составляющие бейнита и мартенсита и фаза остаточного аустенита микрослоистой микроструктуры выбраны для использования повышенных показателей прочности мелкокристаллического нижнего бейнита и мелкокристаллического пластинчатого мартенсита и повышенного сопротивления остаточного аустенита излому расщеплением. Микрослоистая микроструктура оптимизирована по существу для максимального увеличения извилистости пути трещины, что повышает тем самым сопротивление распространению трещины для получения значительной вязкости, определяемой микроструктурой.
Меньшие по объему составляющие FGB в соответствии с настоящим изобретением, а именно частицы мартенсит/остаточный аустенит, действуют во многом одинаковым образом, как описано выше в отношении микрослоистой структуры для получения повышенного сопротивления распространению трещины. Кроме того, в FGB поверхности раздела бейнитный феррит/бейнитный феррит и поверхности раздела частиц мартенсит/остаточный аустенит/бейнитный феррит являются высокоугловыми границами, которые очень эффективно повышают извилистость трещины и тем самым сопротивление распространению трещины.
В соответствии с изложенным выше разработан способ получения сверхпрочного стального листа, имеющего микроструктуру, включающую преимущественно мелкокристаллический пластинчатый мартенсит, мелкокристаллический нижний бейнит, FGB или их смеси, причем упомянутый способ включает этапы: (а) нагрева стального сляба до температуры подогрева, достаточно высокой, чтобы (i) по существу гомогенизировать стальной сляб, (ii) растворить по существу все карбиды и карбонитриды ниобия и ванадия в стальном слябе и (iii) образовать мелкие первичные зерна аустенита в стальном слябе; (b) обжатия стального сляба для формирования стального листа в одном или нескольких проходах горячей прокатки в первом температурном диапазоне, в котором происходит рекристаллизация аустенита; (с) дальнейшего обжатия стального листа в одном или нескольких проходах горячей прокатки во втором температурном диапазоне ниже приблизительно температуры Тnr и выше приблизительно температуры превращения Ar3; (d) закалки стального листа со скоростью охлаждения, по меньшей мере, 10°С/сек до температуры прекращения закалки (QST) ниже приблизительно 550°С, а предпочтительно выше приблизительно 100°С, и еще предпочтительней ниже приблизительно температуры превращения MS плюс 100°С и выше приблизительно температуры превращения MS, и (е) прекращения упомянутой закалки. QST также может быть ниже температуры превращения MS. В этом случае явление старения аустенита, как описано выше, еще применимо к аустениту, который остается после частичного превращения в мартенсит при QST. В другом случае QST может быть температурой окружающей среды или ниже, при которой некоторое старение аустенита еще может происходить в процессе закалки до такой QST. В одном варианте способ в соответствии с настоящим изобретением, кроме того, включает этап, допускающий охлаждение на воздухе стального листа до температуры охлаждающей среды от QST. В другом варианте способ в соответствии с настоящим изобретением, кроме того, включает этап выдержки стального листа по существу изотермически при QST в течение вплоть до 5 мин перед тем, как дать стальному листу охладиться на воздухе до температуры окружающей среды. В еще одном варианте способ в соответствии с настоящим изобретением, кроме того, включает этап медленного охлаждения стального листа от QST при скорости ниже приблизительно 1,0°/сек в течение вплоть до 5 мин перед тем, как дать стальному листу охладиться на воздухе до температуры окружающей среды. Такая обработка облегчает превращение в стальном листе в микроструктуру преимущественно мелкокристаллического пластинчатого мартенсита, мелкокристаллического нижнего бейнита, FGB или их смесей. (Определения температуры Тnr и температур превращений Ar3 и МS смотрите в Словаре терминов.)
Для получения высокой прочности выше приблизительно 930 МПа и вязкости при температуре окружающей среды и криогенных температурах сталь в соответствии с настоящим изобретением предпочтительно имеет преимущественно микрослоистую микроструктуру, включающую мелкокристаллический нижний бейнит, мелкокристаллический пластинчатый мартенсит или их смеси и вплоть до приблизительно 10 об.% тонких прослоек остаточного аустенита. Более предпочтительно микроструктура включает, по меньшей мере, приблизительно от 60 до 80 об.% мелкокристаллического нижнего бейнита, мелкокристаллического пластинчатого мартенсита или их смеси. Еще предпочтительней микроструктура включает, по меньшей мере, приблизительно 90 об.% мелкокристаллического нижнего бейнита, мелкокристаллического пластинчатого мартенсита или их смеси. Остальные компоненты микроструктуры могут включать остаточный аустенит (RA), FGB, PF, DF, AF, UB, DUB и т.п. При более низкой прочности, т.е. ниже приблизительно 930 МПа, но выше приблизительно 830 МПа, сталь может иметь микроструктуру, включающую преимущественно FGB. Остальные компоненты микроструктуры могут включать мелкокристаллический нижний бейнит, мелкокристаллический пластинчатый мартенсит, RA, PF, DF, AF, UB, DUB и т.п. Предпочтительно по существу минимизировать образование охрупчивающих компонентов (до менее приблизительно 10 об.%, более предпочтительно, менее приблизительно 5 об.% микроструктуры), таких как UB, двойникованный мартенсит и МА в стали в соответствии с настоящим изобретением.
Один вариант настоящего изобретения включает способ получения стального листа, имеющий микрослоистую микроструктуру, содержащую приблизительно от 2 до 10 об.% тонких прослоек аустенита и приблизительно от 90 до 98 об.% пластинок преимущественно мелкокристаллического мартенсита и мелкокристаллического нижнего бейнита, причем упомянутый способ включает этапы: (а) нагрева стального сляба до температуры подогрева, достаточно высокой, чтобы (i) по существу гомогенизировать стальной сляб, (ii) растворить по существу все карбиды и карбонитриды ниобия и ванадия стальном слябе и (iii) образовать мелкие первичные зерна аустенита стальном слябе; (b) обжатия стального сляба для формирования стального листа в одном или нескольких проходов горячей прокатки в первом температурном диапазоне, в котором происходит рекристаллизация аустенита; (с) дальнейшего обжатия стального листа в одном или нескольких проходах горячей прокатки во втором температурном диапазоне ниже приблизительно температуры Тnr и выше приблизительно температуры превращения Ar3; (d) закалки стального листа со скоростью охлаждения, по меньшей мере, от 10 до 40°С/сек до температуры прекращения закалки QST ниже приблизительно температуры превращения MS плюс 100°С и выше приблизительно температуры превращения МS; и (е) прекращения закалки, причем упомянутые этапы выполняют так, чтобы облегчить превращение в стальном листе образование микрослоистой микроструктуры из приблизительно от 2 до 10 об.% тонких прослоек аустенита и приблизительно от 90 до 98 об.% пластинок преимущественно мелкокристаллического мартенсита и мелкокристаллического нижнего бейнита.
Технология обработки стального сляба
(1) Снижение DBTT
Достижение низкой величины DBTT, например, ниже приблизительно -62°С, в поперечном направлении основного листа и в HAZ является ключевым требованием при разработке HSLA сталей для применений при криогенных температурах. Техническое требование состоит в сохранении/увеличении прочности в современной технологии обработки HSLA, одновременно при снижении DBTT, особенно в HAZ. В настоящем изобретении используют сочетание легирования и технологию обработки для изменения как присущего от природы, так и определяемого микроструктурой вклада в сопротивление разрушению на пути к получению низколегированной стали с превосходными свойствами при криогенных температурах в основном листе и в HAZ, как описано ниже.
В настоящем изобретении определяемое микроструктурой вязкое поведение используют для снижения DBTT основной стали. Такое определяемое микроструктурой поведение включает измельчение предшествующего размера аустенитных зерен, модификацию морфологии зерен с помощью обработки в режиме термомеханической контролируемой прокатки (ТМСР) и получение микроструктуры микрослоистого и/или мелкозернистого бейнита (FGB) внутри мелких зерен, причем все направлены на увеличение площади поверхности раздела высокоугловых границ на единицу объема в стальном листе. Как известно специалистам в данной области техники, термин "зерно", как его используют здесь, означает отдельный кристалл в поликристаллическом материале, а понятие "граница зерен", как его используют здесь, означает узкую зону в металле, соответствующую переходу от одной кристаллографической ориентации к другой, отделяя тем самым одно зерно от другого. Понятие "высокоугловая граница зерен", как его используют здесь, представляет границу зерен, которая разделяет два соседних зерна, кристаллографические ориентации которых отличаются более чем приблизительно на 8°. Кроме того, понятие "высокоугловая граница или поверхность раздела", как его используют здесь, означает границу или поверхность раздела, которая эффективно действует как высокоугловая граница зерен, а именно стремится отклонить распространяющуюся трещину или излом и тем самым вызвать возникновение извилистости в траектории разрушения.
Вклад ТМСР в суммарную площадь высокоугловых границ на единицу объема, Sν, определяется следующим уравнением:

где d представляет собой средний размер аустенитного зерна в горячекатаном стальном листе перед прокаткой в температурном диапазоне, в котором не происходит рекристаллизации (предшествующий размер аустенитного зерна);
R - коэффициент обжатия (исходная толщина стального сляба/конечная толщина стального листа); и
r - уменьшение в процентах толщины стали при горячей прокатке в температурном диапазоне, в котором не происходит рекристаллизации аустенита.
В данной области техники хорошо известно, что по мере возрастания Sν стали DBTT уменьшается благодаря отклонению и сопровождающей ее извилистости траектории разрушения у высокоугловых границ. В промышленном использовании ТСМР величину R фиксируют при заданной толщине листа, а верхний предел величины r составляет, как правило, 75. При заданной фиксированной величине R и r, Sν по существу можно увеличить только за счет уменьшения d, что очевидно из приведенного выше уравнения. Для уменьшения d в соответствии с настоящим изобретением используют микролегирование Ti-Nb в сочетании с практикой оптимизации ТМСР. При одинаковой суммарной величине обжатия в процессе горячей прокатки/деформации у стали с исходно более мелким средним размером аустенитных зерен получат в результате более мелкий окончательный размер аустенитных зерен. Поэтому в соответствии с настоящим изобретением количество добавок Ti-Nb оптимизируют в процессе использования низкого подогрева, получая при этом желаемое замедление роста аустенитного зерна в процессе ТМСР. Как показано на фиг.3А, относительно низкую температуру, предпочтительно от приблизительно 955 до 1100°С, используют для получения в подогретом стальном слябе 32' исходного среднего размера D' аустенитных зерен менее приблизительно 120 мкм перед горячей деформацией. Обработка в соответствии с настоящим изобретением исключает чрезмерный рост аустенитного зерна, что является результатом использования более высоких температур подогрева, а именно, более приблизительно 1100°С, в обычном процессе ТМСР. Чтобы активировать динамическую рекристаллизацию, вызываемую измельчением зерен, используют высокие обжатия на проход, более приблизительно 10%, в процессе горячей прокатки в температурном диапазоне, при котором происходит рекристаллизация аустенита. Как показано на фиг.3В, при обработке в соответствии с настоящим изобретением получают средний размер предшествующих аустенитных зерен D'' (т.е. d) менее приблизительно 50 мкм, предпочтительно, менее приблизительно 30 мкм, более предпочтительно, менее приблизительно 20 мкм, и еще предпочтительней, менее приблизительно 10 мкм, в стальном слябе 32'' после горячей прокатки (деформации) в температурном диапазоне, в котором происходит рекристаллизация аустенита, но перед горячей прокаткой в температурном диапазоне, в котором рекристаллизации аустенита не происходит. Кроме того, для получения эффективного уменьшения размера зерен в направлении поперек толщины выполняют высокие обжатия, предпочтительно превышающие в сумме приблизительно 70%, в температурном диапазоне ниже приблизительно температуры Тnr, но выше приблизительно температуры превращения Ar. Как показано на фиг.3С, ТМСР в соответствии с настоящим изобретением ведет к образованию в аустените структуры с удлиненными блинчатыми зернами у стального листа 32''' с очень мелким эффективным размером зерен D''' в направлении поперек толщины, например, с эффективным размером зерен D''' менее приблизительно 10 мкм, предпочтительно, менее приблизительно 8 мкм, и еще предпочтительней, менее приблизительно 5 мкм, и еще более предпочтительно, менее приблизительно 3 мкм, при увеличении тем самым площади поверхности раздела высокоугловых границ, например, 33, на единицу объема в стальном листе 32''', как должно быть понятно специалистам в данной области техники. (Определение понятия "в направлении поперек толщины" смотрите в Словаре терминов.)
Для минимизации анизотропии механических свойств в целом и для повышения вязкости и DBTT в поперечном направлении желательно свести к минимуму отношение размеров блинчатых зерен аустенита, т.е. усредненное отношение длины к толщине блинчатого зерна. В соответствии с настоящим изобретением благодаря регулированию параметров ТМСР, как описано выше, отношение размеров блинчатых зерен поддерживают предпочтительно менее приблизительно 100, более предпочтительно, менее приблизительно 75, еще предпочтительней, менее приблизительно 50, и еще более предпочтительно, менее приблизительно 25.
Несколько более подробно, сталь в соответствии с настоящим изобретением получают путем деформирования сляба нужного состава, как описано выше; нагрева сляба до температуры приблизительно от 955 до 1100°С, предпочтительно, приблизительно от 955 до 1065°С; горячей прокатки сляба для получения стального листа за один или несколько проходов, обеспечивающих обжатие от 30 до 70% в первом температурном диапазоне, в котором происходит рекристаллизация аустенита, т.е. приблизительно выше температуры Тnr и дальнейшей горячей прокатки стального листа за один или несколько проходов, обеспечивающих обжатие приблизительно от 40 до 80% во втором температурном диапазоне приблизительно ниже температуры Тnr и приблизительно выше температуры превращения Ar3. Затем горячекатаный стальной лист подвергают закалке со скоростью охлаждения, по меньшей мере, приблизительно 10°С/сек до подходящей температуры QST, ниже приблизительно 550°С, при которой закалку прекращают. Скорость охлаждения в течение этапа закалки предпочтительно составляет более приблизительно 10°С/сек, а еще предпочтительней, более приблизительно 20°С/сек. Без ограничения этим настоящего изобретения, скорость охлаждения в одном варианте настоящего изобретения составляет приблизительно от 10 до 40°С/сек. В одном варианте настоящего изобретения после прекращения закалки стальной лист можно подвергнуть охлаждению на воздухе от QST до температуры окружающей среды, как показано точечной линией 10 на фиг.1А и фиг.1В. В другом варианте настоящего изобретения после завершения закалки стальной лист выдерживают по существу изотермически при QST в течение периода времени предпочтительно вплоть до 5 мин, а затем охлаждают на воздухе до температуры окружающей среды, как показано пунктирными линиями 12 на фиг.1А и 1В. В еще одном варианте настоящего изобретения, как показано штрихпунктирными линиями 11 на фиг.1А и 1В, стальной лист медленно охлаждают от QST с более медленной скоростью, чем при воздушном охлаждении, а именно со скоростью ниже приблизительно 1°С/сек, предпочтительно в течение приблизительно вплоть до 5 минут.
Стальной лист можно выдерживать по существу изотермически при QST с помощью любых подходящих средств, как известно специалистам в данной области техники, таких как нанесение теплозащитного покрытия поверх стального листа. Стальной лист можно медленно охлаждать со скоростью ниже приблизительно 1°С/сек после прекращения закалки с помощью любых подходящих средств, как известно специалистам в данной области техники, таких как нанесение теплоизолирующего покрытия поверх стального листа.
Как понятно специалистам в данной области техники, используемое здесь понятие обжатия по толщине в процентах относится к уменьшению толщины стального сляба или листа в процентах перед обжатием. Только с целью пояснения, без ограничения этим настоящего изобретения, стальной сляб толщиной приблизительно 254 мм может быть обжат приблизительно на 50% (обжатие 50 процентов) в первом температурном диапазоне до толщины приблизительно 127 мм, затем обжат приблизительно на 80% (обжатие 80%) во втором температурном диапазоне до толщины приблизительно 25 мм. Как используют здесь, понятие "сляб" означает кусок стали, имеющий любые размеры.
Стальной сляб предпочтительно нагревают подходящими средствами для повышения температуры по существу всего сляба, предпочтительно всего сляба, до нужной температуры подогрева, например, расположением сляба в печи в течение определенного периода времени. Конкретную температуру подогрева, которую следует использовать для любого состава стали в диапазоне согласно настоящему изобретению, может легко определить специалист в данной области техники либо с помощью эксперимента или расчетом при использовании подходящих моделей. Кроме того, температуру печи и время подогрева, необходимые для подъема температуры по существу всего сляба, предпочтительно всего сляба, до нужной температуры подогрева, может легко определить специалист в данной области техники при обращении к стандартным промышленным публикациям.
Кроме температуры подогрева, до которой нагревают по существу весь сляб, следующими температурами, упоминаемыми в описании способа обработки настоящего изобретения, являются температуры, измеряемые на поверхности стали. Температуру поверхности стали можно измерить при использовании, например, оптического пирометра или с помощью любого другого устройства, подходящего для измерения температуры поверхности стали. Упоминаемые здесь скорости охлаждения являются скоростями охлаждения в центре или почти в центре толщины листа; а температура прекращения закалки (QST) является самой высокой, или по существу самой высокой температурой, достигнутой на поверхности листа после прекращения закалки, благодаря теплу, передаваемому из середины толщины листа. Например, в процессе выполнения экспериментальных нагревов стальной композиции в соответствии с настоящим изобретением термопару помещали в центре, или по существу в центре толщины стального листа при измерении температуры в центре, тогда как температуру поверхности измеряли при использовании оптического пирометра. Между температурой в центре и температурой поверхности определяют корреляционную связь для использования в процессе последующей обработки стали такого же, или почти такого же, состава, так чтобы можно было определить температуру в центре через прямое измерение температуры поверхности. Кроме того, специалист в данной области техники может определить требуемую температуру и скорость течения закалочной жидкости для получения необходимой повышенной скорости охлаждения путем обращения к стандартным промышленным публикациям.
Для любого состава стали в пределах диапазона настоящего изобретения температура, которая определяет границу между диапазоном, в котором происходит рекристаллизация, и диапазоном, в котором не происходит рекристаллизации, температура Тnr зависит от химического состава стали, в частности, от концентрации углерода и ниобия, от температуры подогрева перед прокаткой и от величины обжатия, заданного для выполнения прохода прокатки. Специалисты в данной области техники могут определить данную температуру для конкретной стали в соответствии с настоящим изобретением с помощью эксперимента или расчетами при моделировании. Подобным образом специалистами в данной области техники для любой стали в соответствии с настоящим изобретением либо с помощью экспериментов или расчетов при моделировании могут быть определены температуры превращений Ar3 и MS.
Таким образом, опыт использования ТСМР приводит к высокой величине Sν. Кроме того, опять же как видно на фиг.2В, микрослоистая микроструктура, полученная в процессе старения аустенита, дополнительно увеличивает площадь поверхностей раздела за счет получения многочисленных поверхностей раздела 2 9 между пластинками 28 нижнего бейнита или пластинчатого мартенсита и тонкими прослойками 30 остаточного аустенита. С другой стороны, как видно теперь на фиг.2С, в другом варианте настоящего изобретения микроструктура FGB, полученная в процессе старения аустенита, дополнительно увеличивает площадь поверхностей раздела за счет получения многочисленных поверхностей раздела 27, в которых граница зерна, т.е. поверхность раздела, разделяет два соседних зерна, кристаллографическая ориентация которых отличается, как правило, приблизительно более чем на 15° между зернами бейнитного феррита 21 и частицами мартенсита и остаточного аустенита 23 или между соседними зернами бейнитного феррита 21. Такие микрослоистые и FGB образования, как схематично показано на фиг.2В и 2С, соответственно можно сравнить с обычной пластинчатой структурой бейнит/мартенсит без промежуточных тонких прослоек остаточного аустенита, как показано на фиг.2А. Обычная структура, схематично показанная на фиг.2А, отличается низкоугловыми границами 20 (т.е. границами, которые эффективно ведут себя как низкоугловые границы зерен (Смотрите Словарь терминов)), например, между пластинками 22 преимущественно нижнего бейнита и мартенсита; и, таким образом, как только возникнет расщепленная трещина 24, она может распространяться через границы 22 пластинок при незначительном изменении направления. Напротив, микрослоистая микроструктура в сталях настоящего изобретения, как показано на фиг.2В, приводит к значительной извилистости пути трещины. Это происходит благодаря тому, что трещина 26, которая возникла в пластинке 28, например, нижнего бейнита или мартенсита, будет стремиться изменить плоскости, т.е. изменить направления у каждой высокоугловой поверхности раздела 29 с тонкими прослойками 30 остаточного аустенита из-за различной ориентации плоскостей расщепления и скольжения у составляющих бейнита и мартенсита и фазы остаточного аустенита. Кроме того, тонкие прослойки 30 остаточного аустенита вызывают притупление продвигающейся трещины 26, приводя к дополнительному поглощению энергии перед тем, как трещина 26 распространится через тонкие прослойки 30 остаточного аустенита. Притупление происходит по нескольким причинам. Во-первых, остаточный аустенит с ГЦК решеткой (как определено здесь) не проявляет DBTT поведения, и сдвиговые процессы остаются единственным механизмом распространения трещины. Во-вторых, когда нагрузка/деформация превышает определенную повышенную величину у кончика трещины, метастабильный аустенит может подвергаться воздействию напряжения или деформации, вызывающий превращение в мартенсите, приводящее к вызванной превращением пластичности (TRIP). TRIP может привести к значительному поглощению энергии и снижению интенсивности напряжений у конца трещины. И наконец, пластинчатый мартенсит, который образуется в TRIP процессах, будет иметь различную ориентацию плоскости расщепления и скольжения, чем у ранее существующих составляющих бейнита или пластинчатого мартенсита, что делает траекторию трещины более извилистой. Как видно из фиг.2В, конечный результат состоит в том, что значительно возрастает сопротивление распространению трещины в микрослоистой микроструктуре. И снова, как видно на фиг.2С, эффекты возникновения отклонения и извилистости трещины, подобные описанным в связи с микрослоистой микроструктурой со ссылкой на фиг.2В, вызывает микроструктура FGB в соответствии с настоящим изобретением, как иллюстрирует трещина на фиг.2С.
Поверхности раздела нижний бейнит/остаточный аустенит или пластинчатый мартенсит/остаточный аустенит в микрослоистых микроструктурах сталей в соответствии с настоящим изобретением и поверхности раздела зерно бейнитного феррита/зерно бейнитного феррита или зерно бейнитного феррита/частицы мартенсита и остаточного аустенита в микроструктурах FGB сталей в соответствии с настоящим изобретением имеют превосходную прочность межфазной связи, и это вызывает скорее отклонение трещины, чем нарушения межфазной связи. Мелкокристаллический пластинчатый мартенсит и мелкокристаллический нижний бейнит существуют как прослойки с высокоугловыми границами между прослойками. Отдельные прослойки образуются внутри блинчатого зерна. Это обеспечивает дополнительную степень измельчения структуры, приводящую в увеличению извилистости при распространении трещины через прослойки внутри блинчатого зерна. Это приводит по существу к увеличению Sν и, следовательно, к снижению DBTT.
Хотя описанные выше подходы с позиций микроструктуры и являются полезными для снижения DBTT в основном стальном листе, они не вполне эффективны для поддержания достаточно низкой DBTT в крупнокристаллических областях HAZ сварки. Поэтому в настоящем изобретении разработан способ поддержания достаточно низкой DBTT в крупнокристаллических областях HAZ сварки за счет использования присущих от природы влияний легирующих элементов, как описано ниже.
Ведущие ферритные стали для криогенных температур основаны, как правило, на объемноцентрированной кубической (ОЦК) кристаллической решетке. Хотя такая кристаллическая система и обладает потенциалом для получения высокой прочности при низкой стоимости, ее недостатком является поведение при разрушении с резким переходом от пластичного к хрупкому разрушению по мере снижения температуры. Это может быть фундаментальным признаком сильной чувствительности критического разрушающего напряжения сдвига (CRSS) (определенное здесь) к температуре в ОЦК системах, в которых CRSS резко возрастает при снижении температуры, что делает тем самым сдвиговые процессы и, следовательно, вязкое разрушение более трудным. С другой стороны, критическое напряжение в ходе процессов хрупкого разрушения, такого как расщепление, является менее чувствительным к температуре. Следовательно, по мере снижения температуры преимущественной моделью разрушения становится расщепление, ведущее к началу низкоэнергетического хрупкого разрушения. CRSS является присущим от природы свойством стали и чувствительно к легкости, с которой дислокации могут поперечно скользить при деформации; то есть сталь, в которой поперечное скольжение является легким, также имеет низкое CRSS и, следовательно, низкую DBTT. Известно несколько стабилизаторов гранецентрированной кубической (ГЦК) решетки, таких как Ni, которые активируют поперечное скольжение, тогда как стабилизирующие ОЦК решетку легирующие элементы, такие как Si, Al, Mo, Nb и V препятствуют поперечному скольжению. В настоящем изобретении предпочтительно оптимизируют содержание стабилизирующих ОЦК решетку легирующих элементов, таких как Ni и Cu, принимая в расчет величину стоимости и благоприятное влияние на снижение DBTT, при легировании Ni предпочтительно, по меньшей мере, приблизительно 1,0 вес.%, а более предпочтительно, по меньшей мере, приблизительно 1,5 вес.%; а содержание стабилизирующих ОЦК решетку легирующих элементов в стали по существу минимизируют.
Как результат присущего от природы и определяемого микроструктурой вязкого поведения, которое вытекает из уникального сочетания химического состава и технологии обработки сталей в соответствии с настоящим изобретением, стали имеют превосходную вязкость при криогенных температурах, как у основного листа в поперечном направлении, так и в HAZ после сварки. DBTT как у основного листа, так и в HAZ после сварки этих сталей ниже приблизительно -62°С и может быть ниже приблизительно -107°С.
(2) Прочность на разрыв более приблизительно 830 МПа и потенциал толстых сечений
Прочность микрослоистой структуры определяется в основном содержанием углерода в пластинчатом мартенсите и нижнем бейните. Старение аустенита в низколегированных сталях в соответствии с настоящим изобретением выполняют для получения в стальном листе содержания остаточного аустенита предпочтительно вплоть до приблизительно 10 об.%, более предпочтительно, приблизительно от 1 до 10 об.%, и еще предпочтительней, приблизительно от 1 до 5 об.%. Добавки Ni и Mn приблизительно от 1,0 до 3,0 вес.% и вплоть до приблизительно 2,5 вес.% (предпочтительно, приблизительно от 0,5 до 2,5 вес.%), соответственно являются особенно предпочтительными для получения необходимого объема фракции аустенита и выдержки в начале бейнитного превращения в процессе старения. Добавки меди предпочтительно в количестве приблизительно от 0,1 до 1,0 вес.% также способствуют стабилизации аустенита в процессе старения аустенита.
В предпочтительном варианте нужную прочность получают при относительно низком содержании углерода с попутным улучшением свариваемости и превосходной вязкостью как у основной стали, так и в HAZ. Для достижения прочности на разрыв более приблизительно 830 МПа минимальное содержание С во всем сплаве предпочтительно составляет приблизительно 0,03 вес.%.
Хотя другие легирующие элементы, кроме С, в сталях в соответствии с настоящим изобретением по существу не связаны с достижением максимальной прочности стали, эти элементы нужны для получения требуемого потенциала толстых сечений и прочности при толщине листа, равной или более приблизительно 25 мм, и при диапазоне скоростей охлаждения, желательных для гибкости технологического процесса. Это важно, поскольку реальная скорость охлаждения в среднем сечении толстого листа являются ниже скорости на поверхности. Микроструктура поверхности и центра таким образом может быть совершенно разной, пока не разработают сталь, в которой устранена чувствительность к различию скоростей охлаждения между поверхностью и центром листа. В этом отношении легирующие добавки Mn, Мо и В, а особенно комбинированные добавки Mn, Мо и В, являются особенно эффективными. В соответствии с настоящим изобретением данные добавки оптимизируют на прокаливаемость, свариваемость, низкую DBTT и с учетом затрат. Как отмечено выше в данном описании, с точки зрения снижения DBTT существенно, чтобы суммарные добавки легирующих элементов, стабилизирующих ОЦК решетку, поддерживались на минимуме. Предпочтительными целями и диапазонами химической композиции является состав, удовлетворяющий этим и другим требованиям настоящего изобретения.
Для достижения прочности и потенциала толстых сечений сталей в соответствии с настоящим изобретением для толщины листа, равной или более приблизительно 25 мм, Nc, показатель, определяемый химическим составом стали, как показано ниже, предпочтительно находится в диапазоне приблизительно от 2,5 до 4,0 для сталей с эффективными добавками, и предпочтительно находится в диапазоне приблизительно от 3,0 до 4,5 для сталей без добавок В. Более предпочтительно для содержащих В сталей в соответствии с настоящим изобретением Nc составляет предпочтительно более приблизительно 2,8, еще предпочтительней, более приблизительно 3,0. Для сталей в соответствии с настоящим изобретением без добавки В, Nc предпочтительно составляет более приблизительно 3,3, и еще предпочтительней, более приблизительно 3,5. Как правило, в сталях с Nc в верхнем конце предпочтительного диапазона, т.е. более приблизительно 3,0 для сталей с эффективными добавками В, и 3,5 для сталей без добавок В в соответствии с настоящим изобретением, когда их обрабатывают в соответствии с целями настоящего изобретения, получают преимущественно микрослоистую микроструктуру, включающую мелкокристаллический нижний бейнит, мелкокристаллический пластинчатый мартенсит или их смеси, и приблизительно вплоть до 10 об.% тонких прослоек остаточного аустенита. С другой стороны, стали с Nc в нижнем конце предпочтительного диапазона, приведенного выше, имеют тенденцию к образованию преимущественно микроструктуры FGB.
Nc=12,0·C+Mn+0,8·Cr+0,15·(Ni+Cu)+0,4·Si+2,0·V+0,7·Nb+1,5·Mo,
где С, Mn, Cr, Ni, Cu, Si, V, Nb, Mo представлены их соответствующими весовыми % в стали.
(3) Превосходная свариваемость при сварке с низким подводом тепла
Стали в соответствии с настоящим изобретением разработаны для получения превосходной свариваемости. Наиболее важной проблемой, особенно при сварке с низким подводом тепла, является холодное растрескивание или водородное растрескивание в крупнозернистой HAZ. Было обнаружено, у сталей в соответствии с настоящим изобретением на чувствительность к холодному растрескиванию критически влияет содержание углерода и тип микроструктуры в HAZ, а не твердость или углеродный эквивалент, которые в данной области техники считают критическими параметрами. Для того чтобы избежать холодного растрескивания, если сталь подлежит сварке в условиях сварки с низким предварительным нагревом (ниже приблизительно 100°С) или без него, предпочтительный верхний предел добавки углерода составляет приблизительно 0,1 вес.%. Как используют здесь, без ограничения настоящего изобретения в любом аспекте, понятие "сварка с низким подводом тепла" означает сварку с мощностью дуги приблизительно вплоть до 2,5 килоджоулей на миллиметр (кДж/мм).
Микроструктуры нижнего бейнита или самоотпущенного мартенсита обеспечивают превосходное сопротивление холодному растрескиванию. Другие легирующие элементы в сталях в соответствии с настоящим изобретением тщательно сбалансированы соразмерно с требованиями к прокаливаемости и прочности для обеспечения образования таких желательных микроструктур в крупнозернистой HAZ.
Роль легирующих элементов в стальном слябе
Роль различных легирующих элементов и предпочтительных пределов их концентраций в настоящем изобретении приведена ниже:
Углерод (С) является одним из наиболее эффективных упрочняющих элементов в стали. Его комбинируют также с сильными карбидообразующими элементами в стали, такими как Ti, Nb, и V, для замедления роста зерен и дисперсионного твердения. Углерод также повышает прокаливаемость, т.е. способность образовывать более твердые и более жесткие микроструктуры в стали в процессе охлаждения. Если содержание углерода составляет менее приблизительно 0,03 вес.%, то, как правило, его недостаточно для получения в стали нужного упрочнения, а именно прочности на разрыв более приблизительно 830 МПа. Если содержание углерода составляет более приблизительно 0,12 вес.%, то сталь, как правило, чувствительна к холодному растрескиванию в процессе сварки, и снижается вязкость в стальном листе и в его HAZ при сварке. Содержание углерода в диапазоне приблизительно от 0,03 до 0,12 вес.% является предпочтительным для получения желаемых микроструктур в HAZ, а именно самоотпущенного пластинчатого мартенсита и нижнего бейнита. Еще предпочтительней, верхний предел содержания углерода составляет приблизительно 0,07 вес.%.
Марганец (Mn) является упрочнителем сталей, а также вносит существенный вклад в прокаливаемость. Mn является ключевой и недорогой легирующей добавкой, способствующей образованию микрослоистой микроструктуры и препятствующей избыточному образованию FGB в листах толстого сечения, который может привести к снижению прочности. Добавление Mn полезно для получения желаемого времени выдержки, необходимого при старении аустенита, в ходе бейнитного превращения. Минимальное количество 0,5 вес.% Mn является предпочтительным для достижения в листе с толщиной, превышающей 25 мм, а минимальное количество Mn, по меньшей мере, 1,0 вес.% является еще предпочтительней. Добавки Mn, по меньшей мере, приблизительно 1,5 вес.% является еще более предпочтительным для получения высокой прочности листа и гибкости процесса обработки, поскольку Mn оказывает решающее влияние на прокаливаемость при низких уровнях С, менее приблизительно 0,07 вес.%. Однако слишком много Mn может быть вредным для вязкости, так что верхний предел Mn, приблизительно 2,5 вес.%, является предпочтительным в соответствии с настоящим изобретением. Данный верхний предел предпочтителен также для минимизации по существу сегрегации по центральной оси, склонность к образованию которой возникает при высоком содержании Mn и в непрерывнолитых сталях и сопровождается плохой микроструктурой и вязкими свойствами в центре листа. Более предпочтительно, верхний предел содержания Mn составляет приблизительно 2,1 вес.%. Если содержание никеля увеличивают выше приблизительно 3 вес.%, то желаемая высокая прочность может быть достигнута при малых добавках марганца. Поэтому в широком смысле предпочтительно содержание марганца приблизительно вплоть до 2,5 вес.%.
Кремний (Si) добавляют в сталь с целью раскисления, и для данной цели его минимальное количество составляет приблизительно 0,01 вес.%. Однако Si является сильным стабилизатором ОЦК решетки и тем самым повышает DBTT, а также оказывает неблагоприятное влияние на вязкость. По этим причинам, когда добавляют Si, верхний предел предпочтительно составляет приблизительно 0,5 вес.% Si. Более предпочтительно, верхний предел содержания Si составляет приблизительно 0,1 вес.%. Кремний не всегда нужен для раскисления, поскольку ту же функцию может выполнять алюминий или титан.
Ниобий (Nb) добавляют для содействия измельчению зерен катаной микроструктуры стали, который улучшает как прочность, так и вязкость. Выделение карбида ниобия в процессе горячей прокатки служат для задержки рекристаллизации и замедления роста зерен, обеспечивая тем самым средство измельчения аустенитных зерен. По этим причинам предпочтительное количество Nb предпочтительно составляет, по меньшей мере, 0,02 вес.%. Однако Nb является сильным стабилизатором ГЦК решетки и тем самым повышает DBTT. Слишком много Nb может вредно влиять на свариваемость и вязкость HAZ, так что максимальное количество предпочтительно составляет приблизительно 0,1 вес.%. Более предпочтительно, верхний предел содержания Nb составляет приблизительно 0,05 вес.%.
Титан (Ti), когда его добавляют в малом количестве, эффективен при образовании мелких частиц нитрида титана (TiN), которые измельчают размер зерен как в катаной структуре, так и HAZ стали. Таким образом, вязкость стали улучшается. Ti добавляют в таком количестве, чтобы весовое отношение Ti/N предпочтительно составляло приблизительно 3,4. Ti является сильным стабилизатором ОЦК решетки и тем самым повышает DBTT. Избыточное количество Ti вызывает ухудшение вязкости стали из-за образования более крупных частиц TiN или карбида титана (TiC). Содержание Ti ниже приблизительно 0,008 вес.%, как правило, не может обеспечить достаточно мелкого размера зерен или связывание Ti в стали в TiN, тогда как при содержании более приблизительно 0,03 вес.% он может вызвать ухудшение вязкости. Более предпочтительно, сталь содержит, по меньшей мере, приблизительно 0,01 вес.% Ti и не более приблизительно О,02 вес.% Ti.
Алюминий (Аl) добавляют в стали согласно настоящему изобретению с целью раскисления. Для этой цели предпочтительно нужно, по меньшей мере, приблизительно 0,001 вес.% Аl, а еще более предпочтительно, по меньшей мере, приблизительно 0,005 вес.% Аl. Аl связывает азот, растворенный в HAZ. Однако Аl является сильным стабилизатором ОЦК решетки и тем самым повышает DBTT. Если содержание Аl является слишком высоким, т.е. выше приблизительно 0,05 вес.%, то возникает тенденция к образованию типичных включений оксида алюминия (Al2O3), которые склонны ухудшать вязкость стали и ее HAZ. Еще предпочтительней, верхний предел содержания Аl составляет приблизительно 0,03 вес.%.
Молибден (Мо) увеличивает прокаливаемость стали при прямой закалке, особенно в сочетании с бором и ниобием. Мо нужен также для содействия старению аустенита. По этим причинам предпочтительно, по меньшей мере, приблизительно 0,1% Мо, и еще предпочтительней, по меньшей мере, приблизительно 0,2 вес.% Мо. Однако Мо является сильным стабилизатором ОЦК решетки и тем самым повышает DBTT. Избыток Мо способствует возникновению холодного растрескивания при сварке, а также склонен ухудшать вязкость стали и HAZ, так что максимальное количество предпочтительно составляет приблизительно 0,8 вес.% Мо и еще предпочтительней максимальное количество составляет приблизительно 0,4 вес.% Мо. Поэтому, в широком смысле, предпочтительным является приблизительно вплоть до 0,8 вес.% Мо.
Хром (Cr) способствует увеличению прокаливаемости стали при прямой закалке. При малых добавках Cr вызывает стабилизацию аустенита. Кроме того, Cr повышает сопротивление коррозии и сопротивление вызываемому водородом растрескиванию (HIC). Подобно Мо Cr склонен вызывать холодное растрескивание в сварных изделиях и тенденцию к ухудшению вязкости стали в ее HAZ, так что если добавляют Cr, то максимум предпочтительно составляет приблизительно 1,0 вес.% Cr. Более предпочтительно, если добавляют Cr, то содержание Cr составляет приблизительно от 0,2 до 0,6 вес.%.
Никель (Ni) является важной легирующей добавкой в сталях согласно настоящему изобретению для получения желаемой DBTT, особенно в HAZ. Он является одним из сильнейших стабилизаторов ГЦК решетки в стали. Добавка Ni в сталь увеличивает поперечное скольжение и тем самым снижает DBTT. Хотя и не в такой же степени, как добавки Mn и Мо, добавка Ni в сталь также улучшает прокаливаемость и, следовательно, однородность микроструктуры по толщине и свойства, такие как прочность и вязкость, в толстых сечениях. Добавление Ni также полезно для получения нужного времени выдержки, требуемого при старении аустенита, в процессе бейнитного превращения. Для достижения нужной DBTT в HAZ сварки минимальное содержание Ni предпочтительно составляет приблизительно 1,0 вес.%, более предпочтительно, приблизительно 1,5 вес.%, еще предпочтительней, более 2,0 вес.%. Поскольку Ni является дорогостоящим легирующим элементом, содержание Ni в стали предпочтительно составляет мене приблизительно 3,0 вес.%, более предпочтительно, менее приблизительно 2,5 вес.%, еще предпочтительней, менее приблизительно 2,0 вес.%, и еще более предпочтительно, менее приблизительно 1,8 вес.%, по существу для минимизации стоимости стали.
Медь (Cu) является нужной легирующей добавкой для стабилизации аустенита с целью получения микрослоистой микроструктуры. С этой целью добавляют предпочтительно, по меньшей мере, приблизительно 0,1 вес.%, более предпочтительно, по меньшей мере, 0,2 вес.% Cu. Cu является также стабилизатором ГЦК решетки в стали и в малых количествах может способствовать снижению DBTT. Cu также благотворно влияет на сопротивление коррозии и HIC. В повышенных количествах Cu вызывает чрезмерное дисперсионное твердение из-за выделений ε-меди. Выделения, если их правильно не регулировать, могут снизить вязкость и повысить DBTT как в основном листе, так и в HAZ. Повышенное содержание Cu может также вызвать охрупчивание в процессе отливки слябов и горячей прокатки, что требует совместных добавок Ni для смягчения. По упомянутым выше причинам верхний предел предпочтительно составляет приблизительно 1,0 вес.% Cu, а еще предпочтительней, верхний предел составляет приблизительно 0,5 вес.%. Поэтому в широком смысле предпочтительным является приблизительно вплоть до 0,8 вес.% Cu.
Бор (В) в малых количествах может сильно увеличивать прокаливаемость стали при очень небольших затратах и способствовать образованию в стали микроструктур нижнего бейнита и пластинчатого мартенсита даже в сечении толстых (≥25 мм) листов за счет подавления образования феррита, верхнего бейнита и FGB, как в основном листе, так и в крупнозернистой HAZ. Как правило, для этой цели необходимо, по меньшей мере, 0,0004 вес.% В. Когда бор добавляют в стали в соответствии с настоящим изобретением, предпочтительно содержание приблизительно от 0,0006 до 0,0020 вес.%, а даже более предпочтителен верхний предел приблизительно 0,0015 вес.%. Однако добавка бора может не понадобиться, если другие легирующие элементы в стали обеспечивают соответствующую прокаливаемость и нужную микроструктуру.
Описание и примеры сталей в соответствии с настоящим изобретением
В вакуумной индукционной печи (VIM) расплавили по 136,1 кг сплава каждого химического состава, приведенного в таблице II, отлили либо круглые слитки, либо слябы толщиной, по меньшей мере, 130 мм, а затем проковали или механически обработали до получения слябов 130 мм на 130 мм и длиной 200 мм. Один из круглых слитков, полученных в VIM, затем подвергли вакуумному электродуговому переплаву (VAR) в круглый слиток и проковали в сляб. Слябы были обработаны по технологии ТМСР на лабораторном прокатном стане, как описано ниже. В таблице II приведен химический состав сплавов, использованных для ТМСР.

Слябы сначала подогрели в температурном диапазоне приблизительно от 1000 до 1050°С в течение приблизительно 1 часа перед началом прокатки в соответствии с режимами ТМСР, приведенными в таблице III.


Следуя предпочтительным технологическим режимам ТМСР, приведенным в таблице III, у образцов листов от А1 до А4 получили преимущественно микроструктуру мелкокристаллического пластинчатого мартенсита, образующего микрослоистую микроструктуру с приблизительно до 2,5 об.% прослоек остаточного аустенита на границах с пластинками мартенсита. Другие составляющие микроструктуры, присутствующие в небольших количествах, были различными у все этих образцов с А1 по А4, однако содержали менее приблизительно 10 об.% мелкокристаллического нижнего бейнита и приблизительно от 10 до 25 об.% FGB.
Показатели прочности на разрыв в поперечном направлении и DBTT листов таблиц II и III обобщены в таблице IV. Прочность на разрыв и DBTT, обобщенные в таблице IV, измеряли в поперечном направлении, т.е. в направлении, которое находится в плоскости прокатки, но перпендикулярно направлению прокатки, при котором продольные направления образца для испытания на разрыв и образца Шарпи с V-образным надрезом по существу параллельны этому направлению, при распространении разрушения по существу перпендикулярно данному направлению. Значительным преимуществом настоящего изобретения является возможность получить величины DBTTE, обобщенные в таблице IV, в поперечном направлении по методике, описанной в предыдущем предложении. Как видно на фиг.4, там приведена полученная на трансмиссионном электронном микроскопе фотография микроструктуры, выявляющая микрослоистую микроструктуру в стальном листе, обозначенном как A3 в таблице II. Микроструктура, показанная на фиг.4, включает преимущественно пластинчатый мартенсит 41 с тонкими прослойками 42 остаточного аустенита в основном по границам пластинок мартенсита. На фиг.4 представлена преимущественно микрослоистая микроструктура сталей от А1 до А4 в соответствии с настоящим изобретением, приведенных в таблицах II-IV. Данная микроструктура обеспечивает высокие значения прочности (поперечной), приблизительно 1000 МПа и выше, с превосходными значениями DBTT в поперечном направлении, как показано в таблице IV.

Величины DBTT, приведенные в таблице IV, без ограничения при этом настоящего изобретения соответствуют температуре передачи энергии вплоть до 50%, определенной экспериментально при испытаниях образцов Шарпи с V-образным надрезом на ударную вязкость в соответствии со стандартными процедурами, изложенными в методике Е-23 ASTM, которая должна быть хорошо известна специалистам в данной области техники. Испытание на ударную вязкость образцов Шарпи с V-образным надрезом является хорошо известным испытанием по измерению вязкости сталей. Что касается таблицы II, то в листе из стали А5 обнаружена преимущественно микроструктура FGB, которая объясняет пониженную прочность, обнаруженную у данного образца листа. В данном листе видно, что до 40 об.% составляет пластинчатый мартенсит. Далее, на фиг.5 представлена полученная на трансмиссионном электронном микроскопе (ТЕМ) фотография, выявляющая микроструктуру FGB в стальном листе, обозначенном как А5. FGB представляет собой конгломерат бейнитного феррита 51 (основная фаза) и частиц 52 мартенсит/остаточный аустенит (меньшая по объему фаза). На фиг.5 несколько более детально представлена фотография ТЕМ, выявляющая равноосную микроструктуру FGB, включающую бейнитный феррит 51 и частицы 52 мартенсит/остаточный аустенит, которые присутствуют в некоторых вариантах сталей в соответствии с настоящим изобретением.
(4) Предпочтительный состав стали, когда требуется термическая обработка после сварки (PWHT)
PWHT обычно выполняют при высоких температурах, например, выше приблизительно 540°С. Выдержка при нагреве в процессе PWHT может привести к потере прочности в основном листе, а также в HAZ сварки из-за разупрочнения микроструктуры, связанного с регенерацией субструктуры (т.е. с утратой пользы от обработки) и с укрупнением частиц цементита. Чтобы избежать этого, предпочтительно модифицировать химический состав сталей, приведенный выше, путем добавления небольших количеств ванадия. Ванадий добавляют для получения дисперсионного твердения за счет образования при PWHT частиц карбида ванадия (VC) в основной стали и в HAZ. Такое упрочнение предусматривают для компенсации по существу утраты прочности при PWHT. Однако следует избегать чрезмерного упрочнения VC, поскольку оно может вызвать падение вязкости и повышение DBTT как у основной стали, так и в ее HAZ. По этим причинам верхний предел V в соответствии с настоящим изобретением предпочтительно составляет приблизительно 0,1 вес.%. Нижний предел предпочтительно составляет приблизительно 0,02 вес.%. Более предпочтительно, в сталь добавляют приблизительно от 0,03 до 0,05 вес.% V.
Такое поэтапное комбинирование свойств сталей в соответствии с настоящим изобретением обеспечивает низкозатратные технологии для некоторых операций при криогенных температурах, например, хранения и транспортировки природного газа при низких температурах. Данные новые стали могут обеспечить значительную экономию расходов на материалы при применении в условиях криогенных температур, по сравнению с существующими сталями при данном состоянии техники, которые обычно требуют гораздо более высоких содержаний никеля (приблизительно вплоть до 9 вес.%) и обладают значительно более низкой прочностью (менее приблизительно 830 МПа). Разработку химического состава и микроструктуры используют для снижения DBTT и реализации потенциала толстых сечений, превышающих приблизительно 25 мм. Данные новые стали предпочтительно имеют содержание никеля ниже приблизительно 3,5 вес.%, прочность на разрыв более приблизительно 830 МПа, предпочтительно, более 860 МПа, и еще предпочтительней, более приблизительно 900 МПа, и даже более предпочтительно, более приблизительно 1000 МПа; температуры вязкохрупкого перехода (DBTT) у основной стали в поперечном направлении ниже приблизительно -62°С, предпочтительно, ниже приблизительно -73°С, более предпочтительно, ниже приблизительно -100°С, еще предпочтительней, ниже приблизительно -123°С; и обладают превосходной вязкостью при DBTT. Данные новые стали могут иметь прочность на разрыв более приблизительно 930 МПа, или более приблизительно 965 МПа, или более приблизительно 1000 МПа. Содержание никеля в данных сталях может быть увеличено выше приблизительно 3 вес.%, если нужно повысить эксплуатационные качества после сварки. Полагают, что добавление каждого 1 вес.% никеля снижает DBTT стали приблизительно на 10°С. Содержание никеля предпочтительно составляет менее 9 вес.%, более предпочтительно, менее приблизительно 6 вес.%. Содержание никеля предпочтительно сводят к минимуму, для того чтобы минимизировать стоимость стали.
Хотя приведенное выше изобретение было описано с помощью одного или нескольких вариантов, следует понимать, что могут быть выполнены другие его модификации без отклонения от сферы притязаний настоящего изобретения, которое изложено в следующей далее формуле изобретения.





Реферат
Изобретение относится к листам из сверхпрочных, свариваемых низколегированных сталей с превосходной вязкостью при криогенных температурах как в основном листе, так и в зоне теплового влияния при сварке и к способу получения таких стальных листов. Техническим результатом изобретения является снижение температуры вязкохрупкого перехода до температуры менее приблизительно -62°С у основной стали в поперечном направлении и в свариваемой зоне теплового влияния, достижение прочности на разрыв более приблизительно 830 МПа и получение превосходной свариваемости. Сверхпрочную свариваемую низколегированную сталь с превосходной вязкостью при криогенных температурах в основном листе и в зоне теплового влияния при сварке, имеющую прочность на разрыв более приблизительно 830 МПа и микроструктуру, включающую (i) преимущественно мелкокристаллический нижний бейнит, мелкокристаллический пластинчатый мартенсит, мелкозернистый бейнит (FGB) или их смеси и (ii) приблизительно вплоть до 10 об.% остаточного аустенита, получают нагревом стального сляба, включающего железо и конкретное весовое содержание нескольких или всех из добавок углерода, никеля, марганца, азота, меди, хрома, молибдена, кремния, ниобия, ванадия, титана, алюминия и бора; обжатием сляба для формирования листа в одном или нескольких проходах в температурном диапазоне, в котором происходит рекристаллизация аустенита; заключительной прокаткой листа в одном или нескольких проходах в температурном диапазоне ниже температуры рекристаллизации аустенита и выше температуры превращения Ar3; закалкой готового катаного стального листа до конкретной температуры прекращения закалки (QST); окончанием закалки; и либо выдержкой листа в течение определенного времени по существу изотермически при QST, или медленным охлаждением листа перед воздушным охлаждением, или просто охлаждением листа на воздухе до окружающей температуры. 5 с. и 25 з.п. ф-лы, 4 табл., 5 ил.

Комментарии