Нетекстурированная электротехническая листовая сталь с превосходными магнитными свойствами и способ обработки кальцием этой стали - RU2590740C2
Код документа: RU2590740C2
Чертежи


Описание
Область техники
Настоящее изобретение относится к нетекстурированной электротехнической листовой стали и способу ее изготовления, а более конкретно к нетекстурированной электротехнической листовой стали с превосходными магнитными свойствами и способу обработки кальцием этой стали.
Уровень техники
Способ добавления кальция в жидкую сталь для модификации оксидных и сульфидных включений и повышения таким образом качества стали используется в металлургической отрасли. В настоящее время такая технология широко используется при изготовлении трубной стали, стали для зубчатых колес, погодоустойчивой стали, легкообрабатываемой резанием стали, нержавеющей стали, электротехнической стали и другой продукции высокого качества, чтобы улучшить коррозионную стойкость, микроструктуру, механические свойства, технологичность изготовления и электромагнитные свойства и т.д.
Кальций не растворяется в жидкой стали и имеет низкую температуру плавления (850°C) и низкую температуру кипения (1483°C). Кальций легко переходит в парообразное состояние, и кальциевый пар находится в форме пузырьков в жидкой стали. Кальций также обладает высокой раскисляющей и десульфирующей способностью и может взаимодействовать с кислородом и серой в жидкой стали с образованием сложных сульфидов, алюминатов кальция и других включений. С одной стороны, эти обогащенные оксидом кальция частицы, образующиеся при раскислении, легко отделить от расплава в плавильной ванне, с другой стороны, когда расплав в ванне перемешивают, твердые включения оксида кальция в жидкой стали могут быть модифицированы, чтобы снизить температуру плавления включений, способствовать их полимеризации, росту и всплыванию вверх и улучшить чистоту стали.
Обычно обработку кальцием проводят при атмосферных условиях, чтобы избежать чрезмерных потерь кальция. Такие способы обработки кальцием включают способ подачи проволоки (CaFe, CaSi), способ вдувания (CaSi, CaO) и способ засыпки (CaFe, CaSi). В настоящее время эти технологии относительно отработаны и просты в реализации, что играет важную роль в промышленном производстве. Однако применение этих технологий обычно увеличивает цикл обработки при плавке, приводит к значительному падению температуры в процессе обработки и создает проблемы вторичного загрязнения (такие как поглощение кислорода, поглощение азота, захваченный шлак и т.д.) вследствие кипения жидкой стали, что неблагоприятно для стабильного повышения чистоты стали и эффективности производства.
Среди этих технологий, относительно показательные способы обработки кальцием включают следующие способы.
В JP 1996-157932 в жидкую сталь, при атмосферных условиях, добавляют кальцийсодержащие материалы после раскисления способом ввода. В документе отмечено, что добавляемое количество кальцийсодержащих материалов зависит от содержания оксида кремния в шлаке. Соответствующая обработка кальцием позволяет уменьшить количество дефектов в конечной листовой стальной продукции, возникающих из-за большого количества включений.
В JP 2009-57612 в жидкую сталь, при атмосферных условиях, добавляют проволоку из CaSi способом подачи проволоки, при этом выход кальция может достигать вплоть до 6,7% при скорости подачи проволоки 100 м/мин. Однако, по окончании подачи проволоки, интенсивное кипение жидкой стали может привести к довольно значительному вторичному загрязнению.
Чтобы избежать повышения количества кислорода и азота в жидкой стали в результате обработки кальцием способом подачи проволоки, в JP 1996-157935 предложено техническое усовершенствование технологии. Перед операцией подачи проволоки на сталелитейный ковш помещают снабженную резьбой крышку, чтобы избежать основательного воздействия атмосферы на жидкую сталь.
Чтобы дополнительно улучшить эффективность производства и уменьшить колебания параметров в процессе сталелитейного производства, также были сделаны попытки обеспечить обработку кальцием жидкой стали в процессе рафинирования Ruhrstahl-Heraeus (RH). Обработка кальцием в основном включает следующие способы обработки.
В JP 1999-92819 в жидкую сталь, в условиях вакуума, добавляют металлический кальций, кальциевый сплав и смесь смешанного оксида кальция-алюминия и щелочного растворителя способом вдувания, чтобы образовать разнородные кальцийсодержащие комплексные включения, а также снизить содержание азота в жидкой стали после вакуумной обработки. Следует отметить, что комплексное добавление вышеуказанных материалов требуется, чтобы достичь относительно удовлетворительного эффекта контроля включений. Кроме того, фактический эффект обработки жидкой стали зависит от степени их смешивания и взаимодействия в жидкой стали и состояния жидкой стали. Однако способ имеет свой недостаток: в жидкую сталь необходимо добавлять металлический кальций, кальциевый сплав и смесь смешанного оксида кальция-алюминия и щелочного растворителя, и такую смесь получают посредством сложных производственных процессов при высоких затратах, помимо прочего.
В JP 1998-245621 в жидкую сталь, в условиях вакуума, однородным образом, благодаря обеспечению циркуляции жидкой стали, подают кальцийсодержащие материалы посредством способа подачи проволоки, чтобы обеспечить относительно удовлетворительный эффект контроля включений. Недостаток способа состоит в том, что способ подачи проволоки обычно приводит к значительному загрязнению окружающей среды, влияет на циркуляцию жидкой стали в вакууме и, таким образом, затрудняет либо обеспечение фактического эффекта обработки жидкой стали, либо регулирование режима циркуляции, что в результате влияет на нормальный цикл обработки процесса рафинирования RH и накладывает относительно высокие требования к условиям работы оборудования подачи проволоки.
В некоторых документах, при обеспечении вакуумных условий в лабораторном масштабе, в жидкую сталь добавляли сплав кальция и железа, чтобы исследовать изменение включений в жидкой стали. В этих документах отмечают, что посредством такого способа обработки кальцием снижается общее содержание кислорода в стали, однако количество включений возрастает и их средний размер уменьшается. Таким образом, это применимо только для DI и других типов специальных сталей.
Поэтому в настоящее время все еще существует потребность в способе обработки кальцием нетекстурированной электротехнической листовой стали с относительно низкими затратами, простым процессом производства, удобным и регулируемым оборудованием, при обеспечении контроля формы и количества включений и без влияния на нормальный цикл процесса рафинирования RH.
Описание изобретения
Целью настоящего изобретения является обеспечение нетекстурированной электротехнической листовой стали с превосходными магнитными свойствами и способа ее обработки кальцием. Способ по настоящему изобретению позволяет решить такие проблемы, как высокая стоимость производства, сложный процесс производства, влияние на нормальный цикл обработки процесса рафинирования RH, высокие требования к условиям работы оборудования и отсутствие регулирования формы и количества включений. Способ обработки кальцием нетекстурированной электротехнической листовой стали позволяет снизить стоимость производства, упростить процесс производства, сделать удобным регулирование работы оборудования и обеспечить контроль формы и количества включений, без влияния на нормальный цикл обработки процесса рафинирования RH. Нетекстурированная электротехническая листовая сталь, изготовленная способом по настоящему изобретению, имеет превосходные магнитные свойства.
Настоящее изобретение обеспечивает способ обработки кальцием нетекстурированной электротехнической стали, включающий процесс рафинирования RH (Ruhrstahl-Heraeus), причем процесс рафинирования RH (Ruhrstahl-Heraeus) включает последовательное проведение стадии обезуглероживания, стадии раскисления алюминием и стадии добавления кальциевого сплава, где на стадии добавления кальциевого сплава время добавления кальциевого сплава удовлетворяет следующим условиям:
Промежуток времени между временем для Al и временем для Ca/Σ Суммарный период времени после времени для Al=0,2-0,8,
где промежуток времени между временем для Al и временем для Ca представляет собой промежуток времени между моментом времени для добавления алюминия на указанной стадии раскисления алюминием и моментом времени для добавления кальциевого сплава на указанной стадии добавления кальциевого сплава, а Σ суммарный период времени после времени для Al представляет собой период времени между моментом времени для добавления алюминия на указанной стадии раскисления алюминием и конечным моментом времени процесса рафинирования RH.
В способе по настоящему изобретению добавляемое количество указанного кальциевого сплава составляет от 0,5 кг/т стали до 1,2 кг/т стали.
В способе по настоящему изобретению указанный кальциевый сплав добавляют двумя или более партиями. Предпочтительно указанный кальциевый сплав добавляют тремя или более партиями, и добавляемое количество для каждой партии указанного кальциевого сплава не превышает 40% от общего добавляемого количества указанного кальциевого сплава.
В способе по настоящему изобретению указанный кальциевый сплав подвергают пассивирующей обработке.
В способе по настоящему изобретению указанный кальциевый сплав имеет следующий химический состав, в масс. %: 18-27% Ca, 2-6% Mg, 20-35% Si, 1-9% Al, 1-5% Zr, а остальное представляет собой железо и неизбежные примеси.
В способе по настоящему изобретению содержание серы в жидкой стали поддерживают ≤0,003% перед добавлением указанного кальциевого сплава, предпочтительно содержание серы в жидкой стали поддерживают ≤0,003% посредством десульфирования расплавленного железа или расплавленной стали.
Способ по настоящему изобретению дополнительно включает стадию раскисления кремнием перед указанной стадией раскисления алюминием.
Нетекстурированная электротехническая сталь, изготовленная способом по настоящему изобретению, имеет следующий химический состав, в масс. %: ≤0,005% C, 0,2-3,4% Si, 0,2-1,0% Mn, ≤0,2% P, ≤0,003% S, 0,2-1,2% Al, ≤0,005% N, ≤0,005% O, а остальное представляет собой железо и неизбежные примеси. Нетекстурированная электротехническая сталь дополнительно содержит ≥0,0005% Ca.
Способ по настоящему изобретению решает такие проблемы, как высокая стоимость производства, сложный процесс производства, влияние на нормальный цикл обработки процесса рафинирования RH, высокие требования к условиям работы оборудования и отсутствие регулирования формы и количества включений. Способ обработки кальцием нетекстурированной электротехнической листовой стали позволяет снизить стоимость производства, упростить процесс производства, сделать удобным регулирование работы оборудования и обеспечить контроль формы и количества включений, без влияния на нормальный цикл обработки процесса рафинирования RH. Нетекстурированная электротехническая сталь, изготовленная способом по настоящему изобретению, имеет превосходные магнитные свойства.
Краткое описание чертежей
На Фиг. 1 представлен график, показывающий эффект регулирования включений в готовой стальной продукции при обычной выплавке (без добавления кальциевого сплава) и при выплавке с обработкой кальцием по настоящему изобретению (с добавлением кальциевого сплава).
На Фиг. 2 показано влияние добавляемого количества кальциевого сплава на потери в железе и магнитную индукцию готовой стальной продукции.
На Фиг. 3 показано влияние содержания серы в жидкой стали на потери в железе готовой стальной продукции при обычной выплавке и при выплавке с обработкой кальцием по настоящему изобретению.
На Фиг. 4 показано влияние различных режимов добавления кальциевого сплава на содержание кальция при выплавке с подачей проволоки, выплавке с обработкой кальцием по настоящему изобретению и обычной выплавке.
Наилучший режим реализации настоящего изобретения
Далее способ по настоящему изобретению дополнительно описан в связи с прилагаемыми чертежами и примерами, но настоящее изобретение не ограничено представленными в описании примерами.
Производство нетекстурированной электротехнической стали включает дутье в конвертере, процесс рафинирования RH и непрерывный процесс литья.
Процесс рафинирования RH по настоящему изобретению включает последовательное проведение стадии обезуглероживания, стадии раскисления алюминием и стадии добавления кальциевого сплава. Как показано на Фиг. 1, кальциевый сплав добавляют в определенный период времени процесса рафинирования RH при выплавке по настоящему изобретению, и включения, содержащиеся в готовой стальной продукции, изготовленной таким образом, имеют большой размер и их количество мало, поэтому изготовленная таким образом сталь имеет высокую чистоту, и готовая стальная продукция, изготовленная таким образом, имеет превосходные электромагнитные характеристики. При обычной выплавке (без добавления кальциевого сплава) включения, содержащиеся в готовой стальной продукции, изготовленной таким образом, имеют малый размер и их количество велико, поэтому изготовленная таким образом сталь имеет низкую чистоту, и можно не обеспечить превосходные электромагнитные характеристики готовой стальной продукции, изготовленной таким образом.
В настоящем изобретении процесс рафинирования RH включает последовательное проведение стадии обезуглероживания, стадии раскисления алюминием и стадии добавления кальциевого сплава, где на стадии добавления кальциевого сплава время добавления кальциевого сплава удовлетворяет следующим условиям:
Промежуток времени между временем для Al и временем для Ca/Σ Суммарный период времени после времени для Al=0,2-0,8,
где промежуток времени между временем для Al и временем для Ca представляет собой промежуток времени между моментом времени для добавления алюминия на указанной стадии раскисления алюминием и моментом времени для добавления кальциевого сплава на указанной стадии добавления кальциевого сплава, а Σ суммарный период времени после времени для Al представляет собой период времени между моментом времени для добавления алюминия на указанной стадии раскисления алюминием и конечным моментом времени процесса рафинирования RH.
В способе обработки кальцием по настоящему изобретению кальциевый сплав добавляют в определенный период времени процесса рафинирования RH, чтобы обеспечить контроль формы и количества включений, и в способе по настоящему изобретению стоимость производства кальциевого сплава низкая, процесс производства кальциевого сплава является простым и режимы добавления кальциевого сплава не влияют на нормальный цикл обработки процесса рафинирования RH, и оборудование является удобным в эксплуатации и регулируемым.
С другой стороны, эффективная концентрация кальция в жидкой стали является важным фактором, определяющим достаточную модификацию включений. Для того чтобы обеспечить лучший эффект обработки кальцием в настоящем изобретении дополнительно выдвинуты требования в отношении добавляемого количества кальциевого сплава. На Фиг. 2 показано влияние добавляемого количества кальциевого сплава на потери в железе и магнитную индукцию готовой стальной продукции. Потери в железе относятся к потерям электрической энергии материала кремнистой стали при определенной интенсивности магнитного поля и силе тока, и при определенной частоте. Магнитная индукция относится к плотности магнитного потока, которая, обычно обозначаемая символом В, является фундаментальной физической величиной, используемой для описания интенсивности и направления магнитного поля. В физике интенсивность магнитного поля выражается интенсивностью магнитной индукции (также называемой плотностью магнитного потока), т.е. высокая интенсивность магнитной индукции означает сильную магнитную индукцию, тогда как низкая интенсивность магнитной индукции означает слабую магнитную индукцию Единицей измерения плотности магнитного потока является тесла, т.е. Тл для краткости. Как показано на Фиг. 2, когда добавляемое количество кальциевого сплава составляет от 0,5 кг/т стали до 1,2 кг/т стали, готовая стальная продукция имеет относительно низкие потери в железе и высокую магнитную индукцию, и таким образом, обладает превосходными магнитными свойствами. Таким образом, чтобы обеспечить электромагнитные характеристики готовой стальной продукции, добавляемое количество кальциевого сплава устанавливают в диапазоне от 0,5 кг/т стали до 1,2 кг/т стали. Кальциевый сплав добавляют двумя или более партиями. Предпочтительно кальциевый сплав добавляют тремя или более партиями, и добавляемое количество для каждой партии указанного кальциевого сплава не превышает 40% от общего добавляемого количества указанного кальциевого сплава.
Чтобы увеличить время пребывания кальция в жидкой стали, способствовать достаточному взаимодействию между кальцием и жидкой сталью и достичь удовлетворительного эффекта улучшения включений, кальциевый сплав подвергают пассивирующей обработке, что означает увеличение соответствующим образом поверхностного оксидного слоя кальциевого сплава, чтобы снизить скорость его реакции.
Кроме того, химические компоненты кальциевого сплава ограничены. Отличия от ранее проведенных исследований заключаются в том, что в исследовании кальциевый сплав используют для значительного снижения содержания алюминия, а содержание кремния соответствующим образом увеличивают, чтобы повысить температуру плавления кальциевого сплава; устанавливают содержание кальция, чтобы регулировать степень интенсивности реакции между кальцием и жидкой сталью, a Mg, Zr и другие элементы добавляют в подходящем количестве, чтобы увеличить растворимость кальция в жидкой стали и повысить ее выход. В настоящем изобретении кальциевый сплав имеет следующий химический состав, в масс. %: 18-27% Ca, 2-6% Mg, 20-35% Si, 1-9% Al, 1-5% Zr, а остальное представляет собой железо и неизбежные примеси.
Как обнаружено в результате исследования, если непосредственно используют раскисление алюминием, образуются небольшие включения. Вязкость жидкой стали повышается, даже если после этого добавляют кремниевый сплав, что затрудняет всплытие вверх включений оксида алюминия и их удаление, и обработка кальцием оказывает слабое действие в отношении модификации оксида кремния. Если раскисление кремнием проводят перед раскислением алюминием, т.е. используют двухстадийный способ раскисления (последовательное раскисление кремнием и раскислением алюминием), относительно облегчается всплытие вверх включений оксида алюминия и их удаление. Алюминий обладает сильным раскисляющим действием, и таким образом, включения оксида алюминия, образующиеся при последующем раскислении, можно далее удалить посредством обработки кальцием с образованием алюмината кальция, имеющего низкую температуру плавления, и подавить образование мельчайших зернистых включений. Таким образом, чтобы лучше регулировать форму и количество включений, исходя из настоящего изобретения, перед стадией раскисления алюминием проводят раскисление кремнием, т.е. используют двухстадийный способ раскисления (последовательное раскисление кремнием и раскисление алюминием).
Также при испытаниях в промышленном масштабе было обнаружено, что при обработке кальцием относительно высокое содержание серы в жидкой стали приводит к образованию включений CaS в большом количестве, затрудняет полную модификацию включений оксида алюминия, влияет на эффект улучшения включений, содержащихся в стали, и является неблагоприятным для повышения электромагнитных характеристик готовой стальной продукции. Как показано на Фиг. 3, когда содержание серы в жидкой стали составляет >30 ppm (т.е. >0,003%), потери в железе быстро возрастают как в выплавке по настоящему изобретению, так и в обычной выплавке, что является неблагоприятным для повышения электромагнитных характеристик готовой стальной продукции. Таким образом, чтобы обеспечить электромагнитные характеристики готовой стальной продукции, содержание серы в жидкой стали поддерживают ≤0,003% перед добавлением кальциевого сплава, предпочтительно содержание серы в жидкой стали поддерживают ≤0,003% посредством десульфирования расплавленного железа или расплавленной стали.
Нетекстурированная электротехническая сталь, изготовленная способом по настоящему изобретению, обычно имеет следующий химический состав, в масс. %: ≤0,005% C, 0,2-3,4% Si, 0,2-1,0% Mn, ≤0,2% P, ≤0,003% S, 0,2-1,2% Al, ≤0,005% N, ≤0,005% O, а остальное представляет собой железо и неизбежные примеси. Нетекстурированная электротехническая сталь дополнительно содержит .≥0,0005% Ca.
Как показано на Фиг. 4, содержание кальция в обычной выплавке составляет <0,0005%. Содержание кальция в выплавке с подачей проволоки составляет ≥0,0005%, однако, когда для обработки кальцием используют способ подачи проволоки, это приводит к значительному загрязнению окружающей среды, оказывает влияние на циркуляцию жидкой стали в вакууме, затрудняет либо обеспечение фактического эффекта обработки жидкой стали, либо регулирование режима циркуляции, что в результате влияет на нормальный цикл обработки процесса рафинирования RH, и накладывает относительно высокие требования к условиям работы оборудования подачи проволоки. В выплавке по настоящему изобретению кальциевый сплав добавляют в определенный период процесса рафинирования RH, так что содержание кальция в изготовленной таким образом готовой стальной продукции составляет ≥0,0005%, и в способе по настоящему изобретению режимы добавления кальциевого сплава не оказывают влияния на нормальный цикл обработки процесса рафинирования RH, и оборудование является удобным в эксплуатации и регулируемым.
В нижеследующем разделе описано влияние химических компонентов нетекстурированной электротехнической стали по настоящему изобретению и приведены указания по ограничению их содержания.
C: Менее 0,005%. С представляет собой элемент, который в сильной степени подавляет рост зерен готовых продуктов и может легко ухудшать магнитные свойства конечной полосовой стальной продукции и приводить к сильному магнитному старению. Таким образом, содержание C следует поддерживать менее 0,005%.
Si: 0,2-3,4%. Si представляет собой элемент, который может эффективно увеличивать сопротивление конечной полосовой стальной продукции. Когда содержание Si ниже 0,2%, он не может обеспечить эффективное снижение потерь в железе, когда содержание Si выше 3,4%, плотность магнитного потока значительно снижается, что сопровождается повышенной твердостью и ухудшенной обрабатываемостью.
Mn: 0,2-1,0%. Подобно Si и Al, Mn также может увеличивать сопротивление стали и улучшать состояние поверхности электротехнической стали. Таким образом, необходимо поддерживать содержание Mn выше 0,2%. В то же время, когда содержание Mn выше 1,0%, значительно увеличивается стоимость изготовления и снижается магнитная индукция готовой продукции.
Al: 0,2-1,2%. Al представляет собой элемент, который может эффективно увеличивать сопротивление конечной полосовой стальной продукции. Когда содержание Al ниже 0,2%, он не может обеспечить эффективное снижение потерь в железе и магнитные свойства готовой продукции могут быть нестабильными; когда содержание Al выше 1,2%, значительно увеличивается стоимость изготовления и снижается магнитная индукция готовой продукции.
P: Менее 0,2%. Добавление определенного количества P в сталь может улучшить обрабатываемость стального листа, однако, когда содержание P превышает 0,2%, ухудшается способность к обработке холодной прокаткой стального листа.
S: Менее 0,003%. Когда содержание S превышает 0,003%, это приводит к значительному увеличению количества выпавших MnS и других соединений S, сильно подавляет рост зерен, ухудшает условие потерь в железе и влияет на эффект модификации включений посредством обработки кальцием.
N: Менее 0,005%. Когда содержание N превышает 0,005%, это приводит к значительному увеличению количества выпавших AlN и других соединений N, сильно подавляет рост зерен и ухудшает условие потерь в железе.
O: Менее 0,005%. Когда содержание O превышает 0,005%, это приводит к значительному увеличению количества оксидных включений, сильно подавляет рост зерен и ухудшает условие потерь в железе.
Примеры
Представленные ниже примеры приведены для иллюстрации, чтобы пояснить реализацию настоящего изобретения, и они никоим образом не ограничивают настоящее изобретение.
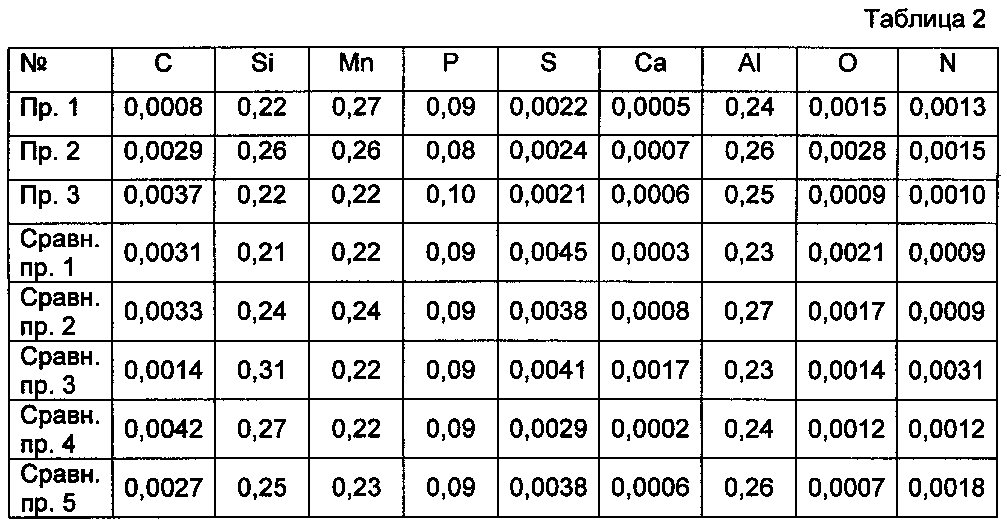
Расплавленное железо и стальной лом смешивали в пропорции, подвергали плавке в конвертере емкостью 300 тонн, направляли в процесс рафинирования RH для обезуглероживания и раскисления, подвергали обработке кальцием посредством добавления кальциевого сплава и затем непрерывно отливали, чтобы наконец получить плоские заготовки #A толщиной 170-250 мм и шириной 800-1450 мм. Соответствующие технологические параметры и данные по магнитным свойствам, а также химические компоненты стали представлены в таблице 1 и таблице 2, соответственно.
Чем меньше потери в железе, тем выше магнитная индукция и лучше магнитные свойства готовой стальной продукции.
Потери в железе и магнитную индукцию измеряли согласно стандарту JIS-C-2550.
Для полученной непрерывным литьем плоской заготовки #A, если магнитная индукция ≥1,76 Тл и потери в железе ≤5,7 Вт/кг, предполагается, что готовая стальная продукция обладает превосходными магнитными свойствами; если магнитная индукция <1,76 Тл и потери в железе >5,7 Вт/кг, предполагается, что готовая стальная продукция обладает плохими магнитными свойствами.

Добавляемое количество относится к количеству кальциевого сплава, добавляемому на стадии добавления кальциевого сплава процесса рафинирования RH.
Время добавления относится к времени для добавления кальциевого сплава на стадии добавления кальциевого сплава процесса рафинирования RH, т.е промежутку времени между временем для Al и временем для Ca/Σ Суммарный период времени после времени для Al.
В примерах 1-3 добавляемое количество кальциевого сплава составляет от 0,5 кг/т стали до 1,2 кг/т стали, и время добавления кальциевого сплава составляет от 0,2 до 0,8; во всех случаях применяли двухстадийный способ раскисления (последовательное раскисление Si и раскисление Al), при содержании S≤0,003%; готовая стальная продукция, соответствующая примерам 1-3, имеет магнитную индукцию ≥1,76 Тл, а потери в железе ≤5,7 Вт/кг, и это предполагает, что указанная продукция имеет превосходные магнитные свойства, при содержании Ca≥0,0005%.
В сравнительном примере 1 добавляемое количество кальциевого сплава менее 0,5 кг/т стали; в сравнительном примере 2 добавляемое количество кальциевого сплава более 1,2 кг/т стали, в сравнительном примере 3 время добавления кальциевого сплава более 0,8, в сравнительном примере 4 время добавления кальциевого сплава менее 0,2, в сравнительном примере 5 применяют двухстадийный способ раскисления (последовательное раскисление Al и раскисление Si), в сравнительных примерах 1, 2, 3 и 5 содержание S превышает 0,003%. Таким образом, готовая стальная продукция, соответствующая сравнительным примерам 1-5, имеет магнитную индукцию <1,76 Тл, а потери в железе >5,7 Вт/кг, и это предполагает, что указанная продукция имеет плохие магнитные свойства.
Расплавленное железо и стальной лом пропорционально смешивали, подвергали плавке в конвертере емкостью 300 тонн, направляли в процесс рафинирования RH для обезуглероживания и раскисления, подвергали обработке кальцием посредством добавления кальциевого сплава и затем непрерывно отливали, чтобы наконец получить плоские заготовки #B толщиной 170-250 мм и шириной 800-1450 мм. Химические компоненты стали и соответствующие технологические параметры и данные по магнитным свойствам представлены соответственно в таблице 3 и таблице 4.
Для полученной непрерывным литьем плоской заготовки #B, если магнитная индукция ≥1,69 Тл, потери в железе ≤3,8 Вт/кг, предполагается, что готовая стальная продукция обладает превосходными магнитными свойствами; если магнитная индукция <1,69 Тл, потери в железе >3,8 Вт/кг, предполагается, что готовая стальная продукция обладает плохими магнитными свойствами.


Добавляемое количество относится к количеству кальциевого сплава, добавляемому на стадии добавления кальциевого сплава процесса рафинирования RH.
Время добавления относится к времени для добавления кальциевого сплава на стадии добавления кальциевого сплава процесса рафинирования RH, т.е промежутку времени между временем для Al и временем для Ca/Σ Суммарный период времени после времени для Al.
В примерах 4-6 добавляемое количество кальциевого сплава составляет от 0,5 кг/т стали до 1,2 кг/т стали, и время добавления кальциевого сплава составляет от 0,2 до 0,8; во всех случаях применяли двухстадийный способ раскисления (последовательное раскисление Si и раскисление Al), при содержании S≤0,003%; готовая стальная продукция, соответствующая примерам 4-6, имеет магнитную индукцию ≥1,69 Тл, а потери в железе ≤3,8 Вт/кг, и это предполагает, что указанная продукция имеет превосходные магнитные свойства, при содержании Ca≥0,0005%.
В сравнительном примере 6 содержание S превышает 0,003%, в сравнительном примере 7 добавляемое количество кальциевого сплава менее 0,5 кг/т стали, и время добавления кальциевого сплава менее 0,2; применяют двухстадийный способ раскисления (последовательное раскисление Al и раскисление Si). Таким образом, готовая стальная продукция, соответствующая сравнительным примерам 6 и 7, имеет магнитную индукцию <1,69 Тл или потери в железе >3,8 Вт/кг, и это предполагает, что указанная продукция имеет плохие магнитные свойства.
В таблицах 1-4 показано, что при регулировании времени добавления кальциевого сплава в диапазоне 0,2-0,8, регулировании добавляемого количества кальциевого сплава в диапазоне 0,5 кг/т стали - 1,2 кг/т стали, применении двухстадийного способа раскисления (последовательное раскисление Si и раскисление Al) и ограничении содержания S≤0,003%, эффект регулирования включений можно стабильно улучшить, чтобы получить готовую стальную продукцию с превосходными магнитными свойствами и эффективно повысить содержание Ca в стали.
Промышленная применимость
Способ по настоящему изобретению имеет следующие преимущества: пониженную стоимость производства, упрощенный процесс производства, удобное регулирование работы оборудования и возможность регулирования формы и количества включений без влияния на нормальный цикл обработки процесса рафинирования RH. Нетекстурированная электротехническая сталь, изготовленная способом по настоящему изобретению, имеет превосходные магнитные свойства, и настоящее изобретение можно применять для крупномасштабного производства нетекстурированной электротехнической стали с превосходными магнитными свойствами.
Реферат
Изобретение относится к области металлургии и может быть использовано для производства нетекстурированной электротехнической листовой стали. Способ включает процесс вакуумного рафинирования (RH), причем процесс RH включает последовательное проведение стадии обезуглероживания, стадии раскисления алюминием и стадии добавления кальциевого сплава, при этом отношение промежутка времени между моментом времени для добавления алюминия на указанной стадии раскисления алюминием и моментом времени для добавления кальциевого сплава на указанной стадии добавления кальциевого сплава к промежутку времени между моментом времени для добавления алюминия на указанной стадии раскисления алюминием и конечным моментом времени процесса рафинирования RH составляет 0,2-0,8. Изобретение позволяет улучшить магнитные свойства нетекстурированной электротехнической листовой стали за счет добавления кальциевого сплава и обеспечивает контроль формы и количества включений без влияния на нормальный цикл обработки процесса рафинирования. 2 н. и 9 з.п. ф-лы, 7 пр., 4 табл., 4 ил.
Комментарии