Способ двойного легирования и нанофазного модифицирования стали атомарным азотом - RU2639749C2
Код документа: RU2639749C2
Описание
Область техники
Изобретение относится к черной металлургии, а именно к легированию и модифицированию стали атомарным азотом, который в отличие от молекулярного азота обладает уникальными физико-химическими свойствами - громадным химическим потенциалом и высочайшим энергетическим потенциалом, под воздействием которых изменяется сама природа легирования и модифицирования стали, коренным образом изменяя физические свойства стали.
Предшествующий уровень техники
Изобретение относится к черной металлургии, а именно к внепечной обработке стали, выплавленной в любом сталеплавильном агрегате и перелитой в сталеразливочный ковш, где производятся технологические операции по раскислению, легированию, модифицированию и рафинированию стали. В процессе легирования, в настоящее время, практически вся сталь подвергается обработке молекулярным азотом с применением продувки жидкой фазы молекулярным азотом, либо посредством ввода в расплав азотированных ферросплавов - азотированного ферромарганца, ферросилиция, ферросиликомарганца, феррохрома и др. - в сочетании с нитридообразующими элементами Al, Ni, V, Ti. Положительные результаты легирования стали азотом достигаются за счет более высокого энергетического потенциала молекулярного азота, который в десять раз превышает потенциал главного легирующего элемента железа - углерода, в результате чего достигается увеличение прочности, пластичности и ударной вязкости стали (Гудремон Э. Специальные стали (перевод с немецкого). Т. 1-2. - М.: Металлургия, 1966 г., 1242 стр.).
Однако технология легирования стали азотированными ферросплавами и продувка жидкой фазы стали газообразным азотом имеет и существенные недостатки, которые наиболее наглядно проявляются на фоне новейших исследований академической науки уровня энергетического потенциала атомарного азота. Установлено, что при одинаковых температуре и давлении насыщение расплава стали атомарным азотом в десять тысяч раз превышает насыщение стали молекулярным азотом (Аверин В.В., Ревякин А.В. Азот в металлах. М.: Металлургия, 1976 г., 224 стр.).
Но получение атомарного азота путем диссоциации молекулы N2 газообразного азота либо азота азотированных ферросплавов требует громадных энергетических затрат, так как энергия диссоциации составляет 992 кДж/моль и практически равна энергии диссоциации инертного аргона, поэтому даже при температуре 3300°C степень диссоциации молекулы азота не превышает 0,1% (Лякишев Н.П. и др. Энциклопедический словарь по металлургии. Т. 1. М.: «Интермет Инжиниринг», 2000 г., 412 стр.).
Раскрытие изобретения
Учитывая, что содержание азота в азотированных ферросплавах составляет 2-8%, количество нитридных фаз, которые могут быть образованы только в результате химической реакции синтеза атомов легирующих элементов атомами азота, составляет незначительную величину. Затраты на производство азотированных ферросплавов весьма значительны, так как основой их технологии производства является достаточно инертный процесс диффузии, требующий больших энергетических затрат в виде высоких температур и давлений. Поэтому эффективность применения азотированных ферросплавов не намного превышает затраты на их производство. Еще больше вопросов в настоящее время вызывает целесообразность массового применения технологии продувки расплава стали газообразным азотом. Так как атомарный азот при этом диссоциирует в ничтожном количестве, азот, не связанный в нитридные фазы, переходит в твердый раствор сталей в молекулярном состоянии, что и приводит к старению металла. Поэтому применение технологии продувки стали газообразным азотом может быть только выборочным.
В основу заявленного способа положена задача разработать процесс, обеспечивающий технологический прорыв резкого повышения физических свойств стали, в частности, прочность стали в 1,5-2,0 раза и ударную вязкость в 2-3 раза, увеличение потребительских качеств металлопродукции, снижение веса металлоконструкций на 20-25%, механизмов и машин на 15-20%, повышение их хладостойкости до -65°C. Обеспечить возможность массового производства высокопрочной наноструктурированной стали с хорошей свариваемостью без разупрочнения зоны ТВ при сварке, в том числе тонкого листа и арматуры. В производстве стали массового назначения снизить расход легирующих элементов, в том числе на 60% расход марганца в марганецсодержащих и на 50% никеля в никелевых сталях. Достижение столь значительного повышения качества и снижения затрат на ее производство может быть получено только за счет кардинального изменения действующих технологических процессов производства стали, в том числе и в первую очередь изменения процесса легирования стали, который является наиболее затратным, но и самым главным и определяющим процессом формирования физических свойств и качества стали. Поэтому в данной заявке на изобретение решается задача изменения процессов легирования и модифицирования стали не путем совершенствования традиционных схем легирования с применением дорогостоящих материалов, включая применение еще более дорогих редкоземельных элементов, а за счет изменения физико-химических процессов легирования и модифицирования стали, изменяющих саму природу легирования и модифицирования. Для этого в заявке на новые технологии легирования и модифицирования стали в качестве основного легирующего элемента предлагается атомарный азот, обладающий уникальными физико-химическими свойствами, высочайшим энергетическим потенциалом и громадным химическим потенциалом, в отличие от известных и широко применяемых технологий легирования стали азотированными ферросплавами и продувки расплава стали газообразным азотом, в которых азот в обоих случаях находится в молекулярном состоянии (Гудремон Э. Специальные стали (перевод с немецкого). Т. 1-2. – М.: Металлургия, 1966 г., 1242 стр.).
Преимущества атомарного азота и его высочайшего уровня энергетического потенциала подтверждены работами Российской академии наук, когда в 1960 г. было установлено, что насыщение расплава стали атомарным азотом при одинаковом давлении и одинаковой температуре превышает в десять тысяч раз этот показатель молекулярного азота (Аверин В.В., Ревякин А.В. Азот в металлах. М.: Металлургия, 1976 г., 224 стр.). Однако выполнить реальный, даже опытный процесс легирования стали атомарным азотом при температуре расплава стали ~1650°C оказалось невозможно. Причина в том, что при контакте азотосодержащих веществ с расплавом стали процесс диссоциации этих веществ сопровождается чрезвычайно бурным, подобно взрыву, выделением атомарного азота и газообразных составляющих, что приводит к выбросу находящегося в ковше расплава стали. Инженерное решение данной проблемы заключается в том, что, во-первых, используется наиболее подходящее азотосодержащее вещество карбамид (NH2)2СО с высоким содержанием азота 46,6% и температурой диссоциации 174°C, который в процессе диссоциации выделяет большое количество атомарного азота 2,4 м3/кг и других его соединений. Во-вторых, за счет создания и реализации дифференцированной схемы по количеству и скорости ввода карбамида в расплав стали, которая переводит взрывной процесс диссоциации в высокоинтенсивный процесс самораспространяющегося синтеза нитридных нанофаз. Базовыми величинами дифференцированной схемы являются предельные количественные нормы ввода карбамида 0,4-1,4 кг/т стали и скорость ввода 5,0-8,0 кг/т в зависимости от температуры расплава стали. Допускаются различные способы ввода карбамида в расплав стали. Образовавшийся в расплаве стали атомарный азот превращает процесс легирования стали в двойной процесс, два вида которого протекают параллельно. Один вид процесса легирования - это дислокационный процесс, который является следствием физического свойства атомарного азота - его высочайшего энергетического потенциала, под воздействием которого атомы азота внедряются в межатомное пространство кристаллов железа, вызывая изменение взаимного расположения атомов железа, что приводит к искажению (дисклинации) формы куба кристаллов железа и сопровождается изменением его размеров. Количество и плотность измененных плоскостей взаимного расположения атомов и плотность их линий на поверхности кристаллов, которые называются дислокациями, характеризуемые вектором Бюргерса, коренным образом изменяют физические свойства стали (Лякишев Н.П. и др. Энциклопедический словарь по металлургии. Т. 1. М.: «Интермет Инжиниринг», 2000 г., 412 стр.).
Второй вид нового процесса легирования стали является следствием химического свойства атомарного азота - его громадного химического потенциала, который при температуре расплава стали 1650°C, что является мощным катализатором, вызывает интенсивную химическую реакцию самораспространяющегося синтеза нитридных нанофаз легирующих элементов. Образовавшиеся нитридные нанофазы легирующих элементов скапливаются на поверхности кристаллов, заполняя все межзеренное пространство кристаллической решетки стали. Второй вид процесса легирования стали отличается от традиционного способа легирования еще и тем, что легирующими структурами становятся не легирующие элементы, а нитридные фазы этих элементов. Одновременно и параллельно с измененным процессом легирования протекает измененный нанофазный процесс модифицирования. Изменение состоит в том, что образовавшиеся в большом количестве мельчайшие нитридные нанофазы, которые оказались весьма стойкими к силовым и термическим воздействиям, становятся многочисленными дополнительными зародышами кристаллов стали, выполняя в полном объеме функции модифицирующих элементов, таких как титан, церий, бор и других.
Перечень эффективности новой технологии легирования стали, приведенный выше, по мере производства опытно-промышленных плавок значительно расширяется. Например, оказалось, что атомарный азот активно вовлекает в процесс формирования нитридных нанофаз элементы природного легированного сырья. Высокая эффективность технологии легирования стали с участием атомарного азота уже доказана. Но феномен роста физических свойств стали и потребительского качества готового проката на этой начальной стадии освоения новой технологии далеко не исчерпан. Ее исследования находятся в начале пути этой перспективной темы, а повышение физических свойств стали достигается только лишь за счет сталеплавильного производства, не затрагивая технологий пластической деформации и термообработки.
Пример. Производство стали для строительной индустрии
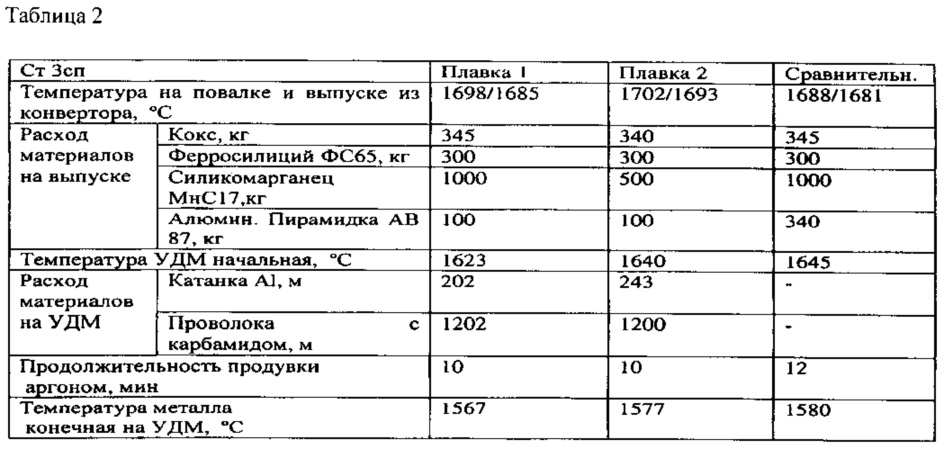
Целью применения новой технологии легирования и модифицирования сталей для строительной индустрии является повышение прочности, пластичности и хладостойкости стали для снижения металлоемкости (веса) строительных конструкций до 20-25% и гарантированной эксплуатации в климатических условиях до -65°С. В металлургии, при производстве стали для строительной индустрии, ставится задача обеспечить снижение издержек производства (себестоимости) за счет экономии до 50-60% дорогих легирующих элементов без снижения ГОСТ норм прочности стали. Для изготовления строительных конструкций в настоящее время широко применяются марганцовистые стали, например, марки 14Г2, содержащей, масс. %: 0,12-0,18 С; 1,2-1,6 Мn; 0, 17-0,37 Si; также сталь 09Г2С, содержащая, масс. %: <0,12 С, 0,5-0,8 Si, 1,3-1,7 Мn. Недостатком указанных сталей является повышенное содержание Мn, повышенная себестоимость и низкая хладостойкость. Широко применяется Ст 3сп, включающая, масс. %: 0,14-0,22 С; 0,4-0,65 Мn; 0,12-0,30 Si. Недостатком указанной стали при изготовлении строительных конструкций является низкий уровень механических свойств - предела текучести, пластичности, ударной вязкости, в том числе при низких температурах. Все эти недостатки являются следствием применяемой технологии легирования при их изготовлении, в том числе с использованием азотированных ферросплавов и продувки стали газообразным азотом. Предлагаемая технология производства стали для строительной индустрии марки Ст 3сп по технологии интенсивного двойного легирования и нанофазного модифицирования представлена тремя плавками, две из них экспериментальные, третья сравнительная. Металл выплавлялся в 150-тонном конверторе и выпускался в сталеразливочный ковш, где производилось его раскисление и легирование с целью достижения в экспериментальных плавках следующих результатов. В первой плавке без изменения химического состава и соотношения Мn и Si, как 2:1, повысить прочность стали 3сп с 245н/мм2 до 325-360 н/мм2, ударную вязкость повысить в 2,5-3 раза. Во второй плавке снизить в 2 раза содержания Мn до соотношения Мn и Si, как 1:1, без снижения ГОСТ нормы прочности стали при повышении ударной вязкости. Третья плавка является сравнительной и легируется без изменения схемы легирования. Химический состав опытных и сравнительной плавок приведен в таблице 1.

Технология легирования стали экспериментальных плавок заключается в том, что на установке доводке металла (УДМ) в расплав стали вводится карбамид как наполнитель порошковой проволоки из расчета 0,8 кг/т стали (120 кг на ковш) и одновременно вводится алюминиевая катанка из расчета 1,2 кг/т стали. Интенсивность ввода карбамида составляет 6,8 кг в минуту и скорость ввода 14-миллиметровой проволоки, заполненной карбамидом в количестве 105 граммов на погонный метр, составляет 66 метров в минуту. Остальные технологические параметры предоставлены в таблице 2.

Проведенные исследования металла опытных плавок свидетельствуют о значительном повышении класса прочности стали с 245 н/мм2 до 345-400 н/мм2, т.е. условно можно сказать, что сталь 3сп превращается в низколегированную типа 14Г2 или 09Г2С. Значительно возросла ударная вязкость при -70°С в 2,5-3 раза. Известно, что ударная вязкость, а следовательно, и хладостойкость стали - это функция величины зерна и чистоты межзеренного пространства. Подтверждением мелкозернистости и чистоты ее межзеренного пространства, которое заполнено нитридными нанофазами и, которые оказались весьма стойкими к силовым и термическим воздействиям, являются результатами исследований свариваемости стали, изготовленной по новой технологии легирования. Исследования выполнены Центральным научно-исследовательским институтом стальных конструкций (ЦНИИСК). Исследовались структура и свойства сварных соединений тонкого листа толщиной 5 мм, как наиболее сильно разупрочняющегося при сварке по сравнению с прокатом больших толщин. Установлено, что микроструктура в зоне теплового воздействия (ЗТВ) сварных соединений представляет собой ферритно-перлитную смесь различной степени дисперсности, а величина зерна феррита лишь на один-два балла превышает величину зерна основного металла. Значимость новой технологии легирования стали атомарным азотом не только в том, что она современна и применима как минимум для производства 90% металлопродукции, но прежде всего в том, что наши познания проникли глубже вниз, в атомарный мир металлургических процессов. «Там внизу полно места». Этот постулат корифеев нанотехнологий открывает большие перспективы атомарных и интенсивных процессов в большой металлургии 21 века.
Реферат
Изобретение относится к области металлургии и может быть использовано при внепечной обработке стали марки 3сп в ковше атомарным азотом. Осуществляют легирование расплава стали с обеспечением процесса самораспространяющегося синтеза нитридных нанофаз легирующих элементов, при этом обработку расплава стали атомарным азотом осуществляют введением карбамида (NH)CO при температуре расплава 1650°С с расходом карбамида, составляющим 0,4-1,8 кг/т стали и скоростью подачи его в расплав стали 5,0-8,0 кг в минуту, причем карбамид в расплав вводят в виде наполнителя порошковой проволоки с одновременной подачей алюминиевой катанки из расчета 1,2 кг/т стали. Изобретение позволяет повысить прочность, пластичность и хладостойкость сталей для строительной индустрии путем снижения металлоемкости строительных конструкций до 20-25% и гарантированной эксплуатации в климатических условиях до –65°С, а также за счет экономии до 50-60% дорогих легирующих элементов. 3 табл.
Комментарии