Способ воздействия на химический состав жидкой стали и комплекс оборудования для его осуществления - RU2288280C1
Код документа: RU2288280C1
Чертежи











Описание
Изобретение относится к черной металлургии, точнее к производству стали. В то же время оно может быть использовано в цветной металлургии.
Известен способ воздействия на химический состав жидкой стали, включающий подготовку стали в металлоплавильной емкости и ее переливание через выпускное отверстие из основной емкости в промежуточную емкость, подачу в сталь элементов, изменяющих ее химический состав при ее нахождении в металлоплавильной емкости и в процессе переливания (см., например, VS 4632368A, B 22 D 11/118, 11/14, от 30.12.1986).
Известному способу присущи существенные недостатки:
- во-первых, подачу элементов в жидкую сталь, изменяющих ее химический состав, осуществляют с использованием стакана, что затрудняет применение способа для воздействия на химсостав стали в ковше;
- во-вторых, имеют место существенные потери раскислителей и легирующих элементов.
Известен способ воздействия на химический состав жидкой стали в ковше, включающий переливание жидкой стали из металлоплавильной емкости через выпускное отверстие в ковш и подачу в сталь легирующих элементов и/или раскислителей. Причем подачу элементов осуществляют в емкость стальковша сверху путем: 1) вдувания порошкообразных материалов; 2) погружения в толщу металла специальных капсул, наполненных порошкообразными материалами; 3) механизированной подачей элементов, запрессованных в трубку из ленты низколегированной стали и другие (см., например, В.И.Явойский и др. «Металлургия стали»: Учебник для вузов. М.: Металлургия, 1983, стр.322).
Этот широко известный способ воздействия на химический состав стали в ковше по существенным признакам наиболее близок предлагаемому, поэтому принят за прототип.
Известному способу присущи существенные недостатки.
Во-первых, только часть подаваемых в жидкую сталь элементов (особенно алюминия, кальция, РЗМ, ЩЗМ и др.) участвует в процессе обработки стали, так как значительная их часть испаряется (сгорает).
Во-вторых, реализация способа требует интенсивной обработки жидкой стали в ковше продувкой газа с целью обеспечения равномерности обработки стали по объему.
В-третьих, исключена возможность организации производства малых партий стальных заготовок в большой металлургии, когда масса стали в ковше может достигать 300 т.
В-четвертых, ухудшается экологическая обстановка в районе обработки стали в ковше из-за пылеобразования и горения подаваемых элементов.
Предлагаемый способ воздействия на химический состав жидкой стали в ковше, свободен от указанных недостатков. В нем решена задача равномерной и экономной подачи легирующих элементов и/или раскислителей совместно с инертным газом в жидкую сталь. Достигается технический результат производства малых партий стали в большой металлургии, таким образом расширяются технологические возможности по получению заготовок разного химсостава. Улучшаются экологические условия при подаче элементов в сталь.
Получение указанных технических результатов обеспечено благодаря тому, что в предлагаемом способе воздействия на химический состав жидкой стали осуществляют выпуск жидкого металла из металлоплавильной емкости через выпускное отверстие в ковш, перелив потока металла через канал из огнеупорного материала и подачу в поток металла элементов, влияющих на химический состав металла.
Протяженность канала меньше длины потока металла, а его поперечное сечение составляет 1,3-1,4 поперечного сечения потока металла, при этом подачу элементов в измельченном и/или гранулированном виде осуществляют на входе в канал по его периметру и по его высоте. Подачу элементов в качестве раскислителей и/или десульфураторов и/или модификаторов осуществляют совместно с нейтральным или инертным газом. Подачу элементов осуществляют принудительно. Подачу элементов осуществляют путем инжектирования газа. Подачу элементов осуществляют шнеком. Осуществляют смену участков подачи элементов, в течение времени которой процесс переливания металла прекращают и осуществляют замену ковша.
Для эффективной реализации предлагаемого способа важное значение имеет обеспечение равномерного распределения подаваемых в сталь элементов в объеме жидкого металла в ковше, которое реализуется с помощью предлагаемого комплекса металлоплавильная емкость - ковш.
Известен комплекс сталеплавильная емкость - ковш, содержащий металлоплавильную емкость (например, мартеновскую печь) с выпускным отверстием и ковш (см., например, рис.VII. 9 на стр.536 указанного учебника В.И.Явойского и др.).
Этот основной комплекс сталеплавильного производства по существенным признакам наиболее близок предлагаемому, поэтому принят за прототип.
Известному комплексу присущи существенные недостатки, проанализированные при описании известного способа. Отмеченные недостатки приводят к необходимости проведения дополнительной операции: продувке жидкой стали в ковше инертным или нейтральным газом (см., например, рис.2.1. на стр.102 в книге «Процессы непрерывной разливки стали /Монография. Смирнов А.Н. и др. - Донецк: ДонНТУ. 2002 г.).
Предлагаемый комплекс металлоплавильная емкость - ковш свободен от недостатков известного комплекса. В нем решена задача подачи в жидкий металл элементов, воздействующих на химический состав металла в ковше, с равномерным их распределением в объеме (раскислителей, десульфураторов и модифицирующих элементов) металла в ковше при экономичном использовании этих элементов (раскислителей, легирующих и др. элементов).
Получение указанных технических результатов в предлагаемом комплексе обеспечено благодаря тому, что комплекс металлоплавильная емкость - ковш для воздействия на химический состав жидкой стали содержит металлоплавильную емкость с выпускным отверстием, ковш, канал для перелива жидкого металла из металлоплавильной емкости в ковш, рабочая часть которого выполнена из огнеупорного материала, и устройства для подачи в жидкий поток металла элементов в измельченном и/или гранулированном виде, изменяющих химический состав металла. Канал для перелива жидкого металла из металлоплавильной емкости в ковш установлен вертикально, соосно выпускному отверстию металлоплавильной емкости, а устройства для подачи в жидкий поток металла элементов, изменяющих химический состав металла, расположены на нескольких участках упомянутого канала на входе по его периметру и по высоте, при этом устройство для подачи в жидкий поток металла элементов в измельченном виде установлено по высоте канала. Рабочая часть канала выполнена из графита. Канал состоит из конической и цилиндрической частей, при этом коническая часть является входом в канал и угол наклона конической поверхности от вертикали по большей мере равен 30°. Устройство для подачи в жидкий поток металла элементов в качестве раскислителей и/или десульфураторов и/или модификаторов в измельченном виде выполнено с возможностью совместной подачи с нейтральным или инертным газом.
Способ воздействия на химический состав жидкой стали, комплекс для его осуществления пояснен чертежами на фиг.1-14.
На фиг.1 показан (схематически) комплекс металлоплавильная емкость - ковш для осуществления способа; на фиг.2 - разрез А-А на фиг.1, на фиг.3 - комплекс металлоплавильная емкость - ковш для осуществления способа на мартеновской печи; на фиг.4 - разрез А-А на фиг.3; на фиг.5 показана подача элементов в металл шнеком; на фиг.6 - разрез А-А на фиг.1 в случае подачи элементов в металл в начале входа в канал на нескольких участках по его периметру; на фиг.7 - разрез А-А на фиг.5 в случае подачи элементов в металл на нескольких участках по высоте и периметру канала; на фиг.8 показана самоустановка устройства относительно выпускного отверстия повернутой для слива металлоплавильной емкости с обеспечением соосности продольных осей выпускного отверстия и канала; на фиг.9 - разрез А-А на фиг.8; на фиг.10 и 11 показано расположение устройства и привода его перемещения вне рабочей зоны металлоплавильной емкости (конвертера); на фиг.12 показано сочленение несущей и каналосодержащей (сменной) частей устройства; на фиг.13 - исполнение сменной каналосодержащей части устройства; на фиг.14 схемы опробования способа в лабораторных условиях на холодной модели.
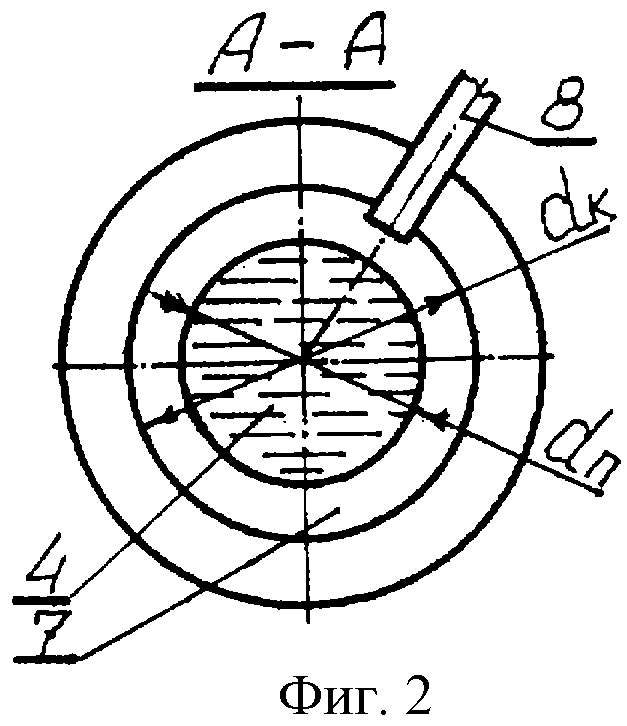
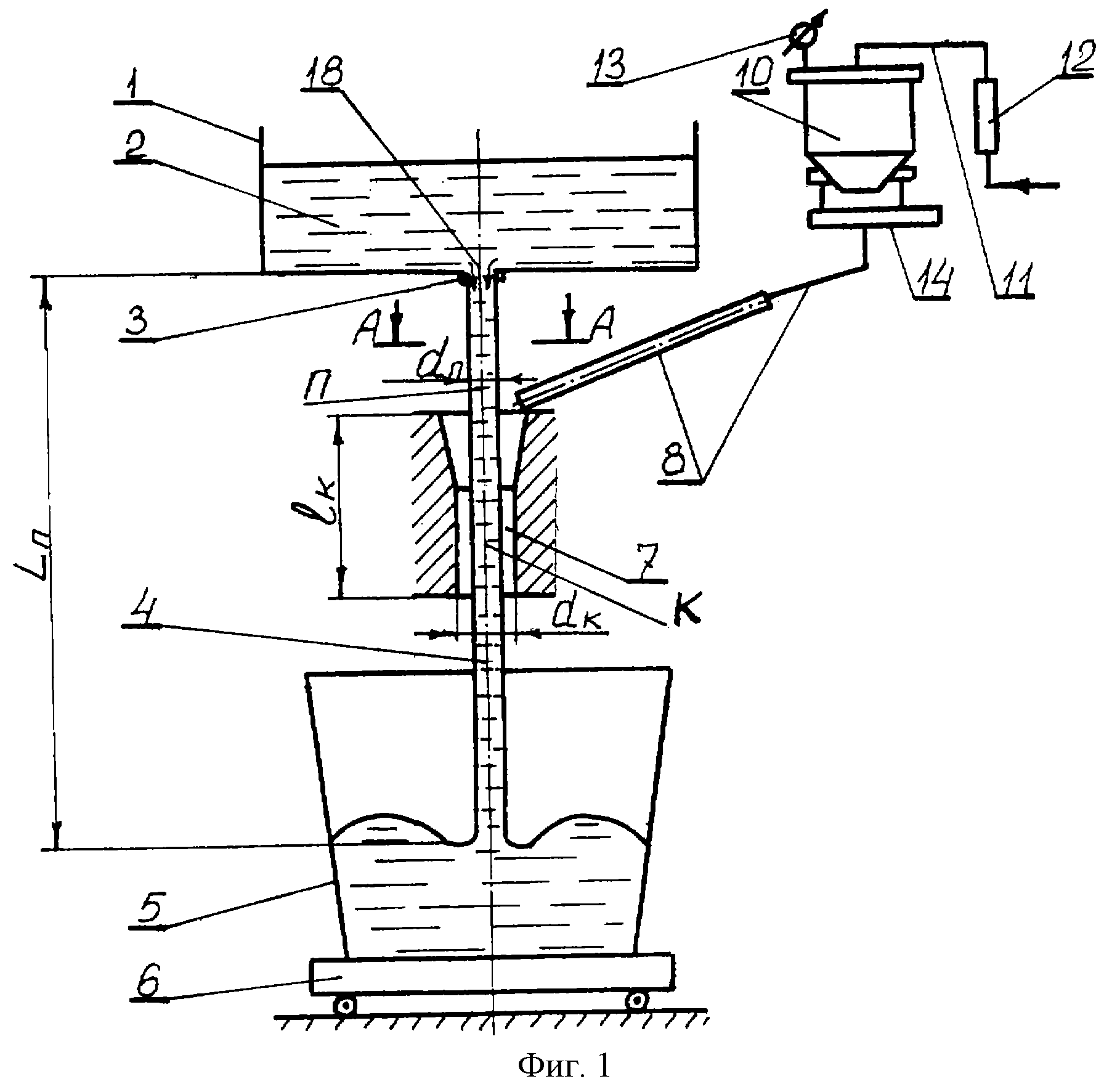
Металлоплавильная емкость 1 (мартеновская печь, дуговая сталеплавильная печь, конвертер, индукционная печь и др.) заполнена жидким металлом 2 (фиг.1, 3, 8). Емкость 1 содержит выпускное отверстие 3, через которое жидкий металл в виде потока (струи) 4 поступает в ковш 5, установленный на тележке 6 с возможностью перемещения к/от емкости 1. В процессе переливания жидкого металла 2 из емкости 1 в ковш 5 формируется поток (струя) 4, характеризуемый (для струи) диаметром dп и протяженностью Lп, являющейся переменной величиной. Применительно к переливанию жидкого металла 2 из емкости мартеновской печи 1 (фиг.3) в процессе переливания металла формируется поток 4 с размерами Вп и Нп на фиг.4. Между емкостью 1 и ковшом 5 установлен канал 7, длина которого lк, внутренний диаметр dк (фиг.1, 2, 5 - 7, 13, 14 и 15); в случае мартеновской печи применяют канал 7 с размерами Вк=Вп, высотой Нк >Нп и длиной lк (фиг.3 и 4).
В процессе переливания жидкий металл в виде потока 4 движется по траектории 77; продольная ось канала 7 на фигурах обозначена К. Траектория потока 77 и продольная ось канала К идентичные и в большинстве случаев соосные. Исключение составляет комплекс мартеновская печь - ковш, когда траектория потока 77 и продольная ось канала К идентичные, но не соосные (фиг.4).
Поперечное сечение канала 7(


Длина канала lк меньше наименьшего размера длины потока lп, что исключает вероятность частого контакта поверхности канала 7 с потоком 4 жидкого металла 2. Предпочтительна длина lк примерно

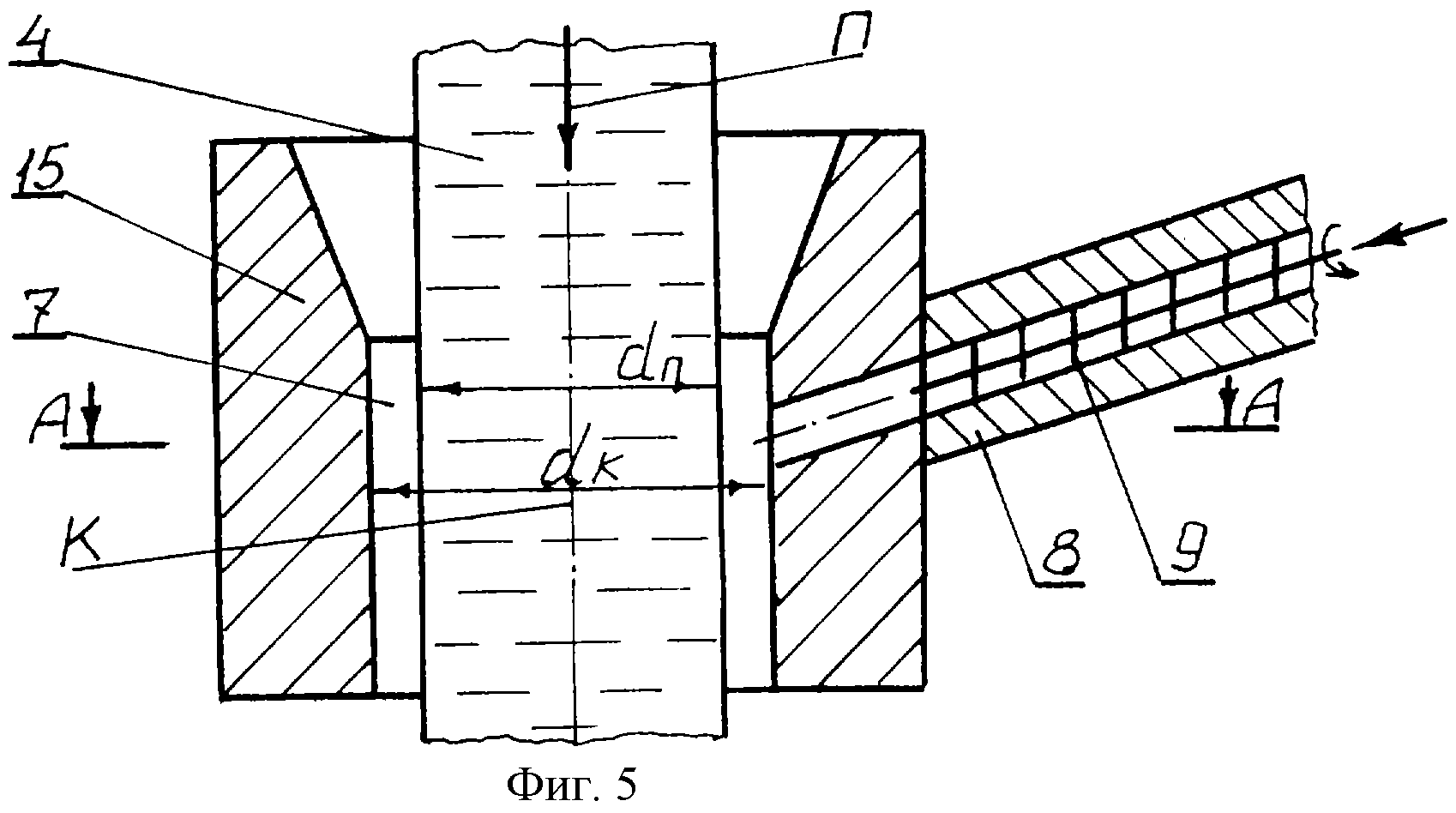
Раскислители, десульфураторы и модифицирующие элементы подаются в канал 7 по трубе (каналу) 8. Фракция подаваемых элементов может быть различной: от мелкого порошка до гранул. Указанные элементы могут подаваться порознь или вместе. Подача элементов может быть свободная: падение под действием собственного веса вертикально, по наклонной линии с соответствующим уклоном (фиг.3). Подача элементов может быть принудительной: путем инжектирования газа по трубе (фиг.1), путем применения шнека 9 (фиг.5), любым другим путем принудительной подачи сыпучих материалов. В большинстве видов подачи элементов применяют нейтральный или инертный газ. При этом газ могут подавать отдельно от элементов, но чаще подачу газа и элементов совмещают, т.е. используют единый канал ввода в поток жидкого металла.
Для подачи элементов в основном используют систему (фиг.1), содержащую трубопровод 8, контейнер 10, наполненный порошком и/или гранулами из подаваемых элементов. При подвижном устройстве для подачи элементов используют гибкие трубы (шланги) 8. К контейнеру 10 по трубе 11 подводится инертный или нейтральный газ, расход которого контролирует прибор 12, а давление - прибор 13; расход подаваемых элементов контролирует дозатор 14 (при использовании нескольких контейнеров - для каждого контейнера персональный).
Труба 8 может быть подведена ко входу потока металла 4 в канал 7 (фиг.1). Труба 8 может быть подведена в тело 15 канала 7, но ближе к входу в канал 7 (фиг.5). При этом подача элементов может быть из одной трубы 8, подведенной к каналу 7, но используют также подачу элементов в нескольких участках канала 7, например, в трех по периметру в начале входа в канал 7 (фиг.6) или в трех по высоте и периметру (фиг.7), но ближе к входу в канал 7.
Тело 15 канала 7 выполнено из огнеупорного материала. Наиболее предпочтительно применение графита в качестве этого материала, исключающего прилипание жидкого металла к внутренней поверхности канала 7. В теле 15 канал 7 выполнен из конической и цилиндрической частей (фиг.13), при этом угол наклона (от вертикали) конической поверхности в основном не превышает 30°, т.к. при больших углах возникает вероятность отдельных случаев отскока падающих частей металла в потоке 4 за пределы тела 15. Применительно к выпуску металла из мартеновской печи канал 7 образован накрытием выпускного желоба 16 телом 15 из огнеупорного материала и несущей конструкции (фиг.3 и 4).
Таким образом, для подачи элементов в поток металла 4 используют устройство, содержащее канал 7, рабочая часть которого выполнена из огнеупорного материала, предпочтительно из графита. Устройство выполнено из несущей части 16 (фиг.12) и каналосодержащей части 15. Каналосодержащая часть 15 выполнена сменной. Устройство выполнено с возможностью расположения (в процессе переливания металла) между выпускным отверстием 3 металлоплавильной емкости 1 и ковшом 5, причем при указанном расположении устройства продольная ось 18 выпускного отверстия 3 и продольная ось К канала 7 совпадают, т.е. расположены соосно. Для выполнения этого условия устройство снабжено возможностью самоустановки и/или приводом перемещения. Устройство может быть закреплено на металлоплавильной емкости 1 (фиг.3).
В любом случае исполнения устройства исключено его негативное влияние на работу с металлоплавильной емкостью 1, в том числе в обслуживании выпускного отверстия 3.
Для самоустановки устройства с каналосодержащей частью несущая часть 16 устройства закреплена на корпусе емкости 1 (например, ДСП) шарнирно 17, так что при повороте емкости 1 для выпуска металла несущая часть 16 устройства также поворачивается, так что продольная ось К канала 7 располагается соосно с продольной осью 18 выпускного отверстия 3 (фиг.8 и 9).
Для установки устройства с каналосодержащей частью 15 во время выпуска металла между выпускным отверстием 3 металлоплавильной емкости 1 (конвертера) и ковшом 5 (фиг.10 и 11) устройство снабжено приводом. Варианты привода могут быть различными, но в любом случае их исполнения привод и устройство не располагают в рабочей зоне металлоплавильной емкости 1 до приведения емкости в положение выпуска жидкого металла. Также в любом случае привод должен обеспечивать перед выпуском металла совпадение продольной оси канала 7 (оси К) и траектории движения потока 4 металла, т.е. оси П.
Привод устройства может быть выполнен (фиг.10), например, в виде рейки 16 (она же несущая конструкция 16 устройства) и привода ее перемещения в виде шестерни 19, имеющей привод от двигателя 20. При этом ролики 21 являются опорой рейки 16. На фиг.10 сплошными линиями показано положение устройства в нерабочем состоянии, пунктиром - в рабочем положении.
Привод устройства может быть выполнен (фиг.11), например, в виде четырехзвенника Чебышева 22 (фиг.11) и соответствующего его привода (на фиг.11 условно не показан).
Возможны приводы устройства других типов при выполнении уже описанных требований к ним в части применения и расположения устройства.
Металлоплавильная емкость 1 в виде ДСП (фиг.8 и 9) и конвертора (фиг.10 и 11) содержат ось 23 и механизм поворота емкости 1 относительно этой оси при реализации процесса переливания металла из емкости 1 в ковш 5.
Способ воздействия на химический состав жидкого металла в ковше осуществляют следующим образом.
Получают жидкий металл 2 в емкости 1 (фиг.1, мартеновская печь на фиг.2, ДСП на фиг.3 и 4, конвертер на фиг.10 и 11). Готовят металл 2 к выпуску из емкости 1 в ковш 2 через выпускное отверстие 3. Применительно к ДСП и конвертеру емкость поворачивают относительно оси 23.
В промежуток емкость 1 - ковш 5 вводят устройство с каналом 7 (применительно к мартеновской печи на фиг.2 канал 1 формируют за счет верхней части 15, устанавливаемой над выпускным желобом 16 или стационарно установленной над ним). Ось К канала 7 и ось 18 выпускного отверстия 3 располагают соосно. При этом используют самоустановку несущей конструкции 16 устройства (фиг.8 и 9) или привод перемещения несущей конструкции 16, подобный приведенному на фиг.10 и 11 и при описании этих фигур.
Отрывают отверстие 3 и металл 2 в виде потока (струи) 4 устремляется вниз в ковш 5 по траектории П. Траектория П и ось К идентичные и в большинстве случаев соосные. При реализации способа на мартеновских печах затруднительно обеспечить соосность траектории П и оси К (см. фиг.4), но в этом случае реализации способа строгая соосность и необязательна, достаточно их идентичности.
После того как в ковше 5 окажется примерно 10... 15 т металла (последнее зависит от параметров емкости 1 и соответствующего размера ковша 5), из контейнера 10 с использованием дозатора 14 по трубе 8 в сторону потока 4 металла подают раскислители и/или десульфураторы и/или модифицирующие элементы.
Подачу осуществляют свободным падением, в том числе по наклонной линии (фиг.3), инжекцией газа (фиг.1), шнеком 9 (фиг.5) или другим приемом. В каждом случае процесса производства выбирают наиболее удобный способ подачи элементов в сторону потока металла 4. Подачу элементов в сторону потока 4 металла сопровождают подачей инертного или нейтрального газа. В ряде случаев, особенно при подаче элементов в гранулированном состоянии, инжекцией инертного или нейтрального газа, подводимого по трубе 11 и контролируемого приборами 12 и 13 (фиг.1), подаваемым элементам придают повышенную скорость, обеспечивающую внедрение элементов (гранул) в металл.
Строго говоря, при реализации способа желательно наряду с подачей элементов подводить инертный или нейтральный газ. Но возможна реализация способа без подачи газа или с подачей воздуха.
Предпочтительность использования инертного или нейтрального газа обусловлена возрастающей защитой металла этими газами от окисления. Последнее происходит благодаря, во-первых, явлению затягивания этих газов в зазор между потоком 4 и поверхностью канала 7 и охватом этими газами потока; во-вторых, попаданию части газа в поток металла и с ним в ковш 5. Оба отмеченных эффекта имеют место при реализации способа и улучшают качество металла в ковше. Уже указанное превышение размеров канала 7 над размерами потока 4 обеспечивает описанные явления при реализации способа.
Исходя из простоты технической реализации способа подачу элементов в металл осуществляют на входе потока 4 металла в канал 7 (фиг.1). Дополнительно при этом используется наличие конической части на входе в канал 7 и уже описанного явления затягивания потоков газа в зазор между потоком 4 и поверхностью канала 7.
Однако реализуют также подвод элементов в поток металла в разных местах по высоте канала 7 (его несущей части 15), см. фиг.5 и 7. Целесообразность применения такого подвода элементов в поток 4 металла может быть обусловлена чисто конструктивными соображениями (расположением комплекса емкость 1 - ковш 5). Однако предпочтительность такой подачи элементов в поток 4 металла имеет место при использовании элементов в мелко диспергированном состоянии, когда подача элементов на входе в канал 7 приводит к существенному запылению этого участка работы комплекса, к дополнительным потерям подаваемых элементов.
Реализация способа не исключает одновременное использование описанных вариантов подвода элементов в поток 4 металла: часть - на входе в канал 7, другая часть - отступив от входа в канал по ходу движения потока металла.
Реализацией способа предусмотрена возможность подачи элементов в начале входа в канал 7 по его периметру (фиг.6) или по высоте и периметру канала (фиг.7). Тем самым реализуют разделение подаваемых элементов в поток 4.
Более того, реализацией описанной подачи элементов на нескольких участках канала 7 осуществляют производство разных по химсоставу малых партий стали в большой металлургии. В этом случае система подачи оборудована несколькими контейнерами 10 и обеспечивающих их работу деталями и узлами 8, 10-14 (фиг.1), в каждом контейнере формируют свое дозированное количество и содержание элементов. Контейнеры 10 работают по очереди, с перерывом в работе. Во время указанного перерыва прекращают процесс переливания металла, например, поворотом емкости 1 относительно оси 23, тележкой 6 обновляют ковш 5, затем поворачивают емкость 1 в состояние переливания металла 2 в ковш 5 и осуществляют подачу элементов в поток 4 металла из другого контейнера 10. Тем самым в каждом ковше формируют малую партию жидкой стали различного химсостава в большой металлургии. Естественно, реализация описанной технологии требует наличия в сталеплавильном цехе наряду с ковшами повышенной емкости ковшей меньшей емкости.
Таким образом, предложен способ воздействия на химический состав жидкой стали и комплекс для его осуществления на ранней стадии разливки: до поступления металла в ковш подают в жидкий поток металла элементы (раскислители, десульфураторы и другие модифицирующие элементы), меняющие химический состав стали в ковше. Поступление этого потока металла в ковш усиливает явление перемешивания этих элементов с жидким металлом, что ускоряет процесс гомогенизации химсостава стали в объеме ковша. Важной технической стороной предложенного способа является снижение потерь подаваемых в металл элементов, что наряду с повышением экономических показателей улучшает экологические условия работы на участке подачи этих элементов в сталь. Расширяются технологические возможности производства металла за счет создания условий для получения малых партий стали различного химсостава в большой металлургии.
Пример 1. В холодной модели (фиг.14) металлоплавильную емкость имитировал сосуд 1, ковш - сосуд 5. Сосуд 1 имел выпускное отверстие 3, закрываемое пробкой (на фиг.14 условно не показано). К сосуду 1 крепили несущую конструкцию 16, на которую устанавливали каналосодержащее тело 15 с каналом 7. Продольная ось 18 отверстия 3 и ось К канала 7 были соосны. Канал 7 выполнен с конической (на входе) и цилиндрической частями. К входу в канал 7 подводили наклонную трубу 8', в верхней части которой установлен контейнер 10'. В контейнер 10' насыпали сыпучий материал 24' (подкрашенная соль, опилки). Контейнер 10' снабжен пробкой 25' с ручкой, позволяющей открывать (закрывать) подачу сыпучего материала в сосуд 5 (см. стрелки).
В сосуд 1 наливали воду 2, открывали пробку и поток воды падал вниз в сосуд 5 в виде струи 4, которую пропускали внутри канала 7. При этом ось К канала 7 и траектория падения струи П совпадали. После наполнения примерно четвертой части сосуда 5 открывали пробку 25' и сыпучий материал 24' по трубе 8' подавали в поток 4 воды в начале канала 7.
В объеме сосуда 5 получили равномерно подкрашенную воду. При аналогичном заполнении сосуда 5 водой из сосуда 1 (но без пропускания потока 4 воды через канал 7) и подаче этого же сыпучего материала в сосуд 5 в процессе его заполнения водой к концу процесса переливания воды имели заметно более неравномерную подкраску воды в объеме сосуда 5.
Пример 2. При аналогичных примеру 1 (фиг.14) условиях для подачи сыпучего материала 24" из контейнера 10" в трубу 8" и из нее в поток 4 воды использовали газ 26, который подавали в контейнер 10" после открытия пробки 25". Получили аналогичную примеру 1 картину распределения красителя в объеме воды в сосуде 5.
Пример 3. На ДСП, рассчитанной на производство примерно 100 т стали в течение одной плавки и снабженной выпускным отверстием, расположенным в эркере, после поворота печи устанавливали тело 15 с каналом 7, через который пропускали поток стали из ДСП в ковш. В канал 7, в его начало, подавали алюминиевую дробь в количестве 160 кг в течение 80 сек. Давление инжектируемого воздуха составляло 6 бар на входе и порядка 2,0 бар вблизи канала 7. Скорость подачи алюминиевой дроби в струю металла достигала 2,0...2,5 м/с. Дробь имела фракцию ⌀ 1,0...5,0 мм с преобладающим размером ⌀ 1,0...2,0 мм. Полученные результаты сопоставляли с принятой технологией подачи алюминия в виде чушек массой 10...11 кг. Расход основных легирующих элементов в обоих случаях находился на одинаковом уровне.
Получено при практически одинаковой степени раскисления стали в ковше расход алюминия по существующей технологии 1,48 кг/т, при применении предложенного способа на уровне 1,17 кг/т, т.е. расход алюминия снизился на 0,31 кг/т.
Реферат
Изобретение относится к металлургии, в частности к способам воздействия на химический состав жидкой стали. Осуществляют выпуск жидкого металла из металлоплавильной емкости через выпускное отверстие в ковш, перелив потока металла через канал из огнеупорного материала и подачу в поток металла элементов, влияющих на химический состав металла. При этом протяженность канала меньше длины потока металла, а его поперечное сечение составляет 1,3-1, 4 поперечного сечения потока металла, при этом подачу элементов в измельченном и/или гранулированном виде осуществляют на входе в канал по его периметру и по его высоте. Комплекс содержит металлоплавильную емкость с выпускным отверстием, ковш, канал для перелива жидкого металла из металлоплавильной емкости в ковш, рабочая часть которого выполнена из огнеупорного материала. При этом канал для перелива жидкого металла из металлоплавильной емкости в ковш установлен вертикально, соосно выпускному отверстию металлоплавильной емкости, а устройства для подачи в жидкий поток металла элементов, изменяющих химический состав металла, расположены на нескольких участках упомянутого канала на входе по его периметру и по высоте, при этом устройство для подачи в жидкий поток металла элементов в измельченном виде установлено по высоте канала. Изобретение позволяет на ранней стадии разливки до поступления металла в ковш подавать в жидкий поток металла раскислители и/или десульфураторы и/или модификаторы в измельченном и/или гранулированном виде, что ускоряет процесс гомогенизации химсостава стали в объеме ковша, а также улучшить экологические условия работы на участке подачи этих элементов в сталь. 2 н. и 8 з.п. ф-лы, 14 ил.
Комментарии