Способ обесфосфоривания расплавленного железа и рафинирующая добавка - RU2735536C1
Код документа: RU2735536C1
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу обесфосфоривания жидкого металла и к рафинирующей добавке.
Уровень техники
В последние годы требования к качеству материалов стали становятся все более жесткими, и отмечается потребность в уменьшении количества примесных элементов, типичными представителями которых являются фосфор и сера. Для удовлетворения такой потребности обычно проводят обработку для обесфосфоривания на стадии жидкого металла в технологическом процессе производства стали. Обработку для обесфосфоривания проводят следующим далее образом: в качестве обесфосфоривающей добавки в жидкий металл подают источник кислорода, такой как газообразный кислород (кислород в газообразном состоянии) или твердый оксид железа для окисления фосфора в жидком металле под воздействием кислорода в обесфосфоривающей добавке таким образом, чтобы произвести оксид фосфора (Р2О5); и произведенному оксиду фосфора дают возможность поглотиться в шлак для обесфосфоривающего рафинирования.
В общем случае в качестве рафинирующих добавок для шлакообразования при обесфосфоривающем рафинировании используют рафинирующие добавки на известковой основе. В дополнение к этому, в последние годы с точки зрения мер по защите окружающей среды была отмечена потребность в уменьшении количества шлака, вырабатываемого в технологическом процессе производства стали. Обработка для обесфосфоривания жидкого металла является низкотемпературной обработкой, что является выгодным для реакции обесфосфоривания, так что данная обработка может быть проведена при получении относительно небольшого количества шлака. В отношении такой обработки для обесфосфоривания жидкого металла выбирают и воплощают технологические процессы в соответствии с оборудованием и окружающей средой на отдельных предприятиях по выплавке стали, такие как способ добавления рафинирующей добавки и подаваемого сверху газообразного кислорода в жидкий металл в конверторе и способ вдувания либо обесфосфоривающей добавки, либо обесфосфоривающей добавки и рафинирующей добавки в жидкий металл, расположенный в чугуновозе или ковше для заливки металла.
В их числе в способе, использующем конвертор, можно вдувать в жидкий металл газообразный кислород с высоким расходом, и, таким образом, он является выгодным применительно к реализации возможности плавления за короткое время жидкого металла, характеризующегося маленькой концентрацией фосфора. Однако в случае отсутствия у существующего конвертора достаточных возможностей и наличия потребности в новой установке будут необходимыми высокие издержки на оборудование. Помимо этого, в дополнение к обесфосфориванию неизбежно также поступательно проходит и обезуглероживание, так что уменьшение концентрации углерода в жидком металле вызывает уменьшение запаса по теплонапряженности в последующих технологических процессах.
С другой стороны, способ, использующий чугуновоз или ковш для заливки металла, представляет собой технологический процесс, использующий существующий контейнер для переноса жидкого металла и поэтому является недорогостоящим применительно к издержкам на оборудование, так что достоинства обесфосфоривания жидкого металла могут быть получены даже в случае недостаточных возможностей конвертора. В данном способе намереваются промотировать шлакообразование для рафинирующей добавки и прохождение реакции обесфосфоривания в ванне в результате вдувания оксида железа в качестве обесфосфоривающей добавки и рафинирующей добавки в ванну для обеспечения наличия контакта между оксидом железа и рафинирующей добавкой в ванне. Однако просто вдувание оксида железа и рафинирующей добавки в ванну является недостаточным для обеспечения получения возможности контакта между ними. В дополнение к этому, рафинирующая добавка создает проблемы в том смысле, что она с трудом плавится (ошлаковывается), а время реакции является коротким. Говоря другими словами, способу, использующему чугуновоз или ковш для заливки металла, свойственна проблема, связанная с недостаточным прохождением реакции обесфосфоривания в сопоставлении со способом, использующим конвертор.
Таким образом, для эффективного проведения реакции обесфосфоривания в способе, использующем чугуновоз или ковш для заливки металла, широко использовали способ, в котором в качестве добавки, флюсующего агента для CaO для рафинирующей добавки, используют флюс на основе CaF2, такой как флюорит, для улучшения характеристик плавления шлака таким образом, чтобы улучшить реакционную способность при обесфосфоривания. Например, в публикации ИПЛ 1 предлагается способ, в котором характеристики плавления шлака для обесфосфоривающего рафинирования улучшают при использовании флюса на основе CaF2, такого как флюорит, в качестве добавки, флюсующего агента для CaO для рафинирующей добавки, что, тем самым, улучшает реакционную способность при обесфосфоривании. Однако в последние годы была отмечена высокая потребность в разработке способа, который реализует возможность проведения высокоэффективной обработки для обесфосфоривания без использования флюса на основе CaF2, такого как флюорит.
Например, в качестве способа эффективного проведения обработки для обесфосфоривания без использования флюса на основе CaF2 в публикации ИПЛ 2 предлагается способ, в котором при проведении обработки для обесфосфоривания жидкого металла в результате добавления оксида железа в жидкий металл, удерживаемый в контейнере для удерживания жидкого металла, из позиции над поверхностью ванны жидкого металла, а также вдувания рафинирующей добавки на известковой основе из позиции под его поверхностью ванны обработку для обесфосфоривания проводят в результате добавления оксида железа таким образом, чтобы область загрузки оксида железа на поверхности ванны перекрывалась бы на 40% или более применительно к доле площади поверхности с областью вдувания рафинирующей добавки на известковой основе на поверхности ванны.
В дополнение к этому, в публикации ИПЛ 3 предлагается способ, в котором при проведении обработки для обесфосфоривания в результате вдувания газообразного кислорода в жидкий металл, удерживаемый в контейнере для удерживания жидкого металла, из позиции над поверхностью ванны жидкого металла, а также вдувания либо рафинирующей добавки на известковой основе, либо рафинирующей добавки на известковой основе и твердой обесфосфоривающей добавки (оксида железа) совместно с газообразным носителем в позиции под поверхностью ванны интенсивность верхнего вдувания газообразного кислорода устанавливают в пределах диапазона предварительно определенного уровня, а относительное расположение позиции вдувания газообразного кислорода и области вдувания газообразного носителя на поверхности ванны устанавливают в целях промотирования шлакообразования для рафинирующей добавки на известковой основе и прохождения реакции обесфосфоривания.
Перечень цитирования
Источники патентной литературы
ИПЛ 1: JP H08-3611 A
ИПЛ 2: JP 2001-288507 A
ИПЛ 3: JP 5135836 B
Раскрытие сущности изобретения
Техническая проблема
Однако способам обесфосфоривания, использующим чугуновоз или ковш для заливки металла и раскрытых в публикациях ИПЛ 2 и ИПЛ 3, свойственна проблема, связанная с тем, что в то время, как используемое количество флюса на основе CaF2 может быть значительно уменьшено, скорость обесфосфоривания является меньшей, чем при использовании флюса на основе CaF2. Вследствие этого с точки зрения эффективной обработки для обесфосфоривания способы обесфосфоривания, не использующие какой-либо флюс на основе CaF2, требуют дополнительного улучшения эффективности обработки для обесфосфоривания.
В соответствии с этим, настоящее изобретение было сделано в результате фокусирования внимания на вышеупомянутой проблеме, и одна цель настоящего изобретения заключается в предложении способа обесфосфоривания жидкого металла и рафинирующей добавки, при использовании которых может быть улучшена эффективность обработки для обесфосфоривания без использования какого-либо флюса на основе CaF2.
Решение проблемы
В соответствии с одним аспектом настоящего изобретения предлагается способ обесфосфоривания жидкого металла, где при проведении обработки для обесфосфоривания жидкого металла в результате добавления рафинирующей добавки в качестве источника извести и источника кислорода в жидкий металл, размещенный в контейнере для удержания жидкого металла, в качестве рафинирующей добавки используют рафинирующую добавку, характеризующуюся значением потери на прокаливание в диапазоне от 4,0% (мас.) до 35,0% (мас.) и содержащую 60% (мас.) или более негашеной извести.
В соответствии с одним аспектом настоящего изобретения предлагается рафинирующая добавка, характеризующаяся значением ППП в диапазоне от 4,0% (мас.) до 35% (мас.), содержащая 60% (мас.) или более негашеной извести и использующаяся для обработки для обесфосфоривания жидкого металла.
Выгодные эффекты от изобретения
В соответствии с одним аспектом настоящего изобретения предлагаются способ обесфосфоривания жидкого металла и рафинирующая добавка, при использовании которых может быть улучшена эффективность обработки для обесфосфоривания без использования какого-либо флюса на основе CaF2.
Краткое описание чертежей
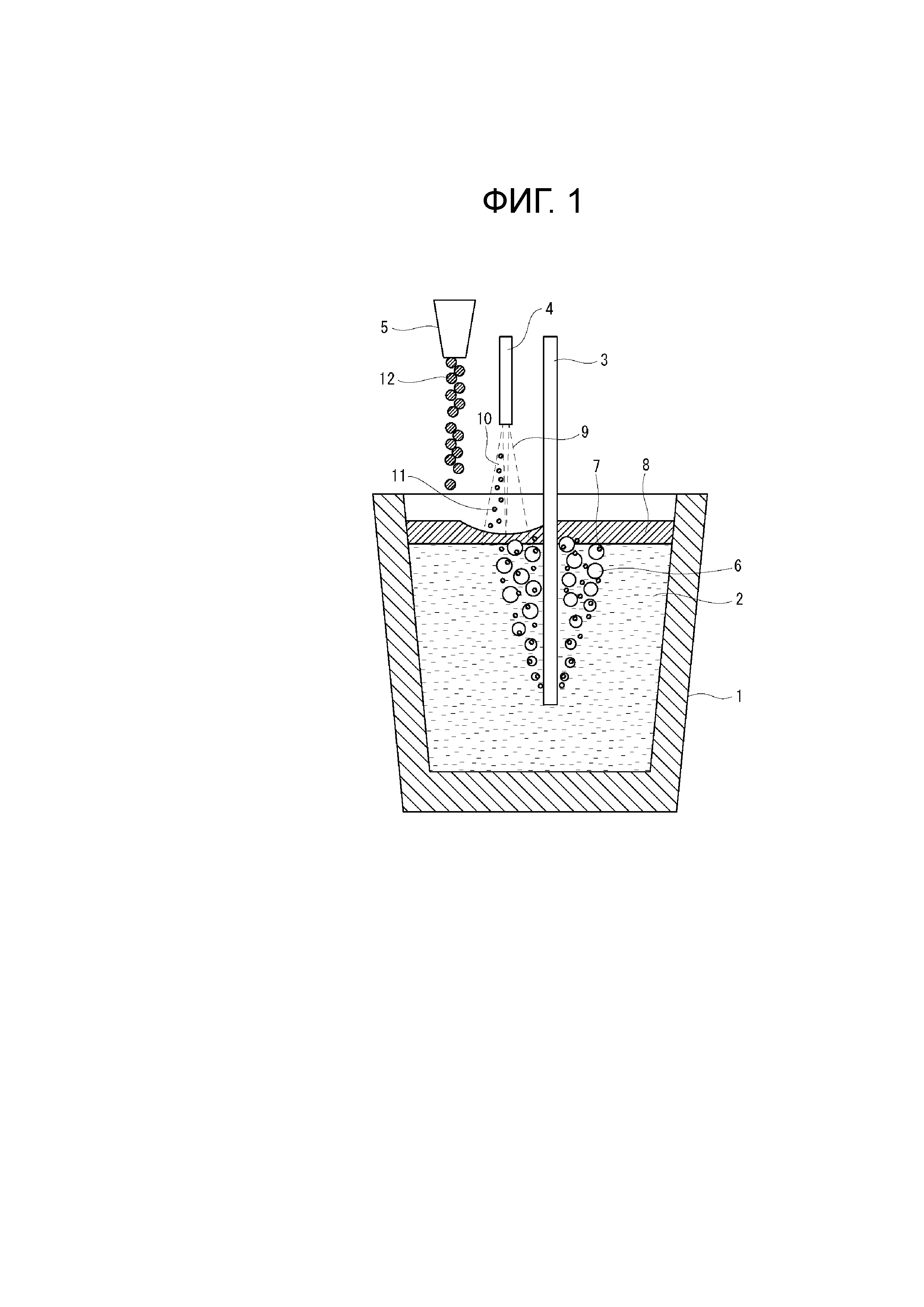
Фиг. 1 представляет собой описательную диаграмму, иллюстрирующую способ обесфосфоривания жидкого металла в соответствии с одним вариантом осуществления настоящего изобретения.
Осуществление изобретения
В подробном описании изобретения, представленном ниже в настоящем документе, описывается большое количество конкретных деталей для обеспечения получения полного понимания вариантов осуществления настоящего изобретения. Однако даже и без таких конкретных деталей должна быть очевидной возможность воплощения одного или нескольких вариантов осуществления. В дополнение к этому, для упрощения чертежа известные конструкции и устройства проиллюстрированы схематически.
Прежде всего, до настоящего изобретения изобретатели настоящего изобретения провели различные эксперименты и исследования при использовании контейнеров для удерживания жидкого металла, относящихся к типу ковша, в целях отыскания способа, обеспечивающего реализацию возможности проведения высокоэффективной обработки для обесфосфоривания без использования рафинирующей добавки на основе CaF2, такой как флюорит, в качестве добавки флюсующего агента для CaO для рафинирующей добавки на известковой основе. В результате в соответствии с представленным выше описанием изобретения, как это подтвердили изобретатели настоящего изобретения, флюс на основе CaF2 играет важную роль при обеспечении наличия характеристик плавления шлака, и без использования в экспериментах изобретателями настоящего изобретения какого-либо флюса на основе CaF2 в комбинации добавленная рафинирующая добавка, по-видимому, не преобразовывалась в шлак, и эффективность реакции обесфосфоривания также уменьшалась.
Однако во время проведения неоднократных экспериментов изобретатели настоящего изобретения установили то, что добавление рафинирующей добавки на известковой основе, характеризующейся значением ППП в диапазоне от 4,0% (мас.) до 35% (мас.), значительно улучшает эффективность обесфосфоривания, и, в дополнение к этому, при проведении вдувания рафинирующей добавки совместно с газообразным носителем из копья вдувания, погруженного в жидкий металл, удовлетворение формул от (1) до (3) дополнительно улучшает эффективность обесфосфоривания, и, тем самым, разработали настоящее изобретение. Как это следует отметить, значение ППП (потери при прокаливании) измеряют в виде потерь массы (произведенных от летучих компонентов, таких как Н2О и СО2) при интенсивном нагревании образца при 1050 ± 50°С вплоть до достижения им постоянной массы. В экспериментах приблизительно 1 г образца отвешивали с точностью вплоть до 0,1 мг в платиновом тигле или тигле из магнитного материала, нагревали на протяжении 1 часа в электрической печи, контролируемо выдерживаемой при 1050 ± 50°С, и давали ему возможность охладиться со следующим далее измерением массы. После этого значение ППП рассчитывали при использовании формулы (4):
Математические формулы 1


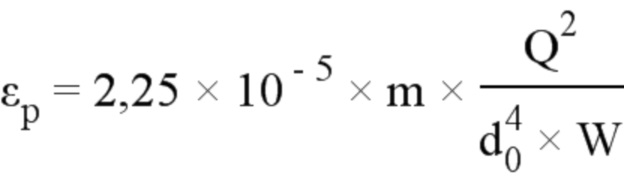
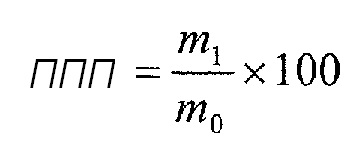
В формулах от (1) до (3) εg представляет собой мощность по перемешиванию для газообразного носителя [Вт/т]; εp представляет собой энергию источника извести; Q представляет собой расход газообразного носителя [нм3/мин] (как это следует отметить, «н» обозначает стандартное состояние газа при 101325 Па и 273,15 К); W представляет собой количество жидкого металла [т]; T1 представляет собой температуру жидкого металла [°C]; Tg представляет собой температуру газообразного носителя [°C]; h представляет собой глубину погружения копья вдувания [м]; P представляет собой атмосферное давление [Па]; m представляет собой скорость вдувания источника извести [г/с]; и d0 представляет собой диаметр сопла копья вдувания [см]. В дополнение к этому, в формуле (4) ППП представляет собой потери при прокаливании (значение ППП) [% (масс.)]; m0 представляет собой массу рафинирующей добавки для образца [г] до нагревания; и m1 представляет собой потери массы для образца [г].
Способ обесфосфоривания жидкого металла и рафинирующая добавка.
Что касается фиг. 1, то на ней будет представлено описание способа обесфосфоривания жидкого металла и рафинирующая добавка, соответствующие одному варианту осуществления настоящего изобретения на основе вышеупомянутых открытий. В настоящем варианте осуществления, как это проиллюстрировано на фиг. 1, обработку для обесфосфоривания жидкого металла 2 проводят при использовании в качестве реакционной емкости контейнера для удерживания жидкого металла 1, который представляет собой ковш для заливки металла.
Жидкий металл 2 выпускается из доменной печи и может быть предварительно подвергнут обработке для обескремнивания до обработки для обесфосфоривания. Примеры предварительно проводимой обработки для обескремнивания включают вдувание кислорода в газообразном состоянии в жидкий металл 2 или добавление окислителя, включающего твердый кислород, такой как оксид железа, в жидкий металл 2 на разливочной площадке доменной печи или в контейнере для переноса жидкого металла.
В способе обесфосфоривания, соответствующем настоящему варианту осуществления, обработку для обесфосфоривания жидкого металла 2 проводят при использовании оборудования, осуществляющего обработку для обесфосфоривания, проиллюстрированного на фиг. 1. Как это проиллюстрировано на фиг. 1, оборудование, осуществляющее обработку, включает копье вдувания 3, фурму для вдувания сверху 4 и загрузочный желоб 5.
Копье вдувания 3 представляет собой фурму, скомпонованную проходящей в вертикальном направлении (направлении отвеса на фиг. 1), и его компонуют таким образом, чтобы его центральная ось по существу перекрывалась бы с центром контейнера для удерживания жидкого металла 1 в горизонтальной проекции. В дополнение к этому, копье вдувания 3 конфигурируют таким образом, чтобы сторона верхнего конца в его вертикальном направлении соединялась бы с непроиллюстрированным подъемным устройством для получения возможности подъема в вертикальном направлении. Кроме того, копье вдувания 3 включает внутреннее отверстие, проходящее в вертикальном направлении внутри него, и два впрыскивающих проема, сообщающихся с внутренним отверстием и расположенных друг напротив друга в радиальном направлении копья вдувания 3 на внешней периферийной поверхности на стороне нижнего конца в вертикальном направлении. В дополнение к этому, в копье вдувания 3 через сторону верхнего конца внутреннего отверстия из непроиллюстрированного устройства для подачи рафинирующей добавки подают газообразный носитель 6 и рафинирующую добавку 7 в виде источника извести. При проведении обработки для обесфосфоривания копье вдувания 3 вдувает газообразный носитель 6 и рафинирующую добавку 7, подаваемую из устройства для подачи рафинирующей добавки, в жидкий металл 2 через два впрыскивающих проема при одновременном удерживании его стороны нижнего конца в состоянии погружения под поверхность ванны жидкого металла 2.
Газообразный носитель 6 представляет собой инертный газ (инертный газ, такой как Ar в газообразном состоянии или N2 в газообразном состоянии), сжатый воздух и тому подобное, где данный газ способствует переносу рафинирующей добавки 7 вплоть до ее вдувания в жидкий металл, а также перемешивает жидкий металл 2.
Рафинирующая добавка 7 является рафинирующей добавкой на известковой основе, в основном содержащей СаО, где данная добавка содержит 60% или более СаО и характеризуется значением ППП в диапазоне от 4,0% (мас.) до 35,0% (мас.). В дополнение к этому, рафинирующая добавка 7 характеризуется диаметром частиц, предпочтительно составляющим 2 мм и менее. Задание диаметра частиц рафинирующей добавки 7, составляющего 2 мм и менее, улучшает скорость плавления (шлакообразования) для рафинирующей добавки 7. Рафинирующая добавка 7, вдуваемая в жидкий металл 2, при одновременном всплывании в жидком металле 2 плавится (ошлаковывается) под воздействием тепла жидкого металла 2 с образованием шлака 8, всплывающего на поверхности ванны жидкого металла 2.
Кроме того, в рафинирующей добавке 7 сумма из совокупных объемов пор для пор, характеризующихся диаметром пор в диапазоне от 0,5 мкм до 10 мкм, предпочтительно составляет 0,1 мл/г или более. Это, кроме того, промотирует плавление СаО таким образом, что может быть дополнительно улучшена эффективность обесфосфоривания. В дополнение к этому, рафинирующая добавка 7 характеризуется площадью удельной поверхности предпочтительно в диапазоне от 0,5 м2/г до 5 м2/г. Площадь удельной поверхности рафинирующей добавки 7 может быть измерена, например, при использовании метода БЭТ (многоточечного метода). В методе измерения, например, в порядке предварительной обработки, проводят вакуумное дегазирование при 120°С на протяжении 8 часов при использовании устройства: BELPREP-vacII. После этого при использовании фиксированного метода измеряют изотерму адсорбции азота для вычисления площади удельной поверхности. При измерении изотермы адсорбции в рамках одного примера температуру адсорбции устанавливают равной 77 К, площадь поперечного сечения адсорбата устанавливают равной 0,162 нм2, и давление насыщенных паров устанавливают равным измеренному значению. В дополнение к этому, равновесное время ожидания после достижения изменением давления при адсорбции/десорбции равновесного состояния адсорбции, когда изменение давления не превышает предварительно определенного значения, устанавливают равным 500 секундам. В результате установления площади удельной поверхности рафинирующей добавки 7 в пределах вышеупомянутого диапазона физически улучшается смачиваемость между жидким металлом 2 и рафинирующей добавкой 7, что, таким образом, способствует поступлению жидкого металла 2 в поры на поверхности рафинирующей добавки 7. В результате увеличивается площадь удельной поверхности рафинирующей добавки 7, находящаяся в контакте с жидким металлом 2, что дополнительно проимитируют схлопывание СаО, которое будет описываться ниже, улучшая, тем самым, эффективность обесфосфоривания.
Кроме того, копье вдувания 3 может быть сконфигурировано для вдувания в жидкий металл 2 по мере надобности смеси из негашеной извести, характеризующейся значением ППП, составляющим 4,0% (мас.) и менее, в качестве источника извести и рафинирующей добавки 7 совместно с газообразным носителем 6.
Фурма для вдувания сверху 4 является фурмой, скомпонованной над контейнером для удерживания жидкого металла 1, которая эжектирует газ и порошок из двух сопел, предусмотренных на ее нижнем конце. В настоящем варианте осуществления фурма для вдувания сверху 4 образована из различных проходов двух маршрутов, в том числе прохода для подачи источника газообразного кислорода 9 и прохода для подачи газообразного носителя 10 и обесфосфоривающей добавки 11. Стороны верхних концов проходов двух маршрутов в фурме для вдувания сверху 4, соответственно, соединяются с устройством (непроиллюстрированным) для подачи газообразного носителя 10 и обесфосфоривающей добавки 11. Источник газообразного кислорода 9 и газообразный носитель 10, включающий обесфосфоривающую добавку 11, подаваемые из устройств подачи, эжектируют, соответственно, из двух сопел, предусмотренных на нижнем конце фурмы для вдувания сверху 4, в направлении поверхности ванны жидкого металла 2 сверху вниз в вертикальном направлении.
Источник газообразного кислорода 9 является источником кислорода при обработке для обесфосфоривания, который окисляет фосфор в жидком металле 2. В качестве используемого источника газообразного кислорода могут быть использованы кислород в газообразном состоянии (в том числе кислород промышленной чистоты), воздух, обогащенный по кислороду, смешанный газ из кислорода в газообразном состоянии и инертного газа и тому подобное. В случае обычной обработки для обесфосфоривания предпочтительно используют кислород в газообразном состоянии, поскольку скорость реакции обесфосфоривания будет большей, чем при использовании других газов. В дополнение к этому, в случае использования смешанного газа концентрацию кислорода предпочтительно устанавливают большей, чем соответствующая концентрация в воздухе, в целях обеспечения получения скорости реакции обесфосфоривания.
Газообразный носитель 10, эжектируемый из фурмы для вдувания сверху 4, может быть тем же самым газом, что и газообразный носитель 6, вдуваемый из копья вдувания 3, или может представлять собой кислород в газообразном состоянии.
Обесфосфоривающая добавка 11, эжектируемая из фурмы для вдувания сверху 4, представляет собой источник твердого кислорода, включающий источник оксида железа и железную руду, прокатную окалину, железистый песчаник, уловленную пыль (железосодержащую пыль, уловленную из отходящих дымовых газов в доменной печи, конверторе, технологическом процессе спекания и тому подобном) и тому подобное. Обесфосфоривающая добавка 11 предпочтительно имеет вид тонкодисперсного порошка, характеризующегося диаметром частиц, составляющим 1 мм и менее, а более предпочтительно представляет собой железистый песчаник или тонкодисперсную порошкообразную железную руду, характеризующиеся диаметром частиц, составляющим 1 мм и менее, в том виде, как были созданы, что не требует проведения обработки для измельчения в порошок. Кроме того, железистый песчаник является в особенности хорошо подходящим для использования, поскольку он не только исполняет функцию источника твердого кислорода, но также и исполняет функцию флюсующего агента для CaO для рафинирующей добавки 7, в основном содержащей СаО вследствие его уровня содержания диоксида титана в диапазоне приблизительно от 7% (мас.) до 10% (мас.).
Загрузочный желоб 5 является желобом, скомпонованным сверху в вертикальном направлении над контейнером для удерживания жидкого металла 1, который добавляет обесфосфоривающую добавку 12, выпускаемую из непроиллюстрированного бункера к поверхности ванны жидкого металла 2. Обесфосфоривающая добавка 12, добавленная из загрузочного желоба 5, представляет собой источник твердого кислорода, включающий источник оксида железа, подобный обесфосфоривающей добавке 11, эжектируемой из фурмы для вдувания сверху 4. В дополнение к этому, обесфосфоривающая добавка 12, добавляемая из загрузочного желоба 5, может быть обесфосфоривающей добавкой, характеризующейся более крупным диаметром частиц, чем соответствующий диаметр обесфосфоривающей добавки 11, эжектируемой из фурмы для вдувания сверху 4. Как это следует отметить, источник газообразного кислорода 9 и обесфосфоривающая добавка 11 в виде источника твердого кислорода, эжектируемые из фурмы для вдувания сверху 4, и обесфосфоривающая добавка 12 в виде источника твердого кислорода, добавляемая из загрузочного желоба 5, также коллективно обозначаются термином «источник кислорода».
В способе обесфосфоривания жидкого металла 2, соответствующем настоящему варианту осуществления, прежде всего контейнер для удерживания жидкого металла 1, вмещающий жидкий металл 2, компонуют в предварительно определенной позиции для обработки в осуществляющем обработку для обесфосфоривания оборудовании, проиллюстрированном на фиг. 1, и копье вдувания 3 погружают под поверхность ванны жидкого металла 2.
После этого проводят вдувание газообразного носителя 6 и рафинирующей добавки 7 из копья вдувания 3 в жидкий металл 2, эжектирование источника газообразного кислорода 9 и газообразного носителя 10 и обесфосфоривающей добавки 11 из фурмы для вдувания сверху 4 и добавление обесфосфоривающей добавки 12 из загрузочного желоба 5 (обработку для обесфосфоривания). При обработке для обесфосфоривания в контейнере для удерживания жидкого металла 1, исполняющего функцию реакционной емкости, для проведения реакции обесфосфоривания в жидкий металл 2 добавляют рафинирующую добавку 7 в качестве источника извести, в основном содержащую СаО, источник газообразного кислорода 9 и источник твердого кислорода в качестве обесфосфоривающих добавок 11 и 12. В данном случае рафинирующая добавка 7 ошлаковывается с образованием шлака 8, который всплывает на поверхность ванны жидкого металла 2. В дополнение к этому, источник кислорода окисляет фосфор в жидком металле 2 с образованием оксида фосфора. Произведенный оксид фосфора отбирается в шлак 8, что в результате приводит к удалению фосфора из жидкого металла 2.
В настоящем документе при обработке для обесфосфоривания жидкий металл 2 должен быть тщательно перемешан в целях эффективного обесфосфоривания жидкого металла 2. Таким образом, при вдувании газообразного носителя 6 из копья вдувания 3 предпочтительным является установление для жидкого металла 2 мощности по перемешиванию, составляющей 300 Вт/т или более, в целях получения надлежащей перемешиваемости. В дополнение к этому, мощность по перемешиванию для жидкого металла 2 предпочтительно устанавливают равной 1000 Вт/т и менее, поскольку при избыточно интенсивном перемешивании жидкого металла 2 произведенный материал FeO может уменьшить количество углерода в жидком металле 2 с избыточно высокой скоростью. Кроме того, как и в настоящем варианте осуществления при проведении обработки для обесфосфоривания в результате вдувания рафинирующей добавки 7 в качестве источника извести и газообразного носителя 6 из копья вдувания 3 в жидкий металл 2 газообразный носитель 6 и источник извести предпочтительно вдувают в него в условиях, удовлетворяющих приведенным выше формулам от (1) до (3). Установление условий, удовлетворяющих формулам от (1) до (3), делает возможным перемешивание жидкого металла 2 при обеспечении получения более надлежащей перемешиваемости таким образом, что может быть эффективно проведена обработка для обесфосфоривания. В данном случае копье вдувания 3 характеризуется глубиной погружения h, предпочтительно составляющей 1,5 м или более. В случае глубины погружения h, составляющей менее, чем 1,5 м, это не будет предпочтительным с точки зрения эксплуатации, поскольку будет место продувание газа, что вызовет интенсивное разбрызгивание жидкого металла 2.
В случае вдувания в жидкий металл 2 рафинирующей добавки 7 в качестве источника извести из копья вдувания 3 будут протекать реакции, описывающиеся следующими далее формулами (5) и (6), которые производят Н2О в газообразном состоянии и СО2 в газообразном состоянии, что промотирует схлопывание СаО таким образом, что промотируется шлакообразование для СаО. В настоящем варианте осуществления в результате установления значения ППП в диапазоне от 4,0% (масс.) до 35,0% (масс.) Н2О в газообразном состоянии и СО2 в газообразном состоянии производятся в умеренном количестве, и промотируется шлакообразование, что, тем самым, промотирует прохождение реакции обесфосфоривания. Как это следует отметить, в случае значения ППП, составляющего менее, чем 4,0% (мас.), производство Н2О в газообразном состоянии и СО2 в газообразном состоянии уменьшится, и, таким образом, эффект улучшения эффективности обесфосфоривания не может быть получен в достаточной степени. С другой стороны, в случае превышения значением ППП 35,0% (мас.) уменьшится уровень содержания чистого материала СаО в рафинирующей добавке 7, и, таким образом, эффект улучшения эффективности обесфосфоривания не может быть получен в достаточной степени. В дополнение к этому, в соответствии с представленным выше описанием изобретения в жидкий металл может быть вдута смесь из негашеной извести, характеризующейся значением ППП, составляющим менее, чем 4,0% (мас.), и рафинирующей добавки 7 в качестве источника извести. В данном случае в смеси, вдуваемой в качестве источника извести, долю рафинирующей добавки 7 устанавливают предпочтительно равной 20% (мас.) или более. В случае доли рафинирующей добавки 7, составляющей менее, чем 20% (мас.), будет уменьшен эффект промотирования шлакообразования для СаО таким образом, что уменьшится эффект улучшения эффективности обесфосфоривания.
СаСО3 → CaO + CO2 ... (5)
Ca(OH)2 → CaO + H2O ... (6)
В дополнение к этому, в условиях, в которых жидкий металл 2 характеризуется высокой концентрацией Si, составляющей 0,40% (мас.) или более, шлак 8 может эжектироваться из контейнера для удерживания жидкого металла 1 вследствие вспенивания (явления вспенивания). Таким образом, в случае протекания вспенивания будет необходимо уменьшить расход по запитыванию кислородом при добавлении источника кислорода, что приведет к уменьшению производительности. Однако в результате вдувания в жидкий металл 2 рафинирующей добавки 7 из копья вдувания 3 шлак 8 дегазируется под воздействием произведенных газов, таких как СО2 и Н2О, что, таким образом, реализует возможность подавления вспенивания шлака 8. Как это следует отметить, с точки зрения подавления вспенивания основность шлака 8 после обработки для обесфосфоривания (массовое соотношение между СаО и SiO2 в шлаке [% CaO]/[% SiO2]) контролируемо выдерживают предпочтительно в диапазоне приблизительно от 1,8 до 3,5.
Добавляемое количество рафинирующей добавки 7 надлежащим образом определяют в соответствии с компонентом жидкого металла 2 до обработки для обесфосфоривания жидкого металла 2, целевым компонентом жидкого металла 2 после обработки для обесфосфоривания, количеством жидкого металла 2 и тому подобным.
Источник газообразного кислорода 9, эжектируемый из фурмы для вдувания сверху 4, вдувают на поверхность ванны жидкого металла 2. В данном случае предпочтительно область (реакционная зона) поверхности ванны жидкого металла 2, в которую вдувают источник газообразного кислорода 9, накладывается на область поверхности ванны, где всплывает рафинирующая добавка 7, вдуваемая из копья вдувания 3, как это проиллюстрировано на фиг. 1. Обычно в зоне возгорания преимущественно протекает реакция обезуглероживания под воздействием источника газообразного кислорода 9, и вследствие тепла, вырабатываемого в реакции обезуглероживания и тому подобном, обработку для обесфосфоривания обычно проводят при высокой температуре, превышающей 2000°С. Вследствие этого наложение позиции реакционной зоны на позицию поверхности ванны, где подают рафинирующую добавку 7, дополнительно промотирует шлакообразование для рафинирующей добавки 7. Однако, обычно прохождение реакции обесфосфоривания термодинамически дополнительно промотируется при меньшей температуре. Таким образом, реакция протекает на периферийном участке при приблизительно 1800°С и менее, что слегка не совпадает с реакционной зоной. В противоположность этому, реакции, описывающиеся формулами (5) и (6) в отношении рафинирующей добавки 7, являются эндотермическими реакциями. В соответствии с этим, в результате наложения позиции реакционной зоны на поверхность ванны, где подают рафинирующую добавку 7, в дополнение к описанному выше эффекту промотирования шлакообразования также может быть получен эффект охлаждения реакционной зоны. Таким образом, прохождение реакции обесфосфоривания может быть еще более промотировано.
В дополнение к этому, при обработке для обесфосфоривания в жидкий металл 2 добавляют обесфосфоривающие добавки 11 и 12, исполняющие функцию источника твердого кислорода, в результате вдувания из фурмы для вдувания сверху 4 и загрузки из загрузочного желоба 5. В соответствии с представленным выше описанием изобретения реакция обесфосфоривания в некоторой степени является выгодной при низкой температуре. Таким образом, в принципе в качестве источника кислорода, вносящего свой вклад в реакцию обесфосфоривания, источник твердого кислорода характеризуется большей эффективностью, чем источник газообразного кислорода 9. В настоящем документе в то время, как загрузка кислорода в жидкий металл 2 вызывает прохождение реакции обезуглероживания и реакции обесфосфоривания, загрузка в жидкий металл источника газообразного кислорода 9 преимущественно вызывает увеличение температуры вследствие тепла, вырабатываемого в результате обезуглероживания. В противоположность этому, в случае загрузки в жидкий металл источника твердого кислорода увеличение температуры будет подавляться вследствие поглощения тепла при разложении источника твердого кислорода. Говоря другими словами, использование источника твердого кислорода делает возможным выдерживание температуры, выгодной для прохождения реакции обесфосфоривания. Однако промотирование прохождения реакции обесфосфоривания требует наличия условий по температуре таких, чтобы сделать возможным плавление источника твердого кислорода. В дополнение к этому, источник твердого кислорода становится FeO после плавления и исполняет функцию увеличения количества компонента FeO в шлаке 8, что вносит свой вклад в прохождение реакции обесфосфоривания, промотируя, таким образом, прохождение реакции обесфосфоривания в комбинации с эффектом подавления описанного выше увеличения температуры.
Кроме того, при обработке для обесфосфоривания, как это проиллюстрировано на фиг. 1, обесфосфоривающую добавку 11, эжектируемую совместно с газообразным носителем 10 из фурмы для вдувания сверху 4, предпочтительно вдувают в окрестности реакционной зоны на поверхности ванны, где эжектируют источник газообразного кислорода 9. В результате осуществления этого обесфосфоривающую добавку 11 в качестве источника твердого кислорода, добавляемого из фурмы для вдувания сверху 4, подают в область поблизости от реакционной зоны, где по существу промотируется прохождение реакции обесфосфоривания. В дополнение к этому, обесфосфоривающую добавку 11 подают совместно с газообразным носителем 10, характеризующимся меньшей концентрацией кислорода, чем источник газообразного кислорода 9. Вследствие этого температура области, куда подают обесфосфоривающую добавку 11, не увеличивается избыточно, так что в результате благоприятной реакционной способности обесфосфоривающей добавки 11 дополнительно промотируется обесфосфоривание. Например, в соответствии с термодинамической оценкой возможности по прохождению обесфосфоривания при 1800°С по существу удваиваются в сопоставлении с возможностями по прохождению обесфосфоривания при 2000°С.
Достаточным является то, чтобы величина добавления источника твердого кислорода, которая представляет собой совокупную величину добавления обесфосфоривающих добавок 11 и 12, была бы равной или большей в сопоставлении с величиной такой, когда увеличение концентрации FeO в шлаке 8 становится достаточным в соответствии с техническими характеристиками оборудования, поскольку прохождение обесфосфоривания не промотируется при уменьшении увеличения концентрации FeO в шлаке 8. В дополнение к этому, верхнее предельное значение величины добавления источника твердого кислорода может быть установлено равным величине такой, когда теплоотвод при использовании источника твердого кислорода не будет проблематичным в соответствии с техническими характеристиками оборудования. Например, в случае проведения обработки для обесфосфоривания при использовании контейнера для удерживания жидкого металла 1, характеризующегося вместимостью в диапазоне от 100 тонн до 350 тонн, источник твердого кислорода будут добавлять в количестве в диапазоне предпочтительно от 0,1 кг до 2 кг по отношению к 1 н.м3 кислорода в газообразном состоянии при степени чистоты в стандартном состоянии источника газообразного кислорода 9, подаваемого на поверхность ванны. В случае количества добавленного источника твердого кислорода, составляющего менее, чем 0,1 кг, эффект, ожидаемый в настоящем способе обработки, не может быть получен в достаточной степени. С другой стороны, в случае превышения количеством добавленного источника твердого кислорода 2 кг станет большим теплоотвод на поверхности, куда подают источник твердого кислорода, в результате чего шлакообразование 8 станет недостаточным, что в результате приведет к получению пониженных возможностей по прохождению обесфосфоривания. Как это следует отметить, более предпочтительное количество добавляемого источника твердого кислорода находится в диапазоне от 0,3 кг до 2 кг.
В дополнение к этому, в соответствии с количеством добавляемого источника твердого кислорода, техническими характеристиками оборудования и тому подобным надлежащим образом определяют соотношение между обесфосфоривающей добавкой 11, добавляемой из фурмы для вдувания сверху 4, и обесфосфоривающей добавкой 12, добавляемой из загрузочного желоба 5. Как это следует отметить, поскольку в соответствии с представленным выше описанием изобретения обесфосфоривающую добавку 11 предпочтительно добавляют в окрестности реакционной зоны источника газообразного кислорода 9, предпочтительными являются установление величины добавления обесфосфоривающей добавки 11, равной максимальному количеству, которое может быть добавлено во время обработки для обесфосфоривания в условиях добавления таким образом, чтобы эффективность обесфосфоривания была бы доведена до максимума, и установление необходимой величины добавления источника твердого кислорода, отличной от величины добавления обесфосфоривающей добавки 12. В данном случае при достаточности добавления обесфосфоривающей добавки 11 из фурмы для вдувания сверху 4 добавление обесфосфоривающей добавки 12 из загрузочного желоба 5 проводить не требуется.
Помимо этого, в соответствии с представленным выше описанием изобретения в случае использования в качестве источника кислорода источника газообразного кислорода 9 температура жидкого металла 2 увеличится вследствие тепла от реакции окисления. С другой стороны, в случае использования в качестве источника кислорода источника твердого кислорода температура жидкого металла 2 упадет, поскольку явная теплота, скрытая теплота и теплота разложения самого твердого источника кислорода будут большими, чем теплота реакции окисления. Таким образом, используемое соотношение между источником твердого кислорода и источником газообразного кислорода 9 устанавливают в соответствии с температурами жидкого металла 2 до и после обработки при одновременном выдерживании вышеупомянутого диапазона.
Для эффективного проведения обесфосфоривания концентрация FeO в шлаке 8 в подходящем для использования случае находится в диапазоне от 10% (мас.) до 50% (мас.), а в более подходящем для использования случае в диапазоне от 10% (мас.) до 30% (мас.). Таким образом, предпочтительным является подстраивание величины или степени подачи источника твердого кислорода таким образом, чтобы концентрация FeO в шлаке 8 была бы выдержана в вышеупомянутом диапазоне во время обработки для обесфосфоривания.
При обработке для обесфосфоривания, проводимой в вышеупомянутых условиях, обработку завершают при достижении температурой и компонентом жидкого металла 2 целевых величин или при добавлении источников кислорода в предварительно установленных количествах. Как это следует отметить, не требуется непрерывно проводить добавление источника газообразного кислорода 9 и обесфосфоривающей добавки 11 из фурмы для вдувания сверху 4 и добавление обесфосфоривающей добавки 12 из загрузочного желоба 5 на протяжении всего периода обработки для обесфосфоривания, и их добавления могут быть проведены с перерывами. В дополнение к этому, несмотря на возможность также и периодического проведения добавления рафинирующей добавки 7 из копья вдувания 3 вдувание газообразного носителя 6, предназначенного для перемешивания жидкого металла 2, предпочтительно проводят непрерывно на протяжении всего периода обработки для обесфосфоривания.
Модификации.
Несмотря на описание настоящего изобретения выше в настоящем документе при обращении к конкретному варианту осуществления ограничение на изобретение этим накладывать не предполагается. При обращении к описанию настоящего изобретения для специалистов в соответствующей области техники должны быть очевидными различные модификации раскрытого варианта осуществления и другие варианты осуществления изобретения. В соответствии с этим, как это необходимо понимать, для охватывания всех таких модификаций или вариантов осуществления, включенных в объем и сущность настоящего изобретения, предназначена формула изобретения.
Например, в то время как в представленном выше варианте осуществления контейнер для удерживания жидкого металла 1 представлял собой ковш для заливки металла, на настоящее изобретение данным примером ограничений не накладывают. Контейнером для удерживания жидкого металла 1 может быть любой контейнер, который может вмещать жидкий металл 2, и который делает возможным обработку в том же самом оборудовании, осуществляющем обработку для обесфосфоривания, что и соответствующее оборудование, описанное выше, и, например, может быть контейнер, такой как чугуновоз, который представляет собой контейнер для переноса жидкого металла.
В дополнение к этому, несмотря на конфигурирование представленного выше варианта осуществления таким образом, чтобы газообразный носитель 6 и рафинирующую добавку 7 вдували бы из копья вдувания 3, источник газообразного кислорода 9, газообразный носитель 10 и обесфосфоривающую добавку 11, исполняющую функцию источника твердого кислорода, вдували бы из фурмы для вдувания сверху 4, а обесфосфоривающую добавку 12, исполняющую функцию источника твердого кислорода, вдували бы из загрузочного желоба 5, на настоящее изобретение данным примером ограничений не накладывают. В способе обесфосфоривания, соответствующем настоящему изобретению, могут быть использованы следующие далее другие конструкции до тех пор, пока в жидкий металл 2, вмещенный в контейнер для удерживания жидкого металла 1, будут добавлять, по меньшей мере, одного представителя, выбираемого из источника твердого кислорода и источника газообразного кислорода 9 и рафинирующей добавки 7, включающей тот же самый компонент, что и соответствующий компонент данного варианта осуществления, и жидкий металл 2 будут перемешивать.
Например, в качестве источника кислорода могут быть использованы либо один только источник твердого кислорода, либо один только источник газообразного кислорода 9. Как это следует отметить, до тех пор, пока это будет обычная обработка, с точки зрения промотирования шлакообразования для рафинирующей добавки 7 и промотирования обесфосфоривания предпочтительно будут использовать как источник твердого кислорода, так и источник газообразного кислорода 9, хотя это будет варьироваться в зависимости от температур жидкого металла 2 до и после обработки.
В дополнение к этому, источник твердого кислорода может быть загружен из одной только фурмы для вдувания сверху 4 или из одного только загрузочного желоба 5. Как это следует отметить, поскольку в результате охлаждения реакционной зоны могут быть получены улучшение кислородного потенциала шлака 8 и эффект промотирования обесфосфоривания, источник твердого кислорода предпочтительно добавляют (задувают) совместно с газообразным носителем 10 из фурмы для вдувания сверху 4. В дополнение к этому, при добавлении источника твердого кислорода из одного только загрузочного желоба 5 источник твердого кислорода предпочтительно добавляют в окрестности реакционной зоны на поверхности ванны жидкого металла 2 по той же самой причине, что и при загрузке из фурмы для вдувания сверху 4.
Кроме того, источник твердого кислорода может быть вдут совместно с газообразным носителем 6 из копья вдувания 3. В данном случае обесфосфорирующая добавка, которая представляет собой источник твердого кислорода, вдуваемый из копья вдувания 3, может быть сконфигурирована той же самой, что и обесфосфоривающие добавки 11 и 12 из представленного выше варианта осуществления. В дополнение к этому, из копья вдувания 3 совместно с газообразным носителем 6 может быть вдут один только источник твердого кислорода, или совместно с газообразным носителем 6 могут быть вдуты источник твердого кислорода и рафинирующая добавка 7. Как это следует отметить, в случае вдувания совместно с газообразным носителем 6 одного только источника твердого кислорода рафинирующая добавка 7 может быть добавлена из загрузочного желоба 5 или может быть добавлена совместно с газообразным носителем 10 из фурмы для вдувания сверху 4.
Кроме того еще, например, источник газообразного кислорода 9 может быть вдут из копья вдувания 3. В данном случае источник газообразного кислорода 9 может быть вдут из одного только копья вдувания 3 или может быть вдут как из фурмы для вдувания сверху 4, так и из копья вдувания 3. В дополнение к этому, из копья вдувания 3 одновременно с источником газообразного кислорода 9 могут быть вдуты, по меньшей мере, один представитель, выбираемый из рафинирующей добавки 7 и источника твердого кислорода.
Помимо этого, например, рафинирующая добавка 7 может быть добавлена в жидкий металл 2 из фурмы для вдувания сверху 4 или из загрузочного желоба 5. В данном случае при добавлении рафинирующей добавки 7 из фурмы для вдувания сверху 4 рафинирующую добавку 7 эжектируют совместно с газообразным носителем 10 в жидкий металл 2, как и в случае добавления обесфосфоривающей добавки 11. В дополнение к этому, рафинирующая добавка 7, добавляемая из фурмы для вдувания сверху 4 или загрузочного желоба 5, может быть любой рафинирующей добавкой, которая характеризуется значением ППП в диапазоне от 4,0% (мас.) до 35,0% (мас.), в то время как диаметр частиц и их площадь удельной поверхности могут быть отличными от соответствующих характеристик из представленного выше варианта осуществления.
Кроме того, в то время как в представленном выше варианте осуществления жидкий металл 2 перемешивали при использовании газообразного носителя 6, вдуваемого из копья вдувания 3, на настоящее изобретение данным примером ограничений не накладывают. Например, жидкий металл 2 может быть перемешан в результате вдувания перемешивающего газа, который представляет собой то же самое, что и газообразный носитель 6, в жидкий металл 2 из сопла, внедренного в под печи контейнера для удерживания жидкого металла 1. Как это следует отметить, при перемешивании в результате вдувания перемешивающего газа из сопла пода печи обработка для обесфосфоривания может быть проведена при использовании, по меньшей мере, одного представителя, выбираемого из фурмы для вдувания сверху 4 и загрузочного желоба 5, без использования копья вдувания 3. В данном случае добавление источника кислорода и рафинирующей добавки 7 в жидкий металл 2 проводят при использовании, по меньшей мере, одного представителя, выбираемого из фурмы для вдувания сверху 4 и загрузочного желоба 5.
Эффекты от вариантов осуществления.
(1) В способе обесфосфоривания жидкого металла 2, соответствующем одному аспекту настоящего изобретения, при проведении обработки для обесфосфоривания жидкого металла 2 в результате добавления рафинирующей добавки 7 в качестве источника извести и источника кислорода (обесфосфоривающей добавки (добавок) 11, 12 и источника газообразного кислорода 9) в жидкий металл 2, вмещенный в контейнер для удерживания жидкого металла 1, в качестве рафинирующей добавки 7 используют рафинирующую добавку, характеризующуюся значением ППП в диапазоне от 4,0% (масс.) до 35,0% (масс.) и содержащую 60% (масс.) или более негашеной извести.
В соответствии с конструкцией (1) в случае проведения обработки для обесфосфоривания при использовании рафинирующей добавки на известковой основе 7, характеризующейся превосходной реакционной способностью, Н2О в газообразном состоянии и СО2 в газообразном состоянии будут вырабатываться в умеренных количествах, что будет промотировать шлакообразование, промотируя, тем самым, прохождение реакции обесфосфоривания. В результате может быть получена высокая эффективность обесфосфоривания, и может быть уменьшено использующееся количество используемой рафинирующей добавки 7 таким образом, что могут быть получены превосходные эффекты, такие как уменьшение пылеобразования, обусловленного обработкой, уменьшение издержек на обработку и уменьшение количества вырабатываемого шлака. В дополнение к этому, выработка Н2О в газообразном состоянии и СО2 в газообразном состоянии подавляет вспенивание шлака 8, что подавляет эжектирование шлака 8 в технологическом процессе обработки для обесфосфоривания, реализуя, таким образом, возможность улучшения производительности. Кроме того, поскольку необходимо только подстраивать значение ППП рафинирующей добавки 7, способ обесфосфоривания легко может быть введен даже в существующее оборудование. Кроме того еще, поскольку шлакообразование промотируют без использования флюса на основе CaF2, может быть улучшена эффективность обработки для обесфосфоривания.
(2) В конструкции (1) при добавлении рафинирующей добавки 7 рафинирующую добавку 7 совместно с газообразным носителем 6 вдувают через копье вдувания 3, погруженное под поверхность ванны жидкого металла 2, в условиях, удовлетворяющих формулам от (1) до (3).
В соответствии с конструкцией (2) при вдувании рафинирующей добавки 7 в жидкий металл 2 из копья вдувания 3 условия перемешивания оптимизируют для перемешивания при обеспечении достаточной перемешиваемости, что, таким образом, реализует возможность дополнительного улучшения эффективности обесфосфоривания.
(3) В конструкции (1) или (2) площадь удельной поверхности рафинирующей добавки 7 устанавливают в диапазоне от 0,5 м2/г до 5 м2/г.
В соответствии с конструкцией (3) улучшается смачиваемость между жидким металлом 2 и рафинирующей добавкой 7, что, таким образом, реализует возможность дополнительного улучшения эффективности обесфосфоривания.
(4) В любой из конструкций от (1) до (3) в качестве источника извести используют одну только рафинирующую добавку 7.
В соответствии с конструкцией (4) использование в качестве источника извести одной только рафинирующей добавки 7, которая является высокореакционно-способной и превосходной с точки зрения шлакообразования, может дополнительно улучшить эффективность обесфосфоривания.
(5) Рафинирующая добавка, соответствующая одному аспекту настоящего изобретения, характеризуется значением ППП в диапазоне от 4,0% (мас.) до 35,0% (мас.), содержит 60% (мас.) или более негашеной извести и используется при обработке для обесфосфоривания жидкого металла.
В соответствии с конструкцией (5) могут быть получены те же самые эффекты, что и соответствующие эффекты от конструкции (1).
Пример 1
Далее будет описываться пример 1, реализованный изобретателями настоящего изобретения. В примере 1 в способе обесфосфоривания, соответствующем представленному выше варианту осуществления, изменяли значение ППП источника извести в качестве рафинирующей добавки 7 в целях проведения обработок для обесфосфоривания и исследования воздействия значения ППП на скорость обесфосфоривания.
В примере 1 прежде всего жидкий металл 2, выпущенный из доменной печи и подвергнутый обескремниванию на разливочной площадке доменной печи, переносили/нагнетали в ковш для заливки металла, характеризующийся вместимостью 250 тонн, в качестве контейнера для удерживания жидкого металла 1 и переносили в осуществляющее обработку для обесфосфоривания оборудование, проиллюстрированное на фиг. 1. После этого в оборудовании, осуществляющем обработку для обесфосфоривания, проводили обработку для обесфосфоривания в результате вдувания рафинирующей добавки 7 из копья вдувания 3, нагнетания источника газообразного кислорода 9 и обесфосфоривающей добавки 11 из фурмы для вдувания сверху 4 и добавления обесфосфоривающей добавки 12 из загрузочного желоба 5. Как это следует отметить, жидкий металл 2 до обработки для обесфосфоривания характеризуется концентрацией кремния 0,15% (мас.), концентрацией углерода 4,5% (мас.) и концентрацией фосфора в диапазоне от 0,121% (мас.) до 0,125% (мас.).
В примере 1 в качестве источника твердого кислорода для обесфосфоривающих добавок 11 и 12 из фурмы для вдувания сверху 4 и загрузочного желоба 5 добавляли совокупное количество в 10 кг/тн (количество при расчете на одну тонну жидкого металла) железистого песчаника, характеризующегося средним диаметром частиц 500 мкм. При нагнетании обесфосфоривающей добавки 11 из фурмы для вдувания сверху 4 в качестве газообразного носителя 10 использовали инертный газ. В дополнение к этому, источник газообразного кислорода 9 нагнетали из фурмы для вдувания сверху 4 в жидкий металл 2 при расходе по запитыванию кислородом в диапазоне от 1500 н.м3/ч до 2000 н.м3/ч. Кроме того, высота фурмы у фурмы для вдувания сверху 4 (расстояние от нижнего конца фурмы для вдувания сверху 4 до поверхности ванны жидкого металла 2) находилась в диапазоне от 1,0 м до 1,5 м. В качестве источника извести использовали смесь из 50% (мас.) рафинирующей добавки на известковой основе 7 и 50% (мас.) негашеной извести. Рафинирующая добавка 7 характеризовалась значением ППП в диапазоне от 4,0% (мас.) до 35,0% (мас.) и площадью удельной поверхности в диапазоне от 0,41 до 0,42 м2/г. В дополнение к этому, при проведении вдувания рафинирующей добавки 7 в качестве газообразного носителя 6 использовали инертный газ, и мощность по перемешиванию (εg + εp), представленная в формуле (1), что представляет собой сумму из мощности по перемешиванию для газообразного носителя и энергии источника извести, устанавливали равной 265 Вт/т. В дополнение к этому, время обработки для обесфосфоривания, которое является временем обработки для подачи предварительно определенного количества источника кислорода в жидкий металл 2, находилось в диапазоне от 15 минут до 25 минут. Основность шлака доводили до 2,0.
Кроме того, в примере 1 в порядке сопоставления обработку для обесфосфоривания проводили в условиях, в которых значение ППП рафинирующей добавки 7 отличалось от соответствующих значений из представленного выше варианта осуществления, (сравнительный пример 1). В сравнительном примере 1 значение ППП устанавливали равным 3,0% (мас.) и менее или 36,0% (мас.) или более, и условия проведения обработок для обесфосфоривания, отличные от данных, устанавливали теми же самыми, что и соответствующие условия из примера 1.
Таблица 1 представляет условия по мощности по перемешиванию и рафинирующую добавку из примера 1 и результаты исследования в отношении концентраций фосфора в жидком металле 2 до и после обработок и степеней обесфосфоривания (степеней удаления фосфора в жидком металле 2 между состояниями между состояниями до и после обработок для обесфосфоривания). Как это подтверждает таблица 1, все условия приводили к получению высоких степеней обесфосфоривания, составляющих 60% или более.

Пример 2
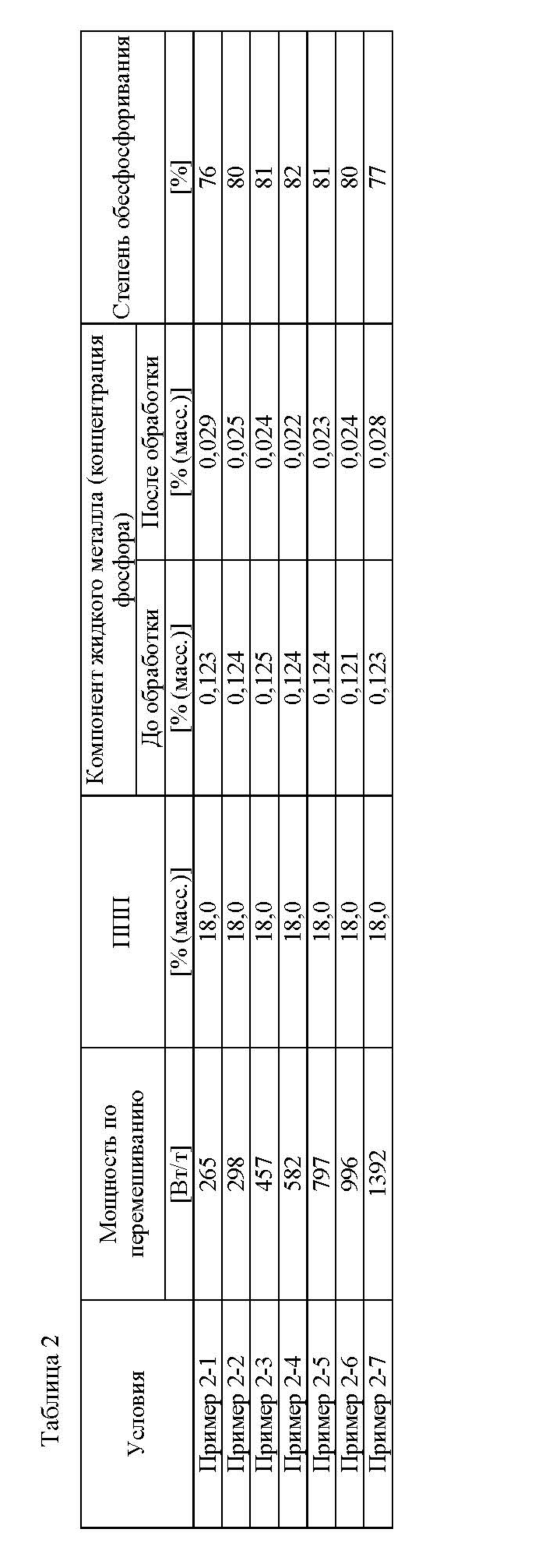
Далее будет описываться пример 2, реализованный изобретателями настоящего изобретения. В примере 2 в способе обесфосфоривания, соответствующем представленному выше варианту осуществления, изменяли мощность по перемешиванию (εg + εp), представленную в формуле (2), в целях проведения обработок для обесфосфоривания и исследования воздействия мощности по перемешиванию на степень обесфосфоривания.
В примере 2 в тех же самых условиях, что и условия из примера 1-11, при проведении обработок для обесфосфоривания, соответственно, мощность по перемешиванию (εg + εp) изменяли с 265 Вт/т на 1392 Вт/т. Как это следует отметить, концентрации фосфора в жидком металле 2 до обработок для обесфосфоривания находились в диапазоне от 0,121% (мас.) до 0,125% (мас.). Другие условия, отличные от данных, были теми же самыми, что и условия из примера 1-11.
Таблица 2 представляет условия по мощности по перемешиванию и рафинирующую добавку из примера 2 и результаты исследования в отношении концентраций фосфора в жидком металле 2 до и после обработок и степеней обесфосфоривания.
Как это подтверждает таблица 2, в то время как все условия приводили к получению высоких степеней обесфосфоривания, составляющих 76% или более, установление мощности по перемешиванию (εg + εp) в пределах диапазона от 300 Вт/т до 1000 Вт/т дополнительно улучшало степени обесфосфоривания.
Пример 3
Далее будет описываться пример 3, реализованный изобретателями настоящего изобретения. В примере 3 в способе обесфосфоривания, соответствующем представленному выше варианту осуществления, изменяли площадь удельной поверхности рафинирующей добавки 7 в целях проведения обработок для обесфосфоривания и исследования воздействия площади удельной поверхности рафинирующей добавки 7 на степень обесфосфоривания.
В примере 3 в тех же самых условиях, что и условия из примера 2-3, при проведении обработок для обесфосфоривания, соответственно, площадь удельной поверхности рафинирующей добавки 7 изменяли с 0,41 м2/г на 5,13 м2/г. Как это следует отметить, концентрации фосфора в жидком металле 2 до обработок для обесфосфоривания в жидком металле 2 до обработок для обесфосфоривания находились в диапазоне от 0,121% (мас.) до 0,125% (мас.). Другие условия, отличные от данных, были теми же самыми, что и условия из примера 2-3.
Таблица 3 представляет условия по мощности по перемешиванию и рафинирующую добавку из примера 3 и результаты исследования в отношении концентраций фосфора в жидком металле 2 до и после обработок и степеней обесфосфоривания.
Как это подтверждает таблица 3, все условия приводили к получению высоких степеней обесфосфоривания, составляющих 80% или более, и, кроме того, установление площади удельной поверхности в пределах диапазона от 0,5 м2/г до 5 м2/г дополнительно улучшало степени обесфосфоривания.

Пример 4
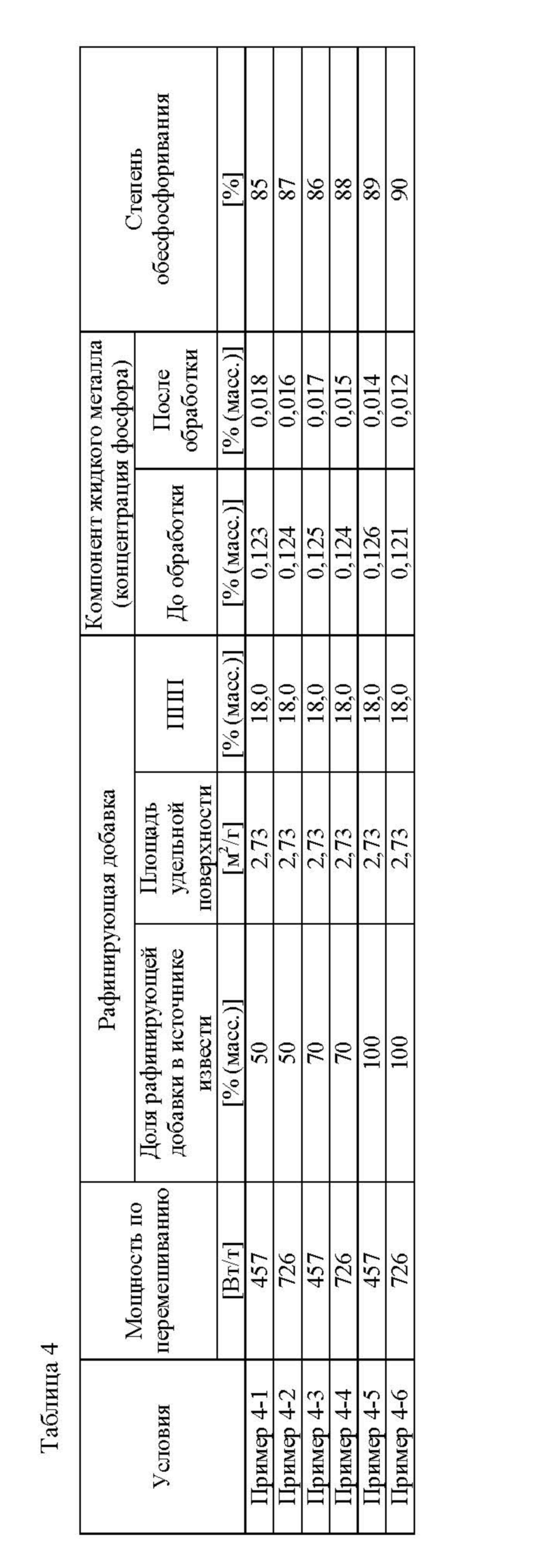
Далее будет описываться пример 4, реализованный изобретателями настоящего изобретения. В примере 4 в способе обесфосфоривания, соответствующем представленному выше варианту осуществления, изменяли долю рафинирующей добавки 7 в источнике извести и мощность по перемешиванию в целях проведения обработок для обесфосфоривания и исследования воздействия доли рафинирующей добавки 7 и мощности по перемешиванию на степень обесфосфоривания.
В примере 4 в тех же самых условиях, что и условия из примера 3-5, при проведении обработок для обесфосфоривания, соответственно, мощность по перемешиванию устанавливали на 457 Вт/т или 726 Вт/т, а долю рафинирующей добавки 7 в источнике извести изменяли с 50% на 100%. Как это следует отметить, концентрации фосфора в жидком металле 2 до обработок для обесфосфоривания находились в диапазоне от 0,124% (мас.) до 0,126% (мас.). Другие условия, отличные от данных, были теми же самыми, что и условия из примера 3-5.
Таблица 4 представляет условия по мощности по перемешиванию и рафинирующую добавку из примера 4 и результаты исследования в отношении концентраций фосфора в жидком металле 2 до и после обработок и степеней обесфосфоривания.
Как это подтверждает таблица 4, все условия приводили к получению высоких степеней обесфосфоривания, составляющих 85% или более, и все условия по мощности по перемешиванию приводили к получению дополнительно улучшенных степеней обесфосфоривания совместно с увеличениями доли рафинирующей добавки 7 в источнике извести, вдуваемом из копья вдувания 3.
Перечень ссылочных позиций
1: Контейнер для удерживания жидкого металла
2: Жидкий металл
3: Копье вдувания
4: Фурма для вдувания сверху
5: Загрузочный желоб
6: Газообразный носитель
7: Рафинирующая добавка
8: Шлак
9: Источник газообразного кислорода
10: Газообразный носитель
11, 12: Обесфосфоривающая добавка (источник твердого кислорода).
Реферат
Изобретение относится к области металлургии и может быть использовано для обесфосфоривания жидкого металла. В способе проводят обработку жидкого металла путем добавления рафинирующей добавки в качестве источника извести и источника кислорода в жидкий металл, размещенный в контейнере для удержания жидкого металла, при этом в качестве рафинирующей добавки используют рафинирующую добавку, характеризующуюся значением потерь при прокаливании в диапазоне от 4,0 мас.% до 35,0 мас.% и содержащую 60 мас.% или более негашеной извести, при этом при добавлении рафинирующей добавки ее совместно с газообразным носителем вдувают через копье вдувания, погруженное под поверхность ванны жидкого металла. Рафинирующая добавка имеет диаметр частиц, составляющий 2 мм или менее, совокупный объем пор, характеризующихся диаметром пор в диапазоне от 0,5 мкм до 10 мкм, составляющий 0,1 мл/г или более, и удельную площадь поверхности, составляющую от 0,5 м2/г до 5 м2/г. Изобретение позволяет улучшить обесфосфорирование жидкого металла без использования флюса на основе CaF2. 2 н. и 2 з.п. ф-лы, 4 табл., 4 пр., 1 ил.
Формула



Комментарии