Крепежная деталь рычага стеклоочистителя и способ ее изготовления (варианты) - RU2269438C2
Код документа: RU2269438C2
Чертежи

Описание
Настоящее изобретение относится к крепежной детали рычага стеклоочистителя, а также способу ее изготовления.
Известные стеклоочистители имеют рычаг, состоящий из соединенной с приводом стеклоочистителя крепежной детали и шарнирной детали со штангой, которая (деталь) соединена с крепежной деталью цилиндрическим шарниром, с помощью которого рычаг стеклоочистителя можно отвести от стекла транспортного средства. К свободному концу штанги шарнирно крепится щетка стеклоочистителя. В процессе работы стеклоочистителя его щетка, совершая качательное движение, перемещается по стеклу транспортного средства, при этом щетка удерживается прижатой к стеклу транспортного средства пружиной растяжения, которая благодаря указанному цилиндрическому шарниру стремится притянуть шарнирную деталь рычага вместе с закрепленной на ней щеткой к стеклу транспортного средства.
Такая пружина растяжения размещена во внутреннем пространстве имеющей П-образный в сечении профиль шарнирной детали рычага и одним концом крепится к поперечному штифту, предусмотренному у шарнирной детали. Другим концом эта пружина растяжения крепится через С-образную скобу к опоре, предусмотренной у крепежной детали рычага. В известных крепежных деталях рычага стеклоочистителя такая опора для пружины либо сформирована за одно целое с крепежной деталью, либо образована расклепанным штифтом. Так, например, в одном из типов крепежных деталей, выполненных в виде гнутых деталей из листового металла, в качестве опоры для пружины используется штифт. В процессе изготовления такой крепежной детали этот штифт запрессовывается в отверстия, предусмотренные в боковых стенках ее П-образного профиля, и затем расклепывается. При этом в отличие от крепежных деталей с выполняемой за одной целое с ними опорой для пружины изготовление крепежных деталей с отдельным штифтом требует дополнительных затрат времени на изготовление и сборку дополнительных деталей.
На опору для пружины действует сравнительно высокие силы со стороны пружины растяжения. Помимо этого такие силы при нахождении щетки в рабочем положении, соответственно в положении прилегания к стеклу, действуют в различных направлениях, угол между которыми может составлять, например, 90°, что приводит к относительному перемещению между пружиной сжатия, соответственно С-образной скобой и ее опорой. Обычно опорный штифт, устанавливаемый в крепежной детали рычага, для придания ему достаточно высокой прочности выполняют из иного материала, чем саму эту крепежную деталь. Однако, как очевидно, при соединении между собой различных материалов существует опасность возникновения контактной коррозии в месте такого соединения.
Помимо соответствующей части цилиндрического шарнира и опоры для пружины крепежная деталь имеет на ее противоположном конце крепежный участок, обеспечивающий жесткое, но разъемное крепление рычага стеклоочистителя к оси этого рычага. Такой крепежный участок выполнен в виде насадного соединения и образован посадочным отверстием с внутренним конусом, в которое вставлен имеющий соответствующий сопряженный внешний конус свободный конец оси рычага стеклоочистителя. Обе детали стягиваются между собой гайкой. Известны также конструкции, в которых между заточкой гайки и посадочным отверстием в крепежной детали рычага предусмотрен конический соединительный участок. Придавать посадочному отверстию необходимую форму можно различными путями. Так, например, при изготовлении крепежной детали из металла литьем под давлением или из пластмассы посадочное отверстие обычно формируют непосредственно в процессе литья под давлением, тогда как при изготовлении подобной крепежной детали гибкой из листового металла это посадочное отверстие получают вытяжкой в несколько стадий.
Объектом изобретения является крепежная деталь рычага стеклоочистителя, на одном конце которой имеется посадочное отверстие под ось рычага щетки стеклоочистителя, а другой ее конец образует часть шарнира, позволяющего отвести рычаг стеклоочистителя от стекла. Крепежная деталь выполнена из плоской листовой заготовки глубокой вытяжкой, штамповкой и гибкой, а также имеет П-образный в сечении профиль и опору для пружины. Согласно изобретению опора для пружины выполнена на одной из боковых стенок П-образного профиля крепежной детали глубокой вытяжкой.
В соответствии с этим подобная крепежная деталь выполнена цельной в виде гнутой детали из листового металла со всеми основными функциональными элементами, такими как посадочное отверстие под ось рычага щетки стеклоочистителя, часть шарнира, позволяющего отвести рычаг стеклоочистителя от стекла транспортного средства, и опора для пружины растяжения. Тем самым в такой крепежной детали объединено максимально возможное количество функциональных элементов, благодаря чему отпадает необходимость в выполнении последующих сборочных операций. В результате удается сократить время и стоимость изготовления подобной крепежной детали. Помимо этого у цельной крепежной детали рычага стеклоочистителя исключена контактная коррозия, поскольку в ней попросту отсутствуют подверженные такой коррозии места соединений типа, например места установки расклепываемых штифтов.
Изготовленная глубокой вытяжкой опора для пружины имеет конически расширяющуюся в сторону боковой стенки П-образного профиля форму, что позволяет повысить надежность крепления пружины растяжения к ее опоре, соответственно улучшить условия передачи усилия этой пружины на боковую стенку П-образного профиля. Благодаря подобной конической форме опора для пружины приобретает высокую прочность и жесткость и поэтому практически не подвергается упругой деформации под действием приложенных к ней сил и тем самым не влияет, соответственно влияет лишь в исключительно малых допустимых пределах, на усилие прижима щетки стеклоочистителя к стеклу.
Согласно изобретению опора для пружины имеет в сечении круглую форму. Однако она может также иметь и овальную в сечении форму, причем в этом случае при нахождении щетки в рабочем положении большая полуось такого овала должна быть ориентирована по направлению действия силы, создаваемой пружиной растяжения. Согласно одному из вариантов опора для пружины сужается в поперечном сечении в направлении от боковой стенки П-образного профиля с образованием шейки в наиболее узком месте этого поперечного сечения и затем вновь расширяется в поперечном сечении в направлении от этой шейки к свободному концу. Помимо этого контур подобной шейки согласован с контуром поперечного сечения С-образной крепежной скобы, что обеспечивает надежное соединение пружины растяжения с ее опорой и предотвращает соскакивание или соскальзывание этой пружины с ее опоры под действием вибрации.
Для снижения трения между опорой для пружины и С-образной скобой, а тем самым и для уменьшения износа, обусловленного проворачиванием этой С-образной скобы относительно опоры для пружины в процессе работы стеклоочистителя, опору для пружины на том ее участке, на котором расположена шейка, целесообразно покрывать антифрикционным материалом, например полимерным материалом, либо надевать на этот участок дополнительное пластмассовое кольцо. Тем самым ход рычага стеклоочистителя при его отводе от стекла транспортного средства становится более легким. Еще одно преимущество изобретения состоит в том, что опора для пружины выполнена глубокой вытяжкой только на одной из боковых стенок П-образного профиля и выступает в ограниченное его боковыми стенками пространство, доходя до середины этого пространства. В результате у предлагаемой в изобретении крепежной детали имеется не только опора для пружины, но и остающееся между свободным концом этой опоры и противоположной стенкой П-образного профиля свободное пространство, в котором можно разместить, например, шланг стеклоомывателя. Видимое сбоку углубление, образующееся в боковой стенке П-образного профиля крепежной детали в результате выполнения глубокой вытяжкой опоры для пружины, располагается на участке, закрываемом либо шарнирной деталью рычага, либо при необходимости специально предназначенной для этой цели декоративной заглушкой. При этом опору для пружины предпочтительно выполнять в нижней, например в обращенной к капоту транспортного средства, боковой стенке крепежной детали во избежание скопления грязи и воды внутри открытой наружу полости углубления, образующего эту опору для пружины.
Объектом изобретения является также способ изготовления описанной выше крепежной детали. В своем основном варианте предлагаемый в изобретении способ заключается в том, что сначала в плоской листовой заготовке выполняют опору для пружины, а затем относительно участка, образующего у готовой детали верхнюю стенку П-образного профиля, загибают участки, образующие у готовой детали боковые стенки П-образного профиля.
Согласно изобретению опору для пружины выполняют в крепежной детали вытяжкой в несколько стадий. Сначала материал заготовки подвергают вытяжке на большом по площади участке с целью получения углубления со стенками равномерной на всех его участках толщины. После этого в несколько стадий формируют конический, переходящий на глухом конце в цилиндрический участок, а также выполненную в виде упора заднюю часть. Поскольку посадочное отверстие под ось рычага щетки стеклоочистителя, равно как и опору для пружины, выполняют глубокой вытяжкой, для получения обоих этих элементов можно использовать один инструмент, тем более что для выполнения обоих таких элементов требуется примерно одинаковое количество переходов вытяжки (примерно от 5 до 7). Хотя при этом конструкция вытяжного штампа несколько и усложняется, тем не менее длительность производственного цикла при обработке таким инструментом не увеличивается. Тем самым при сравнительно небольших дополнительных затратах на изготовление вытяжного штампа, предназначенного для получения обоих описанных выше элементов, при котором материал заготовки подвергается значительному формоизменению, удается в целом повысить рентабельность изготовления крепежной детали рычага стеклоочистителя.
Посадочное отверстие и опору для пружины предпочтительно выполнять за одну технологическую операцию в еще плоской металлической полосе. Затем загибанием продольных краев такой полосы из нее формируют боковые стенки характерного для крепежной детали П-образного профиля. После такой операции обработки давлением опора для пружины располагается на одной из боковых стенок этого П-образного профиля, а посадочное отверстие для насадного соединения располагается в верхней стенке П-образного профиля. После операции гибки обеспечить требуемую точность расположения опоры для пружины можно простым путем, подвергнув при необходимости крепежную деталь калибровке на дополнительной технологической операции.
Два дополнительных варианта предлагаемого в изобретении способа предназначены для изготовления крепежной детали в рассмотренном выше варианте, в котором опора для пружины в поперечном сечении сужается в направлении от боковой стенки П-образного профиля с образованием шейки в наиболее узком месте этого поперечного сечения и расширяется в направлении от этой шейки к свободному концу. Согласно этим двум вариантам в плоской листовой заготовке сначала выполняют опору для пружины, а затем относительно участка, образующего у готовой детали верхнюю стенку П-образного профиля, загибают участки, образующие у готовой детали боковые стенки П-образного профиля. В одном варианте шейку на опоре для пружины выполняют осадкой, расплющивая эту опору в продольном направлении, а в другом - развальцовкой или раздачей краев отверстия в торцевом дне опоры для пружины. В обоих случаях образуется необходимый для фиксации пружины растяжения боковой упор или ограничитель.
Другие преимущества изобретения более подробно рассмотрены в последующем описании со ссылкой на чертежи. На этих чертежах представлены некоторые варианты осуществления изобретения. При этом различные отличительные признаки представлены на чертежах, в описании и в формуле изобретения в определенной их комбинации. Однако для специалистов в данной области техники очевидно, что подобные отличительные признаки могут иметь существенное значение и по отдельности, а также в иных различных комбинациях.
На чертежах, в частности, показано:
на фиг.1 - крепежная деталь рычага стеклоочистителя, показанная в перспективе в виде сверху,
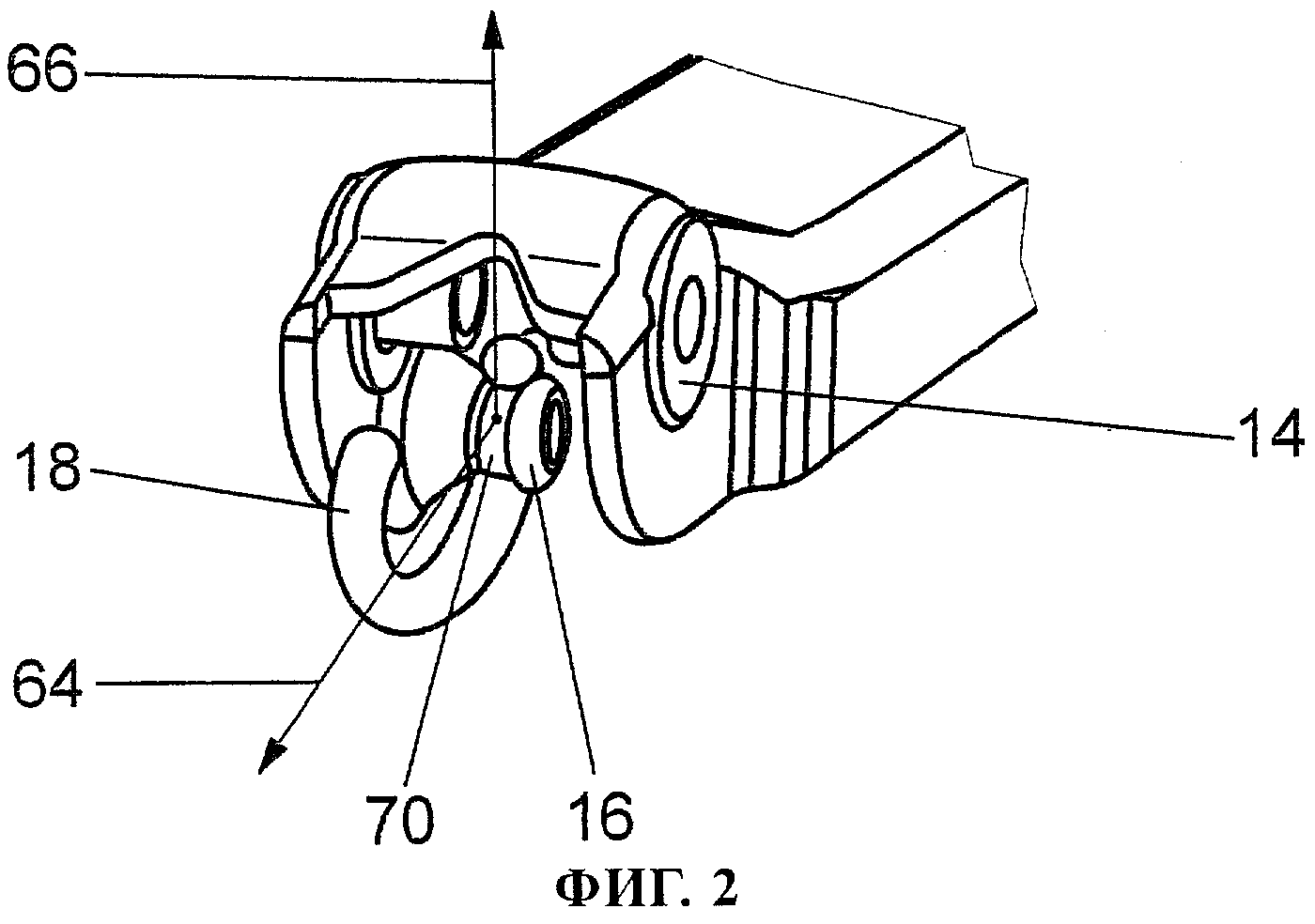
на фиг.2 - конец крепежной детали с опорой для пружины, показанный в увеличенном масштабе в перспективе с другой точки,
на фиг.3-5 - фрагмент плоской листовой заготовки, показанной в разрезе на участке расположения опоры для пружины, на различных технологических стадиях,
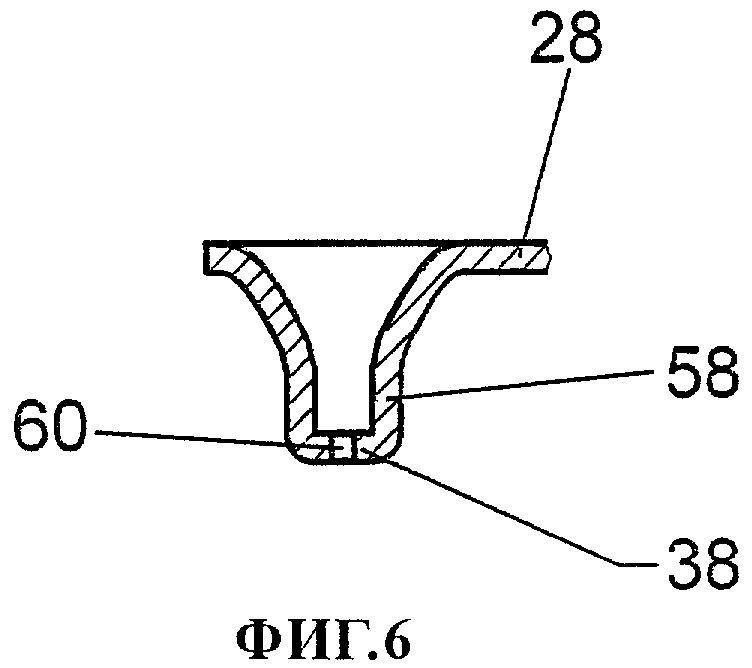
на фиг.6 и 7 - различные варианты выполнения показанного на фиг.5 элемента,
на фиг.8 - крепежная деталь в сечении плоскостью, проходящей через опору для пружины, перед изготовлением П-образного профиля загибанием его боковых стенок,
на фиг.9 - крепежная деталь в сечении плоскостью, проходящей через опору для пружины, после изготовления П-образного профиля загибанием его боковых стенок,
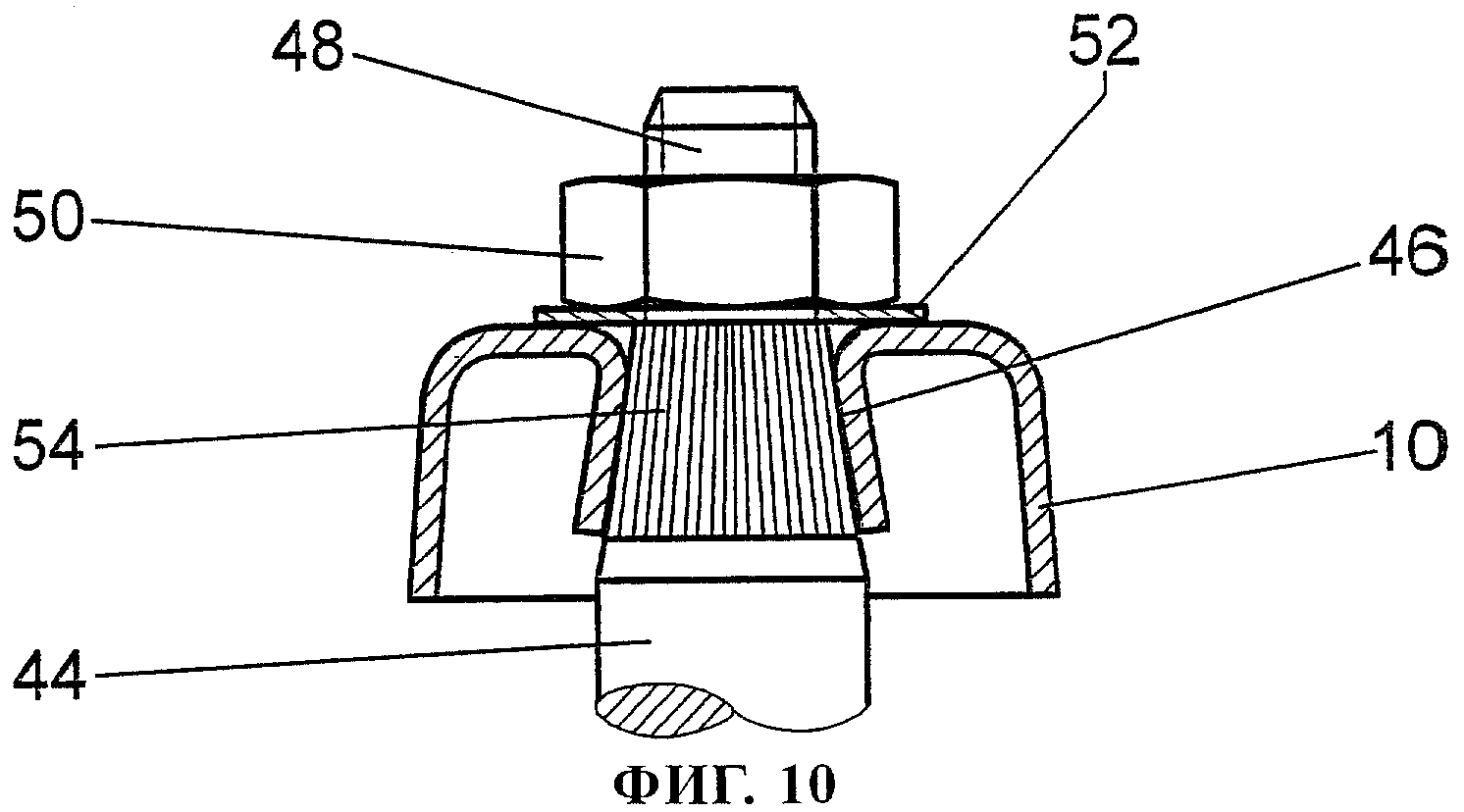
на фиг.10 - показанное в разрезе посадочное отверстие в крепежной детали.
Крепежная деталь 10 рычага стеклоочистителя имеет на одном из ее концов посадочное отверстие 12 или 46, надеваемое на ось 44 рычага стеклоочистителя (фиг.10), а другой ее конец образует часть 14 шарнира, с помощью которого рычаг стеклоочистителя можно отвести от стекла транспортного средства (фиг.1). Кроме того, на этом же конце крепежная деталь 10 имеет сформированную за одно целое с ней и выполненную в виде пальца опору 16 для пружины, за которую (опору) зацепляется С-образная скоба 18 для крепления не показанной на чертеже пружины растяжения. Эта опора 16 для пружины выполнена глубокой вытяжкой в боковой стенке 24 П-образного в сечении профиля 20 (фиг.2 и 9).
Действующие на С-образную скобу 18 в различных направлениях сравнительно высокие растягивающие усилия 64, соответственно 66, передаются через нее на опору 16 для пружины. Для восприятия подобных сил опора 16 для пружины соответственно выполнена достаточно прочной и жесткой за счет придания ей определенной формы в сечении, а именно за счет ее выполнения в виде полого профиля круглой в сечении формы, имеющего наибольшую площадь сечения на участке перехода к боковой стенке 24 и постепенно сужающегося в сторону шейки 34. Эта шейка 34 образует участок, за который зацепляется С-образная скоба 18, и с этой целью имеет оптимально согласованный с контуром поперечного сечения этой С-образной скобы 18 контур 36. Помимо этого по мере удаления от шейки 34 площадь поперечного сечения опоры 16 для пружины вновь увеличивается к ее свободному концу, что обеспечивает надежную посадку С-образной скобы 18 в образованном шейкой 34 углублении и исключает ее соскальзывание с опоры. Наличие подобной надежной посадки имеет особо важное значение, поскольку при отводе щетки стеклоочистителя от стекла С-образная скоба 18 совершает перемещение относительно опоры 16 для пружины. Для снижения трения между С-образной скобой 18 и опорой 16 для пружины эту опору предпочтительно покрывать на участке расположения шейки 34 антифрикционным материалом или надевать на этот участок пластмассовое кольцо 70.
Опору 16 для пружины изготавливают глубокой вытяжкой за одну технологическую операцию в еще плоской листовой заготовке 28. При этом сначала формируют лунку 56, вытягивая материал на большом по площади участке (фиг.3). После этого в несколько стадий формируют цилиндрический участок 58 (фиг.4). Затем этот участок подвергают в соответствующим инструменте осадке, расплющивая в продольном направлении 68, с образованием в результате шейки 34 (фиг.5). В одном из вариантов осуществления изобретения шейку 34 можно выполнять пробивкой отверстия 60 в торцевом дне 38 цилиндрического участка 58 с последующей развальцовкой или раздачей краев этого отверстия (фиг.6 и 7).
После выполнения опоры 16 для пружины те участки листовой заготовки, которые в готовой детали образуют боковые стенки 22 и 24, загибают в указанном стрелкой 30, соответственно 32 направлении относительно того участка, который в готовой детали образует верхнюю стенку 26, получая таким путем из плоской листовой заготовки 28 П-образный в сечении профиль 20 (фиг.8 и 9). В рассматриваемом варианте опора 16 для пружины располагается в готовой детали на ее боковой стенке 24, а ее свободный конец выступает в пространство между боковыми стенками П-образного профиля 20. Для боковой фиксации пружины растяжения шейку 34 располагают на определенном расстоянии 42 от середины 40 профиля. Для точного соблюдения такого расстояния деталь после загибания боковых стенок подвергают калибровке на дополнительной технологической операции.
В верхней полке 26 П-образного профиля 20 выполнено посадочное отверстие 12. Это отверстие, стенки которого выступают в пространство между боковыми стенками П-образного профиля 20 крепежной детали 10, имеет коническую форму, сужающуюся от верхней стенки 26 П-образного профиля в сторону краевого выступа 62 (фиг.1). На фиг.10 показан крепежный участок крепежной детали 10 с выполненным по одному из вариантов посадочным отверстием 46. Ось 44 рычага щетки стеклоочистителя имеет на ее свободном конце конус 54, сопрягаемый с коническим посадочным отверстием 46. Крепежная деталь 10 и ось 44 рычага щетки стеклоочистителя жестко, но разъемно соединены между собой навинченной на резьбовой хвостовик 48 гайкой 50. Для более надежного стопорения подобного жесткого соединения конус 54 снабжен рифлением, а между крепежной деталью 10 и гайкой 50 установлена шайба 52. Посадочное отверстие 12, соответственно 46, целесообразно выполнять глубокой вытяжкой. Согласно изобретению опору 16 для пружины выполняют в крепежной детали 10 также глубокой вытяжкой, при этом оба подвергаемых обработке глубокой вытяжкой участка выполняют в плоской листовой заготовке 28 за одну технологическую операцию.
Реферат
Изобретение относится к крепежной детали рычага стеклоочистителя и способу ее изготовления. Рычаг состоит из соединенной с приводом стеклоочистителя крепежной детали и шарнирной детали со штангой, которая (деталь) соединена с крепежной деталью цилиндрическим шарниром, с помощью которого рычаг стеклоочистителя можно отвести от стекла транспортного средства. К свободному концу штанги шарнирно крепится щетка стеклоочистителя. В процессе работы стеклоочистителя его щетка, совершая качательное движение, перемещается по стеклу транспортного средства, при этом щетка удерживается прижатой к стеклу транспортного средства пружиной растяжения, которая благодаря указанному цилиндрическому шарниру стремится притянуть шарнирную деталь рычага вместе с закрепленной на ней щеткой к стеклу транспортного средства. Опора для пружины выполнена на одной из боковых стенок П-образного профиля глубокой вытяжкой. Способ изготовления крепежной детали заключается в том, что сначала в плоской листовой заготовке выполняют опору для пружины, а затем относительно участка, образующего у готовой детали верхнюю стенку П-образного профиля, загибают участки, образующие у готовой детали боковые стенки П-образного профиля. При этом в одном из вариантов шейку на опоре для пружины выполняют осадкой, расплющивая эту опору в продольном направлении, а в другом - шейку выполняют развальцовкой или раздачей краев отверстия в торцевом дне опоры для пружины. Технический результат заключается в сокращении времени и стоимости изготовления крепежной детали. 4 н. и 9 з.п. ф-лы, 10 ил.

Комментарии