Способ изготовления трубопровода для капельного орошения с приваренными внутренними выпускными элементами и устройство для его осуществления - RU2062234C1
Код документа: RU2062234C1
Чертежи
Описание
Изобретение относится к технологии введения элементов в пластмассовую трубку в ходе ее выдавливания и закрепления этих элементов на внутренней поверхности трубки в заранее определеннных положениях, в частности к способам и устройствам для производства трубопроводов для капельного орошения, имеющих дискретно расположенные излучающие элементы, закрепленные на внутренней поверхности трубопровода.
Известен способ изготовления выдавливанием сжимаемых трубок, который содержит стадию выдавливания непрерывной трубки через поперечную головку и последующего помещения в трубку содержимого, за счет чего вокруг этого содержимого формируется трубка /патент США N 2484965, кл. В 29 С 27/02, 1949 /.
В известном способе трубку выдавливают с помощью угловой форсунки выдавливающей поперечной головки/, а цилиндрические элементы последовательно подают в головку с помощью соответствующего толкательного механизма.
Наиболее близким по технической сущности к изобретению является способ изготовления трубопровода для капельного орошения с приваренными внутренними выпускными элементами, заключающийся в том, что непрерывно выдавливают трубопровод из экструзионной головки с первым наружным диаметром и первой линейной скоростью, подают выпускные элементы в экструзионную головку параллельно ее оси, центрируя их относительно выдавливаемого трубопровода, приводят выпускные элементы и выдавливаемый материал трубопровода в сварной контакт друг с другом, охлаждают трубопровод с расположенными внутри него выпускными элементами и выполняют отверстия в трубопроводе в заданном месте для образования каналов выхода капель из выпускных элементов /патент США N 3981452, кл. В 05 В 15/00, 1976/.
Для осуществления способа служит устройство для изготовления трубопровода для капельного орошения с привареннными внутренними выпускными элементами, содержащее последовательно расположенные экструзионную головку с аксиальным каналом, охлаждающее средство, средство пробивки отверстий в трубопроводе и средство вытяжки трубопровода для протягивания его с заданной линейной скоростью, расположенный соосно аксиальному каналу головки несущий элемент для выпускных элементов, средство подачи выпускных элементов и средство их перемещения для приведения в сварной контакт с выдавливаемым материалом трубопровода /патент США N 3981432, кл. В 05 В 15/00, 1976/.
Однако в известных технических решениях элемент, который должен быть помещен в трубку, независимо от его природы имеет цилиндрическую форму и полностью упаковывается в выдавленную трубку.
Техническим результатом изобретения является изготовление трубопровода с внутренними выпускными элементами, имеющими не кольцевое поперечное сечение и ограниченную глубину проникновения в трубопровод, составляющую менее половины его диаметра, и исключение механических напряжений в трубопроводе при сварке.
Для достижения технического результата в способе изготовления трубопровода для капельного орошения с приваренными внутренними выпускными элементами, заключающемся в том, что непрерывно выдавливают трубопровод из экструзионной головки с первым наружным диаметром и первой линейной скоростью, подают выпускные элементы в экструзионную головку параллельно ее оси, центрируя их относительно выдавливаемого трубопровода, приводят выпускные элементы и выдавливаемый материал трубопровода в сварной контакт друг с другом, охлаждают трубопровод с расположенными внутри него выпускными элементами и выполняют отверстия в трубопроводе в заданном месте для образования каналов выхода капель из выпускных элементов, согласно изобретению после выдавливания из экструзионной головки трубопровод подают через промежуточную зону в блок калибровки для придания ему второго наружного диаметра, меньшего первого наружного диаметра, и второй линейной скорости, превышающей первую линейную скорость. При этом выпускные элементы, имеющие некруглую форму и поперечный размер, меньше половины диаметра трубопровода, удерживают над областью поддержки, коаксиальной выдавливаемому трубопроводу, перемещая их от первого конца области поддержки в экструзионной головке до противоположного ее конца у впускного отверстия блока калибровки и последовательно ускоряя выпускные элементы до второй линейной скорости трубопровода, причем приведение выпускных элементов в контакт с выдавливаемым материалом трубопровода осуществляют при достижении трубопроводом и выпускными элементами второй линейной скорости, которую выдерживают до приваривания выпускного элемента к трубопроводу, а перед выполнением отверстия в трубопроводе определяют положение в нем приваренных выпускных элементов.
Устройство для изготовления трубопровода для капельного орошения с приваренными
внутренними выпускными элементами, содержащее последовательно расположенные экструзионную головку с аксиальным каналом, охлаждающее средство, средство пробивки отверстий в трубопроводе и средство
вытяжки трубопровода для протягивания его с заданной линейной скоростью, расположенный соосно аксиальному каналу головки несущий элемент для выпускных элементов, средство подачи выпускных элементов и
средство их перемещения для приведения в сварной контакт с выдавливаемым материалом трубопровода, согласно изобретению снабжено блоком калибровки, расположенным после экструзионной головки через
промежуточную зону, причем один конец несущего элемента расположен в аксиальном канале экструзионной головки, а второй противоположный его конец
у впускного отверстия блока калибровки. При
этом средство перемещения выпускных элементов снабжено элементами для последовательного их ускорения до линейной скорости трубопровода и перемещения выпускных элементов вдоль несущего элемента до
контактирования их с трубопроводом и приваривания к нему на противоположном конце несущего элемента при достижении выпускными элементами линейной скорости трубопровода. Кроме того, несущий элемент
снабжен средством жидкостного охлаждения. Несущий элемент имеет направляющую поверхность для удерживания выпускных элементов.
В описываемом изобретении выпускные элементы, которые должны быть присоединены с помощью тепловой сварки к трубопроводу, приводятся в контакт с ним, только когда последний достигает своей второй постоянной линейной скорости, причем скорость движения выпускных элементов при их приведении в контакт с экструдированным трубопроводом равна этой второй линейной скорости. Одновременно обеспечивается положение, когда выпускные элементы поддерживаются, находясь в контакте с трубопроводом, до тех пор, пока не оказываются надежно присоединены путем тепловой сварки к самому трубопроводу.
Таким образом, удается обеспечить положение, когда контакт и сварка между выпускным элементом и трубопроводом происходят при движении обоих с одной и той же скоростью и после того, как трубопровод приобрел свой окончательный внешний диаметр. В результате этого сварка осуществляется без создания в трубопроводе каких-либо нежелательных напряжений и поэтому без воздействия на стабильность процесса экструзии и на качество экструдированного трубопровода. Кроме того, процесс прохождения трубопровода между экструзионной головкой и участком калибровки сопровождается непрерывным вытягиванием или растягиванием стенок трубопровода, которое прекращается, когда трубопровод приближается к своему окончательному диаметру, а его скорость к окончательной линейной скорости. В изобретении предусматривается, что выпускные элементы не приваривают к трубопроводу в то время, когда происходит это вытягивание, с учетом того, что любая попытка осуществить приваривание выпускных элементов к вытягиваемой трубе привела бы либо к смазыванию поверхности выпускного элемента вытягиваемым трубопроводом, либо к повреждению стенки трубопровода в области вокруг сварного шва.
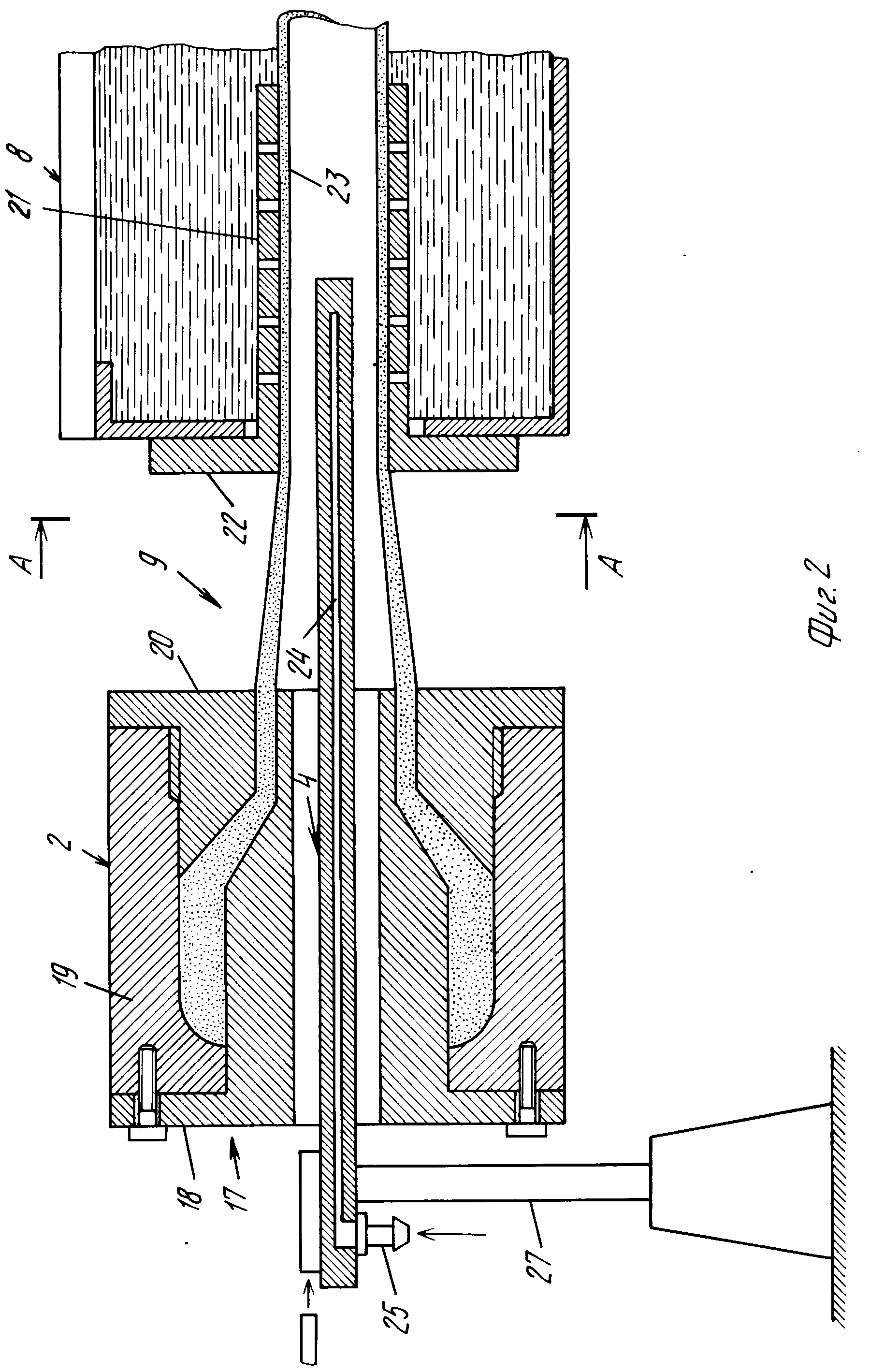
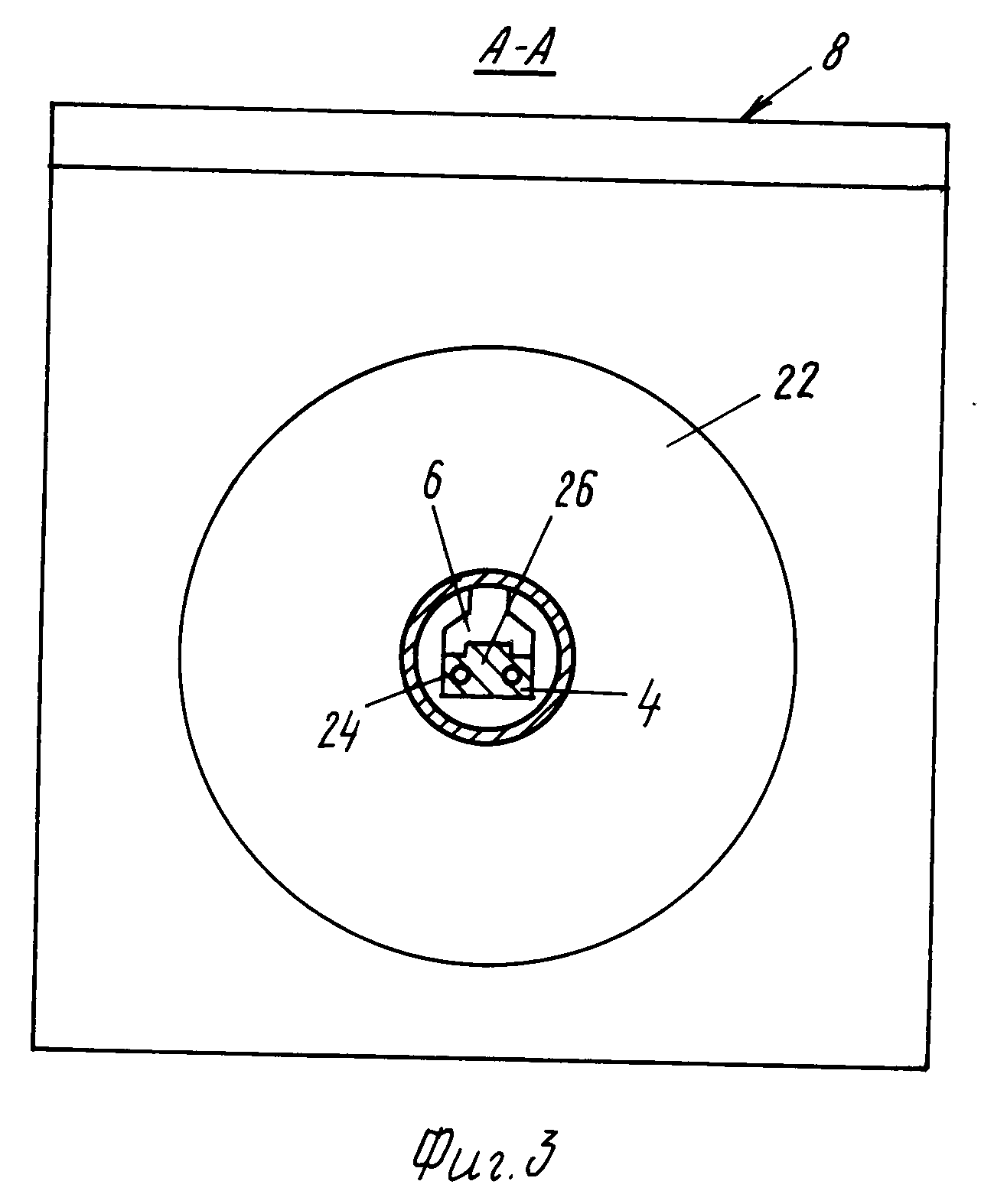
На фиг. 1 изображен общий вид установки для выдавливания трубопроводов для капельного орошения в соответствии с настоящим изобретением; на фиг.2 - продольный частичный разрез установки на фиг.1; на фиг.3 поперечное сечение А-А установки на фиг.2; на фиг.4,5 поперечное сечение различных несущих и выпускных элементов.
Устройство для изготовления трубопровода для капельного орошения с приваренными внутренними выпускными элементами /фиг.1/ содержит выдавливатель 1, снабженный экструзионной головкой 2, имеющей коаксиальный канал 3, через который соосно проходит удлиненный несущий элемент 4. Входной конец 4а несущего элемента 4 состыкован со средством подачи, включающим питатель 5, из которого последовательно могут подаваться выпускные элементы 6 на входной конец несущего элемента 4.
Блок калибровки 8 расположен после головки 2 и отделен от нее промежуточной зоной 9. Выходной конец 4в несущего элемента 4 выступает внутрь блока 8. После блока 8 расположено охлаждающее средство в виде множества охлаждающих элементов 10, за которыми следует средство 11 пробивки отверстий, средство 12 вытяжки трубопровода 13 и механизм 14 намотки трубопровода.
Средство перемещения 15 выпускных элементов расположено у входного конца 4а несущего элемента 4 и снабжено толкателем 16, расположенным соосно несущему элементу 4. Средство перемещения может быть выполнено, например, механическим, электромеханическим или гидравлическим, так чтобы обеспечивать смещение толкателя 16 в любой момент времени по заданному закону. Средство перемещения выпускных элементов снабжено элементами /на чертеже не показаны/ для последовательного их ускорения до линейной скорости трубопровода и перемещения выпускных элементов вдоль несущего элемента до контактирования их с трубопроводом и приваривания к нему на противоположном конце несущего элемента при достижении выпускными элементами линейной скорости трубопровода.
Экструзионная головка 2 /фиг.2/ содержит оправку 17, имеющую направленный наружу фланец 18, привинченный к цилиндрической втулке 19, в которой имеется штамп 20, при этом между штампом 20 и оправкой 17 имеется промежуток, через который выдавливается трубопровод 13.
Блок калибровки 8 отделен от головки 2 промежуточной зоной 9 и содержит калибровочную трубку 21, выполненную за одно с фланцем 22 калибратора, который прикреплен к стенке блока 8, причем последний наполнен охлажденной водой в вакууме. Несущий элемент 4 проходит через аксиальный канал 3 в головке 2, промежуточную зону 9 и аксильное отверстие 23 калибровочной трубки 21. При этом один конец его расположен в канале 3, а второй у впускного отверстия блока калибровки.
Несущий элемент выполнен /фиг.3/ в виде пары трубок 24, которые проходят вдоль несущего элемента и служат для подачи охлаждающей воды от впускного ниппеля 25.
Несущий элемент 4 имеет вверху аксиально направленный выступ 26 ( направляющую поверхность), попадающий в соответствующий паз, образованный в основании выпускного элемента 6, за счет чего последний удерживается и выстраивается в линию. Несущий элемент 4 удерживается на входном его конце с помощью держателя 27.
Способ изготовления трубопровода реализуется при работе устройства.
Пластмассовый материал из выдавливателя 1 попадает в головку 2 и выходит из нее на первой линейной скорости в виде расплавленного трубопровода большого диаметра 13. Под действием силы сцепления от средства 12 вытяжки трубопровод 13 проходит через ближайшее отверстие калибровочной трубки 21, и толщина стенки уменьшается до ее окончательного размера при движении на второй, более высокой скорости. По мере прохождения трубопроводом 13 на второй линейной скорости через блок калибровки 8 и охлаждающие элементы 10 он охлаждается, пока не достигнет своего окончательного состояния.
Одновременно с этим на входной конец 4а несущего элемента 4 подаются выпускные элементы 6 и перемещаются с помощью толкателя 16 вдоль несущего элемента 4, ускоряясь до линейной скорости, соответствующей второй линейной скорости трубопровода, до тех пор, пока верхняя поверхность каждого выпускного элемента 6 не придет в соприкосновение с внутренней поверхностью трубопровода, когда последний находится все еще в полурасплавленном состоянии и достиг второй линейной скорости. Следовательно, каждый выпускной элемент 6 начинает привариваться к внутренней поверхности трубопровода, перемещаясь вдоль несущего элемента со скоростью, равной второй линейной скорости трубопровода, до тех пор, пока за время, когда выпускной элемент достигнет края несущего элемента, он окажется твердо приваренным к трубопроводу.
Смещение выпускных элементов 6 с использованием толкателя 16 может осуществляться непосредственно или через один или более промежуточных элементов.
Видно, что в течение всего времени несущий элемент никогда не касается трубопровода и удерживает на своей поверхности выпускные элементы вдали от тех поверхностей выпускных элементов, которые привариваются к трубопроводу.
Промежутки между выпускными элементами 6 внутри трубопровода 13 определяются временными интервалами между последовательными смещениями этих элементов 6 вдоль несущего элемента 4.
После того, как выпускные элементы 6 будут приварены к трубопроводу 13 и последний выйдет из последнего охлаждающего элемента 10, определяется положение выпускного элемента 6 в трубопроводе 13, и затем трубопровод 13 проходит мимо блока 11 пробивки отверстий, где пробивается отверстие в местах, соответствующих выпускным каналам этих элементов. Трубопровод 13 с приваренными внутри него выпускными элементами наматывается с помощью механизма 14.
Тогда как в варианте, показанном на фиг.2 и 3, выпускные элементы 6 расположены на несущем элементе 4 /в последующих вариантах это показано на фиг. 4 и 5/, несущий элемент может быть сконструирован так, что выпускные элементы легко снимаются с него и устанавливаются на него.
Более того, тогда как в описанном выше варианте несущий элемент 4 выступает в блок калибровки 8, что гарантирует контакт между выпускными элементами и трубопроводом и обеспечивается полная приварка этих элементов к трубопроводу при постоянной скорости, вместе с тем в альтернативном варианте несущий элемент 4 может выступать только в область впускного канала несущего элемента 4.
В результате сварки выпускных элементов 6 с трубопроводом 13 не возникает механических напряжений в трубопроводе и не нарушается стабильность процесса вытяжки и качество полученного трубопровода. ЫЫЫ2 ЫЫЫ4
Реферат
Использование: изобретение относится к технологии введения элементов в пластмассовую трубу в ходе ее выдавливания и закрепления этих элементов на внутренней поверхности трубки в заранее определенных положениях, в частности к способам и устройствам для производства трубопроводов для капельного орошения, имеющих дискретно расположенные излучающие элементы, закрепленные на внутренней поверхности трубопровода. Сущность изобретения: устройство для изготовления трубопровода для капельного орошения с приваренными внутренними выпускными элементами снабжено блоком калибровки, расположенным после экструзионной головки через промежуточную зону. Один конец несущего элемента расположен в аксиальном канале экструзионной головки, а второй противоположный его конец - у впускного отверстия блока калибровки. Средство перемещения выпускных элементов снабжено элементами для последовательного их ускорения до линейной скорости трубопровода и перемещения выпускных элементов вдоль несущего элемента до контактирования их с трубопроводом и приваривания к нему на противоположном конце несущего элемента при достижении выпускными элементами линейной скорости трубопровода. Кроме того, несущий элемент снабжен средством жидкостного охлаждения. Несущий элемент имеет направляющую поверхность для удерживания выпускных элементов. В способе изготовления трубопровода для капельного орошения с приваренными внутренними выпускными элементами после выдавливания из экструзионной головки трубопровод подают через промежуточную зону в блок калибровки для придания ему второго наружного диаметра, меньшего первого наружного диаметра, и второй линейной скорости, превышающей первую линейную скорость. Выпускные элементы, имеющие некруглую форму и поперечный размер, меньше половины диаметра трубопровода, удерживают над областью поддержки, коаксиальной выдавливаемому трубопроводу. Выпускные элементы перемещают от первого конца области поддержки в экструзионной головке до противоположного ее конца у впускного отверстия блока калибровки. Выпускные элементы последовательно ускоряют до второй линейной скорости трубопровода. Приведение выпускных элементов в контакт с выдавливаемым материалом трубопровода осуществляют при достижении трубопроводом и выпускными элементами второй линейной скорости. Вторую линейную скорость выдерживают до приваривания выпускного элемента к трубопроводу. Перед выполнением отверстия в трубопроводе определяют положение в нем приваренных выпускных элементов. 2 с. и ф-лы, 2 з.п.ф-лы, 5 ил.

Комментарии