Станок для установки спиц между втулкой и ободом колеса - RU2085405C1
Код документа: RU2085405C1
Чертежи
Описание
Изобретение относится к станкам для сборки колес транспортных средств.
Известен станок для установки спиц между втулкой и ободом колеса, включающий опору для поддерживания втулки с возможностью ее вращения, опорные ролики для поддерживания обода концентрично втулке, привод вращения обода вокруг оси колеса, систему подачи наконечников в отверстия обода, отвертку с приводом вращения для навинчивания наконечников на соответствующие спицы, приспособление для регулирования положения отвертки и спиц, а также блок контроля натяжения спиц с зажимом (авт. св. СССР N 1465511, B 60 B 31/02, 1986 г.).
В известном станке втулка с продетыми спицами расположена фиксированно, а обод зажат в направляющих роликах с тем, чтобы поддерживать спицы. Обод вращается благодаря механическому делительному механизму так, чтобы отверстия наконечников были бы расположены практически напротив отвертки. Отвертка расположена перпендикулярно ободу. Отвертка состоит из пальца для ее центрирования внутри наконечника с тем, чтобы получить необходимое расположение. Благодаря неточностям в расположении отверстий наконечников, заеданию делительной системы и изменениям в направлении отвертки и спиц, часто случается, что палец отвертки не попадает в отверстие наконечника, или что наконечник не входит в отверстие наконечника в ободе, или что наконечник не наворачивается надлежащим образом на спицу, что приводит, во всех случаях к прерыванию процесса.
Задачей изобретения является преодоление этого недостатка. Это достигается с помощью средства для постоянной точной соосной установки отвертки и каждого набора наконечника спицы и отверстия наконечника в ободе.
В одном из вариантов осуществления станка в соответствии с настоящим изобретением, отвертка и соответствующий зажим спицы устанавливаются на наклоняющихся салазках, посредством которых отвертка и зажим спицы, при фиксированном взаимном положении, подводятся в направлении спиц из двух групп спиц, которые соединены с одним из фланцев втулки.
Таким способом отвертка может быть установлена соосно со спицами обеих групп спиц, и когда отвертка регулирует зажим спицы, который зажимает спицу каждый раз в правильном положении напротив отвертки, он автоматически передвигается вдоль отвертки.
Предпочтительно, чтобы наклоняющиеся салазки предусматривались с подачей наконечника, соединение с отверткой которого идет вслед за регулирующими движениями этой отвертки.
Благодаря этому признаку может иметь место надлежащая подача наконечников к отвертке вне зависимости от положения отвертки.
Будет получено преимущество, если зажим спицы будет предусмотрен вместе с датчиком, чувствующим наличие спицы внутри зажима спицы и со средствами управления для закрытия зажима вокруг спицы в ответ на сигнал датчика.
Такой датчик может привести к увеличению скорости работы устройства, когда спицы просовываются вручную, в то время как этот датчик увеличивает надежность, когда спицы просовываются механически.
Для достижения более быстрой работы станка и, следовательно, для увеличения его производительности существует возможность для оснащения двумя отвертками для практически одновременной установки двух наконечников на две спицы одной из упомянутых групп спиц.
Наиболее предпочтительный вариант осуществления станка в соответствии с изобретением отличается тем, что упомянутые средства центрирования включают в себя сканирующие и записывающие средства для определения и фиксации в памяти средств управления положения отверстий в ободе.
Благодаря сканирующим и регистрирующим средствам возможно определение точного положения каждого отдельного отверстия наконечника и фиксирование этого положения в памяти средств управления. В результате становится возможным определение часто случающихся отклонений положения отверстий наконечника в ободе и его компенсации.
Предпочтительно, чтобы эти сканирующие и регистрирующие средства включали в себя оптические сканирующие средства в виде прибора с зарядовой связью и обеспечивали относительное расположение отвертки и обода как функции положений отверстий обода, зафиксированных сканирующими и регистрирующими средствами.
В варианте осуществления изобретения, включающем в себя две отвертки, предпочтительно, чтобы обе отвертки были смещены друг относительно друга как функция относительных положений соответствующей пары отверстий в ободе, зафиксированных сканирующими и регистрирующими средствами.
Для дальнейшего улучшения работы станка, он может включать в себя средства для определения диаметра каждого обода в положении основания обода. Это определение диаметра может быть абсолютным или относительным по отношению к среднему размеру. Если измеренный диаметр меньше, чем средняя величина, средства управления могут позволять наконечникам навинчиваться далее на спицы и наоборот. В результате этого изменения в диаметре ободов компенсируются и получаются хорошо натянутые колеса.
На чертежах схематически изображены примеры вариантов осуществления изобретения.
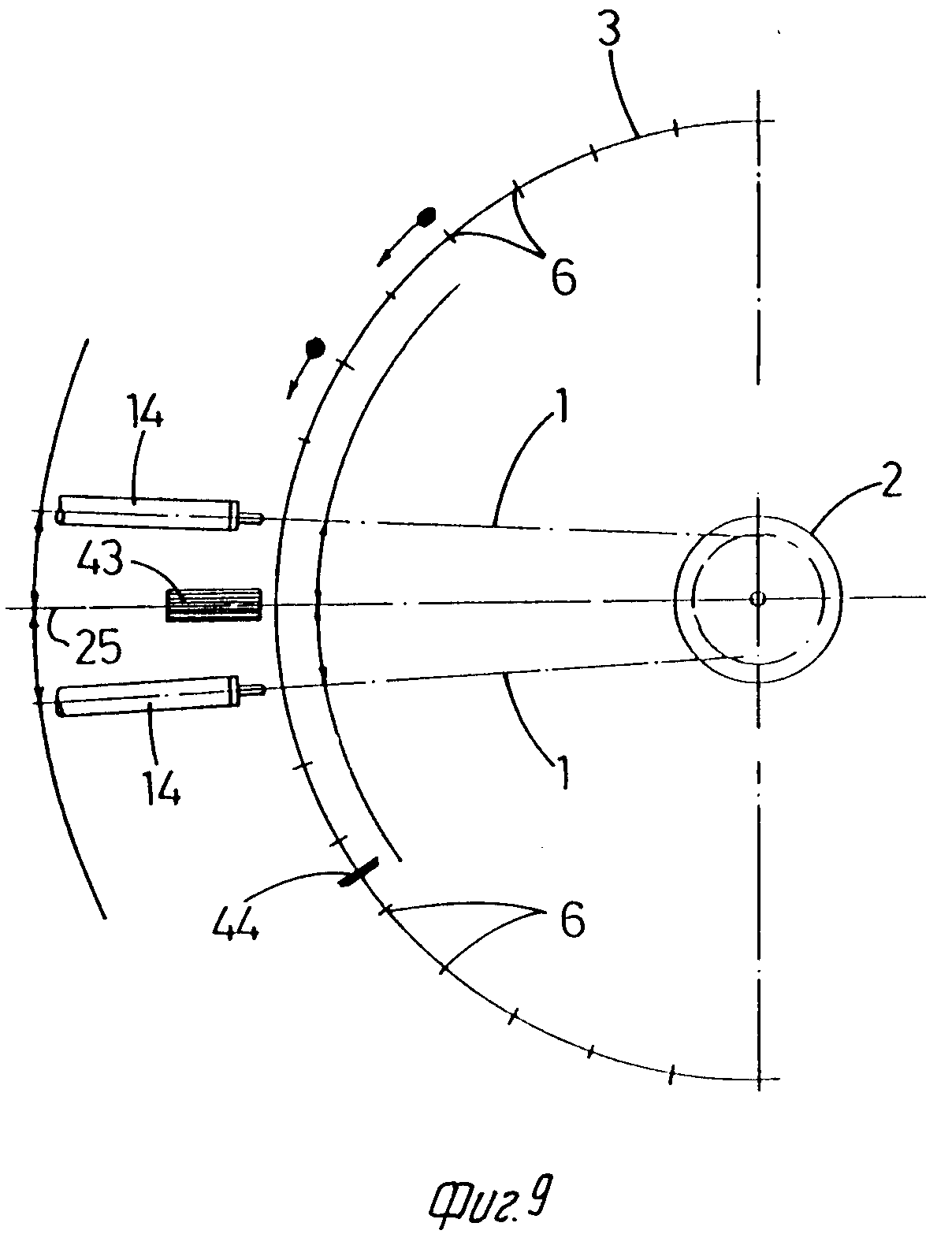
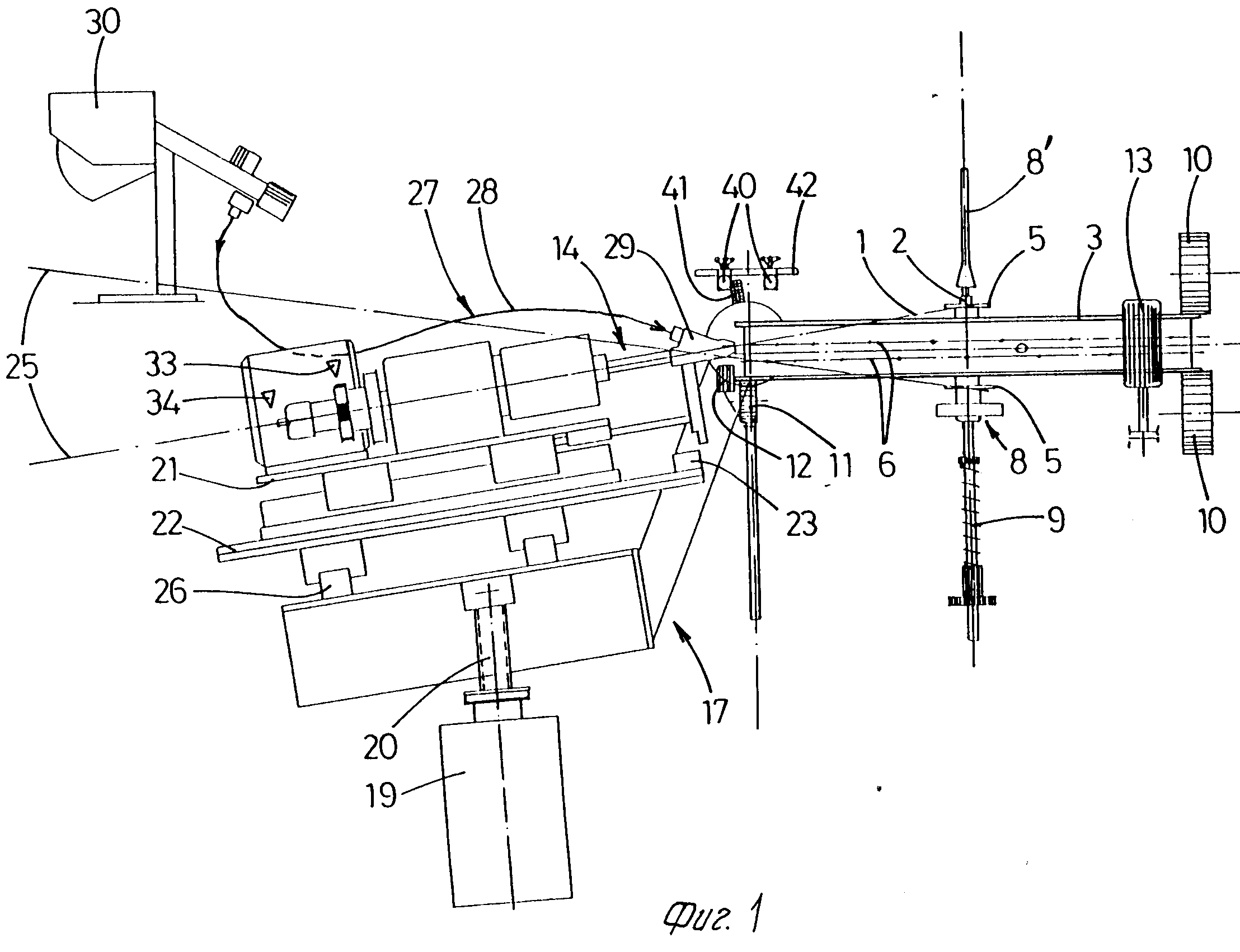
Фиг. 1 и 2 схематические виды сбоку варианта осуществления станка в соответствии с изобретением в двух различных положениях, в которых для большей ясности некоторые части изображены только на фиг. 1, а другие части только на фиг. 2; фиг. 3 схематический вид сверху на станок по фиг. 1 и 2; фиг. 4 - фрагмент IV фиг. 2 в увеличенном масштабе и в разрезе; фиг. 5 фрагмент V фиг. 2 в увеличенном масштабе; фиг. 6 вид по стрелке VI на фиг. 5; фиг. 7 - схематическое изображение сканирования отверстий в ободе колеса со спицами; фиг. 8 вид в изометрии части обода, обладающей шаблоном отверстий; фиг. 9 - очень схематический вид сверху на колесо со спицами и на отвертки для наконечников.
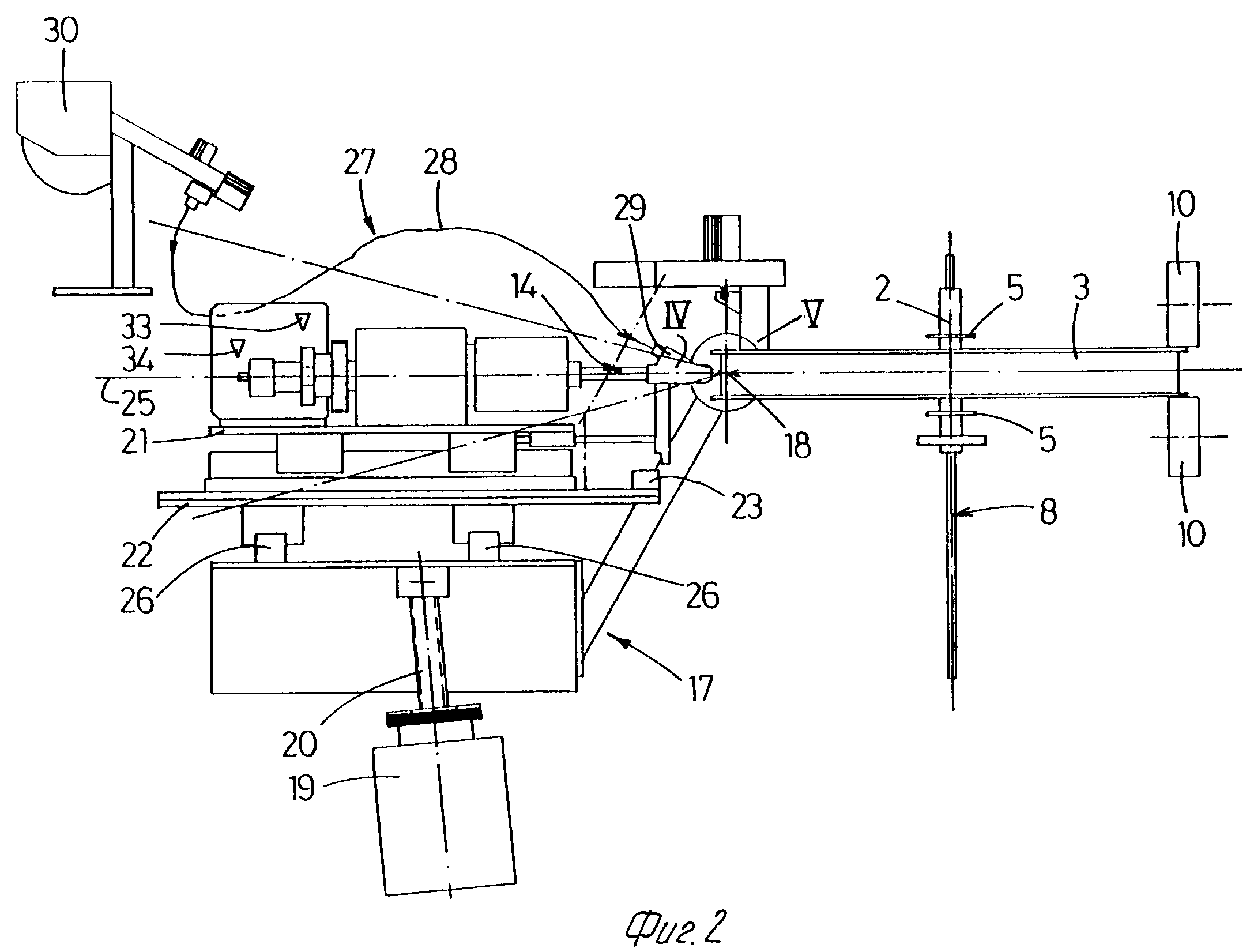
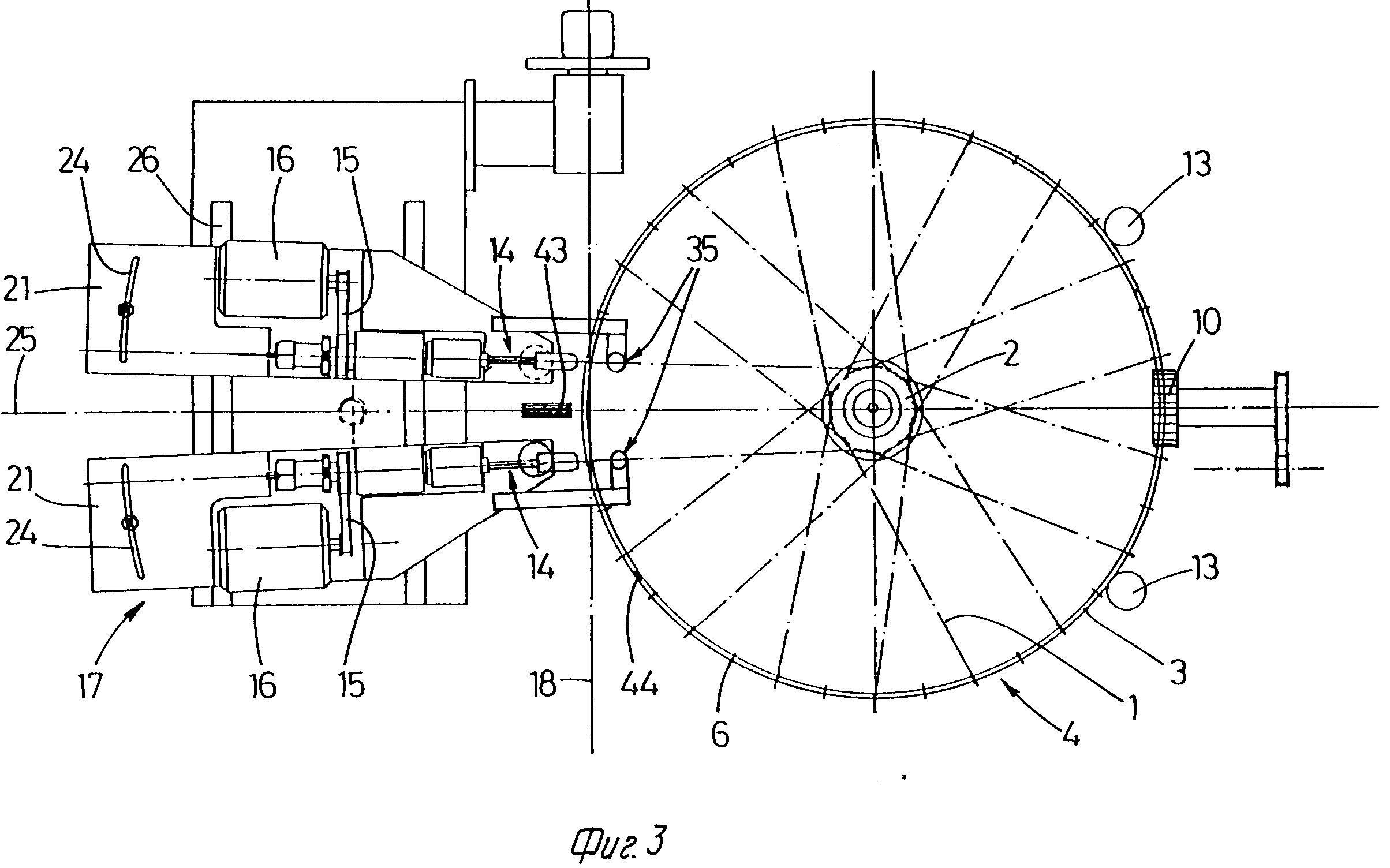
На фиг. 1-3, изображен станок для установки спиц 1 между втулкой 2 и ободом 3 колеса 4. Он предназначен для просовывания каждой спицы 1 через отверстия в обоих фланцах 5 втулки и дальнейшего введения их конца, который оснащен резьбой, в соответствующее отверстие 6 наконечника в ободе 3, после чего наконечник 7 ввинчивается через отверстие 6 на резьбу каждой спицы 1. Спицы разделены на две группы, спицы 1 одной из групп соединены с одним фланцем 5 втулки 2, в то время как спицы 1 другой группы соединены с другим фланцем втулки 2. Спицы 1 из обеих этих групп альтернативно прикреплены к ободу 3.
Станок в соответствии с изобретением включает в себя опору 8 втулки, установленную на раме (не показана) посредством регулируемой пружины 9. Втулка 2 колеса 4 со спицами свободно перемещается и вращается в опоре 8 втулки, а втулка 2 поддерживается в вертикальном положении гибким зажимом 8 втулки, который раздвигается, когда втулка 2 вставляется или извлекается.
Обод 3 колеса 4 со спицами опирается на один из приводных роликов 10 с одной стороны, и на два, диаметрально расположенных и регулируемых в вертикальном направлении, ролика 11 опоры обода с другой стороны. Приводные ролики 10 в общем случае приводятся в действие шаговым двигателем (не показан) для вращения обода вокруг его оси. Рядом с роликами 11 опоры обода расположены боковые позиционные ролики 12, а сбоку от приводных роликов 10 расположены ролики 13 давления, предназначенные для установки обода 3 колеса 4 со спицами напротив позиционных роликов 12.
Сбоку от позиционного ролика 12 обода предусмотрены средства для установки и затяжки наконечников 7 на соответствующих спицах 1 колеса 4. Эти средства включают в себя две отвертки 14, каждая из которых приводится во вращение посредством электродвигателя 16 через передаточный механизм 15. Отвертки 14 установлены на наклоняющихся салазках, отмеченных позицией 17, и наклоняющихся по отношению к оси 18 для центрирования отверток 14 со спицами 1 упомянутых групп спиц каждого колеса 4. Наклоняющиеся салазки 17 наклоняются по отношению к оси 18 благодаря электродвигателю 19, оснащенному ходовым винтом 20. Опора 8 втулки и ролики 10, 13 привода и давления подводятся и отводятся от наклоняющихся салазок 17 с тем, чтобы быть приспособленными к различным типам и размерам ободов 3. Когда обод 3 установлен надлежащим образом, поперечная ось 18 практически проходит через те отверстия 6 наконечника обода 3, которые расположены напротив отверток 14.
Каждая отвертка 14 установлена на наклоняющихся салазках 17 посредством двух вспомогательных платформ 21 и 22, из которых первая вспомогательная платформа вращается вокруг вала 23 рядом с кончиком отвертки 14 по дуге канавки 24. Благодаря этому появляется возможность отрегулировать угол между отвертками 14 и продольной осью 25, проходящей через центр опоры 8 втулки. Вторая вспомогательная платформа 22 каждой отвертки 14 регулируется вдоль направляющих 16, выступающих параллельно поперечной оси 18 для настройки расстояния от отверток 14 до упомянутой продольной оси 25.
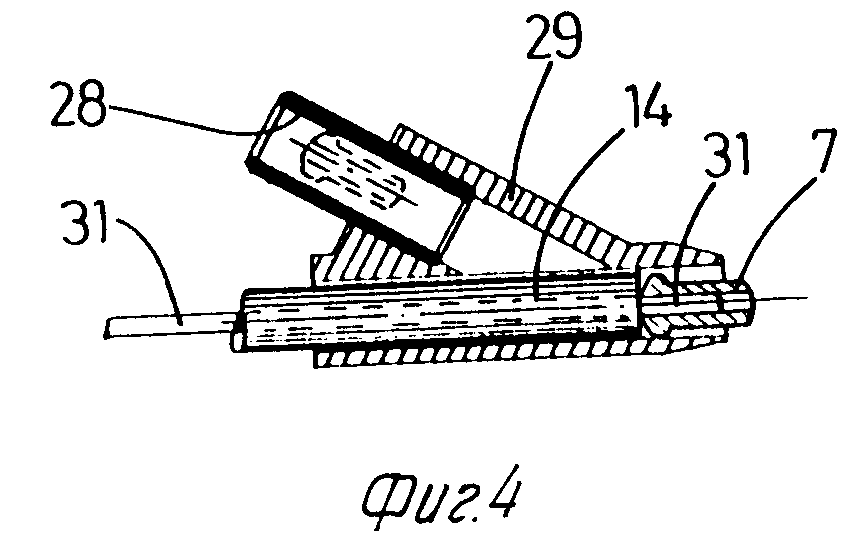
Для подачи наконечников 7 к каждой отвертке 14 по надлежащему пути, каждая отвертка 14 оснащена своей собственной подачей 27 наконечника, в которой гибкая трубка 28 подачи наконечника переходит в раструб 29, устанавливающий каждый наконечник 7 по линии с передним краем отвертки 14, как показано на фиг. 4. Наконечники 7 направляются из магазина 30 через трубку 28 подачи наконечников к раструбу 29 посредством сжатого воздуха. Упомянутый наконечник 7 зажимается в раструбе 29 напротив отведенной отвертки 14 посредством отводимых зажимных средств (не показаны). После чего отвертка 14 продвигается вперед, а палец 31 отвертки 14 вводится в отверстие наконечника 7. Этот палец 31 проходит через полый вал 32 отвертки 14. Число оборотов полого вала 32 каждой отвертки 14, применяемое для затяжки наконечника 7, может быть зарегистрировано посредством датчика или бесконтактного выключателя 33, а продольное смещение пальца 31 по отношению к полому валу 32, применяемое для затяжки наконечника 7, может быть определено датчиком или бесконтактным выключателем 34. К работе этого мы вернемся позднее.
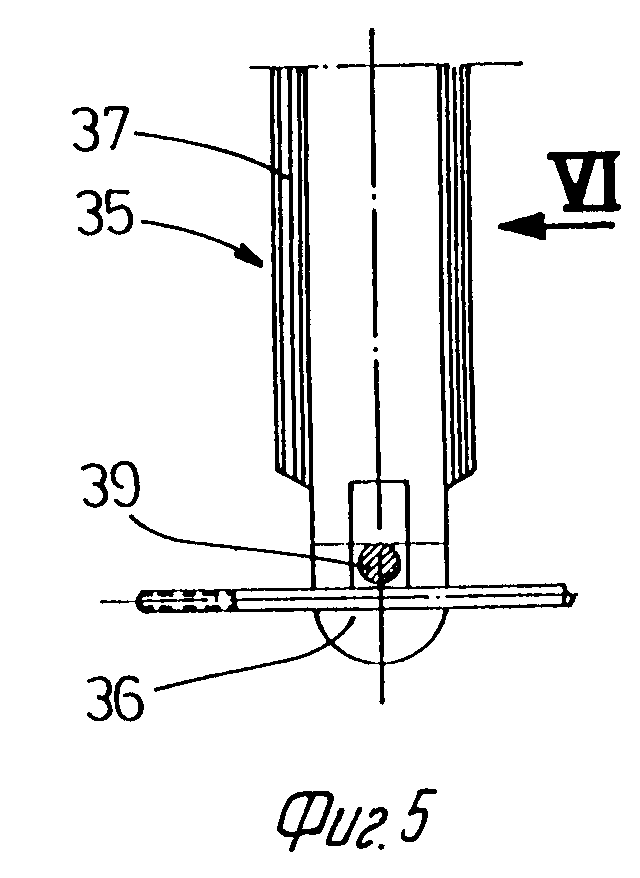
Каждая вспомогательная платформа 21 обеих отверток 14 оснащена зажимом 35 спицы для зажима спицы 1 прямо напротив отвертки 14. На фиг. 5 и 6 подробно показан нижний край зажима 35, зажимающий спицу 1. Зажим 35 спицы включает в себя опору 36 для спицы 1 и гильзу 37 скольжения, обладающую своим нижним концом и V-образной прорезью 38 для удержания спицы в одной точке. Опора 36 зажима 35 спицы оснащена датчиком или бесконтактным выключателем 39, который предусмотрен для определения наличия спицы 1 на опоре 36 зажима 35 спицы и для передачи сигнала к средствам управления устройством с тем, чтобы гильза 37 зажима 35 спицы передвигалась бы вниз, а зажим 35 спицы был бы закрыт. Затем соответствующая спица 1 располагается точно по центру с соответствующей отверткой 14, так как зажим 35 спицы следует за всеми регулирующими движениями соответствующей отвертки 14. Предпочтительно, чтобы зажимы 35 спицы располагались как можно ближе к соответствующим отверткам 14.
На фиг. 1 в дальнейшем изображены бесконтактные выключатели 40 для определения наклона наклоняющихся салазок 17 по отношению к поперечной оси 18 с целью настройки этих отверток 14 по отношению к соответствующим группам спиц каждого колеса 4 со спицами. Бесконтактные выключатели 40 связаны со счетными средствами 41 на наклоняющихся салазках 17 и настраиваются тем или иным образом, например, скользящими вдоль направляющей 42 с целью приведения угла наклона наклоняющихся салазок 17 к углу спиц 1 по отношению к горизонтальной плоскости.
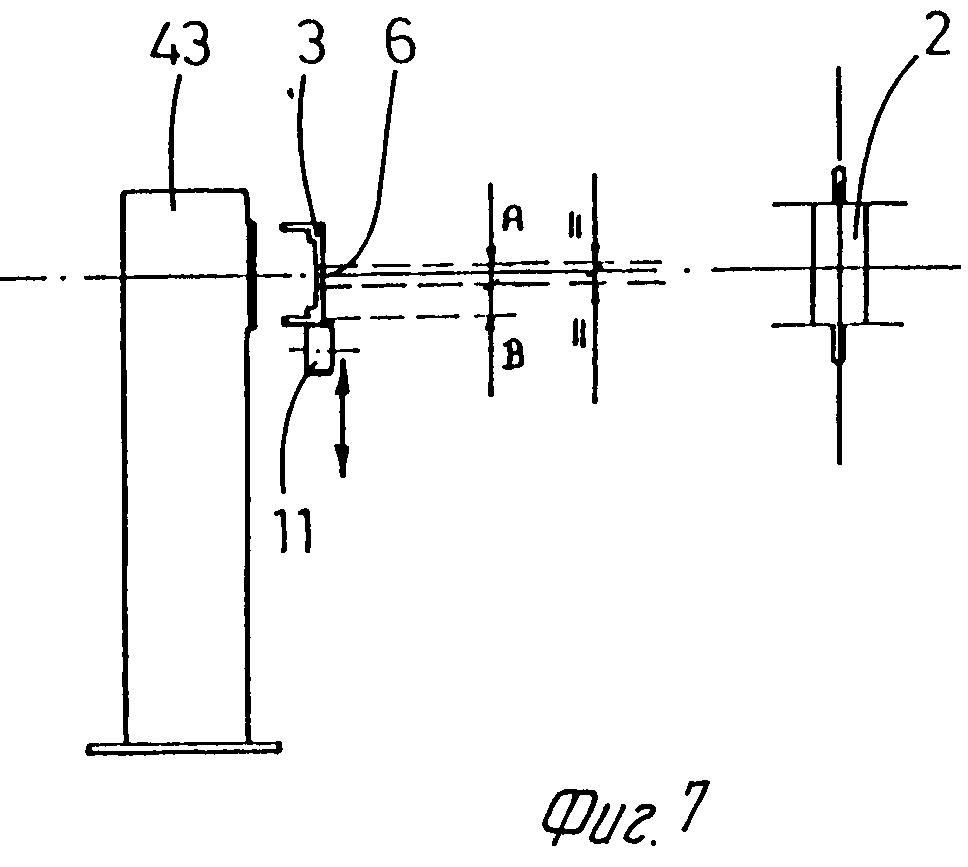
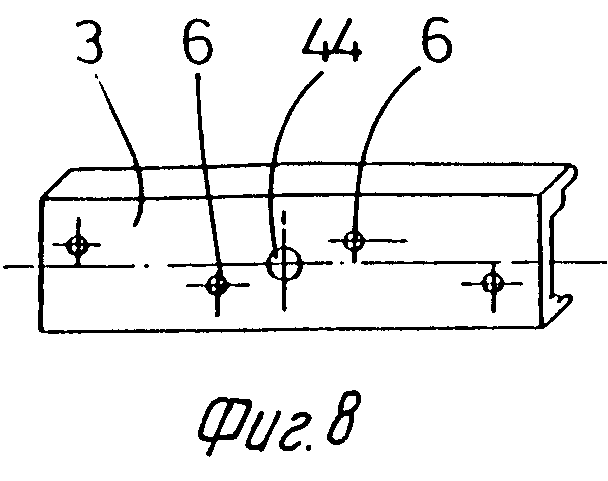
На фиг. 7 очень схематично изображены сканирующие средства, в данном случае в виде прибора 43 с зарядовой связью для сканирования каждого обода 3 с целью определения точного положения всех отверстий 6 наконечника в ободе 3 и для их фиксации в памяти средств управления устройства. Как высота оси каждого отверстия 6 по отношению к нижнему краю обода, так и взаимное расположение каждого отверстия 6 по окружности обода 3 определяются и фиксируются. В настоящем случае центр отверстия 44 под ниппель в ободе 3 используется в качестве базовой точки. Благодаря этим сканирующим средствам 34 обеспечивается периодическая круговая подача обода 3 так, чтобы каждый раз отверстие 6 обода 3 располагалось прямо напротив наконечника 7 в отвертке 14. Затем сканирующие средства 43 также определяют является ли соответствующий обод так называемым ободом 1, таким как показанный на фиг. 8, или ободом 2, в котором первое отверстие 6 наконечника с правой стороны отверстия 44 под ниппель находится ниже центральной плоскости обода 3.
Работа станка.
Сначала обод 3 расположен на нижнем приводном ролике 10 и роликах 11 опоры обода, а затем верхний приводной ролик 10 и ролики 13 давления вводятся в зацепление с ободом 3. Наклоняющиеся салазки 17 регулируются или уже заранее отрегулированы на тип колеса 4.
Впоследствии обод 3 вращается вокруг своей оси благодаря приводным роликам 10 и соответствующему шаговому двигателю. Прибор 43 с зарядовой связью сканирует внешнюю окружность обода 3, с целью определения положений всех отверстий 6 наконечников так же, как положения отверстия 44 под ниппель, служащему в качестве базовой точки, для занесения их в память средств управления устройством.
Во время сканирующего оборота обода 3 втулка 2 расположена на опоре 8 втулки, причем спицы 1 могут быть уже вставлены во фланцы 5 втулки 2 или могут быть вставлены после их размещения в устройстве.
Когда положения отверстий 6 наконечника зафиксированы, двигатель приводных роликов 10 управляется так, чтобы в соответствии с заранее определенной последовательностью два отверстия для спиц одной группы спиц располагались напротив отверток 14. Если угловое расстояние между соответствующими отверстиями 6 наконечника не полностью соответствует угловому расстоянию между отвертками 14, уже настроенными на номинальное угловое расстояние между двумя отверстиями 6 наконечника, то может быть проведена корректировка. Эта корректировка может включать в себя вращение одной из отверток вокруг вала 23 или небольшое вращение обода 3 после навинчивания одного наконечника 7 на соответствующую спицу 1 посредством одной из отверток 14. Если существует разница по высоте между двумя отверстиями 6 наконечника, то высота обода может быть отрегулирована посредством опорных роликов 11, либо одна или обе отвертки могут быть отрегулированы в вертикальном направлении тем или иным способом.
Когда отверстие 6 наконечника расположено прямо напротив отвертки 14, спица 1 вручную или автоматически устанавливается на опоре 36 зажима 35 спицы, после чего сигнал бесконтактного выключателя 39 вызывает закрытие зажима 35 спицы благодаря средствам управления и установку спицы 1 резьбой напротив или в соответствующем отверстии 6 наконечника. Предварительно втулка 2 колеса 4 со спицами устанавливается немного выше, чем центр обода 3, с целью предотвращения процарапывания обода свободным концом спицы 1 при ее установке в зажим 35 спицы. Когда различные спицы 1 будут натянуты, втулка будет автоматически установлена в центральном положении по отношению к ободу 3 путем нажатия пружины 9.
Навинчивание наконечника 7 на соответствующую спицу 1 происходит управляемым способом. Посредством датчика или бесконтактного выключателя 34 определяется момент, когда конец спицы 1 вошел в контакт с пальцем 31 отвертки 14 во время операции навинчивания наконечника 7. В этом случае палец соскальзывает благодаря спице 1 по отношению к полому валу 32 отвертки, что определяется датчиком или бесконтактным выключателем 34. Начиная с этого момента зацепления или после определенного расстояния скольжения пальца 31 по отношению к полому валу 32, наконечник 7 навинчивается далее на спицу 1 с заранее заданным числом оборотов, которое подсчитывается датчиком или бесконтактным выключателем 33. Число оборотов, за которые наконечник 7 навинчивается на спицу 1, может быть фиксированным в зависимости от типа колеса 4 со спицами. Также существует возможность изменять число оборотов наконечника 7 в зависимости от отклонений диаметра определенного обода 3 по отношению к номинальному размеру. Это отклонение измеряется, а требуемое число оборотов наконечников 7 рассчитывается на его базе. Если диаметр обода 3 в положении основания немного меньший, чем номинальный размер, то число оборотов наконечников 7 должно быть увеличено. При большей величине диаметра обода 3 число оборотов каждого наконечника 7 может быть, наоборот, уменьшено. Таким образом изменения диаметра или окружности ободов 3 компенсируются и одновременно получаются надлежащим образом натянутые колеса 4 со спицами. Отдельно от этого отмечается, что отвертки 14 нагружаются в продольном направлении, когда навинчивается наконечник 7, с целью удержания отвертки в зацеплении с наконечником.
Если обе отвертки 14 завинтили оба наконечника 7 на соответствующие спицы 1, то обод 3 поворачивается на определенный угол так, чтобы следующая партия отверстий 6 наконечника для спиц той же группы была расположена напротив отверток 14. Этот способ повторяется до тех пор пока не будут установлены все спицы одной группы. Затем салазки 17 наклоняются так, чтобы угол между отвертками 14 и горизонтальной плоскостью равнялся бы углу спиц второй группы. В определенных случаях также следует отрегулировать угол между отвертками 14 и продольной осью 25. Если существует разница по высоте между отверстиями 6 наконечников обеих групп спиц, то появляется возможность опорным роликам 11 обода быть автоматически отрегулированными в вертикальном направлении на основании информации, присутствующей в средствах управления. Вслед за этим спицы 1 второй группы могут быть установлены таким образом, как это было описано. Ввиду размеров колеса 4 со спицами, часто будет необходимо устанавливать спицы 1 второй группы одна за другой из-за того, что установка спиц 1 в колесо 4 другим способом будет слишком сложна. В конце этого получится колесо 4 со спицами, содержащее хорошо натянутые спицы 1.
Изобретение не ограничивается вариантом осуществления изобретения, показанного на чертеже в виде примера, который может изменяться в различных воплощениях в пределах объема изобретения.
Реферат
Изобретение относится к станкам для сборки колес транспортных средств. Станок предназначен для установки спиц 1 между втулкой 2 и ободом 3 колеса и содержит опору втулки 2, привод 10 для вращения обода 3, отвертки 14 для навинчивания наконечников на концы спиц 1 через отверстия в ободе 3. Имеется прибор 43 с зарядовой связью, определяющий точное положение отверстий в ободе 3, используемый системой управления для регулирования положения отвертки 14 соосно положению наконечника. 9 з.п. ф-лы, 9 ил.
Комментарии