Способ и устройство для переноса профиля - RU2549794C2
Код документа: RU2549794C2
Чертежи
Описание
Связанные заявки
Настоящая заявка испрашивает приоритет на основании патентной заявки Австралии №2009903508, поданной от имени компании Thingamejig Pty Ltd 28 июля 2009 г.под названием "Способ и устройство для переноса профиля", которая включается в данное описание в качестве ссылки во всей ее полноте и для любых целей.
Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к области деревообработки, мебельного производства и строительной промышленности. В частности, изобретение относится к способу и устройству для переноса профиля базовой поверхности на подгоняемую поверхность. В одном частном аспекте настоящее изобретение пригодно для использования в деревообработке при подгонке встраиваемой мебели к полу, стене или потолку, однако, следует понимать, что настоящее изобретение не ограничено только таким вариантом применения.
Уровень техники
Следует понимать, что обсуждение документов, устройств, постановлений и информации включено в данное описание для того, чтобы пояснить контекст настоящего изобретения. В описании обсуждается также осуществление изобретения и/или установление определенных проблем, связанных с изобретением. Кроме того, в данное описание включено обсуждение таких материалов как документы, устройства или информация для того, чтобы пояснить контекст изобретения с учетом знаний и опыта его автора, при этом такое обсуждение, соответственно, не следует рассматривать как признание того, что какой-либо из этих материалов составляет часть основы известного уровня техники или широко известных знаний в соответствующей области техники в Австралии или где-либо еще во время или ранее даты приоритета настоящего описания и прилагаемой к нему формулы изобретения.
Строительные материалы, используемые в деревообработке, мебельном производстве и в общей строительной промышленности, часто требуют подгонки друг к другу, а также к существующей конструкции, в частности, к полам и стенам. Точная подгонка материалов друг к другу, и в особенности, подгонка к существующим конструкциям требует умения мастера. Поэтому хорошо подогнанные материалы и компоненты могут быть показателями качественной работы. Точная подгонка строительных материалов и компонентов друг к другу может иметь особое значение для элементов интерьера, в частности, для встраиваемой мебели, поскольку она видна с близкого расстояния. Владельцы и пользователи компонентов интерьера, в частности, встраиваемой мебели, предпочитают точно подогнанные соединения и стыки. В случае компонентов типа столов или скамеек, которые подгоняют к полу, точность подгонки имеет дополнительное значение, поскольку она оказывает влияние на функциональность рабочей поверхности в части ее горизонтальности и эстетичного внешнего вида.
При выполнении подгонки соединений деревянных элементов в бытовых и промышленных конструкциях сборщику может потребоваться, например, устранить дефекты и неровности поверхностей соединений подгоняемых деревянных элементов. Для приемлемой подгонки при установке мебели в существующей конструкции, в частности, при монтаже на полах, стенах и потолках, сборщику может требоваться, например, перенос профиля базовой поверхности существующей конструкции на подгоняемую встраиваемую мебель. Этот профиль обычно переносится на соответствующую часть встраиваемой мебели, подгоняемую к базовой поверхности. Затем встраиваемая мебель обрабатывается (т.е., отпиливается, состругивается или обрезается иным способом), чтобы соответствовать перенесенному профилю и, таким образом, обеспечить точную подгонку к базовой поверхности пола, стены или потолка без образования существенных зазоров.
Существует ряд способов переноса профиля базовой поверхности на подгоняемую часть встраиваемой мебели, например, это можно сделать без какой-либо системы, на индивидуальной основе, или воспользоваться некоторыми инструментами, серийно выпускаемыми для этой цели.
В одном примере при подгонке опорного бруса (базовый брус на который устанавливается встраиваемая мебель, в частности, шкафы, скамьи, бытовая радиоэлектронная аппаратура и стеллажи), как правило, требуется горизонтальная установка по уровню верхней стороны, поскольку она является основанием для шкафов и горизонтальных панелей. Для подгонки опорного бруса обычно его кладут на пол и при помощи спиртового уровня устанавливают его горизонтально слева направо и спереди назад. Если пол не является ровным, сборщик удерживает опорный брус во временной горизонтальной позиции, используя ряд подкладок/уплотнений различной толщины, устанавливая их под опорный брус, чтобы зафиксировать его в этой горизонтальной позиции. Величина зазора между полом и опорным брусом может изменяться в зависимости от неровностей и горизонтальности пола.
На следующей операции сборщик должен перенести неровности и горизонтальность пола (его профиль) на опорный брус. Для этого вначале определяется максимальный зазор между поверхностью пола и нижней стороной опорного бруса. В зависимости от состояния пола и длины опорного бруса этот зазор может составлять примерно от 1 миллиметра до примерно 25 миллиметров.
Затем сборщик может подобрать материал или комбинацию материалов/подкладок, равных или несколько превышающих указанный максимальный зазор. Так, например, если максимальный зазор составляет 8 миллиметров, сборщик может использовать небольшой кусок фанеры толщиной примерно 5 миллиметров и 3 куска пластика толщиной примерно по 1 миллиметру, с общей толщиной примерно 8 миллиметров. Сборщик укладывает эти подкладки на пол таким образом, чтобы они почти касались вертикальной поверхности опорного бруса. Затем сборщик поверх пакета прокладок помещает пишущую ручку/карандаш или лезвие ножа таким образом, чтобы их конец контактировал с вертикальной поверхностью опорного бруса. При этом сборщик одной рукой удерживает пишущую ручку/карандаш или лезвие ножа, а другой рукой перемещает пакет прокладок вдоль поверхности пола. Подкладки поднимаются и опускаются по мере перемещения вдоль неровностей пола, при этом пишущая ручка/карандаш или лезвие ножа переносит изображение этих неровностей на поверхность опорного бруса.
Это производится вдоль всей целевой "подгоняемой" поверхности опорного бруса, включая внешние и внутренние углы, которые вступают в контакт с полом. После этого сборщик может использовать электрический рубанок или электрическую ножовочную пилу для того, чтобы обрезать опорный брус в соответствии с линиями профиля, которые нанесены на брус. После окончания этой операции опорный брус согласуется с неровностями пола, а верхняя сторона опорного бруса образует, по существу, горизонтальную поверхность, пригодную для установки шкафов.
Вышеописанный процесс можно также использовать при подгонке вертикальной видимой концевой панели к стене. Кроме того, аналогичный процесс можно использовать для подгонки горизонтальных панелей к стенам и промежуточных панелей между шкафами, потолками и стенами.
При подгонке горизонтальной панели к окружающим стенам она устанавливается, по существу, параллельно или перпендикулярно передним и/или боковым сторонам шкафов. При этом может иметь место выступ относительно передней и задней стороны шкафа в зависимости от внешнего вида и функционального применения, которые требуется получить. После того как горизонтальная панель будет установлена в требуемую позицию, используется такой же способ определения максимального зазора, однако, в этом случае зазор находится между боковой стороной горизонтальной панели и стеной. Точно так же используются подкладки с толщиной, равной максимальному зазору, и эти подкладки с установленными на них пишущей ручной, карандашом или лезвием ножа перемещают вдоль поверхности стены, отмечая профиль стены на горизонтальной панели в тех местах, где он должен быть срезан, чтобы обеспечить подгонку к стене.
Другой компонент, применяемый во встраиваемой мебели, который может потребоваться при подгонке к стенам, полам и потолкам, представляет собой нащельную планку.
Вместо того чтобы непосредственно прижимать к стене корпус встраиваемой мебели, для чистовой отделки часто используют нащельную планку, подгоняя ее к форме стены, пола или потолка. Применение нащельной планки предотвращает также прижимание прилегающих дверей к поверхности стены. В большинстве случаев ее можно подгонять к уже установленной горизонтально части встраиваемой мебели, поскольку подгонка нащельных планок является одной из заключительных операций процесса подгонки встраиваемой мебели. Нащельную планку обычно прикрепляют к тем частям встраиваемой мебели, например, к корпусу встраиваемой мебели, которые должны быть установлены параллельно стене, как правило, в пределах примерно 16 миллиметров от стены. Если корпус встраиваемой мебели установлен на горизонтальном опорном брусе, его перемещают до тех пор, пока разметочное устройство или нащельная планка не будет плотно прижата к стене. Если зазоры отсутствуют, корпус встраиваемой мебели прикрепляют к опорному брусу и/или к стене. Однако при наличии зазоров определяют максимальный зазор, используют подкладки такого же или немного большей толщины, чем величина максимального зазора, а затем при помощи пишущей ручки, карандаша или лезвия ножа переносят профиль стены на нащельную планку для того, чтобы ее можно было обрезать и подогнать к стене. После обрезания нащельную планку прикрепляют к корпусу встраиваемой мебели, и корпус является готовым для прикрепления к опорному брусу и стене.
Другая область применения, где может требоваться перенос профиля, связана с плинтусами. Как правило, при подгонке плинтусов к стене и полу плинтус отпиливают на нужную длину, а затем прибивают гвоздями к стене в том месте, где она соединяется с полом. Если пол имеет неровности, к плинтусу можно приложить давление, чтобы подогнать его к этим неровностям, а затем прибить гвоздями и зафиксировать в этом положении. Однако если указанные неровности имеют острые углы, слишком большую высоту или глубину, необходимо обрезать плинтус, чтоб подогнать его к таким неровностям.
Вышеописанные способы можно применять для широкого спектра материалов, включая, в частности, но без ограничения, дерево, древесно-стружечную плиту, древесноволокнистую плиту средней плотности (Medium Density Fibreboard, MDF), ламинат, камень, нержавеющую сталь и линолеум.
Однако с указанными устройствами и способами связан целый ряд проблем, которые включают:
1. В случае использования карандаша он может затупиться и оставлять широкую линию, разрез по которой приводит к неточности. Кроме того, если карандаш становится тупым при переносе изображения, это может вызывать изменение толщины линии и, следовательно, изменять возможность обрезания по правильной части линии.
2. Подкладки могут перемещаться и скользить относительно друг друга, в особенности, если используется более чем один материал. Обычно перемещение подкладок во время нанесения метки мешает точному переносу профиля базовой поверхности на подгоняемую поверхность.
3. Использование многих подвижных компонентов, например, ряда подкладок, пишущей ручки/карандаша или лезвия ножа и двух рук приводит к ухудшению точности.
4. Для переноса профиля требуется работа двумя руками. Перемещать обе Руки, удерживая различные предметы довольно сложно, особенно вследствие разного трения, которое связано с различным давлением, прикладываемым двумя руками.
5. В случае использования пишущей ручки или карандаша трудно увидеть линию переноса профиля на темных окрашенных поверхностях, что затрудняет отрезание по линии.
6. При отрезании подгоняемого материала пыль осаждается на подгоняемой поверхности, покрывая линию, нанесенную пишущей ручкой/карандашом. При стирании пыли может также случайно стираться линия.
7. Несвязанная природа нескольких подкладок и пишущей ручки/карандаша означает, что сборщик не сможет точно воспроизвести ту же самую траекторию на базовой поверхности, поэтом профиль необходимо правильно переносить с первой попытки.
8. Разметка профиля особенно затрудняется при приближении к углу, поскольку работа производится обеими руками.
9. Процесс может быть небезопасным особенно в том случае, когда пользователь, например, находится на лестнице, чтобы разметить верхние вертикальные видимые боковые панели, поскольку при этом заняты обе руки, и поэтому сборщик не может пользоваться одной рукой, чтобы крепко держаться за лестницу.
10. Проблема безопасности возникает далее при использовании ножа или резака для переноса изображения базовой поверхности. Работа с открытым острым лезвием в непосредственной близости от руки, удерживающей подкладки, может являться нарушением требований охраны труда и техники безопасности. Это становится опасным, если рука, удерживающая подкладки, остановится из-за того, подкладки натолкнутся на дефекты на базовой поверхности. При этом рука, удерживающая острое лезвие, может продолжать движение и войти в соприкосновение с другой, остановившейся рукой.
В целом можно констатировать, что проблемы, связанные с переносом профиля базовой поверхности на подгоняемую поверхность, относятся: к начальному позиционированию и последующему удержанию разметочного инструмента, к точной установке позиции разметочного инструмента, к диапазону расположения и установки разметочного инструмента, к эргономике, точности, стабильности, исключению царапин и повреждений базовой поверхности и к разметке требуемого профиля во внутренних углах.
Что касается расположения, установки и удержания разметочного инструмента, то поскольку максимальная величина зазора между базовой поверхностью и ребром подгоняемой поверхности изменяется в зависимости от топологии базовой поверхности, предпочтительно, чтобы требуемое расстояние между разметочным устройством и базовой поверхностью можно было легко установить и/или отрегулировать в разумных пределах, а затем иметь соответствующее расстояние между разметочным устройством и базовой поверхностью, так, чтобы постоянно удерживать разметочное устройство на этом расстояние при выполнении процесса переноса.
Что касается точной установки, то возможность точно устанавливать расстояние между разметочным устройством и базовой поверхностью является полезной, поскольку она может обеспечивать более точную подгонку, если материал отрезается до базовой линии.
Что касается диапазона настройки, возможность переносить профиль в том случае, когда максимальный зазор между базовой поверхностью и ребром подгоняемой поверхности составляет менее примерно 25 миллиметров, является полезной, поскольку такое расстояние может потребоваться в зависимости от базовой поверхности, а соответствующие современные способы не считаются надежными для переноса профиля при таких малых расстояниях.
Что касается эргономики, следует отметить, что перенос профиля в большинстве случаев производится в непосредственной физической близости к самой базовой поверхности. Доступ к базовой поверхности может быть усложнен, что делает необходимым выполнение работы в положении лежа или с использованием подъемных приспособлений (например, лестницы), поэтому желательно обеспечить средство переноса профиля, которое является простым в эксплуатации и не требует существенной ловкости при работе одной или двумя руками.
Считается, что неточность при переносе профиля может возникать, в частности, в результате произвольного поворота разметочного инструмента относительно базовой поверхности во время работы в известных устройствах.
Базовые поверхности могут иметь легко повреждающееся покрытие, в частности, краску, поэтому на них могут появляться нежелательные следы разметки или повреждения от известных устройств переноса профиля.
Подгоняемая поверхность, близкие к ней конструктивные элементы, базовая поверхность или их сочетание могут образовывать угол, который мешает устройствам известного уровня техники производить полную или точную разметку профиля.
Патентная заявка США 11/458,801 (публикация № US 2007/0033886A1), принадлежащая Friegang, описывает систему зажима и удержания нащельной планки перед ее разметкой. Указанную систему невозможно использовать для опорных брусьев, и она предназначена для совместного применения с устройством, описанным в патенте США 5013196, которое представляет собой фрезерную ручную машину с направляющим роликом, описанную ниже. Предполагается, что устройство, разработанное Friegang для зажима и удержания, может быть также использовано в сочетании с традиционным способом разметки, как показано на чертеже Friegang. Недостаток такого держателя заключается в том, что он требует наличия декоративной планки со шпунтовым соединением, что связано с конструкцией держателя. Описанный держатель не пригоден для применения к элементам встраиваемой мебели, в которых не используется шпунтовое соединение для прикрепления декоративной планки к встраиваемой мебели.
Патент США 5,013,196, также принадлежащий Friegang (Friegang II), имеет ряд недостатков, в частности, сложность и, соответственно, стоимость устройства, которая может быть неприемлемой для множества потенциальных пользователей. Кроме того, это устройство может требовать длительной настройки и высокой степени мастерства для эксплуатации. Его невозможно использовать в углах или вблизи пола или потолка, поэтому его нельзя использовать для полной разметки по вертикали от верха до низа нащельной планки. В связи с тем, что в устройстве используется электроинструмент, применение такого устройства неизбежно связано с опасностью для оператора, а для погрешности имеется небольшой допуск, поскольку устройство осуществляет разметку и отрезание за один проход. При этом если выполняется глубокая подрезка, возникает опасность, что инструмент может врезаться в подгоняемый материал и вызывать неисправимые повреждения.
Для большей части элементов встраиваемой мебели используют нащельные планки, которые закрепляют на месте при помощи ряда винтов. Эти винты обычно устанавливают таким образом, чтобы они проходили из внутренней части корпуса сквозь наружную часть корпуса, и вводят в боковую сторону нащельной планки, которая упирается в боковую сторону корпуса. Затем винт покрывают навичивающимся колпачком. В том случае, если соединение деревянных элементов может быть видно изнутри, где желательно иметь привлекательный вид без всяких винтов, встраиваемая мебель может быть изготовлена на фабрике с нащельной планкой, постоянно подогнанной к корпусу. Затем она подрезается, оставаясь подогнанной к корпусу, что исключает потребность в описанной системе зажима и удержания нащельной планки.
Патент США 7,231,720, выданный Alien, описывает разметочный инструмент для плотницких работ, содержащий "копир ребра, на котором с возможностью скольжения и остановки установлен держатель инструмента". Копир ребра описанного разметочного инструмента является заостренным по природе и поэтому не пригоден для использования в качестве копира поверхности (т.е., в частности, поверхности пола, стен или потолка). Это связано, во-первых, с тем, что разметочный инструмент, как описано, имеет тенденцию поворачиваться вокруг конца заостренного копира ребра, что может приводить к неточному переносу линии профиля этим инструментом. Во-вторых, копир ребра может оставлять нежелательные следы, если его использовать в качестве копира базовой поверхности. Конструкция устройства, которая требует применения отдельной пишущей ручки или карандаша, также может оказаться непригодной для адекватной настройки в условиях, когда допускается небольшое отклонение расстояния между разметочным устройством и подгоняемой поверхностью.
Патент США 2,894,329, выданный MacDermid, описывает разметочный инструмент с "плоской" нижней поверхностью, строка 69, столбец 1 и "разметочными остроконечными головками", строка 30, столбец 2 2. Однако вследствие дискретной настройки методом последовательной ступенчатой установки возможной высоты позиционирования разметочных головок описанного инструмента пользователь имеет ограниченную возможность управления высотой разметочной головки, что может приводить к ненужным потерям материала из-за необходимости конфигурирования устройства MacDermid по высоте, которая, как правило, превышает требуемую высоту смещения. Это устройство также невозможно использовать при небольших расстояниях смещения, приближающихся к 0 мм. Кроме того, устройство MacDermid страдает недостатком, который заключается в том, что при использовании для подгоняемой поверхности, которая имеет угол или образует угол с другими конструктивными элементами или с базовой поверхностью, разметка непосредственно во внутреннем углу является невозможной. Таким образом, инструмент MacDermid не может обеспечивать полное проведение разметки во внутреннем углу.
Другие недостатки этого устройства включают опасность случайного применения пользователем при разметке подгоняемой поверхности разметочной головки с установленной высотой, не соответствующей требуемой высоте установки. Кроме того, способ настройки высоты разметочной головки, который требует разборки устройства, занимает много времени и не исключает неправильной установки деталей устройства.
Патенты США 7,254,855 и 6,941,605 В2, выданные McCreesh, описывают многофункциональный ручной инструмент, который предназначен для плотников/рабочих-строителей и который можно использовать "для разметки элемента материала 80, который требуется подогнать к неровной поверхности", строка 3, столбец 16. Описанный инструмент содержит копир с заостренной поверхностью, поэтому он может быть подвержен ошибкам вследствие вращения пользователем. Конструкция описанного инструмента предполагает, что минимальное расстояние между базовой поверхностью и разметочной частью инструмента составляет примерно 25 миллиметров. Этот ограниченный предел настройки определяет, соответственно, большой минимальный размер материала, срезаемого инструментом, что делает его неэффективным.
Вследствие удлиненной конструкции описанного инструмента его настройку и эксплуатацию приходится выполнять при помощи обеих рук, и, кроме того, требуется независимый маркировочный или разметочный элемент, в частности, пишущая ручка или карандаш.
Патент США 1,465,230, выданный Nikander, определяет профессиональный металло- и деревообрабатывающий инструмент который может размечать профиль и содержит копир поверхности, состоящий из "масштабируемой лопасти", строка 26, столбец 1. Лопастная форма копира делает его неустойчивым, в частности, в плоскости, нормальной к подгоняемой поверхности, поэтому разметочная головка во время работы, вероятно, будет отрываться от подгоняемой поверхности. Для такого инструмента невозможно использовать в качестве базы стену, пол или потолок и переносить с его помощью линию профиля на встраиваемую мебель.
Патент США 2,786,274, выданный Early, описывает разметочный инструмент, пригодный для "покрытий полов, стен, столешниц и раковин". Указано, что "следящая головка", строка 71, столбец 1, и "делительные головки", строка 2, столбец 2, имеют заострение с одного или двух концов. Применение заостренного элемента в соответствии с описанием может приводить к появлению неточности по причинам уже указанным для других устройств известного уровня техники. Применение копира, заостренного с двух концов может приводить к такой же недостаточной устойчивости, как описано выше для лопастного копира Nikander. Элемент согласно описанию, заостренный с двух концов, может повреждать поверхность пола или стены, если описанный инструмент использовать для переноса профиля базовой поверхности такого типа. Описанный инструмент имеет большое минимальное смещение между следящей головкой и разметочной головкой, что делает его непригодным для применения при малом расстоянии смещения, приближающемся к 0 мм. Разметочная головка является короткой по отношению к ширине лезвия инструмента, что может мешать разметочной головке полно и точно размечать профиль на неровной подгоняемой поверхности.
Патент США 2,458,208, выданный Ruger, представляет вид разметочного инструмента, описанного как "эллипсограф", строка 38 столбец 1, который пригоден для разметки кругов, "сплющенных эллипсов", строка 42, столбец 1, и прямых линий. Этот инструмент используется для разметки круга или эллипса на листовом материале и не пригоден для переноса контура базовой поверхности на подгоняемую поверхность.
Патент США 4,656,744, выданный Decker, описывает разметочный инструмент, предназначенный для использования плотниками с целью разметки профиля неровной стены на стеновой панели. При этом пользователь "держит рукоятку, карандаш и держатель, и, сохраняя горизонтальное положение оправки, прижимает головку к неровной стене", таким образом, при работе с инструментом оказываются занятыми обе руки. Поэтому описанное устройство не пригодно для применения в таких условиях, где пользователю нужна по меньшей мере одна рука, чтобы поддерживать равновесие за пределами зоны работы с инструментом, например, при работе на лестнице или в позе лежа на полу. Карандаш может легко затупиться и утратить точность. Кроме того, карандаш как отдельный компонент может быть отделен от устройства и утерян.
Патент США 2,509,876, выданный Neiss (Neiss I), описывает разметочный инструмент, пригодный для разметки материала пола. Минимальное расстояние смещения между копиром базовой поверхности и разметочной головкой описанного инструмента составляет примерно 75-100 миллиметров, что делает этот инструмент непригодным для разметки, например, рамы опорного бруса, высота которого может быть равной всего 75 миллиметрам. Большие расходящиеся зубцы копира базовой поверхности согласно описанию Neiss I могут повреждать поверхность стены или пола. При этом ширина зубцов этого устройства может мешать разметочной головке производить непрерывную разметку профиля во внутренних углах базовой поверхности. Кроме того, копир базовой поверхности не проходит по базовой поверхности в тех местах, где она контактирует с подгоняемой поверхностью. Это может приводить к неточности, поскольку линия переноса не связана с базовой поверхностью в тех местах, где подгоняемая поверхность фактически контактирует с ней.
Патент США 2,553,812, выданный Cohen, описывает разметочный инструмент, предназначенный для разметки линолеума с параллельными линиями при помощи разметочных головок или игл, которые "установлены таким образом, чтобы они были видны оператору для улучшения условий работы и повышения точности", строка 15 столбец 1. Устройство имеет одну точку контакта с базовой поверхностью и является нестабильным, поскольку допускает поворот, который приводит к неточности нанесения разметочной линии. Этот инструмент не обеспечивает разметки при расстояниях смещения от 0 мм до примерно 3 мм вследствие особенности конструкции копира базовой поверхности. Возможность размечать такие расстояния является важной для того, чтобы обеспечить приемлемую подгонку подгоняемой поверхности к базовой поверхности.
Патент США 3,875,664, выданный Diner, описывает инструмент для разметки кафельных плиток, который предназначен для применения между базовой поверхностью стены и подгоняемой поверхностью пола, покрываемого кафелем, при этом указанный разметочный инструмент "имеет ширину равную, ширине одной из плиток". Этот инструмент размечает плитки линией разреза, которая позволяет заполнять один ряд плиток между линией разреза и стеной. Описанное устройство, имеющее большое фиксированное расстояние смещения между колесами копира стены и разметочной головкой не пригодно для переноса профиля, связанного с плотницкими работами.
Патент США 2,581,179, выданный EIdh, описывает разметочный инструмент, пригодный для разметки при помощи шаблона и разрезания материалов для пола. Расстояние между "разметочной головкой", строка 24, столбец 2, или "заостренным разметочным лезвием", строка 18, столбец 2, согласно описанию является нерегулируемым по отношению к "направляющему выступу", строка 9, столбец 2. Это может сделать инструмент непригодным для переноса профиля базовой поверхности на подгоняемую поверхность из-за ненужных потерь материала, которые будут возникать в результате невозможности регулировать расстояние между направляющим выступом инструмента и разметочной головкой.
Патент США 2,274,727, выданный Neiss (Neiss II), описывает устройство для разметки и отрезания, содержащее копир поверхности с небольшой площадью опоры на базовую поверхность, что делает этот инструмент чувствительным к повороту и, следовательно, не точным. Кроме того, копир поверхности, аналогичный другим в описанных здесь устройствах, приводит к нестабильности устройства. Разметочную головку описанного устройства невозможно регулировать вблизи базовой поверхности, что ограничивает применяемость инструмента. Ширина устройства мешает производить непрерывную разметку разметочной головкой во внутренних углах подгоняемой поверхности. Общая длина устройства предполагает занятость обеих рук при работе с ним. Длина, требующая занятости обеих рук, и ряд подвижных деталей могут приводить к неточности из-за недостаточной жесткости.
Патент США 2,296,232, выданный Drain, описывает разметочный инструмент для настенных покрытий. Описанный инструмент наносит разметку криволинейного внутреннего радиуса, образующегося, когда материал настенного покрытия, в частности, линолеум, проходит через внутренний угол. Разметочная головка имеет весьма ограниченный диапазон настройки и является криволинейной. Это означает, что она не может контактировать с подгоняемой поверхностью на различных уровнях, и инструмент является не пригодным для использования в плотницких работах и в областях применения, связанных со встраиваемой мебелью.
Опубликованный реферат патента Японии JP 05146557, Katsumi, описывает инструмент, который имеет фиксированное расстояние между базовой точкой и разметочной головкой и, вероятно, не может быть использован для разметки расстояний между 0 мм и примерно 100 мм. Кроме того, инструмент, описанный в реферате Katsumi, не может быть использован для разметки в углу. В частности, контактные элементы 22 и 24, установленные с возможностью вращения относительно точки опоры, фактически шарнирно прикреплены штифтом к корпусу инструмента и, таким образом, оказывают влияние на расстояние между разметочной головкой и базовыми точками, что вызывает изменения этого расстояния при отсутствии их жесткой фиксации, несмотря на то, что контактные элементы 22 и 24, видимо, имеют подпор в переднем направлении, который создает пружинный элемент 28. У Katsumi также отсутствует средство точной пошаговой настройки. Кроме того, разметочная головка у Katsumi имеет сдвиг относительно ее базовых точек и поэтому необязательно передает правильное отображение базовой поверхности на размечаемую поверхность.
Опубликованная патентная заявка Великобритании GB 2403924 представляет собой еще одну попытку осуществления записи профиля поверхности. Инструмент, описанный в GB 2403924, не позволяет производить разметку малых размеров, например, 25 мм или менее. Во время работы устройство также необходимо крепко держать двумя руками, и оно не обеспечивает стабильности, и, следовательно, точности.
В целом, известные способы, используемые для разметки в строительной промышленности, в частности, при установке встраиваемой мебели, включают специализированные способы, которые содержат ряд недостатков, в том числе:
1) проблемы, связанные с разметкой в углу,
2) способы требуют работы двумя руками, что не дает возможности пользователю иметь свободную руку для обеспечения собственной устойчивости в положении лежа или возможности удерживать и стабилизировать размечаемые материалы,
3) невозможность повторного проведения предварительно нанесенной линии разметки, чтобы сделать ее более определенной,
4) сложности наглядного изображения линии разметки на материалах, окрашенных в темные цвета,
5) использование опасных способов, включающих применение открытых острых лезвий в непосредственной близости от незащищенной руки,
6) нестабильный копир базовой поверхности, который приводит к неточному нанесению базовых линий на подгоняемую поверхность,
7) некоторые способы вызывают повреждение базовой поверхности.
Кроме того, существует потребность в разметочном инструменте, который:
1) удобен и прост в эксплуатации для неквалифицированного персонала,
2) позволяет выполнять работу одной рукой, оставляя вторую руку свободной для обеспечения собственной устойчивости в положении лежа или возможности удерживать и стабилизировать размечаемые материалы,
3) позволяет производить разметку во внутренних углах,
4) обеспечивает разметку от 0 мм и более,
5) имеет достаточную стабильность.
6) позволяет пользователю точно воспроизводить предыдущую линию разметки и непрерывно размечать подгоняемую поверхность,
7) оставляет непрерывную и видимую линию на темной поверхности,
8) исключает повреждение базовой поверхности, благодаря конструкции упора инструмента,
9) наглядно отображает результат измерения расстояния между разметочной головкой и базовой поверхностью,
10) содержит множество разметочных головок.
Раскрытие изобретения
Задачей вариантов осуществления настоящего изобретения является обеспечение способа и устройства для переноса профиля базовой поверхности на подгоняемую поверхность.
Кроме того, задачей описанных здесь вариантов осуществления изобретения является устранение или уменьшение по меньшей мере одного из вышеуказанных недостатков систем известного уровня техники или, по меньшей мере, обеспечение полезной альтернативы системам известного уровня техники.
В первом аспекте описанных здесь вариантов осуществления обеспечено устройство для переноса профиля базовой поверхности на подгоняемую поверхность, содержащее по меньшей мере один разметочный блок, функционально связанный с копиром базовой поверхности, при этом указанный по меньшей мере один разметочный блок проходит в боковом направлении за пределы периметра копира базовой поверхности и содержит по меньшей мере один разметочный сектор, образующий угол 90° или менее в его наружном круге.
В другом аспекте описанных здесь вариантов осуществления обеспечено устройство для переноса профиля первой базовой поверхности на вторую подгоняемую поверхность, содержащее по меньшей мере один первый разметочный блок, расположенный по отношению по меньшей мере к одному второму разметочному блоку под углом от 90° до 180°.
В следующем аспекте описанных здесь вариантов осуществления обеспечено устройство для переноса профиля базовой поверхности на подгоняемую поверхность, содержащее копир базовой поверхности и по меньшей мере один разметочный блок, при этом указанный по меньшей мере один разметочный блок установлен с возможностью перемещения вдоль соединительного вала путем поворота относительно копира базовой поверхности, при этом обеспечена возможность его закрепления в каком-либо положении по отношению к копиру базовой поверхности.
В еще одном аспекте описанных здесь вариантов осуществления обеспечен способ переноса профиля базовой поверхности на подгоняемую поверхность, содержащий следующие операции:
определение максимального зазора между базовой поверхностью и ребром подгоняемой поверхности;
обеспечение контакта средства копирования базовой поверхности с базовой поверхностью;
поворот средства разметки подгоняемой поверхности относительно средства копирования базовой поверхности таким образом, чтобы расстояние между средством разметки подгоняемой поверхности и средством копирования базовой поверхности соответствовало по меньшей мере максимальному зазору;
поддержание указанного расстояния постоянным;
перемещение средства копирования базовой поверхности вдоль базовой поверхности с сохранением контакта между средством разметки подгоняемой поверхности и подгоняемой поверхностью.
В еще одном аспекте описанных здесь вариантов осуществления обеспечен способ изготовления устройства для переноса профиля устройство, содержащий следующие операции:
обеспечение по меньшей мере одного разметочного блока и копира базовой поверхности; и
обеспечение резьбового вала, имеющего функциональную связь с указанным по меньшей мере одним разметочным блоком и копиром базовой поверхности, при этом указанный по меньшей мере один разметочный блок выполнен с возможностью перемещения вдоль резьбового вала путем поворота.
В другом аспекте описанных здесь вариантов осуществления обеспечено устройство для переноса профиля базовой поверхности на подгоняемую поверхность, содержащее по меньшей мере один разметочный блок, выполненный с возможностью установки соосно с копиром базовой поверхности, причем указанный по меньшей мере один разметочный блок выполнен с возможностью использования при нулевом расстоянии между базовой поверхностью и подгоняемой поверхностью. Указанный по меньшей мере один разметочный блок и копир базовой поверхности устройства согласно этому аспекту могут контактировать с подгоняемой и базовой поверхностями, соответственно, которые расположены предпочтительно, по существу, ортогонально или перпендикулярно друг другу. Альтернативно этому разметочный блок и копир базовой поверхности в других вариантах осуществления изобретения могут контактировать с подгоняемой и базовой поверхностями, которые могут образовывать друг с другом острые или тупые углы.
По существу, настоящее изобретение исходит из понимания того, что обеспечение разметочного блока разметочного инструмента, который образует угол 90° или менее на его наружном круге и который выходит в боковом направлении за пределы периметра копира базовой поверхности разметочного инструмента, позволяет производить более точный перенос профиля и, в частности, более полный перенос всего протяжения профиля. Кроме того, понимается, что надежность инструмента и простоту его эксплуатации можно повысить, если копир базовой поверхности содержит плоскую поверхность, которая является относительно большой по сравнению с периметром инструмента. При этом также понимается, что взаимосвязанное соосное расположение разметочного блока и копира базовой поверхности, которое способствует более точному и полному переносу профиля, позволяет производить точную настройку и дает возможность осуществлять перенос даже в таких точках, где расстояние между двумя поверхностями приближается к нулю.
Другие аспекты и предпочтительные формы, представленные в описании и/или определенные в прилагаемой формуле изобретения, образуют часть описания изобретения.
Варианты осуществления настоящего изобретения в одном аспекте направлены, главным образом, на устройство для переноса профиля базовой поверхности, в частности, пола или стены, на подгоняемую поверхность, в частности, на опорный брус, плинтус или декоративную планку, при этом разметочный блок подгоняемой поверхности устройства функционально связан с копиром базовой поверхности и выходит за его пределы, а устройство имеет разметочный сектор, который образует угол менее 90° на его наружном круге. В другом аспекте варианты осуществления настоящего изобретения направлены на устройство переноса профиля, в котором первый и второй разметочные устройства расположены по отношению друг к другу под углом, который составляет между 90° и 180°. Кроме того, некоторые варианты осуществления направлены на устройство переноса профиля, в котором разметочный блок установлен с возможностью перемещения относительно копира вдоль соединительного вала и возможностью его закрепления в любой точке на соединительном валу.
Предпочтительный вариант осуществления направлен на способ переноса профиля, согласно которому определяют максимальный зазор между базовой поверхностью и ребром подгоняемой поверхности, копир базовой поверхности устройства переноса профиля упирается в базовую поверхность, разметочный блок устройства поворачивают относительно копира базовой поверхности таким образом, чтобы расстояние между разметочным устройством и копиром базовой поверхности соответствовало максимальному зазору, расстояние между разметочным устройством и копиром базовой поверхности фиксируют, и устройство перемещают вдоль базовой поверхности, сохраняя контакт между разметочным устройством и подгоняемой поверхностью.
Настоящее изобретение имеет следующие достоинства:
простота установки и сохранения расстояния между разметочным устройством и копиром базовой поверхности,
возможность точной настройки расстояния между разметочным устройством и копиром базовой поверхности,
диапазон настройки разметочного блока пригоден для условий с малым минимальным зазором,
эргономика делает устройство и способ простыми и непосредственно пригодными для применения,
точность переноса профиля по отношению к базовой поверхности,
исключение повреждения базовой поверхности во время выполенния работы,
возможность переноса профиля на всю подгоняемую поверхность в ситуациях с усложненным доступом к подгоняемой поверхности, в частности, при наличии внутренних углов,
при работе занята одна рука,
повышение безопасности пользователя за счет освобождения одной руки для личной устойчивости и уменьшения необходимости работать в положении лежа.
Объем применения вариантов осуществления настоящего изобретения является очевидным из приведенного ниже подробного описания. Однако следует понимать, что подробное описание и конкретные примеры, показывающие предпочтительные варианты осуществления изобретения, приведены только в качестве иллюстрации, поскольку из этого подробного описания для специалистов в данной области техники будет очевидна возможность внесения различных изменений и модификаций в пределах сущности и объема изобретения.
Краткое описание чертежей
В дальнейшем описание, задачи, достоинства и аспекты предпочтительных и других вариантов осуществления настоящей заявки будут более понятными для специалистов в данной области техники, благодаря ссылкам на следующие описания вариантов осуществления, приведенных в сочетании с прилагаемыми чертежами, которые представлены только в качестве иллюстрации, и, следовательно, не ограничивают настоящее изобретение. На чертежах показаны:
фигура 1 - вид сбоку в перспективе устройства для переноса профиля в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
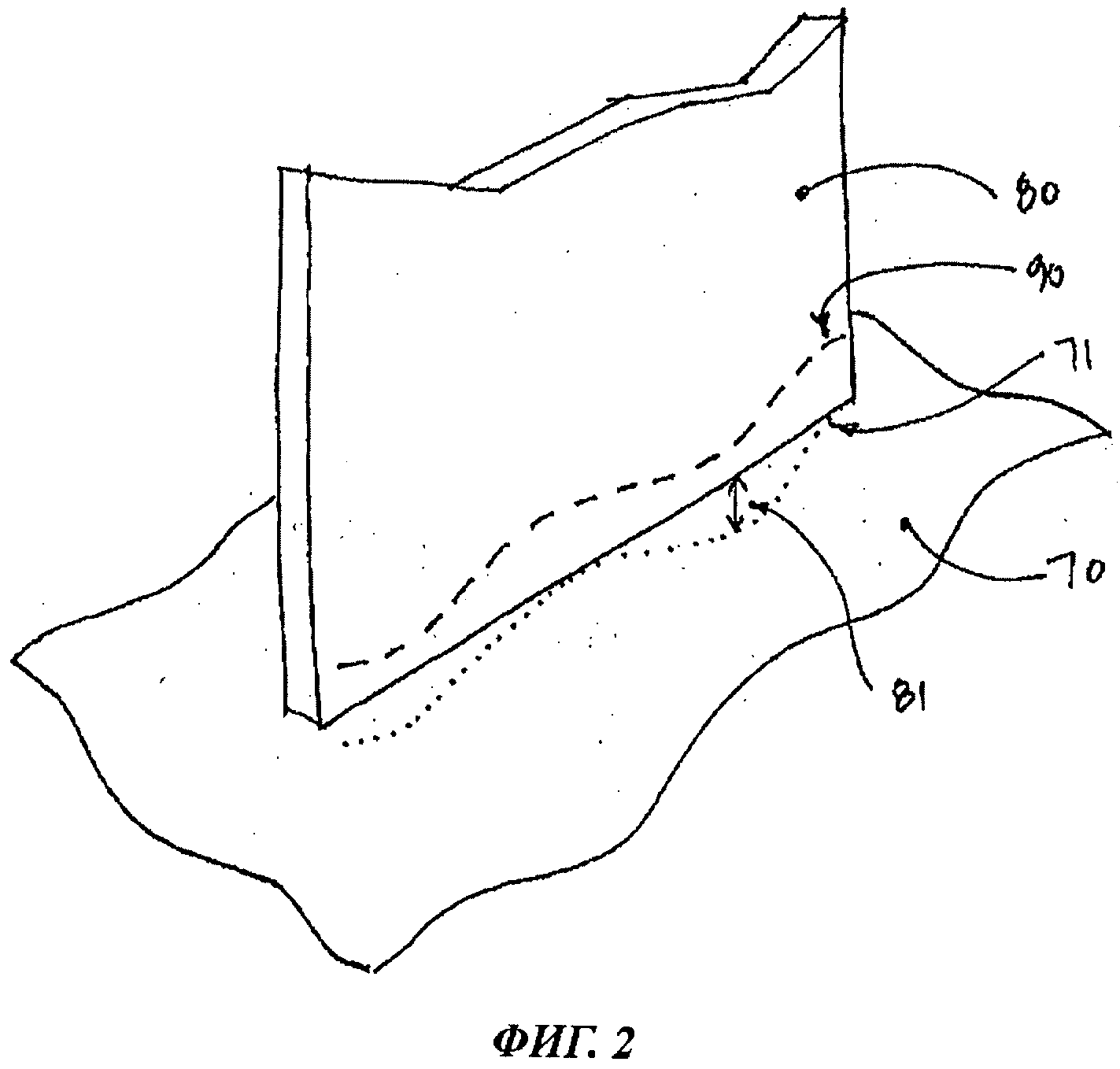
фигура 2 - вид в перспективе базовой поверхности и подгоняемой поверхности;
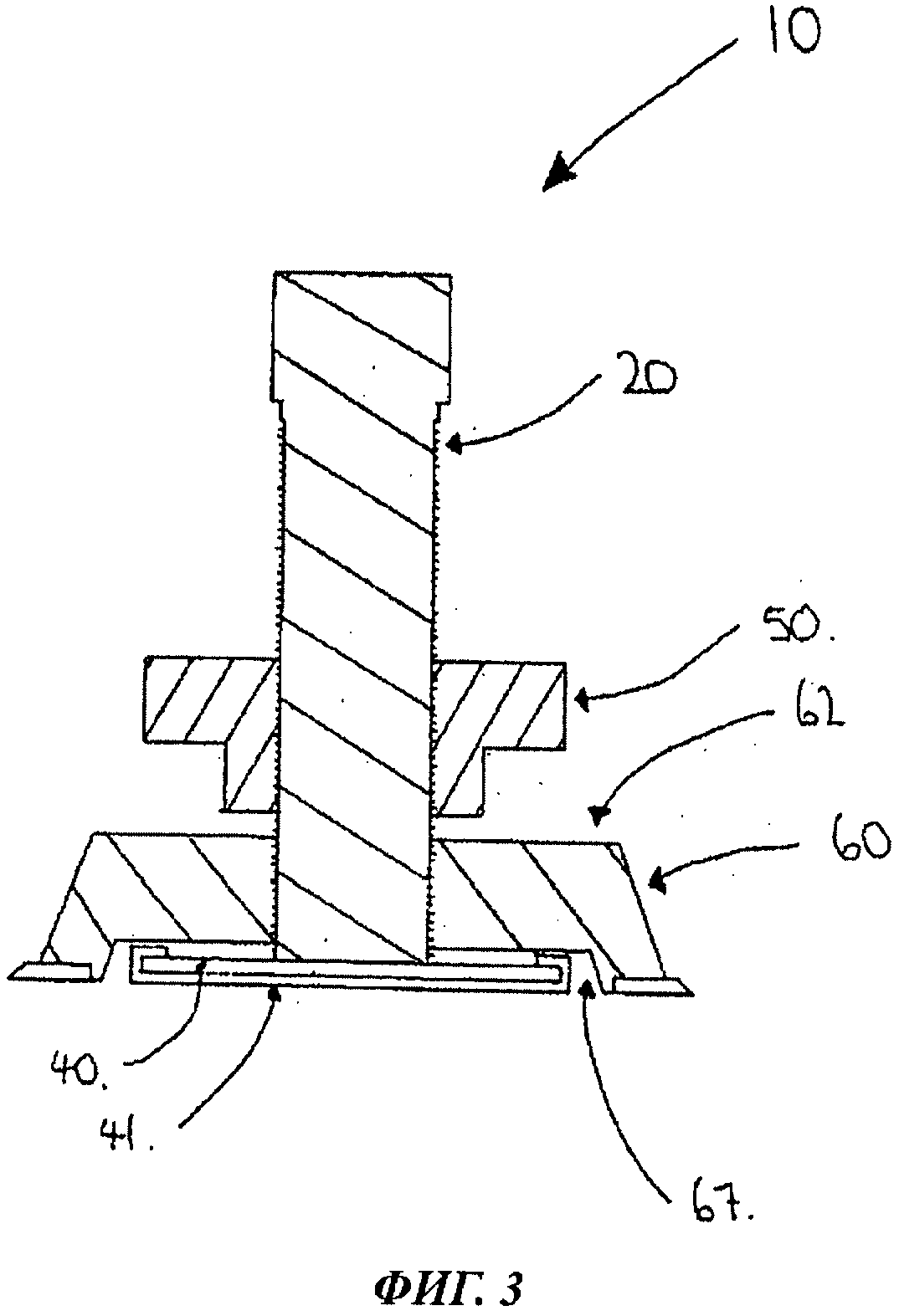
фигура 3 - вид сбоку в разрезе устройства с фигуры 1;
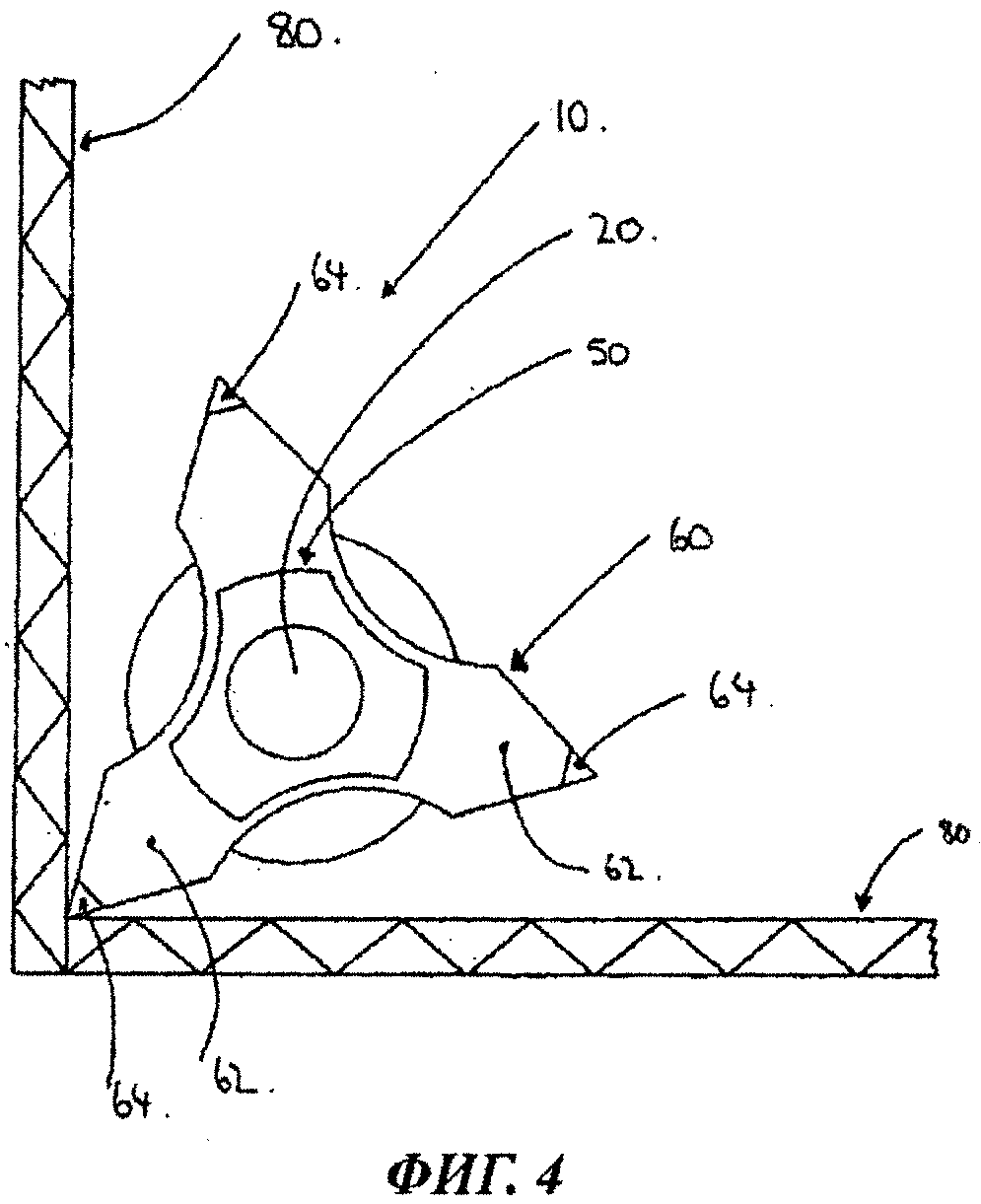
фигура 4 - вид сверху устройства с фигуры 1 в предпочтительном примере применения.
Осуществление изобретения
На фигуре 1 показан вид сбоку в перспективе устройства для переноса профиля, обозначенного в целом ссылочным номером 10, в соответствии с одним вариантом осуществления настоящего изобретения. В этом варианте осуществления устройство предназначено для переноса профиля базовой поверхности, в частности, стены, пола или потолка, на подгоняемую поверхность, например, на часть шкафа или на горизонтальную панель. Обычно подгоняемая поверхность расположена под прямым углом (или 90°) к базовой поверхности. Однако возможность применения предпочтительных вариантов осуществления настоящего изобретения для переноса профиля с базовой поверхности на подгоняемую поверхность предусмотрена также в тех случаях, когда две соответствующие поверхности не являются взаимно перпендикулярными.
Устройство содержит жесткий цилиндрический вал 20, на котором имеется наружная резьба 21. Вал 20 может быть выполнен из металлического материала, подвергнутого механической обработке, с соответствующей чистовой обработкой поверхности или без нее, или может быть выполнен из другого пригодного материала, в частности, из прессованной пластмассы, или из комбинации материалов. Кроме того, вал 20 может содержать измерительную шкалу 22. Измерительная шкала 22 может быть выполнена как единое целое с валом или может представлять собой отдельный компонент, установленный в выемке 23 на валу 20 и прикрепленный при помощи соответствующего средства, как понятно специалистам в данной области техники.
Верхний или "ближний" конец вала 20 содержит рукоятку 30, которая обычно выполнена как единое целое с валом и которая может иметь поверхность 31 с большим коэффициентом трения. Поверхность 31 с большим коэффициентом трения предпочтительно выполнена как единое целое с материалом рукоятки 30, но альтернативно этому она может быть выполнена из отдельного нанесенного материала. Эта поверхность 31 с большим коэффициентом трения уменьшает вероятность скольжения между рукой пользователя (не показана) и рукояткой 30 и, таким образом, облегчает пользователю управление валом 20.
Нижний или "дальний" конец вала 20 содержит копир 40 базовой поверхности, который обычно имеет ровную, относительно большую контактную площадку для упора в базовую поверхность. Копир 40 базовой поверхности может быть выполнен как единое целое с валом 20 или он может представлять собой отдельную деталь, присоединенную к валу соответствующим способом, например, при помощи клея или механического крепежного элемента. Такое соединение может жестко прикреплять копир 40 базовой поверхности к валу 20 или может допускать поворот копира 40 базовой поверхности относительно вала 20.
Копир 40 базовой поверхности обычно содержит крышку 41. Материал крышки 41 отличается низким поверхностным трением и не оставляет следов на поверхности. Крышка 41 может быть постоянно присоединена к копиру 40 базовой поверхности или может быть съемной.
Кроме того, устройство содержит стопор 50 с внутренней резьбой и разметочный блок 60 с внутренней резьбой, которые установлены на валу 20.
Стопор 50 установлен на валу 20 вблизи рукоятки 30. Разметочный блок 60 установлен на валу 20 вблизи копира 40 базовой поверхности. Очевидно, что их относительное расположение можно изменять таким образом, чтобы стопор 50 находился вблизи копира 40 базовой поверхности, а разметочный блок 60 - вблизи рукоятки 30, при этом конечный результат не меняется.
Рукоятка 30 и копир 40 базовой поверхности могут предотвращать сход стопора 50 и разметочного блока 60 с вала 20.
Для специалистов в данной области техники очевидно, что стопор 50 и разметочный блок 60, которые имеют резьбовое соединение с валом 20, можно отдельно поворачивать вокруг оси вала 20, обеспечивая, таким образом продольное (и/или относительное) перемещение указанных деталей вдоль оси вала 20.
Стопор 50 содержит корпус, который выполнен в целом в виде диска и имеет внутреннюю резьбу вдоль его центральной оси, которая соответствует центральной оси вала 20, когда стопор 50 установлен на валу 20. Стопор 50 может быть выполнен из одного материала, в частности, из алюминия, или может быть изготовлен другими пригодными средствами, известными специалистам в данной области техники.
Стопор 50 имеет также фасонную поверхность 51, которая обычно выполняется как единое целое со стопором 50 и может содержать одну или более выемок 52 и/или может проходить соответствующую альтернативную или дополнительную обработку, которая делает поворот стопора 50 более удобным для пользователя.
Разметочный блок 60 выполнен в целом в виде диска и имеет внутреннюю резьбу вдоль его центральной оси, которая соответствует центральной оси вала 20, когда разметочный блок 60 установлен на валу 20. Разметочный блок 60 может быть выполнен из одного материала, в частности, из алюминия, или может быть изготовлен другими пригодными средствами, известными специалистам в данной области техники.
Кроме того, разметочный блок 60 содержит один или более разметочных секторов 62. Предпочтительно используются три разметочных сектора 62. Разметочные секторы 62 обычно лежат в одной плоскости и проходят радиально в наружном направлении от общей центральной оси разметочного блока 60 и вала 20. Разметочные секторы 62 предпочтительно равномерно расположены на одинаковом расстоянии друг от друга, симметрично относительно оси вала 20, таким образом, разметочные секторы 62 на виде сверху придают наружному периметру устройства 10 общую форму равностороннего треугольника.
Между разметочными секторами 62 расположены поверхности 63 захвата. Поверхности 63 захвата предпочтительно имеют вогнутую внутрь форму. Во время выполнения разметки пользователь придает движение устройству, главным образом, через поверхности 63 захвата.
Разметочные секторы 62 содержат разметочные головки 64. Разметочные головки 64 могут представлять собой отдельные съемные разметочные элементы 66, как показано на фигуре 1, или альтернативно этому они могут быть выполнены как единое целое (не показано) с разметочными секторами. Для специалистов в данной области техники очевидно, что выполнение разметочных головок 64 как единое целое с разметочными секторами 62 может обеспечить снижение стоимости изготовления. Однако предпочтительно использовать отдельные, съемные разметочные элементы 66. Такой подход позволяет получать съемные разметочные элементы 66 из материала, пригодного для использования в качестве разметочного лезвия или острия, в том числе, например, из закаленной стали. Съемные разметочные элементы 66 может быть легко заменены, если они будут повреждены или станут тупыми. Разметочные секторы 62 устройства 10 предпочтительно адаптированы для применения съемных разметочных элементов 66, которые имеют стандартную конструкцию и поэтому являются экономичными и широко используются в плотницких работах, в частности, при установке встраиваемой мебели. Альтернативно этому очевидно, что разметочные элементы могут содержать специальные лезвия с зенкованными отверстиями для установки винтов с потайными головками с целью повышения надежности крепления лезвий к инструменту и улучшения общего внешнего вида. Кроме того, наличие зенковки позволяет приспособить инструмент для смещений между базовой и подгоняемой поверхностями, приближающихся к нулю.
На фигуре 2 показан вид в перспективе базовой поверхности 70, в частности, пола, стены или потолка, и подгоняемой поверхности 80, в частности, опорного бруса встраиваемой мебели, горизонтальной панели или вертикальной видимой концевой панели.
Определение максимальной величины зазора 81 является первой операцией предпочтительного способа переноса профиля базовой поверхности 71 на подгоняемую поверхность 80.
Как показано на фигуре 1, устройство переноса профиля в соответствии с вариантом осуществления настоящего изобретения контактирует с базовой поверхностью 70, как правило, в месте максимальной величины зазора 81, при этом копир 40 базовой поверхности упирается в базовую поверхность 70. Вал 20 ориентирован перпендикулярно базовой поверхности 70.
Вал 20 держат за его рукоятку 30, при этом его положение стабилизируется копиром базовой поверхности, например, копиром 40 базовой поверхности. Разметочный блок 60 поворачивают до тех пор, пока уровень разметочной головки 64 не будет примерно равен или предпочтительно несколько превысит максимальную величину зазора 81. Затем стопор 50 вводят в контакт с ним и вращают разметочный блок 60 в противоположном направлении, поддерживая, таким образом, постоянное расстояние между разметочным устройством 60 и копиром 40 базовой поверхности. После этого устройство 10 перемещают в боковом направлении по базовой поверхности 70, сохраняя контакт между разметочной головкой 64 и подгоняемой поверхностью 80. Разметочная головка 64 действует сбоку на подгоняемую поверхность 80 и оставляет на ней линию 90 переноса профиля, которая повторяет профиль 71 базовой поверхности 70.
На фигуре 3 показан вид сбоку в разрезе устройства переноса профиля, обозначенного в целом ссылочным номером 10, в соответствии с вариантом осуществления настоящего изобретения. В этом предпочтительном варианте осуществления разметочный блок 60 содержит также выемку 67, расположенную на "дальней" поверхности, которая представляет собой поверхность, расположенную вблизи копира 40 базовой поверхности. Как показано на фигуре 2, выемка 67 позволяет второй части 60 с внутренней резьбой перемещаться при помощи резьбового соединения в позицию, в которой разметочные секторы 62 оказываются в одной плоскости с "дальней" поверхностью копира 40 базовой поверхности и крышки 41. Это дает возможность устройству 10 переносить линии профиля в тех условиях, когда максимальная величина зазора 81 является относительно малой. Такая потребность может возникнуть в том случае, когда имеет место относительно малое изменение профиля базовой поверхности.
На фигуре 4 показан вид сверху устройства переноса профиля, обозначенного в целом ссылочным номером 10, в соответствии с вариантом осуществления настоящего изобретения. В предпочтительном варианте осуществления устройство 10 содержит три разметочных устройства 62. На фигуре 4 показано устройство 10 переноса профиля, наружная форма которого определяется тремя разметочными секторами 62, каждый из которых образует углы 60°. Благодаря наличию таких углов в наружной форме устройства 10, разметочные головки 64 могут непрерывно отмечать профиль во внутреннем углу, как показано на чертеже.
В одной частной области применения устройства согласно предпочтительному варианту осуществления при подгонке опорного бруса (базового бруса, на котором устанавливаются шкафы) обычно требуется, чтобы он был установлен горизонтально по уровню, поскольку он является основанием для шкафов и горизонтальных панелей. Для подгонки опорного бруса его можно сначала положить на пол и при помощи спиртового уровня установить горизонтально слева направо и спереди назад. Если пол не является ровным, сборщик может удерживать опорный брус во временной горизонтальной позиции, используя ряд подкладок/уплотнений различной толщины, устанавливая их под опорный брус, чтобы зафиксировать его в этой горизонтальной позиции. Величина зазора между полом и опорным брусом может изменяться в зависимости от неровностей и горизонтальности пола. На следующей операции сборщик должен перенести неровности и горизонтальность пола на опорный брус. Для этого вначале определяется максимальный зазор 81, как показано на фигуре 2, между поверхностью пола и нижней стороной опорного бруса. В зависимости от состояния пола и длины опорного бруса этот зазор может составлять от менее 1 миллиметра до более 25 миллиметров.
После того, как будет определен максимальный зазор 81, сборщик может освободить стопор 50 устройства 10, как показано на фигурах 1, 3 или 4, а затем установить копир 40 базовой поверхности на пол рядом с максимальным зазором 81 и просто поворачивать разметочный блок 60 инструмента, перемещая его вверх или вниз до тех пор, пока одна из трех разметочных головок 64 не окажется на одном уровне с нижней стороной опорного бруса. Тогда пользователь может закрепить стопор 50, чтобы он был плотно зафиксирован относительно разметочного блока 60. Теперь устройство 10 готово для разметки опорного бруса.
Альтернативно этому сборщик может измерить максимальный зазор 81 между полом и нижней стороной опорного бруса при помощи рулетки. Результат измерения можно установить в устройстве 10 простым поворотом разметочного блока 60 в соответствии с измерительной шкалой 22 на валу 20.
Теперь устройство 10 готово к применению при помощи левой или правой руки. Начиная с одного конца опорного бруса, установщик может крепко держать устройство 10, прижимая при этом копир 40 базовой поверхности к полу. Пользователь следит за тем, чтобы одна из разметочных головок 64 контактировала с вертикальной поверхностью опорного бруса. Устройство 10 предпочтительно устанавливается под углом 90° к опорному брусу. Это просто сделать, мысленно представляя линию, проходящую через центр вала 20 к центру разметочной головки 64, которая контактирует с опорным брусом. Пользователь следит за тем, чтобы воображаемая линия проходила под углом 90° к опорному брусу. Затем пользователь прикладывает достаточное давление к устройству 10 для того, чтобы копир 40 базовой поверхности плотно прижимался к полу, а разметочная головка 64 могла наносить линию на вертикальную поверхность опорного бруса.
Затем пользователь медленно перемещает устройство 10 по полу, при этом разметочная головка 64, к которой прикладывается равномерное давление, наносит линию на вертикальную поверхность опорного бруса. Пользователь следит за тем, чтобы были размечены все части опорного бруса, которые требуется подогнать к полу. Пользователь может повторять это перемещение до тех пор, пока удовлетворительная линия не будет нанесена/отмечена на поверхности опорного бруса. Таким образом, профиль пола переносится на опорный брус. Затем опорный брус можно подрезать по нанесенной линии разметки электрическим рубанком, электрической ножовкой или каким-либо другим способом. После подрезания опорный брус может быть подогнан к полу.
Этот процесс применяется также при подгонке вертикальной видимой концевой панели, которая контактирует со стеной и/или с полом.
Аналогичный процесс может быть использован для подгонки горизонтальных панелей к стенам и нащельных планок между шкафами и стенами.
При подгонке горизонтальной панели к окружающим стенам она устанавливается параллельно или перпендикулярно передним и/или боковым сторонам шкафов. При этом может иметь место выступ относительно передней и задней стороны шкафа в зависимости от внешнего вида и функционального применения, которые требуется получить. После того как горизонтальная панель будет установлена в требуемую позицию, используется такой же способ определения максимального зазора 81, однако, в этом случае зазор находится между боковой стороной горизонтальной панели и стеной. Когда максимальный зазор 81 будет определен, пользователь может просто освободить стопор 50 устройства 10, а затем поместить копир 40 базовой поверхности устройства 10 на стену вблизи максимального зазора 81. Сборщик может использовать крышку 41, которая исключает появление на стене следов прижима.
Затем пользователь просто поворачивает разметочный блок 60 устройства 10, перемещая его вверх или вниз до тех пор, пока нижняя сторона одной из трех разметочных головок 64 не будет расположена на одном уровне с ребром горизонтальной панели. Тогда пользователь может закрепить стопор 50, чтобы он был плотно зафиксирован относительно разметочного блока 60. Теперь устройство 10 готово для разметки горизонтальной панели.
Альтернативно этому сборщик может измерить максимальный зазор 81 между стеной и боковой стороной горизонтальной панели при помощи рулетки. Результат измерения можно установить в устройстве 10 простым поворотом разметочного блока 60 в соответствии с измерительной шкалой 22 на валу 20.
Теперь устройство 10 готово к применению при помощи левой или правой руки. Начиная с одного конца горизонтальной панели, установщик держит устройство 10, плотно прижимая копир 40 базовой поверхности к стене. Пользователь следит за тем, чтобы одна из разметочных головок 64 контактировала с поверхностью горизонтальной панели. Устройство 10 предпочтительно устанавливается под углом 90° к горизонтальной панели. Это просто сделать, мысленно представляя линию, проходящую через центр вала 20 к центру разметочной головки 64, которая контактирует с горизонтальной панелью. Пользователь следит за тем, чтобы воображаемая линия проходила под углом 90° к горизонтальной панели. При этом пользователь прикладывает достаточное давление к устройству 10 для того, чтобы копир 40 базовой поверхности плотно прижимался к стене, а разметочная головка 64 могла наносить линию на горизонтальную поверхность горизонтальной панели.
Затем пользователь медленно перемещает устройство 10 по горизонтальной панели, при этом разметочная головка 64, к которой прикладывается равномерное давление, наносит линию на поверхность горизонтальной панели. Пользователь предпочтительно следит за тем, чтобы были размечены те части горизонтальной панели, которые контактируют со стеной, к которой производится подгонка. Пользователь может повторять это перемещение до тех пор, пока удовлетворительная линия не будет нанесена/отмечена на поверхности горизонтальной панели. Таким образом, профиль стены переносится на горизонтальную панель. Затем горизонтальную панель можно подрезать по нанесенной линии разметки электрическим рубанком, электрической ножовкой или каким-либо другим способом, известным специалистам в данной области техники. После подрезания горизонтальная панель может быть подогнана к стене.
Еще одним компонентом, который может быть подогнан к стенам, полам и потолкам, является нащельная планка. Вместо того чтобы непосредственно прижимать к стене корпус встраиваемой мебели, можно использовать нащельную планку, которая служит в качестве декоративной отделки и может быть подогнана к форме стены, пола или потолка. В большинстве случаев она может подгоняться к уже выставленной по уровню части встраиваемой мебели, поскольку нащельные планки представляют собой один из завершающих элементов в процесс подгонки. Нащельная планка в большинстве случаев прикрепляется к частям встраиваемой мебели, например, к корпусу встраиваемой мебели, таким образом, чтобы она была расположена параллельно стене, как правило, в пределах 16-20 миллиметров от стены. При установке корпуса на горизонтальный опорный брус он придвигается до тех пор, пока 26нащельная планка не упрется в стену. При отсутствии зазоров корпус встраиваемой мебели можно прикрепить к опорному брусу и/или к стене. Однако при наличии зазора определяется максимальная величина зазора 81. Когда максимальный зазор 81 будет определен, сборщик просто освобождает стопор 50 устройства 10, а затем помещает копир 40 базовой поверхности устройства 10 на стену вблизи максимального зазора 81. При этом сборщик может также использовать для копира 40 базовой поверхности крышку 41, которая исключает повреждение или появление на стене следов прижима.
Затем пользователь просто поворачивает разметочный блок 60 устройства 10, перемещая его вверх или вниз до тех пор, пока нижняя сторона одной из трех разметочных головок 64 не будет расположена на одном уровне с ребром нащельной планки. Тогда пользователь может закрепить стопор 50, чтобы он был плотно зафиксирован относительно разметочного блока 60. Теперь устройство 10 готово для разметки нащельной планки.
Альтернативно этому сборщик может измерить максимальный зазор 81 между стеной и ребром нащельной планки при помощи рулетки. Результат измерения можно установить в устройстве 10 простым поворотом разметочного блока 60 в соответствии с измерительной шкалой 22 на валу 20.
Теперь устройство 10 готово к применению при помощи левой или правой руки. Начиная с одного конца нащельной планки, установщик держит устройство 10, плотно прижимая копир 40 базовой поверхности к стене. Пользователь следит за тем, чтобы одна из разметочных головок 64 контактировала с поверхностью нащельной планки. Устройство 10 предпочтительно устанавливается под углом 90° к нащельной планке. Это просто сделать, мысленно представляя линию, проходящую через центр вала 20 к центру разметочной головки 64, которая контактирует с нащельной планкой. Пользователь следит за тем, чтобы воображаемая линия проходила под углом 90° к нащельной планке. При этом пользователь прикладывает достаточное давление к устройству 10 для того, чтобы копир 40 базовой поверхности плотно прижимался к стене, а разметочная головка 64 могла наносить линию на горизонтальную поверхность нащельной планки.
Затем пользователь медленно перемещает устройство 10 по стене, при этом разметочная головка 64, к которой прикладывается равномерное давление, наносит линию на поверхность нащельной планки. Пользователь предпочтительно следит за тем, чтобы были размечены части нащельной планки, контактирующие со стеной, к которой производится подгонка. Пользователь может повторять это перемещение до тех пор, пока удовлетворительная линия не будет нанесена/отмечена на поверхности нащельной планки. Таким образом, профиль стены переносится на поверхность нащельной планки. Затем нащельную планку можно подрезать по нанесенной линии разметки электрическим рубанком, электрической ножовкой или каким-либо другим способом, известным специалистам в данной области техники. После подрезания нащельная планка может быть подогнана к стене.
Вышеописанный процесс можно также использовать для подгонки нащельных планок к полу или потолку.
Как показано на фигуре 4, конструкция инструмента не дает возможности устанавливать разметочные головки 64 под углом 90° к размечаемой поверхности в пределах примерно 30 миллиметров от угла. В этих условиях можно поворачивать разметочный блок на его копире 40 базовой поверхности и наносить линию разметки на поверхность на коротком расстоянии, которое остается в углу для разметки.
Вышеописанные способы можно использовать для широкого спектра материалов, включая, в частности, но без ограничения, дерево, древесно-стружечную плиту, древесноволокнистую плиту средней плотности (Medium Density Fibreboard, MDF), ламинат, камень, нержавеющую сталь, линолеум и другие материалы, применяемые в строительной промышленности.
Выше приведены примеры применения для подгонки встраиваемой мебели, однако, предпочтительный вариант осуществления устройства можно использовать в строительной промышленности и для других целей, включая, в частности, но без ограничения:
подгонку одних материалов к другим формованным материалам,
укладку линолеума вокруг колонн в зданиях,
укладку плитки,
изготовление металлических листов,
укладку каменного покрытия,
укладку коврового покрытия,
установку ламинатных облицовочных панелей,
подгонку плинтусов к полам,
подгонку наличников к стенам в тех случаях, когда зазор между дверной рамой и стеной является слишком узким, чтобы вместить ширину предварительно обработанного наличника, поэтому требуется его подрезание.
В зависимости от способов, применяемых пользователем, устройство 10, как показано на фигурах 1, 3 и 4, можно также использовать для разметки верхней, левой и правой боковых кромок двери, когда она подгоняется к дверной раме, не содержащей наличников. Как правило, при подгонке двери и дверной рамы вначале подгоняют дверную раму к раме дверного проема здания. Дверной проем обычно имеет большую ширину, чем наружный диаметр дверной рамы. Это делается для того, чтобы можно было произвести подгонку дверной рамы по уровню. Дверную раму устанавливают в дверной проем и прикрепляют одну сторону к раме проема, выставляя ее по горизонтали и вертикали. Как правило, используют подкладки, которые устанавливают под каждой стороной дверной рамы между проемом и наружной частью дверной рамы, чтобы обеспечить выравнивание рамы горизонтали и вертикали. Затем таким же образом прикрепляют противоположную сторону, при этом пользователь следит за тем, чтобы внутреннее отверстие дверной рамы было образовано параллельными сторонами, а верхняя часть рамы располагалась горизонтально.
После подгонки дверной рамы производится подгонка двери в проем дверной рамы. Обычно дверные рамы подогнаны для установки дверей предварительно определенного размера, широко представленных на рынке. Такие двери при первой установке могут плотно входить в дверную раму. В противном случае можно использовать небольшие клинья для того, чтобы зафиксировать дверь в дверной раме. Затем пользователь должен разметить дверь таким образом, чтобы ее можно было строгать и получить равномерные зазоры примерно по 3-4 миллиметра между дверью и дверной рамой слева, справа и сверху от двери. Для этого можно использовать устройство 10, снабженное дополнительным копиром базовой поверхности, который может быть включен в комплект устройства 10 при продаже. Этот дополнительный копир базовой поверхности предпочтительно имеет больший диаметр, чем копир 40 базовой поверхности, что позволяет ему заходить за наружную сторону дверной рамы. Этот заход возможен благодаря тому, что дверь заклинивается, будучи установленной на расстоянии от дверного проема, при этом образуется зазор для свободного перемещения дополнительного копира базовой поверхности. В этом случае верхняя сторона дополнительного копира базовой поверхности используется для переноса профиля дверной рамы. Пользователь может перемещать устройство 10 вдоль левой, верхней и правой части дверной рамы, нанося на расстоянии 3-4 миллиметра линию, по которой можно обрезать дверь.
Как показано на фигурах 1, 3 и 4, устройство 10 можно использовать также для переноса профиля поверхности пола, в частности, полированного бетонного, плиточного или дощатого пола, на плинтусы.
Для этой цели пользователь обрезает плинтус на требуемую длину и помещает его в нужное место в углу между полом и стеной. Затем пользователь должен перенести неровности пола на плинтус. Для этого вначале определяется максимальный зазор 81 между полом и нижней стороной плинтуса, как показано на фигуре 2. В зависимости от состояния пола и длины плинтуса этот зазор может составлять от менее 1 мм до более 10 мм.
Когда максимальный зазор 81 будет определен, пользователь может просто освободить стопор 50 устройства 10, как показано на фигурах 1, 3 или 4, а затем поместить копир 40 базовой поверхности устройства 10 на пол вблизи максимального зазора 81 и поворачивать разметочный блок 60 устройства 10, перемещая его вверх или вниз до тех пор, пока нижняя сторона одной из трех разметочных головок 64 не будет расположена на одном уровне с нижней стороной плинтуса. Тогда пользователь может закрепить стопор 50, чтобы он был плотно зафиксирован относительно разметочного блока 60. Теперь устройство 10 готово для разметки плинтуса.
Альтернативно этому сборщик может измерить максимальный зазор 81 между полом и нижней стороной плинтуса при помощи рулетки. Результат измерения можно установить в устройстве 10 простым поворотом разметочного блока 60 в соответствии с измерительной шкалой 22 на валу 20.
Теперь устройство 10 готово к применению при помощи левой или правой руки. Начиная с одного конца плинтуса, установщик держит устройство 10, плотно прижимая копир 40 базовой поверхности к полу. Пользователь следит за тем, чтобы одна из разметочных головок 64 контактировала с поверхностью плинтуса. Устройство 10 предпочтительно устанавливают под углом 90° к плинтусу. Это просто сделать, мысленно представляя линию, проходящую через центр вала 20 к центру разметочной головки 64, которая контактирует с плинтусом. Пользователь следит за тем, чтобы воображаемая линия проходила под углом 90° к плинтусу. При этом пользователь прикладывает достаточное давление к устройству 10 для того, чтобы копир 40 базовой поверхности плотно прижимался к полу, а разметочная головка 64 могла наносить линию на вертикальную поверхность плинтуса.
Затем пользователь перемещает устройство 10 по полу, при этом разметочная головка 64, к которой прикладывается равномерное давление, наносит линию на вертикальную поверхность плинтуса. Пользователь может повторять это перемещение до тех пор, пока удовлетворительная линия не будет нанесена/отмечена на поверхности плинтуса. Таким образом, профиль пола переносится на плинтус. Затем плинтус можно подрезать по нанесенной линии разметки электрическим рубанком, электрической ножовкой или каким-либо другим способом. После подрезания плинтус будет подогнан к неровностям пола и может быть закреплен на месте.
Устройство, соответствующее предпочтительным вариантам осуществления, имеет следующие достоинства:
работа одной рукой,
чрезвычайно высокая точность,
простота эксплуатации,
возможность использования для различных целей,
возможность использования в различных областях промышленности,
привлекательный дизайн,
низкая стоимость изготовления инструмента, позволяющая получать прибыль,
потенциальные возможности использования в строительной промышленности в мировом масштабе,
прочность конструкции,
исключение опасности применения открытых ножевых лезвий,
исключение недостатков неудобных способов разметки известного уровня техники,
возможность точного воспроизведения линии разметки,
возможность поддержки постоянного применения инструмента путем обеспечения расходных элементов и других сменных компонентов для инструмента, например, новых разметочных лезвий и запасных частей,
благодаря форме лезвия на подгоняемой поверхности образуется надрез, который может способствовать предотвращению расщепления материала, которое может возникать при отрезании/строгании поперек волокон дерева, окрашенной или ламинированной поверхности.
Разметка является сложной и трудоемкой операцией, которую стремятся избежать. Необходимость работы двумя руками накладывает ограничения на применение и усложняет процесс. При использовании шариковой пишущей ручки сложно установить ее конец точно поверх подкладок, поэтому может оказаться необходимым устанавливать малый допуск на толщину подкладок. Кроме того, в некоторых случаях пишущая ручка может пачкать материалы. Если используется карандаш, он может затупиться, и его конец может стать более широким. Другая проблема при выполнении работы двумя руками заключается в том, что иногда пишущая ручка или карандаш могут соскальзывать с подкладок, в частности, если подкладки попадают на поверхность, по которой скользит пишущая ручка или карандаш, они могут соскальзывать из-за того, что обе руки движутся с разными скоростями. Работа двумя руками также очень затрудняется при разметке в углах. Она становится еще более сложной в зависимости от положения тела пользователя, например, когда пользователь стоит на лестнице или приседает на полу. Когда производится обрезание материала по линии разметки, его никогда невозможно выполнить достаточно точно, поскольку способы разметки известного уровня техники не являются достаточно точными. Настоящее изобретение гарантирует более простой и гораздо более эффективный способ разметки, что подтверждают предпочтительные варианты осуществления.
Различные модификации и эквивалентные конструкции включаются в сущность и объем изобретения и прилагаемой формулы изобретения. Поэтому конкретные варианты осуществления следует понимать как иллюстративные примеры, в которых могут быть реализованы принципы настоящего изобретения. Так, например, копир базовой поверхности может содержать выемку, в которую входит разметочный блок, при этом разметочная головка разметочного блока располагается вблизи общей центральной продольной оси копира базовой поверхности и разметочного блока. Это обеспечивает относительно малый зазор для разметочного блока, полезный для применения в сложных конфигурациях, в частности, в острых внутренних углах. Другое устройство применяется в ситуациях, где дополнительный конструктивный элемент, в частности, внешний угол, может быть расположен в месте или вблизи места пересечения базовой и подгоняемой поверхностей. Для того чтобы приспособить устройство, показанное на фигурах 1 и 3, к таким условиям, в копир базовой поверхности может быть включена опорная подкладка (не показана на чертежах). Указанная опорная подкладка может содержать первую часть и вторую часть, расположенную под углом к первой части. Первая часть предназначена для продолжения второй части далее и выше дополнительного конструктивного элемента, в частности, внешнего угла, расположенного вблизи пересечения базовой и подгоняемой поверхности. Вторая часть может выходить из первой части в направлении подгоняемой поверхности и предпочтительно содержит выемку, в которую, по существу, входит разметочный блок, расположенный в пределах второй части. Таким образом, работа инструмента, в частности перенос профиля базовой поверхности на подгоняемые поверхности, может осуществляться на некоторой высоте или на расстоянии от препятствия, например, от карниза или от углов.
В приведенной ниже формуле изобретения пункты типа "средство плюс функция" включают конструкции, выполняющие определенную функцию, и не только конструктивные эквиваленты, но и эквивалентные конструкции. Так, например, хотя гвоздь и шуруп не могут быть конструктивными эквивалентами, поскольку гвоздь использует цилиндрическую поверхность для соединения деревянных деталей, в то время как шуруп использует спиральную поверхность для соединения деревянных деталей, в области соединения деревянных деталей гвоздь и шуруп представляют собой эквивалентные конструкции.
Термины "содержит/содержащий" и "включает/включающий" используются в этом описании для указания присутствия соответствующих характеристик, параметров, операций или компонентов, но не исключают присутствия или дополнения одной или более других характеристик, параметров, операций или компонентов или их групп. Таким образом, если контекст однозначно не требует иного, в описании и формуле изобретения термины "содержит", "содержащий", "включает", "включающий" и т.п. следует понимать во включающем смысле, а не в исключающем или исчерпывающем смысле, т.е., в смысле "включая, в частности, но без ограничения".
Реферат
Изобретение относится области деревообработки, мебельного производства и строительной промышленности. Устройство для переноса профиля базовой поверхности на подгоняемую поверхность содержит по меньшей мере один разметочный блок, функционально связанный с копиром базовой поверхности. Указанный по меньшей мере один разметочный блок проходит в боковом направлении за пределы периметра копира базовой поверхности и содержит по меньшей мере два разметочных сектора. Сектор имеет разметочную головку и образует угол 90° или менее в плоскости, перпендикулярной к подгоняемой поверхности. По меньшей мере один разметочный блок выполнен с возможностью позиционирования указанных по меньшей мере двух разметочных секторов в одной плоскости с копиром базовой поверхности, а указанные разметочные секторы разделены углом 120°. Технический результат заключается в возможности переноса линии профиля при малом зазоре между базовой и подгоняемой поверхностью. 3 н. и 10 з.п. ф-лы, 4 ил.
Комментарии