Гидравлическая цепь для линейного привода ползуна станка в двух направлениях - RU2266438C1
Код документа: RU2266438C1
Чертежи


Описание
Предшествующий уровень техники
Настоящее изобретение относится к гидравлической цепи линейного привода ползуна станка в двух направлениях.
Таким ползуном, например, является ползун, несущий подвижный ролик в трубогибочном станке. Однако такой ползун может также использоваться в прессе, в гибочном станке, в станке для изгиба труб на фиксированный радиус или в каком-либо другом станке, в котором такой ползун должен перемещаться в заданное положение с высокой скоростью и точностью. Для простоты и ясности в дальнейшем описании термином «станок» именуется трубогибочный станок симметричного пирамидального вида.
Международная заявка PCT/IT 01/00381 этого же заявителя раскрывает гидравлическую цепь для линейного привода перемещаемого ползуна в держателе ролика трубогибочного станка, включающую гидравлический цилиндр, поршневой шток которого соединен с таким ползуном, который перемещается в своем первичном или рабочем направлении в заданное положение за каждый, по меньшей мере, один проход из одного или более проходов рабочей операции над заготовкой, подлежащей изгибанию, а также в своем обратном направлении в исходное положение, при этом гидравлический цилиндр имеет камеру высокого давления и камеру низкого давления. Обе камеры сообщаются с соответствующими каналами, по которым подается сжатая текучая среда из резервуара посредством насоса, при этом каналы регулируются трехпозиционным четырехходовым клапаном и обратным клапаном. Гидравлическая цепь содержит далее установленный между трехпозиционным четырехходовым клапаном и обратным клапаном дроссельный клапан, управляемый электромагнитом для создания повышенного давления в камере низкого давления, чтобы замедлить ползун, несущий верхний ролик, в его первичном движении при достижении программируемого интервала из заданного положения для каждого рабочего прохода.
Вышеуказанная гидравлическая цепь позволяет балансировать давления между двумя камерами до остановки ползуна точно в желаемом положении при однонаправленном рабочем перемещении, при этом в другом направлении или при обратном перемещении ползуна точность его остановки является грубой.
Таким образом, возникает проблема точности остановки этого ползуна в случае, когда обратное перемещение также является рабочим перемещением. Это происходит, например, когда удлиненная заготовка должна быть изогнута за один или более проход с соединением смежных кривых, имеющих разные радиусы. В этом случае ползун необходимо перемещать в рабочие положения в обоих направлениях.
Сущность изобретения
В частности, целью настоящего изобретения является обеспечение работы станка с точным заданием положения (остановки или реверсивного хода) ползуна в обоих направлениях рабочего перемещения без необходимости в механическом стопорном устройстве.
Поэтому настоящее изобретение в соответствии с первым вариантом его осуществления обеспечивает гидравлическую цепь для линейного управления ползуном станка в двух направлениях, содержащую гидравлический цилиндр, поршневой шток которого соединен с ползуном, перемещаемым до первого заданного положения для каждого прохода из одного или более проходов рабочей операции над заготовкой, подлежащей изгибанию, при этом гидравлический цилиндр имеет две камеры, каждая из которых, для создания в них попеременно высокого и низкого давления, сообщается с соответствующими каналами, по которым посредством насоса подается сжатая текучая среда из резервуара, причем эти каналы регулируются трехпозиционным четырехходовым клапаном, обратным клапаном и установленным между ними первым дроссельным клапаном, причем дроссельный клапан обеспечивает создание повышенного давления в камере, которая находится в этот момент под низким давлением, с тем чтобы замедлить указанный ползун в его первом рабочем движении при достижении программируемого интервала из первого заданного положения для каждого рабочего прохода, отличающуюся тем, что гидравлическая цепь содержит второй дроссельный клапан, установленный в обводном канале симметрично напротив первого дроссельного клапана и работающий для создания повышенного давления в другой камере, находящейся в данный момент под низким давлением, с тем чтобы замедлить ползун в его втором рабочем движении при достижении программируемого интервала из заранее заданного положения для каждого рабочего прохода.
Однако согласно первому варианту осуществления настоящего изобретения автоматическая работа дроссельных клапанов обеспечивает распределение потока, при этом скорость потока снижена, но является постоянной. Как следствие, скорость ползуна при достижении программируемого интервала также является постоянной.
Если пользователь, такой как кузнец, не может изменить скорость ползуна, он не сможет продемонстрировать свою способность получать точные круглые формы сортового профиля, которые требуют идеальной зеркальной симметрии. Только воздействуя на скорость проникновения такого инструмента, как деформирующий ролик, который закреплен на ползуне, можно учитывать вид материала сортового профиля. Другими словами, нельзя получить точные круглые формы, если деформирующий ролик перемещается с чрезмерной скоростью по отношению к виду материала такого сортового профиля.
Далее, не могут учитываться различные емкости двух камер гидравлического цилиндра из-за наличия поршневого штока. В результате невозможно создать равное давление в обеих камерах гидравлического цилиндра. Таким образом, даже если сниженная скорость потока остается той же самой, поршень перемещается в первом направлении хода со скоростью и расстоянием остановки, отличающимися от таковых при ходе поршня в другом направлении.
Для того чтобы преодолеть вышеуказанные недостатки, изобретение согласно второму варианту его осуществления обеспечивает гидравлическую цепь, как описано выше, содержащую далее в обводном канале каждого дроссельного клапана клапан ручного управления потоком, способный снизить с дальнейшей регулировкой скорость потока через дроссельный клапан текучей среды, выходящей из камеры, которая в данный момент времени находится под низким давлением, так что создается противодавление в камере низкого давления.
В соответствии со вторым вариантом осуществления изобретения обеспечивается оптимальная деформационная обработка металлического материала посредством регулирования скорости деформации сортового профиля или другой заготовки за счет точного регулирования скорости ползуна станка.
Краткое описание чертежей
Далее, хотя понятно, что можно сделать модификации изобретения без отхода от его сущности, изобретение будет описано на примере частных вариантов его выполнения со ссылкой на фигуры прилагающихся чертежей, на которых:
фиг.1 изображает условный вид сбоку трубогибочного станка с частичным разрезом, в котором может быть применена гидравлическая цепь согласно первому варианту осуществления изобретения;
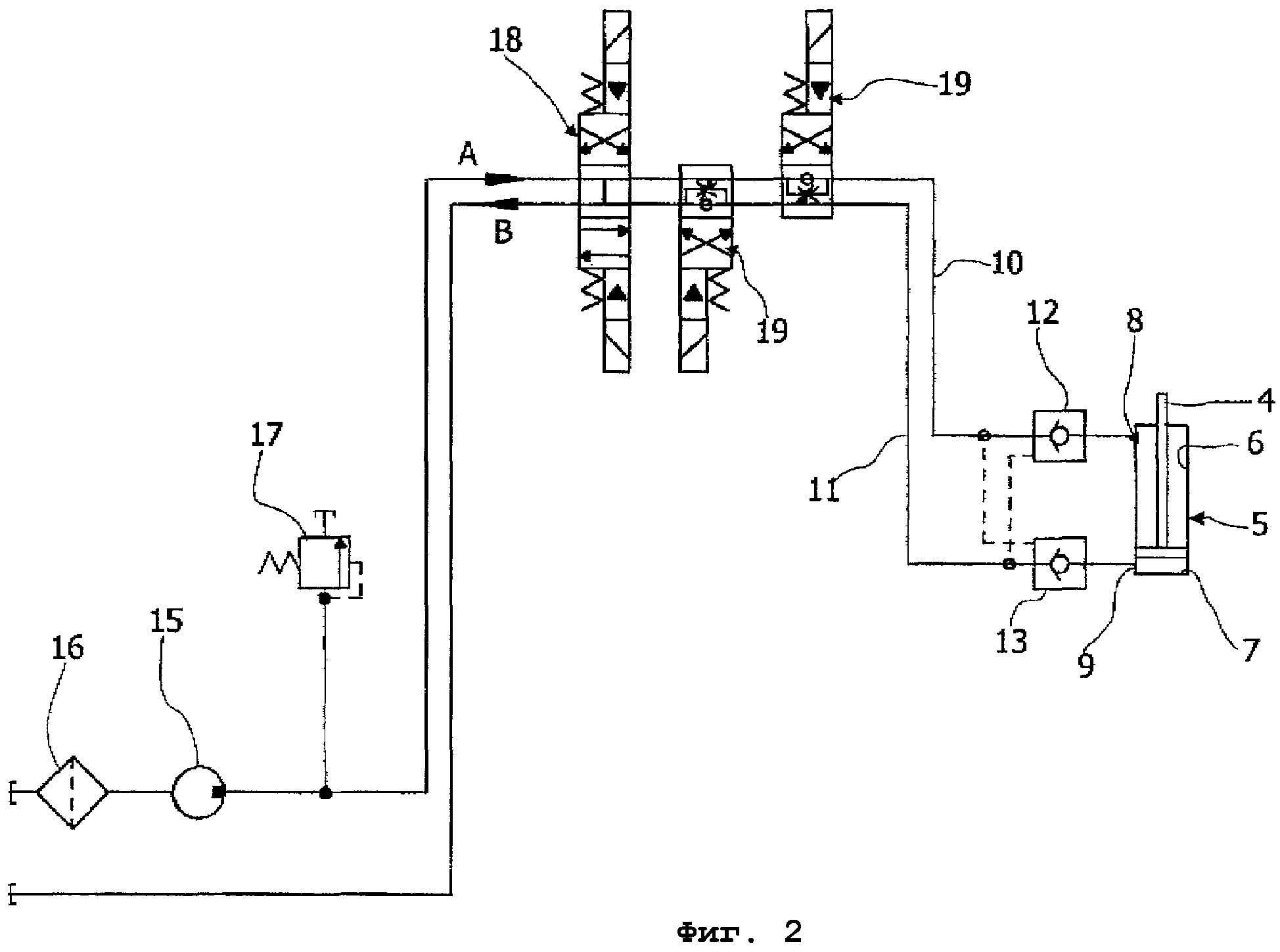
фиг.2 - схему гидравлической цепи согласно первому варианту осуществления изобретения;
фиг.3 - условный вид сбоку трубогибочного станка, в котором может быть применена гидравлическая цепь согласно второму варианту осуществления изобретения;
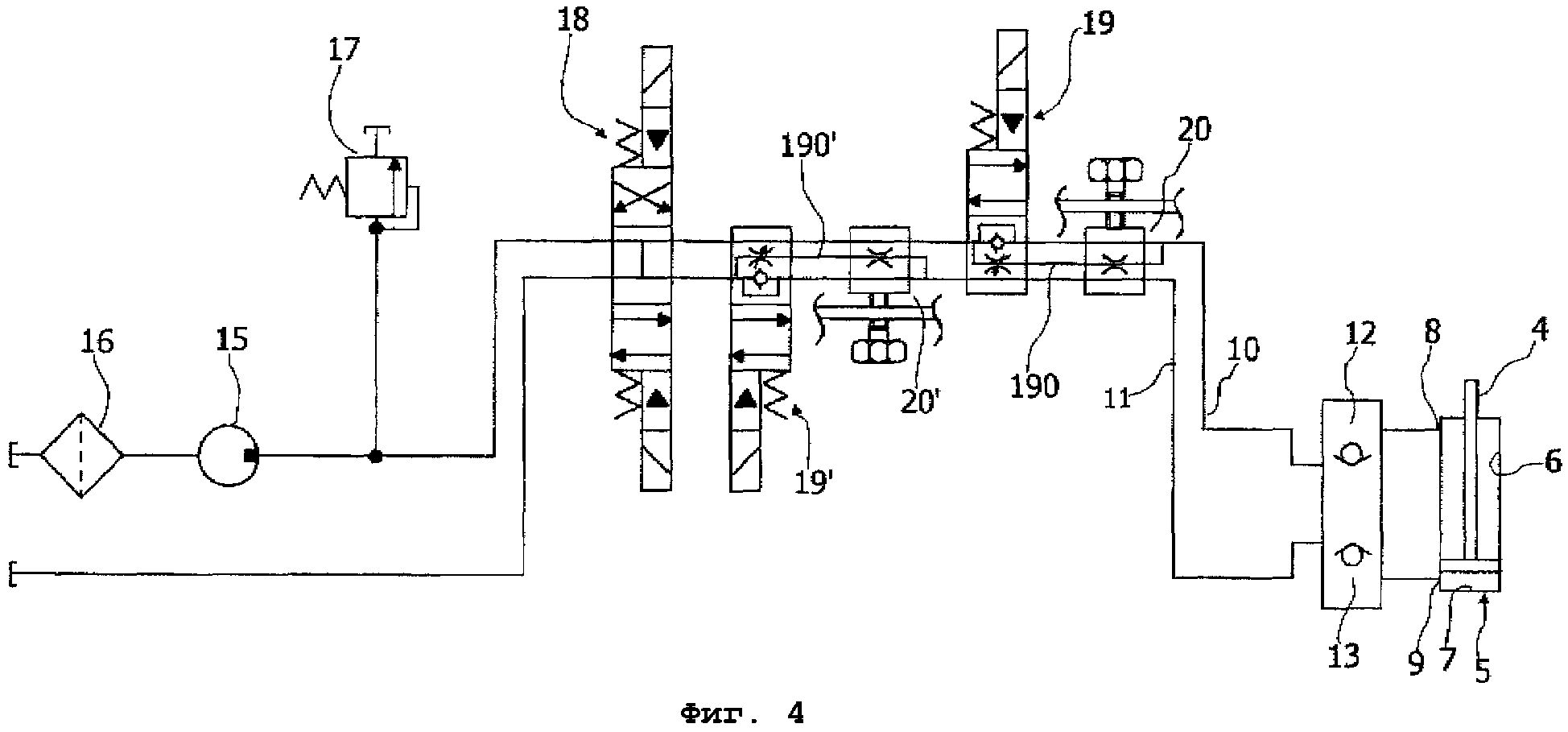
фиг.4 - схему гидравлической цепи согласно второму варианту осуществления изобретения;
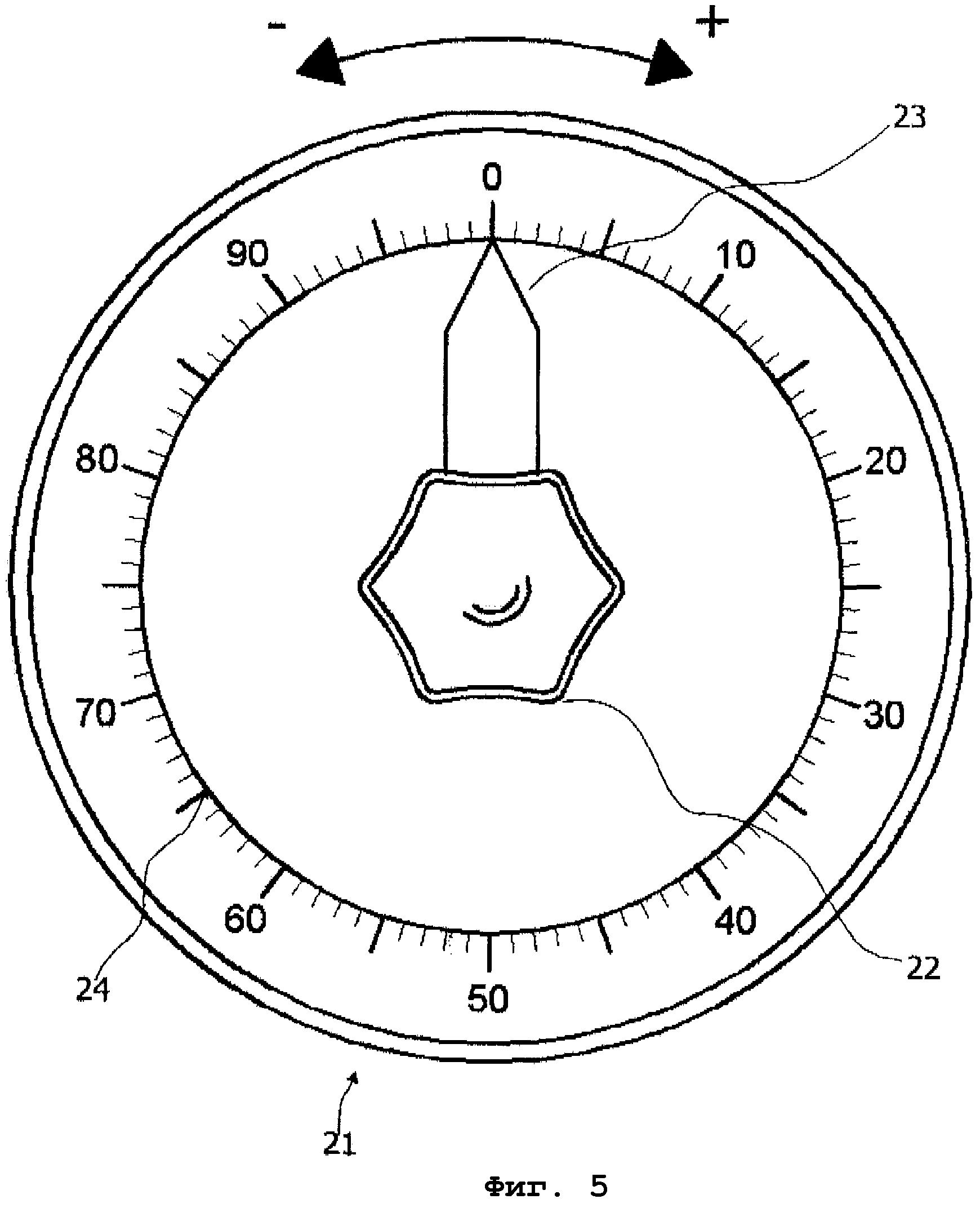
фиг.5 - в увеличенном масштабе лимб управления клапаном, используемый в трубогибочном станке, изображенном на фиг.3;
фиг.6 - условно вид сбоку секции металлической трубы, изогнутой на трубогибочном станке без гидравлической цепи согласно изобретению; и
фиг.7 - условно вид сбоку части металлической трубы, изогнутой на трубогибочном станке, показанном на фиг.4.
Подробное описание изобретения
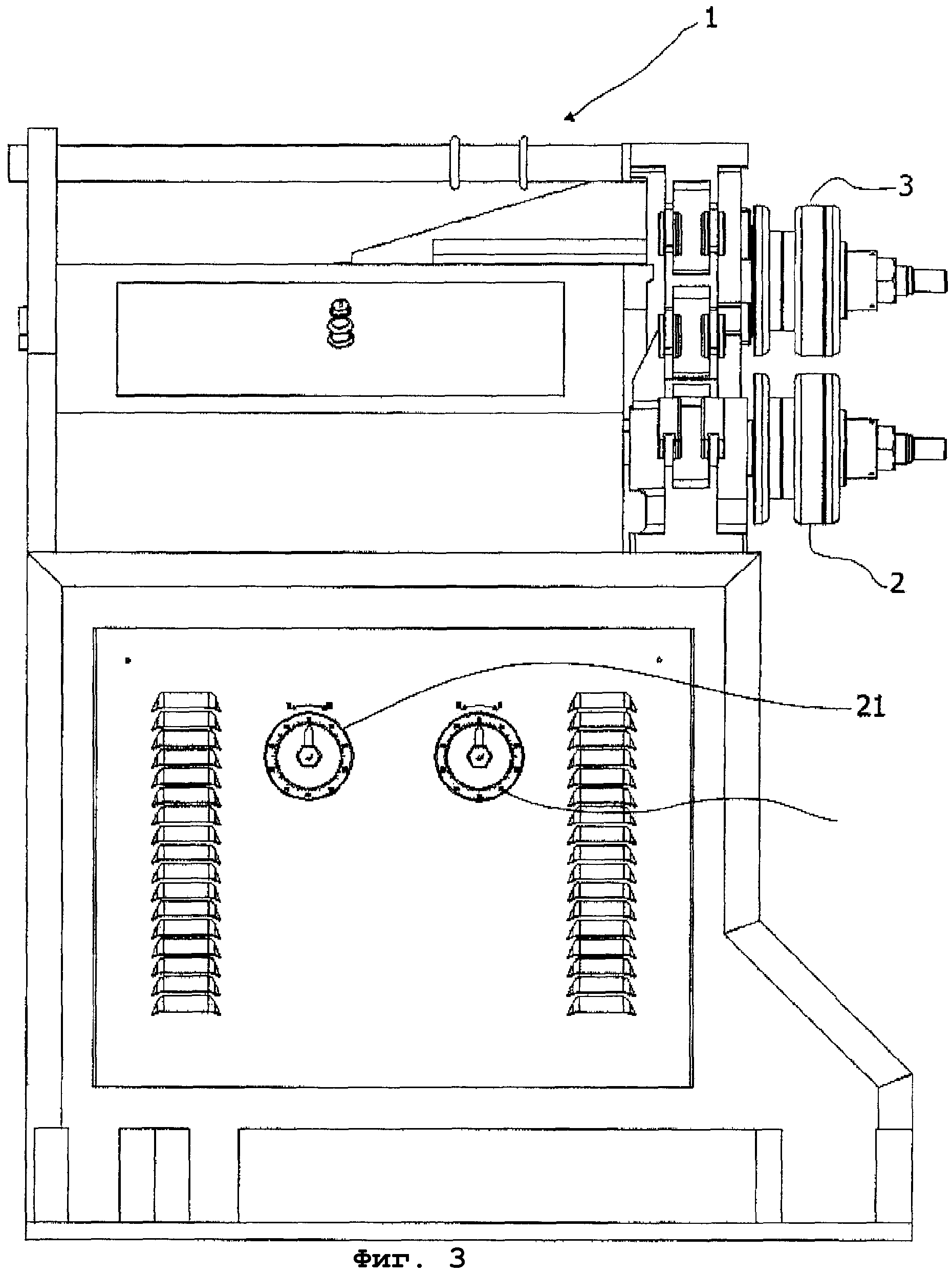
На чертежах показан общий внешний вид трубогибочного станка, обозначенного в целом ссылочным номером 1 (см. например, станок по фиг.1). Трубогибочный станок 1 оборудован гидравлической цепью согласно первому варианту осуществления изобретения.
Показанный в качестве примера трубогибочный станок представляет собой станок симметричного пирамидального вида. Он имеет на своей передней стороне (показана справа на фиг.1) пару неподвижных нижних роликов (показан только один ролик, обозначенный ссылочным номером 2) и верхний или деформирующий ролик 3. Верхний ролик 3 установлен обычным образом на ползуне (не показан), который соединен с поршневым штоком 4, условие изображенным на фиг.2. Поршневой шток 4 является частого гидравлического цилиндра 5, имеющего верхнюю камеру 6 и нижнюю камеру 7.
За счет перемещения поршневого штока 4 ползун, на котором закреплен верхний ролик 3, может перемещаться вниз в течение первого рабочего перемещения из общего положения, обозначенного осью g, в заданное положение оси l, как показано для пояснение на фиг.1. Операция изгибания заготовки (не показана) выполняется во время перемещения за один проход или более. В каждом проходе заданное положение оси 1 выбирается для каждой заготовки. Если, к примеру, две одинаковые заготовки, подлежащие изгибанию, обрабатываются за два прохода и с одинаковым конечным положением изгибания трубы, но для каждой изгибаемой заготовки выбирается различное промежуточное положение, то могут быть получены два изделия с различными размерными характеристиками.
Важно, чтобы положения изгибания достигались настолько точно, насколько это возможно.
Как конструктивно и в виде диаграммы показано на фиг.1 и 2 соответственно, верхняя камера 6 и нижняя камера 7 гидравлического цилиндра 5 сообщаются через отверстия 8 и 9 с соответствующими каналами 10 и 11 сжатой текучей среды и управляются для запирания обратного клапана, который состоит из пары клапанов 12 и 13 одностороннего действия.
Сжатая текучая среда, как правило масло для гидравлических цепей, подается из резервуара 14 через электронасосный блок 15. Как подробно показано на фиг.2, в цепи насоса имеются, по меньшей мере, фильтр 16 и управляемый предохранительный клапан 17. Кроме того, обычно трехпозиционный четырехходовой клапан 18 управляет обоими каналами 10 и 11. Клапаны, а также насос управляются электронным блоком управления (не показан).
В соответствии с первым вариантом осуществления изобретения пара дроссельных клапанов 19, 19', расположенных симметрично напротив друг друга, сообщаются с клапаном 18 через те же самые каналы 10 и 11.
Дроссельные клапаны 19, 19' представлены на фиг.2 как клапаны с электромагнитным управлением, но, естественно, они могут управляться пневматической и/или гидравлической цепью или их эквивалентом.
Дроссельные клапаны 19, 19', которые управляются, например, электронным блоком управления (не показан) или каким-либо другим образом, создают противодавление в нижней камере 7 гидравлического цилиндра 5 или, наоборот, в верхней камере 6. Фактически, при перемещении подвижного ролика 3 вниз, когда достигается заданное положение изгибания, определяемое осью l подвижного ролика, предпочтительно замедлить ползун так, чтобы последний мог точно достигнуть положения изгибания. Это замедление, например, из положения оси h достигается желательной работой дроссельного клапана 19, чтобы постепенно замедлить перемещающийся вниз подвижный ролик, вплоть до полного перекрытия клапана в требуемом конечном положении для выполняемого прохода гибки.
Интервал h-l, в пределах которого выполняется замедление, программируется в соответствии с требуемой точностью.
Предположим, что ползун должен точно возвратиться назад в положение гибки, соответствующее оси g, при перемещении вверх подвижного ролика 3. Когда подвижный ролик 3 достигает заданного положения, предпочтительно замедлить ползун так, чтобы подвижный ролик 3 мог точно достигнуть этого положения гибки. Аналогично для перемещения вниз, такое замедление достигается за счет желательной работы дроссельного клапана 19' так, чтобы постепенно снизить скорость, с которой перемещается вверх подвижный ролик 3, до тех пор, пока дроссельный клапан 19' не будет полностью перекрыт в требуемом конечном положении для выполняемого прохода гибки. Такое замедление обеспечивают за счет совместного действия трехпозиционного четырехходового клапана 18 и дроссельного клапана 19', как описано в международной заявке PCT/IT 01/00381 этого же заявителя.
На фиг.3 и 4 условно представлен трубогибочный станок 1'. Второй вариант осуществления гидравлической цепи согласие изобретению применим в трубогибочном станке 1'. На фиг.3 и 4 одни и те же ссылочные номера используются для обозначения одинаковых или аналогичных элементов. Дроссельные клапаны 19, 19' имеют соответствующие обводные каналы 190, 190' с дросселируемым поперечным сечением, определяющим сниженную фиксированную скорость потока между этими клапанами и гидравлическим цилиндром 5.
В обводных каналах 190, 190' дроссельных клапанов 19, 19' установлены клапаны 20, 20' ручного управления потоком, выполненные с возможностью регулируемого снижения скорости потока текучей среды, проходящей через дроссельные клапаны 19, 19'. Клапаны 20, 20' могут регулироваться посредством соответствующих рукояток 22.
Предпочтительно клапаны 20, 20' могут регулироваться со стороны гибочного станка, как показано на фиг.3. На фиг.5 представлено в увеличенном масштабе средство управления клапанами 20, 20', причем это средство управления показано содержащим лимбы управления, обозначенные в целом ссылочным номером 21, 21'. Каждый лимб 21 управления содержит в центре рукоятку, с которой соединен указатель 23. На основании лимба выполнена градуированная шкала в процентах. Когда указатель 23 установлен на "0", клапан 20, 20' управления потоком не действует. При перемещении указателя 23 по часовой стрелке скорость потока снижается, против часовой - наоборот. Процентное отношение требуемого снижения скорости потока отображается на градуированной и оцифрованной шкале 24.
Основное преимущество второго варианта осуществления настоящего изобретения при использовании в трубогибочном станке заключается в воздействии на векторную композицию передвижений ползуна, на котором закреплен деформирующий/формующий ролик 3, и заготовки, которая подается посредством нижних роликов 2, 2 без необходимости в регулировании скорости роликов 2, 2 и 3 и с достижением повышенной точности.
Действие гидравлической цепи согласно настоящему изобретению в трубогибочном станке проиллюстрировано на фиг.6 и 7, которые схематически изображают вид сбоку секций Т, Т' металлической трубы, изгибаемой на гибочном станке, соответственно, без гидравлической цепи и с ней согласно второму варианту осуществления изобретения. В качестве примера секции Т, Т' металлической трубы имеют центральный участок Т1, Т1' с постоянным радиусом сгиба и два по существу прямых концевых участка Т2, Т3 и T2', Т3'.
На фиг.6 показана секция трубы Т после обработки, при которой в переходной зоне от прямых участков Т2, Т3 к изогнутому участку Т1 и наоборот присутствует впадина, по существу борозда, обозначенная ссылочными номерами F1 и F2 соответственно, что препятствует непрерывному геометрическому соединению двух смежных участков Т2, Т1 и Т1, Т3. Это происходит вследствие того, что, когда нижние ролики 2, 2 гибочного станка подают металлическую трубу Т, деформирующий/формующий ролик 3 не снижает своевременно свою скорость, резко внедряется в материал в начале гибки и слишком медленно выходит в конце гибки, "оставляя свей знак".
На фиг.7 показана секция трубы Т' после обработки, при которой в переходной зоне от прямых участков Т2', Т3' к изогнутому участку Т' и наоборот не возникает какой-либо впадины или отсутствия непрерывности, как показано в зонах, обозначенных ссылочными номерами G1 и G2 соответственно, и тем самым обеспечено оптимальное соединение между двумя смежными участками Т2', Т1' и Т1', Т3'. Это достигнуто за счет того, что, когда нижние ролики 2, 2 гибочного станка подают металлическую трубу Т', деформирующий/формующий ролик 3 своевременно снижает свою скорость и затем точно подходит к изгибаемой трубе и, соответственно, отходит от нее в сторону.
Специалисту в данной области техники известно, что снижение скорости сближения и повышение скорости отдаления относительно секции обрабатываемой металлической трубы может быть осуществлено за счет оснащения гибочного станка регулятором скорости вращения нижних роликов 2, 2 и деформирующего/формующего ролика 3.
Так как настоящее изобретение вполне компенсирует отсутствие такого регулятора скорости, это обеспечивает значительное снижение стоимости станка. Таким образом, посредством гидравлической цепи согласно настоящему изобретению достигается высокое качество гибки заготовок с повышенной точностью, и, кроме этого, такая точная гибка может многократно выполняться без сложных дорогостоящих устройств.
Очевидно, что гидравлическая цепь согласно настоящему изобретению может быть использована также в других станках, в которых требуется точное позиционирование элемента, приводимого в действие посредством ползуна гидравлического цилиндра.
Другая отличительная особенность настоящего изобретения учитывает присутствие поршневого штока 4 в верхней камере 6 цилиндра 5, приводящее к тому, что объем масла внутри камеры 6 меньше, чем внутри нижней камеры 7. Нужно также учитывать, что одинаковая скорость потока в обводных каналах 190, 190' приводит к различной скорости поршня при работе одного или другого дроссельных клапанов 19, 19'. Чтобы преодолеть эту проблему, т.е. достичь такого поля давления внутри двух камер 6 и 7 цилиндра 5, чтобы устранить разность скоростей ползуна при его проходах в обоих направлениях, дросселируемое поперечное сечение в клапане 19 какала 10, соединенного с камерой 6 цилиндра, в которой расположен поршневой шток, устанавливают более широким, чем дросселируемое поперечное сечение в клапане 19' канала 11.
Настоящее изобретение описано со ссылкой на два частных варианта его осуществления, но явным образом подразумевается возможность выполнения модификаций, добавлений и/или упрощений без отхода от сущности изобретения, как заявлено в прилагаемой формуле изобретения.
Реферат
Гидравлическая цепь предназначена для линейного привода ползуна станка в двух направлениях. Гидравлическая цепь содержит гидравлический цилиндр, поршневой шток которого соединен с ползуном и в который подается сжатая текучая среда из резервуара посредством насоса через трехпозиционный четырехходовой клапан, обратный клапан и расположенные между ними дроссельные клапаны, которые установлены симметрично напротив друг друга и регулируются таким образом, чтобы создать повышенное давление в одной из камер гидравлического цилиндра, находящегося в данный момент под низким давлением, для замедления ползуна в его рабочем движении в обоих направлениях линейного перемещения при достижении программируемого интервала из заданного положения для каждого прохода. В обводном канале каждого дроссельного клапана между этими клапанами установлен клапан ручного управления потоком. Технический результат - повышение качества обработки изделия. 4 з.п. ф-лы, 7 ил.

Комментарии