Липкая лента, имеющая кодированную поверхность, испособ ее применения - RU2291060C2
Код документа: RU2291060C2
Чертежи








Описание
Предпосылки создания изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится в основном к липким лентам, используемым для клеевого бесшвейного скрепления стопы листов для формирования книги, а в частности - к липкой ленте, используемой в машине для клеевого бесшвейного скрепления и имеющей кодированную поверхность, которая может быть считана машиной для клеевого бесшвейного скрепления.
Характеристика предшествующего уровня техники
Липкие ленты с нанесенными на них клеями, активируемыми при нагревании, обычно используют для клеевого бесшвейного скрепления блока листов с помощью настольной машины для клеевого бесшвейного скрепления. Типичная липкая лента подробно описана в патенте США № 4496617, содержание которого упоминается в данном описании лишь для справок. Обращаясь к чертежам, отмечаем, что на фиг.1 показана возможная липкая лента 10, на одну сторону которой нанесен клей. Лента включает в себя удлиненную основу (не обозначенную позицией на чертеже), которая в типичном случае изготовлена из бумаги. Вдоль длины основы нанесена центральная полоса 14 клея, активируемого при нагревании. В случае активации при нагревании полоса 14 становится расплавленной и имеет низкую вязкость, вследствие чего обеспечивается смачивание краев страниц, подвергаемых клеевому бесшвейному скреплению. Предусмотрена пара внешних полос 12А и 12В клея, которые тоже выполнены из клея, активируемого при нагревании, но очень липкого и обладающего высокой вязкостью. Функция внешних полос заключается в креплении ленты к переднему и заднему форзацам блока, подвергаемого клеевому бесшвейному скреплению.
Собственно клеевое бесшвейное скрепление блока обычно проводят с помощью настольной машины для клеевого бесшвейного скрепления, такой, как та, которая описана в патенте США № 5052873, содержание которого упоминается в данном описании лишь для справок. На фиг.2 показано упрощенное изображение возможной машины 18 для клеевого бесшвейного скрепления. В машину для клеевого бесшвейного скрепления заложен обозначенный позицией 20 блок листов, которые надо скрепить способом клеевого бесшвейного скрепления. Оператор вставляет одну ленту 10 в проем 21, находящийся в боковой стороне машины. Датчик обнаруживает присутствие ленты 10, инициируя включение электродвигателя привода, после чего происходит протаскивание ленты в машину посредством пары прижимных валиков. Сразу же после загрузки ленты в машину эта лента подается к блоку 20, и при этом для клеевого бесшвейного скрепления блока используется как приложение давления, так и нагревание.
Сначала типичную машину 18 для клеевого скрепления эксплуатировали в основном с одним типом удлиненной липкой ленты, причем это были узкая, средняя и широкая ленты для работы соответственно с тонкими, средними и толстыми блоками листов, подвергаемых клеевому бесшвейному скреплению. Типичная машина для клеевого бесшвейного скрепления включает в себя устройство для автоматического измерения обозначенного позицией 20 блока листов, после чего посредством индикатора 24 оператору выдается указание о ширине липкой ленты, которую следует вставить в машину. Машина оснащена различными устройствами, которые либо предотвращают вставление оператором ленты неподходящей ширины в машину, либо определяют ширину ленты, а потом выталкивают эту ленту, если у нее неподходящая ширина.
В последние годы разработаны или находятся в процессе разработки различные новые типы липких лент, которые предусматривают разные способы клеевого бесшвейного скрепления. В идеальном случае машины для клеевого бесшвейного скрепления должны иметь конфигурацию, обеспечивающую работу в разных режимах в зависимости от типа используемой ленты. В качестве примера можно отметить, что некоторые ленты сами по себе требуют меньшего времени для нагревания клея, активируемого при нагревании, чем ленты других типов. В тех случаях, когда требуется меньше времени, машина может завершать последовательность клеевого бесшвейного скрепления быстрее по сравнению со случаями использования лент других типов. Машина должна иметь информацию о типе используемой ленты, позволяющую надлежащим образом модифицировать последовательность клеевого бесшвейного скрепления. В случае лент других типов большое значение имеет конец ленты, первым вставляемый в машину. Если первым вставляют не тот конец, можно не добиться надлежащего клеевого бесшвейного скрепления.
Другим подходом могло бы стать предоставление оператору возможности сообщить эту информацию машине посредством ручного ввода данных, реализуемого каким-либо образом, например с помощью клавиатуры 22 (фиг.2). Вместе с тем одной очень важной целью, преследуемой большинством настольных машин для клеевого бесшвейного скрепления, является предоставление кому-либо, имеющему минимальную квалификацию, эксплуатировать машину для клеевого бесшвейного скрепления. Если оператору нужно осмотреть липкую ленту, а потом вручную ввести необходимую информацию в машину, то этот оператор должен быть хорошо обучен. В любом случае предпочтительно минимизировать потребность в таком ручном вводе, поскольку даже обученный оператор может совершить ошибку, которая может привести к повреждению блока листов, подвергаемых клеевому бесшвейному скреплению. Эта проблема станет более острой, когда будут разработаны многочисленные новые типы лент.
Кроме того, липкие ленты иногда включают в себя пропуски в клее около обоих концов ленты. Как показано на фиг.1, внешние полосы 12А и 12В клея доходят до обоих концов ленты, а центральная полоса 14 клея - нет. Таким образом, в клее образуются пропуски 16А и 16В. Функция этих пропусков состоит в том, чтобы принимать избыточный расплавленный клей 14 во время реализации последовательности клеевого бесшвейного скрепления. Если на дистальном конце ленты, то есть на конце, вставляемом в машину первым, отсутствует пропуск, избыточный клей 14 на этом конце будет склонен стекать с ленты и попадать на компоненты машины для клеевого бесшвейного скрепления.
Поскольку такие пропуски предусматриваются на обоих концах ленты 10, оператор обычно не обращает внимания на то, какой конец он вставляет в машину первым. Однако в некоторых случаях оператору придется разрезать ленту, чтобы приспособить ее к блоку нестандартной длины. Например, ленту длиной 11 дюймов можно разрезать, получая кусок длиной по 8,5 дюйма, чтобы можно было осуществить клеевое бесшвейное скрепление верхнего края блока размером 8,5 дюйма на 11 дюймов вместо обычного края длиной 11 дюймов. В этом случае обрезаемый край блока не будет иметь зазора. Это не проблема, если оператор знает или помнит, что вставлять обрезанную ленту в машину надо вперед концом, имеющим упомянутый пропуск. Но если оператор вставляет ленту в машину обрезанным концом вперед, то можно испачкать машину клеем.
Недостатки известных лент, отмеченные выше, устраняются в настоящем изобретении за счет обеспечения эффективного кодирования лент информацией, которая обычно связана с типом ленты и направлением движения ленты во время вставления и которую машина для клеевого бесшвейного скрепления может обнаружить без вмешательства оператора. В предпочтительном варианте код указывает, какой конец ленты следует вставлять первым, а если это предписание не выполняется, то машина может заметить ошибку, вытолкнуть ленту и отобразить на индикаторе сообщение об ошибке, предписывающее оператору повторно вставить ленту надлежащим образом. Эти и другие преимущества настоящего изобретения станут очевидными для специалистов в данной области техники по прочтении нижеследующего подробного описания изобретения, приводимого со ссылками на чертежи.
Краткое изложение сущности изобретения
Предложена кодированная липкая лента, управляющая работой машины для клеевого бесшвейного скрепления. Эта липкая лента включает в себя удлиненную основу и матрицу клея, расположенную на поверхности основы. На поверхности матрицы сформирован предварительно определенный кодированный рисунок, включающий в себя области относительно малой и относительно большой отражательной способности. Кодированный рисунок может быть обнаружен, когда в машину для клеевого бесшвейного скрепления загружают ленту, так что работа машины оказывается оптимизированной для конкретного типа липкой ленты.
Краткое описание чертежей
На фиг.1 представлен вид в плане обычной липкой ленты, иллюстрирующий сторону, на которую нанесен клей.
На фиг.2 представлено упрощенное пространственное изображение обычной настольной машины для клеевого бесшвейного скрепления.
На фиг.3 показана часть липкой ленты согласно настоящему изобретению, имеющая кодированную поверхность.
На фиг.4А, 4В и 4С представлены схемы последовательности операций машины для клеевого бесшвейного скрепления, конфигурация которой обеспечивает считывание кодированной липкой ленты в соответствии с настоящим изобретением.
На фиг.5 представлено упрощенное изображение расположения датчиков, установленных для считывания кодированной липкой ленты в машине для клеевого бесшвейного скрепления.
На фиг.6 представлена блок-схема устройства машины для клеевого бесшвейного скрепления, предназначенная для обнаружения кодированной ленты, декодирования информации и управления действием машины для клеевого бесшвейного скрепления в ответ на декодированную информацию.
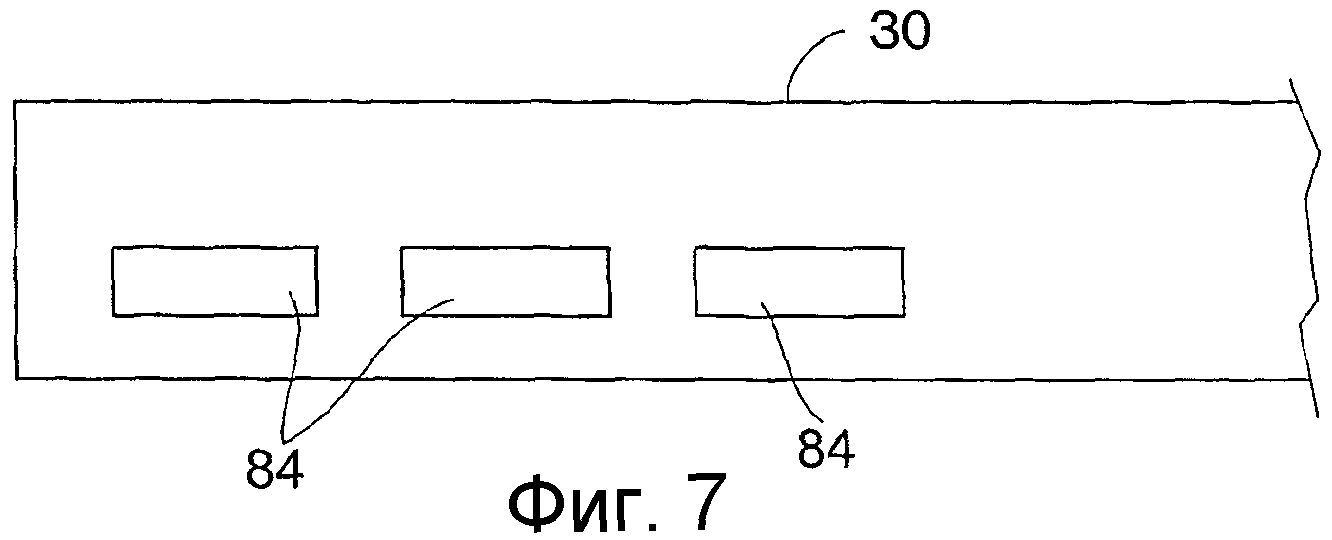
На фиг.7 представлена альтернативная липкая лента в соответствии с настоящим изобретением, лишь вдоль одной стороны которой нанесена кодированная информация, оговаривающая направление подачи ленты, которое нужно установить заранее.
На фиг.8 представлено условное изображение оборудования для изготовления кодированных липких лент, включая охлаждающий валик и кодирующий валик.
На фиг.9 представлен вид сбоку, изображающий внешнюю поверхность кодирующего валика, показанного на фиг.8.
Подробное описание изобретения
Снова обращаясь к чертежам, отмечаем, что на фиг.3 изображена часть покрытой клеем поверхности кодированной липкой ленты 30 согласно настоящему изобретению. Кодирование предпочтительно осуществляют, изменяя параметры отражения покрытой клеем поверхности липких лент. Светлые и темные полосы на покрытой клеем ленте, показанной на фиг.3, соответственно отображают области высокой и низкой отражательной способности. Обычная поверхность клея обладает очень высокой отражательной способностью. Обнаружено, что одним способом уменьшения отражательной способности является избирательное истирание поверхности клея. Другой способ заключается в пропускании клея над шероховатой поверхностью вскоре после нанесения расплавленного клея на основу при изготовлении липкой ленты, что подробнее поясняется ниже. В обоих случаях покрытую клеем поверхность текстурируют для уменьшения отражательной способности.
На фиг.5 представлено упрощенное изображение части модифицированного механизма загрузки ленты машины для клеевого бесшвейного скрепления. Как отмечалось ранее в связи с фиг.2, оператор вставляет один конец липкой ленты в машину. Внешний оптический датчик, который включает в себя источник света 34А, такой, как светоизлучающий диод (СИД), и фотоприемник 34В, обнаруживает, что в машину вставлена лента. После этого автоматически включается электродвигатель привода (не показан), который приводит в движение ведущий валик 32 и охлаждающий валик 28. Над траекторией подачи ленты расположен датчик отражательной способности, включающий в себя передатчик 34А и приемник 34В, вследствие чего можно считывать код на ленте, когда лента загружена в машину. Электродвигатель привода представляет собой шаговый электродвигатель, так что количество шагов, на которое этот электродвигатель осуществляет привод, соответствует некоторому заданному месту на ленте.
Как можно видеть на фиг.6, выходной сигнал датчика отражательной способности направляется в декодер 38. Декодированная информация в типичном случае относится к тому типу липкой ленты, которая только что загружена в машину. Эта информация посылается в схему управления машиной для клеевого бесшвейного скрепления, представленную на рассматриваемом чертеже в виде узла 40. Эта информация может, например, изменять количество времени, затрачиваемое на нагревание клея, или может просто заставлять машину выталкивать загруженную ленту и отображать на индикаторе сообщение ошибки, например такое: "Лента вставлена неправильно - переверните ленту другим концом и вставьте ее повторно".
В одном конкретном варианте осуществления тип ленты определяют, сравнивая ту часть ленты, которая имеет относительно высокую отражательную способность, с той частью ленты, которая имеет относительно низкую отражательную способность. Для уменьшения вероятности ошибок на ленте сформирован и несколько раз повторяется некоторый особый рисунок. В качестве примера отметим, что на фиг.3 показана кодированная поверхность части липкой ленты 30, причем размер L2A, L2B и т.д. отображает общую длину повторяющегося рисунка. Таким образом, область между точками РА и РС охватывает один полный цикл рисунка, а область между точками РС и РЕ охватывает второй полный цикл того же рисунка. Эта общая длина цикла может составлять, например, один дюйм для всех типов лент и включает в себя часть ленты с относительно низкой отражательной способностью, отображенную темными участками чертежа (например, область между точками РА и РВ), и часть ленты с относительно высокой отражательной способностью, отображенную светлыми участками чертежа (например, область между точками РВ и РС). Длина L1A, L1B и т.д. соответствует типу липкой ленты. Чтобы уменьшить ошибку, обычно используют отношение L1 к L2 для идентификации типа ленты. Так, например, отношения 1/8, 2/8, 3/8, 4/8, 5/8, 6/8 и 7/8 могут отображать семь разных типов лент.
На фиг.4А, 4В и 4С представлена возможная последовательность декодирования, используемая для считывания кодированной ленты. Одной целью реализации последовательности декодирования является исключение возможных ошибок ввиду искаженного или страдающего другими дефектами кода на липкой ленте. Таким образом, в самой кодированной ленте и в последовательности декодирования предусмотрена значительная степень избыточности. Обращаясь к фиг.4А, отмечаем, что упомянутая последовательность начинается в момент, представленный элементом 42 схемы. В этот момент оператор установил обозначенный позицией 20 блок листов в машине 18 для клеевого бесшвейного скрепления, как показано на фиг.2. В большинстве случаев машина для клеевого бесшвейного скрепления будет затем измерять толщину блока 20 и будет указывать с помощью индикатора 24 ширину липкой ленты (широкой, средней, узкой), вставляемой в машину. Как показано с помощью прямоугольника 44, после этого на индикаторе появляется инструкция, предписывающая оператору вставить ленту 10 подходящей ширины в проем 21 машины для клеевого бесшвейного скрепления. Затем будет происходить включение электродвигателя привода (не показан), который обеспечит протаскивание ленты в машину. Как показывает элемент 46, внешний оптический датчик (передатчик 34А и приемник 34В, показанные на фиг.5) определяет, находится ли лента в рабочей зоне датчика. В этот момент, если лента не обнаружена, то это обычно означает, что оператор по какой-либо причине извлек ленту из машины. Это вызовет останов электродвигателя, что отображено прямоугольником 48. Если лента 10 обнаружена, то она продвигается в машину, и при этом лента проходит под датчиком 36А/36В отражательной способности. Местонахождение ленты относительно датчика 36А/36В всегда известно, поскольку количество шагов шагового электродвигателя подсчитывается и регистрируется.
Сначала определяется, вставил ли оператор обрезанный край ленты в машину. Как отмечалось ранее, если лента обрезана для согласования ее с блоком нестандартной длины, оператор должен вставлять необрезанный край первым, так что пропуск 16А/16В (фиг.1) будет расположен надлежащим образом, обеспечивая возможность поглощения любого избыточного расплавленного клея 14. Каждый конец липкой ленты имеет сегмент относительно низкой отражательной способности, имеющий длину LS. Длину LS выбирают большей, чем у любого из сегментов относительно высокой отражательной способности на ленте, вследствие чего при обрезании ленты в любом месте, в худшем случае длина любого переднего сегмента относительно высокой отражательной способности будет меньше, чем минимальное значение LSmin. Таким образом, как показывает элемент 50, электродвигатель привода отрабатывает один шаг привода, после чего определяется, обнаружил ли датчик 36А/36В точку РА. Датчик 36А/36В обнаруживает переход от области относительно высокой отражательной способности к области относительно низкой отражательной способности. Сначала этот переход не будет обнаружен, вследствие чего, как показывает элемент 52, последовательность операций вернется к элементу 46, а электродвигатель совершит шаговое перемещение во второй раз, как указывает элемент 50, и этот цикл будет продолжаться до тех пор, пока не будет обнаружена точка РА. Если координата местонахождения того, что принимается за точку РА, превышает предварительно определенное максимальное значение, то, вероятно, лента закодирована лишь вдоль одного края, так что код обнаружить нельзя, как будет пояснено ниже. В таком случае оператор вставил ленту задом наперед, т.е. неправильно.
Как отмечалось выше, ленты некоторых типов нужно вставлять в надлежащем направлении, чтобы гарантировать, что часть ленты, предназначенная для соединения с передним форзацем блока 20, будет действительно нанесена на передний форзац блока. Как показывает элемент 56, происходит переход последовательности операций к элементу 82, который показан на фиг.4С и указывает, что происходит реверс электродвигателя привода, следствием чего станет выталкивание ленты. На индикаторе также будет отображено сообщение об ошибке, указывающей, например, что нужно перевернуть ленту и повторно вставить ее другим концом. Возможно, внешний датчик 34А/34В (фиг.5) укажет, что произошло выталкивание ленты, вследствие чего последовательность операций может вернуться в начальное состояние - см. элемент 42, показанный на фиг.4А, - в котором машина ожидает обнаружения повторно вставленной ленты.
Предположим, что точка РА обнаружена, а значение, которое соответствует LS - расстоянию между местонахождением переднего края ленты 30 и точкой РА, - запомнено. Предположим, что место, где находится точка РА, характеризуется параметром, не превышающим некоторое максимальное расстояние (см. элемент 56 на фиг.4А), тогда, как указывает элемент 58, определяется, является ли запомненное значение для LS меньшим, чем запомненное минимальное значение LSmin. Если это так, то область относительно высокой отражательной способности должна представлять собой всю промежуточную область относительно высокой отражательной способности, обрезанную оператором, или часть этой промежуточной области. В этом случае лента была неправильно вставлена обрезанным концом вперед, вследствие чего ленту нужно перевернуть и вставить повторно. Таким образом, последовательность операций перейдет к элементу 82, показанному в той части схемы последовательности операций, которая соответствует фиг.4С, и это будет операция выталкивания ленты и отображения сообщения об ошибке на индикаторе.
Предположим, что лента вставлена правильно, тогда будет продолжено перемещение этой ленты в машину, так что можно искать следующие две точки, т.е. точки РВ и РС, как указывает элемент 60. Точка РВ обнаруживается, когда код ленты изменяется на переходе от области относительно низкой отражательной способности к области относительно высокой отражательной способности. Расстояние между точками РА и РВ представляет собой длину L1A (фиг.3). Точка РС обнаруживается, когда код ленты изменяется на переходе от области относительно высокой отражательной способности к области относительно низкой отражательной способности. Расстояние между точками РА и РС представляет собой длину L2A. Измеренное значение L2A должно соответствовать одному циклу L2 внедренного кода, значение длины которого зафиксировано для всех типов лент. Если L2A превышает максимальное значение для L2, т.е. максимальное значение Lmax2, то точки РВ и РС не найдены. В таком случае полоса будет вытолкнута, как указывает элемент 62, в соответствии с той частью схемы последовательности операций, которая показана на фиг.4С.
Предположим, что максимальное значение Lmax2 не превышено, тогда определяется, попадает ли измеренное значение L2A в предварительно определенный приемлемый диапазон для номинального значения длины L2 цикла. Как указывает элемент 64, если L2А выпадает из приемлемого диапазона, то значения, соответствующие точкам РА и РВ, не используются для определения типа ленты. Тогда последовательность операций возвращается к элементу 60, и предпринимается попытка осуществить считывание следующих двух точек (РС и PD) на ленте по мере подачи этой ленты в машину для клеевого бесшвейного скрепления.
Если значение L2A находится в пределах приемлемого диапазона, то можно использовать отношение L1A к L2A для определения типа ленты. Однако для того, чтобы дополнительно уменьшить возможные ошибки, проводят второе измерение, когда полоса продолжает продвигаться в машину для клеевого бесшвейного скрепления. Последовательность операций перейдет к элементу 66, показанному на фиг.4В. Как показано на схеме, затем определяется местонахождение следующих двух точек на ленте, т.е. точек PD и РЕ. Расстояние между точками РС и РЕ соответствует второму замеру L2B длины L2 цикла. Если измеренное значение L2B превышает максимальное значение Lmax2, то точки PD и РЕ не найдены. В таком случае полоса будет вытолкнута, как указывает элемент 68, в соответствии с той частью схемы последовательности операций, которая показана на фиг.4С. Предположим, что значение L2B не превысило максимальное значение, тогда определяется, попадает ли измеренное значение L2В в предварительно определенный приемлемый диапазон для номинального значения длины L2 цикла, как указывает элемент 70. Если значение L2В не попадает в пределы упомянутого приемлемого диапазона, то предпринимается попытка дополнительного измерения, как показывают элемент 70 на фиг.4В и элемент 60 на фиг.4А. Если значение L2B является приемлемым, то затем вычисляются два отношения - L1A/L2A и L2A/L2B, как показывает элемент 72. Потом эти два значения сравниваются друг с другом, как показывает элемент 74. Если эти два значения отличаются друг от друга более чем на предварительно определенную величину, то, по меньшей мере, одно из измерений дало ошибочный результат. Как показывают элементы 74 и 60, приходится проводить другую пару измерений.
Предположим, что упомянутые отношения совпадают в пределах приемлемого допуска, тогда эти отношения используются в связи с таблицей преобразования, запомненной в машине 18 для клеевого бесшвейного скрепления, как показывает элемент 76. Эта таблица преобразования дает один из семи идентификаторов выбираемых типов лент на основании вводимого параметра, который соответствует измеренному диапазону отношений L1/L2. Сравнение, показанное с помощью элемента 74 на схеме, подтверждает, что оба измерения попадают в один из диапазонов, так что из таблицы преобразования будет получен выбранный один из семи идентификаторов типов лент. Затем, как показывает элемент 78, машина для клеевого бесшвейного скрепления отображает на индикаторе тип ленты и переходит к автоматической коррекции работы в рамках последовательности клеевого бесшвейного скрепления в соответствии с типом ленты.
Как отмечалось ранее, один способ определения правильности вставления ленты в машину для клеевого бесшвейного скрепления заключается в кодировании ленты только вдоль одного края этой ленты, как показано на фиг.7. Оптический датчик 36А/36В (фиг.5) смещен от траектории подачи липкой ленты, так что кодированная информация на липкой ленте 30 может быть обнаружена только тогда, когда лента подается в машину для клеевого бесшвейного скрепления в одном направлении. Если лента подается в противоположном направлении, считывание кодированной информации невозможно, и машина выталкивает ленту и инициирует отображение на индикаторе сообщения об ошибке, предписывающего оператору повторно вставить ленту в надлежащем направлении, как было описано ранее в связи с элементом 56 на фиг.4А и фиг.4С. В случае кодированного рисунка, представленного на фиг.7, следует отметить, что этот кодированный рисунок в предпочтительном варианте расположен асимметрично на поверхности клея относительно центральной продольной оси ленты.
На фиг.8 проиллюстрирован один возможный способ кодирования рассматриваемых липких лент. Процесс изготовления этих липких лент обычно является непрерывным. Полосы 12А/12В и 14 клея (фиг.1) наносят на одиночное полотно 86 материала основы с помощью экструдера 84 клея, который испускает полосы расплавленного клея, активируемого при нагревании, когда материал подложки проходит под экструдером. Как правило, полотно 86 является достаточно широким, чтобы можно было изготавливать несколько липких лент параллельно. Экструдер 84 наносит полосы клея для изготовления шести или более липких лент, так что можно изготавливать несколько липких лент одновременно. Экструдеры, наносящие центральную полосу 14 клея, периодически отключают, вследствие чего образуются пропуски 16А и 16В в тех местах, где впоследствии окажутся концы конкретных лент.
После нанесения нагретого клея на основу 86 эту основу пропускают поверх охлаждающего валика 88, который охлаждает клей в степени, достаточной для предотвращения стекания клея с основы. Основу 86 и клей пропускают поверх кодирующего валика 90, имеющего внешнюю поверхность с рисунком (фиг.9), соответствующую кодированной информации, внедряемой в ленты. Рисунок на внешней поверхности валика формируют травлением или с помощью иных средств, подходящих для получения огрубленной поверхности в предварительно выбранных областях. Когда клей пропускается над внешней поверхностью валика 90, на поверхности клея избирательно формируется текстурированная поверхность, поскольку клей все еще податлив в этот момент. Эта текстурированная поверхность имеет отражательную способность, являющуюся низкой по сравнению с отражательной способностью не текстурированной поверхности. Натяжной валик 92 поддерживает натяжение основы, способствуя сохранению информации на текстурированных поверхностях. Затем основу 86 пропускают через режущее устройство (не показано), назначением которого является разрезание основы на отдельные липкие ленты. Таким образом, описаны новая кодированная липкая лента и способ ее изготовления. Хотя с некоторой подробностью описан лишь один конкретный вариант осуществления, должно быть понятно, что специалисты в данной области техники могут внести некоторые изменения в рамках объема притязаний изобретения, ограниченного нижеследующей формулой изобретения. Например, для различения типов липких лент и направлений подачи липких лент можно реализовать схемы кодирования, отличающиеся от тех, которые описаны выше. Кроме того, для изменения отражательной способности клея можно применять другие процедуры, не связанные с использованием текстурированного валика. Преимущество использования огрубленной поверхности валика заключается в том, что требуется очень незначительная модификация технологического процесса изготовления липких лент для изменения процесса кодирования, который вследствие этого почти не сказывается на стоимости изготовления ленты. В типичном случае кодирующий валик 90 даже не нужно вводить в технологическое оборудование, поскольку в нем уже есть валик, функционирующий как охлаждающий валик.
Реферат
Изобретение относится к липким лентам, используемым для клеевого бесшвейного скрепления стопы листов для формирования книги. Кодированная липкая лента, наносимая на край блока листов, подлежащих скреплению машиной для клеевого бесшвейного скрепления, содержит удлиненную основу и матрицу клея, сформированную на поверхности основы. При этом липкая лента имеет предварительно определенный кодированный рисунок, содержащий области относительно высокой отражательной способности и области относительно низкой отражательной способности, видимые с той стороны липкой ленты, на которую нанесен клей. Предложенная кодированная липкая лента обеспечивает управление работой машины для клеевого бесшвейного скрепления, для безошибочного скрепления стопы листов. 4 н. и 15 з.п. ф-лы, 9 ил.

Комментарии