Устройство для сборки сфальцованных печатных листов - RU2057029C1
Код документа: RU2057029C1
Чертежи
Описание
Изобретение относится к полиграфической промышленности, в частности к устройству для сборки сфальцованных печатных листов.
Известно устройство для сборки сфальцованных печатных листов, содержащее вращающиеся вдоль замкнутой траектории вращения седловидные опоры, продольные оси которых, по меньшей мере, на заданном участке
траектории их вращения расположены параллельно друг другу и преимущественно перпендикулярно направлению их вращения, по меньшей мере, расположенные на определенном расстоянии друг от друга и вдоль
траектории вращения седловидных опор два подающих приспособления, соединенный с ними скобкосшиватель, включающий несущий элемент, перемещающийся на заданном участке траектории вращения седловидных
опор в поперечной относительно опор плоскости, установленные на несущем элементе друг за другом на расстоянии опор сшивающие головки, сpедство для формирования скоб, пpеимущественно из прямых отрезков
проволоки, удерживаемых сшиваемыми головками, средство для подачи отрезков проволоки сшивающим головкам, приспособление для отвода сшитых печатных листов и механизм для синхронного привода пеpемещения
сшивающих головок и седловидных опор [1]
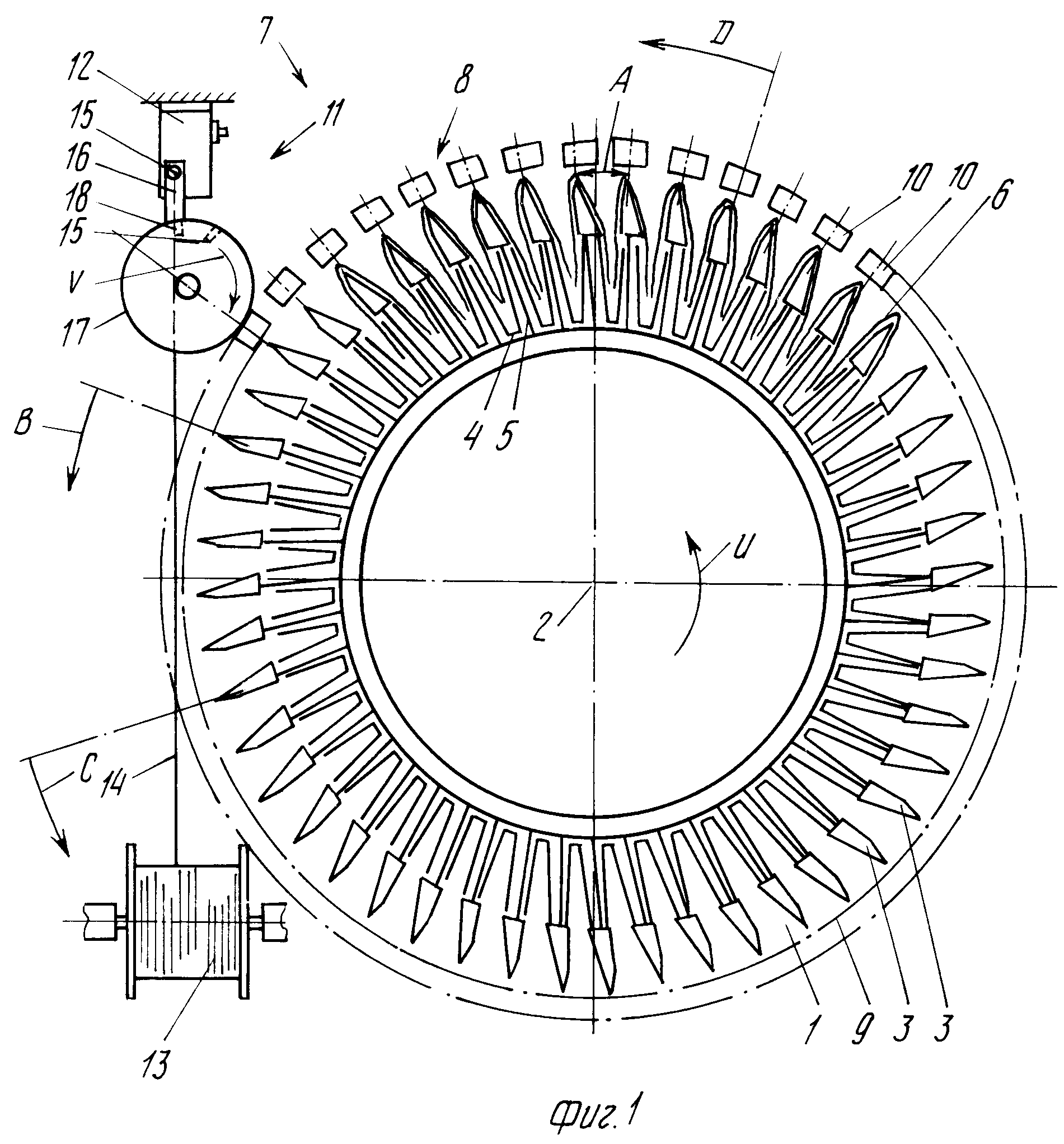
На фиг. 1 изображен собирательный барабан со швейной секцией, аппараты которой вращаются вдоль проходящей вокруг собирательного барабана траектории
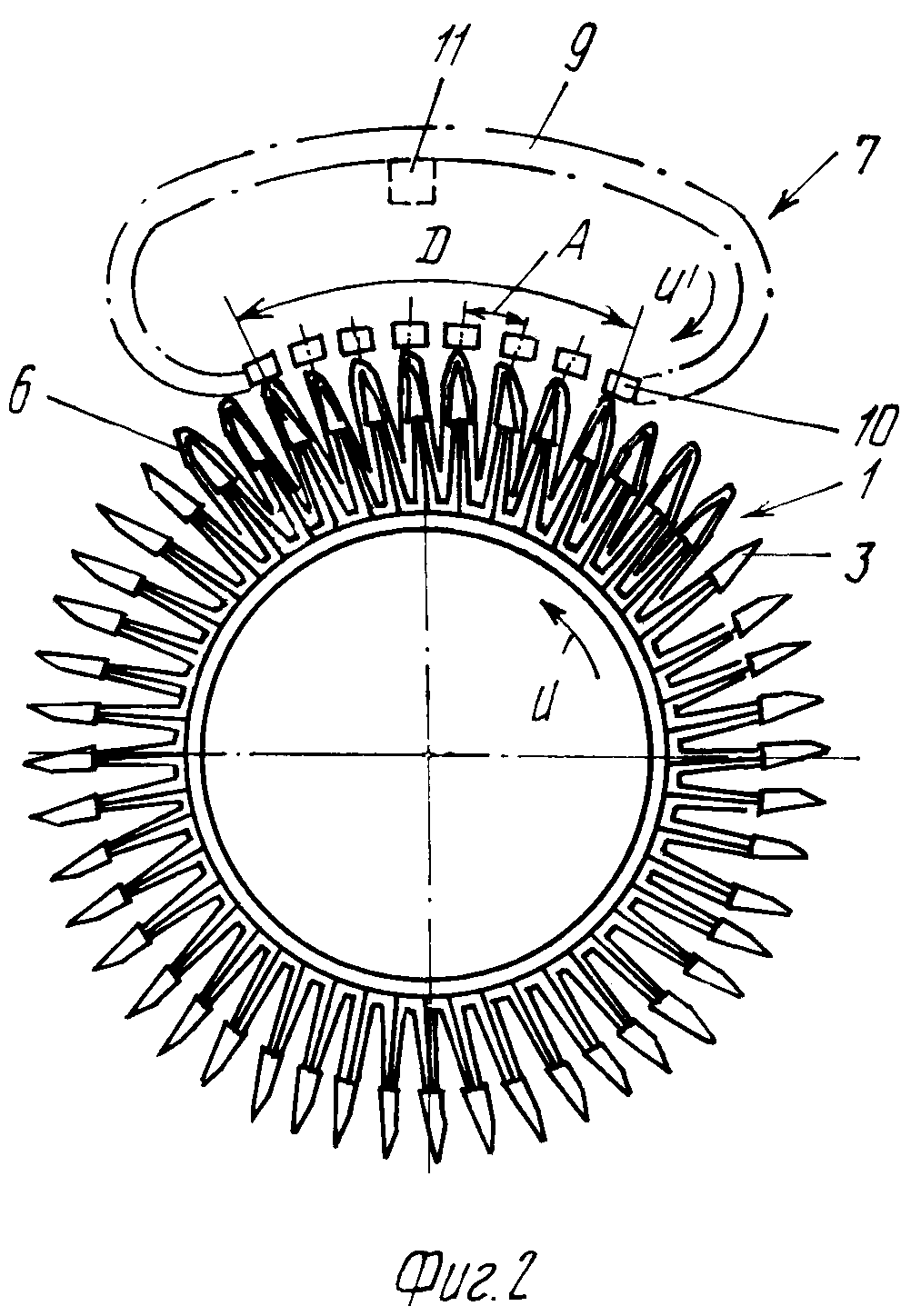
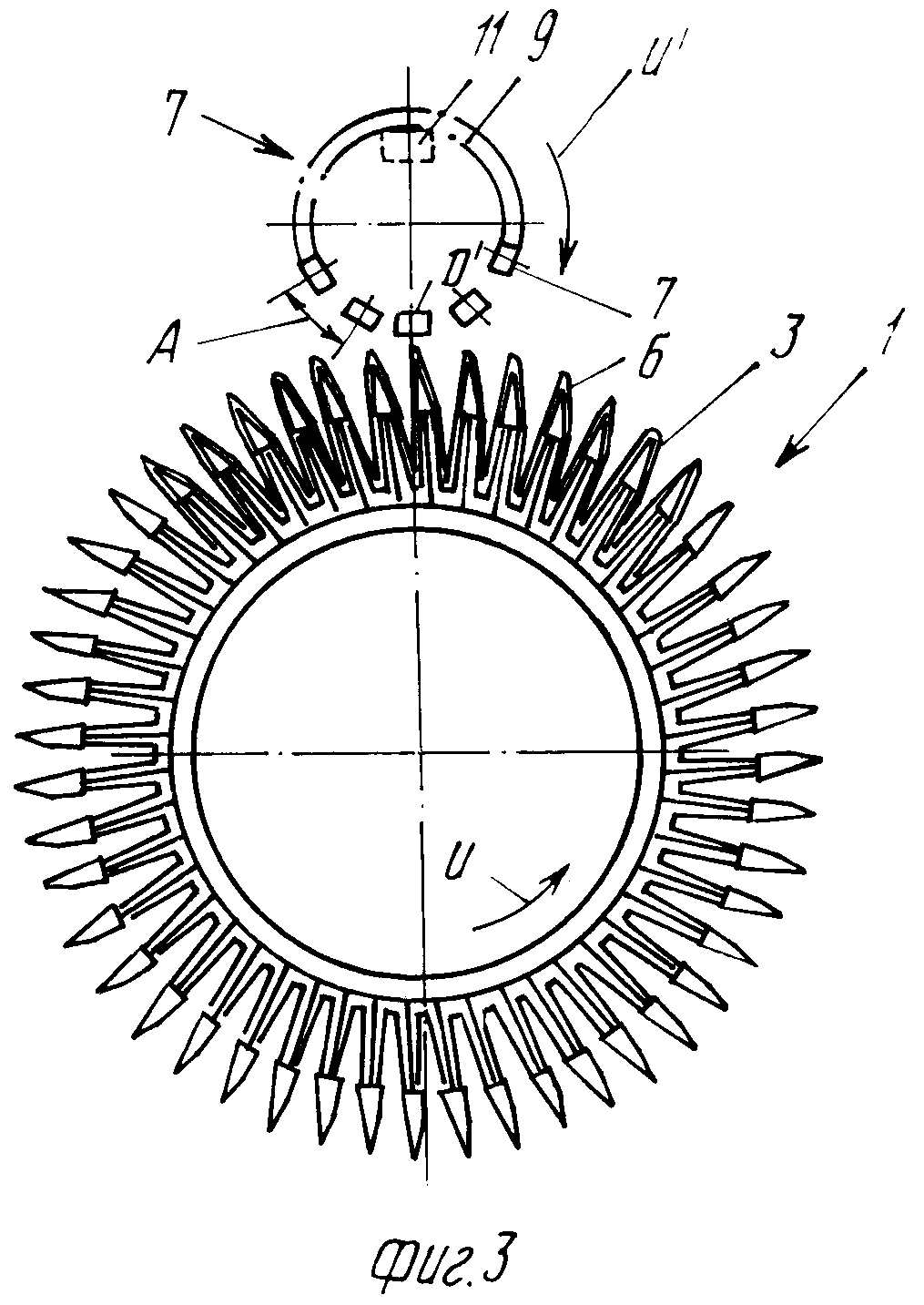
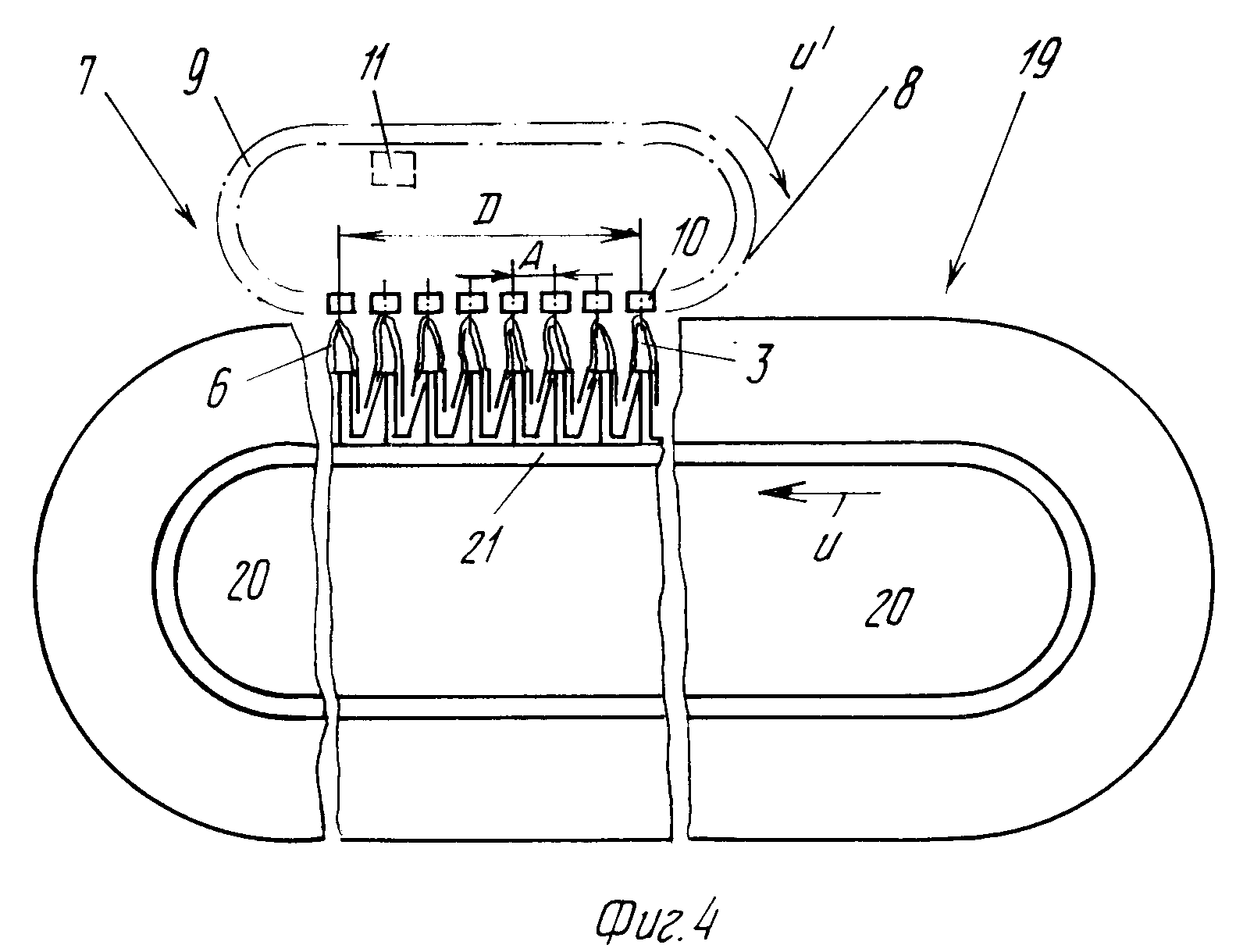
движения; на фиг.2-3 то же, швейные головки вращаются вдоль почковидной или круговой траектории движения; на фиг.4 собирательный барабан с продольно проходящей траекторией движения опор и также с
продольно проходящей траекторией движения швейной головки; на фиг.5 вариант выполнения устройства; на фиг.6 разрез А-А на фиг.5; на фиг.7 и 8 вид или горизонтальная проекция швейной головки; на фиг.9
разрез Б-Б на фиг.8; на фиг.10 15 упрощенное изображение швейной головки в различных фазах рабочего цикла; на фиг.16 и 17 средство для подачи отрезков проволоки, вид сбоку; на фиг.18 24 увеличенное
изображение частей устройства в соответствии с фиг.5 в различных фазах вращения.
Устройство имеет вращающийся собирательный барабан 1 с расположенными вокруг общей оси 2 вращения с возможностью вращения в направлении U седловидные опоры 3. В зоне между соседними опорами предусмотрена совершающая возвратно-поступательные движения в направлении оси 2 вращения каретка 4 с управляемой зажимной системой 5 для наложенных верхом на опоры 3 сфальцованных печатных листов 6.
Швейная секция 7 имеет систему 8 швейных аппаратов с расположенными друг за другом вдоль проходящей коаксиально вокруг собирательного барабана 1 траектории 9 швейными головками 10. С каждой опорой 3 сопряжена одна швейная головка 10, которая расположена с удалением А, как и опоры 3.
Вне траектории 9 движения предусмотрено средство 11 для подачи отрезков проволоки 11, мимо которого проходит траектория 9 движения собирательного барабана 1. Это средство 11 для подачи отрезков проволоки имеет режущее приспособление 12, с помощью которого отделяются от сматываемой с рулона 13 проволоки 14 ее отрезки 15. За режущим приспособлением 12 размещен питаемый от режущего приспособления 12 кусками 15 проволоки магазин 16. Вращающееся в направлении V подающее колесо 17 снимает с помощью расположенных рассредоточенно по окружности удерживающих элементов 18 с магазина 16 отрезок 15 проволоки и подает его к швейным аппаратам 8.
Изображенное на фиг.1 устройство работает следующим образом.
Секции подачи листов накладывают верхом соответственно сфальцованный печатный лист 6 на каждую опору 3, проходящую в направлении вращения U мимо секции подачи. Прежде чем соответствующая опора 3 войдет в нижнюю зону круговой траектории движения, зажимается соответствующая зажимная система 5 для удержания выступающих в соответствующую каретку 4 частей печатных листов 6. В процессе прохождения нижней половины траектории движения опор 3 каретки 4 совершают рабочий ход в продольном направлении оси вращения 2 к следующей секции подачи или к швейной секции 7. При покидании нижней половины траектории движения опоры 3 соответствующая зажимная система 5 вновь отпускается, так что печатные листы 6 в верхней зоне траектории движения опор 3 не совершают движения в направлении оси 2 вращения. В этой зоне траектории движения каретки 4 с открытой зажимной системой 5 совершают обратный ход.
Швейный головки 10 синхронно с опорами 3 также приводятся в движение в направлении вращения U. При прохождении швейной головки 10 мимо подающего колеса 17 она принимает с подающего колеса 17 отрезок проволоки 15. В обозначенной символом В следующей за средством для подачи 11 отрезков проволоки, если смотреть в направлении вращения U, зоне удерживаемый теперь швейной головкой 10 отрезок проволоки 15 формируется в скобу, как это ниже будет описано более подробно. В следующей зоне траектории 9 движения, обозначенной символом С, скоба с расположенной снаружи, если смотреть в радиальном направлении, стороны швейных головок 10 переводится на внутреннюю сторону, обращенную к опорам 3. В расположенной в верхней половине траектории движения опор 3 зоне D траектории 9 движения швейных головок 10, в которой печатные листы 6 не совершают движения в направлении оси 2 вращения, соответствующие швейные головки 10 спускаются на наложенные друг на друга на опоры 3 печатные листы 6 и скобы вставляются в печатные листы. При этом расстояние А между швейными головками 10 соответствует расстоянию между опорами 3. После посадки скоб швейные головки 10 вновь поднимаются, после чего собранные и сшитые печатные листы 6 в процессе дальнейшего вращения собирательного барабана 1 в направлении оси вращения 2 подаются к отводящей секции.
Показанный на фиг.2 и 3 собирательный барабан 1 соответствует собирательному барабану, изображенному на фиг.1, и поэтому более подробно не описывается. В соответствии с фиг.2 траектория 9 движения швейных головок 10 выполнена почковидной и проходит в зоне D вдоль траектории движения опоры 3 собирательного барабана 1. Собирательный барабан 1 расположен вне траектории 9 движения и внутри этой траектории расположено изображенное лишь схематично средство 11 для подачи отрезков проволоки. Собирательный барабан 1 вращается в направлении U против часовой стрелки и швейные головки приводятся в движение в противоположном направлении U' с такой же скоростью, что и опоры 3. Расстояние А между швейными головками 10 при посадке скоб вновь соответствует расстоянию между опорами 3, так что в зоне D посадки скоб соответственно с каждой опоpой пеpемещается соответствующая швейная головка 10. Показанный на фиг. 3 варианту выполнения соответствует в основном вариант выполнения в соответствии с фиг.2. Единственное отличие заключается в том, что траектория движения 9 выполнена круговой и тем самым зона D сокращается в основном до точки D'. Это означает, что соответствующая швейная головка 10 лишь на очень короткое время для посадки скобы входит в соприкосновение с наложенными на опоры 3 печатными листами 6. Здесь также швейные головки 10 расположены вдоль траектории движения 9 на удалении А, которое при посадке скоб соответствует расстоянию между опорами 3 собирательного барабана 1.
Изображенный на фиг. 4 вариант выполнения устройства для сборки сфальцованных печатных листов 6 имеет собирательный конвейер 19. Этот собирательный конвейер имеет обведенный вокруг двух удаленных друг от друга, обозначенных только с помощью проходящих в основном горизонтально осей 20 вращения, направляющих колес тяговый элемент 21, на котором расположены на определенных расстояниях друг за другом проходящие параллельно друг другу и под прямым углом к направлению вращения U опоры 3. Швейная секция 7 имеет расположенную выше собирательного конвейера 19 систему 24 швейных головок с продольно простирающейся траекторией движения 9 швейных головок 10. Швейные головки 10 расположены на тяговом органе (не показан) на таких же расстояниях А, что и опоры 3 в зоне D. Тяговый орган приводится в движение в направлении U' с той же скоростью, что и тяговый элемент 21 в направлении U. Таким образом, швейные головки 10 проходят в зоне D синхронно с опорами 3 и перемещаются соответственно мимо удаленного от зоны D средства 11 для подачи отрезков проволоки. Если смотреть в направлении стрелки U, перед швейной секцией 7 вдоль верхней ветви собирательного конвейера 19 включены подающие секции для накладывания сфальцованных печатных листов 6 на опоры 3. После швейной секции 7 включена секция для отвода сшитых печатных листов 6.
Изображенные на фиг.2-4 швейные секции 7 работают следующим образом.
Каждая швейная головка 10 принимает соответственно при прохождении мимо средства 11 для подачи отрезок проволоки. В процессе вращения в нaправлении стрелки U' вдоль траектории 9 в зоне между средством 11 для подачи отрезков проволоки и зоной D,D' (зона вставления скоб) из отрезка проволоки изгибается скоба и последняя подается на расположенную относительно траектории 9 наружную сторону швейных головок 10. В зоне D,D' швейные головки 10 входят в соприкосновение с соответствующими опорами 3 или с наложенными на них печатными листами 6 и скобы вставляются в печатные листы 6.
В вариантах выполнения в соответствии с фиг.2 и 4 можно также располагать средство для подачи отрезков проволоки вне траектории 9 движения. В этом случае отрезок проволоки или скоба остается на расположенной снаружи относительно траектории стороне швейной головки.
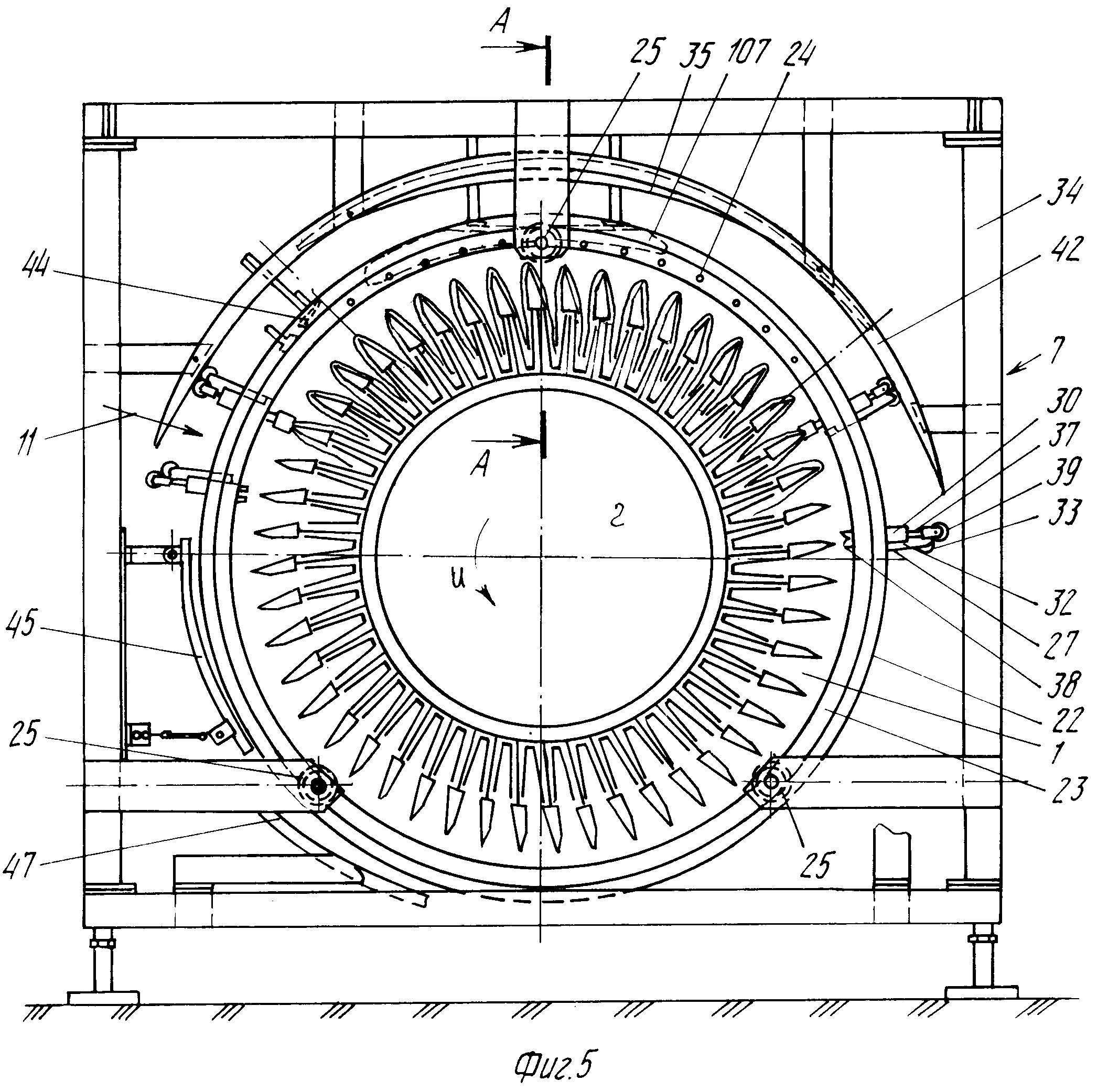
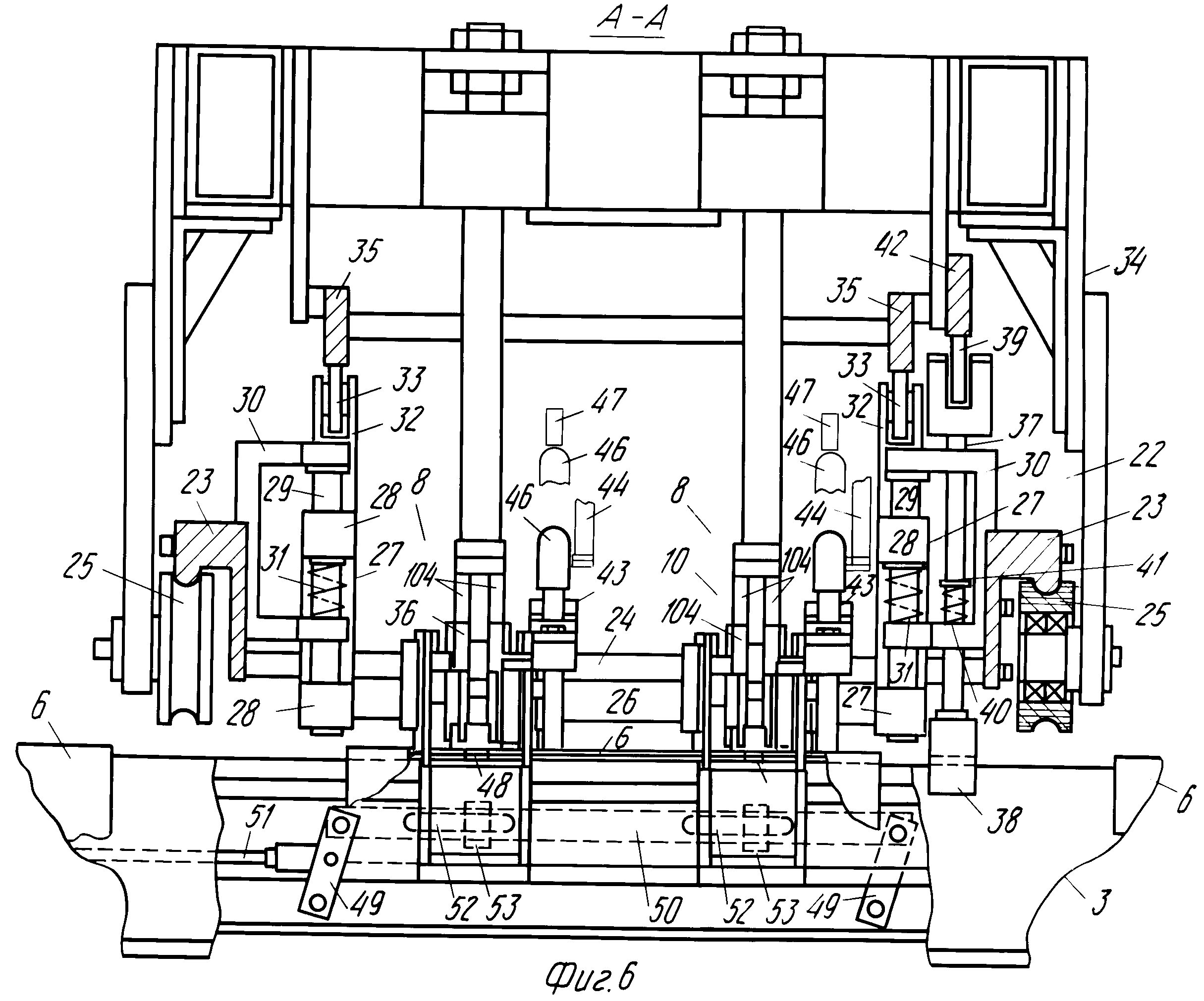
Ниже вариант выполнения устройства в соответствии с фиг.1 поясняется более подробно. Показанная на фиг.5 и 6 швейная секция 7 имеет два расположенные на одной и той же удерживающей системе 22 швейных аппарата. Удерживающая система 22 выполнена круговой и охватывает коаксиально вращающийся вокруг оси 2 вращения в направлении вращения U собирательный барабан 1. Удерживающая система 22 имеет два удаленных друг от друга в направлении оси 2 вращения удерживающих кольца 23, которые с помощью решетчатых стержней 24 соединены друг с другом по типу клетки. Удерживающие кольца 23 установлены соответственно на расположенных на раме удаленных соответственно друг от друга на одинаковое расстояние трех опорных роликах 25 с возможностью свободного вращения.
С каждой опорой 3 каждой системы 8 швейных аппаратов сопряжена швейная головка 10. Эти швейные головки закреплены на общем несущем элементе 26 на определенном удалении друг от друга в направлении оси 2 вращения (фиг.6). На несущем элементе 26 на обоих концах закреплена опорная С-образная деталь 27, которая своими свободными концевыми зонами 28 установлена соответственно на хвостовике 29 опоры с возможностью перемещения в радиальном направлении. Хвостовик 29 опоры расположен также на С-образной, закрепленной на соответствующем удерживающем кольце 23 крепежной детали 30, причем показанная на фиг. 6 сверху концевая зона 28 опорной детали 27 охвачена крепежной деталью 30. Вокруг хвостовика 29 опоры установлена пружина сжатия 31, которая, если смотреть в направлении Е, опирается внутри на крепежную деталь 30 и снаружи на опорную деталь 27. Таким образом, пружины сжатия 38 удерживают швейные головки 10 в положении покоя (на фиг.6 не показано), в котором швейные головки 10 отведены от опор 3, а опорные детали 27 находятся вблизи удерживающих деталей 30.
Опорные детали 27 имеют соответственно выступающий за соответствующую удерживающую деталь 30 наружу кронштейн 32, на котором соответственно установлен с возможностью свободного вращения следящий ролик 33. Выше собирательного барабана 1 на раме 34 закреплена воздействующая на эти следящие ролики 33 опускающая кулисная пара 35.
Кроме того, в зоне опускающей кулисной пары 35 на раме 34 соответственно закреплена сопряженная системой 8 швейных аппаратов толкающая кулиса, причем эта кулиса воздействует в зоне, в которой швейные головки 10 находятся в показанном на фиг.6 положении опирания на толкатели 36 швейных головок 10.
На закрепленных на удерживающем кольце 23 удерживающих деталях 30 соответственно установлен поводок 37 с возможностью перемещения в радиальном направлении. Поводок 37 на обращенном к опоре 3 конце имеет в основном V-образный профиль 38 поводка и на противоположном конце имеет установленный с возможностью свободного вращения следящий валик 39. Другая пружина 40 сжатия охватывает поводок 37 и опирается, если смотреть в радиальном направлении, внутренним концом на удерживающую деталь 30 и наружным концом на закрепленное на поводке 37 кольцо 41. С помощью расположенной на раме 34 и воздействующей на следящий валик 39 приблизительно по верхней половине траектории 9 движения швейных головок 10 управляющей кулисы 42 поводка соответствующий профиль 38 поводка может опускаться из не показанного на фиг.6 исходного положения, в котором профиль 38 поводка находится вблизи удерживающей детали 30 против направления действия усилия пружины 40 сжатия в изображенное на фиг. 6 положение увлекания, в котором V-образный профиль 38 поводка охватывает седловидную опору 3.
Если смотреть в направлении вращения U, вслед за концом опускающей кулисной пары 35 на раме 34 расположена воздействующая на зажимной рычаг 43 швейных головок 10 разобщающая кулиса 44 (на фиг.6 обозначена штрих-пунктирной линией). Вслед за обозначенным стрелкой средством 11 для подачи отрезков проволоки на раме 34 расположены воздействующая на отрезок проволоки 15 кулисообразная матрица 45 и воздействующая на исполнительный хвостовик 46 швейных головок 10 поворотная кулиса 47 (фиг.5).
На фиг. 6 опора 3 изображена частично разрезанной. На опоре 3 находятся наложенные друг на друга печатные листы 6, причем в находящихся под швейными головками 10 печатных листах 6, изображенных разрезанными, показаны вставленные в них скобы 48.
Внутри опоры 3 на двух установленных на ней с возможностью качания качающихся рычагах 49, проходящих параллельно друг другу, установлена связь 50 по типу шарнирного параллелограмма. Изображенный на фиг.6 слева качающийся рычаг 49 сочленен с управляющим рычагом 51, который с помощью не показанной системы управления может перемещаться туда и обратно в продольном направлении опоры 3. Следствием движения вперед и назад управляющего рычага 51 является возвратно-поступательное движение связи 50 в радиальном направлении Е. В зоне швейных головок 10 в связи 50 расположены шлицы 52, которые воздействуют на обозначенный лишь схематично толкатель 53 гибочного механизма в направлении стрелки Е.
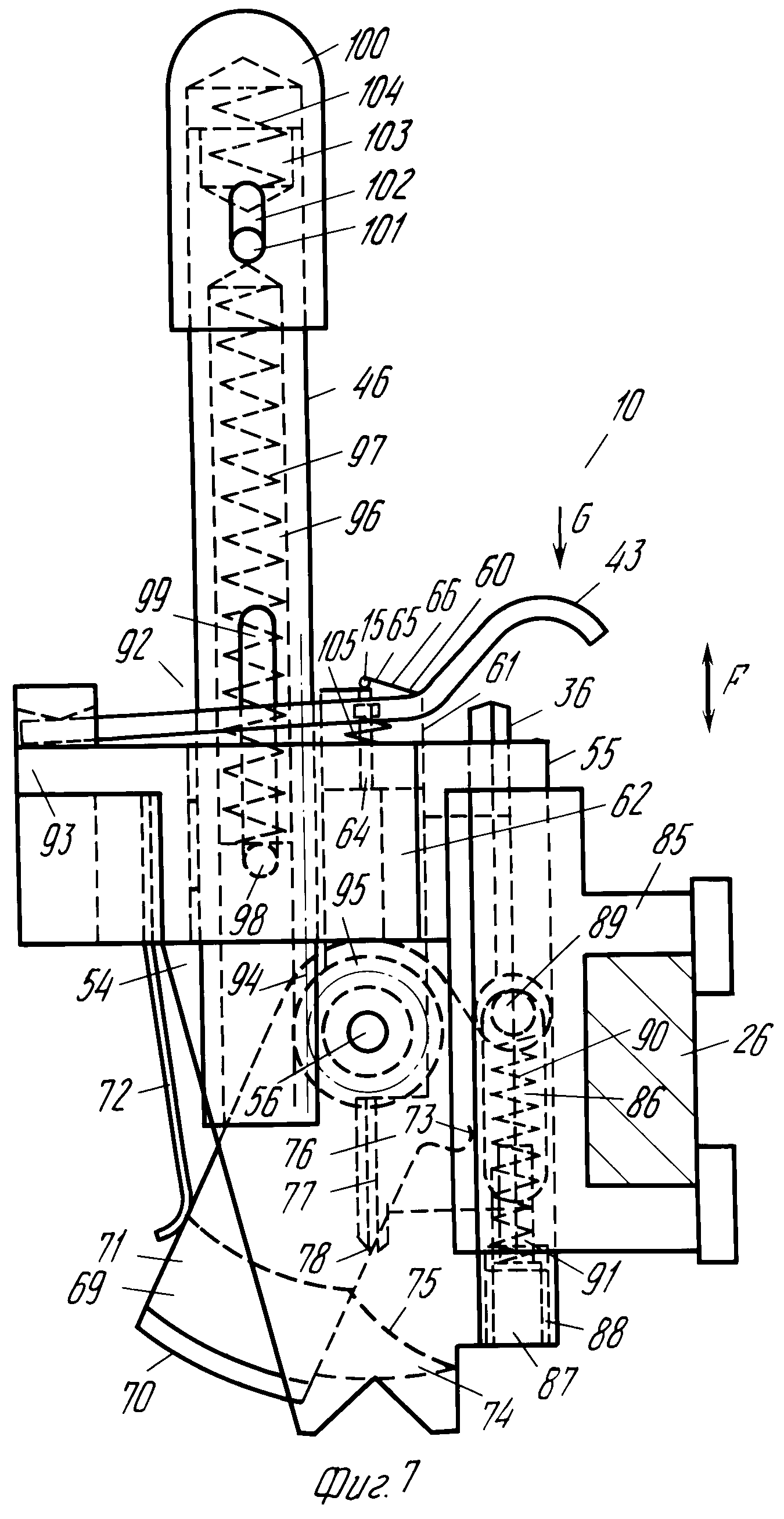
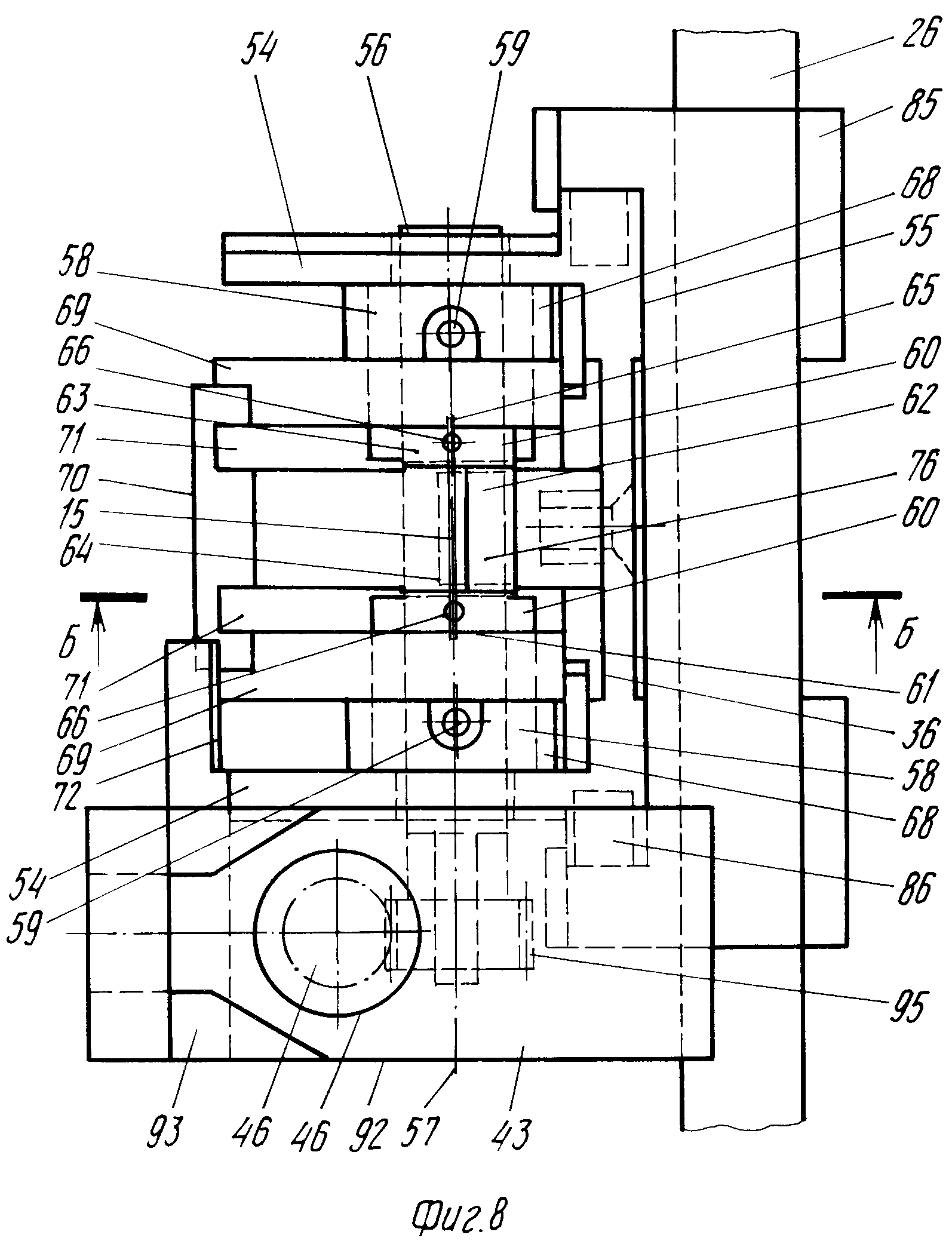
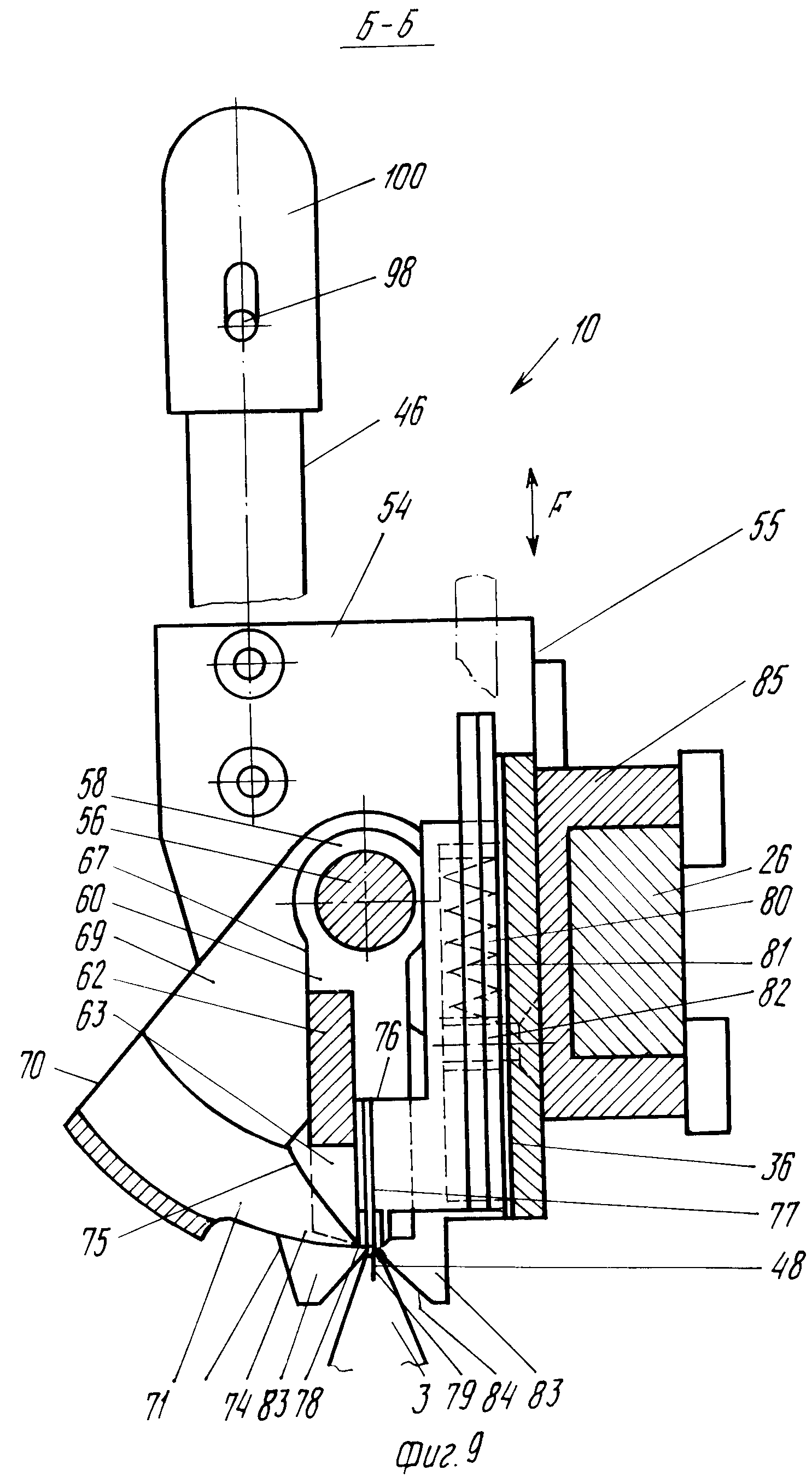
Для лучшего понимания принципа действия, показанного на фиг.5 и 6 устройства ниже с помощью фиг.7-9 вначале более подробно описываются швейные головки 10. На боковых сторонах 54 в основном U-образной несущей детали 55 установлен с возможностью свободного вращения вал 56, обозначенная штрих-пунктирной линией ось качания 57 которого проходит параллельно продольному направлению несущего профиля 26 (сравни фиг.6) и таким образом параллельно оси 2 вращения собирательного барабана 1. В зоне между обеими боковыми сторонами 54 на валу 56 установлены две удаленные друг от друга втулки 58, которые с помощью штифтов 59 соединены без возможности проворота с валом 56 и на которых закреплены проходящие параллельно друг другу кронштейны 60 пуансона 61. Оба кронштейна 60 пуансона 61 соединены друг с другом с помощью боковой стойки 62. В свободной концевой зоне оба кронштейна 60 пуансона 61 имеют направленное друг против друга незначительное утолщение 63, в котором предусмотрены проходящие в радиальном направлении, открытые друг к другу пазы 64. Эти пазы 64 открыты в радиальном направлении также на свободном конце пуансона 61. Каждый кронштейн 60 пуансона 61 имеет на свободном конце, соседнем с пазом 64, выступающий в радиальном направлении выступ 65 поводка, а также расположенный в кронштейне 60 пуансона 61 постоянный магнит 66. На фиг. 7 и 8 показан захваченный выступами 65 поводка и удерживаемый постоянными магнитами 66 отрезок проволоки 15. На фиг.8 пуансон 61 показан в исходном положении и на фиг.9 в положении 67 вставления скобы.
На каждой втулке 58 в зоне штифта 59 установлена распорная втулка 68, качающийся рычаг 69 установлен с возможностью свободного вращения между распорной втулкой 68 и соответствующим кронштейном 60 пуансона 61, на свободных концевых зонах качающихся рычагов 69 расположен соединяющий оба качающихся рычага 69, выполненный в основном в виде кругового сегмента удерживающий скобы элемент 70. На удерживающем скобы элементе 70 врезаны два удаленных друг от друга паза 71, в которые при отклонении пуансона 61 входят свободные концевые зоны кронштейнов 60 пуансона 61. На один качающийся рычаг 69 воздействует с направленным против часовой стрелки усилием закрепленная на несущей детали 55 система пластинчатых пружин 72 и прижимает качающиеся рычаги 69 сформированными на них упорами 73 к несущей детали 55. Удерживающий скобы элемент 70 имеет выступающий над качающимися рычагами 69 выступ 74, направляющий скобы в направлении против часовой стрелки. Этот направляющий скобы выступ 74 выполнен клиновидным и имеет, если смотреть в радиальном направлении, направленную внутрь клиновую поверхность, обозначенную позицией 75.
На несущей детали 55 установлен толкатель 36 с возможностью перемещения в направлении стрелки F. Это направление перемещения F проходит параллельно пазам 64 в кронштейнах 60 пуансона 61 при находящемся в положении 67 вставлении скоб пуансоне 61. Толкатель 36 имеет в нижней концевой зоне головку 76, которая при находящемся в положении 67 вставления скоб пуансоне 61 входит между обоими кронштейнами 60 пуансона 61. На головке 76 толкателя сформованы выступающие в сторону направляющие клинья 77, которые при перемещении толкателя в направлении F из показанного на фиг.7 исходного положения в показанное на фиг.9 положение выталкивания входят при находящемся в положении 67 вставления скоб пуансона 61 в пазы 64. На своем нижнем конце головка 76 толкателя имеет стыковой паз 78 для выталкивания боковыми кронштейнами 79 находящихся в пазах 64 скоб. Толкатель 36 имеет, кроме того, открытое к несущей детали 55 пазообразное углубление 80, в котором расположена пружина сжатия 81, которая верхним концом опирается на толкатель 36, а нижним концом на закрепленный на несущей детали 55 палец 82, выступающий в пазообразное углубление 80 (фиг.9). Пружина сжатия 81 удерживает толкатель в обозначенном на фиг. 7 сплошными линиями и на фиг.9 штрих-пунктирными линиями исходном положении.
Боковые стороны 54 имеют на нижнем конце выступающие против находящегося в положении 61 вставления скоб пуансона 61 прижимные выступы 83, которые отделены друг от друга с помощью в основном V-образного углубления 84. При опускании швейной головки 10 он прижимными выступами 83 опирается на опору 3 или на наложенные на опору печатные листы 6.
Несущая деталь 55 установлена в закрепленном на несущем элементе 26 (сравни фиг.6) опорном приспособлении 85 также с возможностью перемещения в направлении стрелки F. На боковых концах несущая деталь 55 имеет также пазообразные углубления 86 (фиг.7 и 8), в которые снизу входят соответственно отверстия 87 с резьбой 88. На опорном приспособлении 85 расположены другие пальцы 89, которые входят в пазообразные углубления 86 и на которые верхним концом соответственно опирается другая пружина сжатия 90. Нижним концом эта пружина 90 нажимает на вставленный в резьбу 88 винт 91. Таким образом с помощью пружины сжатия 89 несущая деталь 55 удерживается относительно опорного приспособления 85 в показанном на фиг.7 нижнем исходном положении, в котором несущая деталь 55 опирается на палец 89. При опускании несущего элемента 26 (сравни фиг.6) под воздействием опускающей кулисной пары 35 на следящие ролики 33 несущая деталь 55 опирается прижимными выступами 83 на опору 3 или на наложенные на нее печатные листы 6. Обусловленное различной толщиной печатных листов 6 различное положение опущенной швейной головки 10 относительно опущенного всегда на одинаковую величину несущего элемента 26 (и опорного приспособления 85).
На изображенной на фиг.8 внизу боковой стороне 54 несущей детали 55 закреплено приводное приспособление 92 для отклонения вала 56. Это устройство имеет направляющий элемент 93, на котором установлен хвостовик 46 приведения в действие также с возможностью перемещения в направлении стрелки F. В нижней концевой зоне на хвостовике 46 приведения в действие сформована зубчатая рейка 94, которая находится в зацеплении с сидящей на валу 56 без возможности проворота шестерней 95. В открытом вниз отверстии 96 в хвостовике 46 приведения в действие расположена другая пружина сжатия 97, которая опирается верхним концом на хвостовик 46 приведения в действие и нижним концом на закрепленный на направляющем элементе 93 штифт 98. Штифт 98 проходит сквозь удлиненное пропускное отверстие 99 в хвостовике 46 приведения в действие. Верхняя концевая зона хвостовика 46 приведения в действие перекрыта колпачкообразным опорным сегментом 100, который может перемещаться относительно хвостовика 46 приведения в действие в продольном направлении и удерживается с помощь другого закрепленного на хвостовике 46 приведения в действие штифта 101, который проходит сквозь опорный сегмент 100 также в удлиненном пропускном отверстии 102. В открытое вверх отверстие 103 в хвостовике 46 приведения в действие вставлена другая пружина сжатия 104, которая опирается на опорный сегмент 100 и на хвостовик 46 приведения в действие. Если хвостовик 46 приведения в действие находится в показанном на фиг.9 нижнем конечном положении и качающаяся кулиса 47 еще более приближается к несущей детали 55, пружина сжатия 104 воспринимает это приближение.
На направляющем элементе 93 установлен с возможностью поворота зажимной рычаг 43, через который проходит хвостовик 46 приведения в действие. Соответствующее отверстие в зажимном рычаге 43 имеет лишь незначительно больший диаметр, чем толщина хвостовика 46 приведения в действие. Зажимной рычаг 43 удерживается с помощью пружины сжатия 105 в предварительно напряженном состоянии в направлении против часовой стрелки. В показанном на фиг.7 положении зажимного рычага 43 он благодаря перекосу прочно удерживает хвостовик 46 приведения в действие. В результате приложения усилия в направлении стрелки G с помощью разобщающей кулисы 44 (сравни фиг.6) этот перекос ликвидируется благодаря отклонению зажимного рычага 43 в направлении по часовой стрелке и хвостовик 46 приведения в действие освобождается и перемещается с помощью пружины сжатия 97 вверх.
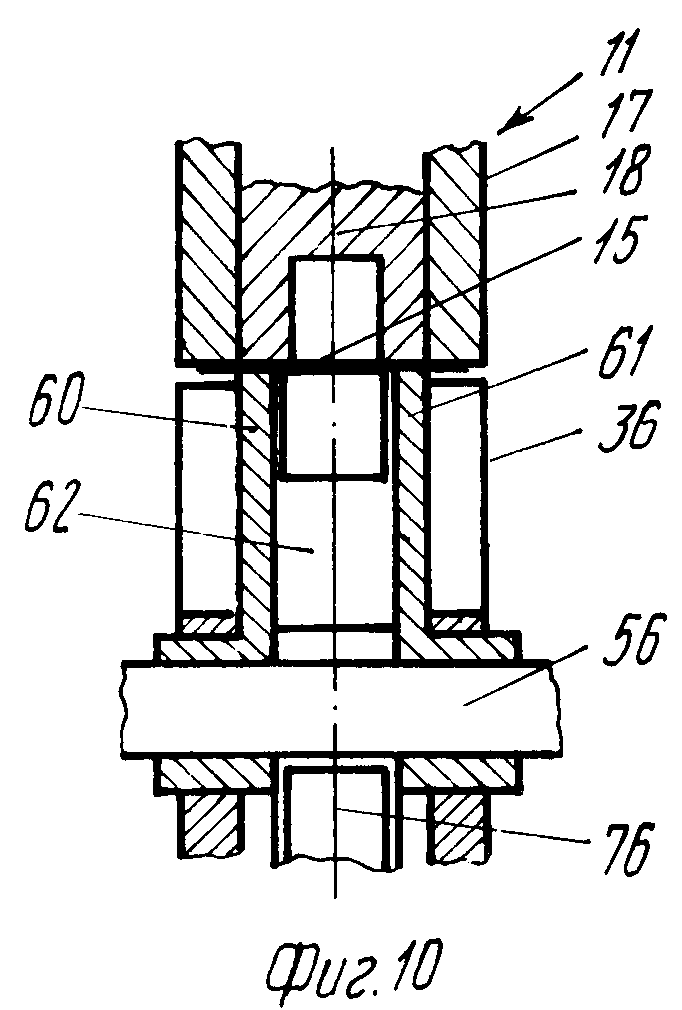
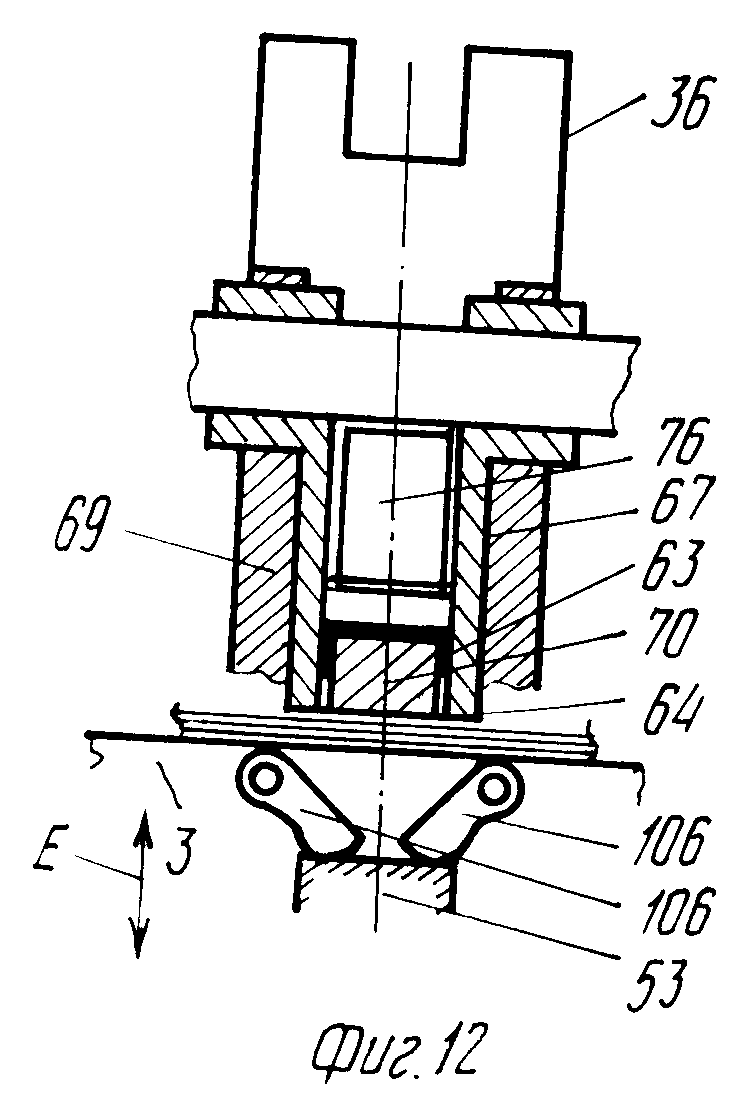
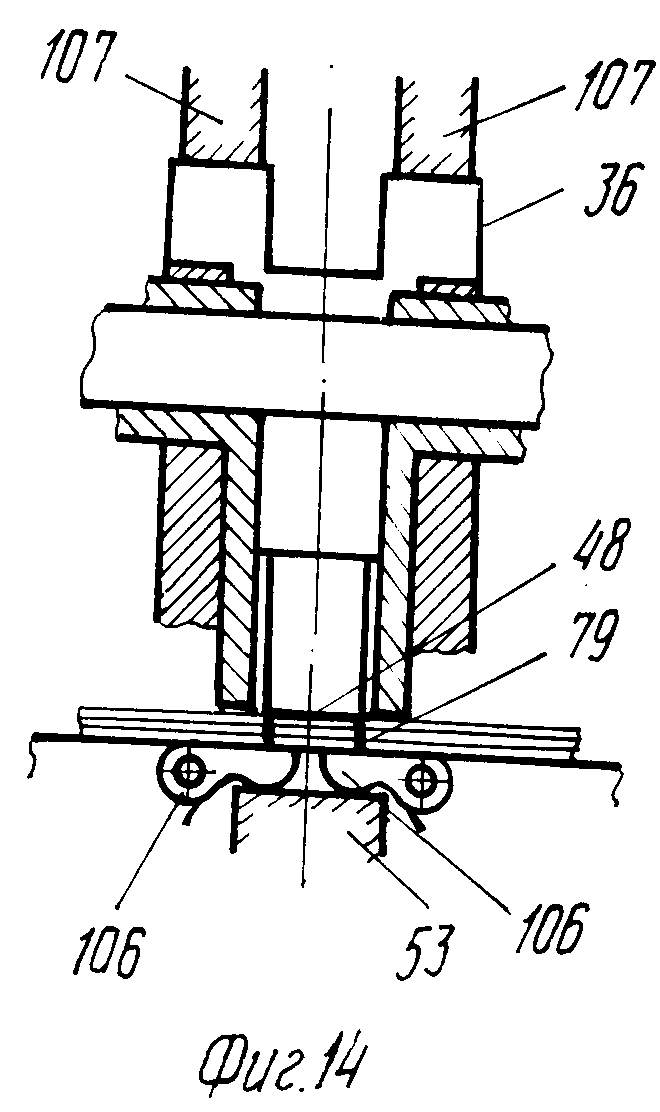
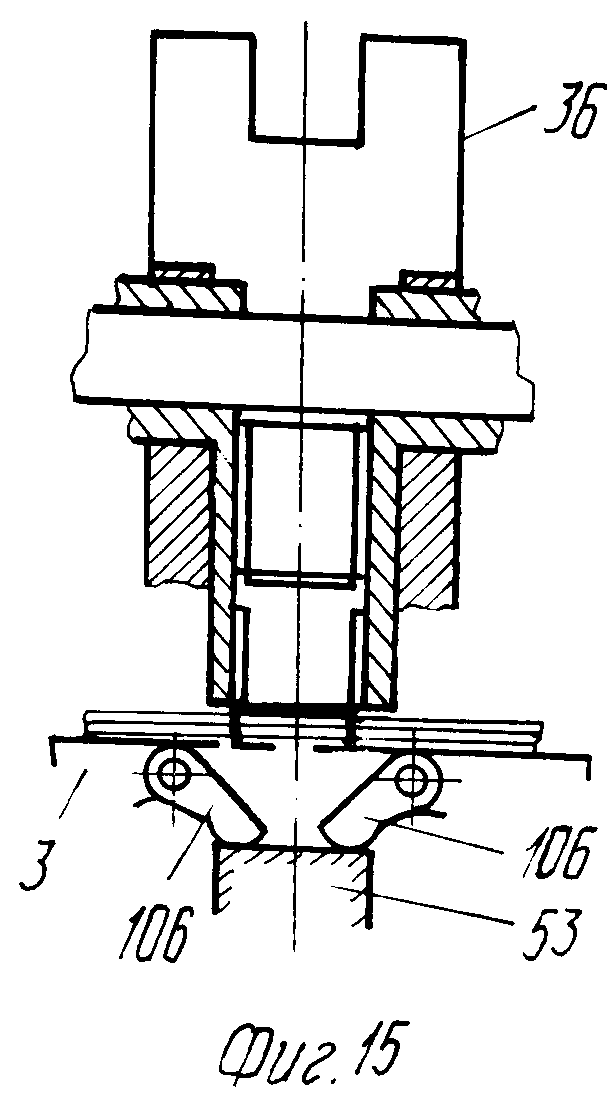
В сочетании с фиг.10-15 описывается принцип действия швейной головки 10. Эти фигуры показывают детали швейной головки 10 во время различных фаз рабочего цикла. Соответствующие детали швейной головки 10 обозначены на этих фигурах теми же номерами, что и на фиг.7-9, поэтому более подробно не поясняются. В опоре 3 (фиг.12-15) установлен гибочный толкатель 53 с возможностью перемещения вверх и вниз в направлении стрелки Е. На него опираются два установленных на опоре 3 с возможностью поворота гибочных элемента 106 (сравни также фиг.6).
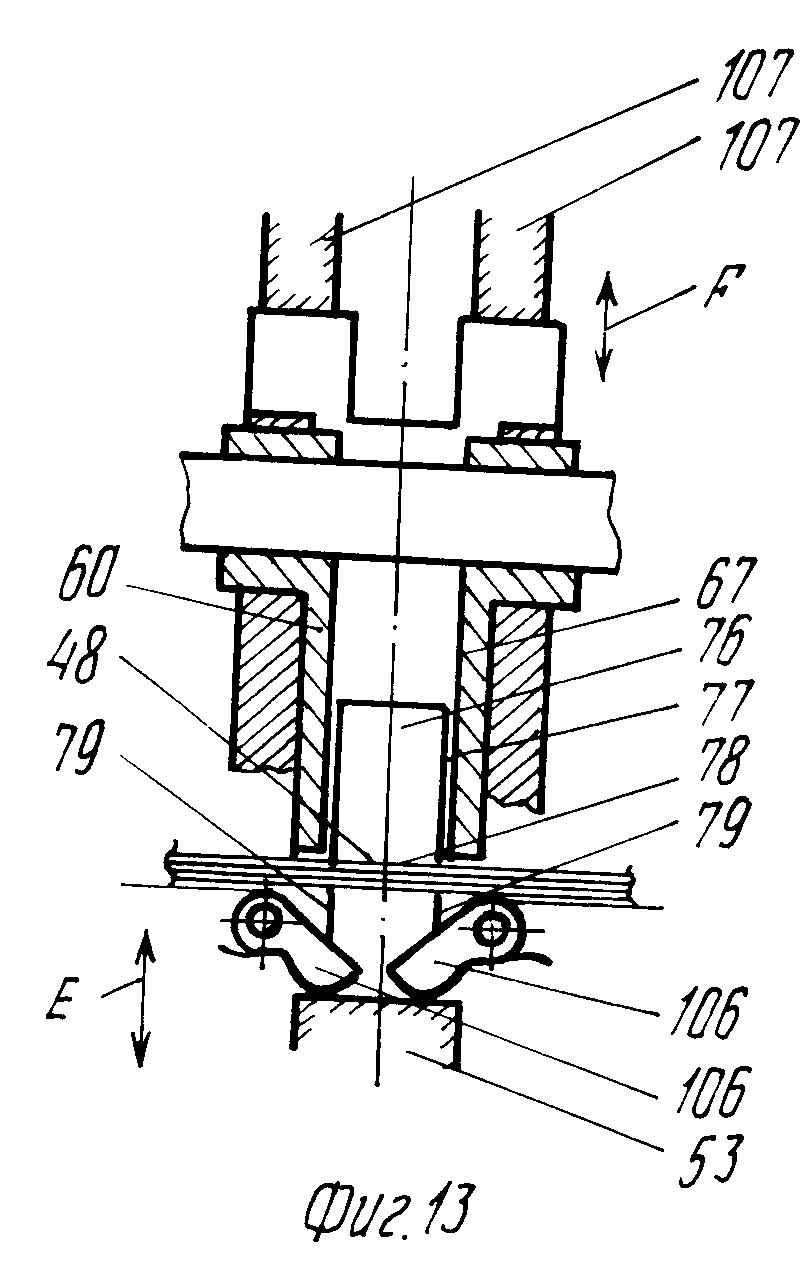
На фиг.10 пуансон 61 находится в показанном также на фиг.7 и 8 исходном положении. Толкатель 36 с головкой 76 также находится в исходном положении. Швейная головка 10 перемещается мимо питающего колеса 17 средства 11 для подачи отрезков проволоки (сравни фиг.1) и при этом принимает благодаря захвату с помощью выступов 65 поводка от удерживающего элемент 18 питающего колеса 17 отрезок проволоки 15. Этот отрезок проволоки 15 с помощью не показанных на этой фигуре постоянных магнитов 66 удерживается на кронштейнах 60 пуансона 61. Оба кронштейна 60 пуансона соединяются друг с другом стойкой 62. На фиг.11 швейная головка 10 находится в зоне матрицы 45 (смотри фиг.5), причем пуансон 61 все еще находится в исходном положении. В процессе скольжения швейной головки 10 вдоль матрицы 45 отрезок проволоки 15 изгибается в U-образную скобу 48, причем боковые плечи 79 входят в пазы 64 кронштейнов 60 пуансона. Благодаря воздействию поворотной кулисы 47 на опорный сегмент 100 хвостовик 46 приведения в действие переводится в показанное на фиг.9 нижнее конечное положение, вследствие чего пуансон 61 отклоняется в показанное на фиг. 9 и 12 положение 67 вставления скоб. В процессе этого отклонения кронштейны 66 пуансона в зоне утолщения 63 входят в пазы 71 удерживающего скобы элемента 70, вследствие чего боковые плечи 79 удерживаются в пазах 64. Позицией 69 обозначен качающийся рычаг, на котором закреплен направляющий скобы элемент 70. Головка 76 толкателя 36 находится в положении 67 пуансона 61 для вставления скоб также между обоими кронштейнами 60 пуансона, однако в зоне между валом 56 и утолщениями 63. При воздействии толкающей кулисы 107 на толкатель 36 последний проталкивается в направление стрелки F к опоре 3, как это показано на фиг.13. При этом сформованные сбоку на головке 76 толкателя направляющие клинья 77 проскальзывают в пазы 64 находящихся в положении 67 для вставления скоб кронштейнов 60 пуансона 61. С помощью стыкового паза 78 скоба 48 выталкивается из пуансона 61, причем боковые плечи 79 одновременно проталкиваются через наложенные на опору 3 печатные листы 6. При опускании толкателя 36 он скользит по клиновой поверхности 75 направляющего выступа 74, вследствие чего закрепленный на качающихся рычагах 69 удерживающий скобы элемент 70 отклоняется в направлении по часовой стрелке (сравни фиг.9). При этом направляющий выступ 74 удерживает боковые плечи 79 скобы 48 в пазах 64 до тех пор, пока скоба 48 не будет вставлена в печатные листы 6 и направляющий выступ 74 скобы не будет отклонен из зоны пазов 64. Благодаря последующему приподниманию толкателя 53 средства для формирования скоб в направлении стрелки Е гибочные элементы 106 отклоняются вверх, следствием чего является то, что выступающие в зону гибочных элементов 106 участки боковых плеч загибаются друг к другу (фиг.14). При этом толкатель 36 все еще удерживается толкающей кулисой 107 в нижнем конечном положении. После схода толкателя 36 с толкающей кулисы 107 он перемещается под воздействием усилия пружины сжатия 81 вновь в верхнее исходное положение, как это показано на фиг.15. В результате опускания толкателя 53 средства для формирования скоб в направлении стрелки Е гибочные элементы 106 также возвращаются в первоначальное положение. При прохождении швейной головки 10 мимо разобщающей кулисы 44 хвостовик 46 приведения в действие освобождается от зажимного рычага 43, что вызывает отклонение пуансона 61 назад в исходное положение.
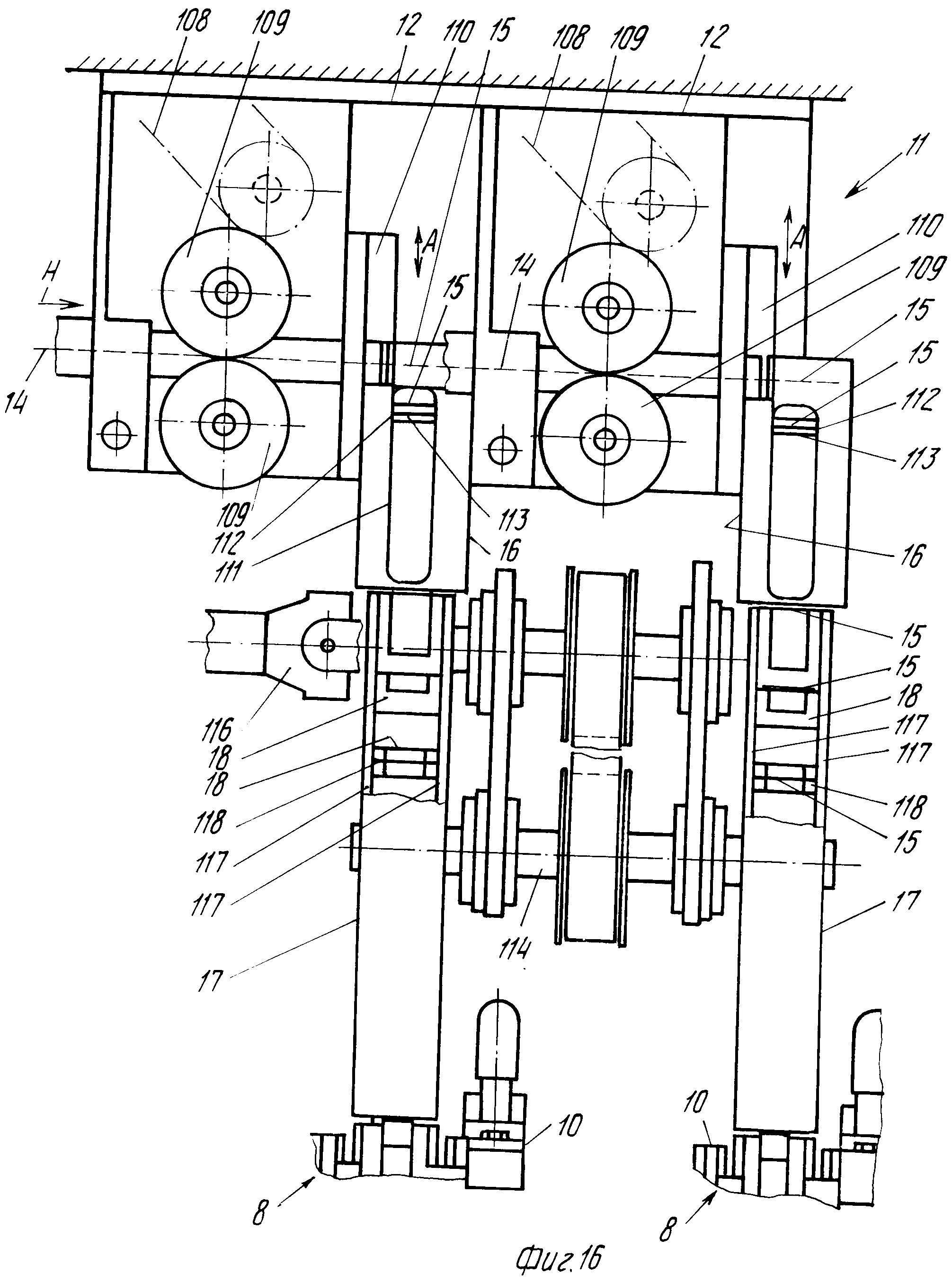
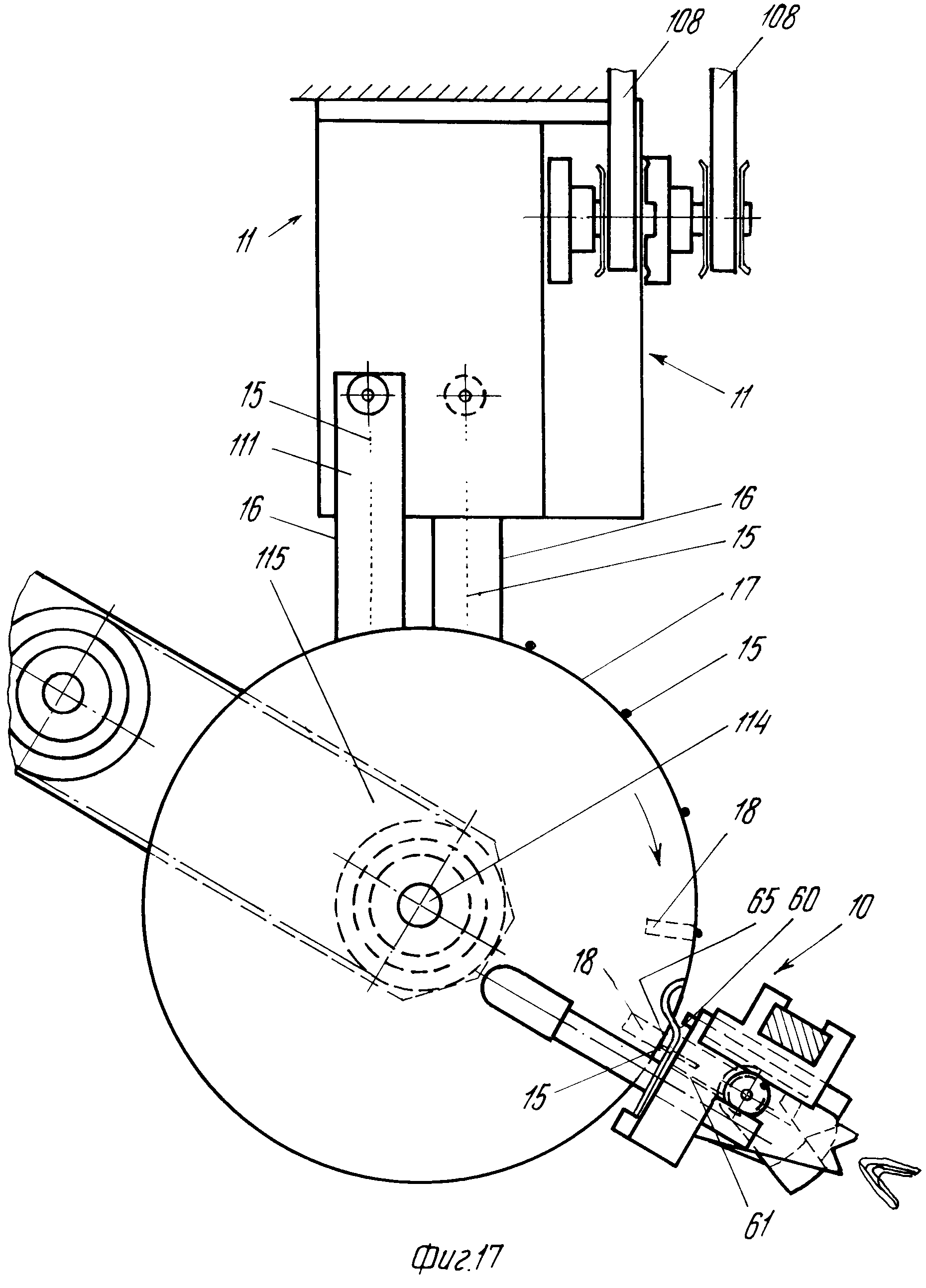
На фиг. 16 и 17 в увеличенном масштабе показаны обозначенные на фиг.5 стрелкой сопряженные с обеими швейными аппаратами 8 средства 11 для подачи отрезков проволоки. Каждый из этих средств 11 построен аналогично показанному на фиг. 1. Режущее приспособление 12 приводится в действие с помощью вращающегося зубчатого ремня 108. Пара подающих роликов 109 постепенно подает зажатую между ними проволоку 14 в направлении стрелки Н. Поднимающийся и опускающийся в направлении стрелки А нож 110 отделяет после каждой подачи проволоки 14 путем опускания отрезка 15 проволоки от проволоки 14. Ниже режущего приспособления 12 расположен включенный после ножа 110 магазин 16. Он имеет в основном щелевидный, проходящий примерно в вертикальном направлении штабельный накопитель 111, в котором друг на друга могут штабелироваться падающие в него отрезки проволоки 15, простираясь в основном в горизонтальном направлении.
На верхнем конце штабельного накопителя 111 предусмотрено накопитель предварительного штабелирования 112 с язычком 113, который может вдвигаться в зону штабельного накопителя 111 и выдвигаться из нее. При вдвинутом в зону штабельного накопителя 111 язычке 113 определенное количество отделенных с помощью режущего приспособления 12 от проволоки 14 отрезков 15 проволоки укладывается в штабель. Благодаря кратковременному выдвиганию язычка 113 эти уложенные в штабель отрезки 15 проволоки падают вместе в штабельный накопитель 111. Это предотвращает поднятие и перекос отрезков 15 проволоки во время свободного падения и гарантирует чистое штабелирование отрезков 15 проволоки в штабельном накопителе 111.
Оба расположенных под магазинами 16 подающих колеса 17 посажены без возможности проворота на общем опорном валу 114, установленном с возможностью вращения на несущей рычажной паре 115. С помощью воздействующего через приводную ленту 116 опорный вал 114 приводной ленты оба подающих колеса 17 вращаются в направлении стрелки V.
Каждое подающее колесо 17 имеет два удаленных друг от друга параллельных диска 117, между которыми на определенном расстоянии вдоль окружности расположены удерживающие элементы 18. Удерживающие элементы выполнены U-образными и имеют по периферии дисков 117 немного выступающие за боковые стороны поводки 118. Аналогичным образом, как это описано в связи со швейной головкой 10, на удерживающих элементах 18 предусмотрена система постоянных магнитов, чтобы прочно удерживать при прохождении мимо магазина 16 извлеченные с помощью поводка 118 из штабельного накопителя 111 отрезки проволоки 15.
Швейные головки 10 удалены друг от друга дальше, чем удерживающие элементы 18. В соответствии с этим окружная скорость подающих колес 17 меньше, чем окружная скорость швейных головок 10, так что соответственно следующая швейная головка 10 встречается со следующим удерживающим элементом 18. Таким образом, швейная головка 10 проходит мимо удерживающего элемента 18 и снимает с помощью расположенных на кронштейнах 60 пуансона захватывающих выступов 65 с удерживающего элемента 18 соответствующий отрезок проволоки 15 и прочно удерживает его с помощью постоянных магнитов 66 на пуансоне 61. Удерживающие элементы 18 в общем случае известным образом подпружинены и установлены с возможностью перемещения в радиальном направлении, чтобы можно было устанавливать допуски и обеспечивать надежное принятие отрезков проволоки 15 из штабельного накопителя 114 и передачу к швейным головкам 10.
С помощью фиг.18-24 поясняется принцип действия изображенной на фиг.5 и 6 швейной секции 7.
На фиг.18, если смотреть в направлении вращения U, изображена начальная зона поводковой кулисы 42. При вращении в направлении стрелки V следящие валики 39 поводка 37 набегают на поводковую кулису 42, следствием чего является то, что установленные на крепежной детали 30 с возможностью перемещения в радиальном направлении поводки 37 опускаются на соответствующие опоры 3 собирательного барабана 1. При этом V-образные профили 38 поводков охватывают опоры 3. Следствием этого является то, что расположенные на несущем элементе 26 швейные головки 10, не показанные на фиг.18, точно ориентированы относительно сопряженной опоры 3 или наложенных на нее печатных листов 6. Затем привод удерживающей системы 22 осуществляется исключительно благодаря увлеканию с помощью находящихся в зацеплении с опорами 3 поводков 37. Поводки 37 только в верхней зоне траектории движения собирательного барабана 1 опущены на опоры 3, чтобы в нижней зоне траектории движения сшитые с помощью швейной секции 7 печатные листы 6 в направлении оси вращения 2 могли удаляться между удаленными теперь друг от друга опорами 3 и поводковыми профилями 38 или чтобы сшиваемые печатные листы 6 можно было подавать в зону швейной секции 7.
Ниже прослеживается одна швейная головка 10 в процессе вращения удерживающей системы 22, начиная со средства 11 для подачи отрезков проволоки. При прохождении швейных головок 10 мимо средства для подачи отрезков проволоки они находятся, если смотреть в радиальном направлении, в крайнем исходном положении, котором они удалены от опор 3. Затем пуансоны 61 отклонены назад в исходное положение, так что свободные концы кронштейнов 60 пуансона направлены, если смотреть в радиальном направлении, наружу. При прохождении швейной головки 10 мимо соответствующего удерживающего элемента 18 подающего колеса 17 поданный от удерживающего элемента 18 отрезок проволоки 15 снимается с него и увлекается выступами поводка 65 (фиг.19).
В процессе дальнейшего вращения в направлении стрелки U швейные головки 10 попадают в зону матрицы 45, как это показано на фиг.20. Если смотреть в направлении стрелки U, расстояние между кулисообразной матрицей 45 и валом 56 уменьшается, так что при находящемся в исходном положении пуансоне 61 соответствующий отрезок проволоки 15 изгибается в скобу 48 и вдвигается в пазы 64 кронштейнов 60 пуансона (фиг.20). При достижении поворотной кулисы 47 опорный сегмент 100 набегает на нее, следствием чего является то, что хвостовик 46 приведения в действие отжимается в направлении стрелки F внутрь в радиальном направлении. Это поступательное перемещение хвостовика 46 приведения в действие преобразуется с помощью шестерни 95 во вращательное движение вала 56.
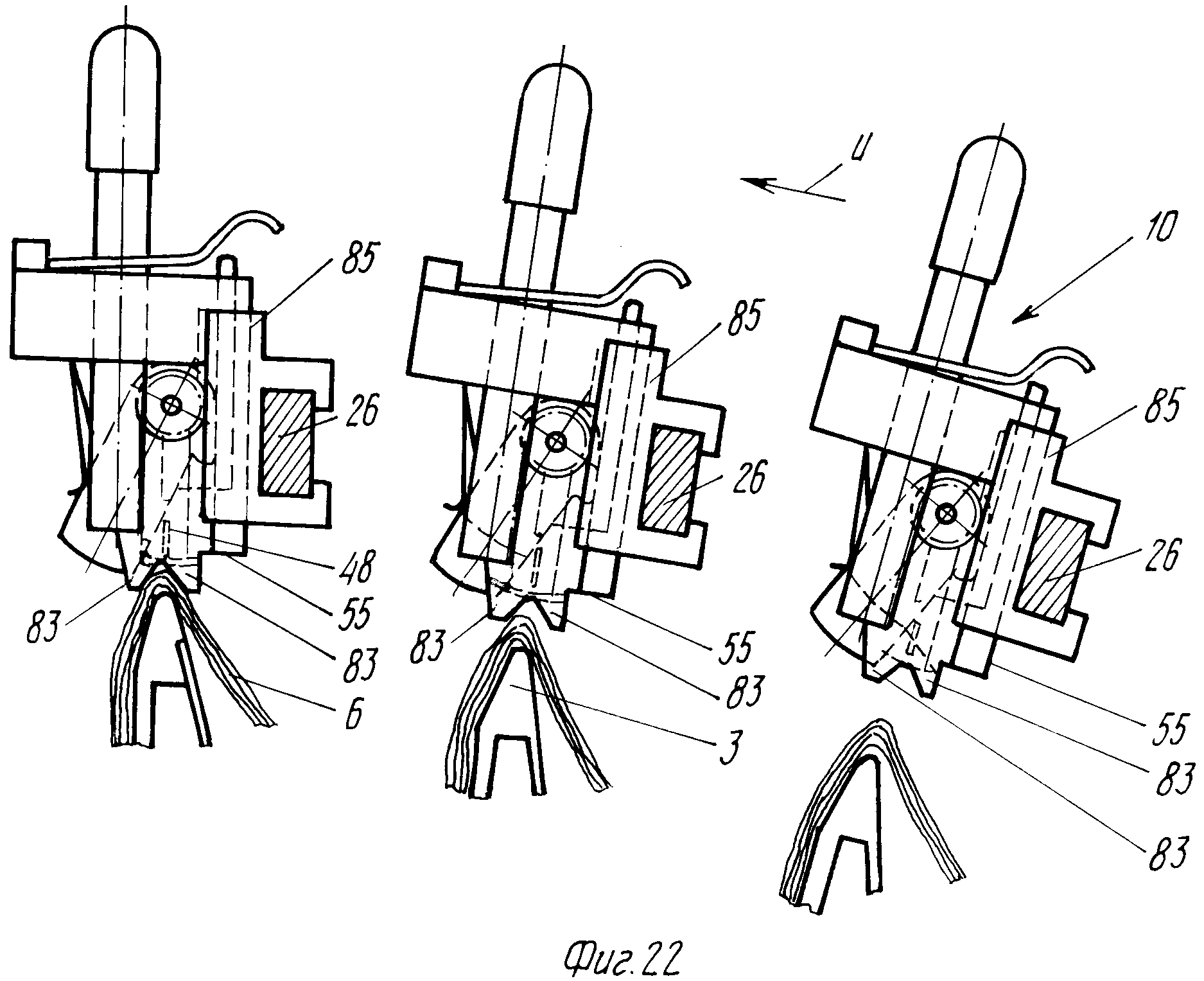
В результате этого пуансон 61 поворачивается из исходного положения против часовой стрелки на 180о в положение 56 для вставления скоб, после чего свободные концы кронштейнов 60 пуансона обращены в радиальном направлении внутрь к опорам 3. С помощью зажимного рычага 199 хвостовик 46 приведения в действие удерживается в нижнем конечном положении (фиг.21), преодолевая усилие пружины сжатия 97 (сравни фиг.7). В процессе дальнейшего вращения в направлении стрелки U при достижении кулисы 42 поводки 37 опускаются на опоры 3, как это описано выше. Затем следящие ролики 33 (смотри фиг.5 и 6) попадают в зону опускающей кулисной пары 35, в результате чего несущий элемент 26 с расположенными на нем швейными головками 10 опускается на определенную величину в направлении к опорам 3. При этом несущая деталь 55 своими прижимными выступами 83 прилегает к наложенным в виде седла на опоры 3 печатным листам 6. Необходимо учитывать, что прижимные выступы 83 прочно удерживают печатные листы 6, если смотреть в направлении опоры 3, перед и за скобами 48, а также с обеих сторон, что приводит к особенно аккуратному сшиванию. Необходимо учитывать, что несущая деталь 55 перемещается относительно зафиксированного на несущем элементе 26 опорного приспособления 85 в зависимости от толщины печатных листов 6. Благодаря этому обеспечивается аккуратное сшивание печатных листов 6 различной толщины, не требуя новой настройки устройства (сравни фиг.22).
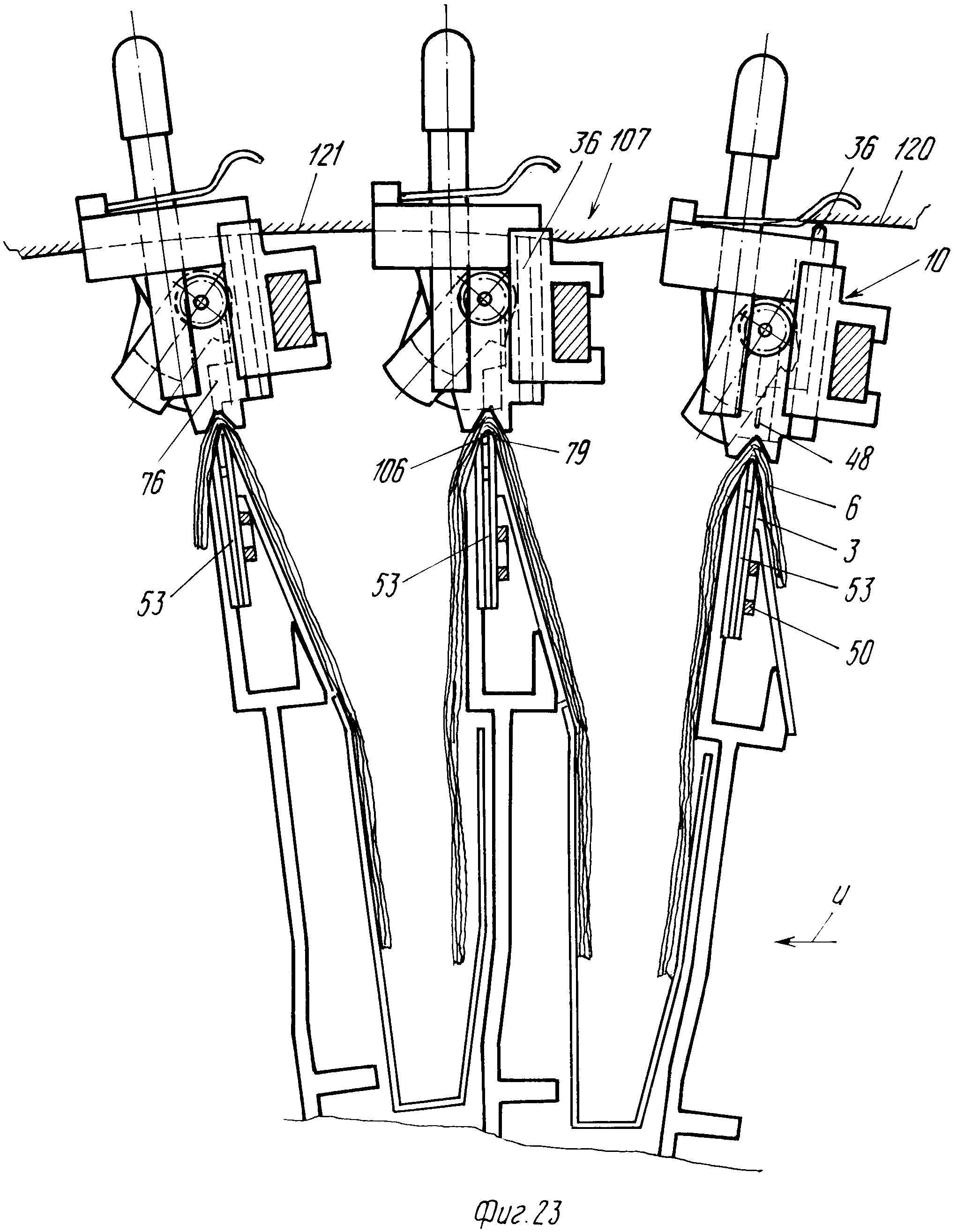
При прилегающих к печатным листам 6 швейных головках 10 они подаются к толкающей кулисе 107. На первом, если смотреть в направлении стрелки U, участке 120 толкающая кулиса 107 проходит с уменьшающимся расстоянием относительно траектории движения опор 3 (фиг.23). В этой зоне толкатель 36 опускается в направлении к печатным листам 6, в результате чего скобы 48 выталкиваются из пуансона 61 и вставляются в печатные листы 6. На участке 121, следующим за участком 120, толкающая кулиса 107 проходит с одинаковым удалением относительно опор 3. На этом участке головка 76 толкателя плотно прижимает скобы 48 к печатным листам 6. Это предотвращает обратное отклонение скоб 48 при загибании боковых плеч вследствие приподнимания толкателя 53 в направлении стрелки Е и связанного с этим отклонения гибочных элементов 106 (сравни также фиг.12-15).
После посадки скоб 48 и загибания боковых плеч толкатель 36 перемещается под воздействием пружины сжатия 81 и увеличивающегося в концевой зоне толкающей кулисы 107 удаления относительно несущей детали 55 в крайнее исходное наружное положение, если смотреть в радиальном направлении.
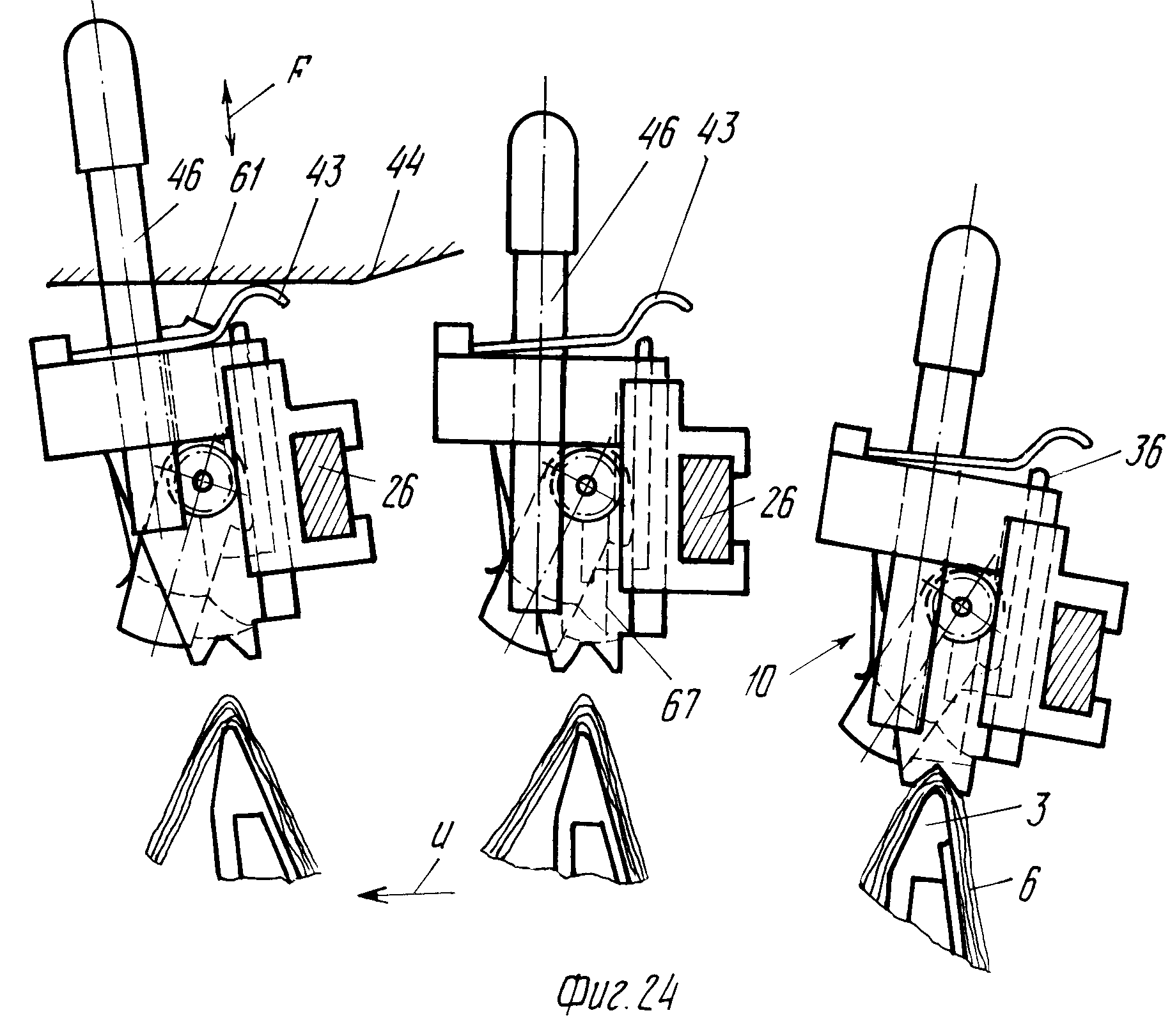
Следуя за толкающей кулисой 107, увеличивается удаление опускающей кулисной пары 35 относительно удерживающей системы 22, следствием чего является то, что швейные головки 10 поднимаются от опор или от наложенных на них сшитых печатных листов 6. Это показано на фиг.24. В процессе дальнейшего вращения швейные головки приходят в зону разобщающей кулисы 44, которая отклоняет зажимной рычаг 43 в направлении по часовой стрелке. В результате этого освобождается хвостовик 46 приведения в действие, так что он под воздействием усилия пружины сжатия 97 (сравни фиг.7) проталкивается в направлении стрелки F в радиальном направлении наружу. Следствием этого является вновь обратный поворот пуансона 61 из положения 67 для вставления скоб в исходное положение по часовой стрелке. Теперь швейные головки 10 вновь готовы принимать от средства 11 для подачи отрезков проволоки новую проволоку. При дальнейшем вращении собирательного барабана 1 сшитые печатные листы подаются в направлении оси 2 вращения из зоны швейной секции к не показанной отводящей секции.
Благодаря отделению операции подготовки отрезков проволоки от швейных головок 10 они могут быть построены очень просто. Помимо этого для каждой системы швейных аппаратов 8 необходимо лишь одно единственное средство 11 для подачи отрезков проволоки, что снижает затраты до минимума. Помимо этого средство 11 для подачи отрезков проволоки может быть удалено от зоны, в которой скобы вставляются в печатные листы 6. Следствием этого является то, что в распоряжении имеется достаточно времени для подготовки скоб 48 в зоне между средством 11 для подачи отрезков проволоки и зоной вставления скоб. При использовании швейных аппаратов с поворотными пуансонами 61 приготовление скоб 48 может осуществляться в положении, отличном от положения 67 для вставления скоб, что означает, что различные функции швейных головок 10 пространственно отделены друг от друга. Следствием этого вновь является то, что швейные головки 10 вновь могут быть просто построены при сохранении небольших размеров.
Само собой разумеется, что матрица для изгибания отрезка 15 проволоки в скобу 48 может быть предусмотрена на каждом швейном аппарате. Она проходит эксцентрично валу, так что в процессе поворота пуансона 61 из исходного положения в положение 67 формуются скобы 48. Такая матрица могла бы быть сформована, в частности, в виде продолжения удерживающего скобы элемента 70 в направлении часовой стрелки.
Само собой разумеется, возможно расположение поводков на швейных аппаратах, таким образом вполне возможно, чтобы прижимные выступы 83 служили в качестве поводков. Отдельный привод для швейной секции больше не нужен и устранены проблемы синхронизации между вращением собирательного барабана и системами швейных аппаратов 8.
Само собой разумеется, что тяговый орган или удерживающая система 22 может приводиться в действие с помощью собственного привода. Кроме того, возможно, что подаватель отрезков проволоки имеет сменный магазин или что отрезки проволоки подаются от отрезного устройства непосредственно к швейным аппаратам.
Для приема проволоки пуансон 61 может находиться в различном относительно исходного положения положении для приема проволоки. Однако положение для приема проволоки не соответствует положению 67 для вставления скоб. Отрезки проволоки проходят в основном параллельно оси 57 качаний.
Предлагаемое устройство, в котором с каждой опорой жестко сопряжен швейный аппарат, допускает также взаимное смещение в продольном направлении опор швейных аппаратов системы швейных аппаратов. Таким образом, например, каждый второй швейный аппарат может быть несколько смещен относительно расположенных в плоскости других швейных аппаратов, в этом случае обе группы швейных аппаратов проходят предпочтительно мимо собственного подавателя отрезков проволоки. При штабелировании сшитых листов не все скобы в этом случае укладываются друг на друга.
Реферат
Использование: устройства для сборки сфальцованных печатных листов. Сущность изобретения: вокруг собирательного барабана проходит замкнутая траектория движения швейных аппаратов. С каждой опорой сопряжен швейный аппарат. Эти опоры и швейные аппараты синхронно вращаются вокруг оси вращения. При прохождении мимо средства подачи отрезков проволоки каждый швейный аппарат принимает соответственно отрезок проволоки, из которого в заданной зоне формуется скоба. Скоба переводится на обращенную к опорам сторону швейных аппаратов. В зоне швейный аппарат опускается на наложенные на опоры печатные листы и сшивает их. 18 з. п. ф-лы, 24 ил.
Комментарии