Соединение штабелируемых друг на друга плоских деталей - RU101972U1
Код документа: RU101972U1
Чертежи







Описание
Полезная модель относится к устройству для соединения укладываемых друг на друга плоских деталей, в частности, листов бумаги, при этом плоские детали снабжены перфорациями, а также к соединенным плоским деталям, в частности, листам бумаги.
Блоки или штабелированные плоские изделия из бумаги или т.п., такие как, например, проспекты, инструкции по эксплуатации, календари, блокноты, если они должны раскрываться, соединены с помощью соединительного корешка или подобного элемента.
Кроме того, известно соединение стопок бумаги, таких как блокноты или записные книжки, с применением клейкой ленты или проволочных петель или т.п., друг с другом с одной стороны.
Например, в EP-B-0704322 приведено описание соединительного корешка для удерживания вместе стопки листов, при этом корешок и пальцы соединительного корешка показаны в виде однослойного, выполненного в виде единого целого пластмассового соединения, которое изготавливается способом литья под давлением.
Кроме того, в WO-A-2006/090644 раскрыто многослойное, выполненное в виде единого целого соединение в виде бумажной гребенки с кольцеобразными петлями.
Исходя из уровня техники, задачей полезной модели является создание простого и прочного соединения слоев бумаги, соответственно, стоп бумаги, при этом должна обеспечиваться возможность различно выполняемого и/или различно изготавливаемого соединения.
Эта задача решена с помощью способа соединения штабелированных друг на друга плоских деталей, в частности, листов бумаги, при этом плоские части снабжены несколькими перфорациями для приема пальцев, соответственно, язычковых участков наружного листа, при этом в подготовительной стадии на наружном листе, в частности, не имеющем пальцев, или сначала или вначале не имеющем пальцев, располагают несколько отдельных пальцев, так что получают наружный лист с несколькими, соответственно, множеством пальцев, и при этом пальцы наружного листа в определенной зоне снабжают или снабжены клеящим веществом, пальцы вводят в перфорации штабелированных плоских деталей так, что пальцы изгибаются по спирали наподобие намотанного рулона в виде петли, при этом предпочтительно не имеющую клеящего вещества зону пальцев приводят в контакт с нахлестом со снабженной клеящим веществом зоной соответствующего пальца.
Полезная модель основывается на идее, что на подготовительной стадии не имеющий сначала пальцев или соединительных язычков наружный лист, например, нижний лист без пальцев, соответственно, соединительных язычков или т.п. снабжают пальцами, при этом отдельные или единичные пальцы или соединительные язычки расположены на наружном листе, предпочтительно прочно закреплены. В частности, предусмотрено, что отдельные или единичные пальцы или соединительные язычки расположены по отдельности на наружном листе или наклеены на него.
За счет подготовленного таким образом, соответственно, изготовленного в сборочном устройстве наружного листа с направленными наружу или выступающими наружу свободными концами в виде пальцев или соединительных язычков получают состоящий из нескольких частей наружный лист для введения в перфорации подлежащих соединению, штабелированных плоских деталей, при этом материал и геометрические свойства пальцев и/или материал и геометрические свойства наружного листа выбраны в соответствии с заданными требованиями и согласованы друг с другом. Например, за счет этого можно различно изготавливать состоящий из нескольких частей наружный лист с различно окрашенными пальцами и/или имеющими различную толщину и/или длину пальцами и т.д. для соединения плоских деталей. В частности, соединительные язычки расположены на одной стороне основной поверхности наружного листа, соответственно, нижнего листа.
При этом основная поверхность этого наружного листа, соответственно, нижнего листа или покрывного листа, соответствует основной поверхности подлежащих соединению друг с другом листов бумаги, соответственно, плоских деталей. За счет того, что расположенные, соответственно, закрепленные на наружном листе на подготовительной стадии пальцы, соответственно, соединительные язычки выступают как свободные концы из основной поверхности наружного листа под прямым углом и параллельно друг другу, можно изготавливать состоящий из нескольких материалов и/или нескольких частей, т.е. не являющийся единым целым наружный лист, так что, например, можно изготавливать основную поверхность наружного листа из бумаги, а затем изготавливать язычки, соответственно, соединительные пальцы, соответственно, петли или т.п. из другого материала. Кроме того, расположенные на концах наружного листа отдельные пальцы могут отличаться друг от друга, например, по материалу и/или по толщине, и/или по длине, и/или по цвету, и/или по форме, соответственно, выполнению.
В случае состоящего из одного материала, но из нескольких частей наружного листа, т.е. когда пальцы и наружный лист выполнены из одного и того же материала, то для утилизации соединенного так блокнота полностью из бумаги нет необходимости в выполнении процессов разборки, которые необходимы, например, при соединении блокнота проволочной гребенкой из металла.
В рамках полезной модели возможно, что для наружного листа с пальцами, а также для плоских частей применяют другие вещества, соответственно, материалы, такие как, например, пластмасса, при этом наружный лист с расположенными на нем за счет стадии обработки пальцами опять-таки изготавливают из одного и того же материала. В этом случае утилизация соединенного блокнота, например, полностью из пластмассы, также не требует выполнения процессов разборки, которые необходимы, например, при соединении блокнота проволочной гребенкой из металла.
Предпочтительно, пальцы, соответственно, соединительные язычки имеют ту же толщину материала, что и основная поверхность наружного листа. В рамках полезной модели возможно также, что расположенные на наружном листе пальцы, соответственно, соединительные язычки и наружный лист имеют различную толщину. Кроме того, в другом варианте выполнения пальцы также могут быть выполнены различной толщины и/или длины.
Кроме того, еще одна идея полезной модели основывается на том, что при выполнении соединения на одной стороне подлежащих соединению друг с другом плоских деталей выполняют петлевое соединение или своего рода рулонное петлевое соединение, поскольку предусмотренные в виде свободных концов пальцы, соответственно, соединительные язычки наружного листа свернуты в виде петель и соединяются друг с другом в зоне контакта, при этом в этой зоне контакта с нахлестом соединительные язычки, соответственно, пальцы наружного листа выполнены в виде одинарного рулона, соответственно, многократного спирального завитка. За счет этого получается своего рода одинарная петля или многократная петля, в частности, двойная петля. При этом первую наружную зону пальцев, которая не имеет клея или снабжена клеем, приводят в контакт с нахлестом со снабженной клеем зоной соответствующего пальца. В одном варианте выполнения на пальцы наружного листа наносят, предпочтительно предварительно, на одну сторону вступающее в реакцию, соответственно, активируемое клеящее вещество.
Таким образом, согласно полезной модели изготавливают свернутое петлевое соединение, например, для календарей или для блокнотов, при этом петлевое соединение выполнено из того же материала, например, бумаги или картона, что и материал всего наружного листа, соответственно, нижнего или покрывного листа. В частности, такое состоящее из одного материала соединение выполняется в виде гребенчатого соединения или же в виде многопетлевого соединения в соответствии с требованиями к соединению. Кроме того, гребенчатое соединение, соответственно, петлевое соединение может быть составной частью наружного листа, соответственно, нижнего листа или покрывного листа с расположенными на нем отдельными пальцами и тем самым может состоять из нескольких частей, поскольку наружный лист снабжен другими деталями в виде пальцев.
Кроме того, в альтернативном решении предлагается способ соединения штабелированных друг на друге плоских деталей, в частности, листов бумаги, при этом плоские детали снабжены перфорациями для приема пальцев, соответственно, соединительных язычков наружного листа, при этом на подготовительной стадии, в частности, на не имеющем пальцев или сначала или в начале не имеющем пальцев наружном листе располагают несколько отдельных пальцев, так что получают наружный лист с несколькими пальцами, и при этом предусмотренные предпочтительно в виде свободных и выступающих из наружного листа концов и не имеющие клеящего вещества пальцы наружного листа вводят в перфорации штабелированных плоских деталей так, что пальцы спирально изгибаются по типу свернутого рулона, при этом одну зону пальцев приводят в контакт с нахлестом с другой зоной соответствующего пальца, при этом затем наложенные друг на друга контактные зоны соответствующих пальцев соединяют неразъемно друг с другом предпочтительно с помощью энергии излучения и, более предпочтительно, с помощью ввода тепла.
В рамках данной полезной модели под неразъемным соединением понимается прочное и предпочтительно стойкое на износ соединение, которое может быть разрушено, в частности, при открывании, соответственно, рассоединении соединения.
В то время как при указанном вначале способе во время образования петель, т.е. при введении выполненных в виде свободных концов соединительных язычков в перфорации подлежащих соединению друг с другом плоских деталей и во время сгибания пальцев, соответственно, соединительных язычков за счет уже имеющейся клейкой массы соответствующие пальцы соединяются друг с другом на внутренней стороне, при втором способе, согласно полезной модели, предусмотрено, что сначала пальцы, которые сначала вводят в перфорации подлежащих соединению друг с другом плоских деталей, выполнены в зоне нахлеста в виде петель или скручены, при этом перекрывающие друг друга контактные зоны соответствующих пальцев соединяют затем друг с другом неразъемно, соответственно, длительно. Например, возможно, что в пальцы наружного листа вводят дополнительное вещество, которое после образования петель реагирует и затвердевает в зоне контакта за счет воздействия микроволн, ультрафиолетового излучения или лазерных лучей или инфракрасного излучения, соответственно, тепла, а также с помощью ультразвука. В рамках полезной модели возможно также использование сварки для образования неразъемного петлевого соединения. За счет этого обеспечивается также стабильное петлевое соединение, соответственно, соединительная петля для тетради, соответственно, блокнота.
Согласно полезной модели на наружном листе, т.е. на нижнем листе или на покрывном листе, расположены на одной стороне в виде свободных и выступающих концов соединительные петли, соответственно, пальцы, при этом длина свободных концов пальцев для соединения имеет такую величину, что возникает заданная общая зона нахлеста при выполнении соединительной петли, т.е. при ввинчивании пальцев в перфорации плоских деталей. За счет выкройки развернутых пальцев, соответственно, петлевых язычков можно создавать различные диаметры петли, при этом обеспечивается возможность соединения с помощью одного наружного листа с соответствующими пальцами стопок бумаги различной толщины.
В одном предпочтительном варианте выполнения способа предусмотрено, что отдельные пальцы соединяют с предпочтительно не имеющим пальцев наружным листом предпочтительно во время подготовительной стадии. При этом пальцы, например, склеивают с наружным листом, так что расположенные на наружном листе концы пальцев соединены с наружным листом прочно и неподвижно, за счет чего свободные и (сначала) выступающие из наружного листа после подготовки наружного листа концы пальцев можно применять для соединения плоских деталей, или они предназначены для этого. После завершения процесса соединения плоских деталей (первоначально свободные) концы пальцев, которые введены в перфорации штабелированных плоских деталей, сматывают или ввинчивают в виде петель.
В частности, отдельные пальцы в виде конечных пальцевых отрезков с заданной длиной вводят в обойму или в несколько обойм и затем подают из обоймы или нескольких обойм к подлежащему снабжению пальцами наружному листу одновременно или в заданной последовательности.
Согласно одному альтернативному варианту выполнения способа предлагается, что отдельные пальцы в виде конечных пальцевых отрезков с заданной длиной отрезают от одной или нескольких бесконечных, предпочтительно намотанных полос материала для пальцев, а затем отрезанные участки полосы материала для пальцев подают в виде пальцев к подлежащему снабжению пальцами наружному листу, одновременно или в заданной последовательности.
Дополнительно к этому, в одной модификации способ отличается тем, что перед расположением пальцев на наружном листе пальцы или полосу материала для пальцев подвергают обработке с помощью, по меньшей мере, одного обрабатывающего устройства, предпочтительно печатающего устройства и/или устройства для тиснения. С помощью печатающего устройства на пальцы или соединительные язычки наносят оттиск в зоне пальцев, который виден после образования петель и может распознаваться в готовом соединенном (конечном) изделии. С помощью устройства для тиснения можно снабжать соединительные язычки на подготовительной стадии определенным тиснением, таким как, например, призменным, желобковым, кнопочным или оконечным тиснением или т.п. Например, при желательном соединении штабелированных листов бумаги может требоваться, чтобы выполненные в виде пальцев соединительные язычки имели предварительный желобок, поскольку предварительный желобок соединительных язычков помогает при их позиционировании перед склеиванием с нижним листом. Предпочтительно желобок расположен вдоль удлиненного отверстия на внутренней стороне нижнего листа.
Предпочтительно, перед расположением пальцев на наружном листе пальцы или полосу материала для пальцев снабжают клеем, в частности, клеевым узором, или же наружный лист снабжают клеем, в частности, заданным клеевым узором. В частности, концы пальцев, которые расположены на наружном листе и соединяются с наружным листом, снабжаются клеем или клеящим веществом или т.п., при этом во время стадии подготовки наружного листа свободные и выступающие из наружного листа концы пальцев или соединительных язычков не покрывают клеем.
Кроме того, на одной стадии способа предпочтительно, что для расположения пальцев на наружном листе отдельные пальцы вводят в соответствующие перфорации наружного листа, при этом один из концов пальцев соединяют с наружным листом, а соответствующие другие концы пальцев выступают в виде свободных концов из наружного листа, при этом, в частности, каждый из расположенных на наружном листе пальцев охватывает сзади соответствующую из предпочтительно образованных на краю наружного листа перемычек соответствующих перфораций. При этом возможно, что расположенные на наружном листе концы пальцев после процесса соединения оказываются внутри изготовленного, соединенного штабеля плоских деталей и поэтому не видны снаружи.
Кроме того, в одном варианте выполнения способа целесообразно, что соединенные с наружным листом концы пальцев после соединения штабелированных друг на друге плоских деталей расположены внутри и обращены к соединенным плоским деталям.
В рамках полезной модели также возможно, что вместо подготовительной стадии обеспечивают также снабженный несколькими пальцами, не состоящий из одной части наружный лист. При этом наружные листы выполнены так, что на наружных листах или на нижних листах расположены отдельные пальцы, при этом пальцы и соответствующий наружный лист выполнены не из одной части, например, одного листа бумаги.
Кроме того, один вариант выполнения способа отличается тем, что подготовленный с расположенными на нем отдельными пальцами, соответственно, с отдельными соединительными язычками наружный лист транспортируют плоско к штабелированным плоским деталям, при этом во время транспортировки наружного листа, в частности, на свободные концы пальцев, соответственно, соединительных язычков наружного листа наносят клейкую массу, и при этом наружные свободные концы пальцев вводят в перфорации плоских деталей, которые при дальнейшей транспортировке наружного листа приводят в контакт со снабженными клейкой массой зонами пальцев. За счет этого соответственно фиксируется петлевое соединение пальцев, при этом образованная петля предпочтительно фиксируется клеем в месте перехода, за счет чего предотвращается извлечение из образованной петли соединенного материала, соответственно, плоских деталей штабеля, поскольку в зоне контакта смотанных пальцев, соответственно, соединительных язычков создано прочное и неразъемное соединение.
Кроме того, согласно одному предпочтительному варианту выполнения способа предусмотрено, что клейкую массу наносят на внутреннюю сторону пальцев наружного листа, в частности, смежно с основной поверхностью наружного листа, за счет чего наружные свободные концы пальцев, соответственно, концевые зоны пальцев во время процесса введения в перфорации плоских деталей сгибаются или приобретают кривизну и после образования полной петли приходят в контакт с образованной на пальце клейкой зоной. Особенно предпочтительно, если в качестве клейкой массы или клеящего средства используют, соответственно, применяют вступающее в реакцию клеящее вещество. За счет этого предпочтительно исключается, соответственно, предотвращается загрязнение клеящего вещества во время процесса соединения.
Для обеспечения простого введения свободных концов пальцев, соответственно, соединительных язычков наружного листа дополнительно предусмотрено, что подлежащие соединению плоские детали перед изготовлением соединенного штабеля расположены со сдвигом относительно друг друга, так что перфорации плоских деталей предпочтительно расположены, при рассматривании в поперечном сечении, в виде дуги или части круга, так что перфорации плоских частей образуют своего рода изогнутый канал для соединительных язычков.
Кроме того, в другом варианте выполнения предпочтительно, если во время предпочтительно линейной транспортировки плоского наружного листа перед введением пальцев в перфорации плоских деталей на пальцы на некоторых участках наносят клейкую массу. При этом, в частности, клейкую массу наносят на внутреннюю сторону пальцев, соответственно, соединительных язычков, которая после образования кольцевого, соответственно, петлевого соединения согласована со штабелированными, соответственно, соединенными плоскими деталями. При этом клейкую массу наносят в корневой зоне пальцев между основной поверхностью наружного листа и наружными свободными концами, соответственно, концевыми участками пальцев, при этом наружные свободные концы, соответственно, концевые участки пальцев, которые вводят первыми в перфорации, свободны от клеящего средства.
В одном варианте выполнения возможно, что наружные свободные концы, соответственно, концевые участки пальцев покрывают вступающим в реакцию клеящим веществом, соответственно, клеящим средством, которое после образования петель и за счет воздействия энергией, например, тепловой энергией, реагирует и сначала размягчается, а затем затвердевает, с целью обеспечения неразъемного соединения образованных петель. При этом вступающее в реакцию клеящее вещество можно наносить на одну или на обе стороны пальцев.
В другом варианте выполнения возможно, что наружные концы, соответственно, концевые участки пальцев имеют также предпочтительно связанное или интегрированное дополнительное вещество типа упрочнителя или т.п., которое после образования петель и после соответствующей активации за счет воздействия энергией реагирует и, тем самым, затвердевает, с целью обеспечения неразъемного соединения образованных петель.
Кроме того, способ отличается тем, что во время введения пальцев в перфорации плоских деталей основная поверхность наружного листа, на котором расположены пальцы, и штабелированные плоские детали расположены наклонно относительно друг друга, за счет чего облегчается образование петель, соответственно, введение пальцев в перфорации.
Кроме того, задача полезной модели решена с помощью устройства для соединения штабелированных друг на друге плоских деталей, в частности, листов бумаги, с помощью предпочтительно не содержащего металл соединительного средства, при этом плоские детали снабжены перфорациями, которое модифицировано тем, что предусмотрено приспособление для составления наружного листа, так что с помощью устройства для монтажа наружного листа, в частности, на не имеющем пальцев наружном листе расположено множество отдельных пальцев или обеспечена возможность их расположения, так что на стороне выхода устройства для монтажа наружного листа получается наружный лист со многими пальцами для введения в устройство для введения пальцев, или что устройство для введения пальцев предназначено для введения пальцев наружного листа в плоские детали так, что пальцы спирально изгибаются, соответственно, закручиваются, и одна зона пальцев, введенных в перфорации плоских деталей, приводится в контакт с нахлестом с другой зоной соответствующего пальца, и при этом предусмотрено транспортировочное приспособление для транспортировки снабженного пальцами наружного листа, так что обеспечивается возможность транспортировки одного наружного листа к устройству для введения пальцев, при этом на устройстве для введения пальцев предусмотрено гнездо для подлежащего соединению штабеля из плоских деталей. При этом предусмотренное для соединения соединительное средство выполнено в виде множества пальцев или соединительных язычков, которые вводятся в перфорации плоских частей, соответственно, вводятся в зацепление с перфорациями. В частности, соединительное средство выполнено в виде наружного листа с расположенными на нем пальцами.
При применении устройства вместе с подлежащим соединению штабелем плоских деталей, а также наружным листом с соответствующими пальцами, соответственно, соединительными язычками можно создавать прочное соединение плоских деталей.
С помощью выполненного в качестве устройства для подготовки наружного листа устройства для монтажа наружного листа, предпочтительно в ходе подготовительной стадии, отдельные соединительные язычки или пальцы располагаются на не имеющем сначала пальцев или соединительных язычков наружном листе, в частности, прочно закрепляются или наклеиваются, так что затем снабженный соединительными язычками, соответственно, пальцами в виде свободных концов, соответственно, подготовленный наружный лист подается в устройство для введения пальцев.
Кроме того, в устройстве предпочтительно предусмотрено, что устройство для монтажа наружного листа имеет, по меньшей мере, одну или несколько обойм для отдельных пальцев конечной длины, и предусмотрено приспособление для перевода пальцев, так что с помощью приспособления для перевода пальцев обеспечивается возможность подачи пальцев на не имеющий пальцев наружный лист. В частности, за счет этого пальцы вводятся в предусмотренные для этого перфорации или удлиненные отверстия наружного листа.
Кроме того, один вариант выполнения устройства отличается тем, что устройство для монтажа наружного листа имеет, по меньшей мере, одно приемное приспособление, по меньшей мере, для одной, предпочтительно бесконечной и/или намотанной полосы материала для пальцев и режущее приспособление для разрезания предпочтительно частично смотанной полосы материала для пальцев на участки полосы материала для пальцев в виде отдельных пальцев конечной длины, и предусмотрено приспособление для перевода пальцев, так что с помощью приспособления для перевода пальцев обеспечивается возможность подачи пальцев к не имеющему пальцев наружному листу.
Согласно другому варианту выполнения устройства предусмотрено, что устройство для монтажа наружного листа имеет, по меньшей мере, одно обрабатывающее устройство для полосы материала для пальцев, предпочтительно печатающее устройство и/или устройство тиснения, при этом, в частности, обрабатывающее устройство расположено относительно транспортировочного направления подаваемых к наружному листу пальцев перед местом монтажа наружного листа с пальцами.
Кроме того, в устройстве предпочтительно целесообразно, если для устройства для монтажа наружного листа предусмотрено приспособление для нанесения клея на отдельные пальцы или приспособление для нанесения клея на предпочтительно бесконечную полосу материала для пальцев и/или приспособление для нанесения клея на наружный лист.
Кроме того, устройство отличается тем, что устройство для соединения пальцев расположено у устройства для введения пальцев, при этом, в частности, устройство для введения пальцев имеет приспособление для образования соединительных петель и/или направляющую чашу, с помощью которой зоны контакта с нахлестом свернутых пальцев соединяются друг с другом. За счет этого образуется своего рода устройство для образования петель, при этом подается наружный лист с расположенными на нем или наклеенными на него пальцами и с помощью устройства для введения пальцев ввинчивается, соответственно, вводится в перфорации плоских частей. В частности, приспособление для образования соединительных петель имеет одну или несколько направляющих чаш, при этом в одном варианте выполнения для одного пальца или соединительного язычка наружного листа предусмотрена, по меньшей мере, одна соответствующая направляющая чаша.
Кроме того, один вариант выполнения устройства отличается тем, что у транспортировочного приспособления расположено приспособление для нанесения клея, так что обеспечивается возможность нанесения клеящего средства на одну зону пальцев наружного листа.
Для этого дополнительно предусмотрено, что приспособление для нанесения клеящего средства наносит клеящее средство во время транспортировки наружного листа вдоль приспособления для нанесения клеящего средства.
Кроме того, один вариант выполнения устройства отличается тем, что транспортировочное приспособление для наружного листа выполнено в виде нагружаемой вакуумным источником транспортерной ленты с вакуумными подсосами и/или имеет кулачковую ленту и/или стол с вакуумными подсосами. Кроме того, в рамках полезной модели возможно также применение предпочтительно полированных присосных планок для транспортировки снабженного пальцами наружного листа на транспортировочном столе.
Другое решение задачи состоит в создании соединенных плоских деталей, в частности, листов бумаги, при этом наружный лист имеет множество предпочтительно параллельно и/или рядом друг с другом расположенных (на стороне конца) отдельных пальцев, при этом пальцы наружного листа расположены в перфорациях расположенных штабелем плоских деталей, при этом пальцы спирально изогнуты или свернуты, и одна зона пальцев находится в контакте с нахлестом с другой зоной соответствующего пальца, при этом пальцы в зоне контакта пальцев соединены неразъемно друг с другом, и при этом противоположные образованным петлям концы отдельных пальцев соединены с наружным листом, которые получаются, в частности, за счет выполнения указанного выше способа, в частности, с применением описанного выше устройства. Для предотвращения повторов делается ссылка на приведенные выше рассуждения относительно способа и устройства.
Кроме того, при выполнении соединенных плоских деталей предпочтительно, если концы отдельных пальцев расположены на внутренней стороне наружного листа, при этом, в частности, пальцы предпочтительно охватывают сзади предпочтительно образованные на одном крае наружного листа перемычки соответствующих предусмотренных на наружном листе для пальцев перфораций.
Кроме того, предпочтительно концы отдельных пальцев расположены на наружной стороне наружного листа.
Для этого дополнительно предусмотрено, что наружный лист и пальцы наружного листа состоят по существу из одинакового неметаллического однослойного материала и/или имеют по существу одинаковую толщину.
При этом в одной альтернативной предпочтительной модификации предпочтительно, если наружный лист и пальцы состоят из различных, в частности, неметаллических материалов и/или имеют различную толщину и/или различно окрашены, или если пальцы состоят из различных, в частности, неметаллических материалов, и/или различны по толщине, и/или различны по ширине, и/или различны по длине, и/или различно окрашены.
За счет этого просто обеспечиваются изменяемые и легко согласуемые с требованиями к подлежащим изготовлению или изготовленным соединенным плоским деталям варианты выполнения.
Кроме того, предпочтительно, если пальцы, в частности, в видимой зоне имеют тиснение и/или печатное изображение, и/или пальцы, в частности, в зоне соединения с наружным листом имеют, по меньшей мере, один желобок поперек продольной протяженности пальцев.
В одном предпочтительном варианте выполнения изготовленных в качестве (конечного) изделия соединенных плоских деталей расстояние между двумя соединительными язычками или пальцами соответствует ширине соединительных язычков, соответственно, пальцев.
В одном альтернативном предпочтительном варианте выполнения изготовленных в качестве (конечного) изделия соединенных плоских деталей предусмотрено лишь два или три соединительных язычка или пальца, ширина которых больше расстояния между соединительными язычками или пальцами.
В частности, целесообразно, если при соединенных плоских деталях наружный лист и пальцы наружного листа и плоские детали состоят или выполнены из одинакового материала.
Другие признаки полезной модели следуют из описания вариантов выполнения изобретения вместе с формулой полезной модели и прилагаемых чертежей. Варианты выполнения полезной модели могут содержать отдельные признаки или комбинации нескольких признаков.
Ниже приводится описание полезной модели на основании примера выполнения в качестве примера без ограничения общей идеи полезной модели, при этом относительно всех детально не поясняемых в тексте подробностей полезной модели делается ссылка на чертежи. При этом на чертежах схематично изображено:
фиг.1 - соединительное устройство для изготовления соединенных листов бумаги, вид сбоку;
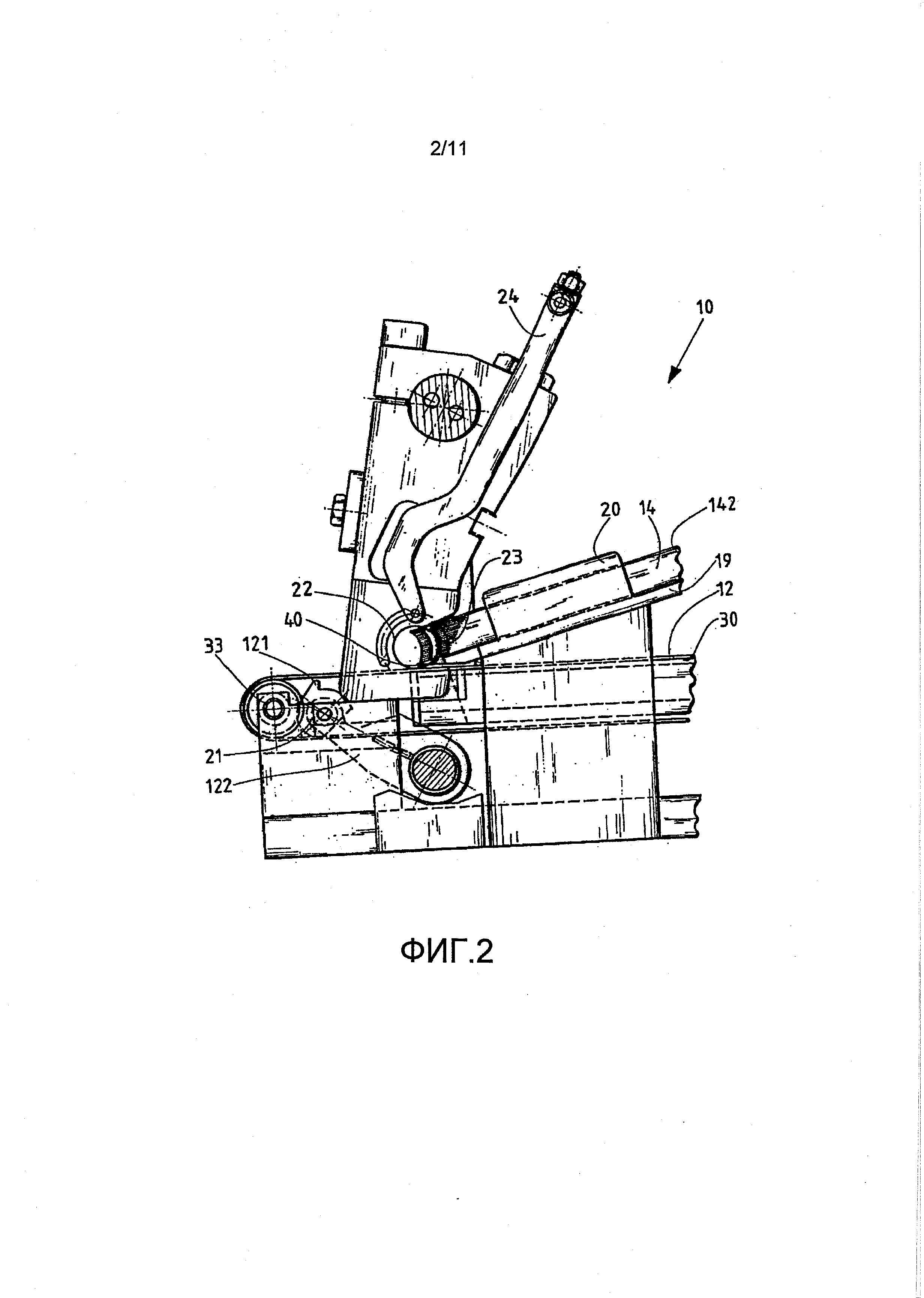
фиг.2 - часть устройства в увеличенном масштабе;
фиг.3 - рабочее положение соединительного устройства;
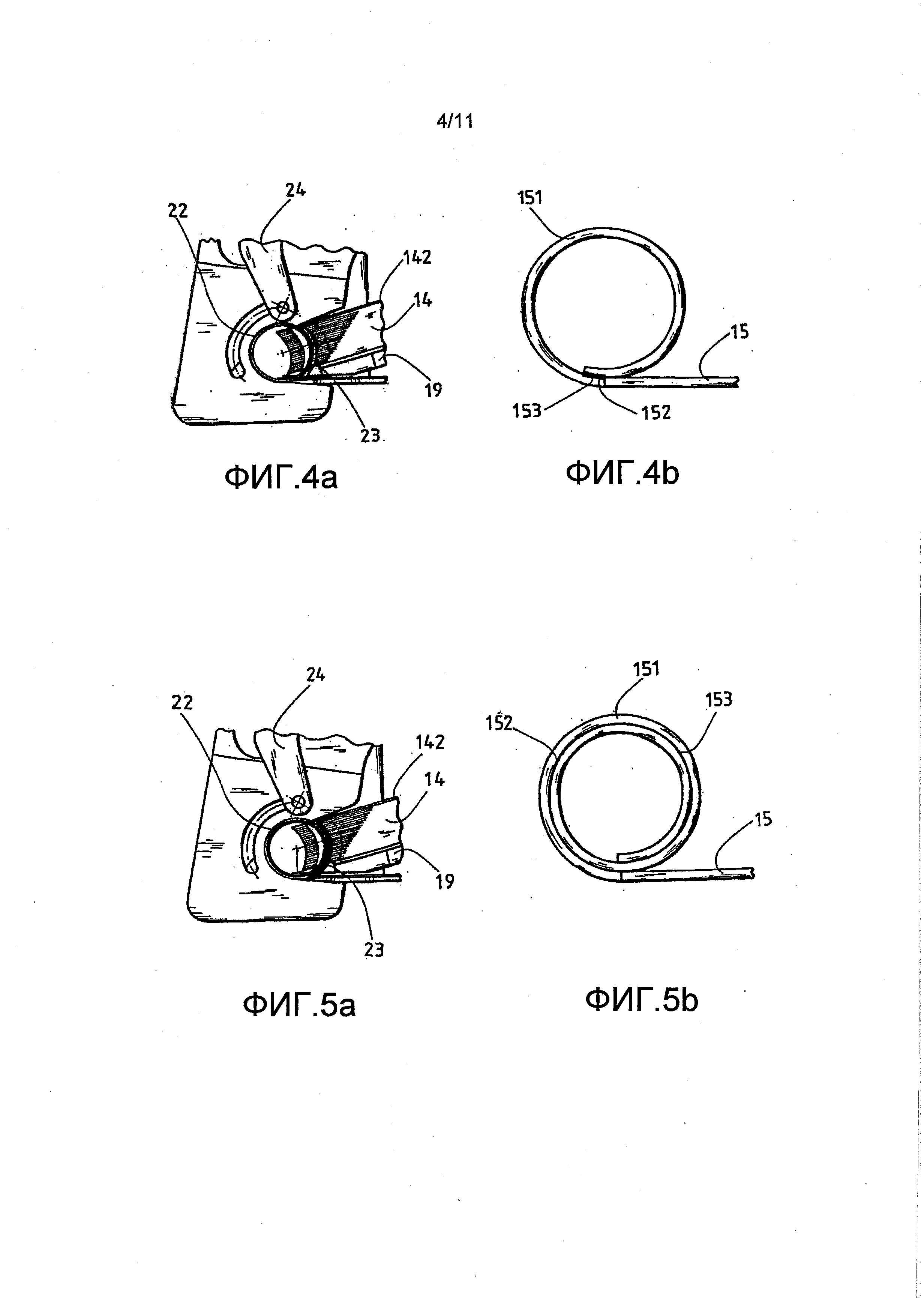
фиг.4a, 4b - одинарно ввинченная, соответственно, изготовленная соединительная петля;
фиг.5a, 5b - двойная ввинченная, соответственно, изготовленная соединительная петля;
фиг.6 - часть соединительного устройства для извлечения соединенного штабеля бумаги;
фиг.7 - другое рабочее положение соединительного устройства;
фиг.8a - соединительное устройство без приспособления для формирования петель, вид сверху;
фиг.8b, 8c - заполненная соединительными язычками шахта обоймы (фиг.8b) и принимающая намотанную полосу материала бобина, которые расположены над транспортировочным столом соединительного устройства;
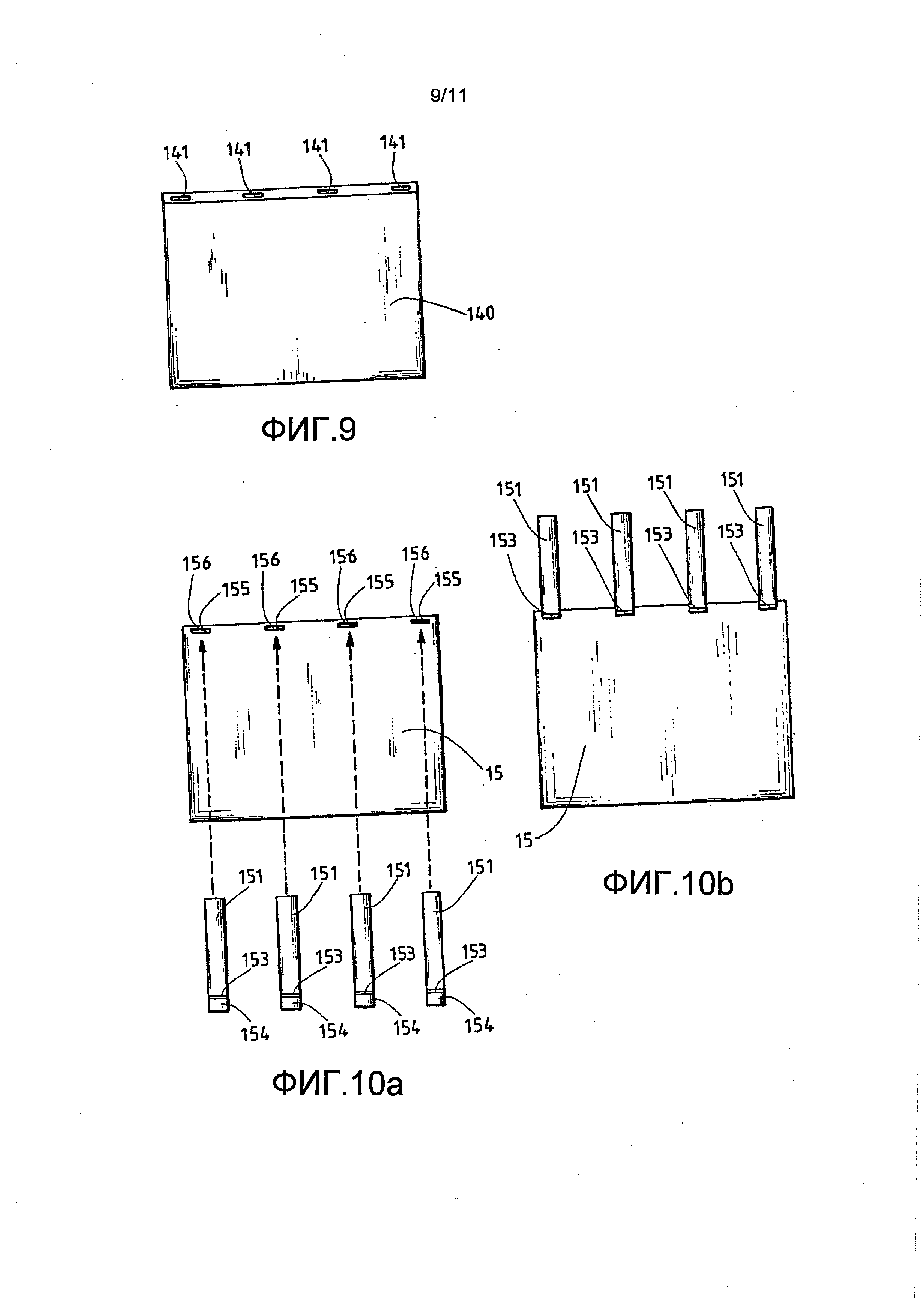
фиг.9 - лист бумаги подлежащего соединению штабеля бумаги, вид сверху;
фиг.10a, 10b - внутренняя сторона (фиг.10a) и наружная сторона (фиг.10b) нижнего листа;
фиг.10c - поперечное сечение листа бумаги с расположенным, соответственно, закрепленным на одном конце на внутренней стороне соединительным язычком;
фиг.10d, 10e - наружный лист, соответственно, нижний лист с соединительными язычками различной длины;
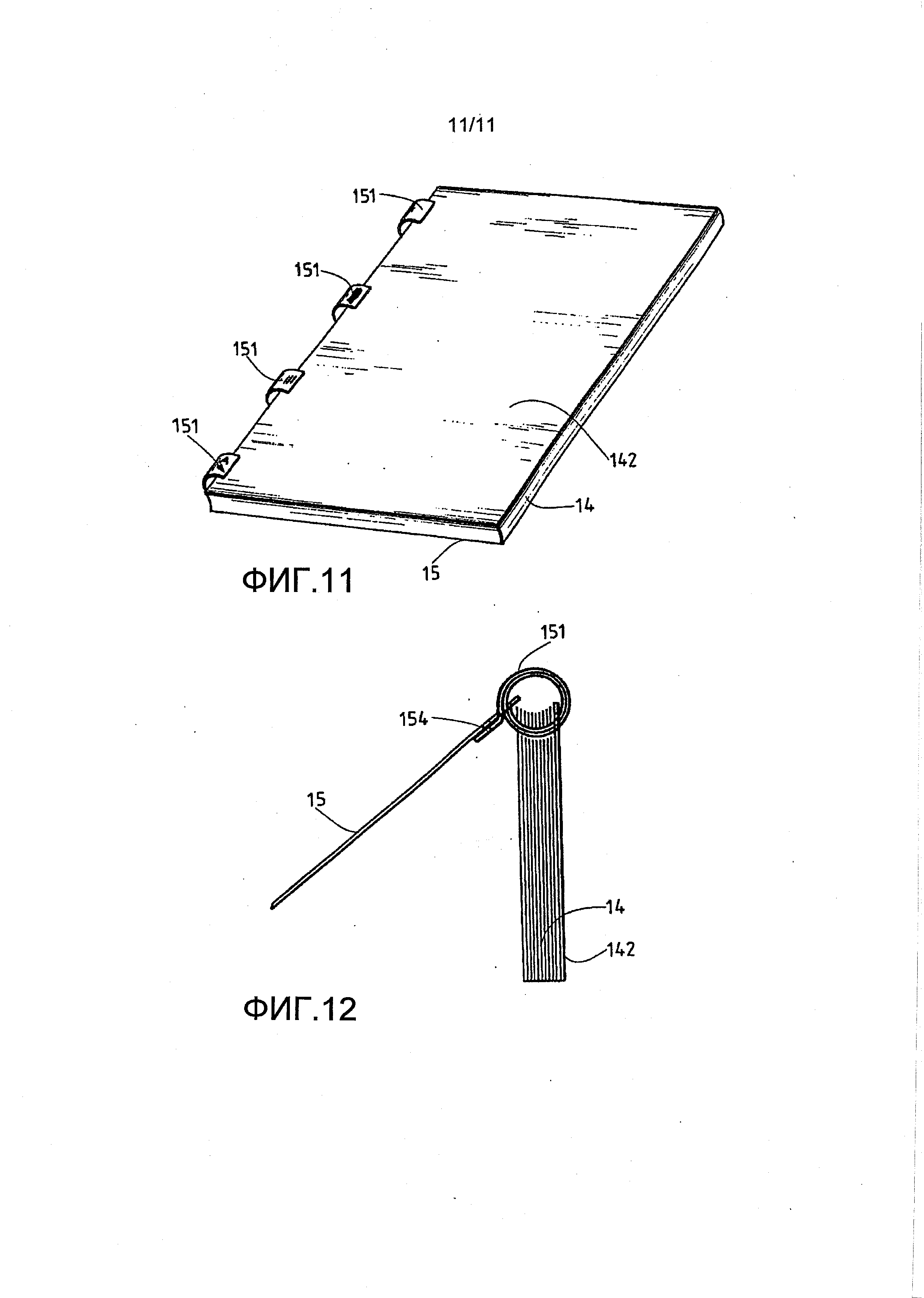
фиг.11 - выполненный в виде готового изделия и соединенный штабель листов бумаги, в изометрической проекции; и
фиг.12 - поперечное сечение соединенного штабеля листов бумаги.
На фигурах одинаковые или подобные элементы, соответственно, части обозначены одинаковыми позициями, так что соответствующее повторное представление не приводится.
На фиг.1 схематично показана в разрезе конструкция соединительного устройства 10 для соединения образуемого из множества листов бумаги штабеля 14.
Штабель 14 состоит из множества листов бумаги, как схематично показано на фиг.9 на виде сверху. Показанный на фиг.9 лист 140 бумаги имеет прямоугольную основную поверхность, при этом в (верхней) краевой зоне образовано несколько перфорационных отверстий 141. Перфорационные отверстия 141 выполнены в виде удлиненных прорезей, при этом при расположении блоком, соответственно, при расположении штабелем множества листов 140 бумаги с помощью перфорационных отверстий 141 образуется своего рода щелевой канал.
Показанный схематично на фиг.1 штабель 14 из уложенных друг на друга листов бумаги расположен с наложенным на верхнюю сторону покрывным листом 142 на установленном наклонно опорном столе 19.
Соединительное устройство 10 имеет ориентированный горизонтально транспортировочный стол 30, который расположен под опорным столом 19. Для позиционирования штабеля 14 бумаги вместе с покрывным листом 142 на установленном наклонно опорном столе 19, на нижнем конце опорного стола 19 расположен один или несколько установленных с возможностью поворота формирователей 21 штабеля с имеющими форму части круга упорными поверхностями для штабеля 14 бумаги, так что перфорации 141 штабеля бумаги образуют в поперечном сечении имеющий форму части круга канал.
Формирователи 21 штабеля имеют на верхней стороне шипообразный выступ 121, за счет чего ограничивается высота, соответственно, толщина подлежащего соединению штабеля 14 бумаги. Формирователи 21 штабеля расположены на поворотном кронштейне 122, так что формирователи 21 можно поворачивать вниз.
Кроме того, опорный стол 19 имеет сбоку соответствующие направляющие пластины 20, за счет чего штабель 14 бумаги во взаимодействии с формирователями 21 штабеля точно позиционируется, так что перфорации 141 штабеля 14 бумаги образуют щелевидные каналы с заданным радиусом кривизны.
Над нижним концом опорного стола 19, соответственно, над формирователями 21 штабеля расположено приспособление 22 для формирования соединительных петель, при этом приспособление 22 для формирования соединительных петель выполнено с возможностью поворота на опорном кронштейне или плече 125 рамы. На фиг.1 приспособление 22 для формирования соединительных петель показано в повернутом вниз состоянии. Приспособление 22 для формирования соединительных петель поворачивается внутрь над точкой рамы настолько (см. фиг.2), что оно проходит концентрично формирователям 21 штабеля.
Кроме того, транспортировочный стол 30 соединительного устройства 10 имеет перфорированные присосные ремни 12, которые направляются по наружным роликам 32 (см. фиг.8b), 33. Под присосными ремнями 12 расположена присосная плита 11 для того, чтобы нагружать вакуумом присосные ремни 12, соответственно, расположенный на присосных ремнях 12 нижний лист 15. За счет этого нижний лист 15 располагается над присосным ремнем 12, соответственно, на нем. На наружном правом крае присосного ремня 12 расположен перемещаемый с присосными ремнями 12 упор 35, который расположен на транспортировочном столе 30 с возможностью перемещения туда и обратно с целью перемещения нижнего листа 15 на транспортировочном столе 30.
На фиг.10a и 10b схематично показан нижний лист 15 в разных проекциях, при этом нижние листы 15 имеют прямоугольную основную поверхность, как и листы бумаги (см. фиг.9, позиция 140), при этом основная поверхность нижних листов по существу соответствует основной поверхности подлежащих соединению листов 140 бумаги. В рамках полезной модели также предусмотрена обработка нижних листов 15, которые имеют выступающую на нескольких сторонах, в частности, на трех сторонах краевую зону.
На фиг.10a показана внутренняя сторона нижнего листа 15, в то время как на фиг.10b показана наружная сторона нижнего листа 15. Выполненный в качестве наружного листа для подлежащего соединению штабеля бумаги нижний лист 15 имеет на одной продольной стороне в краевой зоне продольной кромки несколько предпочтительно прямоугольных и/или штампованных удлиненных отверстий 155, в которые вводятся соединительные язычки 151 заданной длины. Это показано упрощенно на фиг.10a с помощью расположенных под нижним листом 15 соединительных язычков 151 и стрелок, при этом в показанном примере выполнения предусмотрено четыре соединительных язычка 151, расстояние которых друг от друга больше ширины каждого из них, соответственно, их ширина меньше расстояния между соединительными язычками 151.
Соединительные язычки 151 выполнены в виде отдельных отрезков полосы материала заданной длины, при этом соединительные язычки 151 в одном варианте выполнения могут иметь на одном конце тиснение или желобок 153. Кроме того, соединительные язычки имеют на одном конце, который соединяется с нижним листом 15, клейкую поверхность 154, на которую наносится или нанесено клеящее средство. Для крепления или расположения соединительных язычков 151 на нижнем листе 15 соединительные язычки 151 вводятся или заталкиваются в удлиненные отверстия 155, при этом на внутренней стороне нижнего листа 15 располагаются по отдельности с приклеиванием клейкие поверхности 154 отдельных соединительных язычков 151, так что соединительный язычки 151 своими приклеиваемыми к внутренней стороне нижнего листа 15 клейкими поверхностями охватывают сзади образованные между удлиненными отверстиями 155 и наружной продольной кромкой нижнего листа 15 перемычки 156 удлиненных отверстий (см. фиг.10c).
На фиг.10c показана в поперечном сечении часть нижнего листа 15, при этом соединительный язычок 151 на одном конце расположен своей концевой клейкой поверхностью 154 на внутренней стороне нижнего листа 15, соответственно, соединен с ней. Как показано на фиг.10c, соединительный язычок 151 направляется извилисто или S-образно через удлиненное отверстие 155, при этом противоположный нижнему листу 15 свободный конец соединительного язычка 151 используется для соединения штабелей бумаги.
Как показано схематично на фиг.10d, 10e, на одной продольной стороне подготовленных для соединения штабелей бумаги нижних листов 15 расположены четыре язычковых пальца, соответственно, соединительных язычка 151 с их свободными концами, которые вводятся в перфорации 141 листов 140 бумаги, при этом в этом другом примере выполнения предусмотрено четыре соединительных язычка 151, расстояние между которыми по существу равно их ширине. Для этого соединительные язычки 151 расположены на сторонах, на которых в листе 140 бумаги выполнены перфорированные отверстия 141.
Для введения свободных, выступающих от нижнего листа 15 концов соединительных язычков, соответственно, соединительных язычков 151 нижнего листа 15 в образованные, имеющие форму части круга каналы перфорированных отверстий 141 штабелированных друг на друга листов бумаги в показанном на фиг.1 соединительном устройстве соответствующий нижний лист 15 расположен на присосных ремнях 12, при этом соединительные язычки 151 сначала не имеют клея.
С применением соединительного устройства 10, показанного на фиг.1, нижние листы 15 располагаются так, что соединительные язычки 151 расположены на обращенной от упора 35 стороне, так что соединительные язычки 151 обращены в направлении опорного стола 19, соответственно, формирователей 21 для формирования штабеля.
Присосная плита 11 соединена через вывод 18 с источником вакуума, так что за счет нагрузки вакуумом нижний лист 15 удерживается на присосных ремнях 12.
При линейном перемещении слева направо на фиг.1, соединительные язычки 151 сначала проводятся под одной или несколькими форсунками 16 для клея над транспортировочным столом 30, так что соединительные язычки 151 снабжаются клейкой дорожкой 152. При этом наружные концы соединительных язычков 151 не снабжаются клеем, соответственно, клеящим средством, в то время как примыкающие к основной поверхности нижнего листа 15 зоны соединительных язычков 151 снабжаются клеем. При этом клей подается к форсункам 16 для клея через трубопровод 17 подачи клея.
На фиг.10d, 10e поверхности нанесения клеящего вещества, соответственно, клейкие дорожки на соединительных язычках 151 обозначены позицией 152. При этом основная поверхность нижнего листа 15 остается свободной от клея, соответственно, клеящего средства.
В другом варианте выполнения клей или клеящее средство наносится на обе стороны соединительных язычков 151 в заданных местах.
При этом длина, соответственно, количество клейких дорожек 152 на соединительных язычках 151 зависит от длины соединительных язычков и от предпочтительной формы предусмотренных петель для соединения штабеля бумаги.
На фиг.2 показано в увеличенном масштабе рабочее положение приспособления 22 для формирования соединительных петель, при этом после поворота внутрь приспособления 22 для формирования соединительных петель и за счет приведения в действие управляющего рычага 24 направляющие чаши 23 вводятся в предварительно штампованные перфорации 141, соответственно, предварительно штампованные соединительные прорези листов 140 бумаги штабеля 14. Затем формирователи 21 штабеля поворачиваются вниз.
Как показано на фиг.2, между нижней стороной опорного стола 19 и присосным ремнем 12 транспортировочного стола 30, соответственно, между концами направляющих чаш 23 образована щель 40, через которую проводится нижний лист 15 с соединительными язычками 151. Расположенный на присосных ремнях 12 нижний лист 15 транспортируется с помощью упора 35 в направлении приспособления 22 для формирования соединительных петель, при этом на начинающемся радиусе направляющих чаш 23 приспособления 22 для формирования соединительных петель снимается вакуум с присосных ремней 12, так что соединительные язычки 151 входят и изгибаются в выполненных круглыми направляющих чашах 23 (см. фиг.3).
Выполненные в качестве направляющего удлинения для соединительных язычков 151 направляющие чаши 23 после концентричного позиционирования относительно формирователей 21 петель поворачиваются внутрь через перфорации штабеля плоских деталей, соответственно, штабеля 14 с образованием окружности, так что соединительные язычки 151 при введении в перфорации направляются по окружности на более чем 350°, предпочтительно на 355° в виде дуги. Для того чтобы во время введения, соответственно, ввинчивания соединительных язычков 151 в перфорации штабеля 14 уменьшить трение соединительных язычков 151 с внутренними сторонами направляющих чаш 23, между соединительными язычками 151 и внутренней стороной направляющих чаш 23 вводится воздух с помощью воздушного сопла, за счет чего образуется своего рода воздушная подушка для соединительных язычков 151 и поддерживается образование витков соединительных язычков 151, соответственно, соединительных петель.
При образовании петель направляющие чаши 23 придают форму листам 140 бумаги штабеля 14 на наружном радиусе и приводят к образованию петель на внутреннем радиусе вдвинутых соединительных язычков 151.
Во время транспортировки нижнего листа 15 на присосных ремнях 12, он проводится своей внутренней стороной, соответственно, своими соединительными язычками 151 под форсунками 16 для клея, так что соединительные язычки 151 снабжаются клейкой дорожкой (см. фиг.10d, 10e, позиция 152). За счет этого заданная зона соединительных язычков 151 опрыскивается, соответственно, снабжается заданным клейким узором, чтобы затем после введения соединительных язычков 151 в образованные перфорированными отверстиями 141 каналы, они изгибались вдоль направляющих чаш 23. При продолжающейся транспортировке нижнего листа 15 передние концы соединительных язычков 151 проводятся по круговой траектории на 360°, за счет чего передние концы соединительных язычков 151 приводятся в контакт с нанесенной на внутреннюю сторону клейкой дорожкой 152 соединительных язычков 151, за счет чего образуется неразъемная петля, соответственно, соединительная петля.
На фиг.3 показана рабочая ситуация, в которой нижний лист 15 с расположенными на нем, соответственно, наклеенными на внутреннюю сторону соединительными язычками 151 вводится на присосных ремнях 12 в приспособление 22 для формирования соединительных петель, при этом вследствие кривизны направляющих чаш 23 соединительные язычки 151 прилегают к внутренней стороне направляющих чаш 23 и, тем самым, вводятся через шлицевой канал, соответственно, шлицевые каналы в штабеле 14, соответственно, образованные перфорациями штабеля 14 бумаги каналы.
На фиг.4a показана одинарно проложенная соединительная петля, которая показана на фиг.4b в увеличенном масштабе, без изображения штабеля 14 бумаги. Как показано на фиг.4b, передний конец соединительного язычка 151 выполнен с клейкой дорожкой 152 в зоне 153 контакта с нахлестом.
На фиг.5a и 5b схематично показана в поперечном сечении дважды уложенная, соответственно, образованная двойной соединительная петля, при этом в изображении в увеличенном масштабе на фиг.5b также не показан штабель 14 бумаги по соображениям наглядности. На образованной согласно фиг.5a и 5b соединительной петле зона контакта, соответственно, клейкая дорожка 152 выполнена по окружности в 360°. В зависимости от толщины материала нижнего листа 15, соответственно, соединительных язычков 151 можно повысить стабильность образуемых петель.
В образованной согласно фиг.5a, 5b двойной петле можно перед образованием двойной петли поворачивать назад повернутые внутрь направляющие чаши 23, поскольку уже созданная одинарная петля выполняет функцию направления внутренней петли при двойной петле. Образованные соединительные петли согласно полезной модели выполнены спирально в поперечном сечении, при этом зона контакта, соответственно, длина клейкой дорожки выбирается, соответственно, задается в соответствии с желаемой формой соединительной петли.
После образования петли отводится посредством поворота приспособление 22 для формирования соединительных петель, как показано схематично на фиг.6. Затем соединенный штабель 14 бумаги вместе с образованными с помощью соединительных язычков 151 нижнего листа 15 петлями полностью удаляется из соединительного устройства, как схематично показано на фиг.7.
На фиг.8a схематично показано на виде сверху соединительное устройство 10, при этом по соображениям наглядности не изображено приспособление для формирования соединительных петель. Как показано на фиг.8a, транспортировочный стол 30 имеет боковые направляющие пластины или направляющие планки 13 с целью обеспечения надежного позиционирования нижнего листа 15 на присосных ремнях.
Кроме того, на фиг.8a показан нижний лист 15, при этом соединительные язычки 151 под опорным столом 19 изображены штриховыми линиями. Кроме того, также штриховыми линиями изображены форсунки 16 для клея, с помощью которых в корневой зоне соединительных язычков 151 наносится клейкая дорожка 152 (см. фиг.10d).
Как показано также на фиг.8a, между присосными ремнями 12, соответственно, направляющими чашами 23 приспособления 22 для формирования соединительных петель расположены формирователи 21 штабеля.
Соединительное устройство 10 имеет на обращенной от опорного стола 19 стороне многоканальную обойму 50, при этом многоканальная обойма 50 имеет несколько шахт 51 обоймы, в которые заполнены в виде штабеля подготовленные в виде отрезков материала заданной длины соединительные язычки 151. Из шахт 51 обоймы одновременно извлекается несколько соединительных язычков 151, и они подаются к расположенному на опорном столе, соответственно, на присосных ремнях 12 не имеющему пальцев нижнему листу 15.
Во время транспортировки соединительных язычков 151 от шахт 51 к нижнему листу 15 соединительные язычки 151 предпочтительно проходят у приспособления для нанесения клея, так что во время транспортировки клейкие поверхности 154 (см. фиг.10a) соединительных язычков 151 снабжаются клеящим средством с целью расположения затем соединительных язычков 151 в краевой зоне продольной стороны нижнего листа 15.
Кроме того, можно во время подачи отдельных соединительных язычков 151 к нижнему листу 15 снабжать соединительные язычки 151 с помощью соответствующего обрабатывающего устройства оттиском или тиснением или т.п. Для этого, например, обрабатывающее устройство выполнено, соответственно, в виде печатающего устройства или устройства для тиснения или же в виде штамповочного устройства.
Для расположения соединительных язычков 151 на нижнем листе 15 (см. фиг.10a) соединительные язычки 151 с помощью соответствующего приспособления, такого как, например, складывающая стрелка, вводятся в удлиненные отверстия (см. фиг.10a, позиция 155) нижнего листа 15, так что после протягивания соединительных язычков 151 снабженные клеящим средством концевые зоны соединительных язычков 151 приводятся в контакт со склеиванием с внутренней стороной нижнего листа 15. В рамках полезной модели возможно также, что соединительные язычки прочно расположены или соединены на (в последующем) наружной стороне нижних листов.
На фиг.8b схематично показано на виде сбоку в поперечном сечении извлечение соединительных язычков 151 из шахты 51 обоймы. В шахте 51 обоймы расположен штабель соединительных язычков 151, которые извлекаются с помощью расположенного под шахтой 51 извлекающего приспособления в виде вращаемого, а также поворачиваемого на поворотном плече извлекающего колеса 60 и транспортируются в продольном направлении.
Вблизи приводимого во вращение извлекающего колеса 60 расположена форсунка 61 для клея, так что при транспортировке принятого соединительного язычка 151 на один конец соединительного язычка 151 в определенном положении наносится клей или клеящее средство или т.п. Затем снабженный клеем соединительный язычок 151 располагается одним концом на нижнем листе 15 с применением соответствующих приспособлений. Предпочтительно, количество и положение расположенных сбоку на расстоянии шахт 51 обойм соответствует количеству подлежащих одновременному нанесению на нижний лист 15 соединительных язычков 151.
В качестве альтернативного решения или дополнительно к нанесению клея на соединительные язычки 151, в одном варианте выполнения устройства возможно, что нижний лист 15 в краевой зоне, в которой расположены концы соединительных язычков 151, снабжен клеящим средством для соединения подаваемых соединительных язычков 151 в этой зоне с нижним листом 15.
На фиг.8с показан схематично в поперечном разрезе вариант выполнения подачи соединительных язычков 151 к нижнему листу 15. При этом намотанная на бобину 80 бесконечная полоса 150 материала разматывается с помощью пары валиков 71 и затем транспортируется к печатающему устройству в виде пары печатных валиков 72, так что на полосе 150 материала выполняется оттиск. Предпочтительно, количество и положение расположенных на боковом расстоянии друг от друга полос 150 материала соответствует количеству одновременно устанавливаемых соединительных язычков. В качестве альтернативного решения или дополнительно, можно наносить также тиснение на полосу 150 материала с помощью соответствующего устройства для тиснения.
После печатающего устройства 72 бесконечная полоса 150 материала подается в режущее приспособление 73 в виде вращающегося режущего барабана, так что от бесконечной полосы 150 материала отрезаются соединительные язычки 151 заданной длины. Затем нарезанные соединительные язычки 151 конечной длины транспортируются к устройству для нанесения клея в виде пары наносящих клей валиков 74 с целью нанесения клея на один конец соединительных язычков 151, так что снабженный клеем конец прочно соединяется с нижним листом 15.
В одном предпочтительном варианте выполнения устройства для монтажа наружного листа оси вращения транспортировочных устройств и обрабатывающих устройств 60, 80, 71, 72, 73, 74 расположены поперек, в частности, перпендикулярно направлению транспортировки нижнего листа 15, соответственно, присосным ремням 12.
Кроме того, в рамках полезной модели в одном варианте выполнения предусмотрено, что во время транспортировки полосы 150 материала или соединительных язычков 151 они с помощью разламывающего устройства надламываются на (в последующем) внутренней стороне соединительных язычков, за счет чего поддерживается образование витка, соответственно, образование петли. Поскольку надломленные соединительные язычки 151 удерживаются плоско на присосном столе во время транспортировки к приспособлению для формирования соединительных петель, то предотвращается изгибание под действием продольной нагрузки во время закладывания петли.
В рамках полезной модели возможно, что вместо схематично изображенных обрабатывающих устройств предусмотрены также другие или дополнительные обрабатывающие устройства с целью нанесения оттисков или тиснений, или штамповок, или других узоров клея на полосу 150 материала. В качестве альтернативного решения или дополнительно, соединительное устройство 10 может также иметь устройство для нанесения клея на нижний лист, так что будущие места соединения с соединительными язычками на нижнем листе снабжаются клеем, клеящим средством или т.п.
Кроме того, в одном другом, здесь не изображенном варианте выполнения соединительного устройства 10 может быть предусмотрено, что сматываемая лишь с одной или исключительно с одной бобины 80 полоса материала разрезается на требующиеся для одного нижнего листа 15 соединительные язычки, предпочтительно последовательно, при этом после разрезания соединительных язычков они располагаются на расстоянии друг от друга с целью подачи затем с помощью соответствующего, здесь также не изображенного приспособления для перевода к соответствующим удлиненным отверстиям нижнего листа 15.
В этом другом предпочтительном варианте выполнения устройства для монтажа наружного листа оси вращения транспортировочных устройств и обрабатывающих устройств, такие как, например, ось бобины, печатающего устройства, приспособления для поперечного разрезания, устройства тиснения и/или устройства для образования желобков, предпочтительно расположены параллельно направлению транспортировки нижнего листа 15, соответственно, присосным ремням 12. При этом перед или после отрезания соединительных язычков от полосы материала можно наносить клей или выполнять другую обработку соединительных язычков, соответственно, полосы материала.
На фиг.11 схематично показан в изометрической проекции соединенный штабель 14 бумаги, при этом на верхней стороне расположен покрывной лист 142, а на нижней стороне - нижний лист 15. За счет сворачивания в виде петель соединительных язычков 151 штабель 14 бумаги прочно соединяется, при этом соединительные язычки 151, например, во время их подачи к нижнему листу 15 соответствующим образом обрабатываются, так что, например, с помощью печатающего устройства выполняется оттиск на соединительных язычках 151. Кроме того, можно также штамповать соединительные язычки или снабжать тиснением на наружной стороне с помощью устройства для тиснения.
Соответственно подлежащему соединению штабелю бумаги в рамках полезной модели возможно, что длина и/или ширина и/или толщина соединительных язычков 151 выбирается в соответствии с требованиями, соответственно, длина и/или ширина и/или толщина соответствующим образом устанавливается. Кроме того, можно также предварительно задавать цвет соединительных язычков 151 с целью придания соединенному изделию желаемого красочного внешнего вида.
На фиг.12 схематично показано в поперечном сечении соединенное конечное изделие, при этом за счет соединения согласно полезной модели снабженные клейкой поверхностью 154 соединительные язычки 151 расположены на внутренней стороне нижнего листа 15, при этом соединительные язычки 151 направляются через удлиненное отверстие в нижнем листе 15 (см. фиг.10c), так что после нанесения клейких поверхностей 154 на желаемые зоны соединительных язычков 151 свободные концы соединительных язычков 151 вводятся в штабель 14 с покрывным листом 142 и образуют петли.
Согласно полезной модели соединяются предварительно снабженные отверстиями плоские детали, такие как листы бумаги, при этом соединительные петли располагаются, соответственно, наклеиваются на нижнем листе или на покрывном листе, соответственно, наружном листе. В соответствии с предусмотренным видом соединения, например, с помощью одинарных петель или двойных петель, на нижнем листе или покрывном листе вырезаются соединительные язычки с длиной и в количестве, чтобы затем с помощью приспособления 22 для формирования соединительных петель формировать петли на подлежащем соединению штабеле плоских деталей и укладывать их в штабель плоских деталей.
Кроме того, в рамках полезной модели возможно, что материал для нижнего листа или покрывного листа с расположенными на нем в последующем отдельными соединительными язычками имеет содержащиеся в них вещества, за счет чего после образования соединительной петли материал листа подвергается воздействию источника излучения с целью уменьшения гибкости материала, за счет чего сохраняется состояние петли и одновременно обеспечивается твердая основа для письма или т.п.
За счет выкройки соединительных язычков и более или менее скручивания в соединительную петлю создаются петли различного диаметра, за счет чего с помощью немногих выкроек нижних или покрывных листов можно соединять штабели бумаги разной толщины. Кроме того, сформированные соединительные петли в месте передачи на 360° фиксируются с помощью клеящего вещества, за счет чего соединенный с помощью соединительных петель материал, соответственно, соединенный штабель невозможно затем извлекать из соединительной петли.
Кроме того, в рамках полезной модели возможно, что применяемый наружный лист (нижний лист или покрывной лист) выполнен, в частности, закругленным в местах, которые формируются в соединительную петлю. За счет этого обеспечивается хорошее скольжение через формирователь петли.
Кроме того, в рамках полезной модели возможно, что на соединительном устройстве предусмотрена обойма для нижних листов, соответственно, наружных листов, за счет чего обеспечивается автоматический способ работы соединительного устройства.
Все названные признаки, также показанные лишь на чертежах, а также отдельные признаки, которые раскрыты в комбинации с другими признаками, являются существенными для полезной модели по отдельности и в комбинации. Варианты выполнения полезной модели могут быть реализованы с помощью отдельных признаков или комбинации нескольких признаков.
Перечень позиций
10 Соединительное устройство
11 Присосная плита
12 Присосный ремень
13 Направляющие пластины
14 Штабель
15 Нижний лист
16 Форсунка для клея
17 Трубопровод для подачи клея
18 Вакуумный вывод
19 Опорный стол
20 Направляющая пластина
21 Формирователь штабеля
22 Приспособление для формирования соединительных петель
23 Направляющая чаша
24 Управляющий рычаг
30 Транспортировочный стол
32 Ролик
33 Ролик
35 Упор
40 Щель
50 Многоканальная обойма
51 Шахта обоймы
60 Извлекающее колесо
61 Форсунка для клея
70 Бобина
71 Пара сматывающих валиков
72 Печатающее устройство
73 Режущее устройство
74 Приспособление для нанесения клея
80 Бобина
121 Выступ
122 Поворотное плечо
125 Опорное плечо
140 Лист бумаги
141 Перфорированные отверстия
142 Покрывной лист
150 Полоса материала
151 Соединительные язычки
152 Клейкая дорожка
153 Желобок
154 Клейкая поверхность
155 Удлиненное отверстие
156 Перемычка удлиненного отверстия
Реферат
1. Устройство (10) для соединения штабелированных друг на друга плоских деталей (140), в частности листов (140) бумаги, с помощью предпочтительно неметаллического соединительного средства (151), причем плоские детали (140) снабжены перфорациями (141), отличающееся тем, что предусмотрено устройство для монтажа наружного листа, так что с помощью этого устройства для монтажа наружного листа, в частности, на не имеющем пальцев наружном листе (15) располагается множество отдельных пальцев (151) или обеспечивается возможность их расположения с получением на выходной стороне этого устройства для монтажа наружного листа (15) с несколькими пальцами (151), готового для введения в устройство (22, 23) для введения пальцев, причем устройство (22, 23) для введения пальцев предназначено для введения пальцев (151) наружного листа (15) в плоские детали (140) так, что пальцы (151) спирально изгибаются или обеспечивается возможность их спирального изгибания, и одна зона введенных в перфорации (141) плоских деталей (140) пальцев (151) приводится в контакт с нахлестом с другой зоной соответствующего пальца (151), и предусмотрено транспортировочное приспособление (12, 35) для транспортировки снабженного пальцами (151) наружного листа (15), так что обеспечивается возможность транспортировки отдельного наружного листа (15) к приспособлению (22, 23) для введения пальцев, причем на приспособлении (22, 23) для введения пальцев предусмотрено гнездо (19) для подлежащего соединению штабеля (14) из плоских деталей (140). ! 2. Устройство по п.1, отличающееся тем, что устройство для монтажа наружного листа имеет, по меньшей мере, одну или несколько обойм (50, 51) для отдельных пальцев (151) конечной длины, и пр
Формула

Комментарии