Устройство для сшивания в продольном направлении состоящих из многих частей типографских изделий - RU2185290C2
Код документа: RU2185290C2
Чертежи














Описание
Изобретение касается устройства для сшивания в продольном направлении состоящих из многих частей типографских изделий в соответствии с ограничительной частью п.1 формулы изобретения.
Из DE-C-2755209 известно такого типа устройство для сшивания проволокой, у которого к приводимому во вращательное движение ротационному аппарату для сшивания присоединено устройство для загибания концов скоб, которое образуется также приводимым во вращательное движение цилиндром для загибания концов скоб. Оси вращения аппарата для сшивания и цилиндра для загибания концов скоб параллельны друг другу и проходят под прямым углом к направлению подачи подлежащих сшиванию изделий. Ротационный аппарат для сшивания имеет цилиндрическую каретку, в которой расположена проходящая в радиальном направлении направляющая втулка для имеющего возможность перемещения долбяка для забивания скоб. Имеющая возможность вращения вокруг своей радиальной продольной оси направляющая втулка в радиальном направлении жестко закреплена в каретке.
При совпадении вращающейся сшивающей головки с подводимым, по существу, по прямолинейному пути изделием U-образная транспортируемая швейной головкой сшивающая скоба забивается в изделие так, что сначала одна ножка скобы и затем другая ножка скобы проникает в изделие и протыкает его. Во время процесса забивания изменяется положение ножки скобы относительно изделия. Затем ножки скобы загибаются. Для этого цилиндр для загибания концов скоб имеет два загибающих элемента, один из которых установлен на цилиндре для загибания скоб жестко, а другой - с возможностью вращения. Оба элемента для загибания расположены друг за другом в направлении вращения цилиндра для загибания скоб так, что передний элемент загибания воздействует на переднюю ножку сшивающей скобы и последующий элемент для загибания воздействует на последующую ножку скобы.
В основе изобретения лежит задача создать устройство для сшивания в продольном направлении вышеназванного типа, которое позволяет при высокой скорости одновременно и, по существу, примерно в перпендикулярном по отношению к изделиям направлении забивать ножки сшивающих скоб в изделия.
Поставленная задача в устройстве для сшивания в продольном направлении состоящих из многих частей типографских изделий, которые подаются вдоль линейного в области сшивания пути подачи в направлении продольного края, с вращающимся сшивающим аппаратом, который имеет приводимую во вращательное движение вокруг поперечной, предпочтительно проходящей под прямым углом к направлению (А) подачи изделий оси каретку, снабженную сшивающей головкой для установки проволочных скоб в изделия в направлении их продольного края, причем сшивающая головка имеет проходящую, по существу, в радиальном направлении относительно оси вращения каретки направляющую, в которую с возможностью перемещения введен долбяк для забивания скоб, и с приведенным в соответствие вращающемуся сшивающему аппарату устройством для загибания скоб для загибания проволочных скоб, согласно изобретению решается тем, что направляющая сшивающей головки установлена на каретке с возможностью поворота вокруг оси качания, параллельной оси вращения каретки, и направляющая перед вхождением или при вхождении сшивающей головки в зону сшивания при помощи управляющего устройства может быть переведена в положение, в котором направление перемещения долбяка для забивания скоб происходит, по существу, под прямым углом к направлению (А) подачи подлежащих сшивке изделий, и затем на участке, вдоль которого производится пробивка и загибание проволочных скоб, удерживается в этом положении, и что во время процесса загибания скоб со сшивающей головкой, во время ее линейного движения взаимодействует перемещающийся совместно по линейной траектории механизм загибания устройства для загибания скоб.
По направлению (В) вращения каретки, на расстоянии от первой сшивающей головки на каретке установлена, по меньшей мере, еще одна сшивающая головка, также имеющая проходящую, по существу, радиально направляющую и введенный в нее с возможностью перемещения долбяк для забивания скоб, причем направляющая этой, по меньшей мере, еще одной сшивающей головки перед вхождением или при вхождении последней в зону (С) сшивания также при помощи управляющего устройства имеет возможность перевода в положение, в котором направление (Е) перемещения долбяка для забивания скоб происходит, по существу, под прямым углом к направлению (А) подачи подлежащих сшиванию изделий, и затем на участке, вдоль которого происходит забивание и загибание проволочных скоб, удерживается в этом положении, и причем во время процесса загибания скоб также с, по меньшей мере, еще одной сшивающей головкой во время ее линейного движения взаимодействует проходящий совместно по линейной траектории механизм загибания устройства для загибания скоб.
Направляющая сшивающей головки или сшивающих головок связана с установленной в подшипниках с возможностью поворота в каретке опорной шейкой, которая через следящий элемент взаимодействует со стационарной управляющей кривой.
Каждая сшивающая головка имеет установленный с возможностью поворота на каретке кожух, в который в направлении продольной оси сшивающей головки введена с возможностью перемещения направляющая сшивающих скоб, которая, со своей стороны, выполнена как направляющая долбяка для забивания скоб.
Сшивающая головка или сшивающие головки установлены в подшипниках с возможностью поворота на 90o вокруг их продольной оси.
В кожухе установлена в подшипниках поворотная вокруг продольной оси сшивающих головок втулка, в которой установлены совместно вращающиеся направляющая сшивающих скоб и долбяк для забивания скоб, и что на втулку действует поворотный механизм для поворота втулки на 90o во время вращения каретки.
К каждой сшивающей головке присоединен механизм загибания и механизм загибания или механизмы загибания приводится или приводятся во вращательное движение.
Механизм или механизмы загибания установлен или установлены в подшипниках с возможностью поворота на каретке, приводимой во вращательное движение вокруг оси, проходящей параллельно оси вращения каретки для сшивающих головок, причем механизм или механизмы загибания во время прохождения зоны сшивания (С) и во время взаимодействия с присоединенной в каждом случае сшивающей головкой при помощи управляющего устройства удерживается или удерживаются в положении, в котором он или они выполняет или выполняют линейное движение.
Механизм или механизмы загибания закреплен или закреплены на, по меньшей мере, одном приводимом во вращательное движение элементе привода, который в зоне (С) сшивания имеет параллельный направлению (А) подачи сшиваемого типографского изделия участок, так что механизм или механизмы загибания во время взаимодействия с соответствующей присоединенной сшивающей головкой, выполняет или выполняют линейное движение.
Механизм или механизмы загибания имеет или имеют два поворотных устройства загибания, которые для загибания сшивающих скоб при помощи регулируемого управляющего долбяка могут быть переведены из положения покоя в рабочее положение.
На траектории сшивающей головки или сшивающих головок стационарно расположен блок подвода сшивающего провода, который всякий раз отдает участки провода проходящим мимо сшивающим головкам на позиции передачи провода.
Блок подвода сшивающего провода отдает прямые участки провода и по направлению (В) вращения каретки позади позиции передачи провода расположена стационарная кулиса для гибки провода, посредством которой при прохождении мимо сшивающих головок прямые участки провода сгибаются в U-образные проволочные скобы.
В направлении (А) подачи типографских изделий расположены друг за другом два или более аппарата для сшивания в продольном направлении, каждый из которых имеет вращающийся сшивающий аппарат и соответствующее присоединенное устройство для загибания скоб, причем аппараты для сшивания в продольном направлении забивают и загибают синхронно или со смещением по времени проволочные скобы.
Каждый из аппаратов для сшивания в продольно направлении на определенном, подлежащем многократному сшиванию типографском изделии всякий раз устанавливает только одну сшивающую скобу.
Ниже примеры выполнения изобретения подробнее объясняются с помощью чертежей. Чисто схематически показаны:
фиг.1 - в виде сбоку и
фиг. 2 - в виде спереди в направлении
стрелки II на фиг.1 первая форма исполнения устройства в соответствии с изобретением для сшивания в продольном направлении,
фиг. 3-8 - различные фазы процесса загибания и установки скоб при
устройстве в соответствии с фиг.1 и 2,
фиг. 9-15 - различные системы и возможности применения устройства для сшивания или нескольких устройств для сшивания соответствующего изобретению типа,
фиг. 16-19 - система для сшивания с тремя устройствами для сшивания в продольном направлении на различных рабочих фазах,
фиг. 20-22 - система для сшивания с двумя устройствами для
сшивания в продольном направлении на различных рабочих фазах,
фиг. 23 - в виде сбоку система для сшивания со второй формой исполнения устройств для сшивания в продольном направлении в
соответствии с изобретением,
фиг. 24 - в увеличенном по сравнению с фиг.23 масштабе часть устройства для загибания скоб, и
фиг.25 - в соответствующем фиг.2 представлении устройство
для сшивания в продольном направлении показанного на фиг.23 типа в виде спереди и частично в разрезе.
На фиг. 1 и 2 показан участок сборки, который, известным самим по себе образом, имеет седло 2. Подлежащее сшиванию типографское изделие 3, которое состоит из нескольких наложенных друг на друга, согнутых листов, лежит верхом на седле 2 и непрерывно перемещается вперед в направлении стрелки А. Кромка сгиба 3а типографского изделия 3 проходит, таким образом, в направлении подачи А. Для сшивания типографского изделия 3 имеется устройство для сшивания в продольном направлении, которое при показанном на фиг.1 и 2 примере исполнения имеет вращающийся аппарат для сшивания 4, а также устройство для загибания скоб 5, которое относительно седла 2 располагается напротив вращающегося аппарата 4 для сшивания.
Вращающийся аппарат для сшивания 4 имеет дискообразную каретку 6, которая приводится во вращательное движение вокруг оси 6а в направлении стрелки В. Ось вращения 6а каретки 6 при этом проходит перпендикулярно к направлению подачи А типографского изделия 3. На каретке 6 диаметрально противоположно установлены две сшивающие головки 7, продольные оси которых обозначены 7а. Каждая сшивающая головка 7 имеет кожух 8, в котором расположена направляющая 9 сшивающих скоб, проходящая по продольной оси 7а сшивающей головки и установленная в подшипниках в кожухе 8, оттесняемая усилием не показанных пружин. Направляющая 9 сшивающих скоб служит в качестве направляющей для долбяка 10 для забивания скоб, который на своем свободном конце имеет управляющий ролик 11. Для ознакомления с более подробной конструкцией сшивающих головок 7, т.е. устройства направляющей 9 сшивающих скоб и долбяка 10 для забивания скоб внутри кожуха 8, делается ссылка на ЕР-А-0606555.
Кожух 8 имеет опорную шейку 12, которая посредством шарикоподшипников 13 (фиг. 12) установлена с возможностью поворота в каретке 6. Продольная ось опорной шейки 12 образует ось качаний 12а для кожуха 8 и, таким образом, для сшивающей головки 7. С опорной шейкой 12 жестко связан управляющий рычаг 14, который на своем другом конце имеет ось 15, на которой установлены на шарикоподшипниках поворотными два управляющих ролика 16 и 17. Для управления колебательным движением кожуха 8 служит стационарный управляющий диск 18 (фиг. 2), который имеет ходовую поверхность 19 для управляющих роликов 16, а также управляющий паз 20 для управляющих роликов 17. Ход управляющего паза 20 и, соответственно, ходовой поверхности 19 указан штрихпунктирной линией на фиг.1 и также обозначен цифрой 20. Как показывает далее фиг.2, каретка 6 сидит на приводимом в движение приводном валу 22, который проходит через управляющий диск 18.
Оси качания 12а кожухов 8 перемещаются во время вращения каретки 6 по круговой траектории, которая на фиг.1 обозначена буквой D. Управляющий паз 20 имеет ход такого рода, что сшивающие головки 7 или же их кожуха 8 во время вращения каретки 6 проходят примерно в радиальном направлении и перед или при вхождении в зону сшивания С переводятся в положение, в котором продольная ось 7а сшивающей головки 7, по существу, проходит под прямым углом к направлению подачи А и, таким образом, кромкам сгиба 3а типографских изделий 3. За счет особого исполнения направляющей кривой 20 далее достигается, что сшивающие головки 7 в зоне сшивания С, т.е. во время прохождения обозначенного на фиг.1 цифрой 23 участка, сохраняют это положение, как это представлено на фиг.1 вычерченными штрихпунктирными линиями положениями сшивающей головки.
После выхода из зоны сшивания С кожух 8 и, вместе с тем, сшивающие головки 7 снова откидываются обратно в радиальное положение.
В то время как сшивающие головки 7 проходят зону сшивания С, стационарная управляющая кулиса 24 воздействует на управляющие ролики 11 долбяка 10 для забивания скоб, что приводит к перемещению долбяка 10 для забивания скоб в его продольном направлении, которое совпадает с продольной осью 7а сшивающих головок 7, т. е. в направлении стрелки Е. Управляющая кулиса 24 имеет обозначенный цифрой 24а участок, который проходит параллельно направлению подачи А типографского изделия 3.
Напротив зоны сшивания С по соседству с кареткой 6 расположено устройство 25 подачи сшивающего провода. При помощи не представленного средства подачи провод 26 для сшивания подается в направлении стрелки F и подводится к аппарату 27 для нарезки провода. Последний отделяет от провода 26 сшивания куски провода 28, принимаемые на позиции 29 приемки провода проходящими мимо сшивающими головками 7, т.е. направляющими 9 сшивающих скоб. По направлению вращения В каретки 6 позади устройства 25 подачи провода для сшивания расположена стационарная кулиса 30 для загибания провода, которая служит для того, чтобы изгибать принимаемый прямой кусок 28 провода в U-образные сшивающие скобы, которые удерживаются в направляющих 9 сшивающих скоб сшивающих головок 7.
Как, в частности, явствует из фиг.2, при показанном примере исполнения происходит подача сшивающего провода 26 в направлении F, которое проходит под прямым углом к направлению А подачи типографских изделий 3 и, таким образом, под прямым углом к кромке сгиба 3а типографских изделий 3. Это означает, что направляющие 9 сшивающих скоб во время их движения от позиции 29 приемки провода к зоне сшивания С должны быть повернуты на 90o вокруг их продольной оси, т. е. вокруг продольной оси 7а сшивающих головок 7, чтобы сшивающие скобы могли быть вбиты в направлении кромки сгиба 3а в типографское изделие 3. На фиг.1 и 2 не показан механизм поворота для такого рода поворота направляющих 9 сшивающих скоб. Однако в этой связи делается ссылка на фиг.25, на которой показано возможное исполнение такого рода поворотного механизма.
Однако также можно подводить к сшивающим головкам 7 куски 28 провода в направлении, проходящем параллельно направлению А подачи типографских изделий 3. Наряду с этим, к сшивающим головкам 7 вместо прямых кусков 28 провода, которые затем должны быть изогнуты U-образно, могут передаваться уже U-образные, готовые скобы для сшивания.
Устройство 5 для загибания концов скоб имеет две также диаметрально противоположно расположенные головки 32 для загибания скоб, продольные оси 32а которых проходят так же, как у сшивающих головок 7, обычно в радиальном направлении. Каждая сшивающая головка имеет два установленных на шарнирах элемента 33 загибания, которые при помощи приводимого в действие долбяка 34 переводятся из положения покоя в рабочее положение. Приводимые в действие долбяки 34 имеют на своем конце управляющий ролик 35 и в продольном направлении 32а головок 32 для загибания скоб, т.е. в направлении стрелки I, могут перемещаться в кожухе 36. Последний с возможностью поворота вокруг оси, обозначенной как 36а, закреплен на каретке 37, которая приведена во вращательное движение вокруг оси 37а в направлении стрелки G. На каждом кожухе 36 закреплен управляющий рычаг 38, на своем свободном конце имеющий цапфу 39, которая при помощи не показанного управляющего ролика входит в паз 40 (на фиг. 1 обозначен только штрихпунктирной линией). Этот паз выполнен на стационарном управляющем диске 41 (фиг.2).
В то время как оси качания 36а кожухов 36 головок для загибания скоб перемещаются по круговой траектории Н, управляющие ролики цапф 39 перемещаются по пути, который установлен управляющим пазом 40 и имеет такую форму, что головки 32 для загибания скоб перед вхождением или при вхождении в зону сшивания С переводятся в положение, в котором продольная ось 32а головок 32 для загибания скоб и, вместе с тем, направление перемещения I приводимых в действие долбяков 34 проходит под прямым углом к направлению А подачи типографских изделий 3 и, таким образом, под прямым углом к кромке сгиба 3а типографских изделий 3. В зоне сшивания С головки 32 для загибания скоб во время прохождения уже упомянутого участка 23 удерживаются в этом положение Это означает, что головки 32 для загибания скоб так же, как и сшивающие головки 7 совершают вдоль участка 23 линейное движение, которое проходит параллельно направлению А подачи типографских изделий 3.
Для перемещения приводимого в действие долбяка 34 в зоне сшивания С имеется управляющая кулиса 42, которая воздействует на управляющий ролик 35 приводимого в действие долбяка 34.
С помощью фиг.3-8 и со ссылкой на фиг.1 и 2 теперь подробнее объясняется процесс сшивания, в известной мере, представление о нем уже получено из предыдущего описания.
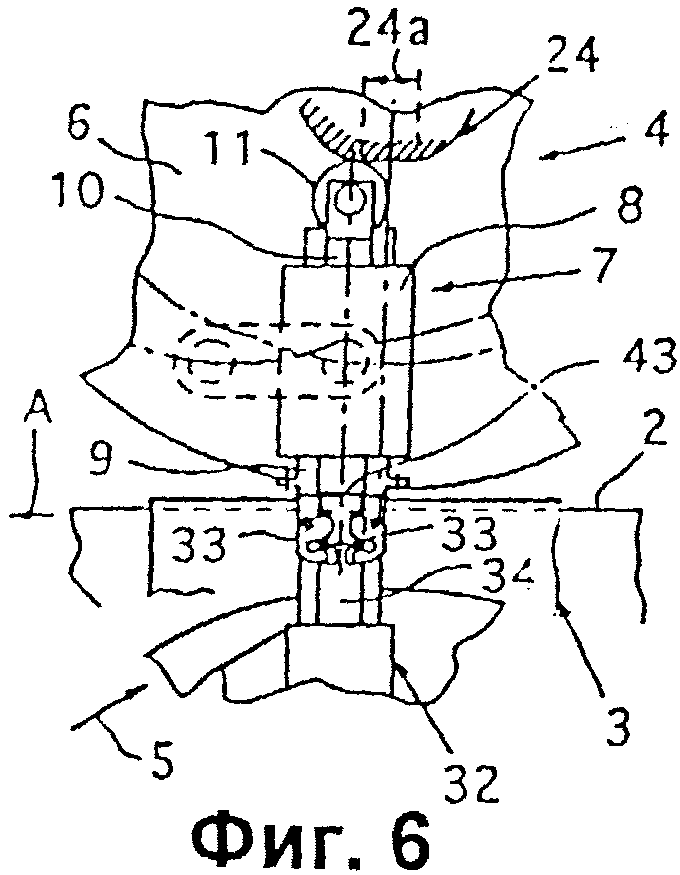
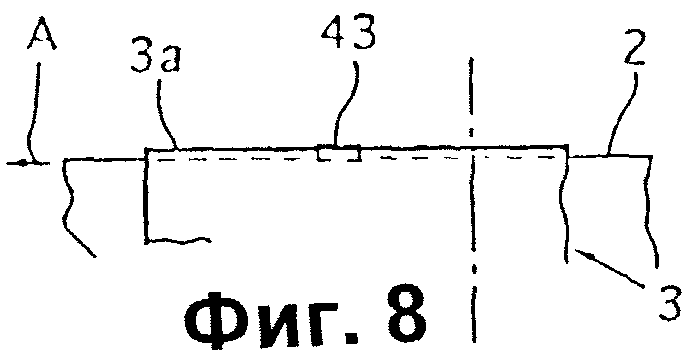
Как уже упоминалось, каждая сшивающая головка 7 и приведенная в соответствие головка 32 для загибания скоб перед вхождением или при входе в зону сшивания С переводится в положение, в котором продольная ось 7а или же 32а сшивающей головки 7 или же головки 32 для загибания скоб проходит примерно под прямым углом к направлению А подачи и, вместе с тем, к кромке сгиба 3а подлежащего сшиванию типографского изделия 3. Так как траектория направляющих 9 сшивающих скоб сшивающих головок 7 отрезает прямолинейный путь движения кромки сгиба 3а типографского изделия 3, т.е. верхнюю кромку седла 2, подводящие U-образные сшивающие скобы 43 направляющие 9 сшивающих скоб пружинно-эластичной возвращающей силой оттесняются по отношению к долбякам 10 для забивки скоб, как это подробнее объяснено в уже упомянутом ЕР-А-0606555. Введенная в направляющую 9 сшивающих скоб сшивающая скоба 43 проходит в направлении кромки сгиба 3а типографского изделия 3 (фиг.3). Как только управляющий ролик 11 долбяка 10 для забивания скоб начинает находить на управляющую кулису 24, долбяк 10 для забивания скоб перемещается вниз в направлении стрелки Е, что приводит к тому, что сшивающая скоба 43 обеими ножками одновременно в зоне кромки сгиба 3а забивается в типографское изделие 3 (фиг.4). На фиг.5 показан долбяк 10 для забивания скоб в его нижнем конечном положении, в котором он полностью проткнул сшивающую скобу 43 в типографское изделие 3. Во время обозначенного на фиг.1, 5 и 6 цифрой 24а прямолинейно проходящего участка забивания управляющей кулисы 24 долбяк 10 для забивания скоб остается в этом нижнем конечном положении. Приводимый в действие долбяк 34 головки 32 загибания скоб в то же время перемещается в направлении стрелки I вверх. Это приводит к тому, что элементы 33 загибания переводятся в рабочее положение и воздействуют на ножки скобы (фиг.5 и 6). Во время одновременного загибания ножек скобы долбяк 10 для забивания скоб остается в упомянутом нижнем конечном положении. После завершения процесса установки и загибания скоб управляющие ролики 11 или 35 долбяка 10 для забивания скоб или приводимого в действие долбяка 34 отходят от соответствующей управляющей кулисы 24 или 42. Долбяк 10 для забивания скоб и приводимый в действие долбяк 34 перемещаются назад (фиг. 7). Затем сшивающая головка 7 и соответствующая головка 32 для загибания скоб снова переводятся назад в радиальное положение. На фиг.8 представлена часть типографского изделия 3 с готовой сшивающей скобой 43.
Установка и загибание сшивающих скоб 43 происходит в зоне сшивания С во время линейного движения сшивающих скоб 43 вдоль участка 23. Как сшивающая головка 1, так и взаимодействующая с ней головка 32 для загибания скоб, как упоминалось, управляются так, что их движение вдоль упомянутого участка 23 также линейно.
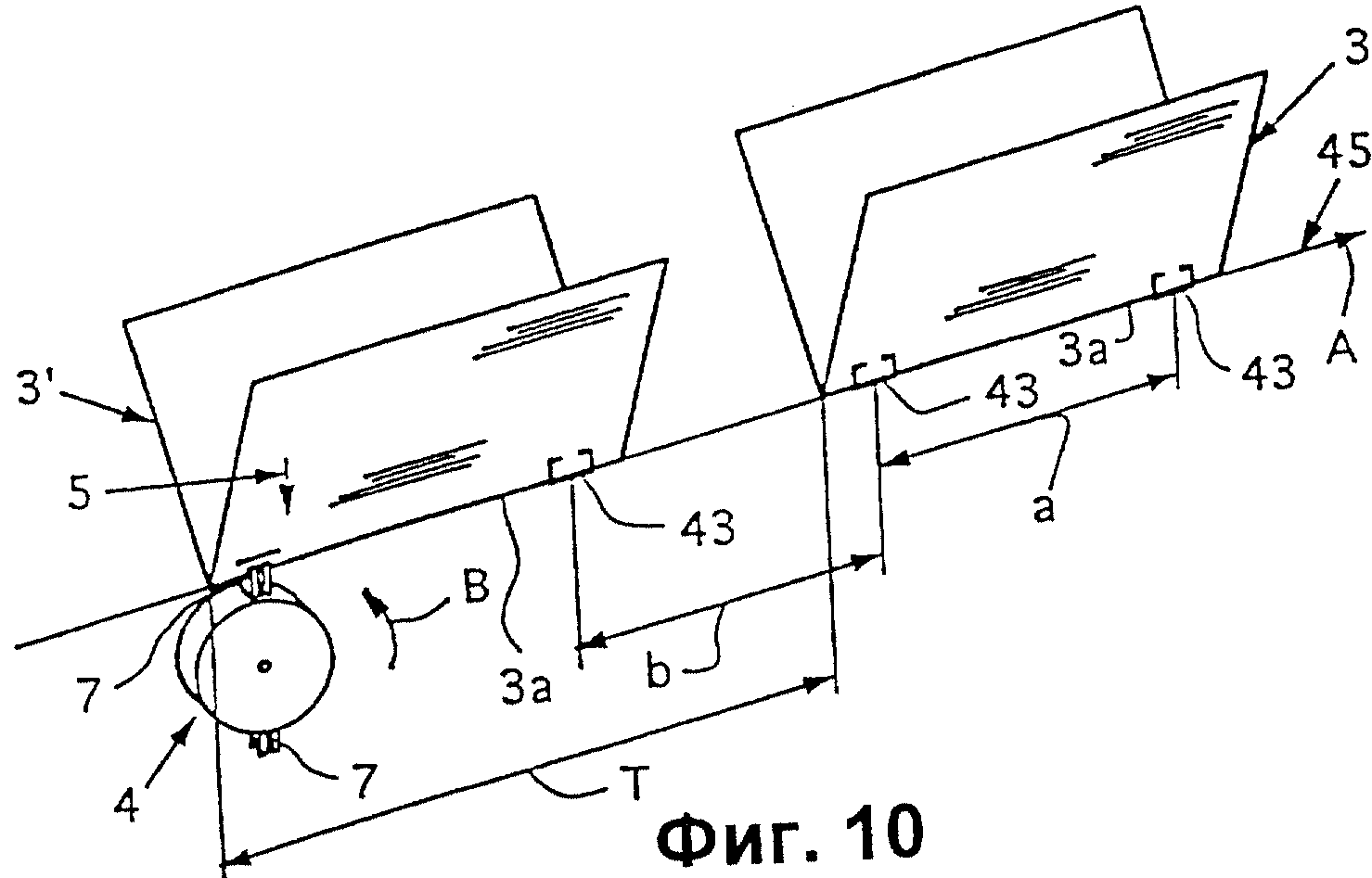
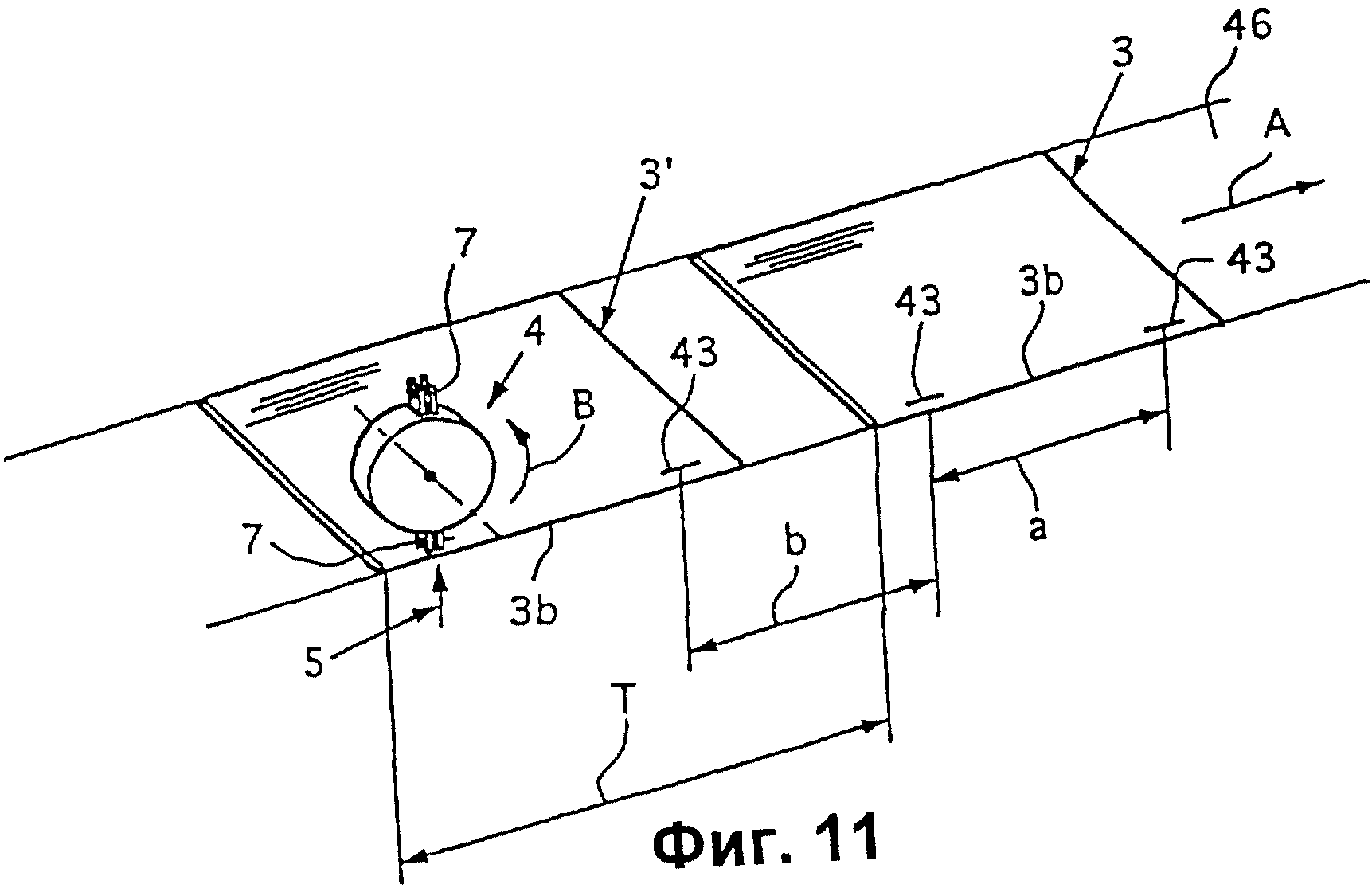
На фиг. 9-11 показаны различные системы подачи для подлежащих сшиванию типографских изделий 3, причем в каждом случае имеется в распоряжении устройство для сшивания в продольном направлении того типа, который был объяснен с помощью фиг.1 и 2.
При варианте исполнения в соответствии с фиг.9 типографские изделия 3, 3' подаются, как объяснялось с помощью фиг.1-8, вдоль участка сборки 1. На участке сборки 1 изготавливаются состоящие из нескольких частей, сложенные типографские изделия 3, 3' путем наложения друг на друга отдельных сложенных листов. Сборка конечного продукта происходит, таким образом, изнутри наружу.
На фиг. 10 подлежащие сшиванию типографские изделия 3, 3' перемещаются вдоль участка вставки 45. Этот участок вставки 45 имеет открытый сверху V-образный канал, в который сложенные отдельные листы вкладываются друг в друга своей кромкой сгиба 3а вниз. При вставке происходит сборка конечного продукта 3, 3' снаружи внутрь. В противоположность варианту исполнения в соответствии с фиг.9 при показанном на фиг.10 участке вставки 45 вращающийся сшивающий аппарат 4 находится под участком вставки 45.
При варианте исполнения в соответствии с фиг.11 подлежащие сшиванию типографские изделия 3, 3' подаются наложенными на ленточный транспортер 46. Конечные продукты 3, 3' могут состоять из наложенных друг на друга, сложенных или не сложенных отдельных листков или листов. Но также можно подавать составные, состоящие из вложенных друг в друга сложенных листов типографские изделия 3, 3' на ленточном транспортере 46. В каждом случае подлежащие сшиванию изделия 3, 3' транспортируются так, что те боковые кромки 3б изделий 3, 3', вдоль которых должны устанавливаться сшивающие скобы 43, проходят параллельно направлению подачи А.
На всех трех фиг. 9-11 расстояние между обеими сшивающими скобами 43 каждого типографского изделия 3, 3' обозначено как а. Это расстояние а соответствует расстоянию концов сшивающих головок 7, измеренному в направлении обращения каретки 6. При этом исходят из того, что скорость обращения концов сшивающих головок и скорость подачи типографских изделий 3, 3' равны. Расстояние b между задней скобой 43 предыдущего изделия 3 и передней скобой 43 последующего типографского изделия 3' обозначено b и соответствует расстоянию между скобами а. Расстояние b все же может быть также целочисленным кратным расстояния а. Буквой Т обозначено расстояние между следующими друг за другом изделиями 3 и 3'.
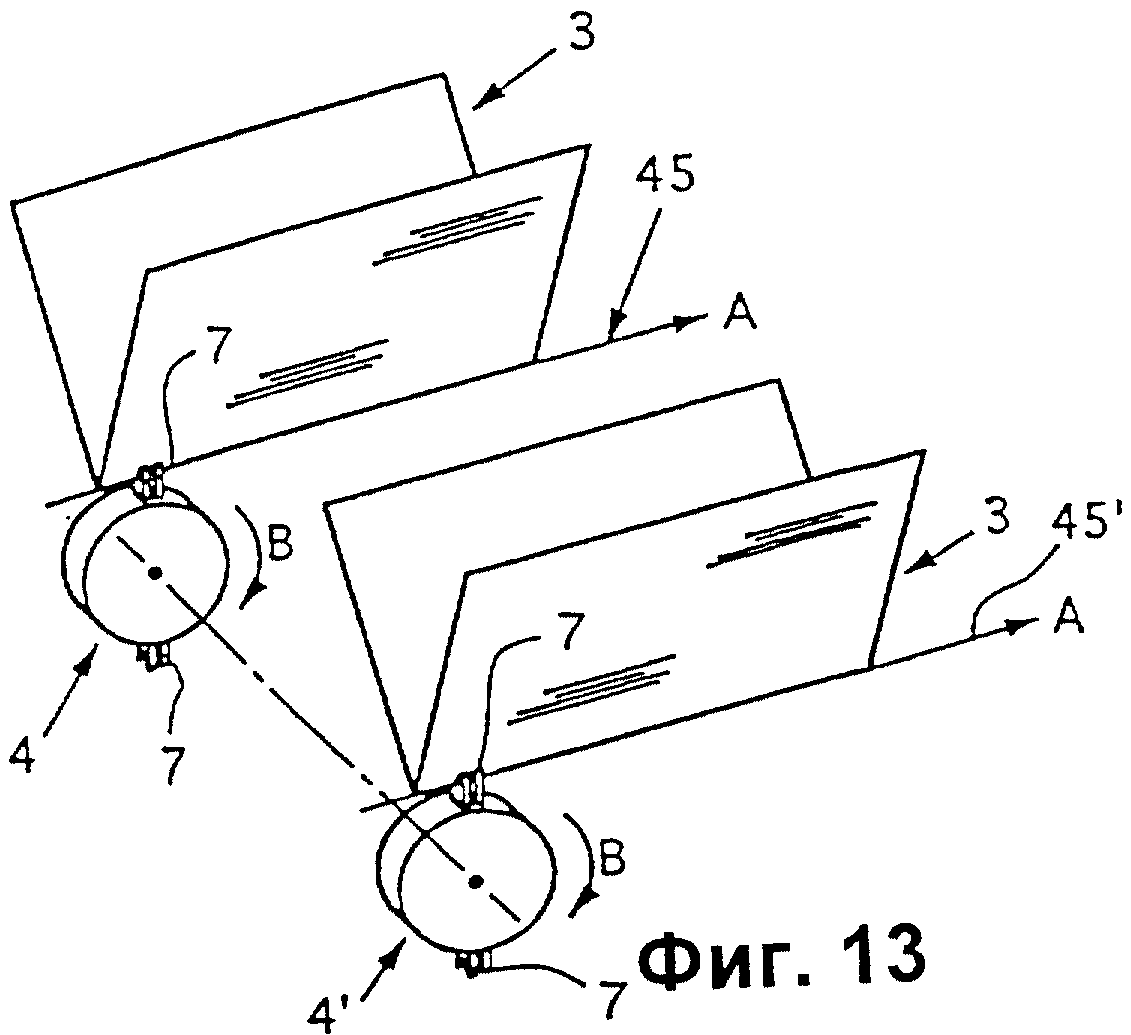
На фиг. 12 и 13 показаны два участка сборки 1 и 1' (фиг.12) или же два участка вставки 45, 45' (фиг.13), которые проходят параллельно друг другу к каждому участку сборки 1, 1' или же участку вставки 45, 45' присоединен аппарат для продольного сшивания, из которого показан только вращающийся сшивающий аппарат 4, 4'. Сшивание изделий 3 производится на обоих транспортных участках 1, 1' или же 45, 45' одновременно.
На фиг.14 и 15 показан участок сборки 1 (фиг.14) или же участок вставки 45 (фиг. 15). На каждом податочном участке 1, 45 имеются два работающих синхронно друг с другом устройства для сшивания в продольном направлении показанного на фиг.1 и 2 типа. Обе сшивки для каждого типографского изделия 3 проводятся одновременно. Расстояние между обоими устройствами для сшивания в продольном направлении может регулироваться для изменения расстояния между обеими скобами каждого изделия 3, а также для возможности перевода на другие форматы изделий.
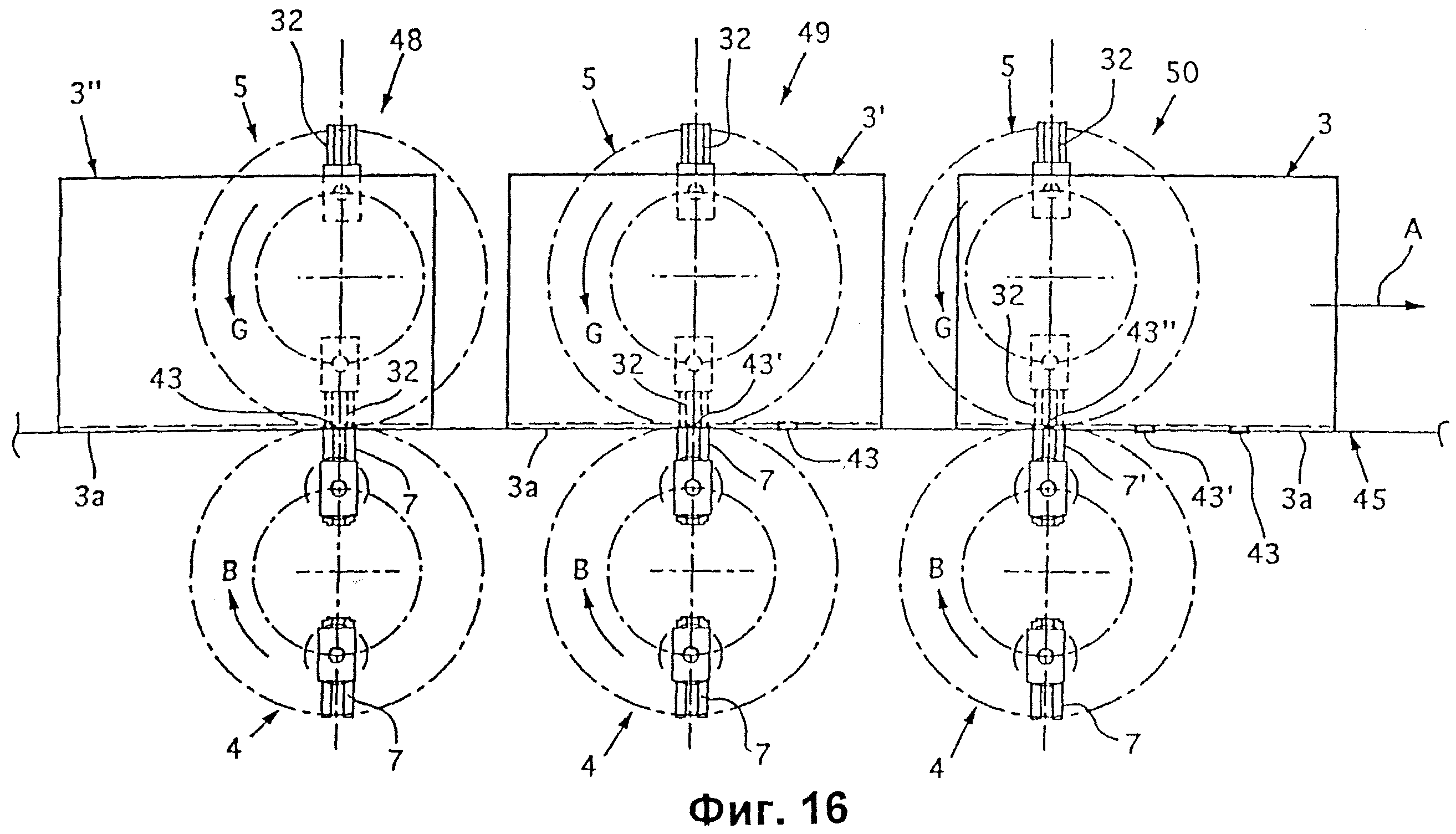
На фиг.16 показан вариант исполнения, при котором вдоль участка вставки 45, как уже объяснялось с помощью фиг.10, расположены не только одно устройство для сшивания в продольном направлении, а три работающих синхронно друг с другом аппарата 48, 49, 50 для сшивания в продольном направлении. Каждый аппарат 48, 49, 50 для сшивания сконструирован так, как объяснялось с помощью фиг.1 и 2, причем все же по сравнению с представлением на фиг.1 и 2 переставлены положения вращающихся аппаратов для сшивания 4 и соответствующих присоединенных устройств 5 для загибания скоб.
При помощи трех аппаратов 48, 49, 50 для сшивания в продольном направлении на каждом изделии устанавливаются три сшивающих скобы 43, 43' и 43'', и притом, по времени друг за другом. Аппарат для сшивания в продольном направлении 48 ставит в направлении подачи А типографских изделий 3, 3', 3'' самую первую скобу 43. Затем аппаратом для сшивания 49 устанавливается средняя скоба 43'. При прохождении через аппарат для сшивания в продольном направлении 50 происходит установка третьей, самой последней скобы A3''. Как упоминалось, установка и загибание трех сшивающих скоб 43, 43', 43'' происходит одновременно, однако всякий раз на другом изделии 3, 3' или же 3''.
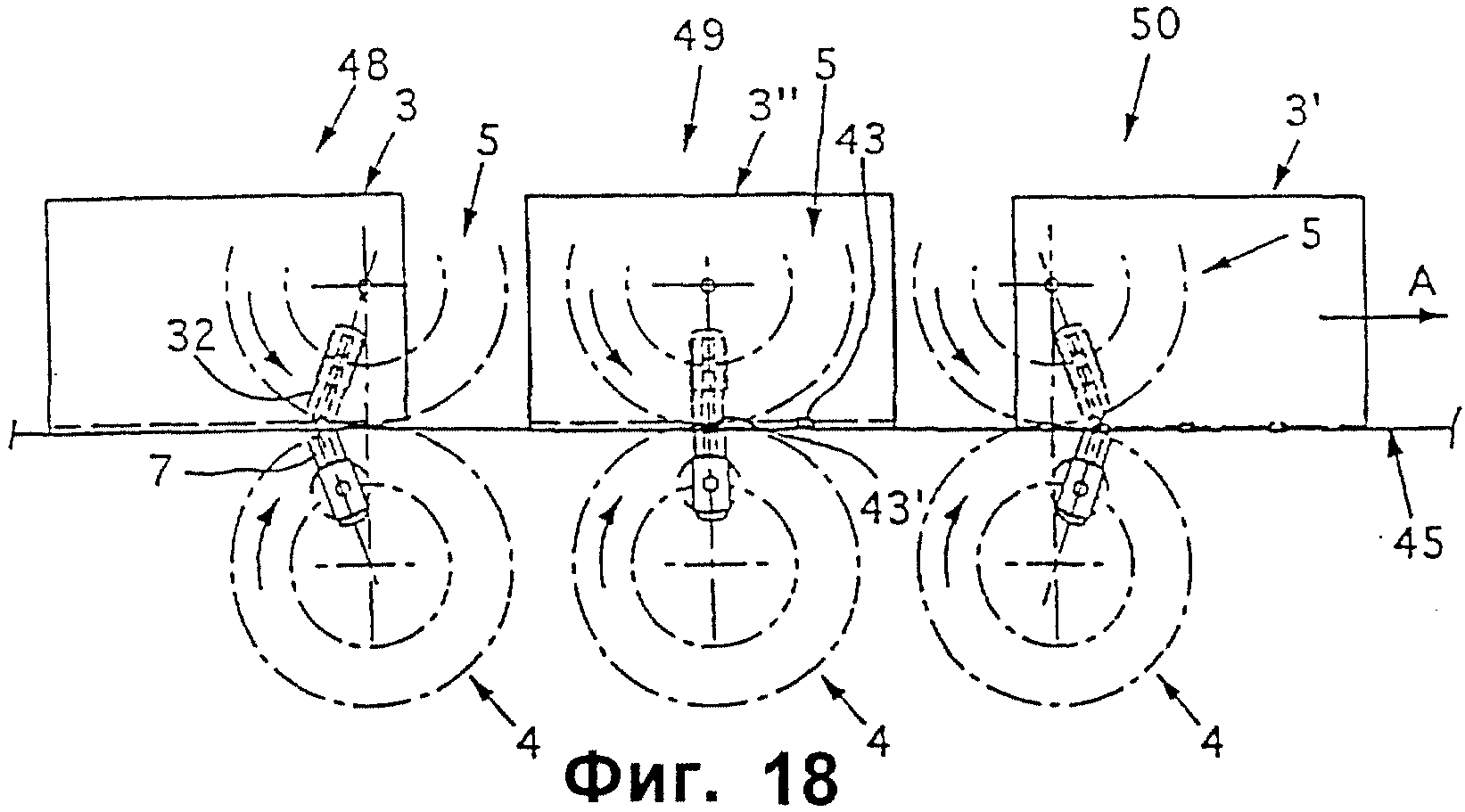
На фиг. 17-19 показан вариант устройства для сшивания в соответствии с фиг.16 на различных рабочих фазах.
В отличие от показанного на фиг.16 варианта исполнения при показанных на фиг. 17 - 19 вариантах три аппарата 48, 49, 50 для сшивания в продольном направлении работают не синхронно друг с другом, а со смещением по времени по отношению друг к другу. На трех фиг.17, 18 и 19, соответственно, показана установка и загибание трех скоб 43, 43', 43'' на типографском изделии 3''. В представлении фиг. 17 уже закончены процессы установки и загибания скоб для двух предыдущих типографских изделий 3 и 3'. Фиг.18 показывает, что при аппарате 48 для сшивания в продольном направлении процесс забивания скоб начинается, в то время как аппарат 50 для сшивания в продольном направлении установил самую заднюю скобу изделия 3'. На фиг.19 показано, что аппарат 50 для сшивания в продольном направлении собирается установить самую заднюю скобу 43'' в изделие 3''. Аппарат 49 для сшивания в продольном направлении стоит в начале процесса установки скоб, в то время как сшивающая головка 7 и относящаяся к ней головка 32 загибания скоб аппарата 48 для сшивания в продольном направлении подходят к зоне сшивания.
Из фиг. 17-19 без дальнейших пояснений видно, что взаимное фазовое положение аппаратов 48, 49, 50 для сшивания может регулироваться для принятия во внимание различных параметров, таких как, например, формат изделия, расстояние между следующими друг за другом изделиями, расстояние между скобами, расстояние самой передней скобки от переднего края изделия и т.д.
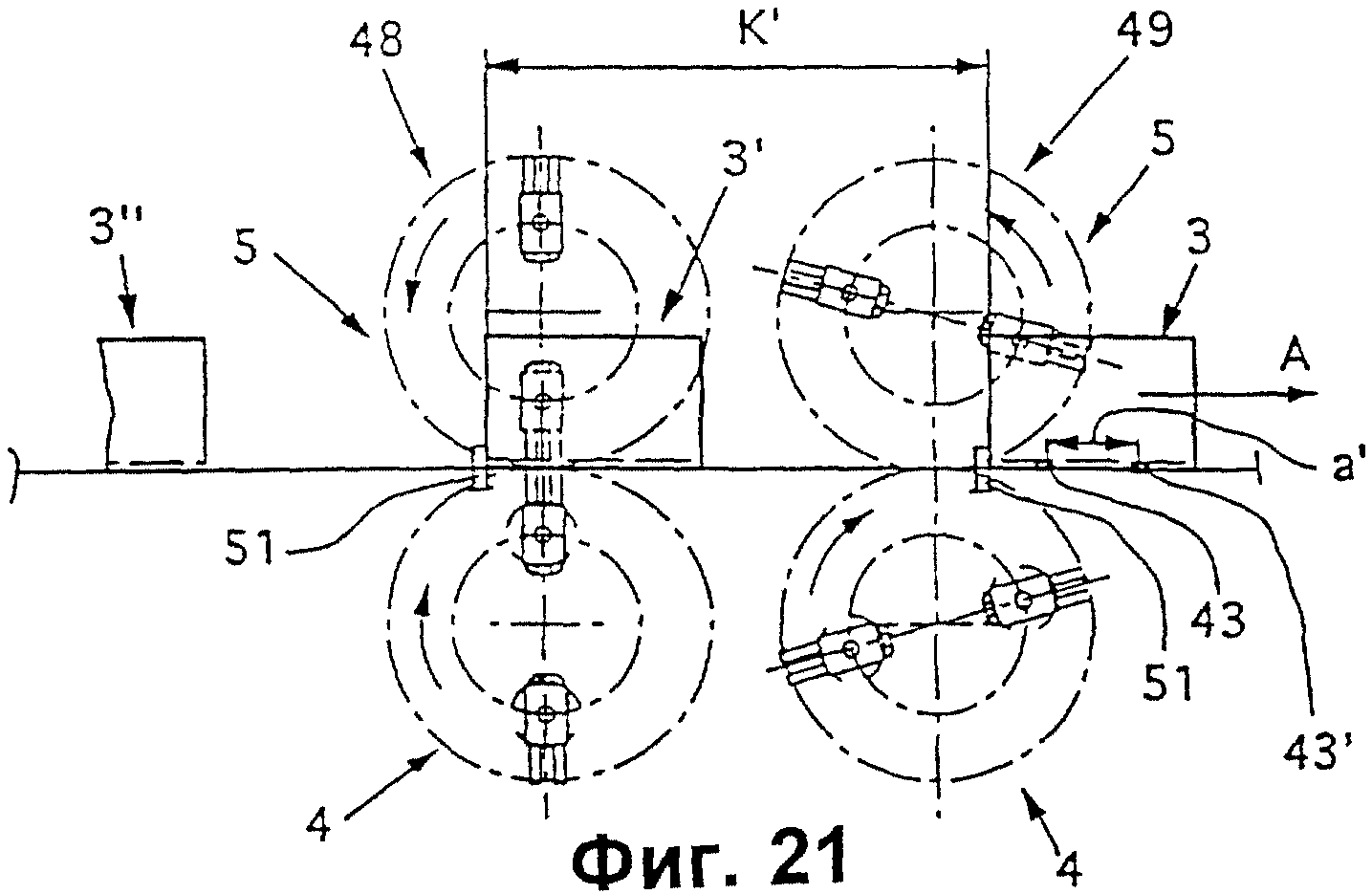
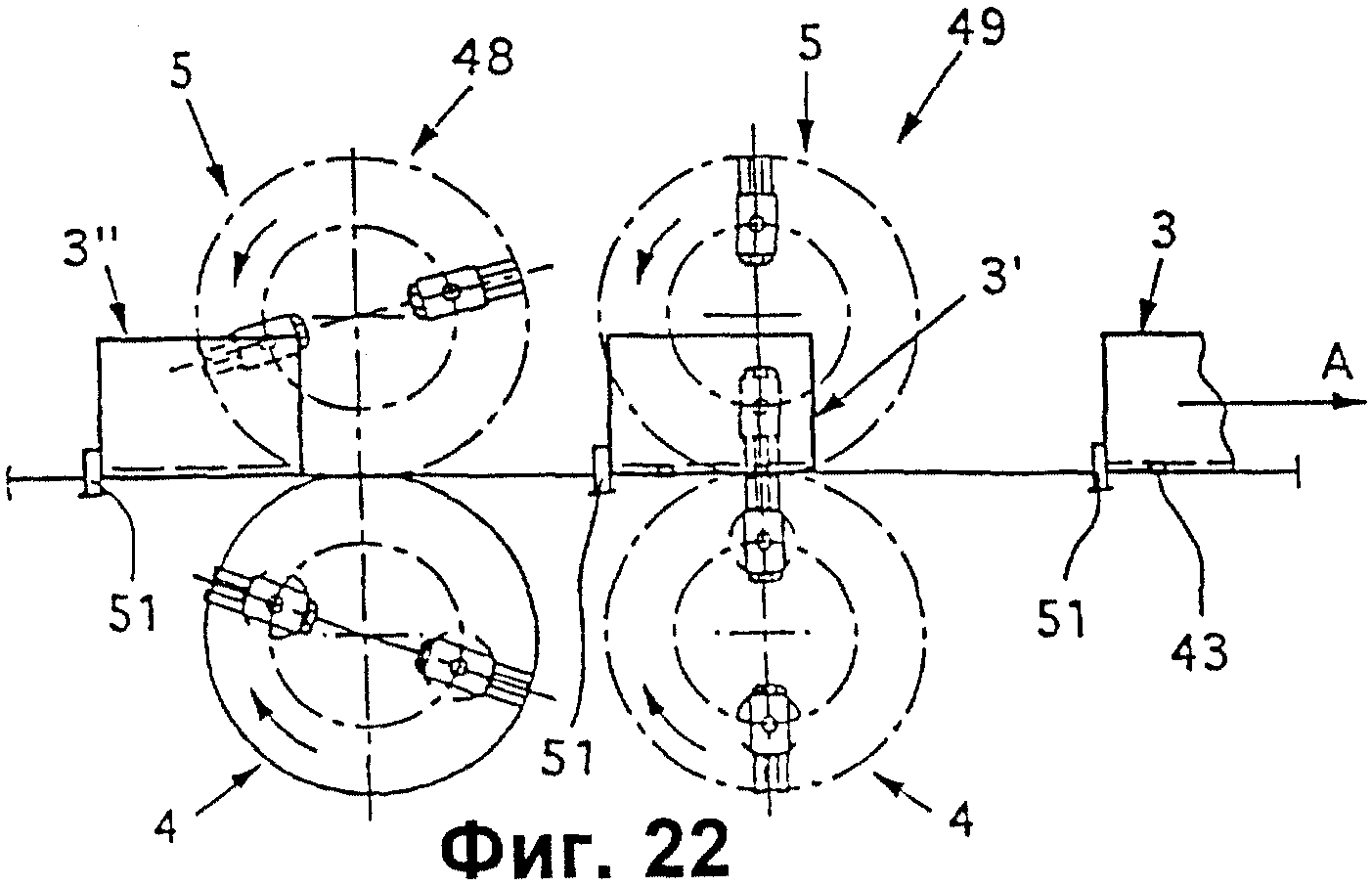
При приведенных на фиг.20-22 устройствах для сшивания показаны два аппарата 48 и 49 для сшивания в продольном направлении, которые так же, как описано с помощью фиг.17-19, работают не синхронно, а со смещением по времени друг к Другу. В противоположность устройству для сшивания в соответствии с фиг.17-19 при форме исполнения в соответствии с фис.20-22 посредством первого, по направлению подачи А типографских изделий 3, аппарата 48 для сшивания в продольном направлении сначала устанавливается не самая передняя сшивающая скоба, а задняя сшивающая скоба 43.
На фиг. 21 и 22 показано, как оба аппарата 48 и 49 для сшивания в продольном направлении могут быть переставлены, чтобы переоборудовать устройство для сшивания на самый маленький формат изделия. Взаимное фазовое положение обоих аппаратов 48 и 49 для сшивания может быть, например, отрегулировано так, что изменяется расстояние а, а' между обеими сшивающими скобами 43, 43' типографского изделия 3. В дальнейшем за счет изменения фазового положения обоих аппаратов 48, 49 для сшивания в продольном направлении может быть также рассчитано изменение расстояния между изделиями, которое задано расстоянием К, К' подающих кулачков 51.
На фиг.23-25 показано другое исполнение устройства для сшивания, которое очень похоже на устройство для сшивания в соответствии с фиг.16. Также при варианте исполнения в соответствии с фиг.23-25 сшиваемые типографские изделия 3, 3', 3'' движутся вдоль участка вставки 45 в направлении стрелки А. Показанные на фиг.23 (вид сбоку) аппараты 53, 54 и 55 для сшивания в продольном направлении сконструированы, однако, иначе, чем аппараты 48, 49, 50 для сшивания варианта исполнения в соответствии с фиг.16, которые конструктивно соответствуют показанному на фиг.1 и 2 аппарату для сшивания.
Как видно из фиг.25, которая в сопоставимом с фиг.2 представлении частично в разрезе показывает вид спереди устройства для сшивания в соответствии с фиг. 23 в направлении стрелки II на фиг.23, участок вставки 45 имеет открытый сверху V-образный канал 52 подачи. Подлежащие сшиванию изделия 3, 3', 3'' наложены на боковые стенки этого канала 52 подачи. При показанном примере исполнения предусмотрены три работающих синхронно друг с другом аппарата 53, 54, 55 (фиг.23) для сшивания в продольном направлении, которые, как пояснялось с помощью фиг.16, устанавливают в каждое типографское изделие 3, 3', 3'' друг за другом сшивающую скобу 43, 43', 43''. Каждый аппарат 53, 54, 55 для сшивания в продольном направлении состоит из вращающегося аппарата 56 для сшивания, который расположен под каналом 52 подачи, и устройства 57 для загибания скоб, которое расположено напротив вращающегося аппарата 56 для сшивания над каналом 52 подачи.
Каждый вращающийся аппарат 56 для сшивания имеет, как пояснялось с помощью фиг.1 и 2, две расположенные диаметрально противоположно сшивающие головки 58, которые закреплены на приводимой во вращательное движение в направлении стрелки В каретке 59. Ось вращения 59а каретки 59 проходит под прямым углом к направлению подачи А типографских изделий 3. Более точная конструкция вращающихся аппаратов для сшивания 56 подробнее описывается с помощью фиг. 25. Каретки 59 тех вращающихся аппаратов для сшивания 56 совместно приводятся в движение не представленным подробнее приводным источником через приводную цепь или приводной ремень 60.
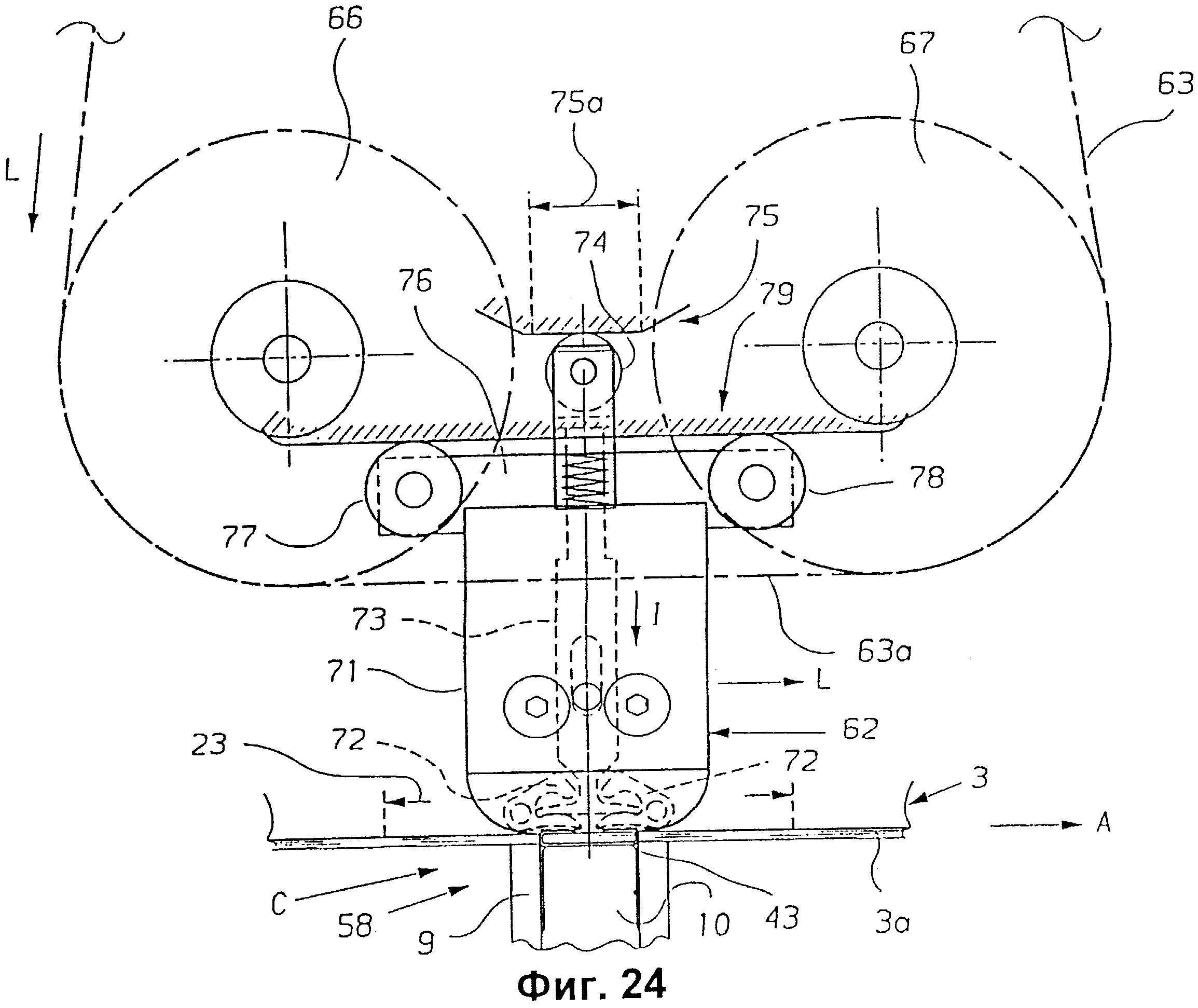
Устройства 57 для загибания скоб, участок которых представлен в увеличенном масштабе на фиг.24, имеют две противолежащих головки 62 для загибания скоб, которые закреплены на двух приводимых во вращательное движение цепях 63 и 63' (смотри также фиг.2 5). Каждая цепь 63, 63' проведена через приводное колесо 64, 64'. Привод приводных колес 64, 64' происходит через приводные цепи или приводные ремни 65 от соответствующего вращающегося аппарата 56 для сшивания (смотри фиг.23). Направление обращения приводных цепей 63, 63' обозначено на фиг. 23 буквой L. Цепи 63, 63' проходят далее через два поворотных колеса 66 (66') и 67, которые расположены рядом друг с другом таким образом, что проходящая между обоими поворотными колесами 66, 67 ветвь 63а цепей 63, 63' проходит параллельно направлению подачи А типографских изделий 3, как это очевидно явствует из фиг.23 и 24.
Как показывает фиг.24, каждая головка 62 для загибания скоб имеет кожух 71, в котором установлены поворотно на подшипниках два загибающих устройства 72, взаимодействующих с приводимым в действие долбяком 73, который расположен под прямым углом к направлению подачи А типографских изделий 3, т.е. в направлении стрелки I, с возможностью перемещения в кожухе 71. На своем противолежащем загибающим устройствам 72 конце, приводимый в действие долбяк 73 имеет управляющий ролик 74, который в показанной на фиг.24 зоне сшивания С взаимодействует с управляющей кулисой 75. Управляющая кулиса 75 имеет линейный участок 75а, который проходит параллельно устройству подачи А.
Относительно расположения и принципа действия загибающих устройств 72 и приводимого в действие долбяка 73 с управляющим роликом 74 головки 62 для загибания скоб соответствуют головкам 32 для загибания скоб варианта исполнения согласно фиг.1 и 2. Кожух 71 головки для загибания скоб соединен с опорным элементом 76, который на своих концах имеет ролики 77 и 78. Эти ролики 77, 78 проходят по прямолинейной стационарной направляющей шине 79, которая проходит параллельно ветви 63а цепей 63 (63') и, таким образом, параллельно направлению подачи А типографских изделий 3. Направляющая шина 79, которая имеется только в зоне сшивания С, служит в качестве направляющей и опоры головок 62 для загибания скоб во время процесса установки и загибания скоб, который проходит так же, как объяснялось с помощью фиг.1 и 2, вдоль участка 23 (фиг.24), вдоль которого как сшивающие головки 58, так и головки 62 для загибания скоб, выполняют линейное, параллельное направлению подачи А типографских изделий 3, движение.
Ниже подробнее объясняется теперь с помощью фиг.25 конструкция и принцип действия вращающихся аппаратов 56 для сшивания и их сшивающих головок 58. Вращающиеся аппараты 56 для сшивания частично сконструированы так же, как вращающиеся аппараты 4 для сшивания варианта исполнения в соответствии с фиг. 1 и 2. Отсюда на фиг.25 те конструктивные детали, которые соответствуют конструктивным деталям вращающегося аппарата 4 для сшивания, снабжены теми же цифровыми обозначениями, что и на фиг.1 и 2. Вращающаяся каретка 59, на которой расположены на подшипниках поворотные сшивающие головки 58, приводятся в движение от приводного вала 22, который активно связан с приводной цепью или приводным ремнем 60. Расположение сшивающих головок 58 в каретке 59 и устройство для перемещения сшивающих головок 58 вокруг оси качания 12а происходит точно так же, как описано с помощью фиг.1 и 2. Во внутреннем пространстве кожуха 8 каждой сшивающей головки 58 установлена на подшипниках втулка 80, которая может поворачиваться вокруг продольной оси 58а, соответствующей сшивающей головки 58. Во внутреннем пространстве этой поворотной втулки 80 установлены на подшипниках с возможностью перемещения направляющая 9 сшивающих скоб и долбяк 10 для забивания скоб, как это уже объяснялось с помощью фиг.1 и 2.
Для вращения подшипниковых втулок 80 предусмотрен общий механизм 81 вращения обеих сшивающих головок 58. Последний имеет свободно вращающийся на подшипниках на стационарной опоре 82 диск 83. Этот диск 83 установлен наклонно относительно оси вращения 59а каретки 59, т.е. ось 83 вращения диска 83 образует угол α с этой осью вращения 59а. На диске 83 установлены с возможностью поворота на подшипниках два диаметрально противоположных двуплечих рычага 84, 85. К плечу рычага приложена пружина растяжения 86, которая на другом конце закреплена на диске 83. Другое плечо рычагов 84, 85 шарнирно связано с рычагом 87, который проведен в продольной направляющей 88, продольная ось которой проходит параллельно оси вращения 59а. Эти продольные направляющие 88 закреплены на диске 89, который связан с кожухами сшивающих головок 8 и, таким образом, вращается синхронно с сшивающими головками 58 и кареткой 59. С долбяками 87 жестко соединены расходящиеся от них управляющие элементы 91, которые связаны через рычаг 92 с поворотной подшипниковой втулкой 80 всякий раз одной сшивающей головки 58. Эти рычаги 92 вне оси вращения 58а подшипниковых втулок 80 воздействуют на них.
Диск 83 при вращении каретки 59 и, вместе с тем, сшивающих головок увлекается через долбяки 87 и поворачивается вокруг своей оси 83а. Так как последняя установлена наклонно к оси вращения 59а каретки 59 под углом α, при этом вращательном движении диска 83 долбяки 87 и, вместе с тем, также управляющие элементы 91 перемещаются возвратно-поступательно в направлении стрелки М. Это линейное движение управляющих элементов 91 через эксцентрически воздействующий на подшипниковые втулки 80 рычаг 92 вызывает поворот подшипниковых втулок 80 на 90o во время движения сшивающих головок 58 от места приема сшивающего провода к зоне сшивания. При этом происходит подвод сшивающего провода 26, подготовка и прием кусков провода, а также гибко сшивающих скоб 43 описанным с помощью фиг.1 и 2 способом.
Из предыдущего описания варианта исполнения в соответствии с фиг.23-25 получается, что так же, как описано с помощью фиг.1-3, сшивающие головки 58 перед вхождением или при вхождении в зону сшивания С переводятся в положение, в котором продольная ось 58а сшивающих головок и, вместе с тем, направление перемещения Е долбяков 10 для забивания скоб проходит под прямым углом к направлению подачи А типографских изделий 3. Сшивающие головки 58 во время прохождения обозначенного цифрой 23 участка удерживаются в этом положении. Соответственно, головки 62 для загибания скоб в зоне сшивания перемещаются вдоль упомянутого участка 23 также параллельно направлению подачи А типографских изделий 3, т.е. направление перемещения I управляющего долбяка 73 проходит также под прямым углом к упомянутому направлению подачи А. Таким образом, при варианте исполнения в соответствии с фиг.23-25 также имеют место преимущества, описанные с помощью фиг.1-3.
В последующем делается ссылка на некоторые из альтернативно возможных различных вариантов исполнения устройства для сшивания в продольном направлении в соответствии с изобретением.
Хотя, как показано, вращающийся аппарат 4, 56 для сшивания имеет две сшивающие головки 7, 58, которые расположены диаметрально противоположно, для каждого вращающегося аппарата для сшивания может быть предусмотрена также только одна сшивающая головка или также более двух сшивающих головок 7, 58. При большом количестве сшивающих головок они могут быть расположены в направлении вращения каретки 6, 59 распределенными на равные или неравные расстояния.
При нескольких сшивающих головках на каждый вращающийся аппарат для сшивания можно также в соответствии с областью применения не загружать отдельные сшивающие головки куском провода.
Заготовка кусков провода для сшивания, а также их подвод к циркулирующим сшивающим головкам может также исполняться иначе, чем показано, например, по описанному в ЕР-А-0399317 принципу.
Устройство 5, 57 для загибания скоб может быть выполнено другим подходящим способом, в отличие от представленного. Предпочтительно, все же как показано и описано, присоединять к каждой сшивающей головке головку для загибания скоб. Эта головка для загибания скоб может также быть только контрэлементом без управляемого загибающего устройства, к которому прижимаются и при этом загибаются ножки сшивающих скоб. Разумеется, этот контрэлемент в смысле изобретения должен перемещаться в зоне сшивания вместе с присоединенной сшивающей головкой по линейной траектории.
Вместо поворотного движения головок для загибания скоб или же контрэлементов для загибания скоб может также быть предусмотрено возвратно-поступательное движение этих конструктивных элементов.
Реферат
Предлагаемое устройство относится к полиграфии и предназначено для сшивания в продольном направлении состоящих из многих частей типографских изделий. Устройство для сшивания в продольном направлении состоящих из многих частей типографских изделий, которые подаются вдоль продольного края, содержит вращающийся сшивающий аппарат, который имеет каретку, снабженную сшивающей головкой для установки проволочных скоб в изделия, причем сшивающая головка имеет проходящую, по существу, в радиальном направлении относительно оси вращения каретки направляющую, в которую с возможностью перемещения введен долбяк для забивания скоб, и устройство для загибания проволочных скоб. При этом направляющая сшивающей головки установлена на каретке с возможностью поворота вокруг оси качания, параллельной оси вращения каретки, и направляющая перед вхождением или при вхождении сшивающей головки в зону сшивания при помощи управляющего устройства может быть переведена в положение, в котором направление перемещения долбяка для забивания скоб происходит, по существу, под прямым углом к направлению подачи подлежащих сшивке изделий, удерживаясь в этом положении. Во время процесса загибания скоб со сшивающей головкой во время ее линейного движения взаимодействует перемещающийся совместно по линейной траектории механизм загибания устройства для загибания скоб. 13 з.п. ф-лы, 25 ил.

Комментарии