Литографическая лента для электрохимического зернения, а также способ ее изготовления - RU2537835C2
Код документа: RU2537835C2
Чертежи






Описание
Изобретение относится к литографической ленте для электрохимического зернения, состоящей из катаного алюминиевого сплава. Кроме того, изобретение относится также к способу изготовления такой литографической ленты, в котором состоящую из алюминиевого сплава литографическую ленту подвергают холодной прокатке и в котором литографическую ленту после последнего прохода холодной прокатки подвергают обезжиривающей обработке с одновременной стадией травления водной травильной средой, причем водная травильная среда содержит, по меньшей мере, 1,5-3 вес.% смеси из 5-40% триполифосфата натрия, 3-10 вес.% глюконата натрия, 3-8 вес.% неионных и анионных поверхностно-активных веществ (ПАВ) и при необходимости 0,5-70 вес.% соды, а концентрация гидроксида натрия в водной травильной среде составляет 0,1-5 вес.%. И наконец, изобретение относится к способу изготовления основы печатной формы, а также ее обеспечивающему преимущество применению.
К характеру поверхности литографических лент, т.е. алюминиевых лент для изготовления литографических основ печатных форм, предъявляются очень высокие требования. Литографические ленты обычно подвергают стадии электрохимического зернения, целью которого должно быть сплошное зернение и бесструктурный вид. Зерненая структура важна для нанесения фоточувствительного слоя на изготовленные из литографических лент основы печатных форм. Поэтому, чтобы можно было создавать равномерные зерненые поверхности, необходима особенно ровная поверхность литографических полос. Топография поверхности литографической ленты по существу является оттиском топографии валков при последнем проходе холодной прокатки. Возвышения и углубления на поверхности валков имеют следствием бороздки и соответственно выступы на поверхности литографических лент, которые на дальнейших стадиях изготовления основ печатных форм могут частично сохраняться. Качество поверхности литографических печатных форм зависит, таким образом, от качества поверхности валков, и, следовательно, с одной стороны, от технологии шлифования при обработке поверхности валков, и, с другой стороны, от текущего износа валков.
Мерой для определения качества поверхности литографической ленты является средняя шероховатость Ra по DIN EN ISO 4287 и DIN EN ISO 4288. При использовании современных способов изготовления литографических лент в последнем проходе холодной прокатки уже создаются поверхности с обычной средней шероховатостью Ra приблизительно от 0,15 мкм до 0,25 мкм. Эти величины шероховатости допустимы для многих областей применения.
В последние годы, однако, все больше усиливается спрос на печатные формы с очень неглубокими структурами зернения и/или относительно тонким фоточувствительным покрытием. Они используются, например, во все более широко распространяющейся CtP (Computer to Plate - «компьютер - печатная форма») - технологии, в которой печатные формы могут экспонироваться непосредственно цифровым способом через компьютер. Кроме того, уменьшается также толщина применяемых покрытий и возрастает их комплексность. При использовании имеющихся в настоящее время в наличии основ печатных форм в этих технологиях нередки дефекты печати. Плоская топография литографической ленты после прокатки является поэтому становящимся все более важным критерием качества для литографических лент.
Предпринимались попытки оптимизировать шлифование валков, чтобы получать менее выраженные структуры валков. Технологии шлифования, однако, уже оптимизированы настольно, что добиться дальнейшего повышения качества таким путем теперь очень трудно. Кроме того, качество поверхности валков после шлифования в результате износа при прокатке снова снижается, поэтому оказывается необходимым частое повторное шлифование валков. И наконец, очень гладкие поверхности валков могут оказывать на поверхность литографической ленты лишь незначительное фрикционное действие, поэтому может происходить проскальзывание между валком и литографической лентой и вследствие этого нарушение процесса прокатки или повреждение литографической ленты.
Из EP 1172228 A2, EP 0778158 и EP 1232878 A2 известны основы печатных форм для литографической печати.
При использовании других известных из уровня техники WO 2006/122852 A1 и WO 2007/141300 A1 способов литографические ленты после прокатки подвергают травлению, чтобы удалить являющиеся помехами островки оксида на поверхности лент и, таким образом, улучшить последующее электрохимическое зернение. Хотя качество поверхности основ печатных форм таким способом в принципе и улучшается, проблема выше упомянутых дефектов печати в дальнейшем все-таки остается.
Исходя из этого уровня техники в основе настоящего изобретения лежит задача предложить литографическую ленту и способ ее изготовления, на основе которых можно исключить или, по меньшей мере, ослабить проявление известных из уровня техники недостатков.
Эта задача в отношении соответствующей родовому понятию литографической ленты в соответствии с изобретением решается за счет того, что поверхность ленты имеет топографию, максимальная высота пиков Rp и/или Sp которой составляет не более 1,4 мкм, предпочтительно не более 1,2 мкм, в особенности предпочтительно не более 1,0 мкм.
Под топографией поверхности ленты понимают ее отклонение от идеальной плоскости. Она может описываться функцией Z (х,у), которая каждой точке поверхности ленты (х,у) предписывает локальное отклонение от средней высоты поверхности. Среднее значение функции Z (х,у), т.е. положение средней поверхности, установлено согласно этому на 0, как следует из следующей формулы:
F - величина интеграционной площади. Локальные возвышения соответствуют положительным показателям, а локальные углубления соответствуют отрицательным показателям, учитываемым в Z (х,у).
Свойства такой топографии могут быть выражены разными показателями. Обычным показателем является средняя шероховатость Ra или средняя квадратичная шероховатость Rq согласно DIN EN ISO 4287 и DIN EN ISO 4288. Эти показатели определены следующими уравнениями:
Z(х) - профиль поверхности, т.е. одномерное сечение функцией Z(х,у), L - длина интеграционного интервала. Для определения качества поверхности плоскости на практике в различных местах поверхности измеряются одномерные профили Z(х) путем линейного сканирования и определяются соответствующие показатели Ra и Rq.
Величины Sa и Sq определяют на основе результатов двухмерного измерения поверхности, следовательно, топографии Z(х,у). Расчет величин Sa и Sq производится с использованием ниже следующего уравнения, причем A является величиной интеграционной поверхности:
В рамках настоящего изобретения выяснилось, что известные в уровне техники дефекты печати часто вызваны отдельными особенно высокими выступами валков, которые в процессе производства могут частично отпечатываться на основах печатных форм. При нанесении покрытия на основы печатных форм в области этих валковых выступов могут тогда быть разрывы в фоточувствительном слое, что при использовании готовых печатных форм приводит к дефектам печати. Высокие валковые выступы для печатных форм с плоской структурой зернения и/или относительно тонким фоточувствительным покрытием оказались особенно проблематичными.
Наличие отдельных высоких выступов на валках применяющимся до сих пор показателем Ra или Sa для характеристики поверхности литографической ленты учитывается, однако, лишь в недостаточной степени. Напротив, вероятность высоких валковых выступов и, тем самым, появление вышеупомянутых дефектов печати может уменьшиться за счет того, что литографическая лента или способ ее изготовления оптимизируется в отношении другого до сих пор не учитывавшегося показателя шероховатости. Путем ограничения максимальной высоты пика Rp и/или Sp до не более 1,4 мкм, предпочтительно не более 1,2 мкм, в особенности не более 1,0 мкм можно предоставить для использования литографические ленты, которые отвечают нынешним высоким требованиям к качеству поверхности, например, при использовании CtP-технологии.
Для определения максимальной высоты пика Rp литографической ленты на практике можно в трех местах литографической ленты поперек направления прокатки измерять профили Z(х) каждый раз на протяжении, например, 4,8 мм, чтобы определить величину Rp. Для каждого из этих профилей имеет силу
Rp=max(Z(x)) (4)
причем функция max (Z) представляет максимальное значение Z(x). Sp определяется по результатам измерения поверхности с использованием уравнения
Sp=max(Z(x,y)) (5)
причем функция max Z(х,у) представляет максимальное значение Z(х,у). Подлежащая измерению поверхность на практике может быть, например, квадратной и иметь длину стороны 800 мкм.
Предпочтительно для определения максимальной высоты пика Rp каждый раз измеряется профиль Z(х) в середине и по сторонам литографической ленты.
Само собой разумеется, что измерение профиля Z(х) или топографии Z(х,у) предусматривается только в областях литографической ленты, из которых в последующем должны изготавливаться основы печатных форм. Поврежденные области или области с дефектами прокатки для этого, например, не предусматриваются.
В первом варианте осуществления литографической ленты поверхность ленты имеет топографию, редуцированная высота Rpk пиков и/или Spk которой составляет не более 0,4 мкм, предпочтительно не более 0,37 мкм. Оказалось, что качество поверхности ленты в отношении отсутствия дефектов печати может быть повышено в еще большей степени путем дополнительного контроля ее редуцированной высоты Rpk пиков и/или Spk.
Редуцированная высота пиков Rpk определяется согласно DIN EN ISO 13 565. Редуцированная высота пиков Spk также определяется согласно DIN EN ISO 13 565 путем измерения поверхности. На практике профили Z(х) или топография Z(х,у) могут определяться так же, как это описывается выше для Rp или Sp.
В еще одном варианте осуществления толщина литографической ленты составляет от 0,5 мм до 0,1 мм. Оказалось, что именно обычные литографические ленты малой толщины могут иметь высокие валковые выступы. Поэтому качество поверхности более тонких литографических лент в результате ограничения максимальной высоты пиков Rp и/или Sp или же редуцированной высоты пиков Rpk и/или Spk может улучшаться особенно сильно.
Хорошие материальные свойства литографических лент достигаются в еще одном варианте осуществления литографической ленты за счет того, что литографическая лента состоит из сплава AA1050, AA1100, AA3103 или AlMg0.5.
В еще одном предпочтительном варианте осуществления сплав литографической ленты имеет следующие составы (в вес.%):
0,3%≤Fe≤1,0%,
0,05%≤Mg≤0,6%,
0,05%≤Si≤0,25%,
Mn≤0,05%,
Cu≤0,04%,
остальное - Al, а также загрязняющие примеси, по отдельности максимум 0,5%, в сумме максимум 0,15%.
Благодаря этому литографическая лента, с учетом области ее применения, может особенно улучшаться в отношении ее показателей прочности и термостойкости.
Высокая устойчивость к изгибу с симметричным циклом при одновременной очень хорошей термостойкости литографической ленты в еще одном варианте осуществления может достигаться за счет того, что легирующие примеси в сплаве литографической ленты имеют следующие доли (в вес.%):
0,3%≤Fe≤0,4%,
0,2%≤Mg≤0,6%,
0,05%≤Si≤0,25%,
Mn≤0,05%,
Cu≤0,04%.
В еще одном варианте осуществления легирующие примеси в сплаве литографической ленты имеют следующие доли (в вес.%):
0,3%≤Fe≤0,4%,
0,1%≤Mg≤0,3%,
0,05%≤Si≤0,25%,
Mn≤0,05%,
Cu≤0,04%.
Таким путем могут улучшаться характеристики литографической ленты в отношении зернения и теплостойкости.
Согласно еще одному варианту осуществления предельные содержания примесей в сплаве литографической ленты следующие (в вес.%):
Cr≤0,01%,
Zn≤0,02%,
Ti≤0,04%,
B≤50 млн-1 (ppm).
Титан может добавляться и специально до концентрации 0,04 вес.% для уменьшения размеров зерна.
Указанная выше задача в еще одной идее изобретения соответствующим родовому понятию способом изготовления литографической ленты в соответствии с изобретением решается за счет того, что поверхностная эрозия посредством обезжиривающей обработки с одновременной стадией травления составляет, по меньшей мере, 0,25 г/м2, предпочтительно, по меньшей мере, 0,4 г/м2.
Установлено, что мешающие высокие валковые выступы на поверхности литографической ленты после последнего прохода холодной прокатки могут уменьшаться в результате специальной обезжиривающей обработки с одновременной стадией травления. Травильные обработки для удаления островков оксида известны, целенаправленное удаление валковых выступов до сих пор было неизвестно. Путем специального подбора травильной или обезжиривающей среды и технологических параметров теперь же возможно вместо этого или дополнительно к этому создать топологию поверхности литографической ленты, которая по сравнению с известными до сих пор литографическими лентами имеет значительно меньшую подверженность дефектам печати по причине высоких валковых выступов. Поскольку обезжиривающая обработка со стадией травления поверхности литографической ленты является очень критическим процессом, способ требует очень точного выбора технологических параметров. В частности, состав травильной среды, а также температуру травления и продолжительность травления необходимо устанавливать такими, чтобы на поверхности литографической ленты во время обезжиривающей обработки со стадией травления поверхностная эрозия достигала, по меньшей мере, 0,25 г/м2. Таким путем может создаваться поверхность литографической ленты, максимальная высота Rp пиков и/или Sp которой составляет не более 1,4 мкм, предпочтительно не более 1,2 мкм, особенно предпочтительно не более 1,0 мкм.
Под поверхностной эрозией понимается удаленный во время обезжиривающей обработки со стадией травления вес литографической ленты в расчете на площадь. Для определения поверхностной эрозии литографическую ленту взвешивают перед и после обезжиривающей обработки со стадией травления. Определенная таким способом потеря веса, деленная на величину обработанной площади, представляет собой поверхностную эрозию. При двухсторонней обезжиривающей обработке со стадией травления литографической ленты необходимо, таким образом, суммировать площади передней стороны и задней стороны.
Приносящим наибольшую выгоду оказалась установленная поверхностная эрозия в интервале между 0,25 г/м2 и 0,6 г/м2, предпочтительно в интервале между 0,4 г/м2 и 0,6 г/м2. Такая эрозия, с одной стороны, достаточно большая, чтобы уменьшить высокие выступы, с другой стороны, не сильно уменьшается толщина литографической ленты. В принципе было бы желательным также допускать как можно меньшую эрозию, чтобы потеря материала при обезжиривающей обработке со стадией травления была как можно меньше.
Топография поверхности литографической ленты в предпочтительном варианте осуществления способа может быть улучшена за счет того, концентрация гидроксида натрия в водной травильной среде составляет 2-3,5 вес.%, и при необходимости обезжиривающую обработку со стадией травления проводят при температурах 70-85°C в течение 1-3,5 с. При этих концентрациях, температурах и продолжительностях обработки может достигаться особенно надежная соответствующая изобретению топография.
Дальнейшее улучшение достигается за счет того, что концентрация гидроксида натрия в водной травильной среде составляет 2,6-3,5 вес.% и/или температура травления составляет 76-84°C. Благодаря этому становится возможной более короткая продолжительность обработки при все-таки равномерном удалении высоких валковых выступов. Дальнейшее улучшение в скорости обезжиривающей обработки со стадией травления литографической ленты может достигаться за счет того, что продолжительность травления составляет 1-2 с, предпочтительно 1,1-1,9 с.
Согласно еще одному варианту осуществления способа литографическая лента в последнем проходе холодной прокатки прокатывается до окончательной толщины от 0,5 мм до 0,1 мм. При этих предпочтительно задаваемых величинах толщины прокатки бывают особенно высокие валковые выступы, которые посредством обезжиривающей обработки со стадией травления могут уменьшаться в значительной степени.
В качестве алюминиевого сплава в соответствии с еще одним вариантом осуществления используется AA1050, AA1100, AA3103 или AlMg0.5. Эти алюминиевые сплавы для обеспечения свойств литографических лент оказались особенно предпочтительными.
В еще одном варианте осуществления способа алюминиевый сплав имеет следующий состав:
0,3%≤Fe≤1,0%,
0,1%≤Mg≤0,6%,
0,05%≤Si≤0,25%,
Mn≤0,05%,
Cu≤0,04%,
остальное - Al, а также неизбежные примеси, по отдельности максимум 0,05%, в сумме максимум 0,15%.
Действие обезжиривающей обработки со стадией травления зависит от сплава литографической ленты. Установлено, что при использовании сплава этого состава с оптимальными технологическими параметрами для обезжиривающей обработки со стадией травления могут достигаться очень хорошие результаты в отношении топографии поверхности и одновременно хорошие материальные свойства литографических лент.
В других вариантах осуществления способа легирующие примеси в алюминиевом сплаве содержатся в следующих количествах (в вес.%):
0,3%≤Fe≤0,4%,
0,1%≤Mg≤0,3%,
0,05%≤Si≤0,25%,
Mn≤0,05%,
Cu≤0,04%.
Неизбежные примеси сплава литографической ленты согласно еще одному варианту осуществления имеют следующие предельно допустимые концентрации:
Cr≤0,01%,
Zn≤0,02%,
Ti≤0,04%,
B≤50 млн-1,
причем титан с целью уменьшения размеров зерна может добавляться и специально для доведения его концентрации до 0,04 вес.%.
Для подтверждения преимуществ предпочтительных составов сплава делаются ссылки на соответствующие варианты осуществления в отношении литографической ленты.
Структурные свойства литографической ленты могут улучшаться в еще одном варианте осуществления способа за счет того, что литографическую ленту перед холодной прокаткой подвергают горячей прокатке и при необходимости перед горячей прокаткой проводят гомогенизирующую обработку и/или во время холодной прокатки проводят промежуточный отжиг.
Вышеназванная задача решается согласно еще одной идее настоящего изобретения также за счет способа изготовления основы печатной формы, которая имеет топографию, максимальная высота Rp пиков и/или Sp которой составляет не более 1,4 мкм, предпочтительно не более 1,2 мкм, в особенности не более 1,0 мкм, и изготовлена из соответствующей изобретению литографической ленты.
В одном из предпочтительных вариантов осуществления основы печатной формы она имеет фоточувствительное покрытие толщиной меньше 2 мкм, предпочтительно меньше 1 мкм. Высокие валковые выступы на прежних литографических пластинах приводили, особенно при тонких фоточувствительных покрытиях, к дефектам печати, поэтому в данном случае происходит значительное улучшение качества печатных форм. Предпочтительно основа печатной формы имеет прозрачный фоточувствительный слой, что обеспечивает преимущества при экспонировании. При наличии этих слоев полное покрытие основы печатной формы происходит уже позднее печати, поэтому дефектные основы печатных форм увеличивают затраты. За счет улучшения топографии и обусловленного этим уменьшения дефектов печати вызываемые дефектами печати затраты могут, таким образом, значительно уменьшаться.
Основа печатной пластины предпочтительно может иметь ширину 200-2800 мм, более предпочтительно 800-1900 мм, в особенности 1700-1900 мм и длину 300-1200 мм, в особенности 800-1200 мм.
Соответствующая изобретению основа печатной пластины может использоваться предпочтительно в CtP-технологии, т.е. для CtP-печатных пластин. В CtP-технологии структура поверхности основы печатной пластины является наиболее критической, так как низкие структуры зернения или относительно тонкое фоточувствительное покрытие при высоких валковых выступах могут приводить к увеличению количества дефектов печати. К тому же, в CtP-технологии часто используются прозрачные фоточувствительные слои с упомянутыми до этого проблемами. За счет по сравнению с основами печатных пластин из уровня техники плоской топографии соответствующей изобретению основы печатной пластины могут, следовательно, улучшаться качество печати и уменьшаться затраты.
Другие признаки и преимущества настоящего изобретения видны из следующего далее описания вариантов осуществления соответствующей изобретению литографической ленты и соответствующего изобретению способа, причем делаются ссылки на приложенные чертежи. На чертежах показаны
фиг.1 - схематическое изображение порядка определения максимальной высоты Rp пика и редуцированной высоты Rpk пика согласно DIN EN ISO 13 565,
фиг.2 - вариант осуществления соответствующего изобретению способа,
фиг.3 - результаты определения топографии поверхности литографической ленты после последнего прохода холодной прокатки,
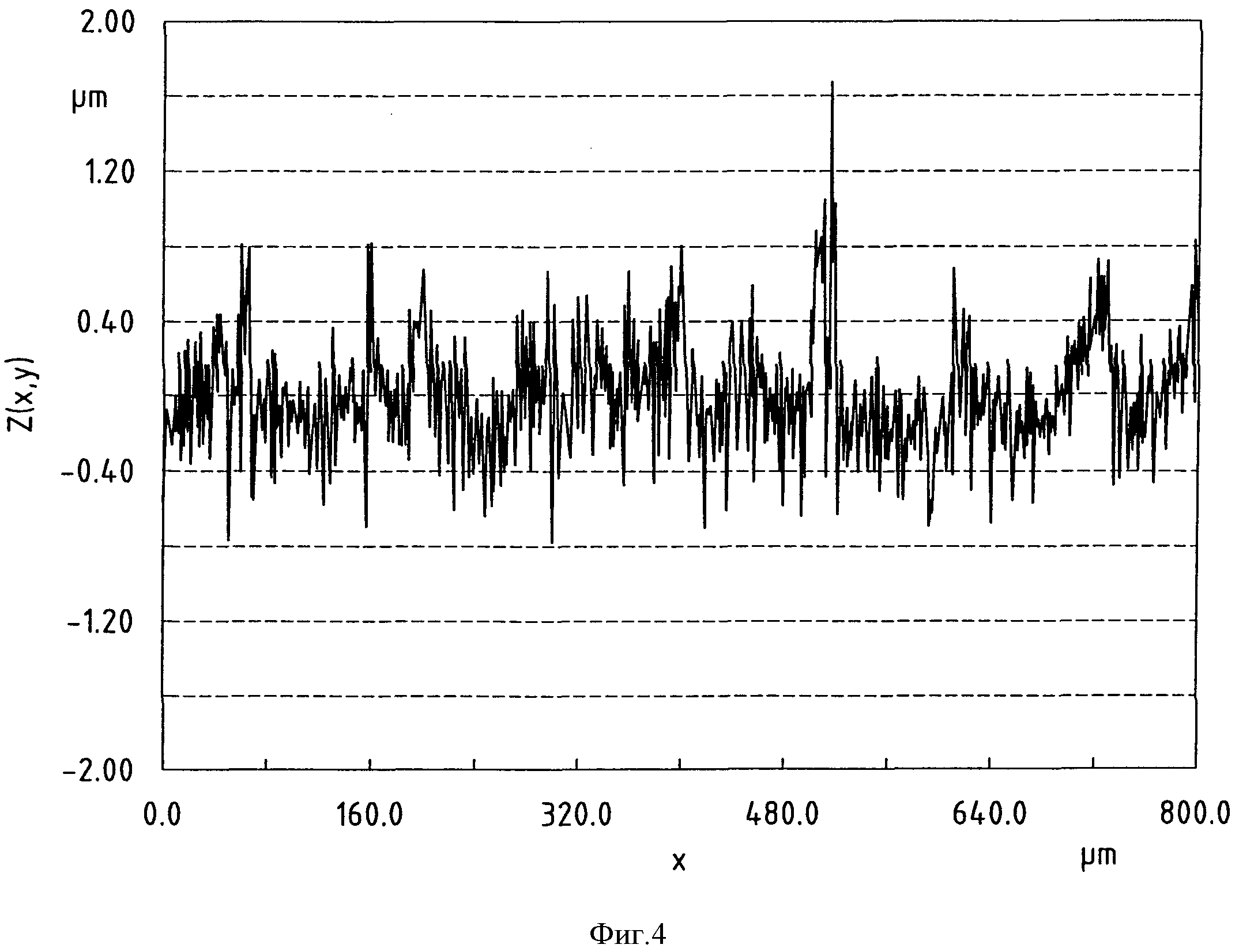
фиг.4 - профиль из представленного на фиг.3 измерения топографии,
фиг.5 - результаты измерения топографии поверхности литографической ленты из фиг.3 после проведения варианта осуществления соответствующего изобретению способа,
фиг.6 - профиль из представленного на фиг.5 измерения топографии,
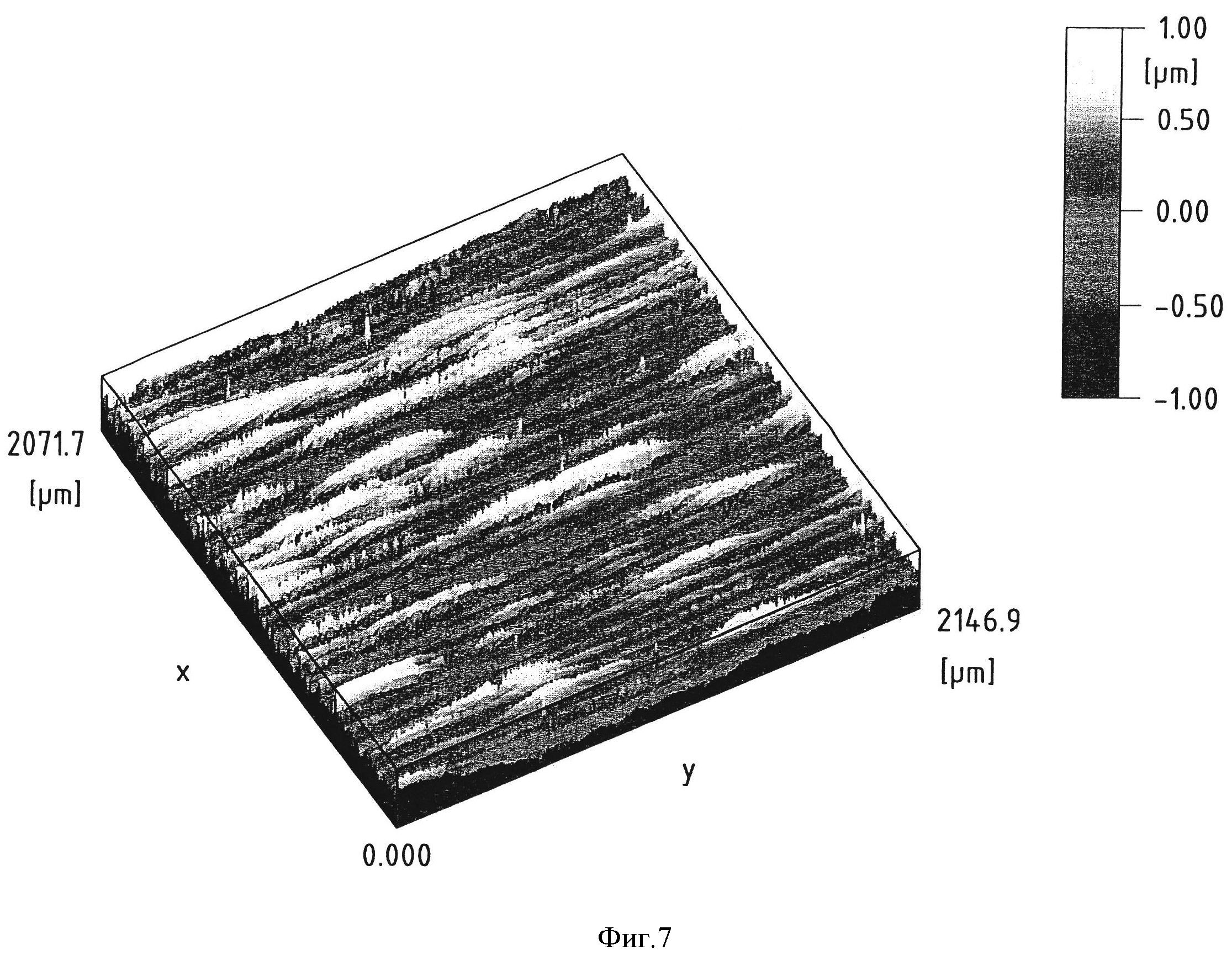
фиг.7 - результаты измерения топографии поверхности литографической ленты после последнего прохода холодной прокатки,
фиг.8 - результаты измерения топографии поверхности литографической ленты из фиг.7 после проведения варианта осуществления соответствующего изобретению способа.
Фиг.1 показывает схематическое изображение порядка определения максимальной высоты Rp пика, а также редуцированной высоты Rpk пика согласно DIN EN ISO 13 565.
В левой области 2 фиг.1 нанесена одномерная функция Z(х) профиля в интервале с границами 0 и L. Функция Z(х) предоставляет для каждой точки х значение Z(х), которое соответствует локальной позиции фактической поверхности, т.е. отклонению высот поверхности от средней поверхности при
В правой области 4 фиг.1 нанесена так называемая кривая ZAF (Q) 6 Аббота-Файрстона (Abbott-Firestone). Под этой кривой понимается кумулятивная функция плотности вероятности профиля Z(х) поверхности. Она предоставляет для процентной величины Q между 0 и 100% (нанесена на абсциссе) ту величину высот ZAF, над которой находится соответствующая процентная доля поверхности. Кривая ZAF (Q) Аббота-Файрстона может, следовательно, в неявной форме быть описана следующим уравнением:
L - длина измеренного профиля Z(х), т.е. величина области определения Z(х). Интеграционная область определения является той частью общей длины, для которой имеет силу неравенство Z(x)≥ZAF(Q).
Путем проведения касательной 8 через точку перегиба кривой 6 Аббота-Файрстона, через точки пересечения этой касательной 8 с 0% линией 10 и 100% линией 12 может определяться центральная область поверхности, протяженность которой обозначается как центральная глубина шероховатости Rk. Усредненная высота выходящих за пределы центральной области возвышений обозначается как редуцированная высота пиков Rpk, а усредненная глубина выходящих за пределы центральной области понижений как редуцированная глубина Rvk углублений. Кроме того, на фиг.1 обозначена также максимальная высота пиков Rp, которая соответствует удалению наиболее высокого возвышения от среднего значения при 0 мкм.
Максимальная высота пиков Rp или редуцированная высота пиков Rpk на практике может определяться, например, из измеренных в разных позициях литографической ленты поперек направления прокатки профилей Z(х).
Редуцированная высота Spk пиков на практике может, соответственно, определяться по результатам измерения площадей. Расчет производится аналогично редуцированной высоте пиков Rpk, причем кривая ZAF (Q) Аббота-Файрстона для Spk в неявной форме может быть описана следующим уравнением:
А - величина измеренной площади, т.е. величина области определения Z(х,у). Интеграционная область является частью общей площади, для которой имеет силу уравнение Z(x,y)≥ZAF(Q).
Фиг.2 показывает вариант осуществления соответствующего изобретению способа изготовления литографической ленты. Согласно способу 20 на первой стадии 22 отливается алюминиевый сплав, например, AA1050, AA1100, AA3103 или AlMg0.5, предпочтительно сплав следующего состава (в вес.%):
0,3%≤Fe≤1,0%,
0,05%≤Mg≤0,6%,
0,05%≤Si≤0,25%,
Mn≤0,05%,
Cu≤0,04%,
остальное - Al, а также неизбежные примеси, по отдельности максимум 0,05%), в сумме максимум 0,15%. Литье может осуществляться непрерывно или периодически, в частности, способом непрерывного, полунепрерывного, в частности, периодического литья. На используемой при необходимости стадии 24 литое изделие, т.е., в частности, литой слиток или литая лента, перед дальнейшей обработкой может подвергаться гомогенизирующей обработке, например, в диапазоне температур 480-620°C в течение, по меньшей мере, двух часов. На последующей стадии 26 литое изделие при необходимости подвергают горячей прокатке предпочтительно до толщины от 7 мм до 2 мм. Горячую прокатку, например, при изготовлении литографической ленты способом двухленточного литья можно исключить. В последующем горячекатаную ленту на стадии 28 подвергают холодной прокатке, в частности, до толщины от 0,5 мм до 0,1 мм. Во время холодной прокатки при необходимости может происходить промежуточный отжиг. После последнего прохода холодной прокатки литографическую ленту на стадии 30 подвергают обезжиривающей обработке со стадией травления водной травильной средой, которая содержит, по меньшей мере, 1,5-3 вес.% смеси из 5-40% триполифосфата натрия, 3-10% глюконата натрия, 3-8% неионных и анионных ПАВ и при необходимости 0,5-70% соды, причем концентрация гидроксида натрия в водной травильной среде составляет 0,1-5 вес.%, предпочтительно 2-3,5 вес.%, обезжиривающую обработку со стадией травления проводят при температуре 70-85°C в течение 1-3,5 с и поверхностную эрозию посредством обезжиривающей обработки со стадией травления устанавливают на уровне, по меньшей мере, 0,25 г/м2.
Благодаря выбранной поверхностной эрозии высокие валковые выступы на поверхности ленты могут уменьшаться настолько, что литографическая лента после обезжиривающей обработки со стадией травления имеет топографию, максимальная высота пиков Rp и/или Sp которой составляет не более 1,4 мкм, предпочтительно не более 1,2 мкм, в особенности не более 1,0 мкм, и особенно пригодна для CtP-печатных форм.
На фиг.3 представлены 3D-измерения топографии поверхности литографической ленты после последнего прохода холодной прокатки. На фигуре показан трехмерный вид функции Z(х,у) поверхности на квадратной области с длиной стороны 800 мкм. Дополнительную информацию о высотах можно получить с расположенной на фигуре 3 справа шкалы. Ось у расположена параллельно направлению прокатки литографической ленты. Видно, что литографическая лента вдоль направления прокатки, т.е. вдоль оси у, имеет высокие валковые выступы, которые можно четко распознать в виде светлых возвышений. Эти валковые выступы могут мешать, а в некоторых местах даже делать невозможным нанесение фоточувствительного слоя, поэтому при использовании изготовленных из этой литографической ленты основ печатных форм могут быть дефекты печати.
Фиг.4 показывает профиль Z(х) из отраженного на фиг.3 измерения топографии, т.е. сечение из измерения топографии параллельно оси х. Можно четко видеть, что валковые выступы в литографической ленте после холодной прокатки могут иметь высоту больше 1,6 мкм. Эти валковые выступы, однако, оказывают на величину средней шероховатости Ra литографической ленты лишь небольшое влияние.
На фиг.5 показаны результаты измерений топографии на поверхности литографической ленты из фиг.3 после проведения варианта осуществления соответствующего изобретению способа, т.е. после обезжиривающей обработки со стадией травления согласно соответствующему изобретению способу. На фиг.5 по существу показана та же самая область, как и на фиг.3. Фиг.6 аналогично фиг.4 показывает относящийся к ней профиль Z(x) из отраженного на фиг.5 измерения топографии. Фиг.5 и 6 показывают, что в результате обезжиривающей обработки со стадией травления особенно высокие валковые выступы могут существенно уменьшаться. Максимальная высота Rp пиков находится всего лишь в пределах 1,3 мкм и, следовательно, значительно ниже максимальной высоты пиков Rp необработанной соответствующей фиг.4 литографической ленты.
Следовательно, с помощью соответствующего изобретению способа можно создать поверхность ленты, максимальная высота пиков Rp и/или Sp которой составляет не более 1,4 мкм, предпочтительно не более 1,2 мкм, в особенности предпочтительно не более 1,0 мкм.
Чтобы практически убедиться, что при производстве литографических лент выдерживаются максимальные высоты пиков Rp, могут, например, производиться три измерения поперек направления прокатки, соответственно по краям и в середине ленты, причем длина профиля может составлять, например, 4,8 мм. Величина Sp может определяться на основе измерения квадратной площади с длиной сторон 800 мкм.
Как показывает сравнение фиг.4 и 6, обезжиривающая обработка со стадией травления на среднюю шероховатость профиля Ra практически не влияла. Этот параметр, на который обращалось внимание при обычном изготовлении и определении характеристик литографических лент, поэтому непригоден для демонстрации наличия мешающих валковых ребер в литографической ленте. Напротив, качество поверхности литографической ленты лучше регулируется по показателям шероховатости максимальной высоты пиков Rp и/или Sp.
На фиг.7 и 8 представлены также 3D-измерения топографии поверхности литографической ленты длиной 2146,9 мкм и шириной 2071,7 мкм, а именно непосредственно после последнего прохода прокатки (фиг 7) и после проведения обезжиривающей обработки со стадией травления согласно соответствующего изобретению способа (фиг.8). Ось у опять же проходит параллельно направлению прокатки литографической ленты. Из сравнения фиг.8 с фиг.7 становится видно, что имеющиеся на фиг.7 высокие валковые выступы вдоль направления прокатки вследствие обезжиривающей обработки со стадией травления могут сильно уменьшаться, поэтому создается улучшенная поверхность литографической ленты.
Литографическая лента с такой топографией поверхности, какая показана на фиг.5, 6 или 8, может использоваться как особенно выгодная в качестве основы для печатных форм с очень низкими структурами зернения и/или при очень тонких фоточувствительных покрытиях, как, например, в CtP-технологии.
Другие признаки и свойства изобретения можно также узнать из приведенных далее результатов измерения шероховатости на вариантах осуществления соответствующей изобретению литографической ленты.
Литографические ленты, алюминиевый сплав которых наряду с обусловленными производственными условиями примесями содержит легирующие компоненты в следующих долях (в вес.%):
0,30%≤Fe≤0,40%,
0,10%≤Mg≤0,30%,
0,05%≤Si≤0,25%,
Mn≤0,05%,
Cu≤0,04%,
остальное Аl, подвергались холодной прокатке до конечной толщины 0,14 мм, 0,29 мм или 0,38 мм. При обезжиривающей обработке с одновременной стадией травления устанавливались такие же параметры, как в варианте осуществления из фиг.2.
До и после обезжиривающей обработки измерения шероховатости проводились на верхних сторонах литографических лент, а именно как в краевых областях, так и в середине литографических полос. При измерениях шероховатости определяли каждый раз среднюю шероховатость Sa, редуцированную глубину бороздок Svk, редуцированную высоту пиков Spk и максимальную высоту пиков Sp. Результаты для литографической ленты толщиной 0,14 мм представлены в таблице 1.
В уровне техники для характеристики литографических лент до сих пор применяется средняя шероховатость поверхности. Таблица 1 показывает, что этот показатель шероховатости непригоден для того, чтобы отображать влияние соответствующей изобретению обезжиривающей обработки со стадией травления или качество поверхности литографических лент в отношении отдельных высоких валковых выступов. Его значение после обезжиривающей обработки со стадией травления по существу не изменяется. Редуцированная глубина бороздок Svk также явно не пригодна в качестве индикатора для высоких валковых выступов. Напротив, показатели для максимальной высоты пиков Sp уменьшаются и, следовательно, указывают на улучшение поверхности литографических лент в отношении мешающих высоких валковых выступов. Оптимизация литографических лент или способа их изготовления на основе показателя шероховатости Sp приводит, следовательно, к особенно малой предрасположенности к названным выше дефектам печати. Малая высота пика Spk вследствие обезжиривающей обработки со стадией травления уменьшается и может использоваться в качестве дополнительного показателя шероховатости.
В таблице 2 сопоставлены результаты для максимальной высоты пиков Sp из измерений шероховатости на литографических лентах различной толщины. В частности, соответствующий изобретению способ особенно выгоден для литографических лент толщиной от 0,3 мм до 0,1 мм, так как они непосредственно после последнего прохода холодной прокатки имеют относительно большие превышающие 1,5 мкм значения Sp и, следовательно, подвержены вышеуказанным дефектам печати. Путем обезжиривающей обработки со стадией травления максимальная высота пиков Sp может быть уменьшена при всех измеренных показателях толщины ленты по существу до одной и той же величины. Следовательно, качество поверхности тонких литографических лент может улучшаться соответствующим настоящему изобретению способом особенно сильно.
Результаты в таблицах 1 и 2 показывают, кроме того, что высокие валковые выступы в особенности имеются по краям лент. Поэтому обезжиривающая обработка со стадией травления может происходить, например, и избирательно в краевой области литографических лент.
В таблице 3 отражены усредненные по литографическим лентам различной толщины показатели шероховатости Sa, Svk, Spk и Sp. Результаты ясно показывают, что использовавшаяся до сих пор для характеристики литографических лент средняя шероховатость Sa непригодна для улучшения поверхности литографических лент в отношении мешающих высоких валковых выступов. Напротив, величины максимальной высоты пиков Rp и/или Sp и редуцированной высоты пиков Rpk и/или Spk после обезжиривающей обработки со стадией травления явно уменьшаются, поэтому литографическая лента и способ ее изготовления могут существенно улучшаться вследствие оптимизации в отношении параметра Rp и/или Sp, при определенных условиях, в комбинации с Rpk и/или Spk.
Для изготовления соответствующей изобретению литографической ленты может, например, использоваться соответствующий изобретению способ. Однако соответствующая изобретению лента не ограничивается этим способом изготовления. На основе настоящего изобретения специалист может путем оптимизации показателя шероховатости Rp и/или Sp разработать и другие способы, чтобы получать соответствующую изобретению литографическую ленту.
Реферат
Изобретение относится к литографической ленте для электрохимического зернения, состоящей из прокатанного алюминиевого сплава, причем поверхность ленты имеет топографию, максимальная высота пика Rили Sкоторой не более 1,4 мкм, предпочтительно не более 1,2 мкм, в особенности предпочтительно не более 1,0 мкм. Кроме того, изобретение относится к способу изготовления литографической ленты, в котором состоящую из алюминиевого сплава литографическую ленту подвергают холодной прокатке и в котором после последнего прохода холодной прокатки подвергают обезжиривающей обработке со стадией травления водной травильной средой, которая содержит, по меньшей мере, 1,5-3 вес.% смеси из 5-40% триполифосфата натрия, 3-10 вес.% глюконата натрия, 3-8 вес. % неионных и анионных ПАВ и при необходимости 0,5-70% соды, причем концентрация гидроксида натрия в водной травильной среде составляет 0,1-5 вес.%, и поверхностная эрозия вследствие обезжиривающей обработки с одновременной стадией травления составляет, по меньшей мере, 0,25 г/м. 4 н. и 12 з.п. ф-лы, 8 ил., 3 табл.
Формула
0,3%≤Fe≤1,0%,
0,05%≤Mg≤0,6%,
0,05%≤Si≤0,25%,
Mn≤0,05%,
Cu≤0,04%,
остальное - Аl, а также неизбежные вредные примеси, по отдельности максимум 0,05%, в сумме максимум 0,15%.
0,3%≤Fe≤0,4%,
0,1%≤Mg≤0,3%,
0,05%≤Si≤0,25%,
Mn≤0,05%,
Cu≤0,04%.
Cr≤0,01%,
Zn≤0,02%,
Ti≤0,04%,
B≤50 млн-1.
Комментарии