Цветная маркировка лазером - RU2356741C2
Код документа: RU2356741C2
Чертежи
Описание
Данное изобретение касается цветной маркировки лазером и нанесения лазером надписей на пластмассе, основанных на приваривании полимерсодержащей среды для маркировки к поверхности пластмассы.
С помощью лазерных лучей с различной длиной волны становится возможным наносить долговременные маркировки и надписи на материалы и продукты.
Маркировка и нанесение надписей проводятся посредством воздействия энергии лазера
1) непосредственно на материал (внутренняя реакция) или
2) на среду для маркировки, которая переносится извне на материал, подлежащий маркировке.
Таким образом, в способе маркировки 1) при воздействии лазерного излучения металлы, например, окрашиваются в различные цвета, дерево приобретает темную окраску (карбонизация) в облучаемых точках, а пластмасса, такая как ПХВ, меняет цвет на более светлый или более темный (пенообразование, карбонизация) в зависимости от окраски пластмассы.
В пластмассах данные эффекты часто усиливаются или инициируются путем добавления чувствительных к лазеру пигментов. Недостатки этого способа, как правило, состоят в том, что можно получить лишь белый и черный цвета или оттенки серого либо провести стадии обесцвечивания, и, что чувствительные к лазеру пигменты необходимо добавлять ко всему материалу пластмассы в маточную смесь.
В способе маркировки 2), если лазерный луч соответствующей энергии и длины волны (например, ИК-лазер) попадает в среду для маркировки и если этот процесс происходит в контакте с материалом, подлежащим маркировке, среда для маркировки переносится на материал и фиксируется на нем. Таким образом, возможно получить цветные и черно-белые надписи и маркировку. Количество лазерного пигмента, которое фактически требуется для нанесения надписей в этом способе, значительно меньше чем, например, при добавлении в маточную смесь (способ нанесения надписей 1).
Среды для маркировки включают стеклянные припои или предшественники стеклянных припоев с абсорберами лазерной энергии, к которым - в зависимости от желаемого цвета - добавляются неорганические и органические пигменты, органометаллические соединения или металлические порошки, как правило, известные специалистам в данной области. Процессы этого типа описываются, например, в WO 99/16625, US 6238847 и WO 99/25562.
После нанесения этих смесей непосредственно на среду, подлежащую маркировке, например путем распыления, нанесения кистью, рассеивания, нанесения электростатическим методом и т.д., или на поддерживающие субстраты, такие как ленты или пленки, проводится облучение и маркировка с помощью лазера с требуемой энергией/плотностью (нп лазер (нп лазер = лазер непрерывной волны), 1-30 W или 100 W/см2 - 5 MW/см2). Таким образом, возможно нанесение надписей на стекло, керамику, металл, камень, пластмассы и композиты.
В DE-A 10136479 А1 и DE-A 19942316 А1 описываются смеси пигментов для стекла и пластмассовых гранул, которые чувствительны к воздействию лазером и специально предназначены для цветной маркировки лазером и нанесения надписей на пластмассы.
Однако распространенная особенность цветной маркировки на пластмассах, известной из предыдущего уровня техники, состоит в наличии избыточного, незакрепленного красителя на поверхности пластмассы после процесса лазерного нанесения надписей, что часто приводит к размазанным, нечетким маркировкам/надписям (порошкообразным следам), которые также могут с течением времени линять или выцветать либо отслаиваться.
Исходя из этого возникает необходимость в осуществлении требующих затрат времени и средств последующих этапов очистки и просушки, что особенно нежелательно или неприемлемо для поточного производственного процесса с нанесением надписей на продукцию на конечном этапе производства. Кроме того, цветная маркировка или надпись тускнеет при использовании в условиях воздействия на нее окружающей среды и т.д.
Исходя из вышеобозначенного цель данного изобретения состояла в разработке процесса, который при воздействии лазерного излучения давал возможность получить цветоустойчивую, долговременную и износостойкую лазерную маркировку и надпись на пластмассах.
Неожиданно было обнаружено, что на пластмассы можно наносить цветные надписи, если к их поверхности под воздействием лазерного излучения припаяна полимерсодержащая среда для маркировки. Пластмасса, подлежащая маркировке, сама по себе не должна содержать каких-либо веществ, поглощающих лазерное излучение. Техническое решение включает отделение определенным образом поглотителя энергии от фактической окрашивающей среды для маркировки.
Таким образом, данное изобретение касается способа, предназначенного для нанесения долгосрочных и износостойких цветных надписей или маркировки на пластмассы, отличительной особенностью которого является использование системы слоев, состоящей из двух слоев, лежащих друг на друге и разделенных поддерживающей пленкой, причем первый слой состоит из пластмассы, содержащей поглотитель энергии внутри или в виде слоя, а второй слой, который наносится на поддерживающую пленку, служит в качестве среды для маркировки и содержит краситель и полимерный компонент, где полимерный компонент припаивается к поверхности пластмассы под воздействием лазерного излучения во время нанесения надписи/маркировки.
Термин "цветная маркировка лазером и нанесение надписей" взят для обозначения маркировки и нанесения надписей на пластмассу с использованием всех цветов, а также создания не цветных надписей, включая черный, белый и все оттенки серого.
В соответствии с изобретением в способе:
предотвращается смазывание и/или последующее вымывание/выцветание/отслаивание красителя,
устраняется необходимость в проведении нежелательных стадий очистки после процесса фактической маркировки и нанесения надписи,
гарантируется цветостойкость маркировки и надписи в течение последующего использования,
возможно использование всех органических и неорганических красителей.
По сравнению с ранее известным уровнем техники, лазерная энергия в данном изобретении используется не для сублимации красителей или сплавления стеклянных пигментов, а для приваривания полимерного компонента в среде для маркировки к поверхности пластмассы. Цветоустойчивая маркировка и надпись получают путем однородного нагрева полимерсодержащей среды для маркировки и одновременного предотвращения локального теплового перегревания.
В процессе согласно изобретению посредством лазерной энергии полимерный компонент в среде для маркировки размягчается или расплавляется. Полимерный компонент растворяется вместе с красителями среды для маркировки и после этого прочно приваривается к поверхности пластмассы.
В частности, доказано, что системы слоев, изображенные на Фигурах 1-4 особенно подходят для этих целей. На Фигуре 1 изображен пластиковый слой, состоящий из поддерживающих слоев (1′) и (1″), которые являются прозрачными и устойчивыми к лазерному излучению и имеющими в качестве промежуточного слоя чувствительный к лазеру слой поглотителя энергии (2). Слои (1′), (1″) и (2) связаны друг с другом в единое целое. Полимерсодержащая среда для маркировки (3) нанесена на эту систему поддерживающих слоев в виде слоя, например в виде пасты (с или без поддержки). Поддерживающий слой (1″) и слой (3) прочно связаны друг с другом, например, с помощью сварки, склеивания, ламинирования и т.д.
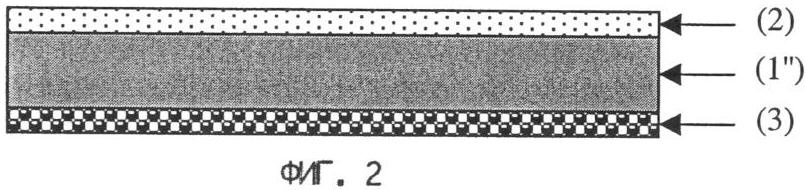
На Фигуре 2 изображена как еще один вариант структура слоев из Фигуры 1, но не содержащая поддерживающего слоя (1′).
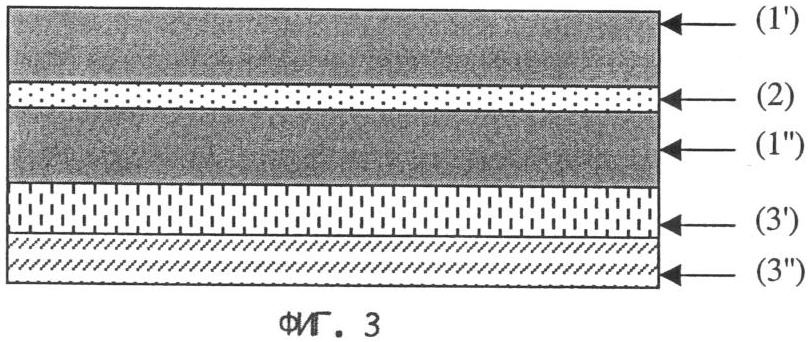
На Фигуре 3 изображено что, в отличие от Фигур 1 и 2, среда для маркировки аналогично может состоять из двух слоев (3′, 3″), где полимерный компонент нанесен на слой (1″) в виде дополнительного слоя (3′), а слой красителя (3″) нанесен на слой (3′).
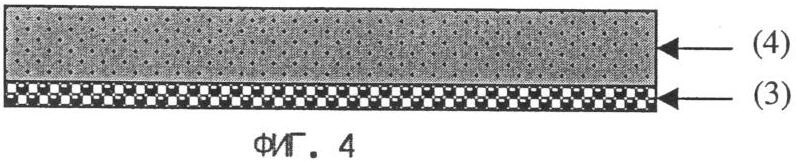
На Фигуре 4 изображена сжатая структура слоев, имеющая поддерживающий слой (4), в который уже введен поглотитель энергии и который покрыт полимерсодержащей средой для маркировки (3).
Слой (3) со средой для маркировки расположен на пластмассе, на которую будут наносить надписи, и находится в тесном контакте с зонами, подлежащими маркировке, посредством необходимого контактного давления или подходящих клеев (клея длительного действия или активируемого при нагревании/давлении клея). Затем наносится надпись или маркировка с помощью подходящего лазера, предпочтительно отклонением луча или методом маски.
Подходящие материалы для поддерживающих слоев (1′, 1″) являются пластмассами, которые идеально прозрачны и/или полупрозрачны для лазерного излучения в установленном диапазоне длин волн и которые не повреждаются или не разрушаются при взаимодействии с лазерным излучением. Если система поддерживающих слоев (1) состоит из двух или больше слоев (1′, 1″), эти слои могут быть идентичными или разными.
В качестве подходящих пластмасс предпочтительны термопластмассы. В особенности пластмассы, состоящие из полиэстеров, поликарбонатов, полиимидов, полиацеталей, полиэтилена, полипропилена, полиамидов, полиэстера-эстера, полиэтера-эстера, полифениленового этера, полиацеталя, полибутилентерефталата, полиметилметакрилата, поливинилацеталя, полихлорвинила, полистирола, акрилонитрил-бутадиен-стирола (АБС), акрилонитрил-стирол-акрилата (АСА), полиэфирсульфонов и полиэфиркетонов, их кополимеров и/или смесей.
Из упомянутых пластмасс, особое предпочтение предоставляется полиэстерам, поликарбонатам и полиимидам.
Особенно подходят для нанесения надписей и маркировки на трехмерные пластмассовые части или поверхности не натянутые аморфные поддерживающие пленки из пластмассы, изготовленные из полиэтилентерефталата, полиэстера и полиамида.
Поддерживающие пластмассы используются предпочтительно в виде пленок, лент или листов и желательно, чтобы они имели толщину слоя, равную 2-100 мкм. Максимальная толщина слоя системы поддерживающих слоев (1) составляет 250 мкм, независимо от того, состоит ли она из поддерживающего слоя или из множества поддерживающих слоев (1′, 1″ и т.д.).
Система поддерживающих слоев содержит поглотитель энергии в количествах 0,01-20% по массе, предпочтительно - 0,05-15% по массе, в особенности - 0,1-10% по массе.
При этом поглотитель энергии может быть равномерно распределен в поддерживающем слое, как изображено на Фигуре 4, или нанесен на (1″) в виде слоя (Фигура 2) или включен между двумя или более пластмассовыми поддерживающими слоями (1′, 1″) (Фигура 1). В последнем случае поглотитель энергии вводится в связующий компонент и/или клей и наносится на пластмассовый поддерживающий слой (1′), например, с помощью кисти, распыления, печати, валика, ножевого валика, и впоследствии наносится второй пластмассовый поддерживающий слой, например, путем ламинирования или горячего ламинирования.
Если слой поглотителя расположен на слое (1″) или между двумя слоями (1′, 1″), его толщина составляет 50 нм - 100 мкм, предпочтительно - 100 нм - 50 мкм и в особенности - 150 нм - 10 мкм.
К подходящим связующим компонентам или клеям для слоя поглотителя энергии относятся, например, нитроцеллюлоза, ацетилцеллюлоза, гидролизованные/ацетилированные поливиниловые спирты, поливинилпирролидоны, поливинилбутирали, полиакрилаты, а также кополимеры акрилата этилена/этилена, эпоксидных смол, полиэстеров, полиизобутилена, полиамидов или их смесей. Связующий компонент или клей предоставляет возможность гомогенно нанести поглотитель энергии на систему пластмассовых поддерживающих слоев (1).
К поглотителям энергии, которые могут использоваться, относятся все материалы, абсорбирующие энергию лазерного излучения в соответствующей степени в установленном диапазоне длин волн и преобразовывающие ее в тепловую энергию.
Для маркировки предпочтительны поглотители энергии на основании углерода, оксидов металлов, типа, например, Sn(Sb)O2, TiO2, сажи, антрацена, ИК-абсорбирующих красителей, такие как, например, перилены/рилены, пентаэритрит, гидрофосфаты меди, дисульфиды молибдена, оксид сурьмы (III) и хлористый висмутил, в виде чешуек, в особенности, прозрачные или полупрозрачные субстраты, содержащие, например, филлосиликаты, такие как, например, синтетическая или природная слюда, тальк, каолин, чешуйки стекла, чешуйки SiO2 или синтетические чешуйки без носителя. Также подходят чешуйки оксидов металлов, такие как, например, чешуйчатый оксид железа, оксид алюминия, диоксид титана, диоксид кремния, жидкокристаллические полимеры, голографические пигменты, проводящие пигменты или покрытые чешуйки графита.
К пигментам в виде чешуек, которые могут использоваться, также относятся металлические порошки, которые могут быть без покрытия или покрытые одним или более слоями оксида металла; предпочтение отдается, например, чешуйкам Al, Cu, Cr, Fe, Au, Ag и стали. Если необходимо использовать чешуйки металлов, подверженные коррозии, такие как, например, чешуйки Al, Fe или стали, в непокрытом виде, их предпочтительно покрывать защитным слоем полимера.
Помимо субстратов в виде чешуек, также возможно использовать сферические пигменты, например, содержащие Al, Cu, Cr, Fe, Au, Ag и/или Fe.
Особенно предпочтительными субстратами являются чешуйки слюды, покрытые одним или более оксидом металла. К используемым оксидам металлов относятся бесцветные оксиды металлов с высоким показателем преломления, такие как, в частности диоксид титана, оксид сурьмы (III), оксид цинка, оксид олова и/или диоксид циркония, и цветные оксиды металлов, такие как, например, оксид хрома, оксид никеля, оксид меди, оксид кобальта и в особенности оксиды железа (Fe2О3, Fe3O4). Особенно предпочтительно используемый поглотитель энергии - оксид сурьмы (III), самостоятельно или в комбинации с оксидом олова.
Эти субстраты известны и, в большинстве случаев, коммерчески доступны, например, под торговым названием Iriodin®Lazerflair от Merck KGaA, и/или могут быть изготовлены стандартными способами, которые известны специалисту в данной области. Пигменты на основании прозрачных или полупрозрачных субстратов в виде чешуек описаны, например, в немецких патентах и заявках на патенты 1467468, 1959998, 2009566, 2214454, 2215191, 2244298, 2313331, 2522572, 3137808, 3137809, 3151343, 3151354, 3151355, 3211602, 3235017, 3842330 и 4441223.
Покрытые чешуйки SiO3 описываются, например, в WO 93/08237 (химическое покрытие раствором) и DE-A 19614637 (процесс CVD).
Многослойные пигменты на основе филлосиликатов описываются, например, в DE-A 19618569, DE-A 19638708, DE-A 19707806 и DE-A 19803550. Особенно подходят многослойные пигменты со следующей структурой:
слюда + TiO2+SiO2+TiO2
слюда + TiO2+SiO2+TiO2/Fe2O3
слюда + TiO2+SiO2+(Sn, Sb)O2
чешуйки SiO2+TiO2+SiO2+TiO2
К особенно предпочтительным абсорбентам лазерного излучения относятся антрацен, перилены/рилены, такие как, например, три- и кватеррилентетра-карбоксидиимиды, пентаэритрит, гидрофосфаты меди, дисульфид молибдена, оксид сурьмы (III), хлористый висмутил, углерод, сурьма, Sn(Sb)O2, TiO2, силикаты, чешуйки SiO2, покрытые оксидом металла чешуйки слюды и/или SiO2, проводящие пигменты, сульфиды, фосфаты, BiOCl, или их смеси.
Поглотитель энергии может также быть смесью двух или более компонентов.
Среда для маркировки может быть нанесена на поддерживающую систему в виде пасты или в качестве слоя с поддержкой (Фигура 1 или 4). Среда для маркировки по существу состоит из связующего компонента, красителей, полимерного компонента и, необязательно, добавок.
Для нанесения надписей подходят и органические, и неорганические красители. К подходящим красителям относятся все красители, известные специалисту в данной области, которые не распадаются при облучении лазером и светостойкие. Краситель может также быть смесью двух или более веществ. Доля красителей в среде для маркировке составляет предпочтительно 0,1-30% по массе, в особенности - 0,2-20% по массе и наиболее предпочтительно - 0,5-10% по массе, на основании фракции полимерного компонента.
К подходящим красителям относятся все органические и неорганические красители и пигменты, известные специалисту в данной области. Особенно подходят азопигменты и красители, такие как, например, моно- и диазопигменты и красители, полициклические пигменты и красители, такие как, например, периноны, перилены, антраквиноны, флавантроны, изоиндолиноны, пирантроны, антрапиримидины, квинакридоны, тиоиндиго, диоксазины, индантрононы, дикетопирроло-пирролы, квинофталоны, образовывающие комплексы с металлами пигменты и красители, такие как, например, фталоцианин, азо-, азометиновые, диоксимовые и изоиндолиновые комплексные соединения, металлические пигменты, пигменты из оксидов и гидроокисей, оксидные смешано-фазные пигменты, пигменты из солей металлов, такие как, например, смешано-фазные пигменты из хроматов и хроматов-молибдатов, пигменты из карбонатов, сульфидов и сульфидов/селена, пигменты из комплексных солей и силикатные пигменты.
Из упомянутых красителей, особое предпочтение предоставляется фталоцианинам меди, диоксазинам, антраквинонам, моноазо- и диазопигментам, дикетопирролопирролу, полициклическим пигментам, антрапиримидинам, квинакридонам, квинофталонам, перинонам, перилену, акридинам, азокрасителям, фталоцианинам, ксантенам, феназинам, пигментам из цветных оксидов и гидроокисей, смешано-фазным пигментам из оксидов, сульфидов и сульфидов/селена, пигментам из карбонатов, смешано-фазным пигментам из хроматов и хроматов-молибдатов, пигментам из комплексных солей и силикатов.
Полимерный компонент в среде для маркировки является существенной составляющей данной среды и может состоять, например, из легкоплавких полимеров, таких как, например, полиэстеры, поликарбонаты, полиолефины, полистирол, полиимиды, полиамиды, полиацетали и кополимеры указанных полимеров, и терполимеров винилхлорида, дикарбоксилатов и винилацетата или гидроксил/метилакрилата, либо их смесей. Полимерный компонент может быть растворен в среде для маркировки и/или может быть в нерастворенном виде, как тонкий порошок. Размеры частиц предпочтительно составляют 10 нм - 100 мкм, в особенности - 100 нм - 50 мкм и особенно предпочтительно - 500 нм - 15 мкм.
Также возможно использовать смесь различных полимерных компонентов или частиц, в которых и размеры частиц, и химический состав может отличаться.
Произвольно также возможно добавлять неорганические тонко диспергированные порошки, такие как, высокодисперсные кремниевая кислота или оксид титана для того, чтобы гарантировать точное выделение надписи или маркировки из среды для маркировки (здесь из полимерной матрицы).
Среда для маркировки содержит предпочтительно 20-90% по массе, в особенности 40-60% по массе и особенно предпочтительно - 40-90% по массе полимерного компонента на основании суммарной массы полимерного компонента + пигмента + связующего компонента.
Соотношение полимерный компонент/краситель составляет предпочтительно 80:1-1:1, в особенности - 50:1-2:1, особенно предпочтительно - 20:1-5:1.
Соотношение полимерный компонент/поглотитель энергии составляет предпочтительно 70:1-1:1, в особенности - 40:1-2:1, особенно предпочтительно - 20:1-3:1.
В качестве дополнительного компонента среда для маркировки содержит связующее вещество. Связующий компонент дает возможность гомогенно наносить слой для маркировки (3) на поддерживающий слой (1) или на основание, такое как, например, стекло или пластмасса.
Подходящими являются все связующие компоненты, известные специалисту в данной области, в частности, целлюлоза, производные целлюлозы, такие как, например, нитроцеллюлоза, ацетилцеллюлоза, гидролизированные/ацетилированные поливиниловые спирты, поливинилпирролидоны, полиакрилаты, а также кополимеры этилена/этиленакрилата, поливинилбутирали, эпоксидные смолы, полиэстеры, полиизобутилен и полиамиды.
В зависимости от типа пластмассы для нанесения надписи/маркировки могут использоваться все лазеры, известные специалисту в данной области. Параметры лазера зависят от конкретного применения и могут быть легко определены специалистом в данной области.
Нанесение надписи с помощью лазера выполняется путем внесения образца для испытаний в ход луча импульсного лазера, предпочтительно лазера СО2 или Nd:YAG либо Nd:YVO4. Кроме того, возможно нанесение надписи с помощью эксимерного лазера, например, методом маски. Однако также можно достичь желаемых результатов, используя другие стандартные типы лазеров, имеющие длину волны в области высокого поглощения используемого поглотителя лазерного излучения. Получаемая маркировка определяется временем облучения (или количеством импульсов в случае импульсных лазеров) и мощностью облучения лазера (удельной мощностью импульса в случае импульсных лазеров) и используемой системой пластмасс или системой покрытий. Мощность используемых лазеров зависит от конкретного применения и может быть без труда определена в каждом конкретном случае специалистом в данной области.
Как правило, используемый лазер имеет длину волны в диапазоне от 157 нм до 10,6 мкм, предпочтительно - в диапазоне от 532 нм до 10,6 мкм. Здесь можно привести в качестве примера лазеры СО2 (10,6 мкм) и Nd:YAG, лазеры Nd:YVO4 (1064 и 532 нм соответственно) или импульсные УФ-лазеры. У эксимерных лазеров длина волны составляет: лазер эксимерный F2 (157 нм), лазер эксимерный ArF (193 нм), лазер эксимерный KrCl (222 нм), лазер эксимерный KrF (248 нм), лазер эксимерный XeCl (308 нм), лазер эксимерный XeF (351 нм), длины волн лазеров с умножением частоты Nd:YAG равна 355 нм (с утроенной частотой) или 265 нм (с учетверенной частотой). Особое предпочтение отдается использованию лазеров Nd:YAG и YVO4 (1064 и 532 нм соответственно) и лазеров СО2.
При использовании импульсных лазеров, частота импульса, как правило, находится в диапазоне от 1 до 100 кГц. Соответствующие лазеры, которые могут использоваться в способе согласно изобретению, коммерчески доступны.
Предпочтение отдается использованию лазера YAG, лазера YVO4 или лазера СО2 в различных длинах волн лазера, 1064 нм или 808-980 нм. Маркировка возможна и при непрерывном излучении, и в импульсном режиме. Подходящий спектр мощности лазера охватывает от 2 до 300 ватт, а частота импульсов колеблется в диапазоне от 1 до 200 кГц.
Согласно изобретению наносить надписи на пластмассы можно во всех случаях, в которых до настоящего времени использовалась маркировка или нанесение надписей с помощью процессов печати, тиснения или гравировки или во всех случаях, когда до настоящего времени невозможно было нанести цветостойкую и долговременную надпись/маркировку или какую-либо надпись/маркировку вообще или надпись/маркировка осуществлялись только при использовании чувствительных к лазеру пигментов непосредственно в самой пластмассе. Преимущества данного типа маркировки согласно изобретению состоят в цветостойкости, долговременности и гибкости/индивидуальности, то есть маркировка выполняется без маски, клише или штампа.
Возможно промаркировать и наносить надписи на пластмассы какого-либо типа и формы, например,
в упаковочном производстве (номер партии, сроки годности, примечания),
в технологиях обеспечения защиты (кодирование для защиты от подделок и маркировка),
в автомобильной и авиационной промышленности (кабеля, штепселя, выключатели, емкости, функциональные части, трубы, крышки, ручки, рычаги и т.д.)
в медицинских технологиях (оборудование, приборы, имплантаты)
в сельском хозяйстве (маркировка животных)
в электротехнике/электронике (кабеля, штепселя, выключатели, функциональные части, печатные таблички, таблички с техническими данными)
в декоративно-художественном секторе (эмблемы, обозначение моделей для оборудования всех типов, емкости, игрушки, инструменты, индивидуальные маркировки).
Изобретение также касается пластмасс, на которые была нанесена маркировка или надписи в цвете с помощью способа согласно изобретению.
Следующие примеры являются иллюстративными и не должны рассматриваться как таковые, которые ограничивают данное изобретение.
Рабочие примеры
Пример 1: Создание слоя поглотителя энергии (2)
18,5 г этилацетата
1,5 г ПВБ (поливинилбутираль, Pioloform®, Wacker-Chemie)
3-5 г Sn(Sb)O2 (d50<1,1 мкм) (Du Pont)
Поливинилбутираль растворяют в первоначально введенном растворителе этилацетате и хорошо размешивают. После этого добавляют и размешивают поглотитель энергии Sn(Sb)O2 и готовят однородную пасту. Количество поглотителя энергии зависит от поглощения энергии пигментом и должно устанавливаться в соответствии с этой величиной.
Пасту наносят на пленку из полиэстера, толщиной 5-250 мкм, предпочтительно 23 мкм с помощью 30 мкм ручного устройства для нанесения покрытий и высушивают.
Может применяться горячее ламинирование, например, с использованием ПЕ (полиэтилен)-покрытой полипропиленовой пленки (пленка Waloten® от Puetz) при приблизительно 140°С.
Пример 2: Создание слоя поглотителя энергии (2)
18,5 г этилацетата
1,5 г ПВБ (поливинилбутираль, Pioloform®, Wacker-Chemie)
2,0 г газовой сажи (d50<17 нм) (Special Black 6 от Degussa)
Способ приготовления аналогичен описанному в рабочем примере 1. Применяемый поглотитель - газовая сажа.
Пасту наносят на пленки из полиэстера, толщиной 5-250 мкм с помощью 90 мкм ручного устройства для нанесения покрытий и высушивают. Еще одна пленка из полиэстера или полипропилена может быть нанесена на слой поглотителя путем горячего ламинирования (как описано в рабочем примере 1).
Пример 3: Создание слоя поглотителя энергии (2)
20 г Masterblend 50 (SICPA-AARBERG AG)
1 г Iriodin® Lazerflair 825 (размер частиц < 20 мкм) (Merck KGaA)
10 г смеси этилацетата / этилового спирта (1:1)
Абсорбер Iriodin® Lazerflair 825 вводят в Masterblend 50 в мягких условиях и наносят путем глубокой печати на пленку из полиэстера, толщиной 5-250 мкм, предпочтительно 23 мкм. Желательной вязкости можно достичь с помощью смеси растворителей этилацетата / этилового спирта. Норма нанесения составляет 0,5-1 г/см2.
Пример 4: Создание поддерживающего слоя с поглотителем энергии
Поддерживающий слой готовят из полиэстера, уже содержащего поглотитель энергии, путем добавления 300 г Sn(Sb)O2 с размером частиц < 1 мкм (Du Pont) к маточной смеси полиэстера (10 кг). После этого готовят пленки, имеющие толщину слоя 5-200 мкм. Готовая пленка содержит 0,05-10% по массе поглотителя энергии, в зависимости от толщины слоя.
Пример 5: Получение полимерсодержащей среды для маркировки (3)
20 г этилацетата
2 г нитроцеллюлозы
6 г порошка полипропилена (d50<50 мкм) (например, Coathylene PB 0580, Du Pont)
0,2 г фталоцианина меди
Нитроцеллюлозу растворяют в первоначально введенном растворителе этилацетате и хорошо размешивают. После этого добавляют и размешивают порошок полипропилена и краситель фталоцианин меди и готовят однородную пасту.
Пасту наносят на пленки из полиэстера, толщиной 5-250 мкм с помощью 90 мкм ручного устройства для нанесения покрытий и высушивают.
Пример 6: Получение полимерсодержащей среды для маркировки (3)
20 г этилацетата
2 г нитроцеллюлозы
6 г порошка полипропилена (d50<50 мкм) (например, Coathylene PB 0580, Du Pont)
0,2 г оксида титана
Способ получения аналогичен описанному в примере 5. Применяемый краситель - оксид титана.
Пасту наносят на пленки из полиэстера, толщиной 5-250 мкм с помощью 90 мкм ручного устройства для нанесения покрытий и высушивают.
Пример 7: Получение полимерсодержащей среды для маркировки (3)
40 г бутилацетата
12 г порошка полипропилена (d50<50 мкм)
4 г нитроцеллюлозы
0,6 г сажи класса пигмента (FW 200, d50 13 мкм, Degussa)
Способ получения аналогичен описанному в примере 5. Применяемый краситель - сажа класса пигмента.
Пасту наносят на пленки из полиэстера, толщиной 5-250 мкм, слоем толщиной 225 мкм и высушивают.
Пример 8: Получение полимерсодержащей среды для маркировки (3)
40 г МЭК (метилэтилкетона)
22 г толуола
8,5 г ПХВ (Tg: 40-89°C)
2.5 г терполимера этилена-винилацетата
20 г красителя
6 г высокодисперсной кремниевой кислоты
Способ получения аналогичен описанному в примере 5. Применяемый краситель, например, оксид титана (Kronos 2220, 2222, 2063S, 2090, 2310, Kronos International, Inc) или Irgazin DPP Красный (Ciba Geigy) или Sandoplast Синий (Clariant).
Пример 9: Получение полимерсодержащей среды для маркировки (3)
30 г МЭК (метилэтилкетона)
30 г бутилацетата
25 г циклогексанона
10 г кополимера ПХВ / ПВА сополимера (85/15)
5 г ПВБ (поливинилбутираля)
10 г красителя
Способ получения аналогичен описанному в примере 5. Применяемый краситель, например, сажа класса пигмента (FW-2 от Degussa, d50 13 мкм).
Пример 10: Создание многослойной ленты для маркировки
Слой поддерживающая пленка - поглотитель энергии (Примеры 1-4) размещают вместе с поддерживающей пленкой - средой для маркировки (Примеры 5-9) и ламинируют вместе при помощи устройства для горячего ламинирования (модель Erichson 647). Нагреваемые вальцы устанавливают на температуру 140-175°С. После горячего ламинирования две пленки прочно прикрепляются друг к другу.
Если используется ПЕ-покрытая полипропиленовая пленка (пленка Waloten® от Puetz), как в Примере 1, ламинирование можно выполнять при приблизительно 140°С.
Пример 11: Создание многослойной ленты для маркировки
Среду для маркировки (Примеры 5-9) наносят на слой поддерживающая пленка-поглотитель энергии (Примеры 1-4) слоем толщиной 225 мкм и высушивают.
Пример 12: Создание многослойной ленты для маркировки
Полимерсодержащая среду для маркировки наносят на сторону для маркировки пленки ПЭТ (толщина: 5, 12, 15, 19, 23, 25, 36, 50 мкм), как показано на фигуре 2, слоем толщиной 0,5-1,5 мкм, а на сторону, подвергающуюся лазерному облучению, впечатывают слой поглотителя энергии толщиной слоя 0,7-1,5 мкм.
Пример 13: Эксперименты по маркировке и результаты
Системы поддерживающих слоев со слоем абсорбера и средой для маркировки (Фиг.1-4) используют для нанесения долговременной маркировки и надписей на пластмассах при помощи следующих типов лазера:
a) Nd:YAG (режим непрерывного излучения)
b) Лазер Nd:YVO4 (режим непрерывного излучения, импульсный)
с) Лазер Nd:YAG (импульсный)
По сравнению с маркировками в режиме непрерывного излучения, цветные надписи и маркировки в импульсном режиме отличает:
- большая резкость края
- более гладкая поверхность в маркированных точках.
Реферат
Данное изобретение касается способа нанесения цветной маркировки лазером и пластмассы с такой маркировкой. Способ нанесения долговременных и износостойких цветных надписей или маркировки на пластмассы заключается в том, что используют систему слоев, состоящую из двух слоев, лежащих друг на друге и разделенных поддерживающей пленкой. Первый слой состоит из пластмассы, которая содержит поглотитель энергии внутри или в виде слоя. Второй слой, который нанесен на поддерживающую пленку, служит в качестве среды для маркировки и содержит краситель и полимерный компонент. При этом полимерный компонент приваривается к поверхности пластмассы под действием лазерного излучения в ходе нанесения надписи/маркировки. Предложенное изобретение обеспечивает получение цветоустойчивой, долговременной и износостойкой лазерной маркировки и надписи на пластмассах. 2 н. и 10 з.п. ф-лы, 4 ил.
Комментарии