Термопереводные пленки для сухого лакирования поверхностей - RU2674190C2
Код документа: RU2674190C2
Описание
Изобретение относится к термопереводным пленкам и их применению для сухого лакирования поверхностей. Кроме того, изобретение относится к получению подобных термопереводных пленок, а также к способу нанесения покрытия на поверхности изделий, соответственно лакирования поверхностей изделий, с применением указанных термопереводных пленок.
В соответствии с технологией мокрого лакирования поверхности изделий обычно покрывают жидким лаком, то есть жидкий лак наносят на снабжаемую покрытием поверхность, а затем сушат, в результате чего на поверхности образуется лаковый слой. Промышленное лакирование обычно выполняют на линиях лакирования, причем для сушки нанесенного лака необходимо наличие регулярно упорядоченных зон сушки определенной протяженности, в которых лак подвергают сушке и отверждению, что требует сравнительно высоких затрат энергии. Следовательно, осуществление подобной технологии связано со значительными затратами времени и энергии, а также является чрезвычайно трудоемкой. Кроме того, по завершении процесса лакирования устройства линий лакирования подлежат очистке, что приводит к соответствующим производственным простоям. Помимо этого при очистке машин возникают отходы, требующие особого устранения. Некоторые двухкомпонентные лаки характеризуются ограниченным временем пригодности для переработки, причем неизрасходованные остатки подобного лака также требуют особой утилизации.
Неоднократно сообщалось о методах нанесения покрытий, соответственно лакирования, согласно которым один или несколько лаковых слоев переносят на снабжаемую покрытием поверхность посредством фольги для горячего тиснения, называемой также термопереводной пленкой. Подобная термопереводная пленка включают пленочную подложку, на которой упорядочены один или несколько полимерных слоев и при необходимости клеевой слой. В процессе нанесения покрытия по меньшей мере один полимерный слой под действием давления и/или тепла переходит с пленочной подложки на снабжаемую покрытием поверхность. Таким образом, по меньшей мере один полимерный слой образует на снабжаемой покрытием поверхности лаковый слой, причем использование органического растворителя для проведения подобного процесса не требуется. Благодаря комбинированию декоративных и лаковых слоев можно чрезвычайно просто и воспроизводимо обеспечивать самое разнообразное декоративное оформление поверхностей изделий.
В европейском патенте EP 573676 описан способ нанесения лака с цветным декором на основу, например, на поверхность древесины или полимера, причем используют фольгу, которая включает декоративный слой, нанесенный на способную к отслаиванию подложку, а также частично сшитый лаковый слой, нанесенный поверх указанного декоративного слоя. Фольгу накладывают на снабжаемую покрытием поверхность лаковым слоем вниз и посредством прижима и повышенной температуры декоративный слой переводят на указанную поверхность, причем одновременно происходит отверждение лакового слоя. В качестве лаков используют термически отверждаемые лаки. Необходимость использования высоких температур для отверждения лака сильно ограничивает перечень основ, пригодных для осуществления предлагаемого в цитируемом документе способа.
Из европейского патента EP 1702767 известны термопереводные пленки, которые включают упорядоченный на подложке декоративный слой и упорядоченный на декоративном слое термоактивируемый клеевой слой, причем подложка имеет прилегающий непосредственно к декоративному слою металлический функциональный слой, который облегчает отслаивание декоративного слоя от подложки, а, следовательно, способствует улучшению его переноса на основу. Однако металлизация ограничивает выбор декоративного слоя.
В европейском патенте EP 1970215 также описаны термопереводные пленки, пригодные для нанесения покрытий на поверхности, причем подобная пленка включает соединенный с пленочной подложкой базовый лаковый слой, одновременно выполняющий функцию разделительного слоя, цветной декоративный слой, а также переносимый слой с клеящим действием, и причем указанные слои основаны на водных покрывных системах, которые в качестве пленкообразующих содержат водные полимерные дисперсии горячей сушки. Твердость поверхностного слоя и сопротивление истиранию получаемых при этом покрытий часто являются неудовлетворительными. Использование описанных в цитируемом патенте термопереводных пленок не позволяет формировать покрытия с высокой стойкостью к истиранию.
В европейском патенте EP 2078618 описаны термопереводные пленки, которые включают по меньшей мере один упорядоченный на пленочной подложке наружный лаковый слой и термически активируемый клеевой слой, причем наружный лаковый слой предпочтительно основан на водном составе для покрытий, содержащем диспергированный полиуретан, отверждаемый посредством УФ-излучения. Описанные в цитируемом документе термопереводные пленки позволяют повысить твердость поверхностных слоев по сравнению с термопереводными пленками, лаковые слои которых основаны на водных полимерных дисперсиях горячей сушки. Однако применение указанных пленок в некоторых технических сферах не приводит к удовлетворительным результатам. Кроме того, применение водных покрывных составов связано с повышенными затратами на сушку при изготовлении термопереводных пленок. Описанные в цитируемом документе покрытия не всегда обладают удовлетворительным сопротивлением истиранию и подходящими поверхностными свойствами. Использование предлагаемых в этом документе термопереводных пленок не позволяет формировать покрытия с высоким сопротивлением истиранию.
Неожиданно было обнаружено, что термопереводные пленки, которые включают по меньшей мере один упорядоченный на пленочной подложке лаковый слой, основанный на неводной радиационно отверждаемой жидкой композиции, содержащей по меньшей мере 60% масс., в частности, по меньшей мере 70% масс. (в пересчете на общую массу композиции) сшиваемых компонентов, выбранных из органических олигомеров с этиленненасыщенными двойными связями и смесей этих олигомеров с мономерами, содержащими по меньшей мере одну этиленненасыщенную двойную связь, и термосвариваемый полимерный клеевой слой (4), содержащий по меньшей мере один радиационно отверждаемый компонент, характеризуются особой пригодностью для формирования покрытий на поверхностях. Так, например, применение подобных термопереводных пленок позволяет формировать особенно устойчивые к различным воздействиям поверхности, которые характеризуются особенно высокой адгезией к покрытым основам. Кроме того, использование неводных радиационно отверждаемых покрывных композиций с высоким содержанием сшиваемых компонентов допускает возможность целенаправленной адаптации термопереводной пленки к разным основам, а именно как к жестким, так и к высокоэластичным основам. В процессе переноса лакового слоя (лаковых слоев) на снабжаемую покрытием поверхность в отличие от термопереводных пленок с лаковыми слоями, основанными на термически отверждаемых покрывных композициях, на снабжаемый покрытием материал воздействует сравнительно незначительная тепловая нагрузка, поскольку окончательное отверждение легко можно осуществлять посредством облучения покрытой поверхности высокоэнергетическим излучением, в частности, УФ- или электронным излучением, и при этом отсутствует необходимость в дополнительной термической обработке.
Кроме того, использование жидких композиций с высоким содержанием сшиваемых компонентов, которые отверждаются посредством высокоэнергетического излучения, в частности, УФ-излучения, позволяет исключить длительные периоды сушки при изготовлении термопереводных пленок, а, следовательно, существенно повысить эффективность изготовления термопереводных пленок.
Таким образом, первым объектом настоящего изобретения является термопереводная пленка (1), включающая:
a) пленочную подложку (2),
b) по меньшей мере один лаковый слой (3), например, один, два или три, лаковых слоя (3), упорядоченных непосредственно на пленочной подложке (2),
c) по меньшей мере один, в частности, точно один термосвариваемый полимерный клеевой слой (4),
причем лаковый слой основан на неводном радиационно отверждаемой жидкой композиции, содержащей по меньшей мере 60% масс., в частности, по меньшей мере 70% масс. (в пересчете на общую массу композиции) отверждаемых компонентов, выбранных из органических олигомеров с этиленненасыщенными двойными связями и смесей этих олигомеров с мономерами, содержащими по меньшей мере одну этиленненасыщенную двойную связь, и причем термосвариваемый полимерный клеевой слой (4) содержит по меньшей мере один радиационно отверждаемый компонент.
Изобретение относится также к получению предлагаемых в изобретении термопереводных пленок, которое включает следующие стадии:
i. нанесение неводной радиационно отверждаемой жидкой композиции, причем получают отверждаемое посредством высокоэнергетического излучения покрытие,
ii. облучение полученного на стадии i. отверждаемого покрытия высокоэнергетическим излучением, в частности, УФ-излучением, причем получают лаковый слой (3),
iii. при необходимости нанесение декоративного слоя на отверждаемое покрытие или лаковый слой (3), и
iv. нанесение термосвариваемого полимерного клеевого слоя (4).
Другим объектом настоящего изобретения является применение предлагаемых в изобретении термопереводных пленок для сухого лакирования изделий.
Кроме того, объектом настоящего изобретения является способ нанесения покрытия на поверхности изделий, который включает следующие стадии:
a) нанесение предлагаемой в изобретении термопереводной пленки (1) клеевым слоем на снабжаемую покрытием поверхность,
b) термоконтактную сварку теромопереводной пленки, причем получают покрытую термопереводной пленкой поверхность,
c) облучение покрытой термопереводной пленкой поверхности высокоэнергетическим излучением, в частности, УФ- или электронным излучением, прежде всего УФ-излучением, и
d) при необходимости отслаивание пленочной подложки (2).
Предлагаемые в изобретении термопереводные пленки содержат по меньшей мере один лаковый слой, основанный на неводной радиационно отверждаемой жидкой композиции. Речь при этом идет о том, что лаковый слой, соответственно лаковые слои, формируют путем отверждения одного слоя или нескольких слоев жидкой радиационно отверждаемой композиции посредством облучения высокоэнергетическим излучением, в частности, УФ-излучением. В отличие от лаковых слоев на основе водных покрывных композиций с радиационно отверждаемыми пленкообразующими предлагаемые в изобретении лаковые слои, получаемые с использованием неводных радиационно отверждаемых жидких композиций, характеризуются более однородной структурой, внутренним сшиванием лакового слоя и меньшим количеством дефектов. Данное обстоятельство предположительно следует объяснить тем, что отверждаемые, то есть способные к полимеризации компоненты, образуют в еще неотвержденном покрытии когерентную фазу иначе, чем в водных покрывных композициях, благодаря чему внутри слоя возможно равномерное формирование ковалентных связей, возникающих между отверждаемыми компонентами композиции при облучении.
Радиационно отверждаемые жидкие композиции, используемые для формирования лакового слоя, содержат по меньшей мере 60% масс., в частности, по меньшей мере 70% масс., например, от 60 до 99% масс., в частности, от 70 до 95% масс. (соответственно в пересчете на общую массу композиции) отверждаемых компонентов с этиленненасыщенными двойными связями. При этом компоненты предпочтительно выбирают таким образом, чтобы на один килограмм покрывной композиции приходилось от 1,5 до 8 молей, в частности, от 2,0 до 7 молей, прежде всего от 2,5 до 6,5 молей этиленненасыщенных двойных связей.
Этиленненасыщенные двойные связи отверждаемых компонентов жидкой радиационно отверждаемой композиции, образующей лаковый слой, предпочтительно находятся в виде акриловых групп, метакриловых групп, аллильных групп, групп фумаровой кислоты, групп малеиновой кислоты и/или групп малеинового ангидрида, причем, в частности, по меньшей мере 90% или 100% этиленненасыщенных двойных связей (в пересчете на общее количество содержащихся в композиции этиленненасыщенных двойных связей) находятся в виде акриловых или метакриловых групп, прежде всего акриловых групп. Акриловые и метакриловые группы могут находиться в виде (мет)акриламидных или (мет)акрилатных групп, предпочтительно (мет)акрилатных групп. Отверждаемые компоненты радиационно отверждаемой композиции, которая образует лаковый слой, содержат, в частности, по меньшей мере 90% или 100% акрилатных групп в пересчете на общее количество содержащихся в композиции этиленненасыщенных двойных связей.
Согласно изобретению жидкие радиационно отверждаемые композиции, используемые для формирования лакового слоя, содержат по меньшей мере один олигомер с этиленненасыщенными двойными связями. Средняя функциональность олигомеров предпочтительно находится в интервале от 1,5 до 10, в частности, от 2 до 8,5, то есть среднее число этиленненасыщенных двойных связей в расчете на молекулу находится в интервале от 1,5 до 10, в частности, от 2 до 8,5. Пригодными являются также смеси разных олигомеров с разной функциональностью, причем средняя функциональность предпочтительно находится в интервале от 1,5 до 10, в частности, от 2 до 8,5.
Типичные олигомеры обладают неразветвленным или разветвленным молекулярным скелетом, который в среднем содержит более одной этиленненасыщенной двойной связи предпочтительно в форме указанных выше акриловых групп, метакриловых групп, аллильных групп, групп фумаровой кислоты, групп малеиновой кислоты и/или групп малеинового ангидрида, в частности, акриловых или метакриловых групп, причем этиленненасыщенные двойные связи могут быть присоединены к молекулярному скелету посредством мостиков или могут являться составной частью молекулярного скелета. Пригодные олигомеры прежде всего выбраны из простых полиэфиров, сложных полиэфиров, полиуретанов и олигомеров на эпоксидной основе. Предпочтительными являются олигомеры, которые в основном не содержат ароматических структурных единиц, а также смеси, состоящие из олигомеров с ароматическими группами и олигомеров без ароматических групп.
В частности, олигомеры выбраны из простых полиэфир(мет)акрилатов (простые полиэфиры с акриловыми или метакриловыми группами), сложных полиэфир(мет)акрилатов (сложные полиэфиры с акриловыми или метакриловыми группами), эпокси(мет)акрилатов (продукты взаимодействия полиэпоксидов с акриловыми или метакриловыми соединениями, содержащими гидроксильные функциональные группы), уретан(мет)акрилатов (олигомеры с уретановым молекулярным скелетом и акриловыми или метакриловыми группами, например, продукты взаимодействия полиизоцианатов с акриловыми или метакриловыми соединениями, содержащими гидроксильные функциональные группы), ненасыщенных полиэфирных смол (сложные ненасыщенные полиэфиры с несколькими этиленненасыщенными двойными связями, содержащимися предпочтительно в скелете макромолекул, например, продукты конденсации малеиновой или фумаровой кислоты с алифатическими диолами или полиолами) и смеси указанных выше веществ.
В отличие от мономеров, которые также могут присутствовать в предлагаемых в изобретении отверждаемых композициях, олигомеры в типичных случаях обладают среднечисловой молекулярной массой по меньшей мере 400 г/моль, в частности, по меньшей мере 500 г/моль, например, в диапазоне от 400 до 4000 г/моль, в частности, от 500 до 2000 г/моль. В типичных случаях мономеры, напротив, обладают молекулярной массой менее 400 г/моль, например, в диапазоне от 100 до менее 400 г/моль.
Пригодными простыми полиэфир(мет)акрилатами прежде всего являются алифатические простые полиэфиры, в частности, полиалкиленовые эфиры с 2-4 атомами углерода в алкилене, в среднем содержащие от двух до четырех акрилатных или метакрилатных групп. Соответствующими примерами являются продукты Laromer® P033F, LR8863, GPTA, LR8967, LR8962 и LR9007 фирмы BASF SE, под которыми частично подразумевают смеси с мономерами.
К пригодным сложным полиэфир(мет)акрилатам прежде всего относятся алифатические сложные полиэфиры, в среднем содержащие от двух до шести акрилатных или метакрилатных групп. Соответствующими примерами являются продукты Laromer® PE55F, PE56F, РЕ46Т, LR9004, РЕ9024, РЕ9045, PE44F, LR8800, LR8907, LR9032, РЕ9074, РЕ9079 и РЕ9084 фирмы BASF SE, под которыми частично подразумевают смеси с мономерами.
Пригодными полиуретанакрилатами прежде всего являются соединения с уретановыми группами, в среднем содержащие от 2 до 10, в частности, от 2 до 8,5 акрилатных или метакрилатных групп, которые предпочтительно могут быть получены путем взаимодействия ароматических или алифатических диизоцианатов или олигоизоцианатов с гидроксиалкилакрилатами или гидроксилалкилметакрилатами. Соответствующими примерами являются продукты Laromer® UA19T, UA9028, UA9030, LR8987, UA9029, UA9033, UA9047, UA9048, UA9050, UA9072, UA9065 и UA9073 фирмы BASF SE, под которыми частично подразумевают смеси с мономерами.
В предпочтительных вариантах осуществления изобретения радиационно отверждаемая жидкая композиция, образующая лаковый слой, содержит по меньшей мере один олигомер, включающей уретан-акрилаты, сложные полиэфиракрилаты и их смеси, а также при необходимости один или несколько мономеров.
В особых вариантах осуществления изобретения радиационно отверждаемая жидкая композиция, образующая лаковый слой, содержит по меньшей мере один уретанакрилат и при необходимости один или несколько мономеров.
В других особых вариантах осуществления изобретения радиационно отверждаемая жидкая композиция, образующая лаковый слой, содержит по меньшей мере один сложный полиэфиракрилат и при необходимости один или несколько мономеров.
В особых вариантах осуществления изобретения радиационно отверждаемый жидкий состав, образующий лаковый слой, содержит по меньшей мере один уретанакрилат, по меньшей мере один сложный полиэфиракрилат и при необходимости один или несколько мономеров.
В других особых вариантах осуществления изобретения радиационно отверждаемая жидкая композиция, образующая лаковый слой, содержит по меньшей мере один алифатический уретанакрилат и по меньшей мере один ароматический уретанакрилат, или по меньшей мере два разных алифатических уретанакрилата и при необходимости один или несколько мономеров.
В других особых вариантах осуществления изобретения радиационно отверждаемая жидкая композиция, образующая лаковый слой, содержит по меньшей мере один алифатический уретанакрилат, по меньшей мере один ароматический уретанакрилат, по меньшей мере один сложный полиэфиракрилат и при необходимости один или несколько мономеров.
Помимо олигомеров с этиленненасыщенными двойными связями сшиваемые компоненты радиационно отверждаемой жидкой композиции, которую используют для формирования лакового слоя, могут содержать один или несколько мономеров, называемых также реакционноспособными разбавителями. В типичных случаях мономеры обладают молекулярной массой менее 400 г/моль, например, от 100 до менее 400 г/моль. Молекула пригодных мономеров как правило содержит от 1 до 6, в частности, от 2 до 4 этиленненасыщенных двойных связей. При этом этиленненасыщенные двойные связи предпочтительно находятся в виде указанных выше акриловых групп, метакриловых групп, аллильных групп, групп фумаровой кислоты, групп малеиновой кислоты и/или групп малеинового ангидрида, в частности, в виде акриловых или метакриловых групп, прежде всего в виде акрилатных групп.
Предпочтительные мономеры выбраны из сложных эфиров на основе акриловой кислоты и алифатических или циклоалифатических спиртов предпочтительно с 2-20 атомами углерода и атомностью в интервале от 1 до 6, в частности, от 2 до 4, например, сложных моноэфиров на основе акриловой кислоты и алканолов с 1-20 атомами углерода, бензилового спирта, фурфурилового спирта, тетрагидрофурфурилового спирта, (5-этил-1,3-диоксан-5-ил)метанола, феноксиэтанола, 1,4-бутандио-ла или 4-трет-бутилциклогексанола, сложных диэфиров на основе акриловой кислоты и этиленгликоля, 1,3-пропандиола, 1,2-пропандиола, 1,4-бутандиола, 1,6-гександиола, диэтиленгликоля, триэтиленгликоля, дипропиленгликоля или трипропиленгликоля, сложных триэфиров на основе акриловой кислоты и триметилолпропана или пентаэритрита, а также сложных тетраэфиров на основе акриловой кислоты и пентаэритрита. Примерами пригодных мономеров прежде всего являются триметилолпропандиакрилат, триметилолпропантриакрилат, этиленгликольдиакрилат, бутандиолдиакрилат, гександиолдиакрилат, дипропиленгликольдиакрилат, трипропиленгликольдиакрилат, феноксиэтилакрилат, фурфурилафилат, тетрагидрофурфурилакрилат, 4-трет-бутилциклогексилакрилат, 4-гидрокси-бутилакрилат и триметилолформальмоноакрилат (сложный (5-этил-1,3-диоксан-5-ил)метиловый эфир акриловой кислоты).
В предпочтительных вариантах осуществления изобретения радиационно отверждаемая жидкая композиция, образующая лаковый слой, содержит по меньшей мере один олигомер, например, один, два или три олигомера (в частности, по меньшей мере один, например, один, два или три указанных выше предпочтительных олигомера) и по меньшей мере один мономер, например, один, два или три мономера (в частности, по меньшей мере один, например, один, два или три указанных выше предпочтительных мономера). Олигомер предпочтительно является основной составной частью присутствующих в подобных композициях отверждаемых компонентов, то есть содержание олигомера, соответственно олигомеров, составляет по меньшей мере 50% масс., в частности, по меньшей мере 60% масс., в пересчете на общее количество олигомера и мономера. Массовое отношение олигомера к мономеру, в частности, находится в интервале от 1:1 до 20:1, прежде всего от 3:2 до 10:1.
В других предпочтительных вариантах осуществления изобретения радиационно отверждаемая жидкая композиция, которая используют для формирования лакового слоя, содержит только или почти только (то есть по меньшей мере 90% масс., в частности, по меньшей мере 95% масс., прежде всего по меньшей мере 99% масс.) один олигомер или несколько олигомеров (например, два, три или четыре олигомера, в частности, два, три или четыре указанных выше предпочтительных олигомера) в пересчете на общее количество радиационно отверждаемых компонентов композиции. При этом содержание мономеров в подобном случае составляет максимум 10% масс., в частности, максимум 5% масс., прежде всего максимум 1% масс. или 0% масс., соответственно в пересчете на общее количество радиационно отверждаемых компонентов композиции. Подобные композиции предпочтительно содержат по меньшей мере один сложный полиэфиракрилат и/или полиуретанакрилат и по меньшей мере один полиэфиракрилат.
Помимо отверждаемых компонентов радиационно отверждаемая жидкая композиция, которую используют для формирования лакового слоя, как правило содержит один или несколько других компонентов, например, фотоинициаторов, инертных наполнителей, абразивов, способствующих растеканию средств, окрашивающих компонентов, в частности, пигментов, органических растворителей и так далее. Согласно изобретению содержание подобных компонентов составляет не более 40% масс., в частности, не более 30% масс., например, от 1 до 40% масс., в частности, от 5 до 30% масс., соответственно в пересчете на общую массу радиационно отверждаемой жидкой композиции. Радиационно отверждаемая жидкая композиция предпочтительно не содержит неспособных к полимеризации летучих компонентов или содержание подобных компонентов в пересчете на общую массу композиции не превышает 10% масс. При этом под летучими компонентами подразумевают вещества с температурой кипения, соответственно температурой испарения при нормальном давлении, ниже 250°C, например, органические растворители.
Радиационно отверждаемая жидкая композиция, которую используют для формирования лакового слоя, предпочтительно содержит по меньшей мере один фотоинициатор. Под фотоинициаторами подразумевают вещества, которые при облучении УФ-излучением, то есть излучением с длиной волн менее 420 нм, в частности, менее 400 нм, распадаются с образованием радикалов и, соответственно, инициируют полимеризацию этиленненасыщенных двойных связей. Радиационно отверждаемая жидкая композиция предпочтительно содержит по меньшей мере один фотоинициатор, характеризующийся по меньшей мере одним максимумом в диапазоне от 220 до 420 нм, в частности, от 240 до 400 нм, наличие которого связано с началом процесса распада. Неводная жидкая радиационно отверждаемая композиция предпочтительно содержит по меньшей мере один фотоинициатор, который характеризуется по меньшей мере одним максимумом поглощения в диапазоне длин волн от 220 до 420 нм, в частности, от 240 до 400 нм.
Примерами пригодных фотоинициаторов являются:
- альфа-гидроксиалкилфеноны и альфа-диалкоксиацетофеноны, в частности, 1-гидроксициклогексилфенилкетон, 2-гидрокси-2-метил-1-фенил-1-пропанон, 2-гидрокси-1-{4-[4-(2-гидрокси-2-метилпропионил)-бензил]фенил}-2-метилпропан-1-он, 2-гидрокси-1-[4-(2-гидрокси-этокси)-фенил]-2-метил-1-пропанон или 2,2-диметокси-1-фенил-этанон,
- сложные эфиры фенилглиоксалевой кислоты, в частности, сложный метиловый эфир фенилглиоксалевой кислоты,
- бензофеноны, в частности, бензофенон, 2-гидроксибензофенон, 3-гидроксибензофенон, 4-гидроксибензофенон, 2-метилбензофенон, 3-метилбензофенон, 4-метилбензофенон, 2,4-диметилбензофенон, 3,4-диметилбензофенон, 2,5-диметилбензофенон, 4-бензоилдифенил или 4-метоксибензофенон,
- бензильные производные, в частности, бензил, 4,4'-диметилбензил или бензилдиметилкеталь,
- бензоины, в частности, бензоин, бензоинэтиловый эфир, бензоинизопропиловый эфир или бензоинметиловый эфир,
- ацилфосфиноксиды, в частности, 2,4,6-триметилбензоилдифенилфосфиноксид, этокси(фенил)фосфорил(2,4,6-триметилфенил)метанон, а также бис(2,4,6-триметилбензоил)фенилфосфиноксид,
- титаноцены, в частности, продукт фирмы BASF SE, поставляемый под торговым названием Irgacure® 784,
- оксимовые эфиры, в частности, продукты, поставляемые фирмой BASF SE под торговыми названиями Irgacure® ОХЕ01 и ОХЕ02,
- альфа-аминоалкилфеноны, в частности, 2-метил-1-[4(метилтио)-фенил-2-морфолинопропан-1-он, 2-(4-метилбензил)-2-диметиламино-1-(4-морфолинофенил)-1-бутанон или 2-бензил-2-диметиламино-1-(4-морфолинофенил)-1-бутанон.
Предпочтительные фотоинициаторы прежде всего выбраны из альфа-гидроксиалкилфенонов, альфа-диалкоксиацетофенонов, сложных эфиров фенилглиоксалевой кислоты, бензофенонов, бензоинов и ацилфосфиноксидов.
Жидкая радиационно отверждаемая композиция предпочтительно содержит по меньшей мере один фотоинициатор с максимумом поглощения λmax в диапазоне длин волн от 230 до 340 нм.
Неводная жидкая радиационно отверждаемая композиция, которую используют для формирования лакового слоя, предпочтительно содержит по меньшей мере два отличающихся друг от друга фотоинициатора, причем разница между максимумами их поглощения предпочтительно составляет по меньшей мере 40 нм, в частности, по меньшей мере 60 нм.
В частности, подобная неводная жидкая радиационно отверждаемая композиция содержит смесь по меньшей мере двух отличающихся друг от друга фотоинициаторов, причем по меньшей мере один фотоинициатор (в дальнейшем называемый фотоинициатором I) обладает максимумом поглощения λmax в диапазоне длин волн от 340 до 420 нм, прежде всего от 360 до 420 нм, в то время как по меньшей мере один другой фотоинициатор (в дальнейшем называемый фотоинициатором II) обладает максимумом поглощения λmax в диапазоне длин волн от 220 до 340 нм, прежде всего от 230 до 320 нм. Массовое отношение общего количества фотоинициаторов I к общему количеству фотоинициаторов II предпочтительно находится в диапазоне от 2:1 до 1:20.
Предпочтительными фотоинициаторами, максимум поглощения которых λmax находится в диапазоне от 220 до 340 нм, прежде всего от 230 до 320 нм, являются указанные выше альфа-гидроксиалкилфеноны, альфа-диалкоксиацетофеноны, сложные эфиры фенилглиоксалевой кислоты, бензофеноны и бензоины.
Предпочтительными фотоинициаторами, максимум поглощения которых λmax находится в диапазоне от 340 до 420 нм, прежде всего от 360 до 420 нм, являются указанные выше ацилфосфиноксиды.
В предпочтительных вариантах осуществления изобретения под фотоинициаторами подразумевают по меньшей мере один альфа-гидроксиалкилфенон или альфа-диалкоксиацетофенон и по меньшей мере один ацилфосфиноксид, а также при необходимости сложный эфир фенилглиоксалевой кислоты и при необходимости бензофенон. Массовое отношение ацилфосфиноксида к альфа-гидроксиалкилфенону, соответственно альфа-диалкоксиацетофенону, предпочтительно находится в диапазоне от 2:1 до 1:20.
Общее количество фотоинициаторов в типичных случаях составляет от 0,5 до 10% масс., в частности, от 1 до 5% масс., соответственно в пересчете на общую массу неводной жидкой радиационно отверждаемой композиции.
Кроме того, инициаторы в предлагаемых в изобретении неводных жидких радиационно отверждаемых композициях могут отсутствовать, что прежде всего относится к случаю, если последующее отверждение выполняют посредством потока электронов.
Неводные жидкие радиационно отверждаемые композиции могут содержать также один или несколько наполнителей, то есть нерастворимых в олигомерах и мономерах твердых компонентов в виде частиц. К наполнителям прежде всего относятся оксиды алюминия, например, в форме корунда, а также диоксид кремния, в частности, пирогенная кремниевая кислота и синтетическая аморфная кремниевая кислота, например, осажденная кремниевая кислота. Средневесовой размер частиц, который в зависимости от типа наполнителя можно варьировать в широких пределах, в типичных случаях составляет от 1 нм до 100 мкм, в частности, от 10 нм до 50 мкм. Общее количество наполнителей (в случае их присутствия) как правило составляет не более 40% масс., в частности, не более 30% масс., и в типичных случаях находится в диапазоне от 1 до 39,5% масс., в частности, от 2 до 29% масс. (соответственно в пересчете на общую массу композиции).
Неводные жидкие радиационно отверждаемые композиции предпочтительно содержат один или несколько абразивов. Абразивами являются наполнители, которые придают поверхности лакового слоя повышенную твердость и повышенное сопротивление истиранию. К абразивам прежде всего относятся корунд, кварцевая мука, стеклянный порошок, например, стеклянные чешуйки, и наношкальные кремниевые кислоты.
Помимо этого неводные жидкие радиационно отверждаемые композиции могут содержать одну или несколько других добавок, например, способствующие растеканию средства, примерами которых являются силоксансодержащие полимеры, в частности, полиэфирсилоксановые сополимеры, а также УФ-стабилизаторы, например, пространственно затрудненные амины (так называемые HALS-стабилизаторы).
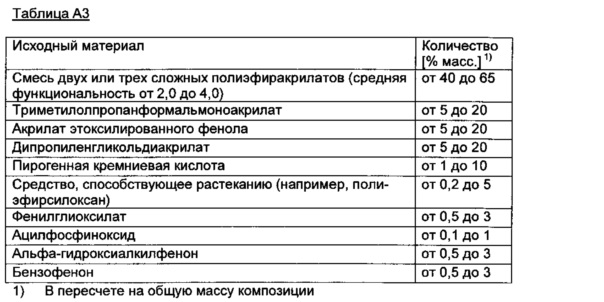
Типичные рецептуры неводных жидких радиационно отверждаемых композиций, используемых для формирования лакового слоя, приведены в таблицах А1, А2 и A3.



Предлагаемые в изобретении термопереводные пленки могут включать один лаковый слой или несколько упорядоченных один над другим лаковых слоев, которые согласно изобретению основаны на указанных выше неводных жидких радиационно отверждаемых композициях.
Общая толщина лакового слоя (при наличии нескольких лаковых слоев суммарная толщина всех лаковых слоев) в типичных случаях находится в диапазоне от 10 до 120 мкм, в частности, от 30 до 80 мкм. Таким образом, в случае единственного слоя его толщина предпочтительно составляет от 10 до 120 мкм, в частности, от 30 до 80 мкм. При наличии нескольких лаковых слоев толщина отдельных лаковых слоев в типичных случаях составляет от 10 до 100 мкм, в частности, от 20 до 70 мкм.
В первом варианте осуществления изобретения предлагаемая в изобретении термопереводная пленка включает точно один упорядоченный на пленочной подложке лаковый слой.
В другом варианте осуществления изобретения предлагаемая в изобретении термопереводная пленка включает один упорядоченный на пленочной подложке лаковый слой, а также один или несколько, например, один или два других лаковых слоя, основанных на указанных выше неводных жидких радиационно отверждаемых композиций. Лаковые слои могут располагаться непосредственно один над другим. Между двумя лаковыми слоями может быть предусмотрен также декоративный слой, что позволяет обеспечить цветное оформление покрытого соответствующей термопереводной пленкой изделия.
Толщина декоративных слоев в типичных случаях составляет от 0,5 до 5 мкм, в частности, от 0,5 до 2,5 мкм, прежде всего от 1 до 1,5 мкм.
Кроме того, предлагаемые в изобретении термопереводные пленки включают по меньшей мере один полимерный клеевой слой, в частности, точно один клеевой слой. Клеевой слой либо упорядочен непосредственно на лаковом слое (в случае нескольких лаковых слоев непосредственно на самом верхнем лаковом слое), либо между лаковым слоем и клеевым слоем может быть предусмотрен также декоративный слой.
Согласно изобретению клеевой слой является термосвариваемым слоем, то есть при комнатной температуре он не обладает клеящей способностью, которая появляется лишь при нагревании. При этом предпочтительным является присутствие в клеевом слое по меньшей мере одного радиационно отверждаемого компонента, то есть компонента, способного к сшиванию при воздействии высокоэнергетического излучения, например, УФ- или электронного излучения. Подобными компонентами в типичных случаях являются органические олигомеры или полимеры, содержащие этиленненасыщенные двойные связи.
Предлагаемый в изобретении термосвариваемый клеевой слой в качестве основного компонента предпочтительно содержит по меньшей мере один полимер. Подобный полимер сам может быть способен к радиационному отверждению или может быть смешан с одним или несколькими радиационно отверждаемыми олигомерами или полимерами, содержащими этиленненасыщенные двойные связи.
Полимеры, образующие основной компонент термосвариваемого клеевого слоя, в предпочтительном варианте осуществления изобретения являются способными к сшиванию полимерами, то есть при нагревании и/или воздействии высокоэнергетического излучения, например, УФ-излучения, они сшиваются с образованием ковалентных связей между полимерными цепями.
В частности, предпочтительно, если клеевой слой содержит как олигомерные и/или полимерные компоненты, способные к сшиванию при нагревании, так и компоненты, способные к сшиванию при воздействии высокоэнергетического излучения. Это может быть достигнуто, например, благодаря тому, что клеевой слой содержит как полимеры, которые сшиваются при нагревании, так и олигомеры или полимеры, которые сшиваются при воздействии высокоэнергетического излучения. Клеевой слой может содержать также полимеры так называемого двойного отверждения, то есть полимеры, которые сшиваются как при воздействии высокоэнергетического излучения, так и при нагревании.
В предпочтительном варианте осуществления изобретения клеевой слой содержит по меньшей мере один нерастворимый в воде полимер, обычно используемый для изготовления клеевых слоев, который, в частности, выбран из чисто акрилатных полимеров, стиролакрилатных полимеров и полиуретанов (в частности, сложных полиэфируретанов и простых полиэфируретанов), и который является физически высыхающим или самосшивающим полимером, а также по меньшей мере одним радиационно отверждающийся олигомером или полимером.
Физически высыхающими полимерами являются полимеры, которые при сушке образуют твердую полимерную пленку, полимерные цепи которой находятся в несшитом состоянии.
Самосшивающими полимерами являются полимеры, которые при сушке образуют твердую полимерную пленку, полимерные цепи которой находятся в сшитом состоянии. Самосшивающие полимеры содержат реакционноспособные функциональные группы, например, гидроксильные, карбоксильные, изоцианатные, блокированные изоцианатные, кетокарбонильные или эпоксидные группы, которые могут реагировать друг с другом или с реакционноспособными группами сшивающего агента с образованием ковалентных связей.
В особенно предпочтительном варианте осуществления изобретения клеевой слой содержит по меньшей мере один нерастворимый в воде полимер, который выбран из полиуретанов, в частности, сложных полиэфируретанов и простых полиэфируретанов, и который является физически высыхающим или самосшивающим полимером, а также по меньшей мере один радиационно отверждающимся олигомером или полимером.
В другом особенно предпочтительном варианте осуществления изобретения клеевой слой содержит по меньшей мере один нерастворимый в воде полимер, выбранный из самосшивающих чисто акрилатных полимеров и самосшивающих стиролакрилатных полимеров, а также по меньшей мере одним радиационно отверждающимся олигомером или полимером.
В другом особенно предпочтительном варианте осуществления изобретения клеевой слой содержит по меньшей мере один нерастворимый в воде полимер, выбранный из самосшивающих чисто акрилатных полимеров и самосшивающих стиролакрилатных полимеров, и по меньшей мере один нерастворимый в воде полимер, выбранный из полиуретанов, в частности, сложных полиэфируретанов и простых полиэфируретанов, который является физически высыхающим или самосшивающим полимером, а также по меньшей мере один радиационно отверждающийся олигомер или полимер.
Под радиационно отверждаемыми олигомерами и полимерами клеевого слоя в принципе подразумевают олигомеры и полимеры, содержащие этиленненасыщенные двойные связи. Предпочтительно по меньшей мере 90% или 100% этиленненасыщенных двойных связей в пересчете на их общее количество находятся в виде акриловых или метакриловых групп, прежде всего в виде акриловых групп. Акриловые и метакриловые группы могут находиться в виде (мет)акриламидных или (мет)акрилатных групп, причем предпочтительными являются (мет)акрилатные группы. Радиационно отверждаемые компоненты клеевого слоя, в частности, содержат по меньшей мере 90% или 100% акрилатных групп в пересчете на общее количество содержащихся в клеевом слое этиленненасыщенных двойных связей.
Средняя функциональность радиационно отверждаемых олигомеров и полимеров клеевого слоя предпочтительно находится в диапазоне от 2 до 20, в частности, от 2 до 10, то есть среднее число содержащихся в молекуле этиленненасыщенных двойных связей составляет от 2 до 20, в частности, от 2 до 10. Пригодными являются также смеси разных олигомеров, соответственно полимеров, с разной функциональностью, причем средняя функциональность предпочтительно находится в диапазоне от 2 до 20, в частности, от 2 до 10.
Радиационно отверждаемые олигомеры и полимеры клеевого слоя, в частности, выбраны из простых полиэфир(мет)акрилатов, сложных полиэфир(мет)акрилатов, эпокси(мет)акрилатов, уретан(мет)-акрилатов (например, продукты превращения полиизоцианатов с функционализованными гидроксильными группами акриловыми или метакриловыми соединениями) и ненасыщенных полиэфирных смол.
Радиационно отверждаемые олигомеры и полимеры клеевого слоя прежде всего выбраны из простых полиэфир(мет)акрилатов, эпокси(мет)акрилатов и уретан(мет)акрилатов.
Пригодными полиуретанакрилатами прежде всего являются полимеры, содержащие уретановые группы и в среднем от 2 до 10, в частности, от 2 до 8,5 акрилатных или метакрилатных групп (в частности, полиэфируретанакрилаты), которые предпочтительно могут быть получены путем превращения содержащих изоцианатные группы полиэфируретанов с гидроксиалкилакрилатами или гидроксилалкилметакрилатами. Соответствующими примерами являются продукты Laromer® LR 8949, LR 8983 и LR 9005 фирмы BASF SE.
Кроме того, предпочтительным является вариант осуществления изобретения, согласно которому полимеры, предпочтительно образующие основной компонент термосвариваемого клеевого слоя, в несшитом состоянии обладают температурой стеклования (Tg), определяемой методом дифференциальной сканирующей калориметрии (ДСК) согласно стандарту ASTM D3418, в диапазоне от -60 до 90°C, в частности, 0 до 90°C, и/или являются частично кристаллическими полимерами с определяемой методом ДСК точкой плавления в диапазоне от -60 до 90°C, в частности, от 0 до 90°C. В случае если клеевой состав содержит несколько полимеров, они в несшитом состоянии могут обладать также разными температурами стеклования. При этом температура стеклования по меньшей мере части, в частности, по меньшей мере 30% масс. этих полимеров (в пересчете на общее количество полимерных компонентов клеевого состава), в несшитом состоянии предпочтительном находится в диапазоне от 0 до 90°C, в частности, от 20 до 90°C.
Клеевые составы, используемые для формирования термосвариваемых полимерных слоев, известны специалистам и могут быть приобретены в торговле или получены путем смешивания коммерчески доступных исходных материалов согласно известным рекомендуемым рецептурам. Предпочтительными являются жидкие клеевые составы. Пригодными в принципе являются клеи как на основе растворителей, так и на водной основе.
Клеевой слой (4) предпочтительно основан по меньшей мере на одной водной полимерной дисперсии, то есть для формирования клеевого слоя используют клеи на водной основе, то есть клеи, который содержат полимеры и при необходимости олигомеры в виде водной полимерной дисперсии. Предпочтительными являются жидкие клеевые составы на водной основе, которые содержат не более 10% масс. неспособных к полимеризации летучих органических компонентов, например, органических растворителей.
Пригодными полимерными дисперсиями прежде всего являются самосшивающие водные полимерные дисперсии, то есть водные полимерные дисперсии, который содержат реакционноспособный диспергированный полимер и при необходимости сшивающий агент, реагирующий с реакционноспособными группами реакционноспособного полимера при сушке и/или нагревании с образованием связей. Пригодными прежде всего являются самосшивающие водные чисто акрилатные дисперсии, самосшивающие водные стиролакрилатные дисперсии и самосшивающие водные полиуретановые дисперсии, в частности, водные дисперсии простых полиэфируретанов и водные дисперсии сложных полиэфируретанов.
Под чисто акрилатными дисперсиями подразумевают водные полимерные дисперсии на основе алкилакрилатов и алкилметакрилатов. Под стиролакрилатами подразумевают водные полимерные дисперсии на основе стирола, алкилакрилатов и при необходимости алкилметакрилатов. Под полиуретановыми дисперсиями подразумевают водные дисперсии полиуретанов, в частности, простых полиэфируретанов и сложных полиэфируретанов.
Полимеры, содержащиеся в самосшивающих водных полимерных дисперсиях, снабжены реакционноспособными функциональными группами (например, гидроксильными, карбоксильными, изоцианатными, блокированными изоцианатными, кетокарбонильными или эпоксидными группами), которые могут реагировать с реакционноспособными группами сшивающего агента с образованием ковалентных связей. Пригодными сшивающими агентами являются соединения по меньшей мере с двумя реакционноспособными группами, например, гидразидными, аминными, гидроксильными, эпоксидными или изоцианатными группами. Примерами самосшивающих водных полимерных дисперсий являются продукты, поставляемые фирмой BASF SE под торговыми названиями Luhydran® А 849, Acronal® 849 S, Joncryl® 8330 и Joncryl® 8383, а также продукт, поставляемый фирмой Alberdingk Boley GmbH под торговым названием Alberdingk® AC 2742.
Пригодными водными полимерными дисперсиями прежде всего также являются УФ-сшиваемые полимерные дисперсии, то есть полимерные дисперсии, содержащие диспергированный полимер со способными к полимеризации этиленненасыщенными двойными связями предпочтительно в виде указанных выше акриловых групп, метакриловых групп, аллильных групп, групп фумаровой кислоты, групп малеиновой кислоты и/или групп малеинового ангидрида, в частности, в виде акриловых или метакриловых групп, причем этиленненасыщенные двойные связи могут быть присоединены к молекулярному скелету посредством мостиков или могут являться составной частью молекулярного скелета. Примерами пригодных УФ-сшиваемых водных полимерных дисперсий являются водные дисперсии сложных полиэфиракрилатов, уретанакрилатов и эпоксиакрилатов, в частности, сбываемые фирмой BASF под торговыми названиями Laromer® PE22WN, PE55WN, LR8949, LR8983, LR9005, UA9060, UA9095 и UA9064.
Согласно изобретению водная клеевая композиция помимо полимера физически высыхающей или самосшивающей полимерной дисперсии содержит по меньшей мере один радиационно отверждаемый компонент, который как правило выбран указанных выше полимеров и олигомеров, содержит этиленненасыщенные двойные связи и предпочтительно также находится в диспергированной форме.
Под радиационно отверждаемыми олигомерами и полимерами водной клеевой композиции подразумевают, в частности, олигомеры и полимеры, по меньшей мере 90% или 100% двойных связей которых (в пересчете на общее количество этиленненасыщенных двойных связей) находятся в виде акриловых или метакриловых групп, прежде всего в виде акриловых групп. Акриловые и метакриловые группы могут находиться в виде (мет)акриламидных или (мет)акрилатных групп, предпочтительно в виде (мет)акрилатных групп.
Средняя функциональность радиационно отверждаемых олигомеров и полимеров водной клеевой композиции предпочтительно находится в диапазоне от 2 до 20, в частности, от 2 до 10, то есть среднее число этиленненасыщенных двойных связей в расчете на молекулу составляет от 2 до 20, в частности, от 2 до 10. Пригодными являются также смеси разных олигомеров, соответственно полимеров с разной функциональностью, причем средняя функциональность предпочтительно находится в диапазоне от 2 до 20, в частности, от 2 до 10.
Радиационно отверждаемые олигомеры и полимеры водной клеевой композиции, в частности, выбраны из простых полиэфир-(мет)акрилатов, сложных полиэфир(мет)акрилатов, эпокси(мет)-акрилатов, уретан(мет)акрилатов и ненасыщенных полиэфирных смол. Радиационно отверждаемые олигомеры и полимеры водной клеевой композиции прежде всего выбраны из простых полиэфир(мет)акрилатов, эпокси(мет)акрилатов и полиуретан(мет)акрилатов.
Пригодными полиуретанакрилатами прежде всего являются полимеры с уретановыми группами, которые содержат в среднем от 2 до 10, в частности, от 2 до 8,5 акрилатных или метакрилатных групп и которые предпочтительно могут быть получены путем взаимодействия содержащих изоцианатные группы полиуретанов с гидроксиалкилакрилатами или гидроксилалкилметакрилатами. Соответствующими примерами являются продукты Laromer® LR 8949, LR 8983 и LR9005 фирмы BASF SE.
Пригодными прежде всего являются также смеси по меньшей мере двух разных водных полимерных дисперсий, в частности, смеси по меньшей мере одной водной УФ-сшиваемой полимерной дисперсии (например, водной уретанакрилатной дисперсии и/или водной эпоксиакрилатной дисперсии) по меньшей мере с одной самосшивающей водной полимерной дисперсией (например, самосшивающей водной чисто акрилатной, стиролакрилатной или полиуретановой дисперсией).
Клеевые композиции, используемые для формирования полимерного клеевого слоя, могут содержать обычные для этого случая добавки, например, воска, смолы, антивспениватели, средства, способствующее растеканию, поверхностно-активные вещества, средства регулирования показателя pH, один или несколько указанных выше наполнителей, а также УФ-стабилизаторы, например, пространственно затрудненные амины (HALS-стабилизаторы).
В случае если клеевая композиция, используемая для формирования полимерного клеевого слоя, включает отверждаемый посредством УФ-излучения полимер, подобная клеевая композиция как правило содержит также по меньшей мере один фотоинициатор, который как правило выбран из указанных выше альфа-гидроксиалкилфенонов, альфа-диалкоксиацетофенонов, сложных эфиров фенилглиоксалевой кислоты, бензофенонов, бензильных производных, ацилфосфиноксидов, эфиров оксимов, альфа-аминоалкилфенонов и бензоинов. Предпочтительные фотоинициаторы прежде всего выбраны из альфа-гидроксиалкилфенонов, альфа-диалкоксиацетофенонов, сложных эфиров фенилглиоксалевой кислоты, бензофенонов, бензоинов и ацилфосфиноксидов.
В случае если клеевая композиция, используемая для формирования полимерного клеевого слоя, включает отверждаемый посредством УФ-излучения полимер, подобная клеевая композиция предпочтительно содержит по меньшей мере один фотоинициатор с максимумом поглощения λmax в диапазоне от 230 до 340 нм. В частности, она содержит по меньшей мере два отличающихся друг от друга фотоинициатора с разными максимумами поглощения, причем соответствующая разница предпочтительно составляет по меньшей мере 40 нм, в частности, по меньшей мере 60 нм. В особенно предпочтительных вариантах осуществления изобретения в качестве фотоинициаторов используют по меньшей мере один альфа-гидроксиалкилфенон или альфа-диалкоксиацетофенон и по меньшей мере один ацилфосфиноксид, а также при необходимости сложный эфир фенилглиоксалевой кислоты и при необходимости бензофенон. Массовое отношение ацилфосфиноксида к альфа-гидроксиалкилфенону, соответственно альфа-диалкоксиацетофенону предпочтительно находится в диапазоне от 2:1 до 1:20. Общее количество фотоинициаторов в типичных случаях составляет от 0,5 до 10% масс., в частности, от 1 до 5% масс., соответственно в пересчете на общую массу клеевой композиции, используемой для формирования полимерного клеевого слоя.
Ниже приведены примеры типичных клеевых композиций, причем под частями подразумевают массовые проценты в пересчете на общую массу композиции.
Клеевая композиция 1 (УФ-отверждаемый, непигментированный):
от 30 до 70 частей самосшивающей водной акрилатной дисперсии (концентрация 50% масс.),
от 10 до 50 частей радиационно отверждаемой полиуретанакрилатной дисперсии (концентрация от 40 до 50% масс.),
от 5 до 10 частей гидрофобизованной пирогенной кремниевой кислоты,
от 5 до 10 частей неионной дисперсии воска,
от 1,5 до 3 частей смеси альфа-гидроксиалкилфенона с бензофеноном,
от 0,5 до 1 части ацилфосфиноксида,
а также при необходимости следующие компоненты:
от 0 до 20 частей воды,
от 0,8 до 1,5 части минералсодержащего антивспенивателя,
от 0,4 до 1,2 части полиэфирсилоксанового сополимера,
от 0,5 до 1,0 части способствующего розливу средства, содержащего фторированное поверхностно-активное вещество,
от 2 до 4 частей бутилгликоля в качестве способствующего пленкообразованию средства,
от 0,3 до 0,5 части полиуретанового загустителя.
Клеевая композиция 2 (УФ-отверждаемый, непигментированный):
от 75 до 95 частей радиационно отверждаемой водной полиэфируретанакрилатной дисперсии (концентрация от 40 до 50% масс.),
от 0,8 до 1,5 части минералсодержащего антивспенивателя,
от 5 до 10 частей гидрофобизованной пирогенной кремниевой кислоты,
от 5 до 10 частей неионной дисперсии воска,
от 1,5 от 3 частей смеси альфа-гидроксиалкилфенона с бензофеноном,
а также при необходимости следующие компоненты:
от 0,4 до 1,2 части полиэфирсилоксанового сополимера,
от 0,5 до 1,0 части способствующего розливу средства, содержащего фторированное поверхностно-активное вещество,
от 2 до 5 частей воды,
от 2 до 4 частей бутилгликоля в качестве способствующего пленкообразованию средства,
от 0,3 до 0,5 части полиуретанового загустителя.
Клеевая композиция 3 (УФ-отверждаемый, пигментированный):
от 60 до 70 частей радиационно отверждаемой водной полиэфируретанакрилатной дисперсии (концентрация от 40 до 50% масс.),
от 15 до 25 частей диоксида титана,
от 0,3 до 0,9 части диспергирующей добавки (полимерной аммониевой соли алкилового спирта),
от 5 до 10 частей органического матирующего средства на основе полиметилкарбамидной смолы,
от 3 до 5 частей гидрофобизованной пирогенной кремниевой кислоты, от 2 до 6 частей неионной дисперсии воска,
от 1,5 до 3 частей смеси альфа-гидроксиалкилфенона с бензофеноном,
от 0,5 до 1 части ацилфосфиноксида,
а также при необходимости следующие компоненты:
от 0,6 до 1,0 части силиконового антивспенивателя,
от 0,3 до 0,5 части способствующего розливу средства, содержащего фторированное поверхностно-активное вещество,
от 0,6 до 1,0 части полиэфирсилоксанового сополимера,
от 2 до 5 частей воды,
от 2 до 4 частей бутилгликоля в качестве способствующего пленкообразованию средства,
от 0,4 до 0,8 части полиуретанового загустителя.
Клеевая композиция 4 (УФ-отверждаемый, непигментированный):
от 25 до 45 частей самосшивающей водной акрилатной дисперсии (концентрация 50% масс.),
от 10 до 20 частей радиационно отверждаемой водной полиэфируретанакрилатной дисперсии (концентрация от 40 до 50% масс.),
от 3 до 10 частей водоразбавляемого эпоксиакрилата,
от 1 до 5 частей пирогенной кремниевой кислоты или ее комбинации с аморфным синтетическим силикатом,
от 1 до 6 частей неионной дисперсии воска,
от 2 до 10 частей воска, например, карнаубского воска, полиэтиленового воска, комбинации карнаубского воска с полиэтиленовым воском или комбинации нескольких полиэтиленовых восков,
от 1 от 3 частей смеси альфа-гидроксиалкилфенона с бензофеноном,
от 0,5 до 1 части ацилфосфиноксида,
а также при необходимости следующие компоненты:
от 0,2 до 1,0 части полиэфирсилоксанового сополимера,
от 1 до 10 частей гидроксистиролакрилатного сополимера,
от 0,1 до 5 частей пластификатора, например, триэтилцитрата,
от 0,5 до 5 частей воды,
от 0,5 до 5 частей бутилгликоля в качестве способствующего пленкообразованию средства,
от 0,01 до 1 части основания, например, органического амина.
Клеевая композиция 5 (УФ-отверждаемый, пигментированный):
от 25 до 45 частей самосшивающей водной акрилатной дисперсии (концентрация 50% масс.),
от 5 до 20 частей радиационно отверждаемой водной полиэфируретанакрилатной дисперсии (концентрация от 40 до 50% масс.),
от 3 до 10 частей водоразбавляемого эпоксиакрилата,
от 5 до 25 частей пигмента, например, диоксида титана или цветного пигмента,
от 1 до 8 частей пирогенной кремниевой кислоты, аморфного синтетического силиката или комбинации пирогенной кремниевой кислоты с аморфным синтетическим силикатом,
от 1 до 6 частей неионной дисперсии воска,
от 2 до 10 частей воска, например, карнаубского воска, полиэтиленового воска, комбинации карнаубского воска с полиэтиленовым воском или комбинации нескольких полиэтиленовых восков,
от 1 до 10 частей гидроксистиролакрилатного сополимера,
от 1 до 3 частей смеси альфа-гидроксиалкилфенона с бензофеноном,
от 0,5 до 1 части ацилфосфиноксида,
а также при необходимости следующие компоненты:
от 0,1 до 5 частей пластификатора, например, триэтилцитрата,
от 0,2 до 1,0 части полиэфирсилоксанового сополимера,
от 0,2 до 1,0 части антивспенивателя, например, силиконового антивспенивателя или антивспенивателя без силоксанов,
от 0,3 до 0,5 части способствующего растеканию средства, например, содержащего фторированное поверхностно-активное вещество,
от 0,5 до 5 частей воды,
от 0,5 до 5 частей бутилгликоля в качестве способствующего пленкообразованию средства,
от 0,01 до 1 части основания, например, органического амина.
Клеевая композиция 6 (УФ-отверждаемый, непигментированный):
от 30 до 70 частей полиэфируретановой дисперсии (концентрация 40% масс.),
от 10 до 50 частей радиационно отверждаемой водной полиэфируретанакрилатной дисперсии (концентрация от 40 до 50% масс.),
от 1,5 до 3 частей смеси альфа-гидроксиалкилфенона с бензофеноном,
от 0,5 до 1 части ацилфосфиноксида,
а также при необходимости следующие компоненты:
от 0 до 20 частей воды,
от 0,8 до 1,5 части полисилоксанового антивспенивателя,
от 0,4 до 1,2 части полиэфирсилоксанового сополимера,
от 0,5 до 1,0 части способствующего розливу средства, содержащего фторированное поверхностно-активное вещество,
от 0,01 до 0,5 части полиуретанового загустителя.
Клеевая композиция 7 (УФ-отверждаемый, непигментированный):
от 15 до 60 частей полиэфируретановой дисперсии (концентрация 40% масс.),
от 15 до 60 частей самоотверждающейся водной акрилатной дисперсии (концентрация 50% масс.),
от 10 до 50 частей радиационно отверждаемой водной полиэфируретанакрилатной дисперсии (концентрация от 40 до 50% масс.),
от 1,5 до 3 частей смеси альфа-гидроксиалкилфенона с бензофеноном,
от 0,5 до 1 части ацилфосфиноксида,
а также при необходимости следующие компоненты:
от 0 до 20 частей воды,
от 0,8 до 1,5 части полисилоксанового антивспенивателя,
от 0,4 до 1,2 части полиэфирсилоксанового сополимера,
от 0,5 до 1,0 части способствующего розливу средства, содержащего фторированное поверхностно-активное вещество,
от 0,01 до 0,5 части полиуретанового загустителя.
Кроме того, может потребоваться цветное исполнение клеевого(-ых) слоя(-ев) и/или лакового слоя(-ев). В этом случае лаковый(-е) слой(-и) и/или клеевой(-ые) слой(-и) может(-гут) содержать один или несколько окрашивающих компонентов, в частности, органических и/или неорганических пигментов или красителей. Примерами подобных пигментов являются диоксид титана (белый пигмент), железооксидные пигменты (желтый железооксидный, красный железооксидный, черный железооксидный), черные пигменты (например, сажа), фталоцианиновые пигменты (фталоцианиновый синий или фталоцианиновый зеленый), висмутовые пигменты (ванадат висмута желтый) и дикетопирролопиррол красный. Для создания эффекта металлизации указанные слои могут содержать также металлические пигменты, например, железооксидные пигменты, перламутровые пигменты и алюминиевую пудру. Размер частиц предпочтительных пигментов в типичных случаях находится в диапазоне от 0,1 до 100 мкм, в частности, от 1 до 50 мкм.
Клеевые слои в типичных случаях обладают толщиной от 5 до 25 мкм.
Предлагаемые в изобретении термопереводные пленки непременно включают по меньшей мере одну пленочную подложку, на которой упорядочен по меньшей мере один лаковый слой. Пленочными подложками как правило являются пленки из термопластичных гибких полимеров. Речь при этом, в частности, идет о полиэфирных пленках, полиамидных пленках, полипропиленовых пленках, пленках из поливинилового спирта или полиэфирамидных пленках. Пригодными являются также так называемые соэкструдированные пленки, то есть пленки, состоящие из нескольких слоев, причем полимерные материалы отдельных слоев могут отличаться друг от друга. Полимерный материал, который образует пленочную подложку, предпочтительно является преимущественно аморфным. Пригодными подложками являются также парафинированные или силиконизированные бумаги. Толщина пленочной подложки (2) предпочтительно находится в диапазоне от 3 до 200 мкм, в частности, от 10 до 100 мкм, прежде всего от 20 до 50 мкм. Пригодными являются также более тонкие пленочные подложки толщиной от 3 до 30 мкм.
Структура поверхности пленочной подложки, на которой упорядочен лаковый слой, очевидно определяет степень блеска лакового слоя, который наносят предлагаемым в изобретении методом. Гладкие поверхности пленочной подложки обусловливают формирование блестящих или зеркально-блестящих лаковых поверхностей, тогда как благодаря шероховатым поверхностям можно обеспечить эффект матирования. Сильное структурирование поверхности пленочной подложки позволяет формировать более крупные структуры лаковой поверхности.
Поверхность пленочной подложки, на которой упорядочен лаковый слой, может иметь обычный способствующий отслаиванию слой, который облегчает отслаивание лакового слоя от пленочной подложки в соответствии с предлагаемым в изобретении методом нанесения покрытий.
Термопереводные пленки можно изготавливать по аналогии с обычными методами нанесения покрытий на пленки, известными из цитированного в начале описания уровня техники, с той разницей, что при формировании лакового слоя операцию сушки не выполняют, а по меньшей мере частично отверждают жидкий лаковый слой, полученный при нанесении неводной радиационно отверждаемой жидкой композиции на пленочную подложку, путем обработки этого слоя высокоэнергетическим излучением, в частности, электронным или УФ-излучением.
Нанесение неводной радиационно отверждаемой жидкой композиции на пленочную подложку на стадии i) предлагаемого в изобретении способа можно выполнять известными методами, например, посредством ракли или вальцев, методом полива или методом распыления. Указанными методами на пленочную подложку наносят слой радиационно отверждаемой композиции, которая затем может быть отверждена путем обработки высокоэнергетическим излучением. Количество нанесенного слоя как правило выбирают таким образом, чтобы толщина слоя находилась в указанных выше пределах. Количество нанесенного слоя как правило находится в диапазоне от 10 до 120 г/м2, в частности, от 30 до 80 г/м2, а в случае нескольких слоев предпочтительно от 10 до 100 г/м2, в частности, от 20 до 70 г/м2.
На стадии ii) предлагаемого в изобретении способа полученное на стадии i) покрытие по меньшей мере частично отверждают посредством высокоэнергетического излучения. Перед полным отверждением на еще неотвержденное, соответственно частично отвержденное покрытие при необходимости может быть нанесен декоративный слой. Перед отверждением при необходимости может быть нанесен также клеевой слой. На стадии ii) предлагаемого в изобретении способа полученное на стадии i) покрытие предпочтительно подвергают лишь частичному отверждению. Однако полученный на стадии i) слой предпочтительно по меньшей мере частично отверждают до нанесения термосвариваемого полимерного клеевого слоя и до при необходимости осуществляемого нанесения декоративного слоя.
Для проводимого на стадии ii) отверждения полученное на стадии i) покрытие облучают высокоэнергетическим излучением. Облучение можно осуществлять через пленочную подложку или путем непосредственного облучения. Предпочтительным является непосредственное облучение покрытия.
Облучение можно осуществлять посредством электронного излучения или УФ-лучей, например, посредством УФ-ламп или эмиттирующих УФ-излучение светодиодов. Для отверждения на стадии ii) предпочтительно используют УФ-излучение. В частности, используют УФ-излучение с длиной волн в диапазоне от 200 до 400 нм. При этом предпочтительно используют ртутные лампы среднего или высокого давления. Во многих случаях используют ртутные излучатели высокого давления, легированные галлием или железом.
Облучение на стадии ii) предпочтительно осуществляют таким образом, чтобы была проведена лишь частичная полимеризация этиленненасыщенных двойных связей, содержащихся в неводной радиационно отверждаемой жидкой композиции. Необходимая для этого плотность излучения может быть определена специалистами в соответствующих лабораторных опытах.
В типичных случаях облучение на стадии ii) выполняют при плотности излучения от 80 до 2000 Дж/м2, в частности, от 110 до 400 Дж/м2.
Отверждение на стадии ii) можно осуществлять в атмосфере воздуха или в обедненной кислородом атмосфере при остаточной концентрации кислорода ниже 2000 частей на млн, например, от 50 до 1000 частей на млн. Отверждение предпочтительно осуществляют в атмосфере воздуха.
В случае если предлагаемая в изобретении термопереводная пленка включает несколько лаковых слоев, отдельные лаковые слои можно наносить, например, методом «жидкий по жидкому», то есть второй лаковый слой и другие возможные лаковые слои наносят до отверждения на еще жидкое первое покрытие. Однако первый лаковый слой перед нанесением другого лакового слоя (других лаковых слоев) предпочтительно подвергают по меньшей мере частичному отверждению посредством высокоэнергетического излучения.
При необходимости на лаковый слой до нанесения клеевого слоя, соответственно в случае нескольких лаковых слоев также на первый лаковый слой, наносят декоративный слой. Подобный декоративный слой можно наносить пригодными известными методами печати, например, плоской, глубокой, струйной или цифровой печати. Перед нанесением декоративного слоя лаковый слой предпочтительно подвергают частичному отверждению, степень которого предпочтительно выбирают таким образом, чтобы оказалось возможным нанесение декоративного слоя. Для формирования декоративного слоя можно использовать обычные или УФ-отверждающиеся печатные краски.
Нанесение термосвариваемого клеевого слоя на стадии iv) предлагаемого в изобретении способа можно выполнять известными методами. При этом как правило жидкую клеевую композицию, в частности, водную клеевую композицию, наносят на лаковый слой, соответственно на декоративный слой, обычными методами, например, посредством ракли или вальцев, методом полива или методом распыления. Затем клеевой слой подвергают сушке, например, тепловой сушке. Количество наносимой жидкой клеевой композиции как правило выбирают таким образом, чтобы толщина слоя после сушки находилась в указанных выше пределах. Количество нанесенной клеевой композиции как правило составляет от 5 до 50 г твердого вещества на м2, в частности, от 5 до 15 г твердого вещества на м2.
Комбинирование технологических стадий предлагаемого в изобретении способа позволяет формировать пленки, например, в двенадцати разных вариантах 1-12. При этом варианты 7-12 соответствуют вариантам 1-6, однако отличаются от последних тем, что используемая клеевая композиция не содержит пигментов.
Вариант формирования пленки 1 предусматривает:
1. подготовку пленочной подложки,
2. нанесение на пленочную подложку жидкой радиационно отверждаемой бесцветной композиции, не содержащей абразива,
3. частичное отверждение лакового слоя посредством УФ-излучения,
4. нанесение не содержащего пигментов клеевой композиции на водной основе с радиационно отверждаемыми компонентами,
5. воздушную горячую сушку.
Вариант формирования пленки 2 предусматривает:
1. подготовку пленочной подложки,
2. нанесение на пленочную подложку жидкой радиационно отверждаемой бесцветной композиции, не содержащей абразива,
3. частичное отверждение лакового слоя посредством УФ-излучения,
4. нанесение декоративного слоя методом глубокой печати или цифровой печати с использованием УФ-отверждаемой печатной фаски,
5. сушку декоративного слоя посредством УФ-излучения,
6. нанесение на декоративный слой не содержащего пигментов клеевой композиции на водной основе с радиационно отверждаемыми компонентами,
7. воздушную горячую сушку.
Вариант формирования пленки 3 предусматривает:
1. подготовку пленочной подложки,
2. нанесение на пленочную подложку содержащего пигменты и не содержащей абразив жидкой радиационно отверждаемой композиции,
3. частичное отверждение цветного лакового слоя посредством УФ-излучения,
4. нанесение на лаковый слой не содержащей пигментов клеевой композиции на водной основе с радиационно отверждаемыми компонентами,
5. воздушную горячую сушку.
Вариант формирования пленки 4 предусматривает:
1. подготовку пленочной подложки,
2. нанесение на пленочную подложку жидкой радиационно отверждаемой композиции, содержащей корунд,
3. сушку цветного лакового слоя посредством УФ-излучения,
4. нанесение на лаковый слой не содержащей пигментов клеевой композиции на водной основе с радиационно отверждаемыми компонентами,
5. воздушную горячую сушку.
Вариант формирования пленки 5 предусматривает:
1. подготовку пленочной подложки,
2. нанесение на пленочную подложку жидкой радиационно отверждаемой композиции, содержащей корунд,
3. частичное отверждение лакового слоя посредством УФ-излучения,
4. нанесение декоративного слоя методом глубокой печати или методом цифровой печати с использованием УФ-отверждаемой печатной краски,
5. сушку декоративного слоя посредством УФ-излучения,
6. нанесение на декоративный слой не содержащей пигментов клеевой композиции на водной основе с радиационно отверждаемыми компонентами,
7. воздушную горячую сушку.
Вариант формирования пленки 6 предусматривает:
1. подготовку пленочной подложки,
2. нанесение на пленочную подложку жидкой радиационно отверждаемой композиции, содержащей абразив и не содержащей пигментов,
3. частичное отверждение цветного лакового слоя посредством УФ-излучения,
4. нанесение на лаковый слой не содержащей пигментов клеевой композиции на водной основе с радиационно отверждаемыми компонентами,
5. воздушную горячую сушку.
Выполненные, как указано выше, термопереводные пленки затем можно конфекционировать обычными методами, например, сматывать в рулоны.
Предлагаемые в изобретении термопереводные пленки особенно пригодны для сухого лакирования поверхностей изделий. При этом, как указано в начале настоящего описания, лаковый слой, соответственно лаковые слои, переносят на снабжаемую покрытием поверхность изделия, в дальнейшем называемого также основой, посредством тепла и/или давления, причем клеевой слой после облучения обеспечивает прочную адгезионную связь между лаковым слоем, соответственно лаковыми слоями, и основой. Применение предлагаемых в изобретении термопереводных пленок не ограничено определенными основами, а относится к чрезвычайно широкому кругу основ, к которым относятся как жесткие, так и эластичные основы.
Под основами подразумевают, например, изделия из полимера, например, АБС-пластика, поликарбоната, меламина, полиэфиров (включая армированные стекловолокном полиэфиры), жесткого поливинилхлорида, мягкого поливинилхлорида, резины, древесины (включая экзотические виды натуральной древесины), древесных материалов (например, фанеры, древесно-волокнистых плит, древесно-волокнистых плит высокой плотности, древесностружечных плит с наружным слоем из тонкой стружки или многослойных фанерных плит), минеральных волокон (например, плит из минеральных волокон), бумаги и текстильных материалов (включая материалы, покрытые искусственной кожей, металлом или полимером). Предлагаемые в изобретении термопереводные пленки предпочтительно пригодны для наслаивания на ровные, предпочтительно плоские или слегка искривленные поверхности. Однако в принципе их можно наслаивать также на более сложные структуры. Подвергаемые наслаиванию основы могут быть недекорированы или могут обладать декорированными поверхностями. Предлагаемые в изобретении термопереводные пленки особенно предпочтительно можно использовать для наслаивания на экзотическую натуральную древесину, при мокром лакировании которой часто возникают проблемы, обусловленные вымыванием ингредиентов или низкой адгезией. Изделия, покрытые с использованием предлагаемых в изобретении термопереводных пленок, например, древесно-волокнистые плиты, древесноволокнистые плиты высокой плотности или плиты из массивной древесины, загрунтованные с использованием предлагаемых в изобретении термопереводных пленок, без особых проблем можно дополнительно покрывать обычным УФ-лаком без необходимости выполнения промежуточной шлифовки. В качестве альтернативы можно осуществлять также сухое нанесение предлагаемой в изобретении термопереводной пленки на загрунтованное изделие.
Предлагаемые в изобретении термопереводные пленки позволяют осуществлять почти безотходное нанесение покрытий на изделия. В случае промышленной технологии возможна чрезвычайно быстрая смена бесцветного покрытия на цветное покрытие или матового покрытия на блестящее покрытие без необходимости выполнения промежуточной операции промывки. Затраты времени на сушку исключаются, причем непосредственно после нанесения покрытия можно выполнять дальнейшую переработку, например, обычное нанесение лака, или упаковывать снабженное покрытием изделие. Пленочную подложку можно удалять путем отслаивания или оставлять на покрытой поверхности в качестве защитной пленки. В отличие от обычных методов лакирования использование предлагаемых в изобретении термопереводных пленок позволяет выполнять беспыльное лакирование. Кроме того, по сравнению с обычными технологиями лакирования весьма значительно сокращаются необходимые производственные площади и расходы на персонал.
С помощью предлагаемых в изобретении термопереводных пленок в отличие от известных из уровня техники термопереводных пленок можно формировать особенно высококачественные поверхности, в частности, обладающие высокими показателями стойкости к царапанью и сопротивления истиранию. Так, например, качество поверхности может соответствовать классам от АС3 до АС4 (DIN EN 13329). При испытании поверхностей, сформированных с использованием предлагаемых в изобретении термопереводных пленок, посредством устройства Hamberger Hobel систематически получают значения, превышающие 20 Н. Поверхности, формируемые с использованием предлагаемых в изобретении термопереводных пленок, обычно удовлетворяют требованиям стандарта DIN 68861, относящегося к группе изделий мебельной промышленности, подвергаемых воздействию максимальных нагрузок.
Применение предлагаемых в изобретении термопереводных пленок для нанесения покрытий на поверхности изделий в типичных случаях осуществляют способом, включающим указанные выше стадии a)-d), которые ниже описаны более подробно и которые могут быть осуществлены в соответствии с указанной в европейской заявке на патент EP 2078618 A2 методикой. Данную заявку патент следует считать соответствующей ссылкой.
При этом предлагаемую в изобретении термопереводную пленку сначала наслаивают на поверхность снабжаемой покрытием основы, а затем осуществляют термоконтактную сварку. В типичных случаях термоконтактную сварку выполняют при использовании давления в пригодных прессах, температура которых в типичных случаях находится в диапазоне от 100 до 250°C, предпочтительно от 160 до 220°C. Предпочтительными являются валковые прессы, поскольку в этом случае необходим лишь кратковременный контакт, чтобы температура изделия не превысила 70°C, в частности, 60°C. Благодаря этому покрытием можно снабжать также чувствительные к нагреванию основы.
Покрытую, как указано выше, основу затем облучают высокоэнергетическим излучением, то есть УФ- или электронным излучением, что приводит к полному отверждению лакового слоя. Облучение можно осуществлять до удаления пленочной подложки или непосредственно после него. В некоторых сферах применения облучение предпочтительно следует осуществлять до удаления пленочной подложки, поскольку в подобном случае пленочная подложка остается на покрытой основе и выполняет функцию защитной пленки.
Облучение можно осуществлять посредством электронных лучей, например, с использованием галлиевых излучателей, или посредством УФ-излучения, например, с использованием УФ-ламп или эмигрирующих УФ-излучение светодиодов. Для отверждения на стадии ii) предпочтительно используют УФ-излучение. В частности, используют УФ-излучение с длиной волн в спектральном диапазоне от 200 до 400 нм. При этом предпочтительно используют ртутные лампы среднего или высокого давления. Во многих случаях используют легированные галлием или железом ртутные излучатели высокого давления.
В типичных случаях облучение на стадии ii) осуществляют при плотности излучения в интервале от 40 до 2000 Дж/м2, в частности, от 100 до 400 Дж/м2.
Установка, предназначенная для осуществления предлагаемого в изобретении способа, включает по меньшей мере одно обычно используемое термопереводное устройство, которое предпочтительно оснащено отрезным приспособлением и/или узлом намотки для приема пленочной подложки. В зависимости от назначения готового лакированного изделия установка может быть снабжена первым термопереводным устройством, посредством которого изделие грунтуют, и вторым термопереводным устройством, посредством которого выполняют заключительное лакирование изделия.
Обычное термопереводное устройство может обладать следующей конструкцией. Намотанная в рулон термопереводная пленка из узла размотки поступает к обогреваемому валковому прессу, оснащенному по меньшей мере одним приводным обогреваемым и при необходимости гуммированным валиком, высоту которого при необходимости можно регулировать. Валковый пресс как правило снабжен упорядоченным против обогреваемого валика опорным валиком, который может быть также гуммированным. Опорный валик создает необходимое давление прессования, благодаря которому лаковый слой посредством клеевого слоя переводят на поверхность изделия, пропускаемого между обоими указанными валиками. Опорный валик может быть выполнен таким образом, чтобы он способствовал отделению пленочной подложки от лакового слоя. Отделенную пленочную подложку можно удалять с помощью отрезного приспособления или подавать на намоточное устройство. Вместо валкового пресса можно использовать также плиточный пресс, который открывают по истечении заданного промежутка времени.
Покрытое изделие пропускают мимо источника высокоэнергетического излучения, например, излучателя электронов или УФ-излучателя, покрытой стороной к источнику, причем покрытая сторона изделия подвергается воздействию высокоэнергетического излучения, и при этом происходит окончательное отверждение. Затем покрытое изделие поступает в накопитель, например, в устройство для укладки изделий в штабель. До или после облучения пленочную подложку можно удалять посредством отрезного приспособления или направлять в узел намотки.
Покрытое в термопереводном устройстве изделие после отслаивания пленочной подложки до или после отверждения, выполняемого посредством высокоэнергетического излучения, можно направлять также в другое термопереводное устройство, в котором на покрытую поверхность изделия посредством другой предлагаемой в изобретении термопереводной пленки может быть нанесен другой лаковый слой. Непосредственно после нанесения другого лакового слоя его предпочтительно отверждают высокоэнергетическим излучением, как указано выше.
В соответствии с первым вариантом конструктивного исполнения установка, предназначенная для непрерывного осуществления предлагаемого в изобретении способа применительно к жестким основам, включает накладную транспортерную ленту, узел размотки намотанной в рулон термопереводной пленки, описанное выше термопереводное устройство с валковым прессом, узел намотки пленочной подложки, сушильный канал с УФ-излучателем, разгрузочный ленточный транспортер и устройство для укладки изделий в штабель.
Снабжаемые покрытием основы, предпочтительно плиты, укладывают на транспортерную ленту и с заданной скоростью пропускают через термопереводное устройство. При этом на основу переносят лаковый слой, а пленочную подложку отслаивают и направляют в узел намотки. Затем лаковый слой отверждают в сушильном канале. Узел намотки может находиться также после сушильного канала, при этом пленочная подложка остается на основе и выполняет функцию защитной пленки.
В соответствии со вторым вариантом конструктивного исполнения установка, предназначенная для непрерывного осуществления предлагаемого в изобретении способа применительно к эластичным основам, включает узел размотки основы, узел размотки намотанной в рулон термопереводной пленки, указанное выше термопереводное устройство с валковым прессом, сушильный канал с УФ-излучателем и приспособление для намотки покрытой основы.
Снабжаемую покрытием основу совместно с термопереводной пленкой с заданной скоростью пропускают через термопереводное устройство. При этом термопереводная пленка соединяется с основой. Затем покрытую основу пропускают через сушильный канал, в котором происходит отверждение лакового слоя, и направляют в узел намотки. После резки пленочная подложка может быть удалена.
В соответствии с третьим вариантом конструктивного исполнения установка, предназначенная для непрерывного осуществления предлагаемого в изобретении способа применительно к жестким основам, включает транспортерную ленту, узел размотки намотанной в рулон термопереводной пленки, термопереводное устройство с обогреваемым плиточным прессом и при необходимости узел намотки пленочной подложки или режущее устройство.
Снабжаемые покрытием основы, предпочтительно плиты, укладывают на транспортерную ленту и совместно с термопереводной пленкой подают в плиточный пресс. Пресс закрывают и прикладывают необходимое давление. При этом лаковый слой переходит на основу. После открытия пресса основу выводят из него и пропускают через сушильный канал, в котором происходит отверждение лакового слоя. При этом пленочная подложка может оставаться на основе и выполнять функцию защитной пленки. В подобном случае пленочную подложку до или после сушильного канала можно обрезать посредством режущего устройства. В качестве альтернативы пленку можно полностью отделять перед УФ-каналом и направлять в узел намотки.
В соответствии с другим вариантом конструктивного исполнения установка, предназначенная для непрерывного осуществления предлагаемого в изобретении способа применительно к жестким основам, включает транспортерную ленту, узел размотки намотанной в рулон термопереводной пленки, режущее устройство, термопереводное устройство с обогреваемым плиточным прессом и сушильный канал с УФ-излучателем.
Снабжаемую покрытием основу укладывают на транспортерную ленту. Отматывают кусок термопереводной пленки необходимой длины, укладывают на снабжаемую покрытием основу клеевым слоем вниз и обрезают. Основу и пленку помещают в плиточный пресс. Пресс закрывают и создают необходимое давление. При этом лаковый слой переходит на основу.
После открытия пресса основу выводят из него и пропускают через сушильный канал, в котором происходит отверждение лакового слоя. При этом пленочная подложка может оставаться на основе и выполнять функцию защитной пленки. В качестве альтернативы пленку перед УФ-каналом можно отделять от основы.
Другие подробности приведены, в частности, на Фиг. 2-6 европейской заявки на патент EP 2078618 A2 и в соответствующих комментариях.
Приведенные ниже примеры служат для более подробного пояснения настоящего изобретения.
I. Исходные материалы для радиационно отверждаемой композиции
- Уретанакрилат, разбавленный посредством 35% масс. дипропиленгликольдиакрилата, функциональность 2,0 (Laromer® UA9065 фирмы BASF SE),
- алифатический уретанакрилат 1, разбавленный посредством 35% масс. дипропиленгликольдиакрилата (Laromer® UA19T фирмы BASF SE),
- алифатический уретанакрилат 2, разбавленный посредством 30% масс. триметилолпропанформальмоноакрилата, функциональность 1,7 (Laromer® UA9033 фирмы BASF SE),
- алифатический уретанакрилат 3, разбавленный посредством 30% масс. гександиолдиакрилата (Laromer® LR 8987 фирмы BASF SE),
- полиэфиракрилат 1, функциональность 3,3, гидроксильное число 70 (Laromer® РЕ9084 фирмы BASF SE),
- полиэфиракрилат 2, функциональность 3,2, гидроксильное число 50 (Laromer® РЕ9074 фирмы BASF SE),
- полиэфиракрилат 3, функциональность 3,1, гидроксильное число 70 (Laromer® PE55F фирмы BASF SE),
- полиэфиракрилат 4, функциональность 2,5, гидроксильное число 60, смешанный с 20% масс. трипропиленгликольдиакрилата (Laromer® РЕ9045 фирмы BASF SE),
- феноксиэтилакрилат (Laromer® РОЕА фирмы BASF SE),
- триметилолпропанформальмоноакрилат (Laromer® LR8887 фирмы BASF SE),
- триметилолпропантриакрилат (Laromer® TMPTA фирмы BASF SE),
- дипропиленгликольдиакрилат,
- пирогенная кремниевая кислот (АСЕ Matt TS 100 фирмы Evonik Industries AG),
- матирующее средство на основе кремниевой кислоты (Syloid ED 80),
- оксид алюминия (Alodur ZWSK F320/280 фирмы Treibacher),
- корунд 1 (Alodur F280 фирмы Treibacher),
- корунд 2 (Alodur F320 фирмы Treibacher),
- синтетическая кремниевая кислота (Syloid® RAD 2005 фирмы Grace),
- синтетическая, органически модифицированная кремниевая кислота (Gasil® UV 70С),
- полиэфирсилоксан (Tego Glide 435 фирмы Evonik Industries AG),
- концентрат деаэратора (Tego Airex 920 фирмы Evonik),
- альфа-гидроксиалкилфенон (Irgacure® 184 фирмы BASF SE),
- ацилфосфиноксид (Irgacure® 2100 фирмы BASF SE),
- фенилглиоксилат (Irgacure® MBF фирмы BASF SE),
- УФ-абсорбер на основе триазина (смесь 2-[4-[(2-гидрокси-3-додецилоксипропил)окси]-2-гидроксифенил]-4,6-бис(2,4-диметилфенил)-1,3,5-триазина с 2-[4-[(2-гидрокси-3-тридецилоксипропил)окси]-2-гидроксифенил]-4,6-бис(2,4-диметилфенил)-1,3,5-триазином),
- УФ-стабилизатор HALS (смесь пространственно затрудненных аминов бис(1,2,2,5,5-пентаметил-4-пиперидил)себацината и 1-(метил)-8-(1,2,2,5,5-пентаметил-4-пиперидил)себацината).
Путем смешивания указанных выше исходных материалов осуществляют приготовление следующих радиационно отверждаемых лаковых композиций 1-7).
Лаковая композиция 1

Лаковая композиция 2

Лаковая композиция 3

Лаковая композиция 4

Лаковая композиция 5

Лаковая композиция 6

Лаковая композиция 7

II. Исходные материалы для клеевой композиции
- Самоотверждающаяся водная полиакрилатная дисперсия 1, концентрация 50% масс. (Acronal® A849S фирмы BASF SE),
- самоотверждающаяся водная многофазная полиакрилатная дисперсия 2, концентрация 48% масс. (минимальная температура пленкообразования 50°C),
- водная полиэфируретановая дисперсия, концентрация 40% масс. (температура стеклования ниже -50°C),
- водная полиэфируретанакрилатная дисперсия 1, концентрация 40% масс. (Laromer® LR9005 фирмы BASF SE),
- водная полиэфируретанакрилатная дисперсия 2, концентрация 40% масс. (Syntholux® 1014 W фирмы Synthopol Chemie),
- алифатический зпоксиакрилат (Laromer® LR 8765 фирмы BASF SE),
- полиэфирсилоксановая эмульсия (Tego® Wet 270 фирмы Evonik Industries AG),
- полимерное фторированное поверхностно-активное вещество (Tego® Twin фирмы Evonik Industries AG),
- смачивающая добавка 1 (силоксановое димерное поверхностно-активное вещество),
- смачивающая добавка 2 (полиэфирсилоксан),
- дисперсия карнаубского воска (СА 30 фирмы

- водная дисперсия модифицированного полиэтиленового воска (Aquamat® 270 фирмы Byk Chemie GmbH),
- пирогенная кремниевая кислота (АСЕ Matt TS 100 фирмы Evonik Industries AG),
- микронизированный полиэтиленовый воск (Aquaflour® 400 фирмы Byk Chemie GmbH),
- синтетическая кремниевая кислота (Sylysia фирмы Finma Chemie),
- водная полиуретановая дисперсия (Ecrothan 90 фирмы Ecronova Polymer GmbH),
- диметилполисилоксан (Tego® Glide 482 фирмы Evonik Industries AG),
- стиролакрилатный сополимер (Acronal® S 813 фирмы BASF SE),
- триэтилцитрат (Citrofol AI фирмы Jungbunzlauer GmbH),
- альфа-гидроксиалкилфенон (Irgacure® 184),
- ацилфосфиноксид (Irgacure® 2100),
- бисацилфосфиноксид (Irgacure® 819 DW),
- смесь бензофенона с 1-гидроксициклогексилфенилкетоном,
- антивспениватель (эмульсия на силиконовой основе),
- водный раствор загустителя (Vocaflex),
- водная паста диоксида титана (Luconyl® white 0022 фирмы BASF SE).
Приготовление клеевой композиции 1 осуществляют путем смешивания указанных в нижеследующей таблице компонентов.
Клеевая композиция 1

Приготовление клеевой композиции 2 осуществляют путем смешивания указанных в нижеследующей таблице компонентов.
Клеевая композиция 2

Приготовление клеевой композиции 3 осуществляют путем смешивания указанных в нижеследующей таблице компонентов.
Клеевая композиция 3

Приготовление клеевой композиции 4 осуществляют путем смешивания указанных в нижеследующей таблице компонентов.
Клеевая композиция 4

III. Изготовление предлагаемых в изобретении пленочных материалов
В приведенных ниже примерах для облучения используют устройство, в которое с определенной скоростью подают покрытую, соответственно запечатанную пленку, пропускаемую мимо легированного галлием ртутного излучателя мощностью 120 Вт/см.
Для изготовления пленок согласно примерам 1, 2 и 3 используют УФ-отверждаемую краску для глубокой печати на основе эпоксиакрилата.
Пример 1 Пленка, предназначенная для применения в качестве фарб-лака в мебельной отрасли
На неокрашенную полиэтилентерефталатную пленочную подложку толщиной 23 мкм наносят лаковый состав 4 в виде слоя толщиной 40 г/м2. С целью желатинизации нанесенного лакового слоя покрытую пленку со скоростью 30 м/мин пропускают мимо легированного галлием ртутного излучателя.
Затем на желированный лаковый слой наносят УФ-отверждаемую краску для глубокой печати. С целью отверждения запечатанную указанным образом пленку вновь пропускают мимо легированного галлием ртутного излучателя со скоростью 30 м/мин.
Далее на запечатанный лаковый слой наносят клеевую композицию 3 в виде слоя толщиной 15 г/м2 и выполняют термическую сушку.
Пример 2 Пленка, предназначенная для применения в качестве фарб-лака в мебельной отрасли
На неокрашенную полиэтилентерефталатную пленочную подложку толщиной 23 мкм наносят лаковый состав 5 в виде слоя толщиной 70 г/м2. С целью желатинизации нанесенного лакового слоя покрытую пленку со скоростью 30 м/мин пропускают мимо легированного галлием ртутного излучателя.
Затем на желированный лаковый слой наносят УФ-отверждаемую краску для глубокой печати. С целью отверждения запечатанную указанным образом пленку вновь пропускают мимо легированного галлием ртутного излучателя со скоростью 30 м/мин.
Далее на запечатанный лаковый слой наносят клеевую композицию 3 в виде слоя толщиной 15 г/м2 и выполняют термическую сушку.
Пример 3 Пленка, предназначенная для применения в качестве прозрачного лака в мебельной отрасли
На неокрашенную полиэтилентерефталатную пленочную подложку толщиной 23 мкм наносят лаковый состав 6 в виде слоя толщиной 40 г/м2. С целью желатинизации нанесенного лакового слоя покрытую пленку со скоростью 30 м/мин пропускают мимо легированного галлием ртутного излучателя.
Затем на запечатанный лаковый слой наносят клеевую композицию 3 в виде слоя толщиной 15 г/м2 и выполняют термическую сушку.
Пример 4 Пленка, предназначенная для применения в качестве фарб-лака в атмосферных условиях
На неокрашенную полиэтилентерефталатную пленочную подложку толщиной 23 мкм наносят лаковый состав 7 в виде слоя толщиной 45 г/м2. С целью желатинизации нанесенного лакового слоя покрытую пленку со скоростью 30 м/мин пропускают мимо легированного галлием ртутного излучателя.
Затем на желированный лаковый слой наносят УФ-отверждаемую краску для глубокой печати. С целью отверждения запечатанную указанным образом пленку вновь пропускают мимо легированного галлием ртутного излучателя со скоростью 30 м/мин.
Далее на запечатанный лаковый слой наносят клеевую композицию 3 в виде слоя толщиной 15 г/м2 и выполняют термическую сушку.
IV. Испытание предлагаемых в изобретении пленочных материалов
а) Контроль сшивания клеевого слоя
Пленку из примера 3 посредством обогреваемого валика (180°C, максимальная температура изделия 50°C) припрессовывают к поверхности плиты из буковой древесины. Затем припрессованную пленку подвергают облучению, пропуская плиту со скоростью 20 м/мин мимо двух УФ-излучателей (ртутного излучателя и легированного галлием ртутного излучателя мощностью 120 В/см каждый), причем пленка обращена к УФ-излучателям.
Полученный при этом образец исследуют методом инфракрасной спектроскопии с нарушенным полным отражением (ATR-FTIR), используя инфракрасный спектрометр с преобразованием Фурье (Nicolet 380 фирмы Nicolet) и датчик ядерного резонанса Golden Gate®. В отличие от необлученного образца наблюдается значительное уменьшение интенсивности характерных для акрилатных группы полос поглощения при 810 см-1 (>40%) и 1410 см-1 (>30%).
b) Контроль стабильности покрытия
Выполняют следующие испытания.
Р1: определение устойчивости к 24-часовому воздействию воды согласно стандарту DIN 68861-1:2011-01. Результаты испытания оценивают по пятибалльной шкале (1 балл - «плохо», 5 баллов - «хорошо»).
Р2: определение устойчивости к шестичасовому воздействию этанола согласно стандарту DIN 68861-1:2011-01. Результаты испытания оценивают по пятибалльной шкале (1 балл - «плохо», 5 баллов - «хорошо»).
Р3: определение устойчивости к 10-секундному воздействию этилацетата согласно стандарту DIN 68861-1:2011-01. Результаты испытания оценивают по пятибалльной шкале (1 балл - «плохо», 5 баллов - «хорошо»).
Р4: испытание на приборе Hamberger Hobel, в соответствии с которым испытуемый образец в форме монеты растягивают посредством варьируемого усилия, прикладываемого к подлежащей испытанию поверхности под заданным углом. Прибор позволяет плавно регулировать величину растягивающего усилия. Результатом испытания является усилие в Ньютонах, при котором еще не удается обнаружить повреждение поверхности.
Р5: определение стойкости к царапанью (тест с алмазом согласно EN 438-2:205). Результатом испытания является численное значение максимального усилия, воздействие которого не оставляет царапин на сплошной поверхности.
Р6: определение адгезии пленки методом решетчатого надреза согласно стандарту DIN EN ISO 2409:2013. Результаты испытания оценивают по пятибальной шкале: от GT 0 (высокая адгезия) до GT 5 (очень сильное отслаивание покрытия).
Р7: определение сопротивления истиранию методом падающего песка согласно стандарту DIN EN 14354:2005-03.
Р8: определение сопротивления истиранию методом S2 согласно стандарту DIN 13329:2013-12.
Результаты испытаний методами Р1-Р8 приведены в таблице Р.
Образец 1
Пленку из примера 1 посредством обогреваемого валика (180°C, максимальная температура изделия 50°C) припрессовывают к поверхности древесно-волокнистой плиты при постоянном давлении прижима. Припрессованную пленку подвергают облучению, пропуская плиту со скоростью 20 м/мин мимо двух УФ-излучателей (ртутного излучателя и легированного галлием ртутного излучателя мощностью 120 В/см каждый), причем пленка обращена к УФ-излучателям. Затем удаляют пленочную подложку.
Сравнительный образец V1
В целях сравнения пленку из примера 1 припрессовывают к поверхности древесно-волокнистой плиты посредством обогреваемого валика (180°C, максимальная температура изделия 50°C) при таком же давлении прижима, однако последующее облучение не выполняют.
Образец 2
Приготовление образца 2 выполняют аналогично образцу 1, однако вместо пленки из примера 1 используют пленку из примера 2.
Сравнительный образец V2
Приготовление сравнительного образца V2 выполняют аналогично сравнительному образцу V1, однако вместо пленки из примера 1 используют пленку из примера 2.
Образец 3
Пленку из примера 3 посредством обогреваемого валика (180°C, максимальная температура изделия 50°C) припрессовывают к поверхности плиты из буковой древесины при постоянном давлении прижима. Припрессованную пленку подвергают облучению, пропуская плиту со скоростью 20 м/мин мимо двух УФ-излучателей (ртутного излучателя и легированного галлием ртутного излучателя мощностью 120 В/см каждый), причем пленка обращена к УФ-излучателям. Затем удаляют пленочную подложку.
Сравнительный образец V3
В целях сравнения пленку из примера 3 припрессовывают к поверхности плиты из буковой древесины посредством обогреваемого валика (180°C, максимальная температура изделия 50°C) при таком же давлении прижима, однако последующее облучение не выполняют.
Образец 4
Пленку из примера 4 посредством обогреваемого валика (180°C, максимальная температура изделия 50°C) припрессовывают к поверхности плиты из поливинилхлорида при постоянном давлении прижима. Припрессованную пленку подвергают облучению, пропуская плиту со скоростью 15 м/мин мимо двух УФ-излучателей (ртутного излучателя и легированного галлием ртутного излучателя мощностью 120 В/см каждый), причем пленка обращена к УФ-излучателям. Затем удаляют пленочную подложку.
Сравнительный образец V4
В целях сравнения пленку из примера 4 припрессовывают к поверхности плиты из поливинилхлорида посредством обогреваемого валика (180°C, максимальная температура изделия 50°C) при таком же давлении прижима, однако последующее облучение не выполняют.

Результаты испытаний показывают, что высокая адгезия может быть достигнута в том случае, если клеевой слой содержит радиационно отверждаемый компонент, который после припрессовки облучают УФ-излучением. Кроме того, благодаря облучению возрастает твердость поверхности.
Реферат
Предложены термопереводные пленки, включающие а) пленочную подложку, b) по меньшей мере один лаковый слой, например один, два или три лаковых слоя, упорядоченных непосредственно на пленочной подложке, с) по меньшей мере один, в частности точно один, термосвариваемый полимерный клеевой слой, причем лаковый слой основан на неводной радиационно отверждаемой жидкой композиции, содержащей по меньшей мере 60% масс., в частности по меньшей мере 70% масс. (в пересчете на общую массу композиции) отверждаемых компонентов, выбранных из группы, включающей органические олигомеры с этиленненасыщенными двойными связями и смеси этих олигомеров с мономерами, содержащими по меньшей мере одну этиленненасыщенную двойную связь, и причем термосвариваемый полимерный клеевой слой содержит по меньшей мере один радиационно отверждаемый компонент. Описано также применение указанных термопереводных пленок для сухого лакирования поверхностей. Кроме того, описано получение указанных термопереводных пленок, а также способ нанесения покрытия на поверхности изделий, соответственно лакирования поверхностей изделий, с применением указанных термопереводных пленок.4 н. и 15 з.п. ф-лы
Комментарии