Формованная печатающая штанга - RU2633224C2
Код документа: RU2633224C2
Чертежи

Описание
Уровень техники
Каждая матрица печатающей головки в пере для струйной печати или печатающей штанге включает в себя мельчайшие каналы, которые переносят чернила к эжекционным камерам. Чернила поставляются из источника чернил в каналы матриц через проходы в конструкции, которая поддерживает матрицу (матрицы) печатающей головки на пере или печатающей штанге. Может быть желательным уменьшить размер каждой матрицы печатающей головки, например, для снижения стоимости матрицы и, соответственно, для снижения стоимости пера или печатающей штанги. Однако использование матриц меньшего размера может потребовать внести изменения в более крупные конструкции, которые содержат эти матрицы, в том числе проходы, которые поставляют чернила к матрицам.
Краткое описание чертежей
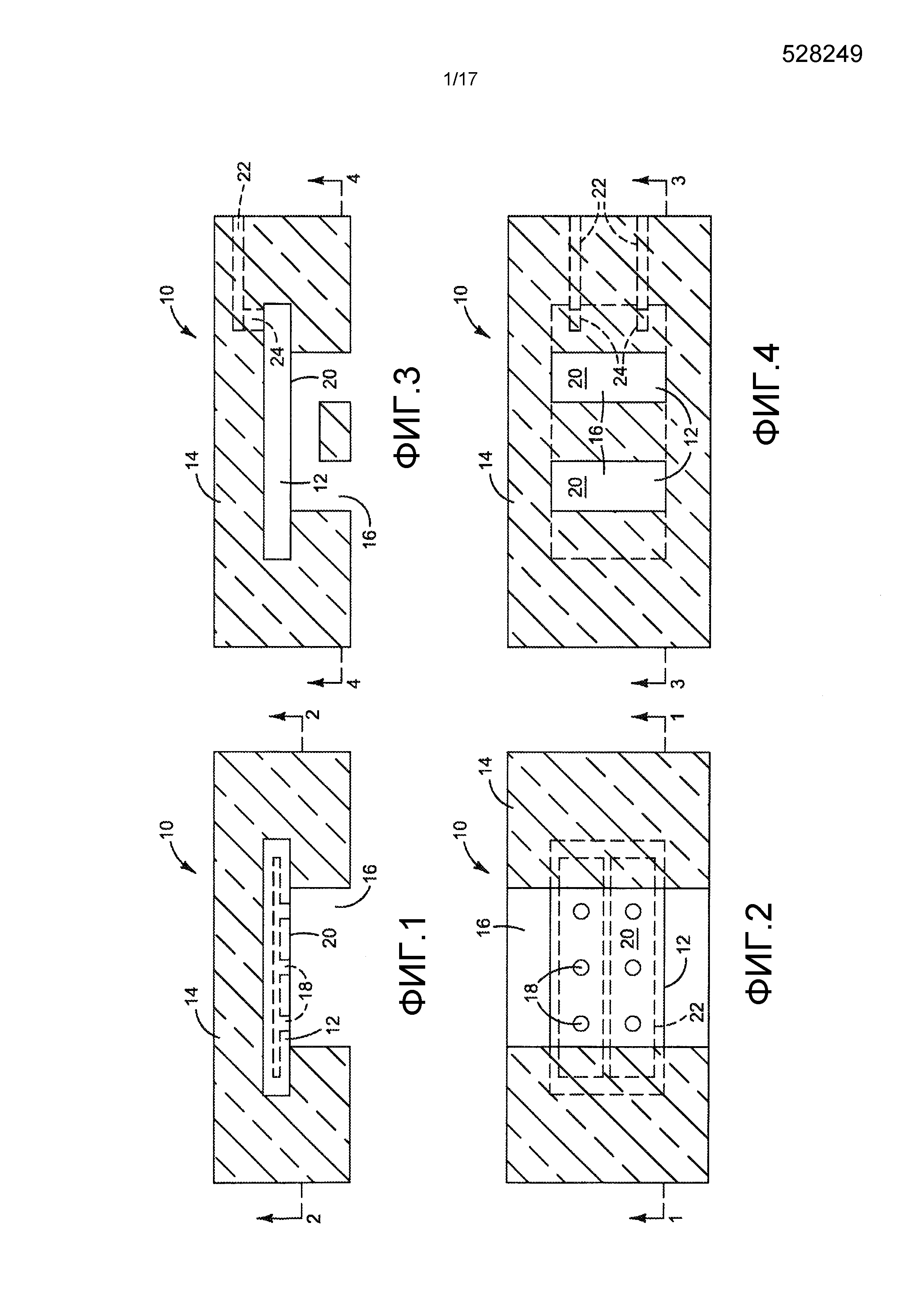
Каждая пара из фиг.1/2, 3/4, 5/6 и 7/8 иллюстрирует один пример новой формованной конструкции для протекания текучей среды, в которой микроустройство встроено в формованное изделие с путем для протекания текучей среды, проходящим непосредственно к устройству.
Фиг.9 представляет собой блок-схему, иллюстрирующую систему подачи текучей среды, реализующую новую конструкцию для протекания текучей среды, такую как представлена в одном из примеров, показанных на фиг.1-8.
Фиг.10 представляет собой блок-схему, иллюстрирующую струйный принтер, реализующий один пример новой конструкции для протекания текучей среды для печатающих головок в широкой печатающей штанге на подложке.
Фиг.11-16 иллюстрируют печатающую штангу для струйной печати, реализующую один пример новой конструкции для протекания текучей среды для матрицы печатающей головки, такой как может быть использована в принтере, представленном на фиг.10.
Фиг.17-21 представляют собой виды в разрезе, иллюстрирующие один пример процесса изготовления новой конструкции для протекания текучей среды для матрицы печатающей головки.
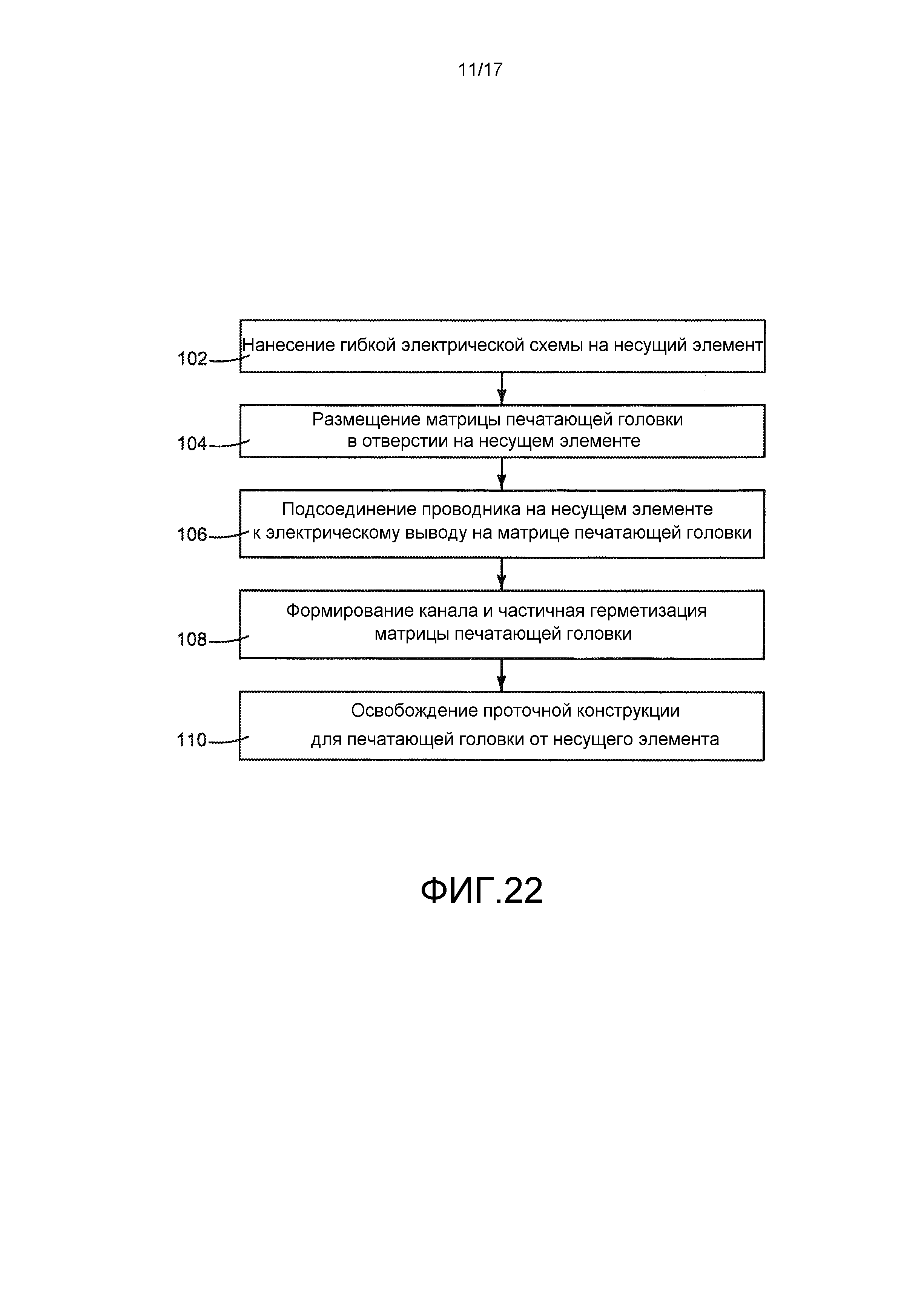
Фиг.22 представляет собой графическую схему программы, иллюстрирующую процедуру, показанную на фиг.17-21.
Фиг.23-27 представляют собой виды в перспективе, иллюстрирующие один пример процесса на базе пластинки для изготовления новой печатающей штанги для струйной печати, такой как печатающая штанга, которая показана на фиг.11-16.
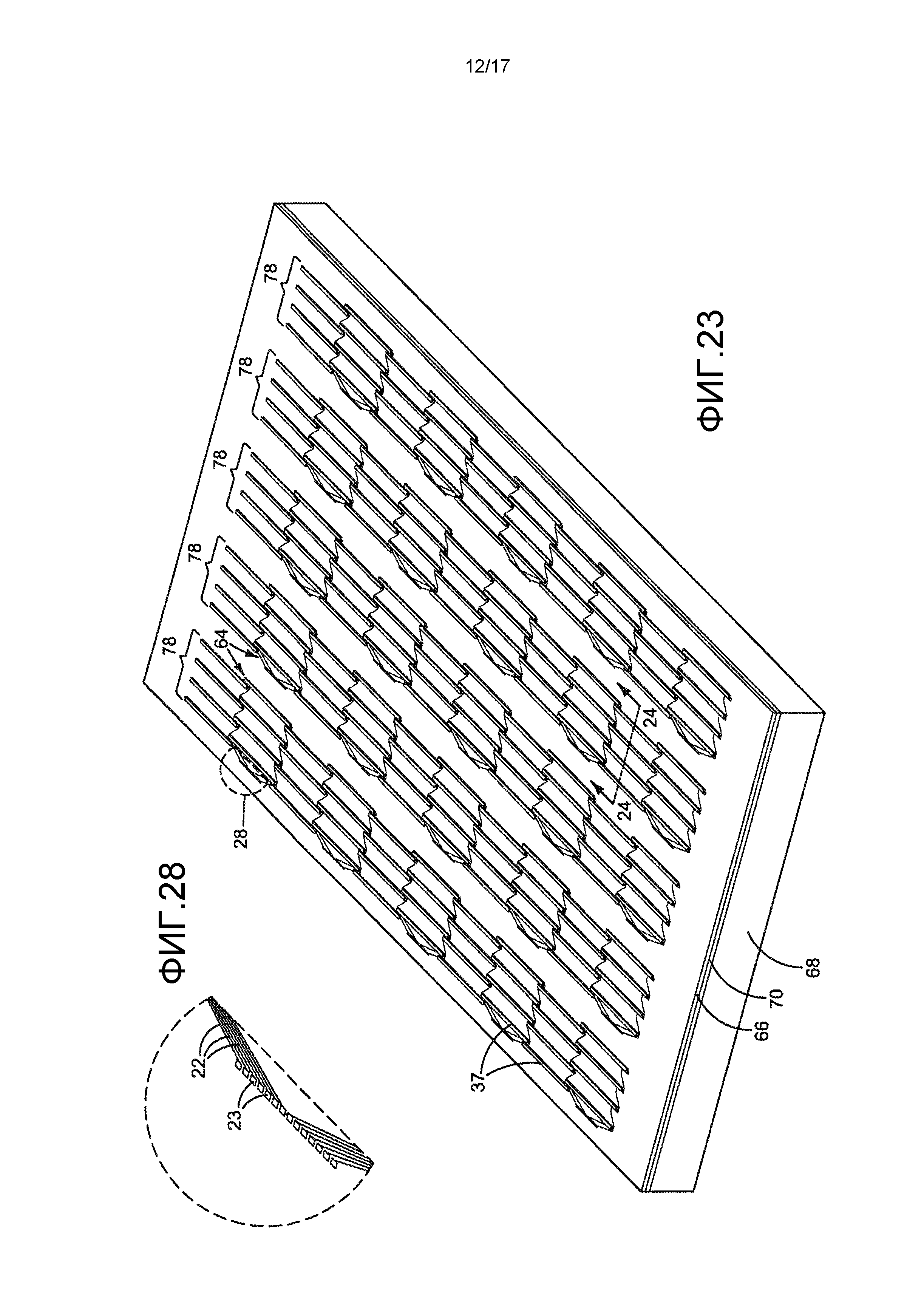
Фиг.28 представляет собой деталь фиг.23.
Фиг.29-31 иллюстрируют другие примеры новой конструкции для протекания текучей среды для матрицы печатающей головки.
Одинаковые ссылочные позиции компонентов определяют те же самые или подобные компоненты на всех чертежах. Чертежи не обязательно выполнены в масштабе. Относительный размер некоторых компонентов преувеличен, чтобы более ясно проиллюстрировать показываемый пример.
Осуществление изобретения
Струйные принтеры, в которых используется сборка широкой печатающей штанги на подложке, были разработаны для того, чтобы помочь в увеличении скорости печати и сокращении затрат на печать. Общепринятые сборки печатающих штанг на широких подложках включают в себя несколько деталей, которые переносят текучую среду для печати от источников текучей среды для печати к маленьким матрицам печатающих головок, из которых текучая среда для печати подается на бумагу или другую основу для печати. В то время как уменьшение размера и расстояния между матрицами печатающих головок продолжает иметь важное значение для снижения затрат, передача по каналам текучей среды для печати от более крупных компонентов источника подачи к еще более мелким, плотнее расположенным матрицам требует сложных проточных конструкций и процессов изготовления, которые могут даже увеличить стоимость.
Новая конструкция для протекания текучей среды была разработана для обеспечения возможности использования матриц печатающих головок меньших размеров и более компактной компоновки схем матриц, чтобы помочь снизить затраты на струйные принтеры с широкой печатающей головкой. Печатающая штанга, реализующая один пример новой конструкции, включает в себя несколько матриц печатающих головок, сформованных в удлиненном, монолитном корпусе из пластичного материала. Каналы текучей среды для печати, сформированные в корпусе, переносят текучую среду для печати непосредственно в проходы для протекания текучей среды для печати в каждой матрице. Формовка в действительности увеличивает размер каждой матрицы для изготовления внешних соединений для текучих сред и для соединения матриц с другими конструкциями, что позволяет использовать матрицы меньших размеров. Матрицы печатающих головок и каналы текучей среды для печати можно формовать на базе пластинки, чтобы сформировать новую, многослойную пластинку печатающей головки со встроенными каналами текучей среды для печати, что исключает необходимость образовывать каналы текучей среды для печати в кремниевой подложке и позволяет использовать более тонкие матрицы.
Новая конструкция для протекания текучей среды не ограничена печатающими штангами или другими типами конструкций печатающих головок для струйной печати, но может быть реализована в других устройствах и для других применений протекания текучей среды. Таким образом, в одном примере, новая конструкция включает в себя микроустройство, встроенное в формованное изделие, имеющее канал или другой путь для протекания текучей среды непосредственно в устройство или на него. Микроустройство может быть, например, электронным устройством, механическим устройством или устройством микроэлектромеханической системы (MEMS, МЭМС). Поток текучей среды может быть, например, потоком охлаждающей текучей среды, проходящим в микроустройство или на него, или потоком текучей среды, проходящим в матрицу печатающих головок или в другое микроустройство, распределяющее текучую среду.
Эти и другие примеры, показанные на чертежах и описанные ниже, иллюстрируют, но не ограничивают изобретение, которое определено в формуле изобретения, приведенной после этого описания.
Как используется в данном документе, термин «микроустройство» означает устройство, имеющее один или несколько внешних размеров, которые меньше или равны 30 мм; термин «тонкий» означает толщину, которая меньше или равна 650 мкм; термин «лента» означает тонкое микроустройство, имеющее отношение длины к ширине (L/W), равное по меньшей мере трем; термины «печатающая головка» и «матрица печатающей головки» означают ту часть струйного принтера или струйного дозирующего устройства другого типа, которая выдает текучую среду из одного или нескольких отверстий. Печатающая головка включает в себя одну или несколько матриц печатающей головки. Термины «печатающая головка» и «матрица печатающей головки» не ограничены печатью с помощью чернил и других текучих сред для печати, но также включают в себя распределение струйного типа других текучих сред и/или предназначенное для других целей помимо печати.
Фиг.1 и 2 представляют собой виды сбоку и сверху в разрезе, соответственно, которые иллюстрируют один пример новой конструкции 10 для протекания текучей среды. Как показано на фиг.1 и 2, конструкция 10 включает в себя микроустройство 12, формованное в монолитный корпус 14 из пластмассы или другого пластичного материала. Формованный корпус 14 также упоминается в данном документе как формованное изделие 14. Микроустройство 12 может быть, например, электронным устройством, механическим устройством или устройство микроэлектромеханической системы (MEMS, МЭМС). Канал или другой соответствующий путь 16 для протекания текучей среды формируют в корпусе 14 в контакте с микроустройством 12 таким образом, чтобы текучая среда в канале 16 могла поступать непосредственно в или на устройство 12 (или для того и другого). В этом примере, канал 16 соединен с проходами 18 для протекания текучей среды в микроустройстве 12 и открыт к внешней поверхности 20 микроустройства 12.
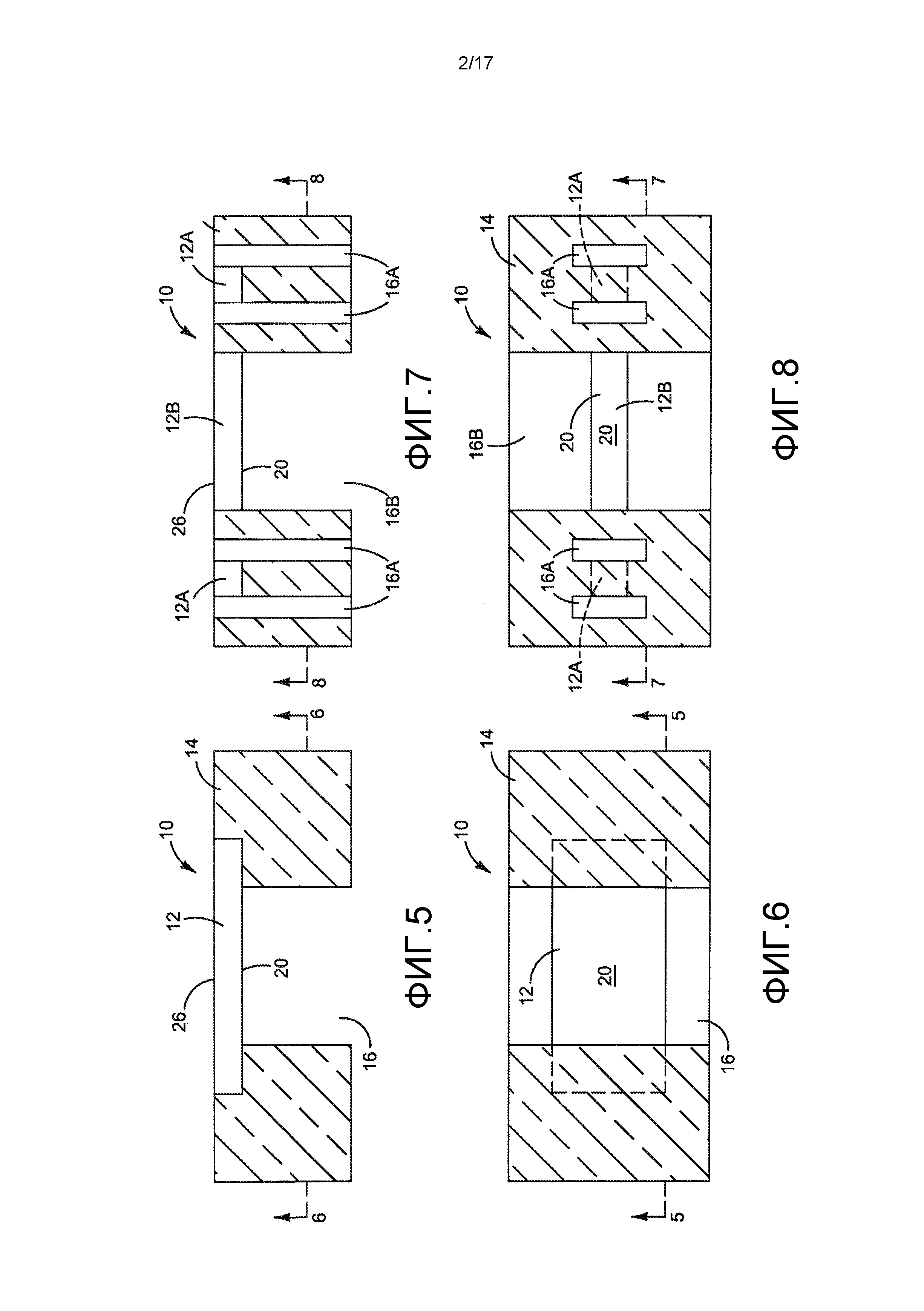
В другом примере, показанном на фиг.3 и 4, путь 16 прохождения потока в формованном изделии 14 обеспечивает прохождение воздуха или другой текучей среды вдоль внешней поверхности 20 микроустройства 12, например, к охлаждающему устройству 12. Кроме того, в этом примере, трассы прохождения сигналов или другие проводники 22, подсоединенные к устройству 12 через электрические выводы 24, сформованы в формованном изделии 14. В другом примере, показанном на фиг.5 и 6, микроустройство 12 сформировано в корпусе 14 с открытой поверхностью 26, расположенной напротив канала 16. В другом примере, показанном на фиг.7 и 8, микроустройства 12A и 12B формируют в корпусе 14 с каналами 16A и 16B для протекания текучей среды. В этом примере проточные каналы 16A находятся в контакте с краями внешних устройств 12A, в то время как проточный канал 16B находится в контакте с нижней поверхностью расположенного внутри устройства 12B.
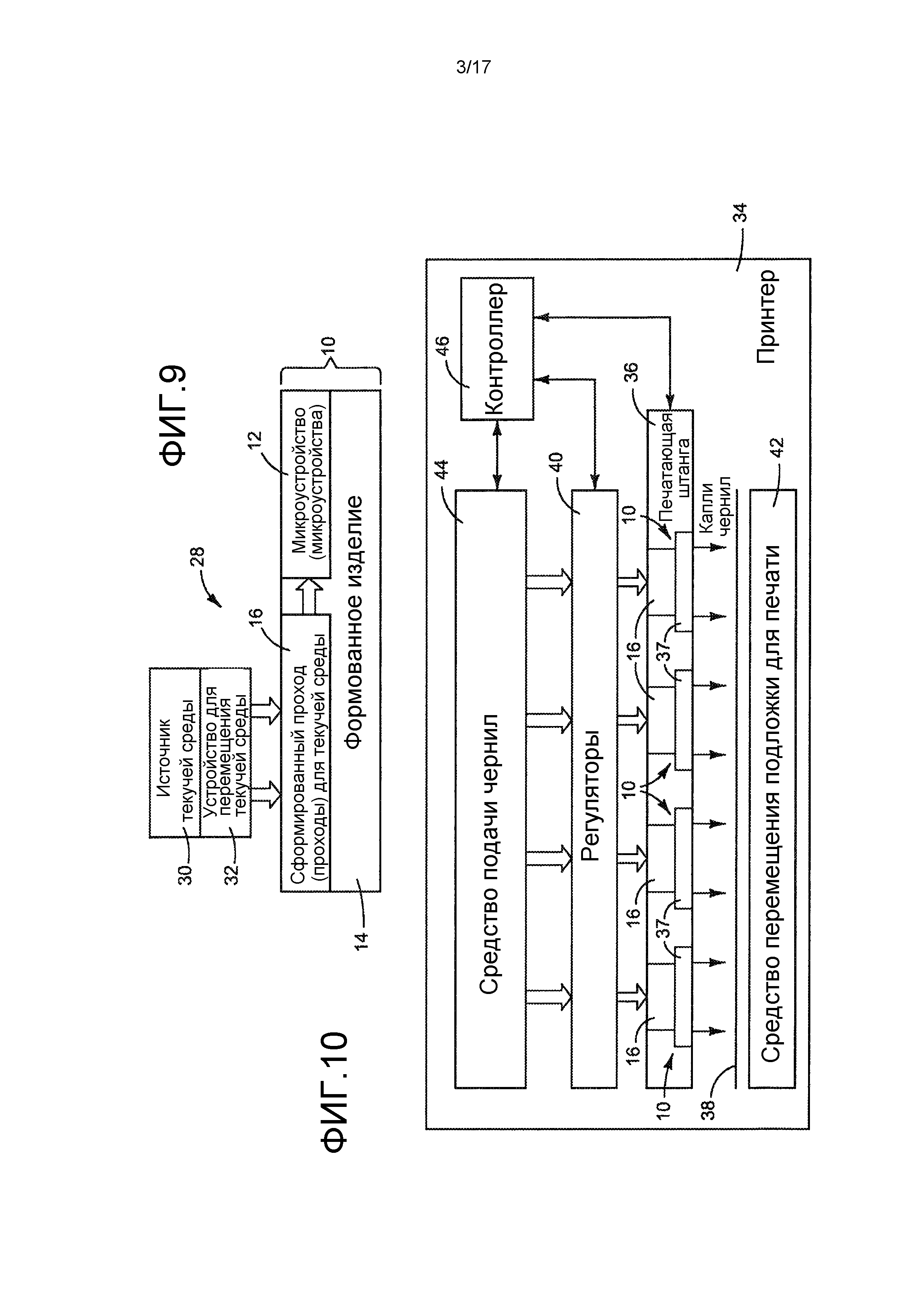
На фиг.9 показана блок-схема, иллюстрирующая систему 28, реализующую новую конструкцию 10 для протекания текучей среды, такую как одна из проточных конструкций 10, показанных на фиг.1-8. Как показано на фиг.9, система 28 включает в себя источник 30 текучей среды, функционально соединенный с устройством 32 для перемещения текучей среды, выполненным с возможностью перемещения текучей среды по пути 16 прохождения потока в конструкции 10. Источник 30 текучей среды может включать в себя, например, атмосферу в качестве источника воздуха для охлаждения электронного микроустройства 12 или источник текучей среды для печати для микроустройства 12 печатающей головки. Устройство 32 для перемещения текучей среды представляет собой насос, вентилятор, силу тяжести или любой другой подходящий механизм для перемещения текучей среды от источника 30 к проточной конструкции 10.
На фиг.10 показана блок-схема, иллюстрирующая струйный принтер 34, реализующий один пример новой конструкции 10 для протекания текучей среды в широкой печатающей штанге 36 на подложке. Как показано на фиг.10, принтер 34 включает в себя печатающую штангу 36, простирающуюся по ширине подложки 38 для печати, регуляторы 40 потока, соединенные с печатающей штангой 36, механизм 42 перемещения подложки, средство 44 подачи чернил или другой текучей среды для печати и контроллер 46 принтера. Контроллер 46 представляет собой программирующий процессор (процессоры) и связанные запоминающие устройства, и электронные схемы и компоненты, необходимые для управления действующими элементами принтера 10. Печатающая штанга 36 включает в себя средство 37 печатающих головок для подачи текучей среды для печати на лист или непрерывную ленту бумаги или другую подложку 38 для печати. Как подробно описано ниже, каждая печатающая головка 37 включает в себя одну или несколько матриц печатающей головки в формованном изделии с каналами 16 для подачи текучей среды для печати непосредственно в матрицу (матрицы). Каждая матрица печатающей головки получает текучую среду для печати через путь потока от средства 44 подачи в регуляторы 40 потока и через них и каналы 16 в печатающей штанге 36.
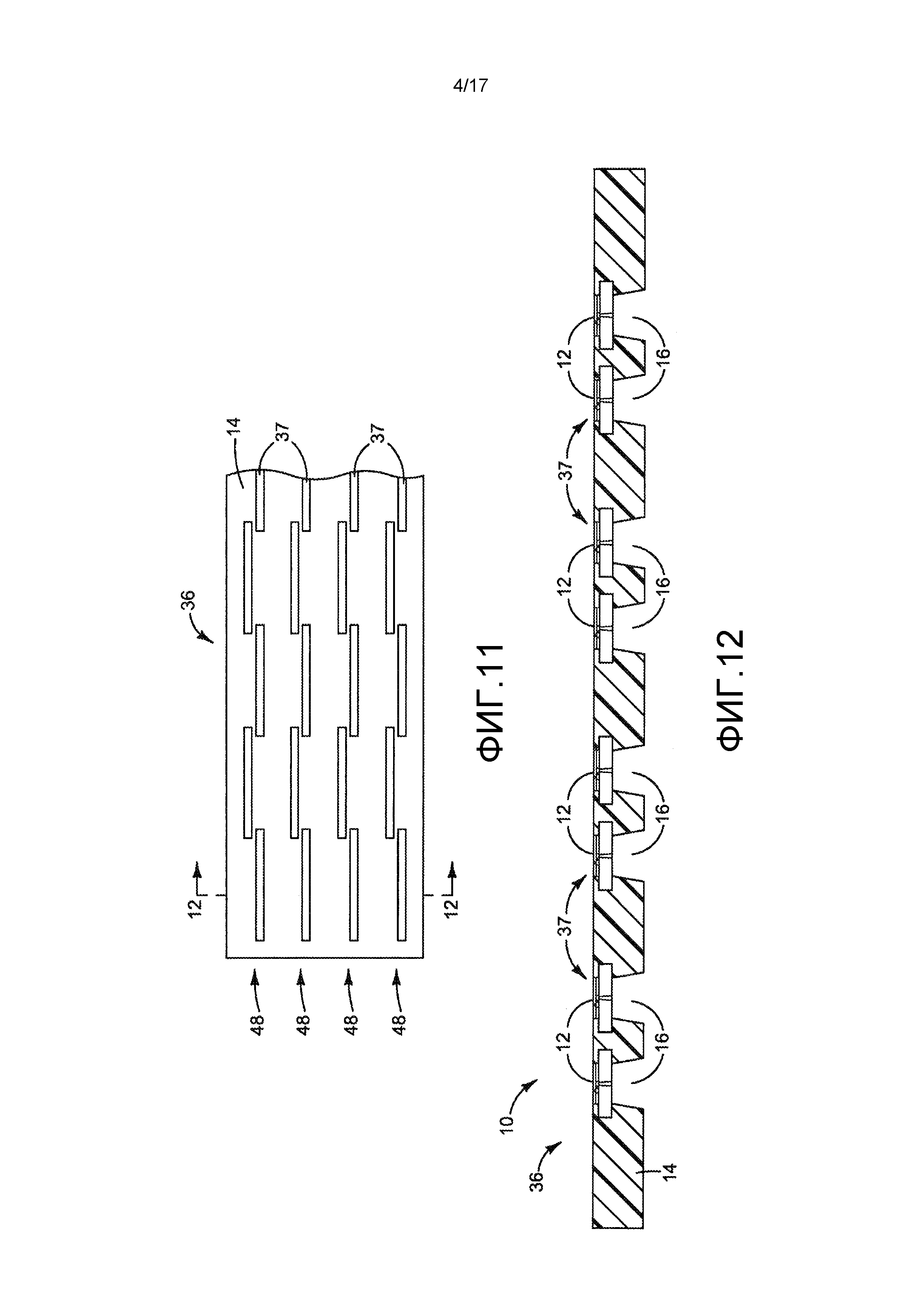
Фиг.11-16 иллюстрируют печатающую штангу 36 для струйной печати, реализующую один пример новой конструкции 10 для протекания текучей среды, такую как может быть использована в принтере 34, показанном на фиг.10. Обратимся сначала к виду сверху на фиг.11, на котором печатающие головки 37 встроены в удлиненное, монолитное формованное изделие 14 и выполнены в общем торец к торцу рядами 48 в шахматном порядке, при этом печатающие головки в каждом ряду перекрываются другой печатающей головкой в этом ряду. Хотя показаны четыре ряда 48 расположенных в шахматном порядке печатающих головок 37, например, для печати четырех разных цветов, возможны другие подходящие конфигурации.
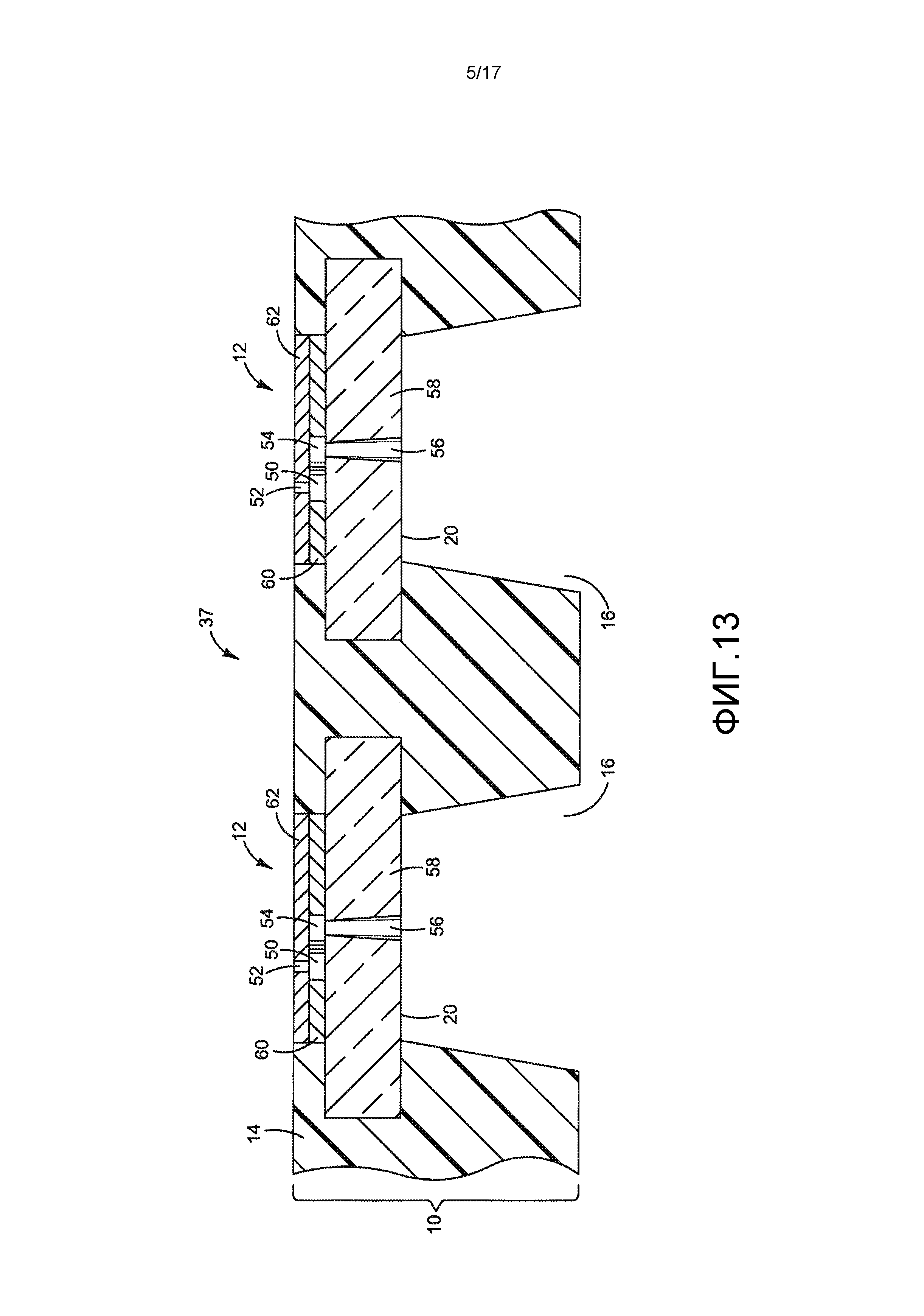
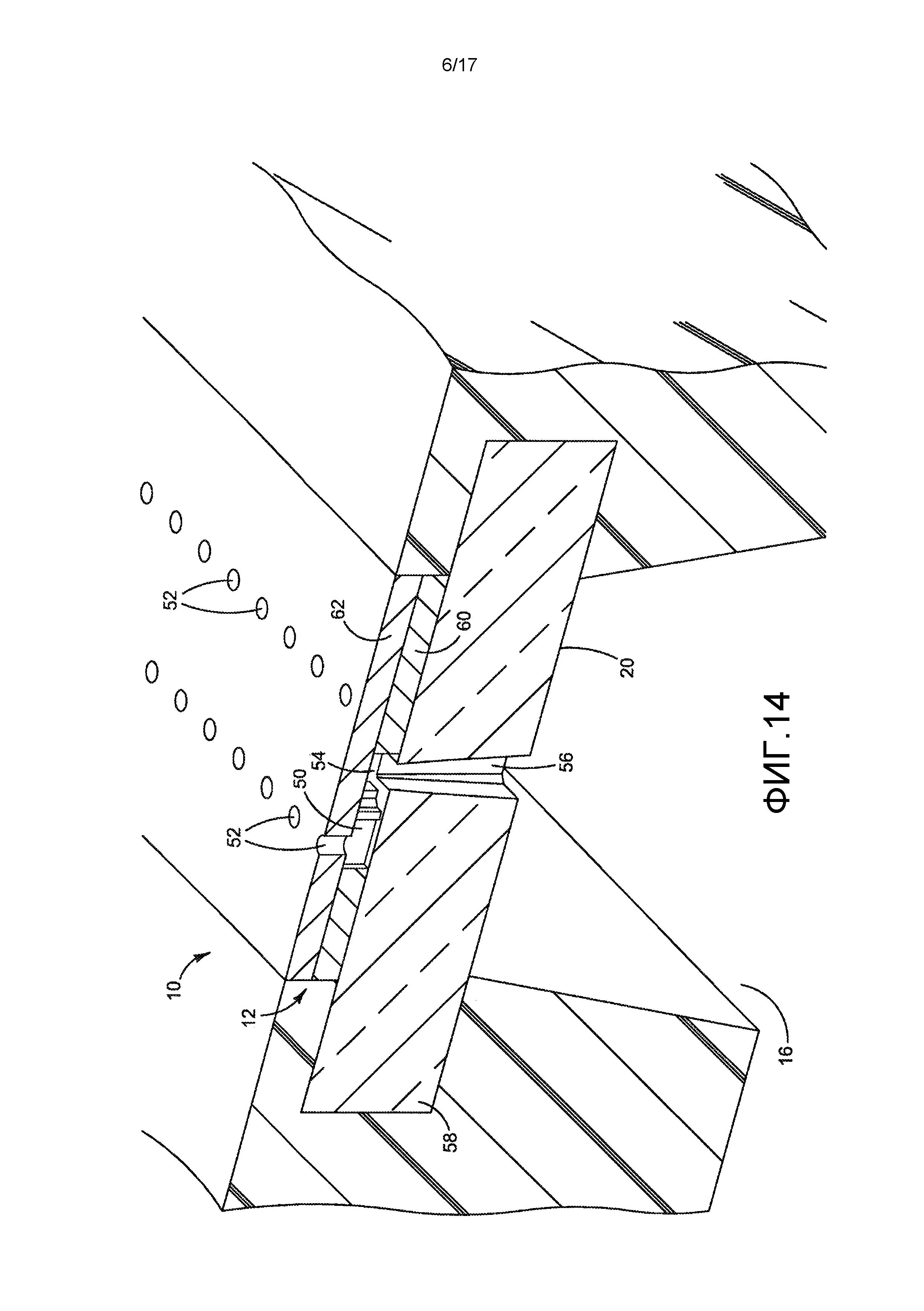
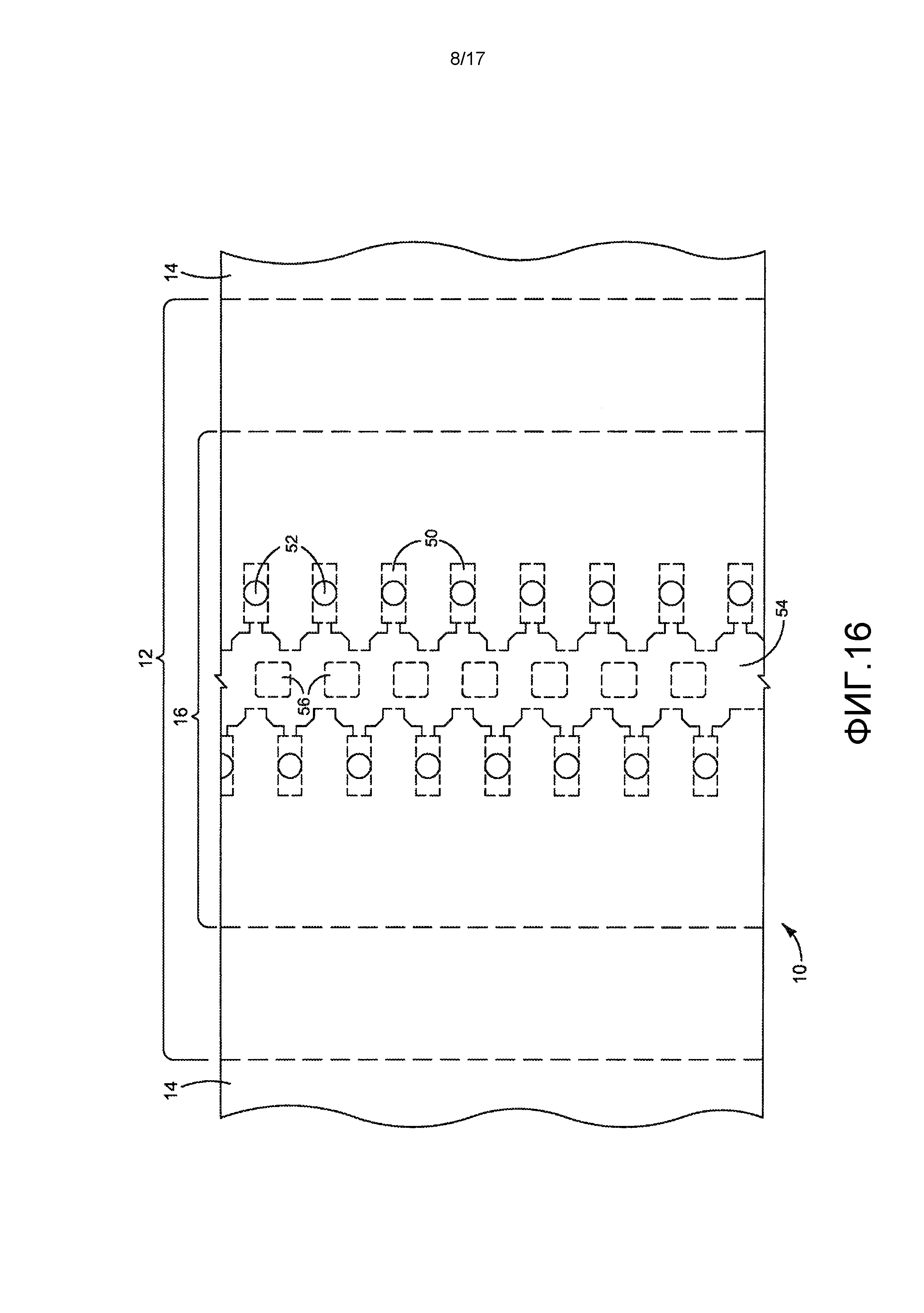
Фиг.12 представляет собой вид в разрезе по линии 12-12 на фиг.11. Фиг.13-15 представляют собой подробные виды фиг.12, а фиг.16 представляет собой графическое изображение вида сверху, показывающее расположение некоторых из конструктивных особенностей проточной конструкции 10 матрицы печатающей головки, показанной на фиг.12-14. Обратимся теперь к фиг.11-15, на которых, в показанном примере, каждая печатающая головка 37 включает в себя пару матриц 12 печатающей головки, причем каждая из них с двумя рядами эжекционных камер 50 и соответствующих выпускных отверстий 52, через которые текучая среда для печати подается из камер 50. Каждый канал 16 в формованном изделии 14 подводит текучую среду для печати к одной матрице 12 печатающей головки. Для печатающей головки 37 также возможны другие подходящие конфигурации. Например, может быть использовано больше или меньше матриц 12 печатающей головки с большим или меньшим количеством эжекционных камер 50 и каналов 16. (Хотя печатающая штанга 36 и печатающие головки 37 на фиг.12-15 показаны лицевой стороной вверх, печатающая штанга 36 и печатающие головки 37 обычно расположены лицевой стороной вниз, когда они установлены в принтеры, как изображено на блок-схеме фиг.10).
Текучая среда для печати протекает в каждую эжекционную камеру 50 из коллектора 54, продолжающегося в продольном направлении вдоль каждой матрицы 12 между двумя рядами эжекционных камер 50. Текучая среда для печати вводится в коллектор 54 через несколько впускных отверстий 56, которые соединены с каналом 16 подачи текучей среды для печати у поверхности 20 матрицы. Канал 16 подачи текучей среды для печати значительно шире, чем впускные отверстия 56 текучей среды для печати, как показано, чтобы переносить текучую среду для печати из больших, расположенных на большом расстоянии друг от друга проходов в регуляторе потока или других частях, которые переносят текучую среду для печати в печатающую штангу 36, к меньшим, расположенным торец к торцу друг к другу впускным отверстиям 56 текучей среды для печати в матрице 12 печатающей головки. Таким образом, каналы 16 подачи текучей среды для печати могут помочь уменьшить или даже устранить необходимость в отдельном «разветвлении» и других конструкциях маршрутизации текучей среды, необходимых в некоторых общепринятых печатающих головках. Кроме того, оставленная открытой значительная площадь поверхности 20 матрицы печатающей головки непосредственно к каналу 16, как показано, способствует тому, что текучая среда для печати в канале 16 помогает охлаждать матрицу 12 во время печати.
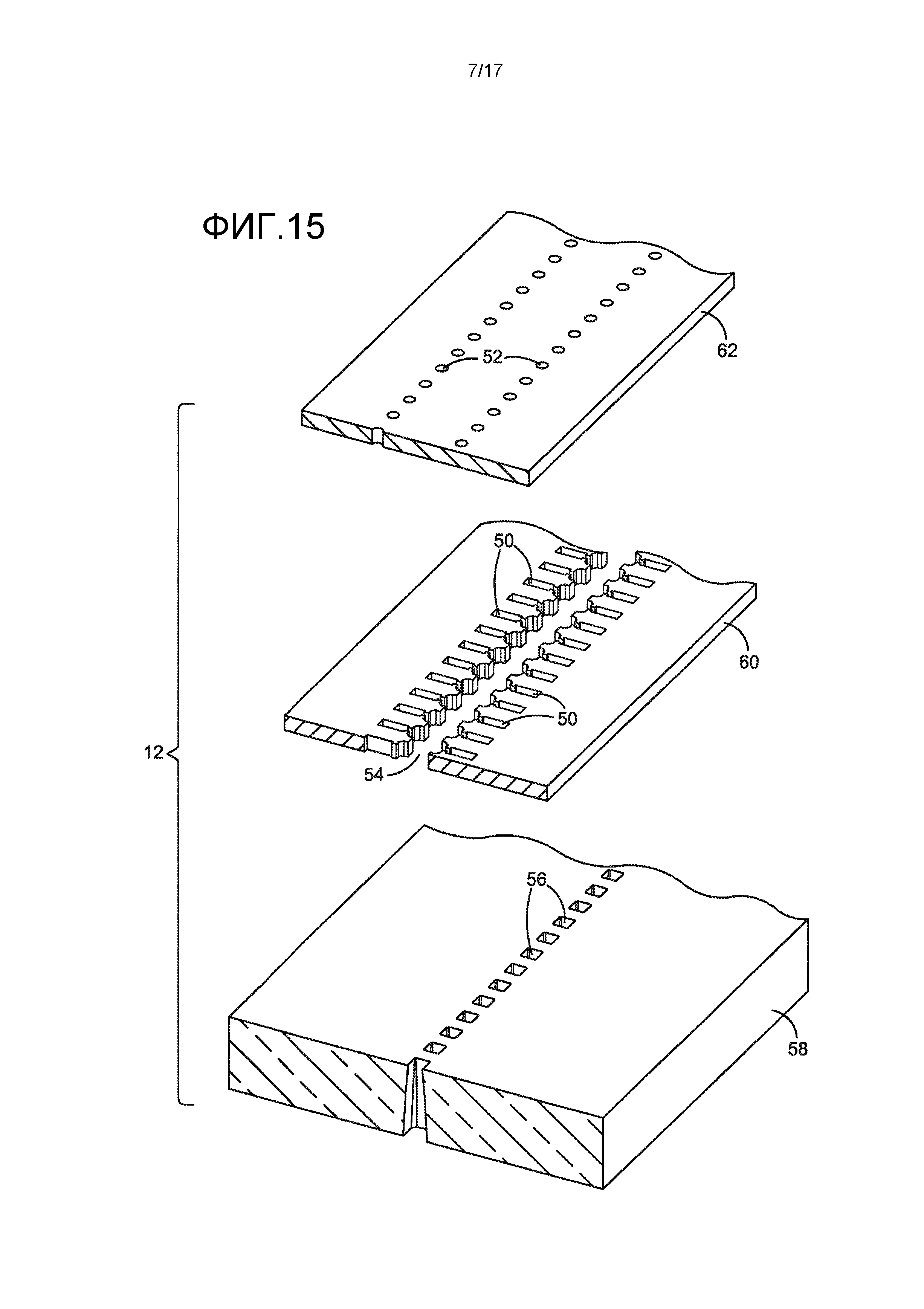
Идеализированное представление матрицы 12 печатающей головки на фиг.11-15 изображает три уровня 58, 60, 62 только для удобства, чтобы ясно показать эжекционные камеры 50, выпускные отверстия 52, коллектор 54 и впускные отверстия 56. Фактическая матрица 12 печатающей головки для струйной печати обычно является сложной структурой интегральной схемы (ИС), образованной на кремниевой подложке 58 со слоями и элементами, которые на фиг.11-15 не показаны. Например, тепловой эжекторный элемент или пьезоэлектрический эжекторный элемент, образованной на подложке 58 в каждой эжекционной камере 50, приводится в действие для выброса капель или струй чернил или другой текучей среды для печати из выпускных отверстий 52.
Формованная проточная конструкция 10 обеспечивает возможность использования длинных, узких и очень тонких матриц 12 печатающей головки. Например, показано, что матрица 12 печатающей головки толщиной 100 мкм, которая составляет приблизительно 26 мм в длину и 500 мкм в ширину, может быть сформирована в виде корпуса 14 толщиной 500 мкм, чтобы заменить общепринятую кремниевую матрицу печатающей головки толщиной 500 мкм. Мало того, что дешевле и проще формировать каналы 16 в корпусе 14 по сравнению с образованием каналов подвода в кремниевой подложке, но также дешевле и проще образовывать впускные отверстия 56 текучей среды для печати в более тонкой матрице 12. Например, впускные отверстия 56 в матрице 12 печатающей головки толщиной 100 мкм могут быть образованы посредством сухого травления и других соответствующих способов микромеханической обработки, не применяемых на практике для более толстых подложек. Микромеханическая обработка высокоплотной структурной решетки прямолинейных или немного сужающихся сквозных впускных отверстий 56 в тонкой кремниевой, стеклянной или другой подложке 58 вместо образования общепринятых щелевых отверстий оставляет более прочную подложку, все еще обеспечивая достаточное протекание текучей среды для печати. Конусовидные впускные отверстия 56 способствуют удалению воздушных пузырьков из коллектора 54 и эжекционных камер 50, образованных, например, в монолитной или многослойной пластине 60/62 с выпускными отверстиями, накладываемой на подложку 58. Предполагается, что современное оборудование манипулирования матрицами и формообразующая оснастка и технические средства для микроустройств могут быть выполнены с возможностью формования матриц 12 толщиной до 50 мкм, с отношением длины к ширине до 150, и образования каналов 16 с шириной менее 30 мкм. Кроме того, формованное изделие 14 обеспечивает эффективную и при этом недорогостоящую конструкцию, в которой несколько рядов таких лент матриц могут содержаться в едином, монолитном корпусе.
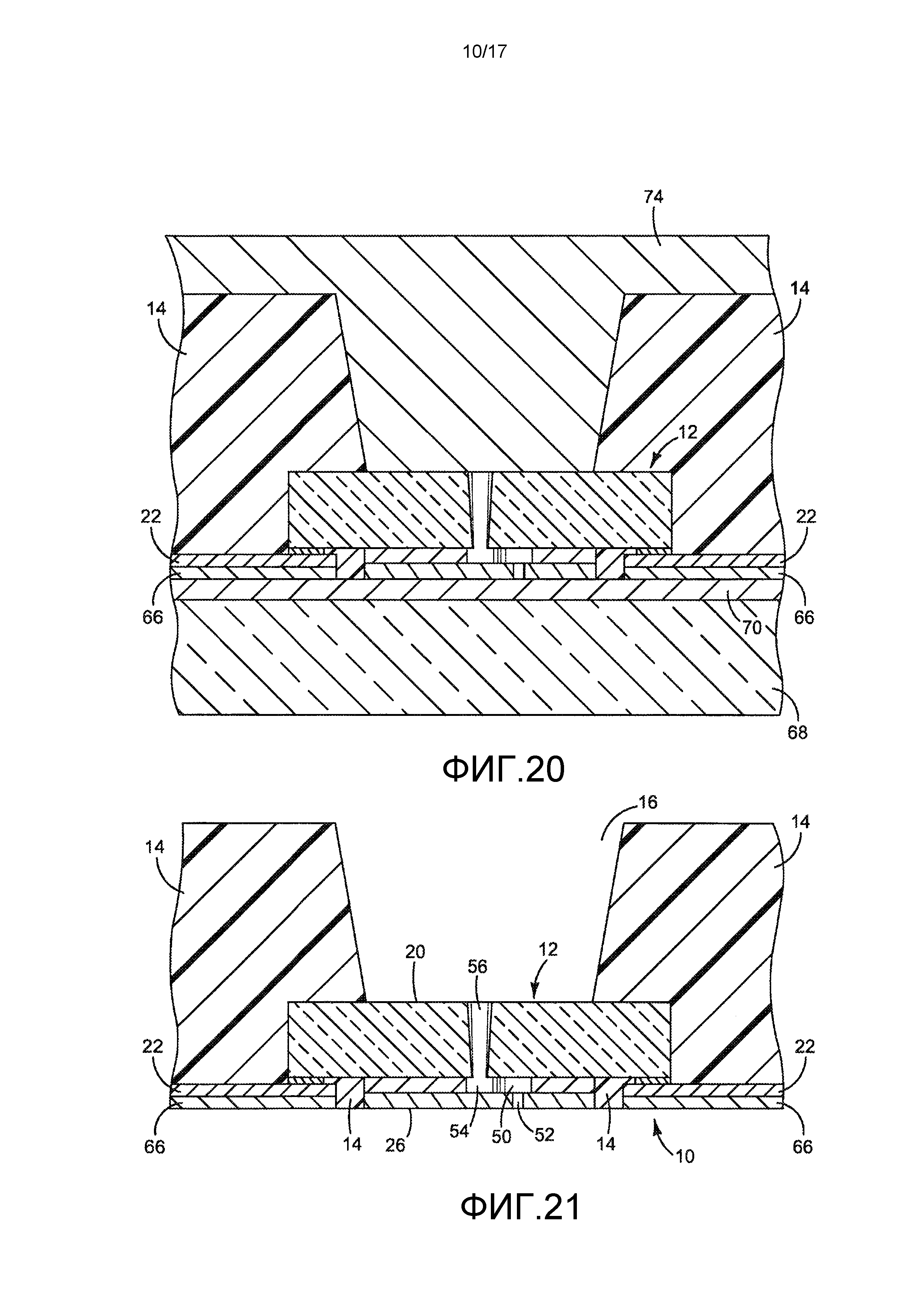
Фиг.17-21 иллюстрируют один примерный процесс изготовления новой конструкции 10 для протекания текучей среды для печатающей головки. Фиг.22 представляет собой графическую схему программы процесса, иллюстрируемого на фиг.17-21. Обратимся сначала к фиг.17, на которой гибкую электрическую схему 64 с проводящими дорожками 22 и защитным слоем 66 наносят на несущий элемент 68 с пленкой 70 теплового высвобождения, или наносят на несущий элемент 68 иным способом (этап 102 на фиг.22). Как показано на фиг.18 и 19, матрицу 12 печатающей головки размещают стороной с выпускными отверстиями вниз в отверстии 72 на несущем элементе 68 (этап 104 на фиг.22), и проводник 22 подсоединяют к электрическому выводу 24 на матрице 12 (этап 106 на фиг.22). На фиг.20, формовочный инструмент 74 образует канал 16 в формованном изделии 14 вокруг матрицы 12 печатающей головки (этап 108 на фиг.22). В некоторых применениях может быть желательным делать конусовидный канал 16, чтобы облегчать освобождение формовочного инструмента 74 или увеличивать нагрузочную способность по выходу (или и для того, и для другого). После формирования проточная конструкция для печатающей головки 10 освобождается от несущего элемента 68 (этап 110 на фиг.22) для образования готовой детали, показанной на фиг.21, в которой проводник 22 закрыт слоем 66 и окружен формованным изделием. В процессе трансферного формования, такого как показан на фиг.20, каналы 16 формируют в корпусе 14. В других процессах изготовления может быть желательно образовывать каналы 16 после формования корпуса 14 вокруг матрицы 12 печатающей головки.
В то время как на фиг.17-21 показаны единственная матрица 12 печатающей головки и канал 16, на базе пластинки можно формовать одновременно несколько матриц печатающей головки и каналов текучей среды для печати. Фиг.23-28 иллюстрируют в качестве примера один процесс на базе пластинки для изготовления печатающих штанг 36. Как показано на фиг.23, печатающие головки 37 расположены на стеклянной или другой соответствующей пластинке-носителе 68 в конфигурации нескольких печатающих штанг. (Хотя термин «пластинка» иногда используется для обозначения круглой подложки, в то время как термин «панель» используется для обозначения прямоугольной подложки, термин «пластинка», как используется в данном документе, включает в себя подложку любой формы). Печатающие головки 37, как правило, размещают на несущем элементе 68 после первого нанесения или формирования конфигурации проводников 22 и отверстий 72 матриц, как описано выше в отношении фиг.17 и этапа 102 на фиг.22.
В примере, показанном на фиг.23, пять наборов матриц 78, каждый из которых имеет четыре ряда печатающих головок 37, расположены на пластинке-носителе 66 для образования пяти печатающих штанг. Широкая печатающая штанга на подложке для печатания на подложках с размером формата бумаги «письмо» или формата A4 с четырьмя рядами печатающих головок 37, например, составляет приблизительно 230 мм в длину и 16 мм в ширину. Таким образом, на одной пластинке-носителе 66 размером 270 мм x 90 мм могут быть расположены пять наборов 78 матриц, как показано на фиг.23. Опять же, в показанном примере, решетка проводников 22 продолжается до контактных площадок 23 на краю каждого ряда печатающих головок 37. Проводники 22 и контактные площадки 23 более ясно видны на подробном виде, представленном на фиг.28. (Проводящие сигнальные трассировки к отдельным эжекционным камерам или группам эжекционных камер, такие как проводники 22 на фиг.21, опущены, чтобы не затруднять понимание других конструктивных признаков).
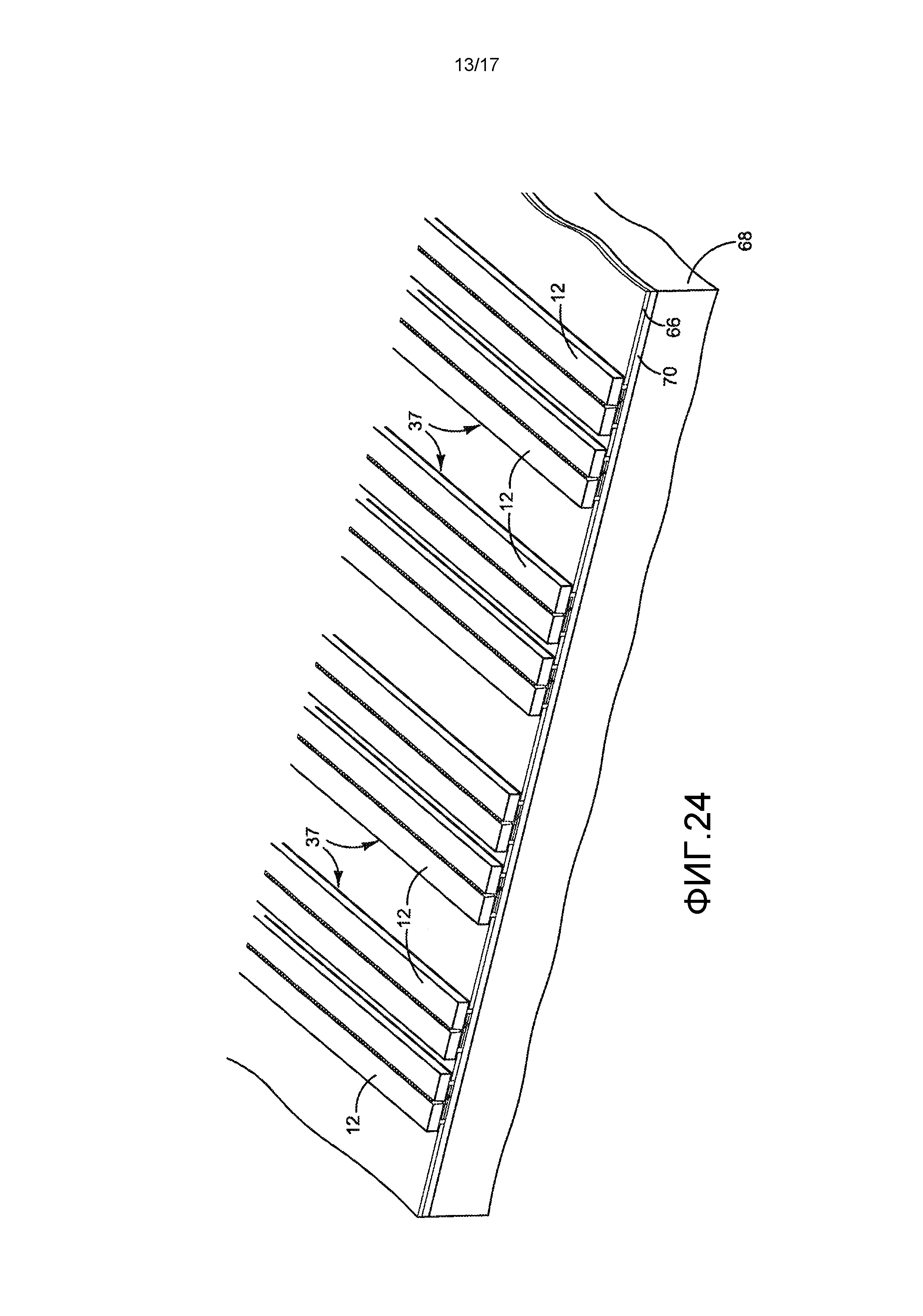
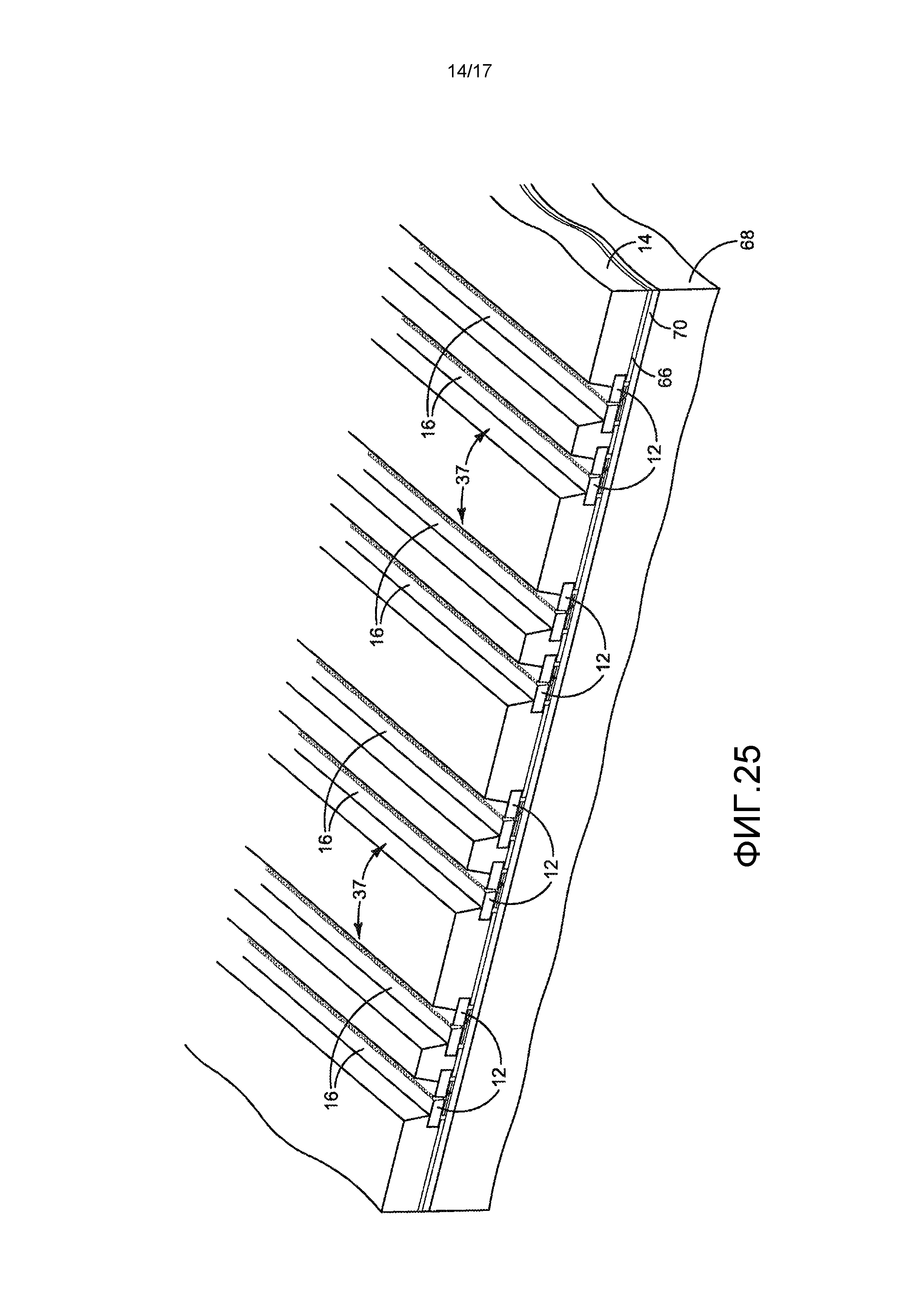
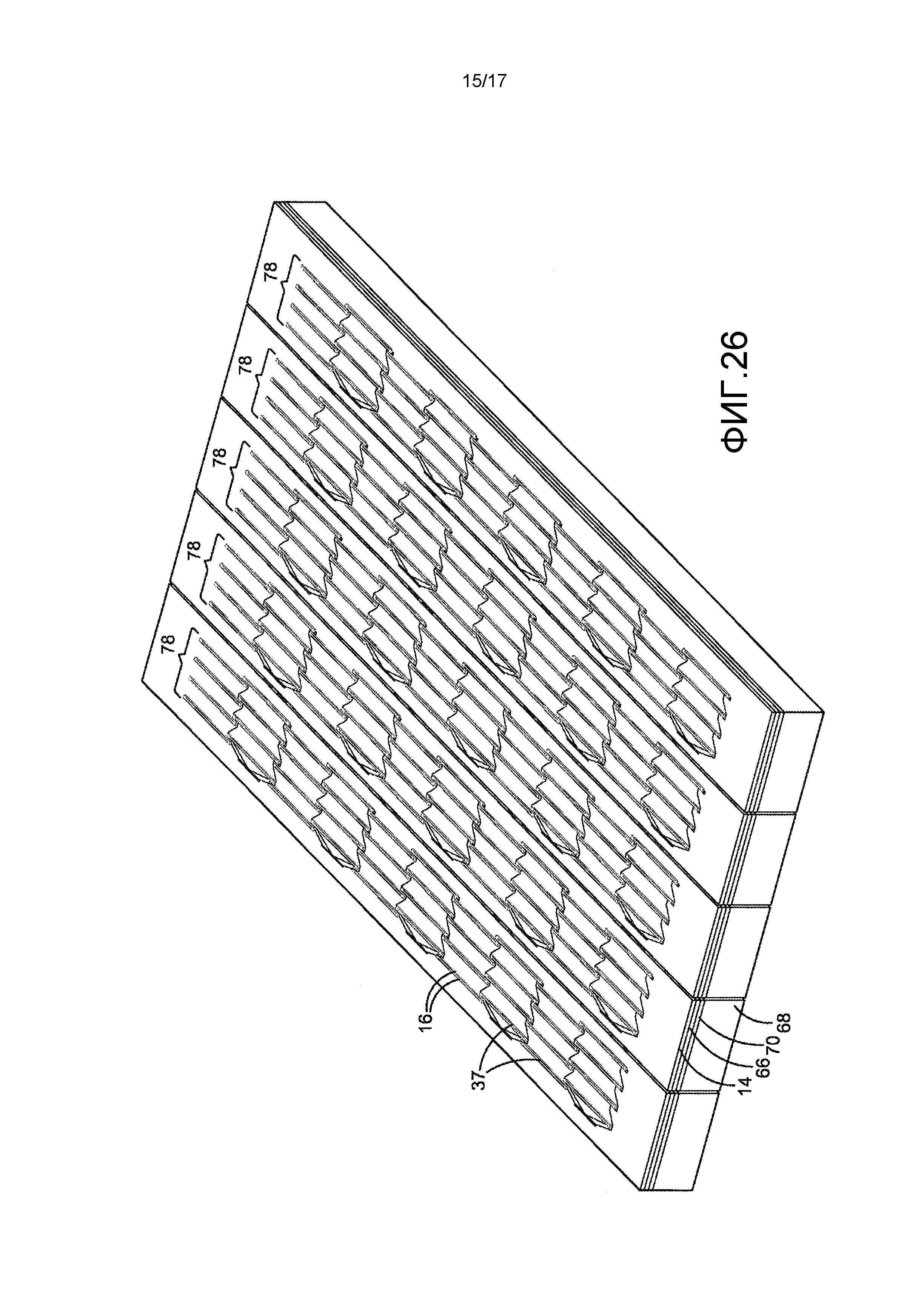
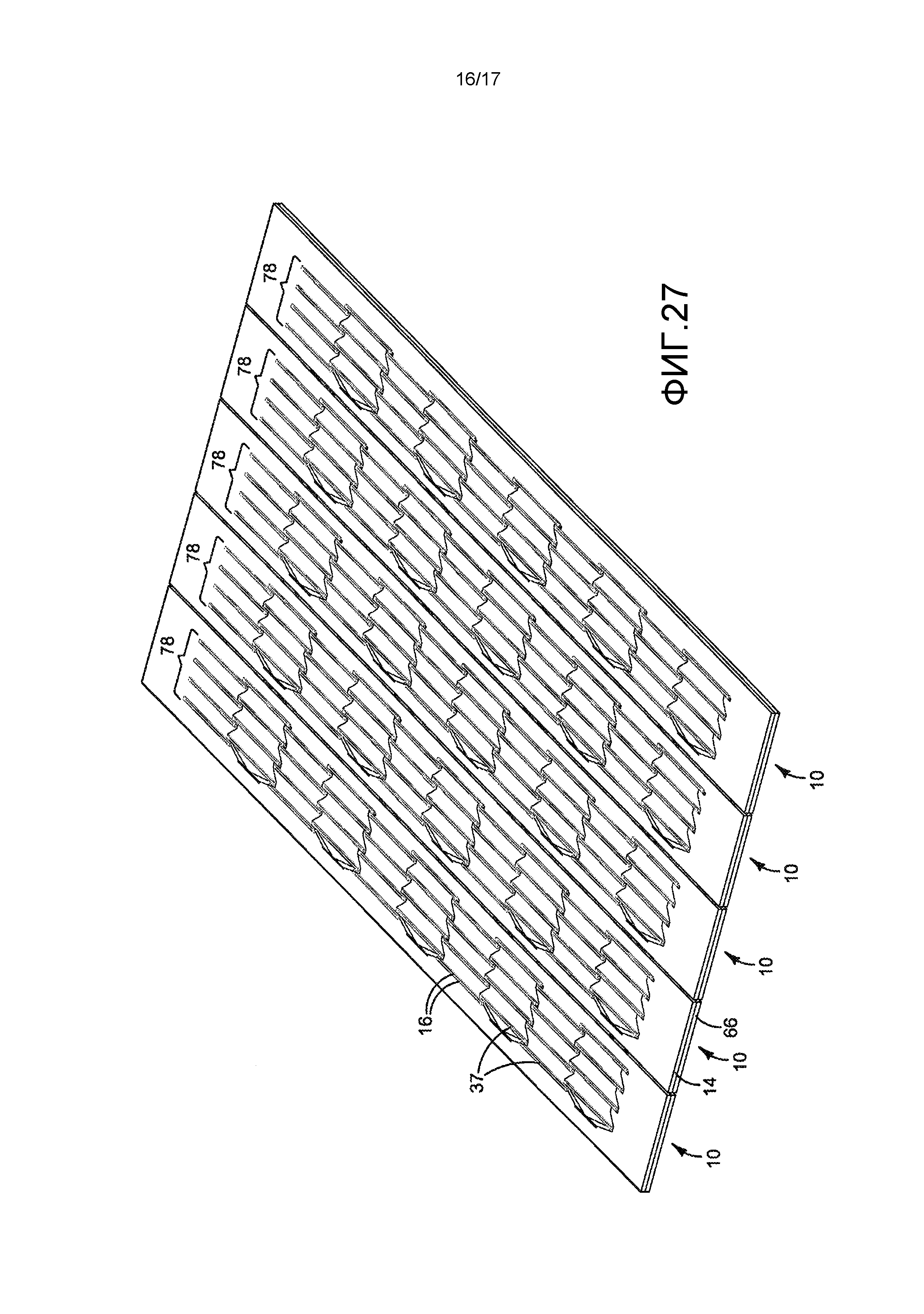
Фиг.24 представляет собой вид в разрезе в крупном масштабе одного набора из четырех рядов печатающих головок 37, сделанном по линии 24-24 на фиг.23. Штриховка опущена для ясности. Фиг.23 и 24 показывают структуру пластинки в процессе выполнения работ после завершения этапов 102-112 на фиг.23. Фиг.25 показывает вид в разрезе фиг.24 после выполнения формования этапа 114 на фиг.23, на котором корпус 14 с каналами 16 формуют вокруг матриц 12 печатающих головок. Отдельные планки 78 печатающей штанги на фиг.26 разделяют и на фиг.27 освобождают от несущего элемента 68 для образования пяти отдельных печатающих штанг 36 (этап 116 на фиг.23). Хотя может использоваться любая подходящая технология формования, тестирование показывает, что инструменты для формования уровня пластинки и технические средства, используемые в настоящее время для компоновки полупроводниковых устройств, могут быть выполнены с возможностью обеспечения экономически эффективного изготовления конструкций 10 для протекания текучей среды матриц печатающих головок, таких как конструкции, показанные на фиг.21 и 27.
Более жесткое формованное изделие 14 может использоваться там, где желательна жесткая (или по меньшей мере менее гибкая) печатающая штанга 36, чтобы поддерживать матрицы 12 печатающей головки. Менее жесткое формованное изделие 14 может использоваться там, где желательна гибкая печатающая штанга 36, например, там, где другой опорный элемент жестко поддерживает печатающую штангу в одной плоскости или где желательна неплоская конфигурация печатающей штанги. Кроме того, хотя предполагается, что формованный корпус 14 обычно будет отформован в виде монолитной части, корпус 14 можно формовать в виде более чем в одной части.
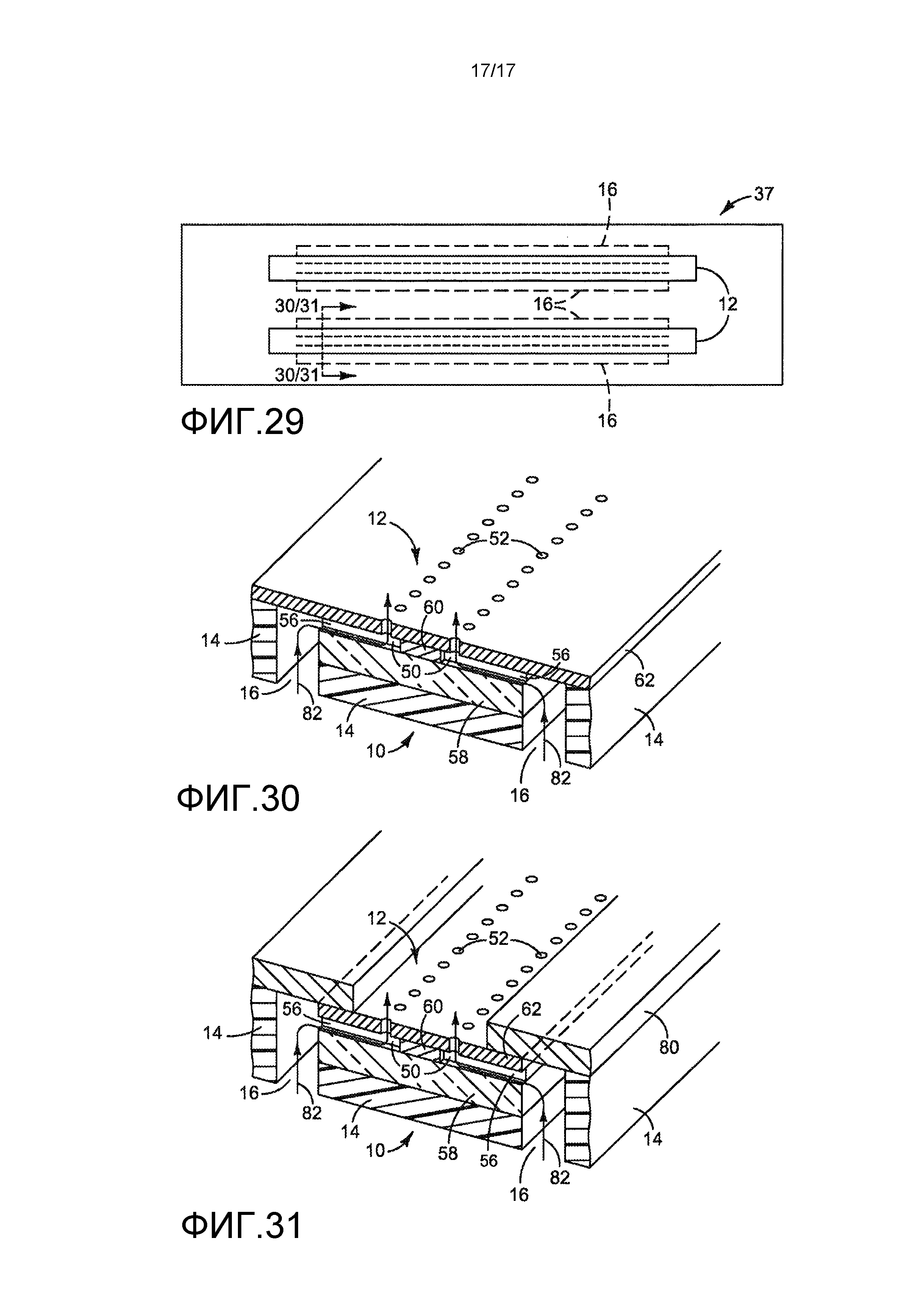
Фиг.29-31 иллюстрируют другие примеры новой конструкции 10 для протекания текучей среды для матрицы 12 печатающей головки. В этих примерах, каналы 16 формируют в корпусе 14 вдоль каждой боковой стороны матрицы 12 печатающей головки, например, с использованием процесса трансферного формования, такого как описан выше в отношении фиг.17-21. Текучая среда для печати протекает из каналов 16 через впускные отверстия 56 вбок в каждую эжекционную камеру 50 непосредственно из каналов 16. В примере, показанном на фиг.30, после формования корпуса 14 накладывают пластину 62 с выпускными отверстиями, чтобы закрыть каналы 16. В примере, показанном на фиг.31, крышка 80 образована поверх пластины 62 с выпускными отверстиями, чтобы закрывать каналы 16. Хотя показана крышка 80, состоящая из разрозненных частей, частично определяющая каналы 16, также может использоваться крышка 80, выполненная как единое целое, формованная в корпусе 14.
Как было отмечено в начале настоящего описания, примеры, показанные на чертежах и описанные выше, иллюстрируют, но не ограничивают изобретение. Возможны другие примеры. Поэтому вышеприведенное описание не следует рассматривать как ограничивающее объем изобретения, который определен в последующей формуле изобретения.
Реферат
Печатающая штанга, содержащая множество тонких матриц печатающих головок, сформованных в удлиненном, монолитном корпусе, при этом тонкие матрицы выполнены, в общем, вплотную друг к другу по длине корпуса, а корпус имеет находящийся в нем канал, через который текучая среда может проходить непосредственно к тонким матрицам. Предложенное решение обеспечивает возможность использования матриц печатающих головок меньших размеров и более компактной компоновки схем матриц, чтобы помочь снизить затраты на струйные принтеры с широкой печатающей головкой. 4 н. и 12 з.п. ф-лы, 31 ил.
Комментарии