Струйная красящая насадка для печатающего устройства - RU2044657C1
Код документа: RU2044657C1
Чертежи



Описание
Изобретение относится к жиклеру струи краски, используемому в печатающем устройстве, работающем с типографской краской.
Печатающие устройства обычно имеют по крайней мере один жиклер и систему подачи типографской краски, которая подает краску при соответствующем давлении в жиклер. Краска выталкивается наружу из выходного отверстия и разбрызгивается в виде серий маленьких капель одинакового размера на основу, такую как лист бумаги. Капли краски проходят заряжающий электрод, где избирательно получают электрический заряд, а затем проходят пару отклоняющих пластин. Заряженные капли отклоняются вследствие действия напряжения, приложенного к отклоняющим пластинам, таким образом, что капли либо попадают на основу либо отклоняются и собираются. Собранная краска может быть вновь рециркулирована в систему подачи краски.
Печатающие устройства на основе струи краски могут работать согласно двум различным принципам: принципу непрерывной струи краски и принципу капель по потребности. Согласно принципу непрерывной струи струя краски вырабатывается за счет нагнетания краски под высоким давлением через жиклер. Давление составляет от 20 до 60 бар. Это создает струю краски, которая посредством возбуждения превращается в серию маленьких капелек краски, которые ударяют по основе на большой скорости. Число капель, которое вырабатывается, составляет от 100 тыс. до 2 млн. капель в секунду. Согласно принципу капель по потребности, струя краски не создается под высоким давлением, а отдельные капли вырабатываются и выбрасываются на основу. Этот способ характеризуется низким давлением (2-10 бар), которое подается в виде импульсов. Число вырабатываемых капель составляет от 1 до 30 тыс. капель в секунду.
В жиклерах струи краски, используемых при работе устройства по принципу непрерывной струи краски, образование капель обычно стимулируется с помощью элемента сверхзвуковой вибрации, который вызывает высокочастотную вибрацию. Давление импульса, необходимое для каплеобразования, составляет 0,1% рабочего давления. Для рабочего давления, равного 30 бар, эта величина составляет приблизительно 0,03 бар, что очень мало по сравнению с печатающими устройствами, работающими по принципу капель по потребности, где давление импульсов в сотни раз больше.
В патенте США N 4228440 описано устройство жиклера струи краски для печатающего устройства, включающее корпус, снабженный каналом подачи краски, который на выходном конце закрыт торцовой стенкой, закрепленной на корпусе и снабженной каналом вывода краски, лежащим последовательно с каналом подачи краски. Жиклер дополнительно снабжен множеством ультразвуковых вибраторов. Вибраторы не размещены рядом с выходным концом канала подачи краски. Кроме того, ничего не известно относительно размеров канала вывода краски.
Известен жиклер струи краски для печатающих устройств подобного рода, содержащий корпус, выполненный в основном из недеформируемого материала и включающий канал подачи краски, который на выходном отверстии закрыт торцовой стенкой, закрепленной на корпусе, которая снабжена каналом вывода краски, лежащим на одной линии с каналом подачи краски.
Однако этот жиклер струи краски не имеет вибрационного элемента и, кроме того, ничего не известно о размерах канала вывода краски.
Целью изобретения является получение усовершенствованного жиклера струи краски для печатающего уcтройcтва, работающего по принципу непрерывной cтруи краcки.
Для этого в струйный красящей насадке для печатающего устройства, включающей корпус, выполненный в основном из недеформируемого материала, и содержащей канал подачи краски, который на выходном своем конце закрыт торцовой стенкой, прикрепленной к корпусу, которая снабжена каналом, выводящим краску и лежащим последовательно с каналом подачи краски, причем корпус жиклера в основном представляет собой блок, выводной канал имеет диаметр от 3 до 30 микрон и длину, котоpая в 3-30 раз превышает его диаметр, поблизости от выходного конца канала подачи краски размещен элемент ультразвуковой вибрации.
Струйная красящая насадка согласно изобретению является прочной, компактной и устойчивой при использовании. Во время использования она создает стабильную струю краски, состоящую из серий мелких капель краски с воспроизводимыми характеристиками. Насадка является сменной и легко подвергается очистке.
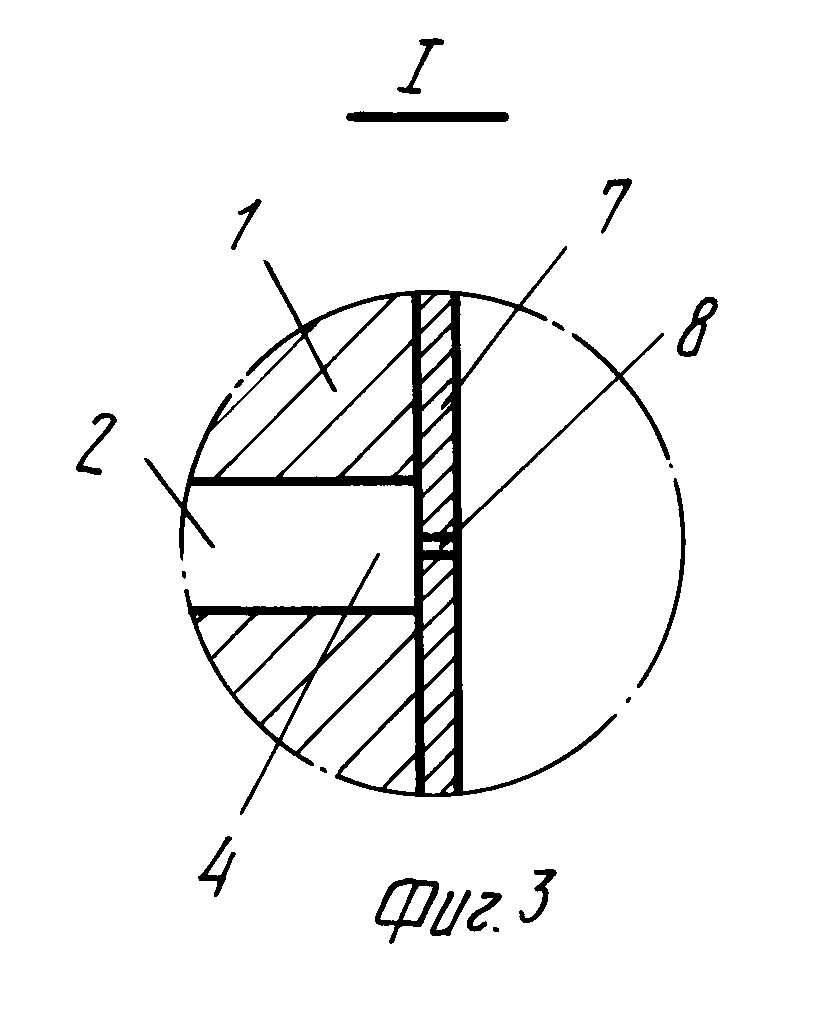
На фиг.1 показан продольный разрез предлагаемой насадки; на фиг.2 вид А на фиг.1; на фиг.3 узел I на фиг.1; на фиг.4 концевая часть варианта выполнения насадки.
Струйная красящая насадка, показанная на фиг.1 и 2, для печатающего устройства, работающего по принципу непрерывной струи краски, имеет корпус 1 слегка продолговатой цилиндрической формы, в котором концентрично установлен канал подачи краски. Канал 2 подачи краски выполнен с диаметром, увеличивающимся ступенчато от входного конца 3 до выходного конца 4. На входном конце 3 канал 2 подачи краски выполнен, например, с внутренней винтовой резьбой 5 таким образом, что насадка может быть навинчена на линию подачи краски (не показана). Фильтр 6 для фильтрации краски, протекающей через канал, установлен в канале 2 подачи краски.
На выходном конце 4 канал 2 подачи краски выполнен с торцовой стенкой в виде отдельной тонкой пластинки 7, которая прикреплена к корпусу 1 и имеет канал 8 вывода очень маленького диаметра, расположенный в основном концентрично по отношению к каналу 2 подачи краски. Диаметр канала 2 подачи краски должен быть малым на выходном конце 4 для того, чтобы во время работы поддерживать силы, действующие на пластинку 7, насколько это возможно малыми. Диаметр предпочтительно составляет от 0,2 до 1 мм. Диаметр канала 2 подачи краски на выходном конце 4, однако, во много раз превышает диаметр выходного канала 8 (фиг.3). Диаметр выходного канала 8 составляет, например, от 3 до 30 микрон, а предпочтительно от 6 до 30 микрон. Выходной канала 8 должен быть достаточно длинным для получения устойчивого направления струи краски. С другой стороны, выходной канал 8 должен быть насколько это возможно коротким для предотвращения высокочастотных вибраций, которые (как это будет показано более детально дальше) при каплеобразовании переходят в краску, вытекающую из выходного канала, сильно смоченного, что будет действовать противоположно воспроизводимости каплеобразования.
Корпус 1 насадки предпочтительно выполнен из нержавеющей стали. Корпус 2 может быть выполнен из менее коррозионно-стойкого материала, если он выполнен с внутренним покрытием, например с покрытием, наносимым химическим путем с помощью выпаривания. Покрытие должно полностью покрывать поверхность, не иметь отверстий и быть коррозионно-стойким. Кроме того, это покрытие не должно влиять на свойства краски. Корпус может быть выполнен из ненабухающей пластмассы. Дополнительно может быть использован керамический материал.
В предлагаемой насадке корпус 1 выполнен в слегка продолговатой цилиндрической форме. Корпус, однако, может быть любой формы. Он также может быть снабжен пригоночной поверхностью (не показана) для центрирования насадки, которая может быть размещена на внешней стенке корпуса шлифованием. Корпус 1, например, имеет длину 20 мм и диаметр 8 мм.
Фильтр 6 предпочтительно выполнен из нержавеющей стали с коэффициентом передачи 3 микрона. Если это необходимо, фильтр 6 может быть выполнен из политетрафторэтилена или стекла.
Тонкая пластинка 7 выполнена предпочтительно из стекла, но также она может быть выполнена из других материалов любого вида, таких как рубин, сапфир, нержавеющая сталь, никель, пластина и т.д. Толщина пластинки 7 составляет, например, около 100 микрон (0,1 мм).
С точки зрения малого диаметра канала подачи краски пластинка 7 должна быть очень точно пригнана с выходным каналом 8. Соединение пластинки 7 с корпусом 1 должно быть таким, чтобы силы, действующие на пластинку 7, были как можно ниже во время работы. Большие силы приводят к деформации пластинки 7 с отклонениями направления струи или к разрыву и разрушению пластинки.
В варианте выполнения, представленном на фиг.1 и 2, пластинка 7 установлена в углублении и закреплена на корпусе 1 с помощью, например, термореактивного двухкомпонентного эпоксидного клея. Слой клея должен быть очень тонким, тогда как поверхности корпуса 1 и пластинки 7, которые склеивают, должны быть очень плоскими. Клей должен быть нанесен очень аккуратно, для того, чтобы предотвратить попадание клея в канал 2 подачи краски и засорение выходного канала, а также сохранить насколько это возможно маленькой поверхность пластинки 7, которая не склеивается и подвергается высоким давлениям.
В варианте выполнения, представленном на фиг.4, пластинка 7 установлена с помощью крышки 9, в которой расположена пластинка 7, и которая снабжена отверстием 10 таким образом, что выходной канал 8 в пластинке 7 лежит свободно. Крышка 9 прикреплена к корпусу.
Вариант выполнения, представленный на фиг.4, является альтернативным по отношению к форме закрепления, показанной на фиг.1. Здесь также поверхность участка пластинки 7, подверженная действию высокого давления, должна быть сохранена как можно более меньшей. Если пластинка 7 выполнена из недеформируемого материала, такого как стекло, она не может быть зажата, а должна быть соединена с помощью клея. В этом случае применяются те же требования, что и в варианте выполнения, представленном на фиг.1, для соединения.
В насадке, представленной на фиг.1 и 2, корпус 1 выполнен поблизости с выходным концом 4 канала 2 подачи краски, с выточкой 11, в которой установлен ультразвуковой вибрационный элемент, например пьезоэлектрический кристалл 12. Этот вибрационный элемент 12 используется для приведения струи краски, выходящей из выходного отверстия 8, в состояние вибрации. Пьезоэлектрическим кристаллом может быть, например, кристалл свинец(цирконат)титаната, размером 5 мм в поперечном сечении и 1 мм толщиной. Пьезоэлектрический кристалл 12 снабжен электрическими соединительными тросами 13. Термореактивный двухкомпонентный эпоксидный клей может быть использован для закрепления пьезоэлектрического кристалла 12 в корпусе 1. Выточка 11 может быть также заполнена наполнителем 14, например эпоксидной смолой.
В виду жесткой конструкции корпуса 1 ультразвуковой вибрационный элемент 12 может быть установлен параллельно каналу 2 подачи краски, как показано на фиг. 1. Это имеет следующие преимущества по сравнению с установкой ультразвукового вибрационного элемента вокруг канала подачи краски. Клеевое соединение между ультразвуковым вибрационным элементом 12 и корпусом 1 может быть выполнено легко воспроизводимым, поскольку склеиваемые поверхности должны быть прижаты очень хорошо друг к другу. Ультразвуковая вибрация фактически постоянно передается недемпфированной через клеевое соединение корпусу (в данном случае слой клея в действительности работает как демпфер). Хорошая восстановимость клеевого соединения является основным фактором для хорошего каплеобразования.
Нет необходимости выполнять отверстие в ультразвуковом вибрационном элементе, что является необходимым в свою очередь при коаксиальном расположении этого элемента по отношению к каналу подачи краски.
Предлагаемая насадка имеет следующие
преимущества:
компактна и коротка;
прочна (что является преимуществом при обращении и чистке);
относительно дешева для выполнения;
может выдерживать очень высокие
давления (например, 120 бар);
фронтальная сторона легко полируется, что является преимуществом для чистки и позволяет достичь улучшений в смачивающих свойствах, в частности, когда
используется стеклянная пластинка;
при использовании металлического корпуса электрическое экранирование краски (против электростатических полей, которые наводятся зарядом) является
превосходным;
будучи обусловленным легкой обрабатываемостью нержавеющей стали (или других материалов, из которых может быть выполнен корпус) любое изменение формы (выравнивание поверхностей)
может быть легко произведено, при этом легко получить и варианты выполнения с очень малыми размерами;
с точки зрения времени, направление струи краски является устойчивым; после регулирования
не требуется длительное выравнивание;
очень хорошая механическая устойчивость;
за счет формы канала подачи краски, если имеется вытекание краски, остаток легко удалить.
Общая конструкция предлагаемой насадки имеет также большое преимущество в том, что число капель, вырабатываемых в секунду, предполагая одинаковую электрическую вибрацию, подаваемую на ультразвуковой вибрационный элемент, является одним и тем же в пределах очень маленьких допусков для различных насадок.
Реферат
Использование: в печатающих устройствах, работающих с типографской краской. Сущность изобретения: струйная красящая насадка для печатающего устройства, содержащая корпус из недеформируемого материала, в полости которого выполнен продольный сквозной осевой канал для прохода краски с уменьшающимся к выходу диаметром, и перекрывающую выходное отверстие канала торцовую пластину, имеющую выходной канал, соосный каналу подачи краски. Снабжена ультразвуковым вибрационным элементом, а выходной канал торцовой пластины имеет диаметр от 3 до 30 мкм и длину, в 3 30 раз превышающую его диаметр, при этом ультразвуковой элемент расположен в полости корпуса в зоне выходной части канала для подачи краски. 8 з. п. ф-лы, 4 ил.
Комментарии