Пластина нанесения краски для ротационной печатной машины - RU2240922C2
Код документа: RU2240922C2
Чертежи
Описание
Изобретение относится к пластине, обеспечивающей нанесение краски, для ротационной печатной машины, которая предназначена для установки на цилиндре и образована по меньшей мере одной пластиной основания и материалом, нанесенным на эту пластину, причем этот материал предназначен для вырезания в нем рельефных зон, контуры которых соответствуют контурам поверхностей, на которые должна быть нанесена краска. Кроме того, предлагаемое изобретение касается ротационной печатной машины, содержащей такую пластину, обеспечивающую нанесение краски, установленную на цилиндре, а также касается способа изготовления такой пластины.
Эти пластины, обеспечивающие нанесение краски и смонтированные на красящих цилиндрах, давно известны в области использования печатных машин ротационного типа как для прямого, так и для непрямого нанесения краски. В случае непрямого нанесения краски используют промежуточный коллекторный красящий цилиндр, на который необходимая краска переносится при помощи селективных цилиндров, также называемых красящими цилиндрами. Каждый из этих красящих цилиндров связан с определенным накатным валиком красочного аппарата и, следовательно, с краской данного цвета. Этот коллекторный красящий цилиндр затем переносит краску, соответствующую различным цветам, на пластины печатной формы. Зато в случае прямого нанесения краски эта краска переносится на пластины печатной формы непосредственно с красящих цилиндров и без использования промежуточного коллекторного цилиндра.
Красящие цилиндры ротационных печатных машин, как это известно из предшествующего уровня техники в данной области, имеют поверхность, изготовленную из твердого материала, например, из пластического материала, металла или же из отвержденного каучука, причем на этой поверхности выполняются вырезы таким образом, чтобы сформировать рельефные зоны, контуры которых точно соответствуют контурам подлежащих печати зон в заданном цвете. Эти рельефные зоны формируются при помощи известных средств вырезания, например при помощи лазерных средств. Такие красящие цилиндры или валы описаны, например, в ЕР 0406157 или в US 5282417, где показаны такие красящие цилиндры или валы, установленные в ротационной печатной машине, использующей одновременно технологию прямого и непрямого нанесения краски.
Этот тип красящих цилиндров обладает, тем не менее, определенными недостатками. В частности, в том случае, когда эти цилиндры изнашиваются, т.е. в том случае, когда изнашиваются их рельефные зоны, необходимо демонтировать эти цилиндры из данной печатной машины, заново наносить упомянутый слой пластического или другого материала на периферийную поверхность этих цилиндров, заново вырезать требуемые в данном случае рельефные зоны, после чего устанавливать эти цилиндры обратно в данную печатную машину, что неизбежно приводит к необходимости длительных и сложных регулировок и настроек для того, чтобы заново обеспечить требуемый регистр или приводку различных отпечатков на коллекторном красящем цилиндре или на формном цилиндре.
Первое техническое решение, позволяющее устранить по меньшей мере некоторые из этих недостатков, состоит в использовании для нанесения краски пластин, содержащих фотополимерное покрытие, которые устанавливаются на цилиндры, заменяющие известные красящие цилиндры. Эта технология дает возможность изготовлять эти обеспечивающие нанесение краски пластины независимым образом, в частности, формируя упомянутые рельефные зоны с использованием способа фотогравирования. Однако сами эти фотополимерные красящие пластины обладают определенными недостатками. С одной стороны, здесь следует упомянуть то обстоятельство, что создание этих рельефных зон должно осуществляться в плоском положении, вследствие чего эти рельефные зоны подвергаются деформации в процессе установки этих пластин на красящем цилиндре. При этом необходимо учитывать упомянутую деформацию в процессе создания рельефных зон. Кроме того, диаметр цилиндров, на которые будут устанавливаться эти красящие пластины, также оказывает влияние на их деформацию. Срок службы таких фотополимерных красящих пластин, в дополнение к их достаточно высокой стоимости, также является неудовлетворительным. Действительно, в частности, в тех способах, где используется принцип прямого переноса краски непосредственно на печатную пластину, температура которой может быть достаточно высокой, срок службы этих фотополимерных красящих пластин оказывается определенно меньшим, чем срок службы упомянутых выше красящих цилиндров.
Кроме того, этот фотополимерный материал имеет эластичность, меньшую, чем эластичность материалов, используемых для изготовления самих этих красящих цилиндров, таким образом, что степень нанесения краски иногда оказывается недостаточной, особенно в способе с использованием прямого нанесения краски.
Цель предлагаемого изобретения состоит в том, чтобы внести усовершенствования в известные и существующие системы нанесения краски.
Более конкретно, цель данного изобретения состоит в том, чтобы предложить обеспечивающую нанесение краски пластину, которая позволяет устранить недостатки существующих красящих пластин.
Цель изобретения также состоит в том, чтобы предложить способ изготовления такой красящей пластины, красящий цилиндр, на котором размещается такая красящая пластина, а также ротационную печатную машину, в которой используется такая красящая пластина.
Обеспечивающая нанесение краски пластина в соответствии с предлагаемым изобретением определяется отличительной частью пункта 1 формулы этого изобретения.
Эта обеспечивающая нанесение краски или красящая пластина в соответствии с предлагаемым изобретением обладает многочисленными преимуществами. С одной стороны, можно упомянуть то обстоятельство, что такие красящие пластины являются определенно менее дорогостоящими в изготовлении и что их срок службы является заметно более продолжительным по сравнению с фотополимерными красящими пластинами. Кроме того, их изготовление является значительно более простым, поскольку в данном случае упомянутые рельефные зоны создаются на пластинах, уже смонтированных на красящих цилиндрах, таким образом, чтобы эти зоны не подвергались деформации в процессе установки данных пластин в ротационную печатную машину.
Пункты 2-6 формулы предлагаемого изобретения определяют специфические способы осуществления такой красящей пластины.
Независимый пункт 7 формулы предлагаемого изобретения определяет красящий цилиндр ротационной печатной машины, содержащий по меньшей мере одну красящую пластину, выполненную в соответствии с этим изобретением, и независимый пункт 8 формулы этого изобретения определяет ротационную печатную машину, содержащую по меньшей мере один такой красящий цилиндр.
Независимый пункт 9 формулы предлагаемого изобретения определяет способ изготовления красящей пластины в соответствии с этим изобретением.
Зависимые пункты 10 и 11 формулы этого изобретения определяют специфические этапы способа изготовления красящей пластины, определенного в пункте 9 этой формулы изобретения.
Предлагаемое изобретение будет лучше понятно из приведенного ниже описания примера его осуществления, со ссылками на приведенные в приложении фигуры.
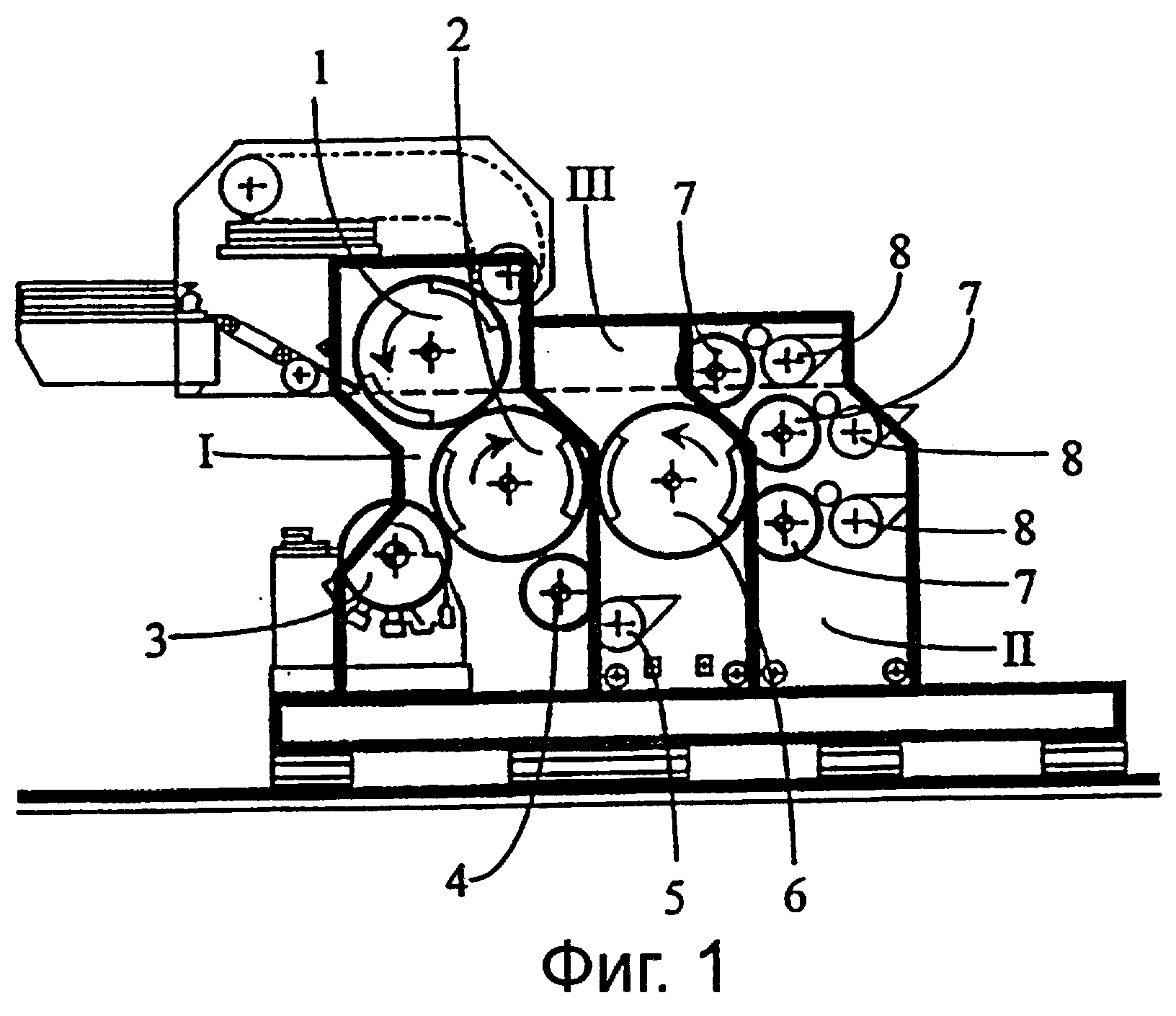
Фиг.1 представляет собой схематический вид в разрезе ротационной печатной машины, в которой одновременно используются технологии прямого и непрямого переноса краски.
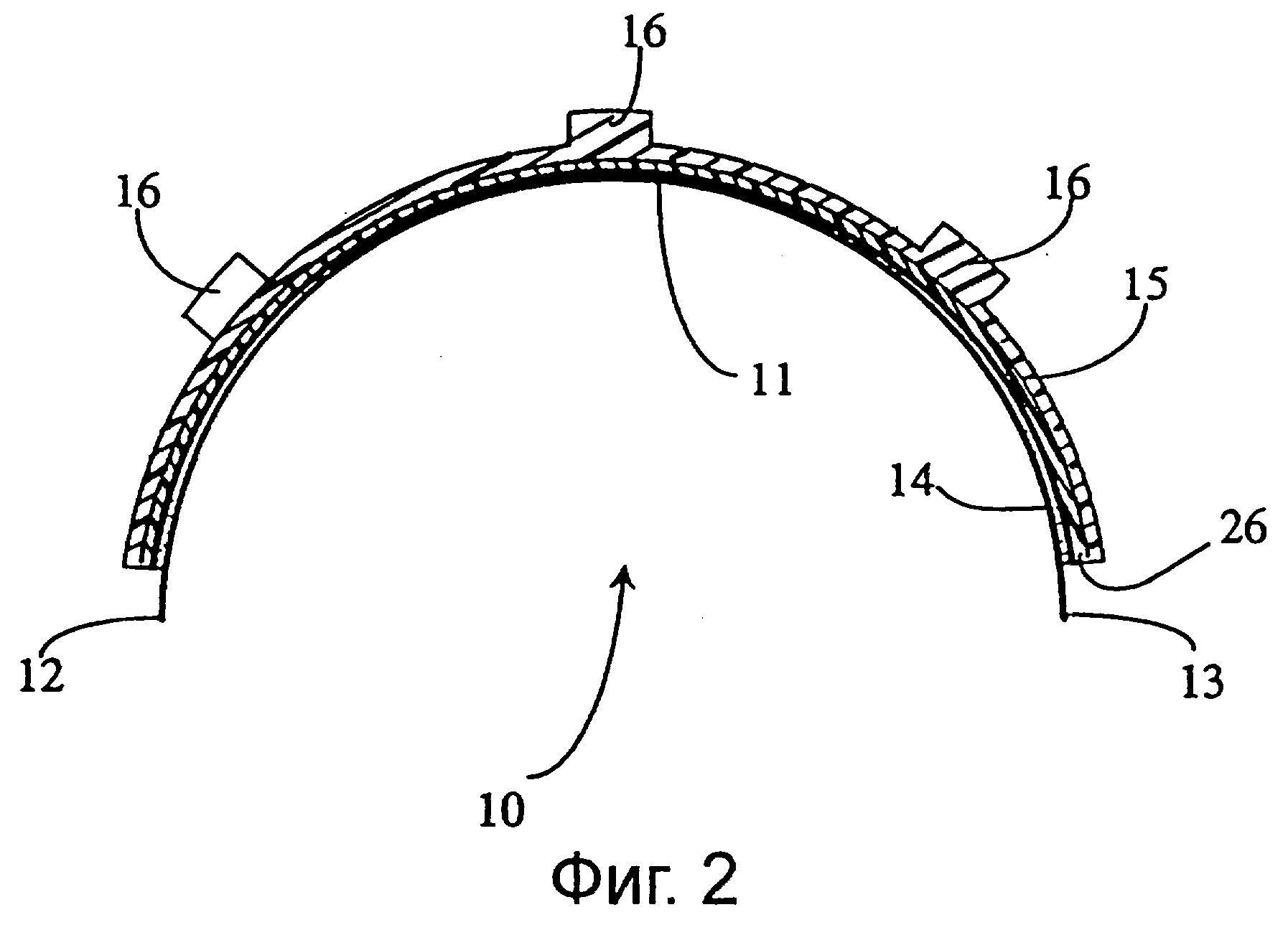
Фиг.2 представляет собой схематический вид в разрезе красящей пластины в соответствии с предлагаемым изобретением.
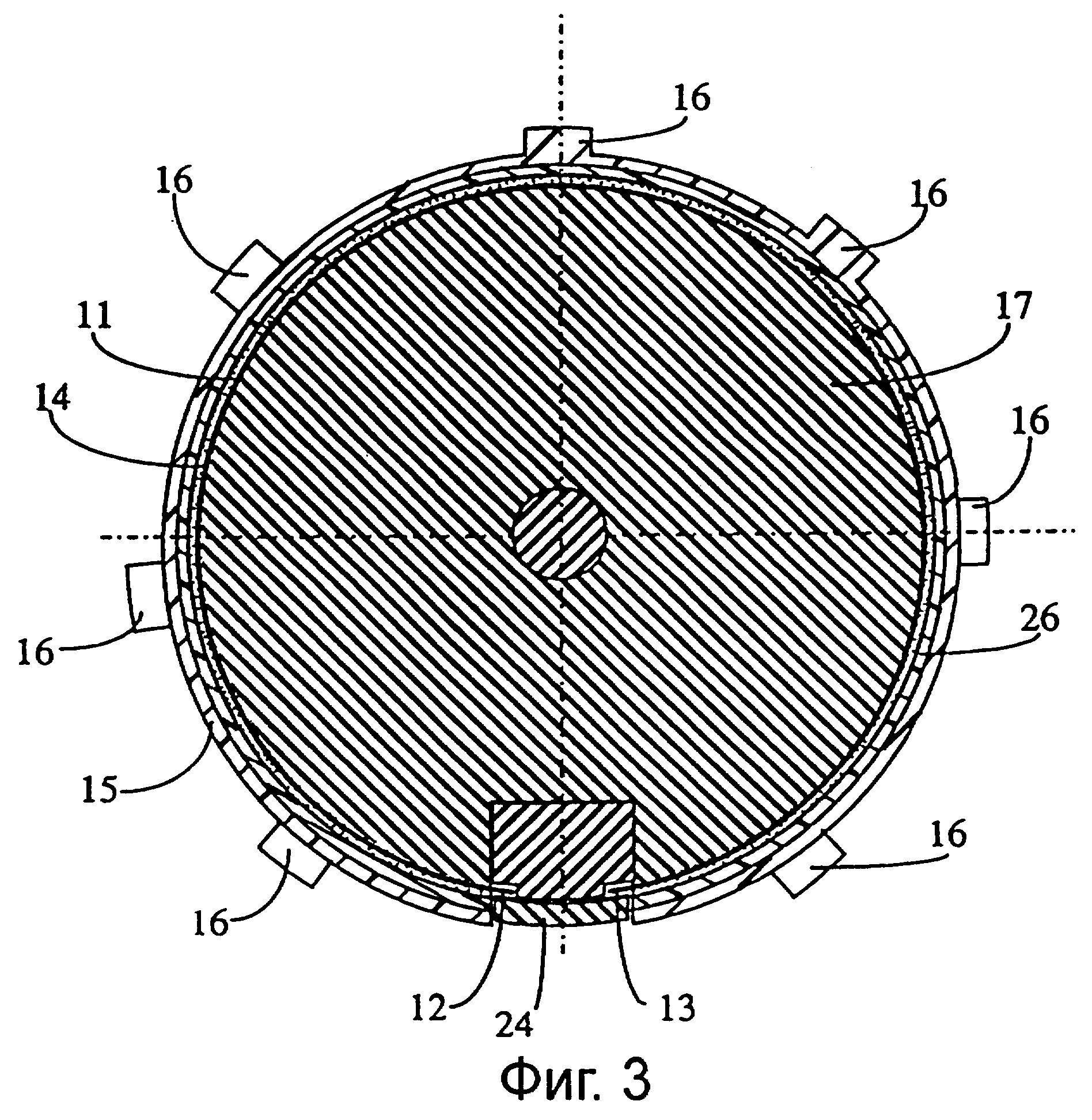
Фиг.3 представляет собой схематический вид в разрезе красящего цилиндра, на котором размещена красящая пластина в соответствии с предлагаемым изобретением.
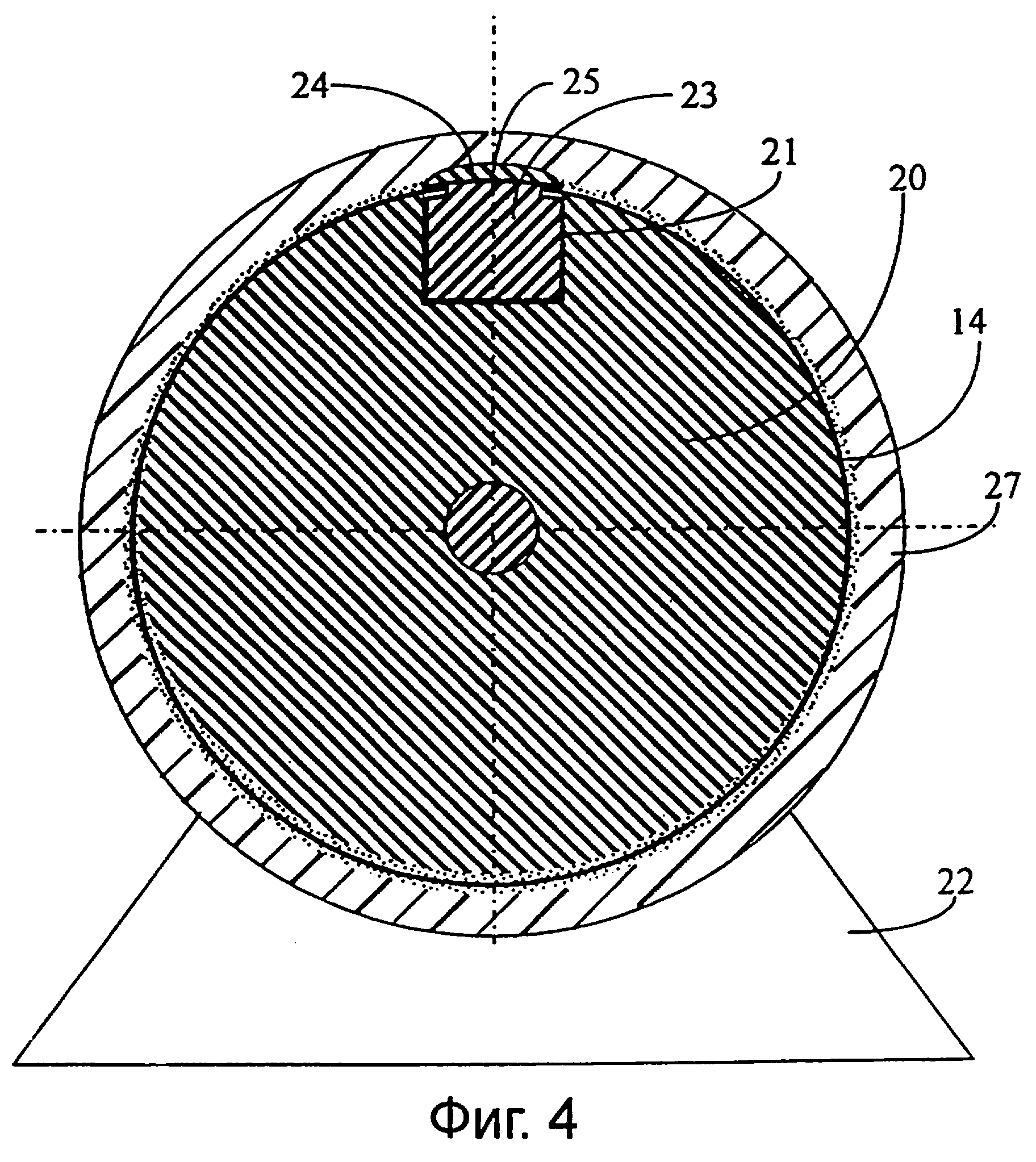
Фиг.4 представляет собой схематический вид в разрезе пластины основания, смонтированной на цилиндре предварительной подготовки для нанесения слоев.
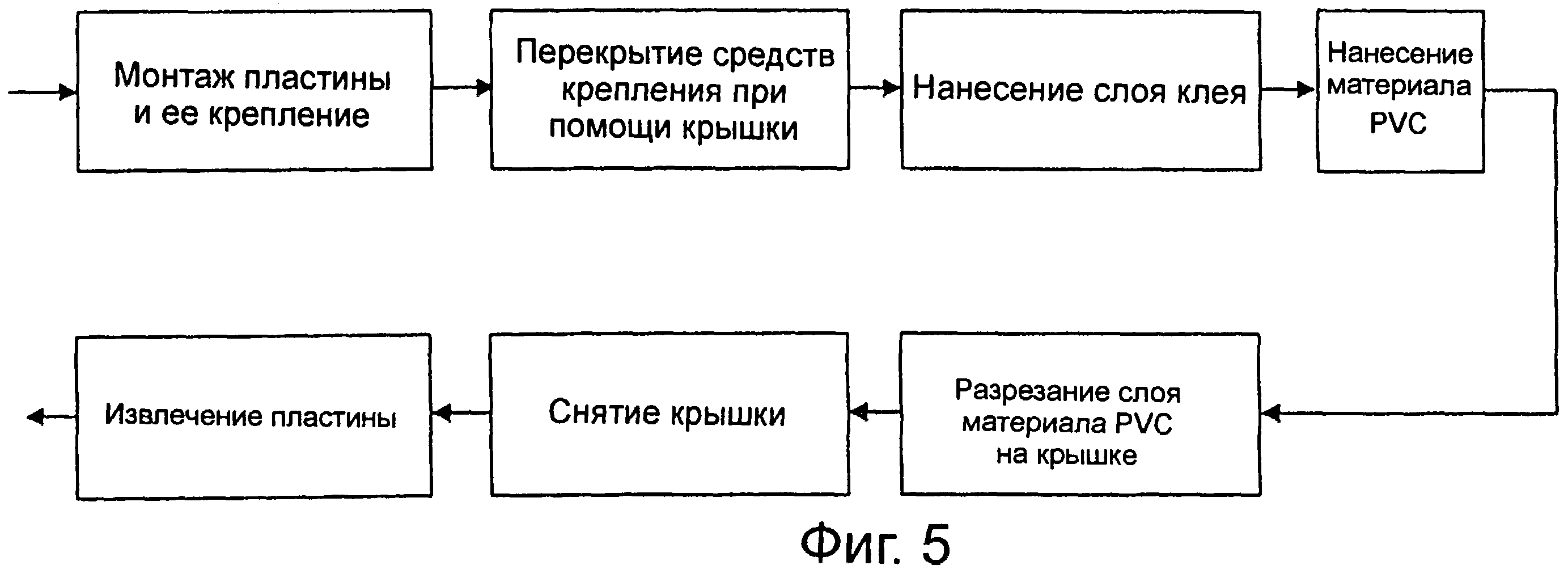
Фиг.5 представляет собой блок-схему, иллюстрирующую способ изготовления красящей пластины в соответствии с предлагаемым изобретением.
Ротационная печатная машина, схематически показанная на фиг.1, представляет собой конвертируемую печатную машину для печати гравировальными валами, которая позволяет использовать прямой или непрямой способ переноса краски. Эта печатная машина содержит три модуля I, II и III, причем прямой перенос краски реализуется в модуле I, который содержит печатный цилиндр 1, формный цилиндр 2, цилиндр осушения 3 и красящий цилиндр 4, связанный с красочным аппаратом 5.
Непрямой перенос краски в этой печатной машине реализуется при помощи модулей II и III, которые содержат коллекторный красочный цилиндр 6, на который краска наносится при помощи красящих цилиндров 7, располагающихся в модуле II и связанных с красочными аппаратами 8. Таким образом, для осуществления непрямого переноса краски, изображения, соответствующие рельефным зонам красящих цилиндров 7, соединяются на коллекторном красящем цилиндре 6, после чего переносятся с этого коллекторного цилиндра 6 на формный цилиндр 2. Такая ротационная печатная машина описана, например, в US 5282417, который внесен в описание изобретения посредством ссылки.
Красящая пластина в соответствии с предлагаемым изобретением схематически представлена в разрезе на фиг.2. Эта красящая пластина 10 образована пластиной 11 основания, предпочтительно изготовленной из металла, например, из нержавеющей стали, и имеющей два конца 12, 13, предусмотренных для крепления этой пластины на цилиндре 20 (см. фиг.3). На эту пластину основания 11 сначала наносят слой клея 14, который покрывает всю поверхность этой пластины 11, за исключением двух ее концов 12 и 13, которые используются для закрепления этой пластины. Затем поверх этого слоя клея 14 наносят первый слой 26, образованный первой композицией материала PVC (поливинилхлорид), после чего поверх этого первого слоя 26 наносят второй слой 15, образованный второй композицией материала PVC, в котором вырезаются рельефные элементы 16. Эти рельефные элементы 16 точно соответствуют изображениям печатной пластины, которые должны быть покрыты краской определенного цвета.
В предпочтительном варианте осуществления эта пластина основания с двумя нанесенными слоями материала PVC используется для прямого нанесения краски, причем упомянутый второй слой 15 из материала PVC является более мягким, чем упомянутый первый слой 26 из материала PVC.
На фиг.3 схематически проиллюстрирована красящая пластина 10, установленная на красящий цилиндр 17. Эта пластина 10, которая соответствует пластине, показанной на фиг.2, содержит пластину 11 основания, нанесенный на нее слой клея 14 и два слоя 26 и 15, выполненных из материала PVC, причем рельефные элементы 16 вырезаны в этом слое 15. Концы 12 и 13 пластины 11 основания удерживаются в выемке 18 цилиндра 17 при помощи подходящей в данном случае системы крепления, например при помощи зажимов (не показаны). Такая система крепления пластин на цилиндре хорошо известна в области ротационных печатных машин. В качестве примера можно указать на ЕР 0403434, который внесен в настоящее описание в качестве ссылки, причем в этом патентном документе показана такая система крепления, устанавливаемая в выемке формного цилиндра.
Такой красящий цилиндр 17 затем устанавливается в печатную машину типа той, которая схематично представлена на фиг.1, предпочтительно на место цилиндра 4, для обеспечения прямого переноса краски, как об этом уже было сказано выше.
На фиг.4 показана красящая пластина в процессе ее подготовки, установленная на соответствующий цилиндр подготовки 20 для нанесения на нее последовательных слоев компонентов, причем сам этот цилиндр размещен на опоре 22. Пластина 11 основания установлена на этом цилиндре подготовки 20 и удерживается в заданном положении при помощи системы зажимов, схематически представленной ссылочным номером 23 и располагающейся в выемке 21 этого цилиндра 20. При этом используемая система зажимов может быть той, о которой уже было сказано выше, или может представлять собой любую другую эквивалентную систему.
Затем упомянутая выемка 21 закрывается крышкой 24 для того, чтобы не допустить проникновения в эту выемку клея и материала PVC. Эта крышка 24 закрепляется при помощи винта 25 или при помощи любого другого эквивалентного средства крепления. После этого наносят слой клея 14 на поверхность пластины 11 основания, исключая поверхность крышки 24. В случае, представленном на рассматриваемой здесь фигуре, наносят только один единственный слой 27 материала PVC, причем такая конфигурация пластины соответствует использованию в процессе непрямого нанесения краски. В этом случае наружный слой 27 материала PVC является более твердым, чем слой 15 материала PVC, показанный на фиг.2 и 3, для пластин, используемых в способе прямого нанесения краски.
Отсутствие клея на крышке 24 приводит к тому, что слой материала PVC не прилипает к этой крышке, вследствие чего для снятия пластины 10 достаточно разрезать в продольном направлении, т.е. в направлении оси цилиндра 20, этот материал PVC вдоль кромок крышки для удаления слоев PVC, покрывающих эту крышку 24. Затем можно отсоединить средства крепления этой крышки 24 и получить доступ к средствам крепления 23 пластины 10 на цилиндре 20, после отсоединения которых можно снять эту пластину 10.
Имеется возможность осуществить вырезание рельефных элементов 16 (см. фиг.2 и 3) либо непосредственно на цилиндре подготовки 20, либо в специальной машине, демонтируя для этого пластину 10 со своего основания 20 и устанавливая ее на аналогичный цилиндр в этой специальной машине.
Способ изготовления пластины нанесения краски в соответствии с предлагаемым изобретением содержит следующие этапы:
- монтаж пластины основания на цилиндр подготовки и закрепление ее на этом цилиндре при помощи подходящих в данном случае средств крепления;
- перекрытие этих средств крепления при помощи крышки;
- нанесение слоя клея на поверхность этой пластины основания, исключая при этом поверхность крышки;
- нанесение по меньшей мере одного слоя материала PVC на слой клея и на упомянутую крышку;
- разрезание слоя этого материала PVC, располагающегося на упомянутой крышке; демонтаж этой крышки и извлечение пластины.
Этот способ проиллюстрирован представленной на фиг.5 блок-схемой, содержащей различные этапы.
В предпочтительном варианте осуществления изобретения будет использоваться клей типа Decorral HF (товарный знак).
Однако могут быть использованы и другие эквивалентные типы клея.
Ниже приведены примеры возможных композиций материала PVC.
Слой 15, твердость 70 единиц по Шору А, фиг.2 и 3:
- Hostalit 4472 1,100 г
- Hostalit 9070 1,100 г
- Vestinol AH (DOР) 1,135 г
- Paraplex G54 770 г
- Карбонат кальция 825 г
- Prosper DBM 45 г
- Vinlub 73 10 г
- Riccadil TPL 10 г
Слой 26 или 27, твердость 50 единиц по Шору D, фиг.2,3,4:
Hostalit 4472 1,250 г
Hostalit 9070 1,250 г
Vestinol AH (DOP) 1,200 г
Monomer X 980 375 г
Катализатор TBPB-50-FT (50%) 8 cc
Prosper DBM 50 г
Карбонат кальция 125 г
Графит 40 г
В предпочтительном варианте осуществления изобретения толщина наложенного слоя 15 материала PVC будет составлять 5 мм, причем нанесение этого слоя можно осуществлять в два последовательных этапа, каждый из которых соответствует нанесению одного слоя толщиной примерно 2,5 мм. После того, как этот слой нанесен и цилиндр охлажден, можно осуществлять отделку передней поверхности этого слоя перед нанесением второго слоя материала PVC. При этом толщина слоя 26 или 27 может составлять примерно 3 мм.
Описанные выше способы осуществления предлагаемого изобретения приведены здесь лишь в качестве примеров и изменения в них, не выходящие за рамки объема данного изобретения, вполне возможны. Так, например, в зависимости от размеров пластин и размеров красящих цилиндров, можно устанавливать на один цилиндр больше, чем одну такую пластину. Может даже оказаться особенно выгодным и предпочтительным привести в соответствие количество пластин нанесения краски с количеством пластин, подлежащих окраске.
Поскольку все пластины закрепляются при помощи систем зажимов, можно привести в соответствие проходы зажимов на каждом цилиндре, красочном и формном, и оптимизировать таким образом использование поверхностей пластин. Кроме того, толщина упомянутых слоев материала PVC может быть изменена в зависимости от конкретных условий и обстоятельств использования данного изобретения.
Реферат
Изобретение относится к пластине для нанесения краски, устанавливаемой на цилиндре ротационной печатной машины, способу ее изготовления, а также к цилиндру и ротационной печатной машине, оснащенным такой пластиной. Пластина для нанесения краски образована, по меньшей мере, одной пластиной 11 основания и материалом, нанесенным на эту пластину основания, причем поверхность этого нанесенного материала предназначена для вырезания рельефных зон 16, контуры которых соответствуют контурам подлежащих окрашиванию поверхностей. Упомянутый наносимый материал образован, по меньшей мере, одним слоем 15, 27 композиции материала PVC, распределенным на большей части поверхности пластины 11 основания. Это обеспечивает снижение стоимости и упрощение изготовления, а также увеличение срока службы пластины. 4 н. и 7 з.п. ф-лы, 5 ил.
Комментарии