Способ регулирования красочного аппарата печатной машины - RU2392124C1
Код документа: RU2392124C1
Чертежи
Описание
Изобретение относится к способу регулирования красочного аппарата печатной машины согласно пункту 1 формулы изобретения.
Из DE 4321177 A1 известно устройство проверки изображения и колориметрии, по меньшей мере, одного изготовленного в печатной машине продукта печати, причем устройство состоит из, по меньшей мере, одного поставляющего данные изображения продукта печати приспособления регистрации изображения и из вычислительного приспособления, причем вычислительное приспособление, с одной стороны, определяет все данные изображения продукта печати и, с другой стороны, определяет из данных изображения, по меньшей мере, одной точки измерения (пикселя) продукта печати измерительную величину для оценки краски.
Из DE 3040455 A1 известно устройство для дозировки краски в печатной машине, в частности в листовой офсетной печатной машине, с одной или несколькими содержащими каждый красочный аппарат и несколько цилиндров печатными секциями, при котором, по меньшей мере, на одном цилиндре, к которому продукт печати прилегает показывающей наружу, по меньшей мере, частично запечатанной поверхностью, расположено денситометрическое измерительное устройство для измерения цветной плотности областей испытания краски продукта печати, причем к денситометрическому устройству подключено регулирующее устройство с подачей заданного значения, и причем регулирующая переменная регулирующего устройства подана исполнительному элементу красочного аппарата соответственно красочных аппаратов. Предпочтительно через печатную машину пропускается пробный оттиск без процесса печати, причем измеренная денситометрическим измерительным устройством цветная плотность испытательной зоны пробного оттиска вводится в регулирующее устройство как заданное значение.
Из DE 3812099 A1 известен способ регулирования краски печатной машины, при котором на запечатанных печатной машиной печатных листах оптически считываются измерительные поля, причем полученные для одного измерительного поля считыванием фактических координат цветности сравниваются с заданными координатами цветности, и причем органы направления краски печатной машины регулируются в смысле снижения отклонений краски.
Из DE 4004056 A1 известен способ регулирования краски и предварительной регулировки по зонам элементов дозировки краски в красочных аппаратах ротационных печатных машин, в частности офсетных ротационных печатных машин, причем изготовленные печатной машиной отпечатки (изображения) ощупываются, например денситометрически или колориметрически, и причем полученные таким образом значения при включении логаритма считывания красконосителя с самообучающей системой или с, так называемой, системой специалистов могут подаваться вычислительному устройству определения потребности краски, так что во время фазы пробной печати или же во время фазы печатания тиража могут постоянно уточняться предварительные регулировочные значения.
Из DE 102004 021 601 А1 известна inline-система колориметрии печатной машины, которая регистрирует на листовых материалах для печати во время печатания краски спектральные, денситометрические или колориметрические измерительные значения, например при применении CCD - чувствительных элементов изображения, причем эти измерительные значения применяются в качестве параметров для управления процессом печати, причем система колориметрии калибрируется за счет того, что, например, ручным денситометром независимо установленные измерительные значения направляются непосредственно к измерительной электронике внутренней системы колориметрии.
Задача изобретения заключается в разработке способа регулировки красочного аппарата печатной машины, при котором качество печати, которое должно обеспечиваться печатной машиной, может устанавливаться, соответственно регулироваться в примененном в фазе печатания тиража одном приеме, соответственно приеме регулирования на красочном аппарате печатной машины несмотря на применение различных способов измерения в фазе подготовки к печатанию печатной машины и при ее печатании тиража без связанного с интенсивными вычислениями контролирования измерительных значений примененного в фазе подготовки к печатанию способа измерения.
Задача решается признаками пункта 1 формулы изобретения.
Достигаемые изобретением преимущества заключаются в том, что произведенная в фазе подготовки к печатанию печатной машины с помощью расположенного, в частности, вне печатной машины первого измерительного приспособления регулировка подлежащего нанесению, по меньшей мере, одним печатным аппаратом печатной машины на продукт печати наката краски устанавливает производимое печатной машиной качество печати, причем установленное таким образом качество печати служит для установки заданного значения для регулирующего, по меньшей мере, один печатный аппарат регулирующего приспособления второго, отличного от первого, измерительного приспособления, расположенного, в частности, внутри печатной машины, например inline-системы опознавания, предпочтительно снимающей камерой изображения отпечатка на материале для печати. Корреспондирующее с обеспечиваемым качеством печати, установленное вторым измерительным приспособлением фактическое значение устанавливается в ранней фазе печатания тиража печатной машины, предпочтительно в начале печатания, в качестве заданного значения регулирующего приспособления, так что при дальнейшем, следующем за этой установкой заданного значения печатании тиража печатной машины регистрированное вторым измерительным приспособлением фактическое значение не требует особенной обработки в смысле контроля или трансформации, чтобы быть пригодным для установки или регулирования красочного аппарата, причем пригодность измерительных значений предполагает их непосредственную сравнимость, также регистрированных вторым измерительным приспособлением при печати тиража фактических значений с установленным в устанавливающем, соответственно регулирующем приспособлении заданным значением.
Для предотвращения связанной с интенсивными расчетами и этим требующей затраты временем подгонки измерительных значений вторым измерительным приспособлением позже, т.е. после произведенной в отношении второго способа измерения установки заданного значения, фактические значения сравнивают с ранним фактическим значением этого второго измерительного приспособления, так что сравнению подвергают только подобные измерительные значения.
В связи с тем что регистрирование заданного значения устанавливающего, соответственно регулирующего приспособления происходит на основе обеспечиваемого качества, а не непосредственно измерительными значениями первого измерительного приспособления, может применяться примененное в фазе подготовки к печати первое измерительное приспособление и примененное в фазе печатания тиража второе измерительное приспособление без дальнейшего, полностью другого способа измерения, что соответствует реальному типографскому производству, и несмотря на несовместимость измерительных значений этих способов измерения они на основе способа согласно изобретению пригодны для обеспечения высокого качества печати.
Таким образом, первое измерительное приспособление может применять, например, денситометрический способ измерения, в то время как второе измерительное приспособление может быть выполнено, например, в качестве фотографической системы, в частности в качестве видеосистемы, причем приданное красочному аппарату печатной машины, связанное со вторым измерительным приспособлением установочное, соответственно регулирующее приспособление распознает и/или определяет отклонения в записанных вторым измерительным приспособлением изображениях, в частности сравнением изображений, причем установленные при сравнении изображений отклонения записанных в качестве фактического значения изображений от установленных в качестве заданного значения изображений интерпретируются как изменение в произведенном качестве печати и регулируются в смысле минимизирования этих отклонений. Определенные первым измерительным приспособлением, например денситометрическим способом, значения цветной плотности наката на материал для печатания согласно изобретению не подлежат контролю лишь по данным изображения, чтобы быть применимыми в используемом при печати тиража втором измерительном приспособлении.
Предлагаемым способом, примененным в фазе подготовки к печати, первым измерительным приспособлением производится основная настройка печатной машины. Установка заданного значения второго, активного при печатании тиража способа измерения основана на оптимальном регулировании печатной машины первым способом измерения, причем не происходит никакого преобразования измерительных значений первого способа измерения в перерабатываемые во втором способе измерения измерительные значения. Характерным при этом является, в частности, происхождение заданного значения во втором способе измерения, причем примененный в фазе подготовки к печати первый способ измерения используется для формирования рекомендации для второго, активного при печати тиража способа измерения.
Таким образом, предлагаемый способ приводит к быстро реагирующему регулированию краски, предпочтительно к регулированию краски печатной машины, причем при применении средств измерения имеется высокая вариабельность.
Предлагаемый способ регулирования краски печатной машины содержит следующие стадии.
В фазе подготовки к печати печатной машины сначала расположенным вне печатной машины первым измерительным приспособлением определяют первое фактическое значение в отношении отрегулированного на, по меньшей мере, одном красочном аппарате печатной машины, нанесенного на материал для печати наката краски.
Потом на основе этого первого фактического значения регулируют, по меньшей мере, один наносящий накат краски на материал для печати красочный аппарат на производимое печатной машиной качество печати, что происходит, в частности, тогда, когда определенное первое фактическое значение сигнализирует потребность в корректировке производимого печатной машиной качества печати.
Наличие потребности в корректировке может быть оценено обслуживающим персоналом печатной машины или механическим приспособлением, например посредством сравнения установленного первого фактического значения с, например, известными на предварительной стадии печати данными относительно производимого качества печати.
В следующей за фазой подготовки к печати фазе печати тиража печатной машины тогда вторым, отличным от первого измерительного приспособления, расположенным, в частности, внутри печатной машины измерительным приспособлением определяют несколько вторых фактических значений в отношении наносимого на материал для печати наката краски и подают к участвующему в установке, по меньшей мере, одного красочного аппарата печатной машины установочному приспособлению или участвующему в регулировке, по меньшей мере, одного красочного аппарата печатной машины регулирующему приспособлению.
Предпочтительно в ранней фазе печати тиража, по меньшей мере, одно, определенное вторым измерительным приспособлением, второе фактическое значение, которое соответствует произведенной в фазе подготовки к печати в отношении производимого печатной машиной качества печати настройке наката краски на материал для печати, используют в устанавливающем, по меньшей мере, один красочный аппарат печатной машины или регулирующем красочный аппарат приспособлении в качестве заданного значения.
Регулирующее приспособление регулирует в соответствии с этим отклонение других, определенных в фазе печати тиража печатной машины, вторых фактических значений от используемого заданного значения новой регулировкой, по меньшей мере, одного наносящего накат краски на материал для печати красочного аппарата печатной машины в смысле минимизирования распознанных регулирующим приспособлением отклонений. Альтернативно этому происходит новая регулировка наносящего накат краски на материал для печати красочного аппарата благодаря тому, что, как и до этого, в фазе подготовки к печати печатной машины первым измерительным приспособлением определяют дальнейшее первое фактическое значение нанесенного красочным аппаратом на материал для печати наката краски, причем на основе этого дальнейшего первого фактического значения регулируют наносящий накат краски на материал для печати красочный аппарат относительно производимого печатной машиной качества печати в смысле минимизирования отклонения, распознанного и/или определенного в фазе печатания тиража устанавливающим, соответственно регулирующим приспособлением.
В способе согласно изобретению определенное в фазе подготовки к печати печатной машины первым измерительным приспособлением первое фактическое значение регистрируют денситометрически и/или колориметрически. Регистрирование второго фактического значения, в частности, внутри печатной машины при ее печати тиража производят, например, выполненным в качестве видеокамеры, например цветной видеокамеры, вторым измерительным приспособлением, причем видеокамерой регистрируют, например, нанесенный на материал для печати накат краски или измерительную плашку. Регистрированное в фазе печати тиража печатной машины второе фактическое значение регистрируют, например, выполненным в качестве опознавательной inline-системы вторым измерительным приспособлением.
В фазе подготовки к печати печатной машины может регистрироваться также и на нескольких экземплярах снабженного отпечатком материала для печати определенное первым измерительным приспособлением первое фактическое значение и определяют их среднее значение, причем на основе этого установленного значения регулируют накат краски на материал для печати в отношении производимого печатной машиной качества печати.
Также и активным в фазе печати тиража печатной машины вторым измерительным приспособлением можно определить ограниченное количество вторых фактических значений, которые соответствуют произведенной в фазе подготовки к печати регулировке качества печати наката на материал для печати, причем из этого количества вторых фактических значений определяют среднее значение, причем потом это среднее значение используют в приспособлении для установки, соответственно приспособлении для регулировки в качестве его заданного значения.
Предпочтительно соответствующее относительно производимого печатной машиной качества печати регулировке наката на материал для печати, определенное в фазе подготовки к печати печатной машины первое фактическое значение передают по своим данным в центральный узел управления печатной машины и/или на второе измерительное приспособление и/или на установочное приспособление, соответственно регулировочное приспособление.
Может предусматриваться то, что установочное, соответственно регулировочное приспособление показывает опознанное отклонение регистрированного в фазе печати тиража второго фактического значения от заданного значения на центральном узле печатной машины и/или сигнализирует сигнальным приспособлением.
Также может быть предусмотрено то, что установочное, соответственно, регулировочное приспособление автоматически регулирует опознанное или определенное отклонение регистрированного в фазе печати тиража печатной машины второго фактического значения от заданного значения или только после ручного освобождения.
Еще одно решение заключается в том, что установочное, соответственно регулировочное приспособление регулирует опознанное или определенное отклонение в фазе печати тиража печатной машины второе фактическое значение только при достижении или превышении установленной заранее в зависимости от степени отклонения границы допуска.
Пример выполнения изобретения представлен на чертежах и описывается ниже.
Чертежи показывают:
фиг.1 - печатная машина;
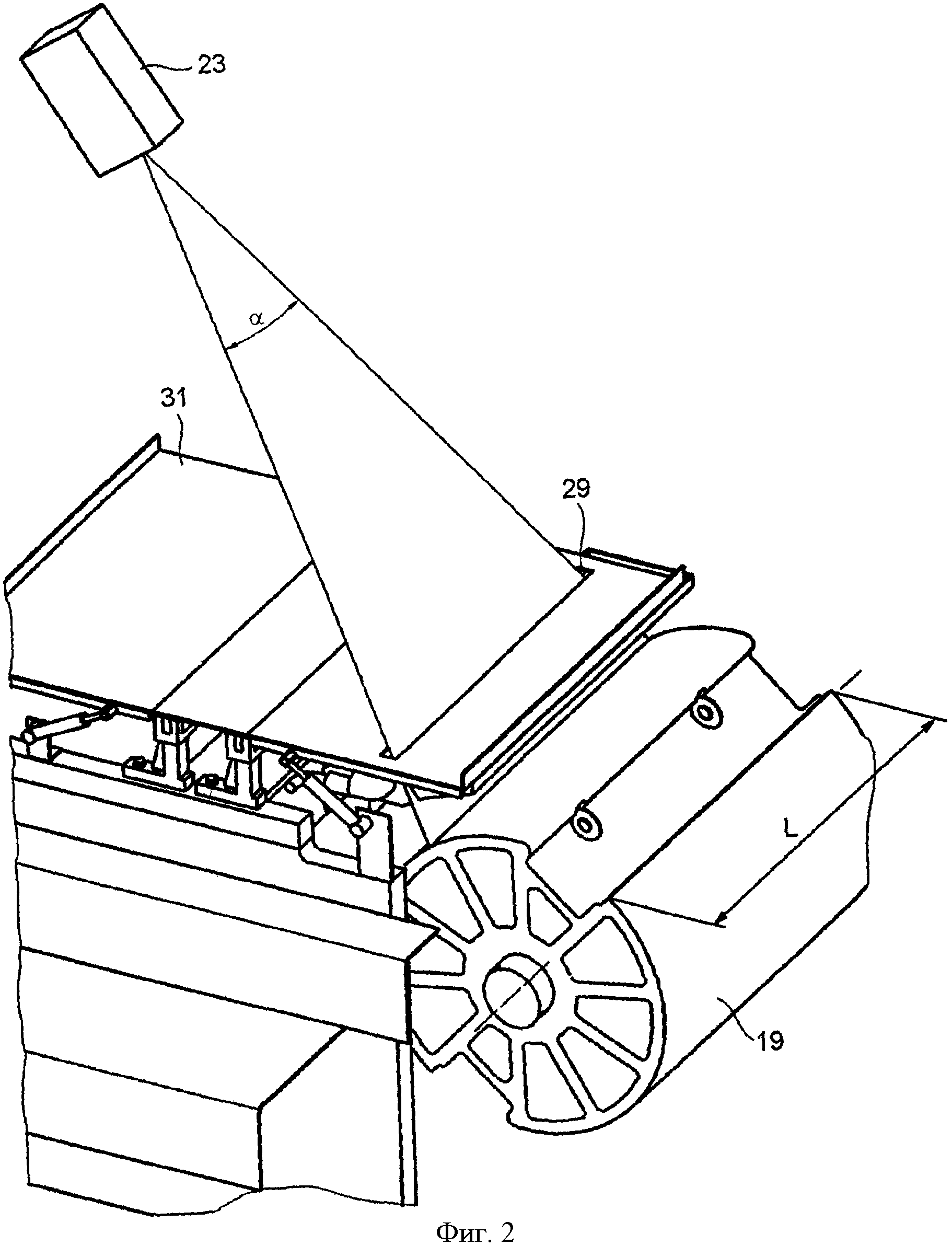
фиг.2 - опознавательная inline-система в печатной машине.
На фиг.1 представлена как пример листовая печатная машина, причем она выполнена в качестве пятикрасочной листовой машины.
Исходя из листокладчика 08 в этом примере следуют в рабочем направлении пять расположенных рядом друг с другом печатающих устройств 01, 02, 03, 04, 06 и лакировальная башня 07, а также продолжение 09 приемной консоли, причем в идущей вверх ветви цепного ротора продолжение 09 стабилизирует транспортируемые к консоли 11 листы 21. Выполненный в качестве листов 21 материал для печати 21 штабелирован как в листоукладчике 08, так и в консоли 11. В зоне продолжения 09 консоли расположено предпочтительно несколько сушилок 12, которые сушат свежезапечатанные в печатающем устройстве 01, 02, 03, 04, 06 листы 21 во время их транспортировки в продолжение 09, например посредством инфракрасного облучения, горячего воздуха или ультрафиолетового облучения.
Листовая печатная машина печатает, например, в способе офсетной печати, причем в каждом печатающем устройстве 01, 02, 03, 04, 06 взаимодействуют по одному формному цилиндру 13 и одному передаточному цилиндру 14. На каждом формном цилиндре 13 расположено по одному имеющему несколько валков красочному аппарату 16 и предпочтительно увлажняющему аппарату 17. Красочный аппарат 16 в аксиальном направлении формного цилиндра 13 имеет несколько, например тридцать и более, смежных красочных зон с шириной, например, в 30 мм, которые могут регулироваться относительно наносимой красочным аппаратом 16 на материал для печати 21 толщины краски исполнительным элементом, например зонным ракелем, посредством центрального узла управления 27, например дистанционного регулирования.
Поданный листоукладчиком 08 через подающий барабан 18 в рабочем направлении первому печатающему устройству 01 лист 21 опечатывается в печатном зазоре между передаточным цилиндром 14 и взаимодействующим с этим передаточным цилиндром 14 печатным цилиндром 19 и посредством передаточного барабана 25 передается в рабочем направлении следующему печатающему устройству 01, где лист 21 опечатывается другим следующим цветом. Печатная машина может также иметь поворотный барабан (не показан) для выполнения лицевой печати и печати с оборота, т.е. двухсторонней печати листа 21, причем тогда в печатной машине расположено смежно в рабочем направлении, например, десять печатающих устройств 01, 02, 03, 04, 06.
В фазе подготовки печати печатной машины берется один из первых запечатанных листов 21, предпочтительно на консоли 11, и проверяют предпочтительно первым, расположенным вне печатной машины измерительным приспособлением производимое печатной машиной качество. Это взятие пробы отмечено на фиг.1 штриховой линией. В фазе подготовки к печати печатной машины один единственный лист 21 или небольшое число листов транспортируют через печатную машину со значительно уменьшенной скоростью по сравнению со скоростью в фазе печати тиража.
Первое измерительное приспособление 22 выполнено, например, как ручной денситометр или как спектрометр цвета или как комбинационный измерительный инструмент для денситометрического и колориметрического измерения и находится, например, вблизи узла управления 27 печатной машины. На основе, по меньшей мере, одного определенного первым измерительным приспособлением 22 значения, т.е. регистрированного фактического значения измерительной величины, например, для нанесенной на материал 21 для печати толщины слоя определенной краски или ее тона, оценивают в сравнении с заданным значением для этой величины производимое печатной машиной качество.
Проверка подлежащего оценке листа 21 может относиться к нанесенному на него цветовому изображению или, по меньшей мере, к принадлежащей к изображению измерительной плашке, причем измерительная плашка расположена на крае листа 21 вне отпечатанного изображения. Если определенное первым измерительным приспособлением 22 фактическое значение и далее отклоняется от желаемого заданного значения, чем это допустимо предварительно установленным для этой измерительной величины допуском, регулировка одного красочного аппарата 16, по меньшей мере, одного печатающего устройства 01, 02, 03, 04, 06 печатной машины изменяется так, что фактическое значение, которое определяют после изменения регулировки на запечатанном красочным аппаратом 16 листе 21, лучше совпадает с заранее установленным заданным значением, чем это было при предыдущем измерении.
Требуемая на основе сравнения заданного и фактического значений регулировка красочного аппарата 16, по меньшей мере, одного печатающего устройства 01, 02, 03, 04, 06 касается, в частности, перестановки относящихся к соответствующим красочным зонам исполнительных элементов в отношении толщины слоев печатной краски.
Может быть предусмотрено то, что первое измерительное приспособление 22 подает свои измерительные значения, например, через электрические связи к центральному узлу управления 27, например центральному узлу управления 27 подано через компьютер предварительной стадии печати 28 заданное значение относительно регистрированного первым измерительным приспособлением 22 измерительного значения, так что центральный узел управления 27 может производить также и автоматически требуемое сравнение заданного и фактического значений.
При достаточном совпадении измеренного первым измерительным приспособлением 22 значения с заданным для этой величины значением фаза подготовки к печати считается хорошо завершенной, так как актуально имеющейся настройке (регулировке) соответствующего красочного аппарата 16, по меньшей мере, одного из печатающих устройств 01, 02, 03, 04, 06 может быть достигнуто желаемое качество для производимого печатной машиной продукта печати, и печатная машина может использоваться для последующей фазы печати тиража, т.е. для транспорта материала для печати 21 с полной рабочей скоростью. Действующее для первого измерительного приспособления 22 заданное значение может быть задано листом-образцом или электронно данными вычислительной машины стадии 28. Определенные первым измерительным приспособлением 22 измерительные значения обозначаются как первые фактические значения.
В печатной машине предпочтительно в последнем в рабочем направлении печатающем устройстве 06 или в следующей за печатающими устройствами 01, 02, 03, 04, 06 лаковой башней 07 предусмотрено второе измерительное приспособление 23, например выполненное как проверочная inline-система и имеющее, по меньшей мере, одну камерную систему, по меньшей мере, один осветительный узел. Камера выполнена, например, в виде цветной камеры и, например, работает как строчная камера или как плоскостная камера. Она может иметь в качестве датчика изображения, например, CCD-Chip или CMOS-Chip. Осветительный узел простирается в аксиальном направлении формного цилиндра 13 предпочтительно по всей его длине. Осветительный узел освещения в качестве осветительных средств имеет, например, флуоресцирующие диоды или лазерные диоды, предпочтительно несколько параллельных друг к другу рядов флуоресцирующих диодов или лазерных диодов, причем флуоресцирующие диоды или лазерные диоды используются или периодически или в постоянной эксплуатации.
Второе измерительное приспособление 23 регистрирует, по меньшей мере, от одного, предпочтительно от всех транспортированных в фазе подготовки к печати листов 21, по меньшей мере, одно изображение, причем второе измерительное приспособление 23 в особенности регистрирует отпечатанное на листе 21 изображение, при этом второе измерительное приспособление 23 преобразует это изображение в цифровые данные изображения и, например, подает их системе обработки данных 24. Зарегистрированные вторым измерительным приспособлением 23 измерительные значения, например совпадающие с изображением электрические измерительные данные, обозначаются как вторые фактические значения. Произведенное вторым измерительным приспособлением 23 воспроизведение изображения отмечено на фиг.1 штриховой линией со стрелкой.
По меньшей мере, одно зарегистрированное в начале или на ранней стадии печати тиража вторым измерительным приспособлением 23 второе фактическое значение применяется в регулирующем красочный аппарат 16, по меньшей мере, одного печатающего устройства 01, 02, 03, 04, 06 установочном приспособлении 26, предпочтительно в регулирующем красочный аппарат 16, по меньшей мере, одного печатающего устройства 01, 02, 03, 04, 06 регулирующем приспособлении 26 в качестве их заданного значения, причем в предпочтительной форме выполнения регулирующее приспособление 26 автоматически регулирует приданные соответствующей красочной зоне зонный ракель, например посредством исполнительного привода.
Таким образом, оцененное в фазе подготовки печати печатной машины качество производимых печатной машиной продуктов печати вводится для учебы в установочное приспособление 26, соответственно регулировочное приспособление 26. Ранняя фаза фазы подготовки к печати этим образует для установочного, соответственно регулировочного приспособления 26 фазу учебы, в которой установочное или регулировочное приспособление 26 конфигурируется для следующей печати тиража. Конфигурация установочного приспособления, соответственно регулировочного приспособления 26 и регулируемого им, по меньшей мере, одного красочного аппарата 16 может происходить за счет самостоятельного проведения фазы учебы или в связи с управлением, например в центральном узле управления 27. После завершения фазы учебы все производимые в фазе подготовки к печати продукты печати оцениваются на основе установленного в фазе учебы заданного значения. Если, например, система 24 переработки изображений установит отклонение регистрированного под конец фазы учебы вторым измерительным приспособлением второго фактического значения от установленного в фазе учебы заданного значения, а именно отклонение, которое выходит за зону предварительно установленного для измерительной величины второго измерительного приспособления допуска, тогда устанавливающее красочный аппарат 16, по меньшей мере, одного печатающего устройства 01, 02, 03, 04, 06 установочное приспособление 26, соответственно регулирующее красочный аппарат, по меньшей мере, одного печатающего устройства 01, 02, 03, 04, 06 регулирующее приспособление 26 начинает изменять регулировку этого, по меньшей мере, одного красочного аппарата 16 так, что постоянно регистрированные вторым измерительным приспособлением подводятся ближе к установленным для соответствующих измерительных величин заданным значениям.
Управляемое на основе определенных вторым измерительным приспособлением 23 измерительных значений установочное приспособление 16, соответственно регулировочное приспособление 26 при имеющей потребности в корректировке проводит автоматически новую установку красочного аппарата 16, по меньшей мере, одного печатающего устройства 01, 02, 03, 04, 06 и этим в своей установке, соответственно регулировке перекрывается произведенной центральным узлом управления 27 установкой красочного аппарата 16, причем проведенный в связи с первым измерительным приспособлением 22 процесс установки и проведенный в связи со вторым измерительным приспособлением 23 процесс установки происходят независимо друг от друга.
Расчетная проверка измерительных значений первого измерительного приспособления 22 обрабатываемых системой переработки данных изображения не имеет места. Только установленное с помощью первого измерительного приспособления 22 качество производимых печатной машиной продуктов печати применяется для установки заданного значения для связанного со вторым измерительным приспособлением 23 установочного приспособления 26, соответственно регулировочного приспособления 26, причем соответствующее произведенной в фазе подготовки к печати установке красочного аппарата 16 изображение становится ведущей величиной для активного в фазе печати тиража установочного приспособления 26, соответственно регулировочного приспособления 26.
Производимая при распознанной потребности в корректировке новая установка красочного аппарата 16, по меньшей мере, одного печатающего устройства 01, 02, 03, 04, 06 может производиться также и таким образом, что установочное приспособление 26, соответственно регулировочное приспособление 26 указывает на распознанное отклонение определенного в фазе подготовки к печати печатной машины второго фактического значения от заданного значения и/или, например, показывает на индикаторном устройстве 32 узла 27 управления предложение для корректировки цветовой зоны красочного аппарата 16, вследствие чего это предложение для корректировки может акцептироваться обслуживающим персоналом печатной машины подписью или же отклоняться за счет другого предложения. Невынужденной новой установкой (настройкой) красочного аппарата 16 могут игнорироваться кратковременные помехи, которые могут возникать после подлива краски в красочный аппарат или малого количества увлажняющего средства. Индикаторное устройство может указывать на сигнализированное индикаторным приспособлением 32 предложение по корректировке. Также может предусматриваться то, что установочное приспособление 26, соответственно регулировочное приспособление 26 только при достижении или при превышении предварительно установленного для отклонения допуска указывает на распознанное отклонение регистрированного в фазе печати тиража второго фактического значения от заданного значения и/или индуцировать это распознанное отклонение и/или сигнализирует и/или регулирует его.
Далее может быть предусмотрено то, что новая настройка наносящего накат краски на материал для печати 21 красочного аппарата 16 может производиться за счет того, что, как и до этого, в фазе подготовки к печати печатной машины первым измерительным приспособлением 22 определяют дальнейшее первое фактическое значение в отношении актуально нанесенного красочным аппаратом 16 печатной машины наката краски, причем на основе этого дальнейшего первого фактического значения наносящий накат краски на материал для печати 21 красочный аппарат 16 устанавливается в отношении производимого печатной машиной качества печати в смысле минимизирования регистрированного в фазе печати тиража печатной машины установочным приспособлением 26, соответственно регулировочным приспособлением 26 отклонения. При этом альтернативном выполнении установочное приспособление 26, соответственно регулировочное приспособление 26, правда, участвует в установке, соответственно регулировке производимого печатной машиной качества печати, однако только как наблюдающее за производством устройство, которое постоянной регистрацией всех производимых экземпляров продуктов печати определяет отклонение, которое получается в фазе печати тиража печатной машины от установленного вторым измерительным приспособлением 23 заданного значения, например вследствие помех в транспорте краски и/или помех в требуемом балансе между печатной краской и влажностью. В случае определения, в частности, превышающего предварительно установленные границы допуска отклонения установочное приспособление 26, соответственно регулировочное приспособление 26 дает соответствующее указание, которое показывается, например, индикаторным устройством 32, принадлежащим узлу управления 27. После этого обслуживающий персонал может на консоли 11 печатной машины взять лист 21, измерить его в измерительном приспособлении 22 снова и наносящий накат краски на материал 21 красочный аппарат 16 снова настроить в узле управления 27 относительно производимого печатной машиной качестве печати в смысле минимизирования в фазе печати тиража определенное регулировочным приспособлением 26 отклонение. Не требуется для проведения этой новой настройки останавливать производство печатной машины.
Проведение новой настройки наносящего накат краски на материал 21 для печати красочного аппарата 16 на основе поданного установочным приспособлением, соответственно регулировочным приспособлением 26 указания имеет то преимущество, что прежде всего постепенно развивающееся при печати тиража отклонение от необходимого качества на основе определенного вторым измерительным приспособлением 23 измерительного значения в зависимости от предварительно установленных границ допуска может быть распознано значительно раньше и надежнее, так что может производиться раньше корректировка регулировки наносящего накат краски на листы 21 красочного аппарата 16, и этим может снижаться производство макулатуры.
Преимущество заключается также и в том, что в фазе обучения вторым измерительным приспособлением 23 регистрируют ограниченное количество вторых фактических значений, которые соответствуют произведенной в фазе подготовки к печати печатной машины относительно производимого качества настройке наката краски на материал для печати 21, и из этого количества вторых фактических значений определить в системе обработки изображений 24 среднее значение, причем это среднее значение используется в установочном приспособлении 26, соответственно регулировочном приспособлении 26 в качестве заданного значения.
Также может быть предусмотрено, например, то, что измерительные значения первого измерительного приспособления 22 архивируются системой 24 обработки изображений или другим запоминающим устройством, так что первое установочное приспособление 22 не должно принудительно снова выполнять свой способ измерения при каждом нажиме, а при переработке одинаковой с ранними командами на запись последующей команды на запись установочного, соответственно регулировочного приспособления может возвращаться к архивированным значениям.
Фиг.2 показывает в показанной в разрезе на фиг.1 печатной машины расположение выполненного в виде видеокамеры второго измерительного приспособления 23, причем видеокамера через проходящее в аксиальном направлении печатного цилиндра 19 предпочтительно щлицеобразное отверстие 29, например, в педали 31 на одном из печатающих устройств 01, 02, 03, 04, 06 или в лаковой башне 07 регистрирует измерительные значения транспортируемого вдоль печатного цилиндра 10 листа 21. Камера имеет при этом открывающийся вдоль аксиального направления печатного цилиндра 19 охватывающий угол α. Для этого камера второго измерительного приспособления 23, например, снабжена широкоугольным объективом. Печатный цилиндр 19 по своей аксиальной длине имеет длину L в диапазоне, например, от 300 до 2100 мм, предпочтительно от 700 до 1100 мм.
В аксиальном направлении печатного цилиндра 19 могут быть расположены рядом друг с другом несколько камер второго измерительного приспособления 23, угол которых α охватывает только часть длины L печатного цилиндра 19, так что угол охвата α каждой камеры по своей ширине открытия может быть небольшим, вследствие чего возможно изображение на листе 21 без искажений.
Перечень ссылочных номеров
Реферат
Изобретение относится к печатным аппаратам. Способ регулирования красочного аппарата (16) печатной машины заключается в том, что в фазе подготовки к печати печатной машины первым измерительным приспособлением (22) определяют, по меньшей мере, одно первое измерительное значение в отношении отрегулированного на красочном аппарате (16) печатной машины, нанесенного, по крайней мере, на один материал для печати (21) наката краски, причем на основе этого первого фактического значения регулируют наносящий накат краски на материал для печати (21) красочный аппарат. В фазе печати тиража печатной машины отличным от первого измерительного приспособления (22) вторым измерительным приспособлением (23) определяют несколько вторых фактических значений в отношении нанесенного на материал для печати (21) отпечатка и подают регулирующему красочный аппарат (16) установочному приспособлению (26). Одно из определенных вторым измерительным приспособлением (23) вторых фактических значений применяют в регулировочном приспособлении (26) в качестве заданного значения, при этом регулировочное приспособление (26) распознает отклонение других определенных в фазе печати тиража печатной машины вторых фактических значений от примененного заданного значения, и это отклонение минимизируют новой регулировкой наносящего накат краски на материал для печати (21) красочного аппарата. Изобретение позволяет повысить качество печати. 15 з.п. ф-лы, 2 ил.
Формула
Документы, цитированные в отчёте о поиске
Красочный аппарат (варианты)
Комментарии