Способ горячего тиснения и устройство для его осуществления - RU2412057C2
Код документа: RU2412057C2
Чертежи






Описание
Для рекламных целей, прежде всего в парфюмерной отрасли наносят краску и печатают на футлярах и крышках. Например, это применяется на футлярах губной помады, туши для ресниц и бровей, тюбиках крема, флакона шампуня и т.д. Для таких напечатанных оттисков, в частности для оттисков металлического цвета, часто применяется так называемый способ горячего тиснения.
При горячем тиснении фольга горячего тиснения отпечатывается на области тиснения, которые нужно промаркировать, при помощи нагретых клише, в течение определенного времени и с заданным давлением. При этом слой краски, находящийся на фольге, переносится на область тиснения с помощью рельефной формы клише, которая образует форму штампа для тиснения. При варианте горячего тиснения применяются клише без формы штампа для тиснения, при этом клише воздействуют на рельефные формы области тиснения и переносят на них красочный слой фольги. Используются в основном плоские или цилиндрические клише, которые расположены неподвижно или подвижно.
Предметом данного изобретения является:
- способ горячего тиснения согласно признакам пункта 1 формулы изобретения;
- устройство для горячего тиснения согласно признакам пункта 7; а также
- клише согласно признакам пункта 19.
Частный случай способа горячего тиснения - это тиснение обкаткой. При этом подводятся друг к другу цилиндрическое клише, установленное с возможностью вращения вокруг своей оси вращения, и деталь тиснения. Для этого деталь тиснения и/или клише закреплены на установленных с возможностью поступательного движения салазках, и на этих салазках поступательно перемещаются друг относительно друга. Если деталь тиснения и клише подведены в требуемое положение относительно друг друга, то можно начать собственно процесс тиснения, при котором цилиндрическое клише вращается вокруг своей оси, так что с помощью формы штампа клише, - или с помощью клише без формы штампа для тиснения, на рельефную форму детали, - производится заданный перенос краски с фольги на деталь тиснения. Скорость обкатки клише, сила давления тиснения и температура клише выбираются при этом в соответствии с фольгой для тиснения и деталью тиснения.
Деталь тиснения может быть при этом телом, которое должно подвергаться тиснению только на одной стороне, так что для тиснения обкаткой либо вращательное движение клише вокруг своей оси комбинируется с поступательным движением, либо деталь тиснения - это симметричное тело вращения, как и клише, и она должна подвергаться тиснению по своей всей наружной поверхности, для этого деталь тиснения приводится во вращение для непосредственного процесса тиснения, так что клише и деталь тиснения обкатываются таким образом друг по другу, и происходит тиснение. Окружные скорости детали тиснения и клише согласовываются в каждом случае друг с другом. Согласование с внешней геометрией детали тиснения может происходить в случае необходимости во время процесса тиснения с помощью соответствующего поступательного перемещения салазок детали тиснения или салазок клише, так что тиснение происходит всегда с постоянным давлением тиснения.
Т.к. температура тиснения может разрушить фольгу при слишком продолжительном времени воздействия, то нужно отводить клише из позиции тиснения, которая находится в непосредственной близости от фольги, после процесса тиснения на время, при котором снабженная тиснением деталь удаляется, а следующая деталь устанавливается в позицию. Поэтому механизм подачи отводится в свою исходную позицию после процесса тиснения, а именно салазки клише и салазки детали. Затем подготавливается следующая деталь и фольга тиснения для следующего процесса тиснения, и процесс начинается заново.
За счет движения одних, соответственно, обоих салазок, массы перемещаются и разгоняются при каждом процессе тиснения. После процесса тиснения эти компоненты должны отводиться снова в свое исходное положение. Этот процесс требует затрат энергии привода и времени, может вызывать вибрацию. Это оказывает значительное влияние на производительность установки тиснения и ограничивает ее. Долговечность устройства снижается, а затраты на обслуживание увеличиваются. Кроме того, радиальное позиционирование круглого клише по отношению к детали тиснения возможна только условно, что может отрицательно отразиться на точности тиснения. Поэтому с помощью установок для горячего тиснения этого типа могут обрабатываться детали тиснения, которые должны подвергаться тиснению по всей наружной поверхности или соответственно на стороне, обращенной к клише, по всей их длине.
Цель представленного изобретения состоит в том, чтобы модернизировать известное устройство и способ для предотвращения указанных недостатков. Следующая цель состоит в том, чтобы расширить возможности эксплуатации и сделать их гибкими. Производительность должна увеличиться. Также цель изобретения состоит в том, чтобы повысить долговечность устройства и сократить затраты на обслуживание.
Эти цели достигаются благодаря способу согласно пункту 1 и благодаря устройству согласно пункту 7 формулы изобретения. В достижении цели содействует также клише согласно пункту 19.
Согласно изобретению представленный здесь способ горячего тиснения и устройство для горячего тиснения достигают эти цели благодаря тому, что между отдельными процессами тиснения изменение направления клише и детали, по меньшей мере, в области оси тиснения проходит плавно; поверхности клише и детали, предназначенные для тиснения, движутся одновременно по определенным и одинаковым траекториям движения и относительно друг друга в плоскость тиснения, проходящую примерно перпендикулярно оси тиснения, и затем перемещаются из плоскости тиснения, причем во время процесса тиснения они пересекают ось теснения.
Из-за того, что клише движется по замкнутой предпочтительной слегка эллипсоидной или круговой траектории движения, а именно во время полного цикла, т.е. в то время как клише подведено в положение для тиснения, во время тиснения, а также во время отвода клише в исходное положение, можно избежать резких изменений направлений в области оси тиснения и, тем самым, вибраций и колебаний. Чтобы производить тиснение всегда с постоянным давлением тиснения, можно осуществлять, в случае необходимости, во время процесса тиснения согласование с внешней геометрией детали тиснения, благодаря наложению движения клише и/или детали по соответствующей замкнутой и одинаковой по форме траектории движения с поступательным движением вдоль оси тиснения.
Особенно выгодно, если длина окружности траектории движения выбрана больше, чем длина поверхности клише, предназначенной для тиснения, проходящая вдоль наружной поверхности. Таким образом, время между выведением клише из плоскости тиснения и новым вводом его в эту плоскость обратно можно использовать для того, чтобы установить в плоскость тиснения следующую деталь тиснения и подвести фольгу для тиснения в нужную позицию.
Если вращаются по траектории движения вместо одного единственного клише, число клише n, при n=1, 2, 3…, и между клише предусмотрен отрезок, свободный от клише, то может быть выбран интервал времени t1, в который отрезок, свободный от клише, проходит плоскость тиснения так, чтобы время t1 соответствовало интервалу времени t2, за которое устанавливается следующая деталь тиснения.
Особенно благоприятно, если окружная скорость и позиция клише устанавливаются всегда целенаправленно, это повышает точность тиснения. Если окружная скорость, позиция, а также длина детали тиснения являются регулируемыми в любое время, то это отражается на точности тиснения, также согласно изобретению могут подвергаться тиснению с помощью обкатки при горячем тиснении детали тиснения, которые должны подвергаться тиснению только на части их наружной поверхности или на стороне, обращенной к клише.
Если согласованы друг с другом длины отрезков, свободных от клише, и время t2, которое требуется для подачи следующей детали тиснения, то регулируемая окружная скорость клише на траектории ее движения может быть почти постоянной. Особенно рационально для этого может использоваться так называемое регулируемое управление.
С большим преимуществом описанный способ горячего тиснения согласно изобретению может осуществляться на устройстве для горячего тиснения с подачей детали тиснения и, по меньшей мере, одним клише. Согласно изобретению по меньшей мере, одно клише установлено в держателе клише, соответственно, каждая деталь тиснения установлена в устройстве крепления механизма подачи детали ее соответствующей поверхностью, предназначенной для тиснения, таким образом, что предназначенные для тиснения поверхности клише и детали тиснения находятся в активном соединении друг с другом в плоскости тиснения. Между ними расположена фольга для тиснения с материалом, который нужно нанести на деталь тиснения; так что материал, который нужно нанести на деталь тиснения, отпечатывается на ней, во время активного соединения при помощи клише, и сила, необходимая для тиснения, действует по оси тиснения, находящейся примерно перпендикулярно плоскости тиснения. Устройство обладает траекториями движения поверхностей клише и детали, предназначенных для тиснения, которые имеют одинаковую форму и определенный ход, и пересекают ось тиснения примерно в плоскости тиснения. С помощью управления деталь и клише согласованы по траектории движения друг с другом таким образом, и так движутся относительно друг друга, что они могут быть подведены в плоскость тиснения в активное соединение друг с другом, т.е. приведены во взаимодействие друг с другом.
Траектории движения устройства для горячего тиснения согласно изобретению, по меньшей мере, в области плоскости тиснения свободны от резких изменений направления и имеют вид замкнутой, предпочтительно эллипсоидной или круговой кривой. Таким образом избегают ускорения масс между процессами тиснения, а в результате возможных колебаний и вибраций. Траектория движения клише предпочтительно больше, чем длина поверхности клише, предназначенной для тиснения, проходящая вдоль траектории движения. Таким образом время между отводом клише из плоскости тиснения и новой подачей клише в плоскость тиснения может использоваться для того, чтобы установить следующую деталь тиснения в позицию в плоскости тиснения, что способствует увеличению производительности.
В особенно предпочтительной форме выполнения клише в количестве n, при n=1, 2, 3…, расположены с возможностью движения по траектории, причем между клише предусмотрен предпочтительно один свободный от клише отрезок, длина которого определена таким образом, что она согласуется с временем (t2), которое необходимо для подачи следующей детали тиснения, с учетом устанавливаемой окружной скорости движения клише по их траектории. Благодаря этому возможно дальнейшее повышение производительности.
Особенно просто устройство может выполняться, если держатель клише сконструирован в виде цилиндра, установленного с возможностью вращения, и одно или несколько клише установлены на этом цилиндре. При таком выполнении либо одно или несколько клише могут быть сами выполнены с возможностью нагрева, либо нагревается цилиндр, и через цилиндр соответственно нагреваются одно или несколько клише. Также возможно косвенное поддержание равномерной температуры одного или нескольких клише, например, известным образом с помощью инфракрасного излучателя. В предпочтительной форме выполнения одно или несколько клише снабжены приводом и устройством управления, так что в любой момент окружная скорость и положение клише могут регулироваться. Для точного управления и позиционирования предусмотрены вдоль траектории движения клише один или несколько датчиков. Эти датчики могут быть выполнены в виде фотоячейки (световой датчик), камеры и т.д.
Механизм подачи детали тиснения также может быть снабжен, по меньшей мере, одним приводом и одним устройством управления, так что в любое время окружная скорость, положение, как и длина детали тиснения в ее гнезде могут регулироваться. Это устройство управления также обеспечивается информацией от одного или нескольких датчиков, установленных вдоль траектории движения перемещаемой детали тиснения. Эти датчики могут быть представлены в виде фотоячейки (световой датчик), камеры и т.д. Но также могут быть предусмотрены вспомогательные элементы позиционирования, которые взаимодействуют, например, с пазами или выступами деталей тиснения и также позволяют осуществить позиционирование.
Предпочтительное выполнение механизма подачи детали тиснения - револьвер подачи, в котором устройства крепления представлены в форме оправок или зажимов. Но также благоприятно выполнение в виде транспортера с оправками или зажимами. В таком транспортере зажимы, соответственно, оправки перемещаются вдоль траектории движения с помощью несущего органа, например, стяжной ленты или цепи. Особенно благоприятно, если дистанция между оправками или зажимами транспортера может гибко регулироваться, тогда нерегулярность в подаче деталей тиснения может компенсироваться очень просто. Если оправки или зажимы установлены с возможностью вращения вокруг своей оси и даже приводятся во вращение, то можно выполнить точное позиционирование особенно просто.
Чтобы осуществить тиснение детали с постоянным давлением, можно наложить в случае необходимости замкнутую, равномерную траекторию движения клише и/или детали тиснения в области оси тиснения на поступательное движение. Для этого можно или придать форму клише соответственно внешней геометрии детали тиснения в виде ее развертки, или салазки, на которых установлено клише со своим держателем, выполняют такое поступательное движение.
С помощью описанного выше решения достигаются незначительные движения масс и в значительной степени равномерное движение, меньшее время цикла, соответственно, увеличение производительности и долговечности. Использование устройства согласно изобретению и способа согласно изобретению делает возможным разнообразное тиснение, не ограничиваемое тиснением по наружной поверхности или тиснение со всех сторон.
Другие формы осуществления способа и выполнения устройства описаны в зависимых пунктах формулы изобретения.
Далее изобретение поясняется на примерах с привлечением чертежей. Одинаковые объекты обозначаются на чертежах в основном одинаковыми позициями. На фигурах показано чисто схематически:
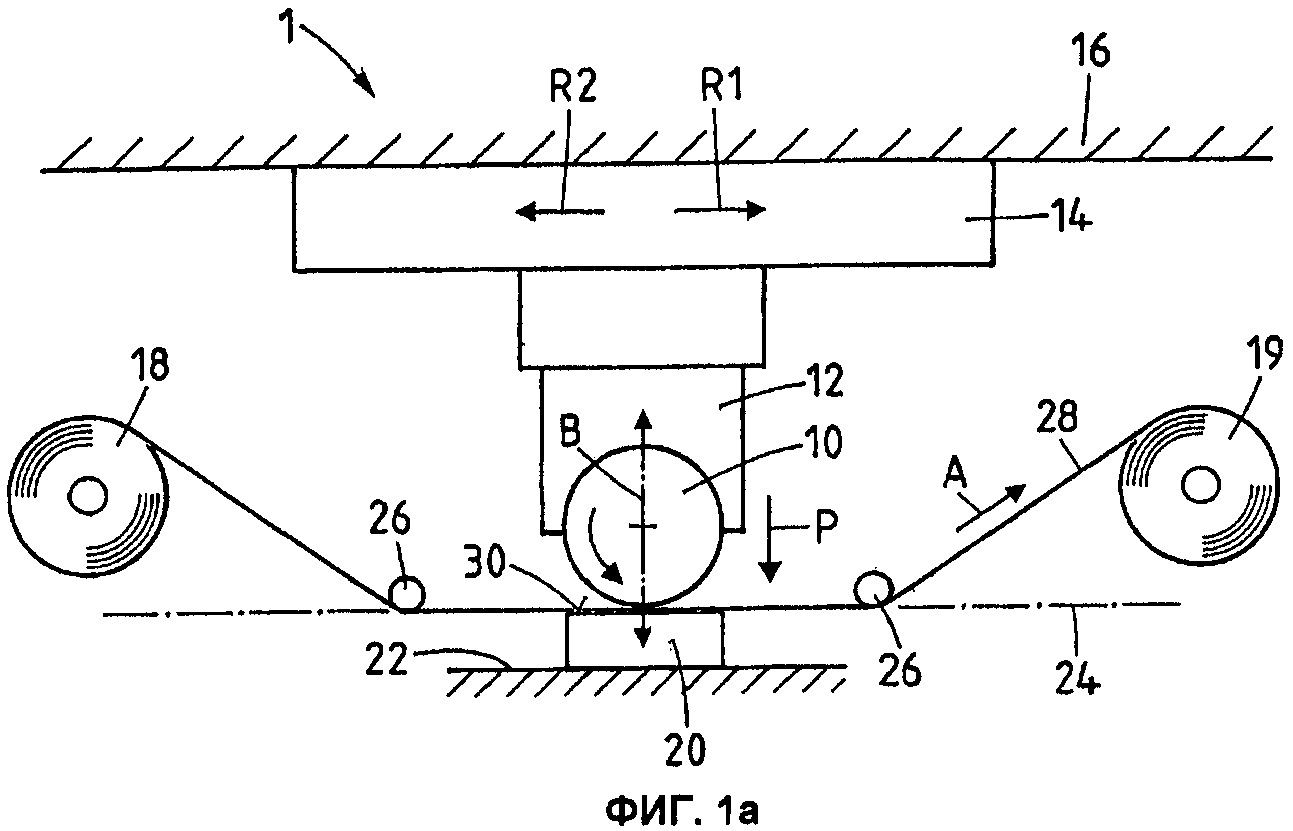
фиг.1а - устройство для горячего тиснения согласно уровню техники;
фиг.1b - клише и детали тиснения по фиг.1а; в увеличенном масштабе;
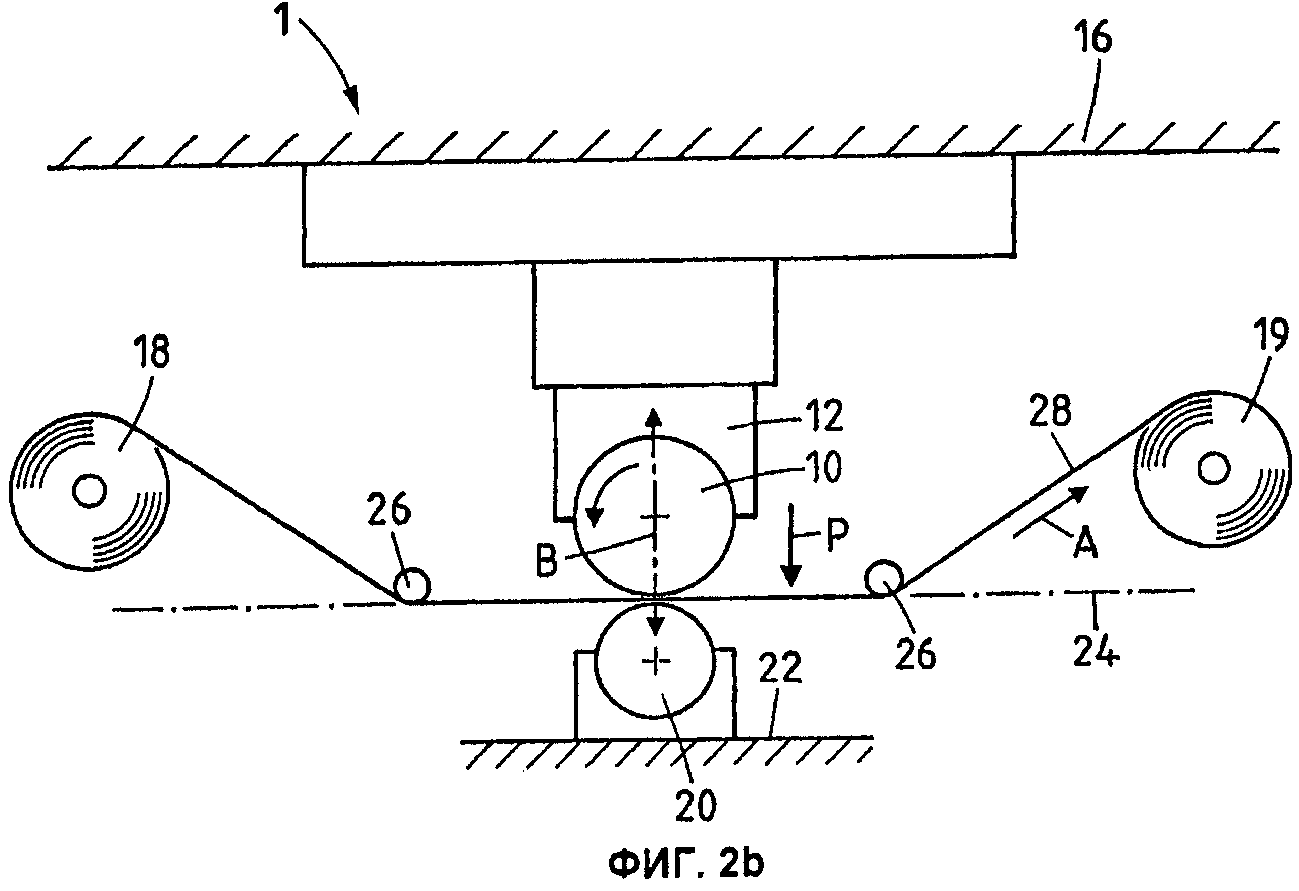
фиг 2а, 2b - другое устройство для горячего тиснения согласно уровню техники;
фиг.3а - устройство для горячего тиснения согласно изобретению;
фиг.3b - устройство для горячего тиснения согласно изобретению по фиг.3а во время процесса тиснения;
фиг.4 - примеры деталей тиснения с цилиндрической геометрией;
фиг.5 - примеры клише с формой, согласованной с геометрией деталей тиснения; и
фиг.6 - еще одно устройство для горячего тиснения согласно изобретению.
На фиг.1а изображено устройство 1 для горячего тиснения согласно уровню техники, которое содержит нагреваемое цилиндрическое клише 10, которое установлено с возможностью вращения в держателе 12 клише. Держатель 12 клише на фиг.1 соединен с салазками 14, которые установлены с возможностью перемещения по станине машины 16 в первом направлении R1 поступательного движения. Держатель 12 клише вмонтирован в салазки 14 с возможностью поступательного перемещения во втором направлении вдоль оси В тиснения, причем ось В тиснения в этом примере проходит перпендикулярно первому R1 направлению поступательного движения. Деталь 20, которую нужно подвергнуть тиснению и которая в этом примере прямоугольная с плоской поверхностью 30, обращенной к клише 10 для тиснения, для процесса тиснения установлена на опорную поверхность 22 в определенном положении. Между деталью 20 тиснения и клише 10 проходит плоскость 24 тиснения. По плоскости тиснения 24 в направлении стрелки А, между размоточным приспособлением 18 и намоточным приспособлением 19, с помощью направляющего ролика 26 натянута фольга 28 для тиснения. Фольга 28 для тиснения имеет на своей стороне, обращенной к детали тиснения, материал, который должен переноситься во время процесса тиснения при соответствующей температуре клише 10 и при определенном давлении на деталь 20 тиснения. Деталь 20 тиснения расположена для процесса тиснения своей плоской поверхностью 30 параллельно плоскости 24 тиснения, чуть ниже фольги 28 для тиснения или в плоскости 24 тиснения. На фиг.1b изображены схематично нагреваемое клише 10 и деталь 20 тиснения по фиг.1 в активном соединении друг с другом, причем для упрощения не изображена фольга для тиснения, находящаяся между ними.
Для процесса тиснения клише 10 имеет поверхность 32, на которой выполняется тиснение, и которая находится выше по отношению к основной поверхности 34 клише 10. С помощью салазок 14 клише 10 для процесса тиснения из начального положения (не показано), смещаясь поперечно к детали 20 поверх фольги 28 для тиснения, приводится в позицию тиснения (обозначена штрихпунктирной линией), в которой в плоскости 24 тиснения находятся в активном соединении друг с другом поверхность 32 клише 10, предназначенная для тиснения, и поверхность 30 детали 20, предназначенная для тиснения, так что наносимый материал переносится тиснением с фольги 28 для тиснения на деталь 20 тиснения. Нагреваемое клише 10 прижимается для этого с заданным постоянным давлением Р в направлении В тиснения к фольге 28 для тиснения и детали 20 тиснения и обкатывается по фольге 28 тиснения и детали 20 в направлении R1. В зависимости от свойств клише 10 детали 20 тиснения и фольги 28 для тиснения, клише 10 выдерживается при определенной температуре Т, и задаются скорость движения в линейном направлении R1, соответственно, скорость обкатки цилиндрического клише 10 по детали 20, а также давление Р. Таким образом клише 10 и деталь 20 приходят в активное соединение друг с другом на определенное время t1, с определенным постоянным давлением Р.
После процесса тиснения клише 10 перемещается поступательно в первом движении подъема в направлении, противоположном производимому давлению Р вдоль оси В тиснения, для того чтобы отвести клише 10 от детали 20 тиснения и фольги 28 тиснения. С помощью салазок 14 клише 10 возвращаются с помощью поступательного движения в направлении R2 в исходное положение (не показано). Снабженная тиснением деталь 20 удаляется с опорной поверхности 22, и следующая деталь 20 тиснения устанавливается на опорную поверхность 22. Теперь начинается весь процесс сначала, а именно подача клише 10 из исходной позиции в позицию тиснения, осуществление тиснения, последующий возврат клише 10 в исходную позицию, а также удаление снабженной теснением детали 20 и подача следующей детали 20 тиснения. Удаление и подача детали 20 осуществляются с помощью механизма подачи детали, который может быть представлен, например, в известной форме робота.
На фиг.2а, 2b изображено устройство 1 для горячего тиснения согласно уровню техники. Оно выполнено в основном так же, как и устройство по фиг.1a, 1b, только деталь 20 в этом примере представляет собой симметричное тело вращения, которое, как и клише 10, с которым оно взаимодействует, установлено с возможностью вращения вокруг своей оси вращения. Для процесса тиснения клише 10 перемещается при этой конструкции из исходной позиции, как она показана на фиг.2а, в ходе поступательного движения вдоль оси В тиснения в направлении приложения давления Р тиснения в позицию тиснения, как она показана на фиг.2b. Для собственно тиснения цилиндрическое клише 10 приводится во вращательное движение с помощью мотора (не показано), причем деталь 20 тиснения вращается или из-за силы трения, или также с помощью привода от электродвигателя - с помощью того же мотора или с помощью собственного мотора - с той же окружной скоростью, что и клише 10, вокруг своей оси. Фольга 28 для тиснения движется одновременно со скоростью, соответствующей этой окружной скорости, между деталью 20 тиснения и клише 10 в направлении А и наматывается на намоточное приспособление 19.
Т.к. клише 10 нагревается до температуры Т 300°С, то существует опасность, что при чуть большей продолжительности воздействия, чем необходимо для тиснения, фольга для тиснения повреждается высокой температурой и даже рвется. Для того чтобы можно было удалить деталь 20, нужно привести в исходное положение клише 10 снова с помощью поступательного движения вдоль оси В тиснения. Расстояние от клише 10 должно выбираться такой величины, чтобы жар нагретого клише 10 не угрожал фольге 28 тиснения. Это относится конечно же и к устройству для горячего тиснения по фиг.1а, 1b.
Устройства для горячего тиснения согласно фиг.1а, 1b сейчас используются только для деталей 20 тиснения, которые должны снабжаться тиснением на ее стороне, обращенной к клише 10 в направлении R1 по всей ее длине, соответственно, в устройстве для горячего тиснения, согласно фиг.2а, 2b по всей наружной поверхности. В таких устройствах для горячего тиснения нужно перемещать, как выше описано, клише 10 между отдельными процессами тиснения посредством поступательного движения вдоль оси В тиснения, - а в устройстве согласно фиг.1а, 1b также и вдоль направлений R1 R2, что требует времени, вследствие чего ограничено количество обрабатываемых деталей 20 (число деталей 20, которое может обрабатываться за единицу времени). Кроме того, поступательное движение приводит к колебаниям в устройстве, которые отрицательно влияют на точность тиснения и на срок службы устройства, соответственно, различных деталей устройства, что увеличивает затраты на обслуживание.
На фиг.3а, 3b изображено устройство для горячего тиснения 1 согласно изобретению для тиснения детали 20. На фиг.3а изображено клише 10 не в рабочем положении тиснения, а на фиг.3b в рабочей позиции тиснения. Согласно изобретению клише 10, соответственно, поверхность 32 клише 10, предназначенная для тиснения, движется в устройстве 1 для горячего тиснения согласно изобретению по определенной равномерной первой траектории 36 движения; и деталь 20, соответственно, поверхность 30 детали 20, предназначенная для тиснения, согласно изобретению движется по определенной равномерной второй траектории 38 движения. Траектории 36, 38 движения пересекают ось В тиснения в плоскости 24 тиснения. Клише 10 и деталь 20 движутся относительно друг друга и при этом согласованы друг с другом по скорости на соответствующей траектории 36, 38, движения так, что они приводятся в активное соединение друг с другом в плоскости 24 тиснения и происходит тиснение детали 20. Для этого синхронизируются окружные скорости детали 20 тиснения и клише 10, а также скорость фольги для тиснения, которая здесь для лучшей наглядности не показана. Во время процесса тиснения клише 10 обкатывает своей поверхностью 32, предназначенной для тиснения, поверхность 30 детали 20, предназначенную для тиснения, и фольгу для тиснения, расположенную между ними, а именно с заданной скоростью Va обкатки, которая предпочтительно постоянна, как и заданная температура Т и с заданным постоянным давлением Р.
С другой стороны можно выполнить либо деталь 20 тиснения с соответствующим выступом, на который наносится тиснение, а клише 10 имеет соответственно плоскую поверхность, либо наоборот. Также применение могут находить клише 10 и детали 20 с плоскими поверхностями, тогда между ними скользит так называемая фольга изображения. Фольга изображения рядом с цветным текстовым изображением, эмблемой или рисунком имеет бесцветное окружение. Тогда при тиснении отпечатывается вся область контакта между клише 10 и деталью 20 тиснения, но только цветное текстовое изображение, эмблема или рисунок оказываются видимыми на детали 20 тиснения.
В примере, показанном на фиг.3а, 3b, держатель 12 клише устройства для горячего тиснения согласно изобретению выполнен в виде цилиндра 12', а траектория 36 движения клише 10, соответственно, его поверхности 32, предназначенная для тиснения, соответствует замкнутой круговой траектории. Клише 10 нагревается благодаря нагреваемому цилиндру 12' и покрывает только часть боковой поверхности цилиндра 12'. В примере, показанном здесь, нагревается только клише 10. Но возможно также разработать цилиндр 12' как нагреваемый держатель 12 клише, и нагревать клише 10 через цилиндр 12'. Также возможно нагревать клише 10 косвенно, например, с помощью изолированной термокамеры, связанной с держателем клише, которая нагревает цилиндр 12' и клише 10 инфракрасным излучателем, электрическим нагревательным змеевиком, газовой горелки и т.д.
Цилиндр 12' приводится в движение мотором 40, с помощью которого можно точно определить движение вращения и угловое положение цилиндра 12'. Револьвер подачи, показанный в этом примере как механизм подачи детали, известным образом оснащен оправками в качестве устройств 22 крепления для детали 20, причем в зависимости от формы детали могут применяться в качестве устройств 22 крепления зажимы и/или приспособления с разреженным или сжатым воздухом. Для точного позиционирования клише 10 и детали 20 и для согласования окружных скоростей оправка 22 и цилиндр 12' в определенный момент приводятся во вращение при помощи моторов 40, 40' соответственно. С помощью датчиков 42 вдоль траекторий 36, 38 движения и с помощью предпочтительно контролирующего устройства 44 управления гарантируется согласование и точное позиционирование.
После начала цикла клише 10 подается с помощью поперечных салазок 14 (альтернативно может подаваться деталь 20). Затем клише 10 и деталь 20 вращаются так, что скорость обработки поверхности и угловое положение синхронизированы друг с другом. Потом осуществляется процесс тиснения с помощью передачи давления и температуры клише 10 на фольгу 28 и находящуюся под ней деталь 20. После завершения процесса тиснения деталь 20 тиснения останавливается. Обработанная деталь 20 может извлекаться, а новая устанавливаться. Альтернативно с помощью подходящего приспособления может приводиться в позицию тиснения другое устройство 22 крепления. Тем временем клише 10 продолжает вращаться в стороне, обращенной от детали 20, и снабженная тиснением деталь может отводиться без проблем, а следующая деталь может подводиться. В соответствующий момент времени опять синхронизируются скорость обработки поверхности и угловое положение детали и клише друг с другом, и проводится следующее тиснение.
Между отдельными процессами тиснения поперечные салазки 14 с клише 10 не возвращаются назад. Необходимое разъединение клише 10 относительно детали 20 достигается вдоль траектории 36 движения благодаря сегменту 45 цилиндра 12', не покрытого клише 10. Только при полной остановке устройства поперечные салазки 14 возвращаются.
Во время непрерывного процесса скорость цилиндра 12' между окончанием процесса тиснения и началом нового процесса тиснения с помощью контролирующего устройства 44 управления рассчитывается и оптимизируется по среднему времени цикла, так что можно осуществлять равномерное вращение цилиндра 12'
При нецилиндрических деталях 20', 20" тиснения, как они изображены на фиг.4, согласование с формой, соответственно, внешней геометрией деталей 20', 20" тиснения осуществляется через наложение движения клише 10 на его равномерную траекторию 36 движения и поступательного движения поперечных салазок 14 с держателем 12/12' клише и клише 10. Для этого сначала нужно точно измерить деталь тиснения, а затем задается точное движение салазок, например, с помощью соответствующего программирования. Конечно, можно наложить также поступательное движение на движение детали 20 вместо клише 10.
В качестве следующей возможности тиснения нецилиндрических деталей 20', 20", как они изображены на фиг.4, это согласовывать рельефные поверхности применяемых клише 10 соответственно внешней геометрии детали 20, как это изображено на клише 10 на фиг.5.
Фиг.6 показывает следующую конструктивную форму устройства 1 для горячего тиснения согласно изобретению, которое выполнено в принципе так же, как и устройство 1 для горячего тиснения по фиг.3а, 3b. В отличие от устройства 1 для горячего тиснения по фиг.3а, 3b, в этом примере механизм подачи детали выполнен вместо револьвера в виде транспортера 48 с несущим органом 46, который в этом частном случае выполнен в виде цепи. Держатель 12 клише, в этом примере выполнен в виде цилиндра 12' с очень большим диаметром и на его боковой поверхности расположены отстоящие друг от друга через одинаковые отрезки 45 клише 10. Кроме того, можно перемещать клише 10 с помощью транспортера, вместо того чтобы перемещать на цилиндре. В примере, показанном здесь, клише 10 относительно плоские, и поэтому могут нагреваться отдельно. Время t1, которое необходимо для прохождения участков 45, свободных от клише, через плоскость тиснения 24 в зоне пересечения с осью В тиснения, и время t2, которое требуется для подачи следующей детали 20, согласовываются друг с другом с помощью устройства управления (не показано), что можно удерживать регулируемую окружную скорость клише 10 на его траектории 36 движения оставалась почти постоянной.
Формы выполнения, изображенные на чертежах, служат для более наглядного объяснения изобретения на примерах. Специалисту ясно, что есть другие возможности осуществления изобретения. Каким образом можно рационально комбинировать элементы, показанные на различных чертежах, специалисту тоже ясно, также что примеры, показанные на чертежах не имеют ограничивающего значения.
Реферат
Изобретение относится к полиграфии. Способ горячего тиснения деталей, при котором клише и деталь тиснения приводят в активное соединение друг с другом в плоскости тиснения их поверхностями, предназначенными для тиснения, причем между ними расположена фольга для тиснения с предназначенным для нанесения материалом, этот материал тиснением наносят на деталь во время активного соединения при помощи клише. Причем усилие, необходимое для тиснения, действует в направлении тиснения проходящем по существу перпендикулярно плоскости тиснения. При этом используют n клише (10) при n=1, 2, 3…, которые вращаются по траектории движения, причем между клише предусмотрен отрезок, свободный от клише; и отрезок, свободный от клише, проходит через плоскость тиснения за интервал времени, который соответствует интервалу времени, за который в плоскость тиснения устанавливают следующую деталь тиснения. 2 н. и 12 з.п. ф-лы, 9 ил.
Комментарии