Конструктивный элемент из древесного материала с напечатанным декором и разной степенью блеска - RU2446058C1
Код документа: RU2446058C1
Чертежи


Описание
Изобретение относится к плито- или планкообразному конструктивному элементу, в частности для использования в качестве конструктивного элемента мебели или стеновой, потолочной или половой панели, содержащему основу из древесного материала, напечатанный на основе декор, следующий за декором прозрачный блестящий лаковый слой и следующий за ним, имеющий трехмерную структуру покрывной лаковый слой.
Древесные плиты с декоративным покрытием часто используются в качестве половых панелей, для облицовки стен и потолков или в качестве конструктивных элементов мебели. Такие панели имеют большей частью прямоугольную форму и, по меньшей мере, на своих продольных кромках обычно снабжены профилями, обеспечивающими соединение соседних панелей для образования покрытия большой площади. Для этой цели широко распространены древесно-волокнистые плиты, изготовленные методом сушки, так называемые MDF-плиты (Medium Density Fiberboard - древесно-волокнистые плиты средней плотности) или HDF-плиты (High Density Fiberboard - древесно-волокнистые плиты высокой плотности).
Чтобы снабдить древесные плиты нужным декором, пропитанная известным образом искусственной смолой и предварительно высушенная декоративная бумага при высокой температуре и под высоким давлением прессуется непосредственно на поверхность плиты. Поскольку эти импрегнаты при прессовании стремятся к усадке, они создают напряжение, поэтому изготовленные таким образом плиты, называемые также ламинатами, приходится снабжать пропитанной бумагой всегда с обеих сторон, чтобы предотвратить обусловленный напряжением изгиб плит.
Помимо покрытых ламинатом древесно-волокнистых плит для панелей названного рода используются также плиты с прямой печатью. Такие панели известны, например, из ЕР 1645339 А1. При этом волокнистые плиты снабжаются жидкими покрывающими средствами, причем на окрашенном грунтовом слое печатается декор, например древесный декор, а затем наносится один или несколько прозрачных запечатывающих слоев. В ЕР 1645339 А1 описано изготовление фактурной поверхности путем нанесения первого покрытия и второго прозрачного покрытия с пространственно изменяющимся наносимым количеством.
В ЕР 1482085 А1 описана предусмотренная, в частности, в качестве полового покрытия поверхностная облицовка, содержащая основу, декор, в частности древесный декор, матовый грунт (праймер) и покрывной слой с зеркальным блеском. При этом грунт покрывает только часть основы и нанесен на нее способом прямой печати. Покрывной слой с зеркальным блеском покрывает, напротив, грунт и, кроме того, в основном, всю верхнюю сторону основы, причем в готовом состоянии поверхностной облицовки покрывающая матовый грунт часть покрывного слоя имеет меньшую степень блеска, чем его не покрывающая матовый грунт часть.
Блеск является оптическим свойством отражающих свет поверхностей. В физическом смысле блеск определяется как отношение между направленно и рассеянно отраженными долями падающего на поверхность количества света. Количественно блеск можно определить с помощью блескомеров; подробности приведены в стандартах DIN 67530 и DIN EN ISO 2813. Для непосредственно покрытых плит определение степени блеска установлено в EN 14323 (действующее издание от 01.06.2004). В соответствии с этим степень блеска определяется с помощью так называемого рефлектометра по DIN EN ISO 2813. Принцип рефлектометра основан на измерении направленного отражения. Для этого измеряется интенсивность отраженного света в узком диапазоне углов отражения. Результаты измерений относятся при этом не к количеству падающего света, а к черному полированному стеклянному образцу с определенным показателем преломления (1,567). Для этого образца измеренное значение устанавливается равным 100 единицам блеска (GU - gloss units или точки степени блеска). Есть материалы, поверхности которых имеют более высокий показатель преломления, чем используемый для калибровки черный стеклянный образец. Поэтому у определенных поверхностей материалов возникают значения степени блеска более 100 GU, например у полированных металлов. Для лучшего дифференцирования измеренных значений измерения в зависимости от блеска проводятся под разными углами. По DIN EN ISO 2813 в случае поверхностей с зеркальным блеском (≥70 GU) дополнительно к обычным измерениям под углом 60° проводятся также измерения под углом 20°.
В основе изобретения лежит задача создания конструктивного элемента или панели описанного выше рода, имеющего/имеющей необычный внешний вид бывшего в употреблении или старинного предмета, естественного/естественной на ощупь и не требующего/требующей больших производственных затрат.
Эта задача решается посредством конструктивного элемента с признаками пункта 1 формулы изобретения.
Предложный конструктивный элемент имеет основу из древесного материала, преимущественно древесно-волокнистой плиты, и включает в себя напечатанный на основе декор, следующий за декором прозрачный блестящий лаковый слой и следующий за ним, имеющий трехмерную структуру покрывной лаковый слой. Покрывной лаковый слой образует поверхностную структуру с очень сильно изменяющейся степенью блеска, причем поверхность конструктивного элемента, по меньшей мере, в одном, проходящем параллельно ей направлении имеет различие в степени блеска, по меньшей мере, 25 GU по отношению к линейному удалению от поверхности 20 мм.
Предложный конструктивный элемент отличается, тем самым, большими различиями в степени блеска, причем самые верхние участки поверхности являются относительно матовыми, тогда как лежащие глубже из-за трехмерной структуры участки - блестящими или обладающими зеркальным блеском. Матовый внешний вид лаковой поверхности конструктивного элемента соответствует, тем самым, внешнему виду старой, имеющей следы употребления или старинной лаковой поверхности. Конструктивный элемент имеет за счет этого необычный интересный внешний вид. За счет своего матового или как бы бывшего в употреблении внешнего вида конструктивный элемент создает в то же время относительно естественный эффект по сравнению, например, с панелью с обладающим, в целом, зеркальным блеском покрытием. К тому же естественный эффект оптимизирован за счет трехмерной структуры покрывного лакового слоя, а именно, в частности, в отношении осязания. Оптический и осязательный эффекты конструктивного элемента достигаются за счет небольшого числа технологических этапов, что требует, в целом, относительно небольших производственных затрат. В этой связи примечательно, в частности, что трехмерная структура создается непосредственно при нанесении покрывного лакового слоя посредством гравированного печатного вала, предпочтительно способом непрямой глубокой печати. Последующее механическое тиснение покрывного лакового слоя или так называемое «химическое тиснение» за счет последовательного нанесения двух жидких, взаимоотталкивающихся материалов покрытия при изготовлении предложенного конструктивного элемента или панели не предусмотрено. Прозрачный блестящий и следующий за ним фактурный, относительно матовый лаковые слои конструктивного элемента, напротив, наносятся преимущественно посредством непрерывно работающих печатных цилиндров способом глубокой печати, причем покрывной лак и трехмерная структура наносятся или создаются за одну операцию.
Один предпочтительный вариант конструктивного элемента отличается тем, что по сравнению с прозрачным блестящим лаковым слоем покрывной лаковый слой имеет, по меньшей мере, на 45 GU, преимущественно, по меньшей мере, на 50 GU меньшую степень блеска при угле измерения 60° по DIN EN ISO 2813. Конструктивный элемент имеет в этом варианте особенно большие различия в степени блеска, что еще более усиливает эффект старинной или выглядящей бывшей в употреблении поверхности.
Согласно другому предпочтительному варианту поверхность конструктивного элемента, по меньшей мере, в одном, проходящем параллельно ей направлении имеет различие в степени блеска, по меньшей мере, 30 GU, преимущественно, по меньшей мере, 35 GU по отношению к линейному удалению от поверхности 20 мм. Также этот вариант усиливает эффект старинной или выглядящей бывшей в употреблении поверхности.
В частности, если конструктивный элемент должен использоваться в качестве половой панели, предпочтительно, если, согласно другому варианту между декором и прозрачным блестящим лаковым слоем расположен прозрачный лаковый слой, содержащий повышающие износостойкость частицы. За счет этого декор защищен от истирания.
Впечатление натурального или бывшего в употреблении конструктивного элемента особенно велико, если его поверхностная структура согласно другому предпочтительному варианту имеет среднюю наибольшую высоту неровностей профиля в диапазоне от 10 до 400 мкм, преимущественно в диапазоне от 50 до 400 мкм.
Другой предпочтительный вариант конструктивного элемента состоит в том, что его поверхностная структура выполнена соответствующей его декору. Так, например, предусмотрено, что в случае имитируемого древесного декора трехмерная структура соответствует его изображенной текстуре, а, например, в случае напечатанного декора в виде кафельного покрытия трехмерная структура соответствует имитируемому кафельному покрытию. Точно так же декор конструктивного элемента может представлять собой декор в виде натурального камня, например шифера или гранита, причем трехмерная структура покрывного лакового слоя имитирует тогда поверхность камня, обработанную пламенем и/или щеткой.
Другие предпочтительные варианты конструктивного элемента приведены в зависимых пунктах формулы изобретения.
Ниже изобретение более подробно поясняется на примерах его осуществления, изображенных на чертеже, на которых представляют:
- фиг.1: схематично устройство для прямой печати на плитообразных конструктивных элементах из древесного материала;
- фиг.2: схематичный перспективный вид двух соединенных между собой панелей;
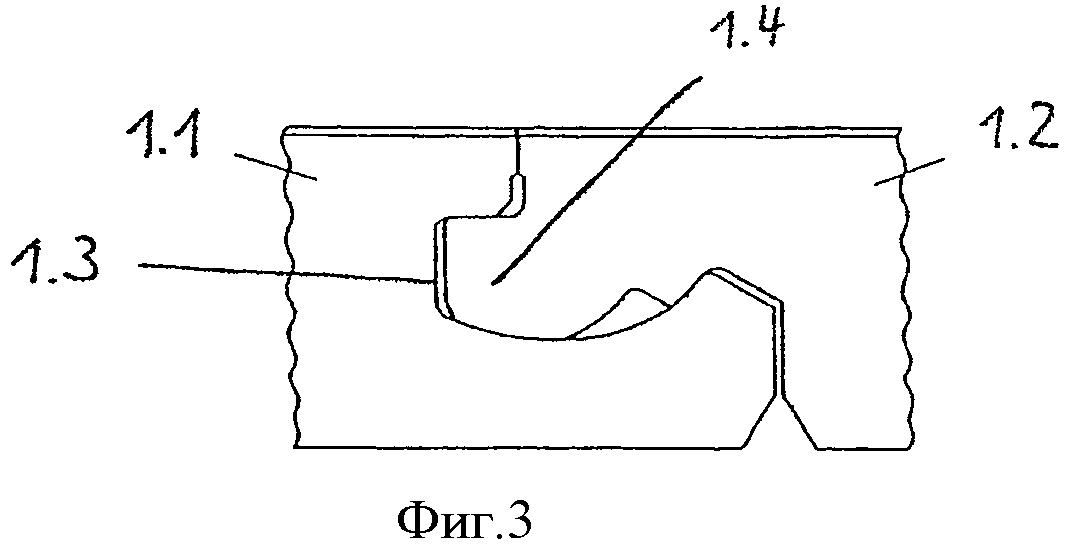
- фиг.3: увеличенный подробный вид сбоку зоны соединения панелей из фиг.2;
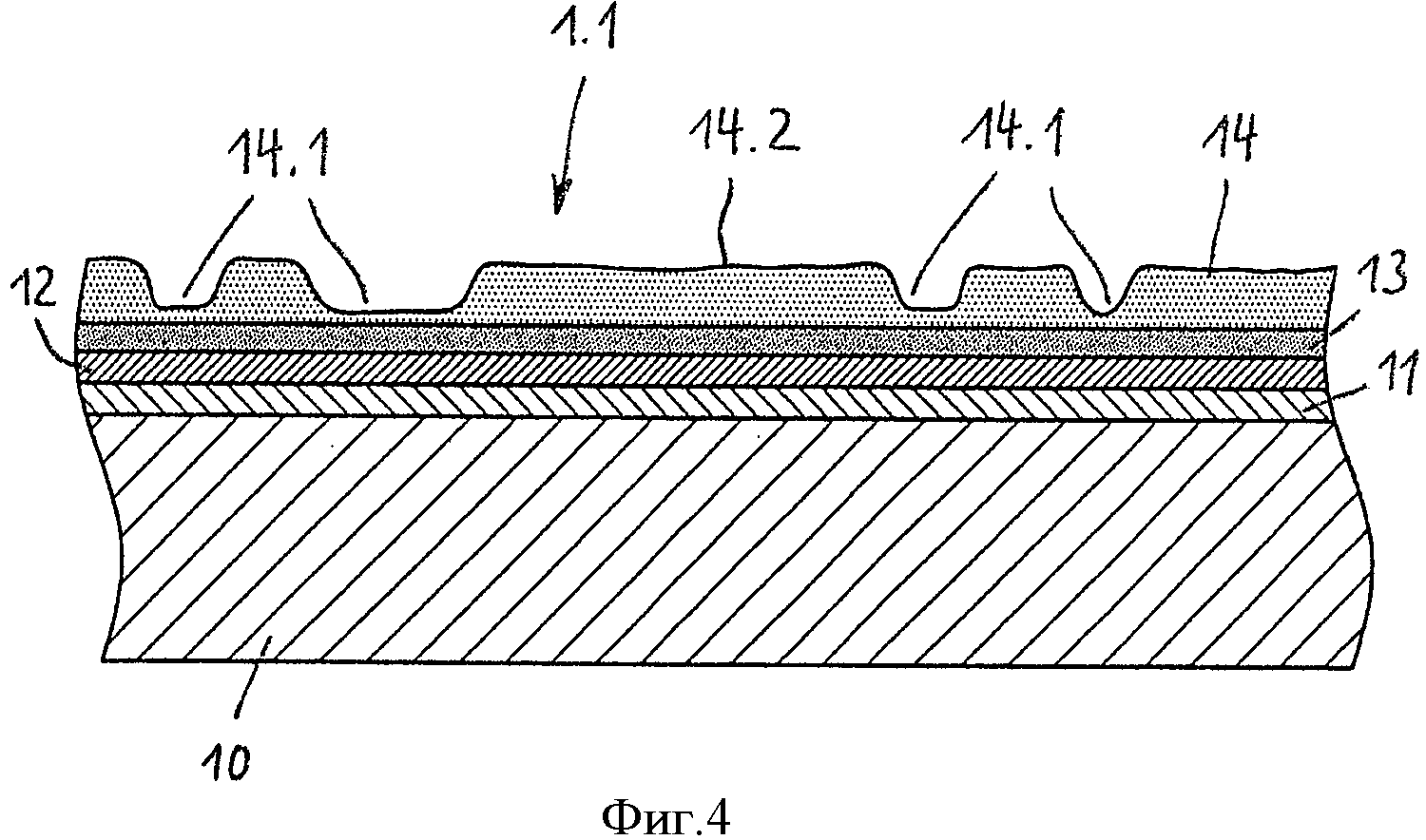
- фиг.4: схематичный разрез фрагмента конструктивного элемента или панели;
- фиг.5: схематичный разрез фрагмента другого конструктивного элемента или панели.
На фиг.1 схематично изображено устройство для прямой печати на древесных плитах 1. На ленточном транспортере 2 расположены несколько плит 1, по отдельности и по очереди подаваемых к различным секциям 3-7 обработки. Направление транспортировки обозначено на фиг.1 стрелкой и проходит слева направо. Вместо нескольких отдельных плит 1 в устройстве можно обрабатывать также одну крупную или одну бесконечно изготовленную древесную плиту, которая после описанной ниже обработки разрезается на отдельные плиты.
В секциях 3, 4 на каждой древесной плите 1 способом глубокой печати печатается многоцветный декор, например древесный или в виде природного камня. Для этого секции содержат валы для нанесения (печатные валы) 3.1, 4.1, включающие в себя, по меньшей мере, один рифленый вал.
Далее поверхность плит 1 после печати декора в секции 5 покрывается прозрачным запечатывающим слоем. В секции 5 наносится, в основном, по всей площади поверхностный слой (запечатывающий слой) из лака. Для этого секция 5 содержит вал 5.1 для нанесения, который наносит на поверхность плит 1 равномерный, в основном, гладкий лаковый слой. Прозрачный лак содержит повышающие износостойкость или стойкость к истиранию частицы, например корундовые/или кварцевые частицы. Посредством следующего обрабатывающего устройства 5.2 нанесенное покрытие, по меньшей мере, частично сушится или отверждается. Обрабатывающее устройство 5.2 может обеспечивать сушку и отверждение, например, посредством потока теплого воздуха или электромагнитного излучения, в частности УФ-излучения.
За секцией 5 следует секция 6, в которой посредством вала 6.1 на предварительно нанесенный запечатывающий или корундовый лаковый слой наносится прозрачный блестящий лаковый слой. Он представляет собой преимущественно грунт с зеркальным блеском, имеющий степень блеска в диапазоне от 70 до 85, например около 80 GU.
Затем следует секция 7, в которой посредством гравированного печатного цилиндра (печатного вала) 7.1 на блестящий или обладающий зеркальным блеском лаковый слой (грунт) способом непрямой глубокой печати наносится матовый покрывной лак. Печатный цилиндр 7.1 выполнен очень плоскостным, т.е. предварительно нанесенный блестящий или обладающий зеркальным блеском лаковый слой (грунт) по всей площади или, в основном, по всей площади покрывается матовым покрывным лаком. Покрывной лаковый слой создает в отвержденном состоянии в комбинации с блестящим или обладающим зеркальным блеском лаковым слоем трехмерную поверхностную структуру с сильно изменяющейся степенью блеска. Наносимое количество покрывного лака варьируется при этом по площади на коэффициент 15-20.
Покрывной лак наносится посредством печатного цилиндра 7.1 таким образом, что печатный цилиндр 7.1 как в своих выгравированных углублениях, так и на выступающих относительно них участках своей боковой поверхности смачивается текучим покрывным лаком. При этом покрывной лак выбран так, что покрывной лаковый слой в готовом состоянии конструктивного элемента имеет на отдельных участках меньшую, по меньшей мере, на 40, предпочтительно, по меньшей мере, на 45, особенно предпочтительно, по меньшей мере, на 50 GU степень блеска при угле измерений 60° по DIN EN ISO 2813, чем предварительно нанесенный прозрачный блестящий лаковый слой. В отвержденном состоянии покрывной лак может быть прозрачным или частично опаковым, причем в последнем случае опаковые участки образуют возвышенные участки трехмерной поверхностной структуры.
В следующем обрабатывающем устройстве 7.2 нанесенное последним покрытие, т.е. фактурный покрывной лак, по меньшей мере, частично отверждается, так что трехмерная структура достаточно упрочнена, фиксирована и не разравнивается вследствие растекания. На этом этапе отверждение расположенного (расположенных) ниже, нанесенного (нанесенных) в предшествующих секциях 6, 5, 4 и/или 3 покрытия (покрытий) может быть еще не завершено.
Разумеется, в дополнение к описанным секциям 3-7 могут быть предусмотрены еще секции обработки. Так, например, на обратную (нижнюю) сторону несущей плиты 1, при необходимости, может быть нанесено обратное покрытие. Нанесение обратного покрытия, преимущественно цветного, осуществляется, например, посредством валов. Для сушки обратного покрытия используются, например, сушилки горячего воздуха или горячие излучатели.
После того как декоративное покрытие, повышающий стойкость к истиранию запечатывающий слой, прозрачный блестящий грунт, фактурный покрывной лак (завершающий слой) и, при необходимости, обратное покрытие будут достаточно отверждены, покрытая таким образом несущая плита большого формата посредством пилы и т.п. разрезается на большое число панелей 1.1, 1.2. Затем в продольных и, при необходимости, также в поперечных стыковых сторонах каждой панели фрезеруются профили для соединения с геометрическим замыканием панели с соответствующей панелью. При этом профили выполнены в виде паза 1.3 и гребня 1.4 (фиг.3).
На фиг.2 изображены две соединенные между собой панели 1.1, 1.2. Они выполнены в виде половых панелей. Точно так же они могут использоваться для облицовки стен или потолков.
На фиг.4 схематично в разрезе изображен фрагмент конструктивного элемента или панели 1.1. Плитообразный конструктивный элемент или панель 1.1 содержит основу 10 из древесного материала, преимущественно древесно-волокнистую плиту средней или высокой плотности. На основе 10 посредством содержащего гравированные печатные цилиндры 3.1, 4.1 печатного аппарата 3, 4 или цифрового печатного устройства напечатан декор 11, преимущественно древесный, кафельный или в виде природного камня. Следовательно, декор напечатан на основе 10 способом прямой печати.
За слоем декора 11 следует прозрачный защитный или запечатывающий слой 12, содержащий корунд и/или другие, повышающие износостойкость частицы.
Прозрачный защитный или запечатывающий слой 12 покрыт прозрачным блестящим лаковым слоем (грунтом) 13. Лаковый слой 13 образован лаком, который в отвержденном состоянии имеет степень блеска, по меньшей мере, 70, преимущественно, по меньшей мере, 75 и особенно предпочтительно около 80 GU при угле измерения 20° по DIN EN ISO 2813. Блестящий или обладающий зеркальным блеском лаковый слой 13 покрывает декоративную сторону конструктивного элемента или панели 1.1, в основном, по всей площади.
Лаковый слой 13 покрыт, наконец, покрывным лаковым слоем 14. Покрывной лак нанесен на блестящий лаковый слой 13 способом непрямой глубокой печати посредством гравированного вала 7.1, в результате чего отвержденный покрывной лаковый слой 14 имеет трехмерную структуру с углублениями (порами) 14.1. Средняя наибольшая высота неровностей поверхностной структуры лежит в диапазоне от 10 до 400 мкм, преимущественно в диапазоне от 50 до 400 мкм. При этом поверхностная структура выполнена соответствующей декору, например имитируемой текстуре древесины.
Покрывной лаковый слой 14 нанесен на прозрачный блестящий лаковый слой 13, в основном, по всей площади и образован очень матовым лаком, который в отвержденном состоянии имеет степень блеска менее 20, преимущественно менее 15 и особенно предпочтительно всего около 10 GU при угле измерения 60° по DIN EN ISO 2813. В комбинации с блестящей основой (лаковый слой 13) возникает, тем самым, поверхностная структура с сильно изменяющейся степенью блеска.
Если смотреть по поверхности или ширине конструктивного элемента 1.1, то, по меньшей мере, в одном, проходящем параллельно ей направлении можно констатировать различие в степени блеска, по меньшей мере, 25 GU, например, около 30 или даже 35 GU, по отношению к линейному удалению от поверхности 20 мм. При рассмотрении на большем линейном расстоянии до поверхности можно констатировать у конструктивного элемента 1.1 изменение степени блеска между 50 и 60 GU.
Образованная покрывным лаковым слоем структура включает в себя углубления (поры) 14.1 и возвышенные относительно них участки 14.2 поверхности. Самые верхние или возвышенные участки 14.2 имеют меньшую, по меньшей мере, на 35 GU, преимущественно, по меньшей мере, на 40 GU степень блеска при угле измерения 60° по DIN EN IS 0 2813, чем углубления 14.1.
Имеющие наибольшую степень блеска участки поверхности конструктивного элемента 1.1, 1.2; 1.1' соответствуют углублениям 14.1. т.е. они лежат в образованных покрывным лаковым слоем углублениях 14.1.
Доля поверхности покрывного лакового слоя 14, имеющая степень блеска менее 25 GU, в частности менее 20 GU, при угле измерения 60° по DIN EN ISO 2813, составляет, по меньшей мере, 50%, преимущественно, по меньшей мере, 60% лицевой стороны конструктивного элемента 1.1. В рамках изобретения находится, в частности, один вариант, в котором доля поверхности покрывного лакового слоя 14, имеющая степень блеска менее 25 GU, в частности менее 20 GU, при угле измерения 60° по DIN EN ISO 2813, составляет, по меньшей мере, 65%, преимущественно, по меньшей мере, 70% лицевой стороны конструктивного элемента 1.1.
Изображенный (изображенная) на фиг.5 конструктивный элемент (панель) 1.1' отличается от примера, представленного на фиг.4, только тем, что покрывной лак 14 нанесен на прозрачный блестящий лаковый слой 13 не по всей площади, а в зоне углублений (пор) 14.1 трехмерной структуры оставляет его частично открытым.
Реализация изобретения не ограничена описанными выше примерами. Напротив, возможны многочисленные варианты, использующие охарактеризованное в прилагаемой формуле изобретение даже в случае видоизменений. Так, изобретение может быть предпочтительно реализовано, в частности, также в случае конструктивных элементов из древесного материала в виде профилей, например в случае плинтусов с прямой печатью.
Реферат
Изобретение относится к плито- или планкообразному конструктивному элементу, в частности для использования в качестве конструктивного элемента мебели или стеновой, потолочной или половой панели, содержащему основу из древесного материала, напечатанный на основе декор, следующий за декором прозрачный блестящий лаковый слой и следующий за ним, имеющий трехмерную структуру покрывной лаковый слой. Плито- или планкообразный конструктивный элемент (1.1, 1.2, 1.1′), в частности для использования в качестве конструктивного элемента мебели или стеновой, потолочной или половой панели, содержащий основу (10) из древесного материала, напечатанный на основе декор (11), следующий за декором прозрачный блестящий лаковый слой (13) и следующий за ним, имеющий трехмерную структуру покрывной лаковый слой (14), отличающийся тем, что покрывной лаковый слой (14) образует поверхностную структуру с изменяющейся степенью блеска, причем поверхность конструктивного элемента (1.1, 1.2; 1.1′), по меньшей мере, в одном, проходящем параллельно ей направлении имеет различие в степени блеска, по меньшей мере, 25 GU по отношению к линейному удалению от поверхности 20 мм. Техническим результатом изобретения является создание конструктивного элемента или панели, имеющего/имеющей необычный внешний вид бывшего в употреблении или старинного предмета, естественного/естественной на ощупь и не требующего/требующей больших производственных затрат. 1 н.п. и 15 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для изготовления структурированной поверхности и заготовка со структурированной поверхностью
Панель для настилки пола и способ ее изготовления
Комментарии