Система и способ контроля и регулирования декоратора для контейнеров - RU2759174C1
Код документа: RU2759174C1
Чертежи

















Описание
Перекрестная ссылка на связанные заявки
Настоящая заявка является частично продолжающейся заявкой и по ней испрашивается приоритет и преимущества патентной заявки США 15/875,968, поданной 19 января 2018 г. и озаглавленной "System and Method for Monitoring and Adjusting a Decorator for Containers", которая является частично продолжающейся заявкой, по которой испрашивается приоритет и преимущества патентной заявки США 15/654,255, поданной 19 июля 2017 г. и озаглавленной "System and Method for Aligning an Inker of a Decorator", по которой испрашивается приоритет согласно §119(e) статьи 35 U.S.C. по предварительной патентной заявке США № 62/364,728, поданной 20 июля 2016 г. и озаглавленной "System and Method for Aligning an Inker of a Decorator", каждая из которых включена сюда посредством ссылки во всей ее полноте.
Область техники, к которой относится изобретение
Настоящее изобретение в общем относится к оформлению контейнеров. Более конкретно, это изобретение предлагает устройство и способ, используемые для контроля и автоматического управления положением и нанесением краски на внешнюю поверхность металлических контейнеров.
Уровень техники
Металлические контейнеры для напитков предлагают торговцам и потребителям многочисленные преимущества. Металлический корпус контейнера для напитков обеспечивает оптимальные защитные свойства продуктов. Например, металлический корпус предотвращает проникновение СО2 и прохождение ультрафиолетового излучения, которое может повредить напитки, отрицательно влияя на вкус, внешний вид или цвет продукта. Металлические контейнеры для напитков также предлагают непроницаемый барьер для света, водяных паров, масел и жиров, кислорода и микроорганизмов и сохраняют содержимое контейнера свежим и защищенным от внешних воздействий, гарантируя, таким образом, длительный срок годности. Поверхности металлических контейнеров также идеальны для их украшения названиями торговой марки, логотипами, рекламой, информацией о продукте и/или другими предпочтительными фирменными знаками для идентификации, маркетинга и отличия металлического контейнера и его содержимого от других продуктов и конкурентов. Таким образом, металлические контейнеры предлагают разливочным заводам, дистрибьюторам и и розничным торговцам явное преимущество в месте продажи.
Повышенная долговечность металлических контейнеров для напитков и эстетические преимущества по сравнению со стеклянными и пластмассовыми контейнерами сокращают количество контейнеров, повреждаемых во время изготовления и перевозки, приводя в результате к дополнительной экономии. Кроме того, металлические контейнеры для напитков являются более легкими, чем стеклянные контейнеры сопоставимого размера, приводя в результате к экономии энергии во время перевозки. Дополнительно, металлические контейнеры для напитков могут изготавливаться с высоким давлением взрыва, что делает их идеальными и безопасными для использования в качестве контейнеров, хранящих продукты под давлением, таких как контейнеры для газированных напитков.
Дополнительно, многие потребители предпочитают металлические контейнеры по сравнению с контейнерами, изготовленными из стекла или пластмассы. Металлические контейнеры являются, в частности, привлекательными для потребителей из-за удобств, которые они предлагают. Малый вес металлических контейнеров делает их более легкими для переноски, чем стеклянные контейнеры. Металлические контейнеры, в частности, пригодны для использования в общественных местах и на открытом воздухе, потому что они более долговечны, чем стеклянные контейнеры. Дополнительно, некоторые потребители избегают пластмассовых контейнеров, выражая озабоченность, что пластмасса может выделять химикаты в потребляемые продукты.
В результате этих преимуществ продажи металлических контейнеров в 2014 г. в мире были оценены приблизительно в 53 миллиардов долларов. Большой процент рынка металлических контейнеров занимают контейнеры для напитков. Согласно одному отчету, в 2012 г. в мире было перевезено приблизительно 290 миллиардов металлических контейнеров для напитков. Одна американская торговая группа сообщила, что в 2014 г. только в США было перевезено 126 миллиардов металлических контейнеров. Чтобы удовлетворить эту потребность, производственные средства для металлических контейнеров работают почти как самые быстрые, если не самые быстрые производственные линии в контейнерной отрасли. На некоторых линиях производства контейнеров, таких как те, которые связаны с металлическими контейнерами, изготавливаемыми процессом ударного прессования, декораторы могут изготавливать от приблизительно 120 до приблизительно 240 металлических контейнеров в минуту. На производственных линиях контейнеров для напитков производственное оборудование, содержащее декораторы, обычно должно работать со скоростью 500-2200 металлических контейнеров в минуту или больше. Более предпочтительно, от декораторов может потребоваться действовать с производственными скоростями по меньшей мере одна тысяча и, даже более предпочтительно, несколько тысяч цилиндрических металлических контейнеров в минуту. Из-за высоких скоростей линий производства контейнеров технологии или процессы, которые могут работать в других отраслях или с контейнерами, формируемыми из других материалов, не обязательно работают с высокими скоростями, требующимися для линий производства металлических контейнеров. Например, устройство и способы декорирования листов или рулонов бумажных и картонных материалов отличаются от декораторов, используемых для 3-мерных объектов, таких как металлические контейнеры. Соответственно, для многих операций, используемых для формовки и оформления металлических контейнеров часто требуется специализированное оборудование и технологии.
Металлические контейнеры часто украшаются изображением или фирменными знаками, такими как название фирмы, логотип, информация о продукте или оформление, посредством процесса офсетной печати или литографическим способом. Различные примеры способов и устройств печати описаны в патенте США № 3 960 073; патенте США № 4 384 518; патенте США № 5 233 922; патенте США № 6 550 389; патенте США № 6 899 998; публикации патентной заявки США № 2012/0272846; публикации патентной заявки США № 2014/0360394; патентной заявке США № 2015/0183211; публикации патентной заявки США № 2015/0217559; публикации WIPO WO 2014/006517; публикации WIPO WO 2014/008544; публикации WIPO WO 2013/113616; публикации WIPO WO 2014/108489; и публикации WIPO WO 2014/128200, каждая из которых включена сюда посредством ссылки во всей ее полноте.
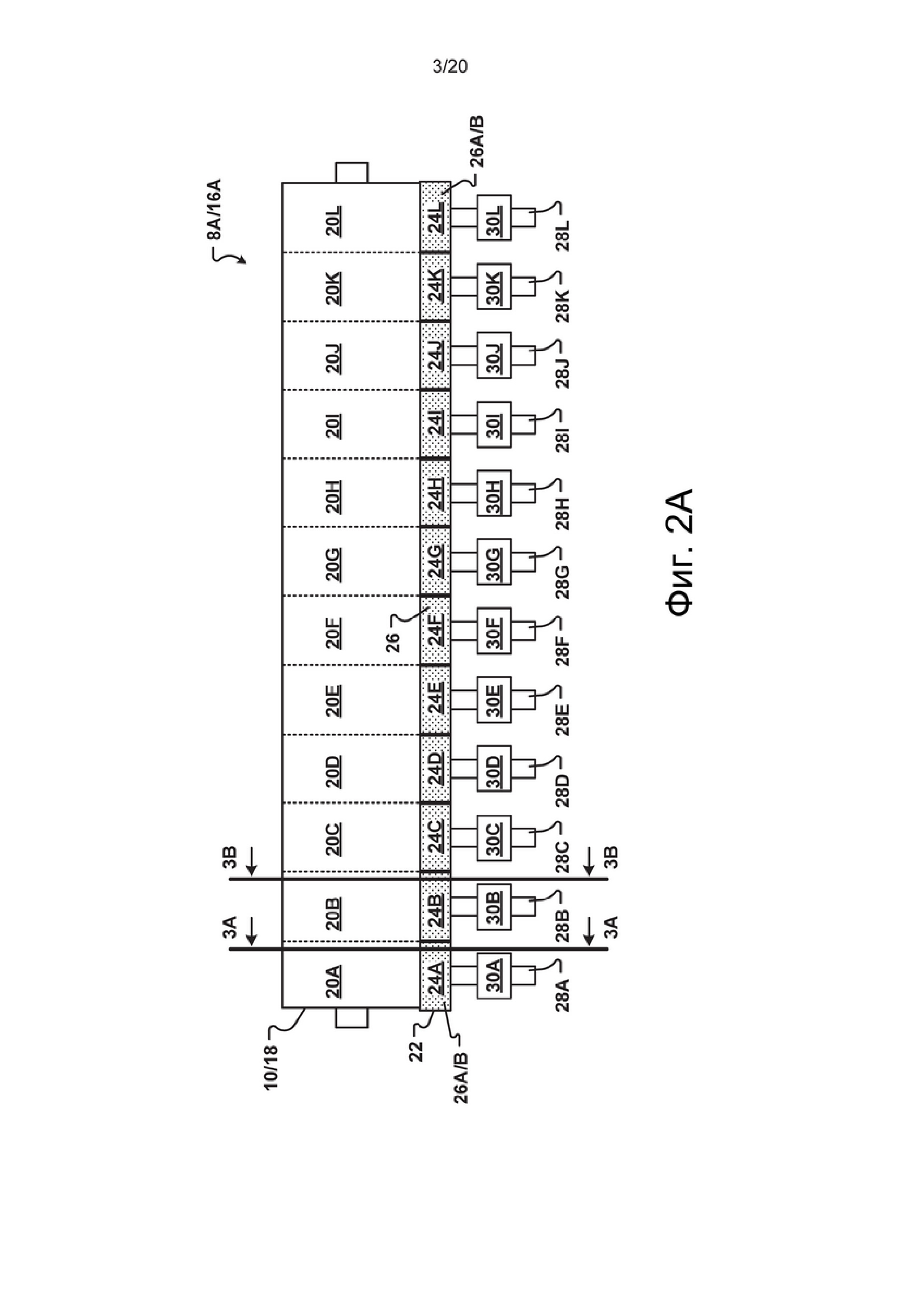
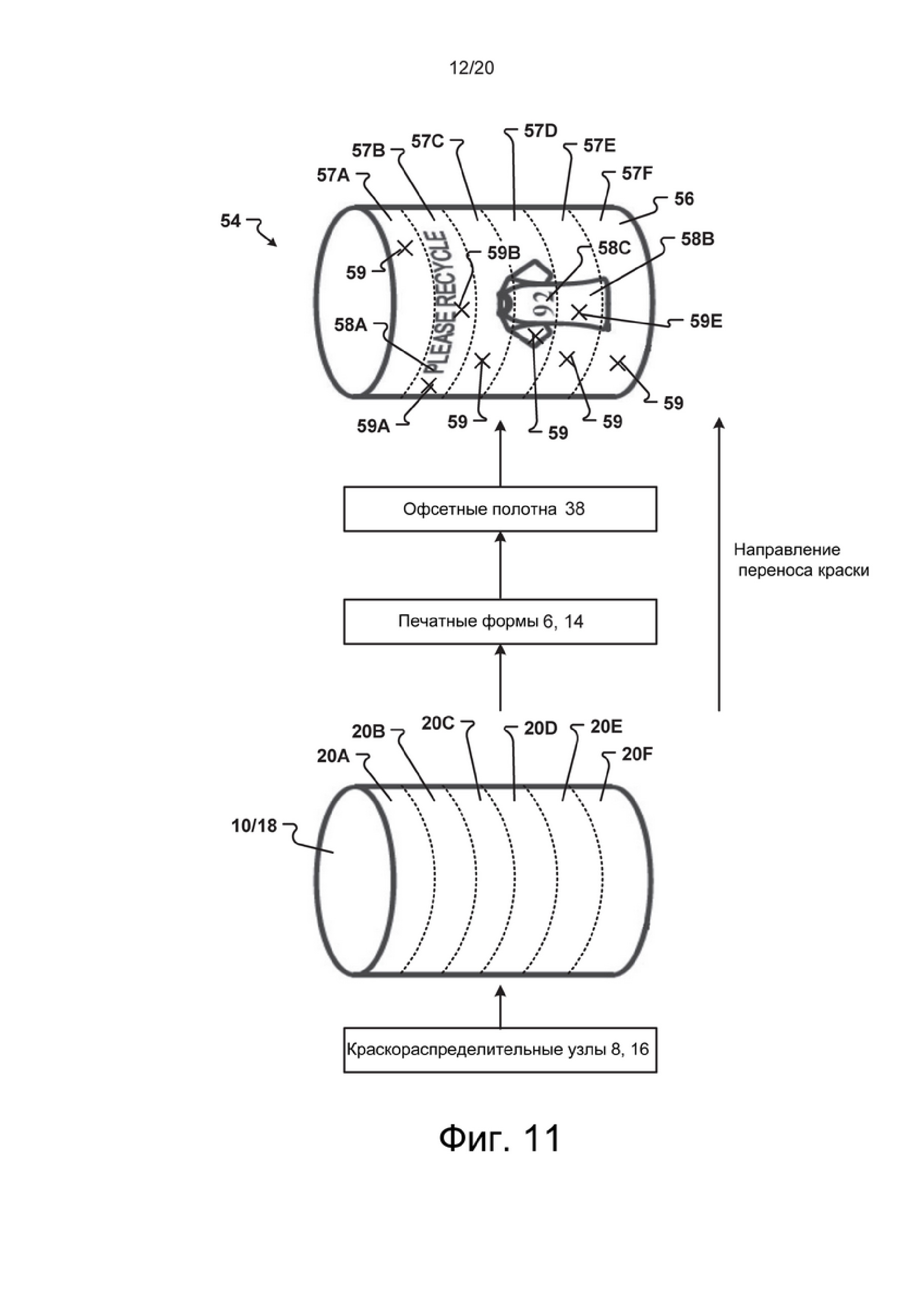
При офсетной печати одна или более печатных форм с участками изображения прикрепляются к формному цилиндру (или к печатному цилиндру) декоратора. Участки изображения могут содержать как области, принимающие краску, так и области, которые не принимают краску. Краскораспределительные узлы переносят краску на печатные формы, расположенные на формном цилиндре. Краска прилипает к участкам приема краски на каждой печатной форме. Декоратор может иметь множество формных цилиндров с краскораспределительными узлами для переноса краски различных цветов на печатные формы, прикрепленные к каждому формному цилиндру. Например, декораторы, используемые для декорирования металлических контейнеров, часто имеют от четырех до девяти формных цилиндров, каждый из которых имеет краскораспределительный узел.
Каждый краскораспределительный узел переносит краску конкретного цвета на печатную форму одного соответствующего формного цилиндра. Краскораспределительные узлы обычно содержат резервуар для краски и красочный нож, расположенный вдоль внешней поверхности красочного валика. Количество краски, переносимое на красочный валик и в дальнейшем на печатные формы, регулируется, изменяя зазор между краем красочного ножа и внешней поверхностью красочного валика. Красочный нож может быть разделен на множество индивидуальных сегментов, известных как сегменты ножа.
Зазор между краем красочного ножа и внешней поверхностью красочных валиков может регулироваться вдоль длины красочного валика, перемещая регулировочные винты, связанные с красочным ножом. Более конкретно, регулировочный винт может двигаться вперед, чтобы перемещать участок края красочного ножа ближе к внешней поверхности красочного валика и уменьшить количество краски, переносимое на участок красочного валика. Точно также, регулировочный винт может вывинчиваться, чтобы перемещать край красочного ножа дальше от внешней поверхности красочного валика и увеличивать количество краски, переносимое к участку красочного валика. Некоторые из прежних краскораспределительных узлов описываются в патенте США № 4 000 695, патенте США № 4 008 664, патенте США № 5 025 676, патенте США 5 052 298, патенте США № 5 967 049, патенте США № 5 967 050, патенте США № 6 318 260, патенте США № 7 969 613, публикации патентной заявки США № 2015/0128819 и публикации патентной заявки США № 2015/0128821, каждая из которых содержится здесь посредством ссылки во всей ее полноте. Другой узел красочного ножа описан в публикации "QuadTech® Digital Ink System", доступной на сайте https://www.quadtechworld.com/downloads/brochures/Digital_Ink_System_en.pdf, которая содержится здесь посредством ссылки во всей ее полноте.
После приема краски печатные формы переносят по меньшей мере некоторую часть этой краски на офсетное полотно (также называемое "передаточным полотном" или "вторичной передаточной формой"), прикрепленное к офсетному цилиндру (также известному как "офсетный цилиндр" "печатный цилиндр" или "сегментное колесо") декоратора. Декораторы, используемые в отрасли металлических контейнеров, обычно имеют от 2 до 12 офсетных полотен на офсетном цилиндре. Поскольку формный цилиндр и офсетный цилиндр вращаются, каждая из одной или более печатных форм входит в контакт с офсетным полотном и переносит краску определенного цвета на офсетное полотно. Когда краска и изображение перенесены с печатной формы каждого формного цилиндра на офсетное полотно, на офсетном полотне сформировано конечное литографическое изображение. Например, если декоратор будет содержать пять формных цилиндров, то одна печатная форма каждого из этих пяти формных цилиндров будет переносить краски и изображения на одно офсетное полотно, чтобы сформировать на офсетном полотне литографическое изображение. Металлический контейнер затем входит во вращательный контакт с офсетным полотном офсетного цилиндра и литографическое изображение переносится с офсетного полотна на внешнюю поверхность металлического контейнера.
Создание приемлемых оформлений на металлических контейнерах с помощью декораторов предшествующего уровня техники зависит от умения и внимательности оператора и требует значительных затрат труда и связанных с этим расходов. Более конкретно, для каждого производственного цикла, чтобы декорировать металлические контейнеры оформлением, используя декоратор предшествующего уровня техники, регулировочные винты каждого краскораспределительного узла устанавливаются в начальное положение, что требует значительного времени. Поскольку некоторые линии производства металлических контейнеров могут печатать свыше 15 различных оформлений каждый день, декоратор не сможет участвовать в производстве в течение нескольких часов каждый день во время настройки, чтобы подготовить декоратор к печати других оформлений. Учитывая высокие скорости производства, с которыми обычно работают линии производства металлических контейнеров, это создает значительное время простоя и потерю производительности.
Как должно быть понятно специалистам в данной области техники, в начальном положении регулировочных винтов на участки печатных форм может подаваться слишком много или слишком мало краски. Когда такое происходит, оформление, переносимое на металлический контейнер, может быть неполноценным, потому что один или больше из таких параметров, как цвет, плотность, глубина, выравнивание и консистенция оформления не достигают целей, установленных потребителем. Соответственно, декоратор должен быть изъят из производства, чтобы отрегулировать положение регулировочных винтов подачи краски, приводя в результате к дополнительному времени простоя и потере производительности.
Оператор декоратора может также в процессе производства периодически проверять образец декорированного металлического контейнера, чтобы определить, удовлетворяет ли оформление образца целевым требованиям по цвету, плотности, глубине, правильности расположения и/или консистенции. Если оператор решает, что образец дефектен, оператор должен тогда определить, почему оформление дефектно. Например, оператору может потребоваться определить, какие из множества регулировочных винтов подачи краски для каждого из краскораспределительных узлов требуют регулирования и как регулировать регулировочные винты, чтобы создать приемлемое оформление. Определение, какие регулировочные винты требуется регулировать, чтобы устранить дефект, может быть трудным, если дефектное оформление содержит краску от двух или более различных краскораспределительных узлов. Например, если цвет дефектен на участке декорирования, оператору, вероятно, придется увеличить объем первой краски, наносимой на осевой участок первого красочного валика первого краскораспределительного узла и уменьшить объем второй краски, наносимой на соответствующий осевой участок второго красочного валика второго краскораспределительного узла. Оператору может также понадобиться регулировать один или более других узлов декоратора, чтобы устранить дефектное оформление.
Дополнительно, красочный валик, печатные формы и офсетные полотна могут изнашиваться и требовать регулирования или замены во время промышленной эксплуатации. Соответственно, объем краски, переносимой во время процесса декорирования на внешнюю поверхность металлического контейнера, в процессе промышленной эксплуатации может изменяться, изменяя параметры оформления, такие как цвет, плотность, глубина, правильность расположения и консистенция. Таким образом, оформление, формируемое известными декораторами, в процессе промышленной эксплуатации должно часто проверяться и регулировочные винты подачи краски периодически регулируются, чтобы гарантировать качество и консистенцию, требуемые потребителем.
Идентификация вручную неполноценного оформления и затем регулирование декоратора вручную занимает значительное количество времени. Из-за высоких скоростей производственных линий контейнеров для напитков могут быть изготовлены нескольких сотен или даже несколько тысяч металлических контейнеров с дефектным оформлением, прежде чем оператор идентифицирует проблему и затем должным образом отрегулирует регулировочные винты подачи краски. Соответственно, декораторами предшествующего уровня техники часто создается большое количество отходов металлических контейнеров из-за дефектного оформления. Дополнительно, после идентификации дефектного оформления оператор может отключить декоратор, чтобы отрегулировать регулировочные винты подачи краски или другие элементы декоратора. При этом впустую тратится ценное производственное время и из-за отсутствия оформленных металлических контейнеров может задерживаться работа последующего производственного оборудования.
Регулирование регулировочных винтов декораторов предшествующего уровня техники является трудным и может быть опасным. Некоторые регулировочные винты подачи краски трудны для доступа. Таким образом, от оператора может потребоваться по меньшей мере частично демонтировать декоратор и использовать инструмент для изменения положения регулировочных винтов подачи краски. Инструменты, используемые для регулирования регулировочных винтов подачи краски, могут неумышленно повредить декоратор. Дополнительно, инструменты, используемые оператором, могут по неосторожности быть неподходящими или быть оставлены внутри узла декоратора, что ведет к дополнительному времени простоя и сопутствующим затратам из-за производственных потерь. Дополнительно, при разборке декоратора, чтобы добраться и отрегулировать регулировочные винты, оператор может быть травмирован.
Из-за ограничений, связанных с существующими способами и устройствами, используемыми для декорирования металлических контейнеров, существует насущная потребность в устройстве и способе автоматического контроля и регулирования установок декоратора, которые создают меньше потерь, требуют меньшего времени работы оператора и менее восприимчивы к человеческой ошибке, чем известные декораторы, при этом не жертвуя экономической эффективностью производства или качеством изображения в высокоскоростной системе производства контейнеров для напитков.
Сущность изобретения
Представленное изобретение обеспечивает различные устройства, команды, хранящиеся на непереносном считываемом компьютером носителе, и способы декорирования металлических контейнеров рентабельным, быстрым и надежным способом. Одним из подходов представленного изобретения является сборочный узел декоратора замкнутого типа и система, содержащая систему управления, которая может обнаруживать дефектное оформление металлического контейнера цилиндрической формы. Когда система управления обнаруживает дефектное оформление, система управления может определить причину дефекта. Система управления может затем автоматически устранить дефект. Дополнительно или альтернативно, система управления может поставить в известность оператора, что требуются конкретные регулировки. Если причина дефекта может быть устранена регулированием количества краски, наносимого на металлический контейнер, то в одном из вариантов осуществления система управления может послать сигнал регулирования по меньшей мере одного компонента краскораспределительного узла, чтобы отрегулировать количество краски, наносимое на печатную форму. Сигнал может заставить привод регулировать по меньшей мере один красочный нож, чтобы исправить дефектное оформление последующих металлических контейнеров. Дополнительно или альтернативно, сигнал может изменить скорость вращения красочного валика или передаточного валика краскораспределительного узла. Дополнительно, может быть послан сигнал на оборудование производственной линии, чтобы забраковать любой контейнер, имеющий дефектное оформление. Дефектное оформление может содержать, но не ограничиваясь только этим, изменения цвета, плотности слоя краски, толщины покрытия краской, цвета краски, неправильные расположения маркировок и ухудшение качества оформления. В одном из вариантов осуществления, когда дефект не может быть устранен системой управления, система управления может автоматически остановить производственную линию.
При другом подходе представленного изобретения описывается декоратор, содержащий по меньшей мере один датчик, осуществляющий связь с системой управления. Датчик собирает или получает данные, связанные с оформлением металлических контейнеров. Система управления определяет, является ли оформление дефектным, используя данные, полученные от датчика. Если система управления решает, что оформление или часть оформления дефектны, система управления использует данные для регулирования одного или более узлов декоратора. Например, система управления может регулировать один или более красочных ножей, чтобы изменить количество краски, наносимое на красочный валик краскораспределительного узла. Дополнительно или альтернативно, система управления может изменить скорость вращения красочного валика или передаточного валика краскораспределительного узла, чтобы изменить количество краски, наносимое на печатную форму. По меньшей мере один датчик может собирать оптические и другие типы данных, связанных с оформлением металлического контейнера. Датчик выполнен с возможностью сбора данных с достаточной разрешающей способностью, чтобы распознать дефект оформления. В одном из вариантов осуществления датчиком является фотокамера. В другом варианте осуществления датчик выполнен с возможностью сбора трехмерных данных, связанных с оформлением.
В одном из вариантов осуществления датчик собирает данные об оформлении, сформированном на цилиндрическом корпусе металлического контейнера. Датчик может собирать данные по мере того, как металлический контейнер вращается вокруг продольной оси, с тем чтобы датчик собирал данные по всей внешней цилиндрической поверхности металлического контейнера. В другом варианте осуществления по меньшей мере один датчик содержит три или более датчиков, чтобы собирать данные о цилиндрической поверхности металлического контейнера. Как вариант, эти три или более датчиков располагаются, по существу, с равномерными интервалами вокруг продольной оси металлического контейнера. Датчики могут собирать данные, по существу, одновременно. В одном из вариантов осуществления декоратор содержит четыре датчика, каждый из которых собирает данные, связанные по меньшей мере приблизительно с 25 процентами цилиндрической поверхности. В другом варианте осуществления каждый из этих четырех датчиков собирает данные приблизительно о 30 процентах цилиндрической поверхности. Как должно быть понятно специалисту в данной области техники, описанные здесь устройство и способы могут быть использованы на любом типе поверхности или контейнера, таких как торцевая крышка или закрытая торцевая стенка, и не ограничиваются цилиндрическими участками металлических контейнеров.
Как вариант, с одним или более датчиками может быть связан источник света. Источник света может создавать свет непрерывно. Альтернативно, источник света может создавать свет периодически, как стробоскопический источник света. Таким образом, источник света может создавать свет в то время, когда соединенный с ним датчик собирает данные, связанные с оформлением металлического контейнера.
В одном из вариантов осуществления по меньшей мере один датчик собирает данные о целевых участках цилиндрической поверхности. Как вариант, целевой участок может быть связан с каждым красочным ножом декоратора. Декоратор может содержать от 20 до 80 индивидуальных красочных ножей. Например, декоратор может содержать четыре-восемь краскораспределительных узлов. Каждый краскораспределительный узел может содержать от 5 до 10 красочных ножей, чтобы регулировать количество краски, подаваемое на 5-10 осевых участков красочного валика краскораспределительного узла. Соответственно, по меньшей мере один датчик может собирать данные о 20-80 различных целевых участках цилиндрической поверхности металлического контейнера. Таким способом по меньшей мере один датчик может собирать данные, связанные с краской, регулируемой каждым индивидуальным красочным ножом декоратора. В одном из вариантов осуществления датчик может распознавать изменения в плотности краски в пределах оформлении металлического контейнера.
Система управления может использовать данные датчика, чтобы определить, удовлетворяет ли оформление целевым значениям или оно дефектно. Система управления может использовать данные датчика, чтобы определить одно или более из следующего: (a) краска слишком светлая или слишком темная; (b) оформление содержит пропуски; (c) оформление содержит размытости; (d) оформление расположено неправильно (вне пределов оформления); (e) оформление было сформировано печатной формой или офсетным полотном, которое повреждено (например, разрезы или разрывы); (f) оформление содержит грязное пятно; (g) лаковое покрытие на металлическом контейнере дефектно или отсутствует; (h) оформление содержит загрязнение; (i) металлический контейнер поврежден или не соответствует техническим требованиям; (j) цвета оформления искажены; и (k) оформление содержит неправильный цвет. Система управления может определить местоположение изменения оптической плотности слоя краски на цилиндрическом корпусе контейнера. Определяя осевой участок цилиндрического корпуса контейнера, связанный с местоположением изменения оптической плотности слоя краски, система управления может определить красочный нож одного из четырех-восьми краскораспределительных узлов, ответственных за изменение оптической плотности слоя краски. Система управления может затем послать сигнал на привод, связанный с красочным ножом, чтобы изменить положение красочного ножа и устранить дефектное оформление, вызванное изменением оптической плотности слоя краски. Система управления может также определить, что металлический контейнер имеет поврежденный корпус, что было вызвано оборудованием, предшествующим декоратору.
Другим подходом представленного изобретения является система управления, выполненная с возможностью управления декоратором. Система управления содержит команду определения, как регулировать по меньшей мере один компонент декоратора, чтобы устранить дефект оформления. Система управления может получать собранные датчиком данные об оформлении металлического контейнера. Система управления может определить, что оформление дефектно, сравнивая данные датчика с целевой информацией для одного или более параметров печати. Параметры печати могут содержать по меньшей мере один из таких параметров, как цвет, плотность, толщина, ориентация и консистенция оформления. Система управления может использовать данные датчика, чтобы определить, как исправить дефектное оформление, регулируя один или более компонентов декоратора. Когда оформление дефектно, система управления может послать сигнал на привод, связанный по меньшей мере с одним красочным ножом, требующим регулирования. Сигнал заставляет привод перемещать красочный нож относительно красочного валика краскораспределительного узла. В одном из вариантов осуществления привод может перемещать по меньшей мере часть красочного ножа к красочному валику или от него. Таким способом система управления регулирует зазор между красочным ножом и красочным валиком, чтобы изменить количество краски, переносимое на соответствующий осевой участок красочного валика. Дополнительно или альтернативно, система управления может послать сигнал на привод, чтобы изменить скорость вращения красочного валика или передаточного валика краскораспределительного узла. Изменяя скорость вращения красочного валика или передаточного валика, система управления может увеличивать или уменьшать количество краски, подаваемое через соответствующее красочное устройство на печатную форму, прикрепленную к формному цилиндру. Датчик может собирать данные по всей внешней поверхности цилиндрического корпуса металлического контейнера. В одном из вариантов осуществления датчик содержит от 3 до 5 датчиков, расположенных так, чтобы интерпретировать качество оформления по всему цилиндрическому корпусу металлического контейнера. В одном из вариантов осуществления система управления сравнивает данные датчика с изображением, хранящимся в памяти системы управления. В другом варианте осуществления это изображение является изображением оформления, не содержащим дефектов. В одном из вариантов осуществления система управления сравнивает данные датчика для участков с множеством соответствующих участков частей изображений приемлемых оформлений, хранящихся в памяти. В одном из вариантов осуществления система управления может также остановить декоратор в ответ на определение, что оформление дефектно. Более конкретно, в одном из вариантов осуществления система управления содержит команду остановить декоратор после определения, что заданное количество металлических контейнеров содержит оформление с дефектом. В другом варианте осуществления система управления содержит команду остановить декоратор после идентификации заранее определенной причины дефектного оформления. Например, система управления может содержать команду остановить декоратор, если дефектное оформление не связано с несоответствующим количеством краски, переносимым на металлический контейнер. В другом примере система управления может содержать инструкцию остановить декоратор после определения, что дефект оформления связан с одним или более из следующего: дефектные краска, печатная форма, офсетное полотно, поврежденный металлический контейнер, неопределенная причина и неправильное положение или неправильное выравнивание участка оформления. Дополнительно или альтернативно, система управления может формировать сигнал тревоги с информацией, связанной с дефектом оформления и причиной дефекта оформления. Сигнал тревоги может быть послан на экран дисплея или на электронное устройство, такое как компьютер, ноутбук, планшетное устройство или смартфон. Сигнал тревоги может содержать текстовое сообщение.
Другой подход представленного изобретения заключается в том, чтобы обеспечить декоратор с краскораспределительным узлом. Как вариант, декоратор содержит множество краскораспределительных узлов. Краскораспределительный узел содержит один или более красочных ножей, которые могут регулироваться в радиальном направлении относительно красочного валика. Соответственно, по меньшей мере некоторая часть каждого красочного ножа может быть передвинута ближе к красочному валику или отодвинута от него. В одном из вариантов осуществления каждый из красочных ножей может, как вариант, перемещаться в осевом направлении относительно красочного валика. Таким образом, количество (или плотность, толщина) краски, переносимое из резервуара с краской на каждый осевой участок красочного валика, может регулироваться. В одном из вариантов осуществления каждый красочный нож может вращаться относительно красочного валика. Альтернативно, в другом варианте осуществления каждый красочный нож может двигаться линейно в направлении к красочному валику или от него.
Движение красочных ножей может обеспечиваться выборочно множеством механизмов, как это должны понимать специалисты в данной области техники. В одном из вариантов осуществления движение красочных ножей, в целом, управляется системой управления. Красочные ножи обычно двигаются в ответ на воздействие приложенной силы. В одном из вариантов осуществления сила может создаваться одним или более из источников электрической, пневматической, гидравлической и магнитной энергии.
В одном из вариантов осуществления движение одного или более красочных ножей обычно осуществляется приводом. В другом варианте осуществления привод связан с каждым индивидуальным красочным ножом. В другом варианте осуществления множество приводов может быть связано с одним красочным ножом. В одном из вариантов осуществления привод инициирует силу, поперечную к продольной оси соответствующего красочного ножа. Таким способом красочный нож или выбранный участок красочного ножа вращается или изгибается относительно красочного валика. В другом варианте осуществления привод инициирует силу, которая, в целом, параллельна продольной оси соответствующего красочного ножа. В этом варианте осуществления красочный нож двигается линейно и обычно параллельно оси ножа в направлении красочного валика или от него. Привода могут управляться системой управления декоратора.
В одном из вариантов осуществления движение красочных ножей управляется системой управления. В одном из вариантов осуществления система управления содержит непереносимые, считываемые компьютером команды, хранящиеся в памяти, которые управляют движением красочных ножей. Как вариант, система управления содержит команду принимать данные от датчика, связанного с оформлением металлического контейнера. В одном из вариантов осуществления датчик содержит датчик изображения на устройстве с зарядовой связью (charge-coupled device, CCD) или на комплиментарном металл оксидном полупроводнике (complementary metal-oxide-semiconductor, CMOS). В одном из вариантов осуществления датчик содержит множество индивидуальных элементов. Каждый элемент датчика собирает данные, связанные с участком металлического контейнера. В одном из вариантов осуществления каждый элемент датчика собирает один пиксель данных.
Система управления содержит команду анализировать данные датчика, связанные с оформлением. В одном из вариантов осуществления система управления содержит команду сравнивать данные датчика с хранящимися в памяти данными. В одном из вариантов осуществления хранящиеся в памяти данные связаны по меньшей мере с одним приемлемым оформлением. Приемлемое оформление может быть просканировано и запомнено в памяти, доступной системе управления. В одном из вариантов осуществления приемлемое оформление сканируется с такой разрешающей способностью, что хранящиеся данные, связанные с приемлемым оформлением, содержат множество пикселей, которое может быть основано на количестве индивидуальных элементов датчика. Более конкретно, приемлемое оформление может храниться в памяти с разрешающей способностью, равной разрешающей способности данных, собираемых датчиком. В другом варианте осуществления приемлемое оформление хранится с разрешающей способностью, отличной от разрешающей способности датчика. Соответственно, в другом варианте осуществления приемлемое оформление сохраняется с большей или меньшей разрешающей способностью, чем разрешающая способность данных, собираемых датчиком. В одном из вариантов осуществления запомненные данные находятся в компьютерной базе данных. База данных может храниться в памяти системы управления. Как вариант, система управления получает доступ к базе данных посредством сетевого соединения.
В одном из вариантов осуществления система управления содержит команды для определения, что оформление является дефектным, когда данные датчика отличаются от хранящихся в памяти данных на заданное значение. В одном из вариантов осуществления система управления сравнивает множество частей данных датчика с соответствующими частями хранящихся в памяти данных. Если система управления решает, что части данных датчика отличаются от частей запоминаемых данных, оформление является дефектным. Как вариант, когда части данных датчика отличаются от соответствующих частей хранящихся данных на заданный процент, система управления решает, что оформление дефектно.
В одном из вариантов осуществления система управления содержит команды автоматически регулировать по меньшей мере один из красочных ножей, чтобы устранить дефект оформления. Например, в одном из вариантов осуществления система управления содержит команды послать сигнал на привод. В одном из вариантов осуществления сигнал заставляет привод перемещать красочный нож в конкретном направлении, чтобы изменить количество краски, переносимое на красочный валик. Таким образом, система управления может автоматически регулировать по меньшей мере один красочный нож без вмешательства оператора. В другом варианте осуществления сигнал заставляет привод перемещать одно или более из следующего: дукторный валик, красочный валик, формный цилиндр, печатная форма, офсетный цилиндр, офсетное полотно или опорный элемент в конкретном направлении, чтобы устранить дефект оформления. Дополнительно или альтернативно, система управления может послать сигнал изменить скорость вращения одного или более красочного валика или передаточного валика краскораспределительного узла, чтобы увеличить или уменьшить количество краски, переносимое на печатную форму, прикрепленную к соответствующему формному цилиндру.
В одном из вариантов осуществления, когда система управления определяет, что оформление дефектно, система управления посылает оператору декоратора сигнал тревоги. В одном из вариантов осуществления система управления посылает сигнал тревоги на дисплей системы управления. В другом варианте осуществления сигнал тревоги может включить звуковой сигнал, такой как сигнал тревоги, сирена или голосовое сообщение. В другом варианте осуществления сигнал тревоги может быть послан устройству пользователя по сетевому соединению. Соответственно, в одном из вариантов осуществления оператор может получить сигнал тревоги на смартфоне, планшете, ноутбуке или другом мобильном устройстве. Сигнал тревоги может содержать информацию о дефекте оформления. Как вариант, сигнал тревоги может содержать информацию, связанную с регулированием по меньшей мере одного компонента декоратора, чтобы устранить дефектное оформления. Например, сигнал тревоги может предоставить информацию о регулировании одного или более из следующих компонентов: дукторный валик, красочный нож, красочный валик, формный цилиндр передаточного валика, печатная форма, офсетный цилиндр, офсетное полотно или опорный элемент, определяемых системой управления, чтобы устранить дефект оформления. В одном из вариантов осуществления сигнал тревоги представляется оператору на дисплее системы управления.
В одном из вариантов осуществления оператор может использовать устройство ввода системы управления, чтобы подтвердить, не подтвердить или изменить регулировку по меньшей мере одного компонента декоратора, запланированную системой управления, чтобы устранить дефект оформления. Более конкретно, оператор может сделать ввод в систему управления, чтобы подтвердить (или поддержать) запланированную регулировку, изменить запланированную регулировку или не подтвердить запланированную регулировку по меньшей мере одного красочного ножа или другого компонента декоратора. В одном из вариантов осуществления оператор может сделать ввод посредством контакта с дисплеем. В другом варианте осуществления ввод оператора может быть сделан с помощью "мыши" или другого указателя системы управления. В еще одном другом варианте осуществления ввод может быть сделан, используя клавиатуру.
В одном из вариантов осуществления система управления содержит команду автоматического регулирования по меньшей мере одного компонента декоратора после заданного промежутка времени, если оператор не отклоняет или не отменяет запланированное регулирование. В еще одном другом варианте осуществления система управления содержит команды автоматического регулирования по меньшей мере одного компонента декоратора после заданного промежутка времени, если оператор не подтверждает запланированное регулирование.
В одном из вариантов осуществления каждый красочный нож имеет ширину между приблизительно 0,5 дюймами и приблизительно 1,5 дюймами. Соответственно, декоратор, имеющий пять или шесть красочных ножей на каждый краскораспределительный узел может декорировать цилиндрический корпус металлического контейнера с высотой приблизительно до 7 дюймов. Однако, краскораспределительный узел представленного изобретения может использоваться для оформления гораздо больших объектов цилиндрической формы или контейнеров, как должно быть понятно специалистам в данной области техники. В одном из вариантов осуществления красочные ножи каждого краскораспределительного узла имеют, по существу, одинаковую ширину. Альтернативно, красочные ножи каждого краскораспределительного узла могут иметь различную ширину. В еще одном другом варианте осуществления краскораспределительные узлы декоратора имеют от 5 до 10 красочных ножей.
Еще один другой подход настоящего изобретения представляет декоратор, содержащий эжектор. Эжектор удаляет с конвейера металлические контейнеры, идентифицированные системой управления как имеющие дефект оформления.
Еще один подход представленного изобретения является системой управления декоратора, способной определять приемлемое оформление металлического контейнера и попадает ли качество оформления в пределы заданных стандартов качества. Когда система управления устанавливает приемлемое оформление, система управления может обнаружить оформление, которое отклоняется от приемлемого оформления. Таким образом, система управления может определить, что металлический контейнер содержит недопустимое или дефектное оформление.
Один из подходов представленного изобретения состоит в обеспечении устройства декорирования металлического контейнера. Устройство, в целом, содержит, но не ограничиваясь только этим: (1) краскораспределительный узел, содержащий красочный валик, множество красочных ножей, резервуар для краски и привод, чтобы перемещать каждый красочный нож относительно красочного валика для регулирования количества краски, переносимого из резервуара для краски на красочный валик; (2) формный цилиндр, содержащий печатную форму в заданном определенном месте относительно красочного валика, так чтобы печатная форма принимала по меньшей мере некоторое количество краски от красочного валика; (3) офсетный цилиндр, содержащий офсетное полотно в заданном местоположении относительно формного цилиндра, так чтобы офсетные полотна принимали по меньшей мере некоторое количество краски от печатной формы; (4) опорный элемент для приема металлического контейнера с конвейера и перемещения металлического контейнера в контакт с офсетным полотном офсетного цилиндра, чтобы передать по меньшей мере некоторое количество краски с офсетного полотна на металлический контейнер для формирования оформления на внешней поверхности металлического контейнера; (5) по меньшей мере один датчик для сбора или получения данных об оформлении внешней поверхности металлического контейнера; и (6) система управления, которая получает данные по меньшей мере от одного датчика и определяет, содержит ли оформление дефекты. Если система управления решает, что оформление содержит дефекты, то система управления имеет возможность посылки сигнала на привод устройства, чтобы устранить дефект. В одном из вариантов осуществления привод связан с каждым красочным ножом. В одном из вариантов осуществления сигнал заставляет привод регулировать красочный нож, чтобы изменять количество краски, переносимое на красочный валик. Дополнительно или альтернативно, сигнал может заставить элемент привода изменять скорость вращения красочного валика, чтобы изменять количество краски, переносимое на печатную форму. В другом варианте осуществления опорный элемент содержит множество мест для контейнеров. Каждое место выполнено с возможностью приема металлического контейнера. В другом варианте осуществления эти места содержат стержни. В одном из вариантов осуществления устройство содержит множество краскораспределительных узлов. Каждый из множества краскораспределительных узлов выполнен с возможностью переноса краски к соответствующей печатной форме.
Как вариант, в одном из вариантов осуществления представленного изобретения, устройство дополнительно содержит эжектор, связанный с системой управления. Эжектор удаляет металлические контейнеры с дефектным оформлением с конвейера в ответ на прием сигнала от системы управления.
В одном из вариантов осуществления датчик содержит устройство с зарядовой связью (CCD) или датчик изображения на комплиментарном металлоксидном полупроводнике (CMOS). В другом варианте осуществления по меньшей мере один датчик выполнен с возможностью получения данных об одном или более из следующего: (A) цвет оформления; (B) плотность оформления; (C) глубина или толщина оформления; (D) правильное положение оформления; и (F) консистенция оформления. В одном из вариантов осуществления датчиком является фотокамера. Как вариант, устройство может содержать от одного до шести датчиков. В одном из вариантов осуществления эти один-шесть датчиков располагаются по окружности цилиндрического корпуса металлического контейнера. В одном из вариантов осуществления каждый датчик может быть приспособлен для получения одного типа данных, такого как цвет, плотность, глубина или толщина, правильность положения и консистенция, в отношении оформления. В другом варианте осуществления устройство содержит от трех до шести датчиков, чтобы получать данные в отношении цилиндрического корпуса металлического контейнера. В одном из вариантов осуществления по меньшей мере один датчик получает данные от множества целевых участков внешней поверхности металлического контейнера. В другом варианте осуществления каждый из множества целевых участков соответствует некоторой области внешней поверхности металлического контейнера, связанной с одним из красочных ножей. В одном из вариантов осуществления по меньшей мере одна целевая область связана с краской одного краскораспределительного узла.
В другом варианте осуществления система управления выполнена с возможностью определения дефекта, который содержит в себе ошибку по меньшей мере в одном из следующего: (i) цвет оформления; (ii) плотность оформления; (iii) толщина оформления; (iv) правильность расположения оформления; или (v) консистенция оформления. В ответ на обнаружение дефекта в оформлении система управления имеет возможность изменения положения по меньшей мере одного компонента устройства в то время, когда устройство выполняет декорирование металлических контейнеров. В одном из вариантов осуществления система управления посылает сигнал для изменения положения одного из множества красочных ножей. Система управления может послать сигнал на привод, связанный с одним красочным ножом, чтобы выборочно переместить красочный нож в заданное положение относительно красочного валика. В одном из вариантов осуществления изменяется расстояние между красочным ножом и осевым участком красочного валика. В другом варианте осуществления система управления может послать сигнал на элемент привода, чтобы изменить скорость вращения красочного валика или передаточного валика краскораспределительного узла.
Другой аспект представленного изобретения обеспечивает способ считывания и исправления дефекта оформления, наносимого на внешнюю поверхность контейнера. Способ содержит, но не ограничиваясь только этим, этапы, на которых: (1) обеспечивают контейнер; (2) декорируют контейнер с помощью декоратора; (3) получают данные об оформлении внешней поверхности контейнера с помощью по меньшей мере одного датчика; (4) определяют посредством системы управления, содержит ли оформление дефект; и (5) если оформление содержит дефект, посылают посредством системы управления сигнал декоратору изменить по меньшей мере цвет или плотность последующих оформлений. В одном из вариантов осуществления контейнер является металлическим контейнером, содержащим закрытую торцевую стенку и участок корпуса, проходящий от закрытой торцевой стенки. В одном из вариантов осуществления участок корпуса является, по существу, цилиндрическим. Как вариант, способ может дополнительно содержать посылку оператору сигнала тревоги. В одном из вариантов осуществления сигнал тревоги представлена на дисплее системы управления. В другом варианте осуществления сигнал тревоги содержит информацию о неисправности. В одном из вариантов осуществления информация о неисправности содержит изображение внешней поверхности контейнера, полученное по меньшей мере одним датчиком. В другом варианте осуществления сигнал тревоги содержит информацию о сигнале, посланном декоратору системой управления.
В одном из вариантов осуществления представленного изобретения декоратор содержит: (a) краскораспределительный узел, содержащий красочный валик, множество красочных ножей, резервуар для краски, и привод для перемещения красочных ножей относительно красочного валика, чтобы регулировать количество краски, переносимое от резервуара с краской на красочный валик; (b) формный цилиндр, содержащий печатную форму в заданном определенном положении относительно красочного валика, так чтобы на печатную форму попадало по меньшей мере некоторое количество краски от красочного валика; (c) офсетный цилиндр, содержащий офсетные полотна в заданном определенном положении относительно формного цилиндра, так чтобы на каждое офсетное полотно попадало по меньшей мере некоторое количество краски от печатной формы формного цилиндра; и (d) опорное устройство для приема контейнера с конвейера и приведения контейнера в контакт с офсетным полотном офсетного цилиндра, чтобы нанести по меньшей мере некоторое количество краски с офсетного полотна на контейнер таким образом, чтобы на внешней поверхности контейнера было сформировано оформление. В одном из вариантов осуществления привод связывает между собой компоненты декоратора. Как вариант, привод связан с каждым красочным ножом. В другом варианте осуществления опорное устройство содержит множество мест, каждое из которых выполнено с возможностью приема контейнера. В еще одном другом варианте осуществления декоратор содержит от двух до двенадцати краскораспределительных узлов. Каждый из краскораспределительных узлов выполнен с возможностью перенесения краски на печатную форму формного цилиндра.
В одном из вариантов осуществления красочный валик содержит множество осевых участков, где каждый осевой участок определяется красочным ножом. В одном из вариантов осуществления каждый осевой участок красочного валика содержит цилиндрический участок изогнутой поверхности красочного валика. Как вариант, сигнал системы управления заставляет элемент привода изменять скорость вращения красочного валика.
В одном из вариантов осуществления сигнал заставляет привод, связанный с красочным ножом, перемещать красочный нож в определенном направлении, чтобы изменять количество краски, переносимое из резервуара для краски на осевой участок красочного валика. В другом варианте осуществления сигнал заставляет привод вращаться в первом заданном направлении, чтобы перемещать красочный нож краскораспределительного узла в положение, которое увеличивает или уменьшает количество краски, переносимое на осевой участок красочного валика. В еще одном из вариантов осуществления сигнал заставляет декоратор изменять по меньшей мере цвет, плотность, толщину, положение или консистенцию последующих оформлений.
В другом варианте осуществления сигнал заставляет по меньшей мере одно из следующего: краскораспределительный узел, красочный валик, формный цилиндр или офсетный цилиндр, двигаться в определенном направлении. В еще одном другом варианте осуществления система управления может посылать сигнал на привод, чтобы изменить положение по меньшей мере печатной формы на формном цилиндре или офсетного полотна на офсетном цилиндре. В другом варианте осуществления система управления может послать сигнал на привод дукторного валика, связанного с краскораспределительным узлом. Сигнал может изменять скорость перемещения дукторного валика. Таким способом система управления может регулировать количество краски, переносимое на печатную форму, связанную с краскораспределительным узлом. Более конкретно, система управления может послать сигнал уменьшить или увеличить скорость перемещения дукторного валика. Как вариант, в одном из вариантов осуществления способ дополнительно содержит посылку системой управления сигнала эжектору, чтобы удалить контейнер с дефектным оформлением с конвейера, связанного с декоратором.
В одном из вариантов осуществления по меньшей мере один датчик содержит от одного до шести датчиков. В другом варианте осуществления эти один-шесть датчиков располагаются так, чтобы получать данные о цилиндрическом корпусе, по существу, одновременно. Как вариант, эти один-шесть датчиков располагаются вокруг цилиндрического корпуса металлического контейнера. В одном из вариантов осуществления по меньшей мере один датчик содержит от двух до шести датчиков, расположенных, по существу, равномерно вокруг продольной оси металлического контейнера. В одном из вариантов осуществления каждый из этих одного-шести датчиков может получать один и тот же тип данных. В другом варианте осуществления эти один-шесть датчиков могут получать различные типы данных. Например, в одном из вариантов осуществления, по меньшей мере один датчик содержит один или более из следующего: (i) первый датчик для получения данных о цвете оформления; (ii) второй датчик для получения данных о плотности оформления; (iii) третий датчик для получения данных о глубине оформления; (iv) четвертый датчик для получения данных о выравнивании оформления; и (v) пятый датчик для получения данных о консистенции оформления.
В одном из вариантов осуществления способ дополнительно содержит один или более из следующих этапов, на которых: (6) изменяют положение по меньшей мере одного красочного ножа в ответ на получение сигнала от системы управления; (7) обеспечивают второй контейнер; (8) оформляют второй контейнер с помощью декоратора; (9) ожидают заданное время, чтобы второй декоратор мог достигнуть по меньшей мере одного датчика; (10) получают данные об оформлении внешней поверхности второго контейнера; и (11) определяют посредством системы управления, содержит ли дефект оформление второго контейнера.
В другом подходе настоящего изобретения представлена система управления для контроля и идентификации дефектов оформления и принятия мер по устранению дефектов. Система управления содержит команды, хранящиеся на непереносном считываемом компьютером носителе, которые, когда исполняются процессором системы управления, заставляют систему управления модифицировать и изменять физические параметры и оборудование для выполнения описанных здесь способов.
Еще при одном подходе имеется непереносной считываемый компьютером носитель, на котором хранятся исполняемые компьютером команды, которые заставляют процессор системы управления выполнять способ автоматического устранения дефекта оформления, сформированного декоратором на цилиндрической поверхности металлического контейнера. Команды содержат одну или более следующих команд, но не ограничиваясь только этим: (1) команда получить данные, связанные с оформлением, сформированным на цилиндрической поверхности металлического контейнера декоратором; (2) команда определить, содержит ли оформление дефекты; и (3) если оформление содержит дефекты, команда определить регулирование декоратора, чтобы устранить дефект. В одном из вариантов осуществления дефект может быть связан по меньшей мере с одним из следующего: цвет, плотность, толщина, правильность положения или консистенция оформления. Как вариант, в другом варианте осуществления, команды могут дополнительно содержать команду определить причину дефектного оформления. Более конкретно, в одном из вариантов осуществления, команды содержат команду определить, связано ли дефектное оформление с одним или более из следующего: (i) несоответствующее количество краски; (ii) дефектная краска; (iii) печатная форма или офсетное полотно декоратора; (iv) неправильное расположение или установка компонента декоратора; и (v) поврежденный или дефектный металлический контейнер. В одном из вариантов осуществления система управления может определить, что дефектное оформление связано с печатной формой или офсетным полотном, которое дефектно, изношено или ненадлежащим образом расположено, основываясь на принятых данных.
В одном из вариантов осуществления команды дополнительно содержат команду посылки декоратору сигнала устранить дефект оформления. В другом варианте осуществления сигнал может заставить декоратора изменить по меньшей мере одно из следующего: цвет, плотность, толщина, правильность положения или консистенция последующих оформлений, формируемых декоратором. Более конкретно, в одном из вариантов осуществления, сигнал может активировать привод, чтобы переместить компонент декоратора в определенном направлении. В одном из вариантов осуществления сигнал заставляет привод двигаться таким образом, чтобы изменять количество краски, переносимое на красочный валик декоратора. Дополнительно или альтернативно, сигнал может заставить элемент привода изменять скорость вращения по меньшей мере красочного валика или передаточного валика краскораспределительного узла.
В одном из вариантов осуществления команды дополнительно содержат команду посылки сигнала на привод для регулирования красочного ножа. В одном из вариантов осуществления сигнал заставляет привод перемещать красочный нож в конкретном направлении относительно красочного валика декоратора, чтобы изменить количество краски, наносимое на участок красочного валика. В другом варианте осуществления сигнал заставляет привод перемещать по меньшей мере один красочный нож декоратора в положение, которое увеличивает или уменьшает количество краски, переносимое на участок красочного валика.
В другом варианте осуществления команды могут дополнительно содержать команду посылки сигнала на привод декоратора, чтобы перемещать по меньшей мере одно из следующего: краскораспределительный узел, красочный валик, дукторный валик, формный цилиндр, печатная форма на формном цилиндре, офсетный цилиндр или офсетное полотно в заданном направлении. Как вариант, сигнал может изменять скорость вращения одного или более красочного валика, передаточного валика, формного цилиндра или офсетного цилиндра или изменить скорость перемещения дукторного валика.
В одном из вариантов осуществления данные собираются по меньшей мере одним датчиком. Как вариант, по меньшей мере один датчик содержит от трех до шести датчиков, расположенных с промежутками между ними, по существу, равномерно вокруг окружности металлического контейнера.
В одном из вариантов осуществления команда определения, содержит ли оформление дефект, дополнительно содержит команду сравнить принимаемые данные с хранящимися в памяти данными, связанными с приемлемым оформлением. Способ может, как вариант, содержать команду определить, что оформление содержит дефект, когда полученные данные отклоняются от хранящихся в памяти данных на заданное значение. В одном из вариантов осуществления команды дополнительно содержат команду сравнить множество участков полученных данных с соответствующим множеством данных участков, хранящихся в памяти. Как вариант, команды могут содержать команду определить, что оформление содержит дефект, когда заданный процент полученных данных участков отклоняется от данных соответствующих участков, хранящихся в памяти.
В одном из вариантов осуществления запомненные данные хранятся в базе данных. База данных может содержать множество областей, связанных с приемлемым оформлением. В одном из вариантов осуществления каждая область связывается с красочным ножом декоратора. В другом варианте осуществления по меньшей мере одна область базы данных содержит информацию, связанную с целями приемлемого оформления. Цели могут содержать один или более цветов краски, консистенций краски, оптической плотности краски, толщины краски, ориентации оформлении и правильность расположения оформления.
Как вариант, хранящиеся в памяти данные могут содержать данные датчика, полученные на множестве металлических контейнеров, которые содержат приемлемое оформление. Более конкретно, в одном из вариантов осуществления система управления содержит команды получить данные, полученные датчиком, связанным с множеством металлических контейнеров с приемлемым оформлением. Команды могут содержать команду для системы управления проанализировать данные датчика и команду запомнить данные датчика в областях базы данных.
Еще одним подходом представленного изобретения является непереносной считываемый компьютером носитель, обеспечиваемый на носителе запоминающего устройства и содержащий команды, которые, когда исполняются процессором системы управления, заставляют процессор выполнять способ считывания и исправления дефекта оформления, сформированного на цилиндрической поверхности контейнера декоратором. Команды содержат одну или более из следующих команд, но не ограничиваясь только этим: (1) команда получить данные, связанные с оформлением, формируемым на цилиндрической поверхности контейнера; (2) команда определить, содержит ли оформление дефект; или (3) команда послать сигнал декоратору изменить последующее оформление, формируемое декоратором. В одном из вариантов осуществления данные принимаются от датчика. В другом варианте осуществления дефект связан по меньшей мере с одним из следующего: цвет, плотность, толщина, правильность расположения или консистенция оформлении. В еще одном другом варианте осуществления сигнал заставляет декоратор изменить по меньшей мере одно из следующего: (i) цвет, (ii) плотность, (iii) толщина, (iv) правильность положения или (v) консистенция последующих оформлений, формируемых декоратором.
Как вариант, команды могут дополнительно содержать команду сравнить данные, принятые от датчика, с данными приемлемого оформления. В одном из вариантов осуществления команды дополнительно содержат команду определить, связано ли дефектное оформление с одним или более из следующего: (A) неправильное количество краски; (B) дефектная краска; (C) дефектная печатная форма или офсетное полотно декоратора; (D) неправильное выравнивание компонента декоратора; и (E) дефектный или поврежденный контейнер. В одном из вариантов осуществления команды могут также содержать команду получить решение, что дефектное оформление связано с неизвестной причиной.
В одном из вариантов осуществления сигнал заставляет по меньшей мере одно из следующего: краскораспределительный узел, красочный валик, дукторный валик, передаточный валик формного цилиндра, печатная форма на формном цилиндре, офсетный цилиндр или офсетное полотно декоратора, двигаться в определенном направлении или вращаться в другой скоростью. Например, сигнал может заставить элемент привода вращать красочный валик или передаточный валик с различной скоростью, чтобы изменять количество краски, переносимой к печатной форме. В другом варианте осуществления сигнал заставляет привод перемещать красочный нож декоратора в положение, которое увеличивает или уменьшает количество краски, переносимое на участок красочного валика. В еще одном другом варианте осуществления сигнал заставляет привод, связанный с одним или более из краскораспределительного узла, красочного валика, дукторного валика, формного цилиндра, печатной формы на формном цилиндре, офсетного цилиндра или офсетного полотна декоратора, двигаться в определенном направлении. Как вариант, сигнал может изменять скорость или выбирать момент движения дукторного валика. Таким способом количество краски, переносимое к печатной форме, может изменяться.
В другом подходе представленного изобретения обеспечивается краскораспределительный узел для декоратора. Краскораспределительный узел обычно содержит, но не ограничиваясь только этим, одно или более из следующего: (1) красочный валик; (2) резервуар для краски; (3) множество красочных ножей, расположенных вблизи красочного валика, причем каждый красочный нож определяет осевой участок красочного валика; и (4) привод, связанный с красочными ножами, в котором в ответ на сигнал, полученный от системы управления, привод способен изменять положение красочного ножа относительно красочного валика, чтобы регулировать количество краски, переносимое к красочному валику. В одном из вариантов осуществления участок каждого красочного ножа, ближайшего к красочному валику, содержит продольный участок и концевой участок, проходящий от продольного участка. В одном из вариантов осуществления продольный участок и концевой участок имеют формы, которые являются, по существу, плоскими. Как вариант, концевой участок проходит от продольного участка под углом приблизительно между 80° и приблизительно 100°.
В одном из вариантов осуществления привод связан с каждым из красочных ножей. В другом варианте осуществления каждый привод содержит ось, связанную с одним соответствующим красочным ножом. Как вариант, ось резьбовым соединением соединяется с соответствующим красочным ножом таким образом, что вращение оси в заданном направлении перемещает соответствующий красочный нож ближе к красочному валику или дальше от него. В одном из вариантов осуществления приводом является соленоид.
Как вариант, краскораспределительный узел может дополнительно содержать потенциометр, связанный с каждым из множества красочных ножей. В одном из вариантов осуществления потенциометр выполнен с возможностью измерения перемещения красочных ножей относительно красочного валика. В другом варианте осуществления потенциометр может обнаруживать вращение оси. В одном из вариантов осуществления потенциометр содержит первую шестерню, которая входит в зацепление со второй шестерней, связанный с приводом.
Другой подход представленного изобретения состоит в обеспечении декоратора дукторным валиком, который может регулироваться в то время, когда декоратор действует, оформляя металлические контейнеры. Привод связан с дукторным валиком. Привод выполнен с возможностью изменения скорости перемещения дукторного валика. Таким способом количество краски, переносимое от краскораспределительного узла на печатную форму, может меняться. В одном из вариантов осуществления привод может изменять один или более моментов перемещения дукторного валика. В другом варианте осуществления привод выполнен с возможностью приема сигнала от системы управления.
Другой подход представленного изобретения заключается в системе управления декоратора. Система управления связана с датчиком, расположенным после декоратора. Датчик выполнен с возможностью сбора данных в отношении цилиндрической поверхности металлического контейнера, оформленного декоратором. Как вариант, датчик может содержать три-шесть датчиков, расположенных вокруг металлического контейнера таким образом, что данные собираются по всей или по существенной части цилиндрической поверхности. В одном из вариантов осуществления эти три-шесть датчиков являются датчиками изображения, такими как фотокамеры. Система управления содержит команду сравнить данные от датчика с базовым изображением. Система управления содержит команду определить, дефектно ли оформление на металлическом контейнере по сравнению с базовым изображением. В одном из вариантов осуществления оформление дефектно, если один или более из цвета оформления, плотности оформлении, глубины или толщины оформления, выравнивания оформления, консистенции оформления или положения оформления отклоняются от базового изображения больше, чем на заданное значение. Как вариант, система управления может определить, что оформление дефектно, если цвет оформлении на одном или более целевых участках отличается от цвета соответствующего целевого участка базового изображения. В одном из вариантов осуществления оформление является дефектным, если цвет отличается (имеет ∆E) больше, чем на заданное значение.
В одном из вариантов осуществления система управления содержит команду определить причину дефектного оформления. Конкретно, система управления может определить, вызвано ли дефектное оформление декоратором или предшествующим оборудованием.
В одном из вариантов осуществления система управления содержит команду определить, вызвано ли дефектное оформление одним или более из следующего: неправильная регулировка краскораспределительного узла; неправильная скорость вращения красочного валика или передаточного валика; неправильное время соприкосновения дукторного валика; неправильное выравнивание печатной формы; или неправильное выравнивание офсетного полотна. Система управления может, как вариант, содержать команду послать сигнал на один или более приводов декоратора, чтобы исправить одну или более неправильных регулировок краскораспределительного узла; неправильную скорость вращения красочного валика или передаточного валика; неправильное время соприкосновения дукторного валика; неправильное выравнивание печатной формы; или неправильное выравнивание офсетного полотна.
В другом варианте осуществления система управления содержит команду определить, что дефектное оформление вызвано проблемой, которая не может быть устранена системой управления. Проблема, которая не может быть устранена, содержит одно или более из следующего, но не ограничиваясь только этим: поврежденная печатная форма; поврежденное офсетное полотно; проблема с краской красочного устройства; или поврежденный контейнер. В ответ на определение проблемы, которая не может быть исправлена системой управления, система управления может содержать команды формирования сигнала тревоги. Как вариант, система управления может содержать команду остановить декоратор, когда дефектное оформление вызвано проблемой с декоратором, которая не может быть устранена. Дополнительно, или альтернативно, система управления может содержать команду на оборудование, предшествующее декоратору, когда причиной дефектного оформления является поврежденный контейнер.
Одним из подходов представленного изобретения является устройство контроля и регулирования оформления, формируемого на внешней поверхности металлических контейнеров. Устройство содержит, но не ограничиваясь только этим, одно или более из следующего: (1) декоратор, содержащий краскораспределительный узел, печатную форму, офсетное полотно и опорный элемент для приема металлического контейнера и перемещения металлического контейнера в контакт с офсетным полотном, чтобы перенести оформление на цилиндрическую внешнюю поверхность металлического контейнера; (2) датчик, расположенный после декоратора, для получения данных от заранее установленных целевых мест внутри оформления цилиндрической внешней поверхности металлического контейнера, связанных с качеством оформления; и (3) система управления, принимающая данные от датчика, причем система управления выполнена с возможностью сравнения полученных данных с хранящимися данными, чтобы определить, дефектно ли оформление. Если оформление дефектно, система управления может послать первый сигнал для регулирования по меньшей мере одного из следующего: краскораспределительного узла, скорости вращения красочного валика краскораспределительного узла, скорости вращения передаточного валика краскораспределительного узла, печатной формы или офсетного полотна, чтобы устранить причину дефектного оформления. Дополнительно или альтернативно, система управления может также определить, дефектна ли структура металлического контейнера. Если структура металлического контейнера дефектна, система управления может послать второй сигнал по меньшей мере на экран дисплея или на оборудование, предшествующее декоратору. Как вариант, хранящиеся данные запоминаются в базе данных, доступной системе управления.
В одном из вариантов осуществления датчик содержит от трех до шести устройств датчиков изображения, расположенных с заданной ориентацией, чтобы считывать участки цилиндрической внешней поверхности металлического контейнера. В другом варианте осуществления система управления может определить, связано ли дефектное оформление по меньшей мере с одним из следующего: цвет оформления, плотность оформления, глубина оформления, выравнивание оформления, консистенция оформления и положение оформления.
В одном из вариантов осуществления датчик выполнен с возможностью сбора данных об одном или более из следующего: цвет оформлении, плотность оформления, глубина или толщина оформления, выравнивание оформления, консистенция оформления, положение оформления и форма металлического контейнера.
В другом варианте осуществления первый сигнал посылается на привод, выполненный с возможностью изменения количество краски, переносимой на офисное полотно во время работы декоратора. Как вариант, привод выполнен с возможностью регулирования положения регулировочного винта или красочного ножа краскораспределительного узла. Краскораспределительный узел может содержать множество красочных ножей, причем каждый из множества красочных ножей содержит продольную ось. В одном из вариантов осуществления каждый из красочных ножей выполнен с возможностью перемещения обычно параллельно продольной оси в ответ на силу, прикладываемую от привода. Привод может перемещать красочный нож обычно линейно относительно красочного валика, чтобы изменять количество краски, переносимое на печатную форму. Например, первый сигнал может заставить привод вращать ось, резьбовым соединением соединенную с красочным ножом. Вращая ось в первом направлении, привод может приближать красочный нож к красочному валику, уменьшая, таким образом, количество краски, переносимое на офсетное полотно. В одном из вариантов осуществления с каждым множеством красочных ножей связан потенциометр. Каждый потенциометр выполнен с возможностью определения движения соответствующего красочного ножа относительно внешнего периметра красочного валика. Дополнительно, привод выполнен с возможностью изменение скорости движения дукторного валика, расположенного между краскораспределительным узлом и печатной формой. В одном из вариантов осуществления первый сигнал выполнен с возможностью перемещения одной или более печатных форм и офсетного полотна во время работы декоратора. Как вариант, первый сигнал может также заставить элемент привода изменять скорость вращения красочного валика и/или передаточного валика, чтобы изменить количество краски, переносимое к печатной форме. Элемент привода может содержать двигатель.
Другой подход представленного изобретения состоит в обеспечении способа оптимизации оформления, сформированного декоратором на внешней поверхности металлического контейнера. Способ содержит один или более из следующих этапов, но не ограничиваясь только этим, на которых: (1) обеспечивают металлический контейнер; (2) подают металлический контейнер в декоратор с заранее определенной скоростью; (3) декорируют металлический контейнер с помощью декоратора, содержащего краскораспределительный узел, печатную форму, офсетное полотно и опорный элемент для перемещения металлического контейнера в контакт с офсетным полотном; (4) получают изображения оформления внешней поверхности металлического контейнера с помощью устройства получения изображения; (5) сравнивают посредством системы управления полученное изображение с хранящимся изображением металлического контейнера с приемлемым оформлением; (6) определяют посредством системы управления, удовлетворяет ли полученное изображение параметрам качества плотности, соответствующим одному или более критериям; и (7) посылают посредством системы управления сигнал декоратору изменить по меньшей мере одно из следующего: цвет, плотность, толщина, выравнивание или консистенцию краски, переносимой на офсетное полотно. Дополнительно или альтернативно, система управления может послать сигнал на дисплей, осуществляющий связь с системой управления.
В одном из вариантов осуществления сигнал выполнен с возможностью заставить по меньшей мере одно из следующего: красочный нож краскораспределительного узла, печатная форма или офсетное полотно, перемещаться в определенном направлении во время работы декоратора. Сигнал может заставить привод перемещать красочный нож обычно линейно относительно красочного валика декоратора. Таким способом сигнал может изменять количество краски, переносимое на участок офсетного полотна. В другом варианте осуществления во время работы декоратора сигнал изменяет скорость перемещения дукторного валика, расположенного до печатной формы. Дополнительно или альтернативно, сигнал может изменять скорость вращения красочного валика или передаточного валика краскораспределительного узла. Таким способом сигнал может изменять количество краски, переносимое на офсетное полотно.
Как вариант, способ может дополнительно содержать этапы, на которых: определяют с помощью системы управления, что металлический контейнер дефектен; и посылают посредством системы управления сигнал по меньшей мере на дисплей или на оборудование, предшествующее декоратору. В другом варианте осуществления способ дополнительно содержит этап, на котором: когда полученное изображение не удовлетворяет параметрам качества, решают посредством системы управления, что оформление дефектно по одной или более из таких причин, как: несоответствующее количество краски, дефектная краска, дефектная печатная форма, дефектное офсетное полотно или несоответствующее выравнивание компонента декоратора.
В одном из вариантов осуществления способ содержит этапы, на которых формируют изображение для хранения, собирая изображения устройством получения изображения для множества металлических контейнеров с приемлемым оформлением; и сохраняют запомненное изображение в базе данных, доступной системе управления.
При еще одном другом подходе настоящего изобретения представляется непереносной считываемый компьютером носитель, содержащий хранящийся на нем набор команд, который, когда исполняется процессором системы управления, заставляет процессор регулировать компонент контейнерного декоратора во время работы контейнерного декоратора посредством одного или более из следующего: (1) получения данных от датчика, причем получают данные, связанные с оформлением, сформированным декоратором контейнера на цилиндрической внешней поверхности металлического контейнера; (2) сравнения данных с изображением приемлемого оформления; (3) определения, содержит ли оформление цилиндрической внешней поверхности металлического контейнера дефект, связанный по меньшей мере с одной из таких причин, как цвет, плотность, толщина, выравнивание или консистенция оформления; (4) подготовки команды для контейнерного декоратора, чтобы адресовать причину дефекта; и (5) посылки команды декоратору контейнеров регулировать компонент контейнерного декоратора для устранения дефекта. Команда может быть выполнена с возможностью заставить контейнерный декоратор регулировать по меньшей мере положение красочного ножа, скорость вращения красочного валика или скорость вращения передаточного валика. Как вариант, команды дополнительно содержат определение, связан ли дефект оформления с одной или более таких причин, как несоответствующее количество краски, дефектная краска, дефектная печатная форма или офсетное полотно контейнерного декоратора, или неправильное выравнивание компонента контейнерного декоратора.
В одном из вариантов осуществления посылка команды заставляет контейнерный декоратор изменять по меньшей мере одно из следующего: цвет, плотность, толщина, выравнивание или консистенция последующих оформлений. В другом варианте осуществления команда направляет контейнерный декоратор, чтобы изменить установку или положение по меньшей мере одного из следующего: краскораспределительный узел, красочный валик, дукторный валик, передаточный валик, формный цилиндр, печатная форма на формном цилиндре, офсетный цилиндр и офсетное полотно контейнерного декоратора.
В одном из вариантов осуществления, посылка команды заставляет привод контейнерного декоратора перемещать по меньшей мере одно из следующего: красочный нож краскораспределительного узлы, дукторный валик, печатная форма или офсетное полотно, в определенном направлении. Красочный нож содержит продольную ось. Команда может заставить привод двигать красочный нож обычно параллельно продольной оси относительно красочного валика. Таким способом команда заставляет красочный нож увеличивать или уменьшать количество краски, переносимое на печатную форму. Как вариант, команда может заставить привод вращать ось, резьбовым соединением соединенную с красочным ножом. Когда привод вращает ось в первом направлении, красочный нож движется к красочному валику, уменьшая, таким образом, количество краски, переносимое на участок печатной формы. Дополнительно или альтернативно, привод может вращать ось во втором направлении, чтобы удалять красочный нож от красочного валика, увеличивая количество краски, переносимое на участок печатной формы. Дополнительно или альтернативно, команда может заставить элемент привода изменять скорость вращения красочного валика или передаточного валика декоратора. Увеличение скорости вращения красочного валика может увеличить количество краски, переносимое на печатную форму. Альтернативно, уменьшение скорости вращения красочного валика может уменьшать количество краски, переносимое на печатную форму. В одном из вариантов осуществления элементом привода является двигатель, такой как электродвигатель.
В одном из вариантов осуществления датчик представляет собой множество камер, расположенных после контейнерного декоратора с заданной ориентацией. Как вариант, по меньшей мере одна камера содержит от трех до шести камер, помещенных по окружности цилиндрической внешней поверхности металлического контейнера. Множество камер конфигурированы таким образом, чтобы собирать данные в заданных целевых местах внутри оформления.
В другом варианте осуществления контейнерный декоратор содержит краскораспределительный узел, содержащий по меньшей мере один красочный нож, печатную форму, офсетное полотно и опорный элемент для перемещения металлического контейнера в контакт с офсетным полотном. Система управления может содержать, но не ограничиваясь только этим, одно или более из таких устройств, как память, устройство ввода, устройство вывода и процессор, осуществляющий связь с памятью устройством ввода и устройством вывода.
В одном из вариантов осуществления считываемый компьютером носитель дополнительно содержит: формирование изображения приемлемого оформления посредством сбора с помощью датчика изображений множества металлических контейнеров с приемлемыми оформлением; и сохранение изображения в базе данных, доступной системе управления.
Хотя здесь обычно упоминается "металлический контейнер", "контейнер для напитков", "банка" и "контейнер", следует понимать, что представленное изобретение может использоваться для оформления контейнеров любого размера или формы, в том числе, без ограничения, банок для напитков, бутылок для напитков и аэрозольных контейнеров. Соответственно, термин "контейнер" предназначен охватывать контейнеры любого типа или формы для любого продукта и не ограничивается конкретно контейнером для напитков, таких как безалкогольные напитки или банки для пива. Контейнеры могут также находиться на любой стадии изготовления и могут формироваться посредством процессов волочения и вытяжки или процессом ударного прессования. Таким образом, текущее изобретение может использоваться для оформления "сосуда", который впоследствии формуется в законченный контейнер, "заготовки бутылки", которая впоследствии формуется в металлическую бутылку, или "тубы", которая формуется в корпус аэрозольного контейнера.
Термины "металл" или "металлические", как они используются здесь, относятся к любому металлическому материалу, который может использоваться для формовки контейнера, в том числе, без ограничения, алюминий, сталь, олово и любое их сочетание. Однако, следует понимать, что устройство и способ представленного изобретения могут использоваться в различных формах и вариантах осуществления для отделки контейнеров, сформованных из любого материала, в том числе, бумаги, пластмассы и стекла.
Способы и устройство, представленные в изобретении, могут использоваться с красками любых типов или разновидностей. Например, одна или более "специальных красок", в том числе, пигментированные краски, термохромные краски, фотохромные краски, ароматизированные термохромные краски, флуоресцентные краски, ультрафиолетовые краски, невидимые краски, инфракрасные краски, фосфоресцирующие краски, чувствительные к давлению краски, тактильные краски, термотактильные краски, лейкокраски, матовые краски и любые другие типы краски, красители или лаки, которые изменяют внешний вид, цвет, фазу и/или текстуру в ответ на изменения температуры или воздействие света или давления могут использоваться вместе с декоратором представленного изобретения.
Сочетания слов "по меньшей мере один", "один или более" и "и/или", как они используются здесь, являются открытыми выражениями, которые при использовании одновременно являются как соединительными, так и альтернативными. Например, каждое из выражений "по меньшей мере один из A, B и C", "по меньшей мере один из A, B или C", "один или более из A, B и C", "один или более из A, B или C" и "A, B и/или C" означают только А, только B, только C, A и B вместе, A и C вместе, B и C вместе или A, B и C вместе.
Если не указано иное, все числа, выражающие количества, размеры, условия и т.д., используемые в описании и формуле изобретения, во всех случаях должны пониматься как изменяемые посредством термина "приблизительно". Соответственно, если не указано иное, все числа, выражающие количества, размеры, условия, отношения, диапазоны и т.д., используемые в описании и формуле изобретения, могут быть увеличены или уменьшены приблизительно на 5%, чтобы достигнуть удовлетворительных результатов. Кроме того, все диапазоны, описанные здесь, могут быть уменьшены до любого субдиапазона или участка диапазона или до любого значения внутри диапазона, не отклоняясь от изобретения.
Термин "объект", как он используется здесь, относится к одному или более таких объектов. Также, термины "один или более" и "по меньшей мере один" могут использоваться здесь взаимозаменяемо.
Использование слов "включающий", "содержащий" или "имеющий" и их вариаций здесь предназначено, чтобы охватывать пункты, перечисленные здесь далее, и их эквиваленты, а также дополнительные пункты. Соответственно, термины "включающий", "содержащий", или "имеющий" и их вариации могут использоваться здесь взаимозаменяемо.
Следует понимать, что термину "средство", как он используется здесь, следует давать его самую широкую интерпретацию в соответствии с Разделом 112(f) 35 U.S.C. Соответственно, пункт формулы, содержащий термин "средство", должен охватывать все структуры, материалы или действия, изложенные здесь, и все их эквиваленты. Дополнительно, структуры, материалы или действия и их эквиваленты должны содержать все описанное в разделах "Сущность изобретения", "Краткое описание чертежей", "Подробное описание", "Реферат" и "Формула изобретения".
Термин "автоматический" и его варианты, как он используется здесь, относится к любому процессу или операции, выполняемым без физического человеческого вмешательства, когда выполняются процесс или операция. Однако, процесс или операция могут быть автоматическими, даже при том, что при выполнении процесса или операции используется физическое или нематериальное человеческое вмешательство, если такое вмешательство происходит перед выполнением процесса или операции. Человеческое вмешательство считается физическим, если такое вмешательство влияет на то, как процесс или операция будут выполнены. Человеческое вмешательство, которое дает разрешение на выполнение процесса или операции, не считается "физическим".
Термин "шина" и его вариации, как он используется здесь, может относиться к подсистеме, которая передает информацию и/или данные между различными компонентами. Шина обычно относится к интерфейсу коммуникационного оборудования сбора данных, межсоединениям, архитектуре шины, стандарту, и/или протоколу, определяющим схему системы связи и/или системы связи. Шина может также относиться к части коммуникационного оборудования, осуществляющего сопряжение коммуникационного оборудования с другими компонентами соответствующей сети связи. Шина может быть предназначена для проводной сети, такая как физическая шина, или для беспроводной сети, такая как часть антенны или оборудования, связывающих коммуникационное оборудование с антенной. Архитектура шины поддерживает определенный формат, в котором организуются информация и/или данные, когда посылаются и принимаются через сеть связи. Протокол может определять формат и правила связи шинной архитектуры.
"Модальность связи" может относиться к любому определенному протоколу или стандарту или к конкретному сеансу связи или взаимодействию, такому как Интернет-протокол голосовой связи (Voice-Over-Internet-Protocol, VoIP), сотовая связь (например, стандарты IS-95, 1G, 2G, 3G, 3.5G, 4G, 4G/IMT-Advanced, 3GPP, WIMAX ™, GSM, CDMA, CDMA2000, EDGE, 1xEVDO, iDEN, GPRS, HSPDA, TDMA, УМА, UMTS, ITU-R, и 5G), Bluetooth™, текстовые сообщения или мгновенный обмен сообщениями (например, AIM, Blauk, eBuddy, Gadu-Gadu, IBM Lotus Sametime, ICQ, iMessage, IMVU, Lync, MXit, Paltalk, Skype, Tencent QQ, Windows Live Messenger™ или Microsoft Network (MSN) Messenger™, Wireclub, Xfire и Yahoo! Messenger™), электронная почта, Twitter (например, твиттинг), Digital Service Protocol (DSP) и т.п.
Термин "система связи" или "сеть связи" и его варианты, как он используется здесь, может относиться к собранию коммуникационных компонентов, способных к передаче, ретрансляции, взаимосвязи, управлению и прочему манипулированию информацией или данными по меньшей мере от одного передатчика до по меньшей мере одного приемника. Также, связь может содержать ряд систем, поддерживающих связь типа "точка-точка" или широковещательную передачу информации или данных. Система связи может относиться к индивидуальному коммуникационному оборудованию для сбора данных, а также к межсоединениям, ассоциированным с этим индивидуальным коммуникационным оборудованием и связывающим это коммуникационное оборудование. Коммуникационное оборудование может относиться к специализированному коммуникационному оборудованию или может относиться к процессору, связанному со средствами связи (то есть, антенной) и выполняющему программное обеспечение, способное использовать средства связи для передачи и/или приема сигнала внутри системы связи. Межсоединение относится к любому типу проводной или беспроводной линии связи, которая соединяет различные компоненты, такие как коммуникационное оборудование, в пределах системы связи. Сеть связи может относиться к конкретной организации системы связи с набором индивидуального коммуникационного оборудования и межсоединениями, имеющими некую описываемую топографию сети. Система связи может содержать проводную и/или беспроводную сеть, имеющую заранее сделанную установку в узкоспециализированную сетевую структуру.
Термин "считываемый компьютером носитель", как он используется здесь, относится к любому физическому запоминающему устройству и/или среде передачи, которая участвует в передаче команд процессору для исполнения. Такой носитель может иметь различные формы, в том числе, но не ограничиваясь только этим, энергонезависимые носители, энергозависимые носители или среда передачи. Энергонезависимые носители содержат, например, энергонезависимую оперативную память (non-volatile random access memory, NVRAM) или магнитные или оптические диски. Энергозависимые носители содержат динамическую память, такую как основная память. Стандартные формы считываемых компьютером носителей содержат, например, дискету, гибкий диск, жесткий диск, магнитную ленту, или любой другой магнитный носитель, магнитооптическую среду, постоянную память (read only memory, ROM), память на компакт-дисках только для чтения (CD-ROM), любой другой оптический носитель, перфокарты, перфолента, любой другой физический носитель с рисунками отверстий, оперативная память (random access memory, RAM), программируемая постоянная память (programmable read only memory, PROM) и стираемая программируемая постоянная память (erasable programmable read only memory, EPROM), FLASH-EPROM, твердотельная память, такая как карта памяти, любой другой чип или картридж памяти, несущий сигнал, как описано в дальнейшем, или любой другой носитель, с которого компьютер может выполнять считывание. Прикрепление цифрового файла к электронной почте или другой автономный информационный архив или набор архивов считают средой распространения, эквивалентной материальному носителю данных. Когда считываемый компьютером носитель конфигурируется в виде базы данных, следует понимать, что база данных может быть базой данных любого типа, такой как относительная, иерархическая, объектно ориентированная и/или т.п. Соответственно, считается, что изобретение включает физический носитель данных или дистрибутивный носитель данных и признанные на основе предшествующего уровня техники эквиваленты и носители-преемники, на которых хранятся реализации программного обеспечения настоящего изобретения. Следует заметить, что любой считываемый компьютером носитель, который не является передачей сигнала, может считаться не изменяемым со временем.
Термин "дисплей" и его вариации, как он используется здесь, может использоваться взаимообразно и может быть любой панелью и/или областью устройства вывода, которое может отображать информацию оператору или пользователю. Дисплеи могут содержать, но не ограничиваясь только этим, одну или более панелей управления, корпус(-а) прибора, индикатор(-ы), измеритель(-и), лампочку(-и), компьютер(-ы), экран(-ы), дисплей(-и), блок)-и_ передней панели (heads-up display, HUD) и графический интерфейс(-ы) пользователя.
Термин "модуль", как он используется здесь, относится к любым известным или разработанным позже аппаратным средствам, программному обеспечению, встроенным программам, искусственному интеллекту, нечеткой логике или к сочетанию аппаратных средств и программного обеспечения, которое способно выполнять функциональные задачи, связанные с этим элементом.
Термин "рабочий стол" относится к метафоре, используемой для отображения системы. Рабочий стол обычно считается "поверхностью", на которой могут присутствовать изображения, называемые иконками, виджетами, папками и т.д., которые можно активировать, и/или на которой можно показывать приложения, окна, шкафы, файлы, папки, документы, и другие графические позиции. Иконки обычно могут выбираться, чтобы инициировать задачу через интерфейс пользователя и позволять пользователю выполнять приложение и/или проводить другие операции.
Термин "дисплей" относится к участку физического экрана, используемому для отображения выходных сигналов компьютера пользователю.
Термин "отображаемое изображение" относится к изображению, выведенному на дисплей. Типичным отображаемым изображением является окно или рабочий стол. Отображаемое изображение может занимать весь или часть дисплея.
Термин "электронный адрес" может относиться к любому адресу, пригодному для контакта, в том числе, номеру телефона, обращению для мгновенного сообщения, адресу электронной почты, унифицированному указателю ресурса (Uniform Resource Locator, URL), глобальному универсальному идентификатору (Global Universal Identifier, GUID), универсальному идентификатору ресурса (Universal Resource Identifier, URI), адресу записи (Address of Record, AOR), электронному псевдониму в базе данных, и т.д., и их сочетаниям.
Термин "экран", "сенсорный экран", "экран, чувствительный к касанию” или "сенсорный дисплей" относится к физической структуре, позволяющей пользователю взаимодействовать с компьютером, касаясь областей на экране, и предоставляет информацию пользователю через дисплей. Сенсорный экран может воспринимать контакт пользователя различными способами, такими как изменение электрического параметра (например, сопротивления или емкости), вариации акустической волны, обнаружение близости инфракрасного излучения, обнаружение изменения освещенности и т.п. На резистивном сенсорном экране, например, через обычно разделенные проводящие и имеющие сопротивление металлические слои на экране проходит электрический ток. Когда пользователь касается экрана, эти два слоя контактируют в месте прикосновения, за счет чего отмечается изменение электрического поля и вычисляются координаты места прикосновения. В емкостном сенсорном экране емкостный слой хранит электрический заряд, который разряжается на пользователя при контакте с сенсорным экраном, вызывая уменьшение заряда емкостного слоя. Уменьшение измеряется и определяются координаты места касания. В сенсорном экране на поверхностных акустических волнах акустическая волна передается через экран и прохождение акустической волны нарушается прикосновением пользователя. Приемный датчик обнаруживает место контакта пользователя и определяет координаты места контакта.
Термин "окно" относится обычно к прямоугольному отображаемому изображению по меньшей мере на части дисплея, которая содержит или предоставляет содержание, отличающееся от остальной части экрана. Окно может закрывать рабочий стол. Размеры и ориентация окна могут быть конфигурированы другим модулем или пользователем. Когда окно раскрыто, оно может занимать, по существу, все пространство дисплея на экране или экранах.
Термины "определяет", "вычисляет" и "считает" и их вариации, как они используются здесь, используются взаимообразно и содержат любой тип методологии, процесс, математическую операцию или технологию.
Раздел "Сущность изобретения" не предназначен и не должен трактоваться как представляющий полный объем и область действия настоящего изобретения. Кроме того, ссылки, сделанные здесь на "настоящее изобретение" или его подходы, должны пониматься как означающие определенные варианты осуществления представленного изобретения и не должны обязательно толковаться как ограничивающие все варианты осуществления конкретным описанием. Следует понимать, что возможны и другие варианты осуществления, использующие один или в комбинации, один или более признаков, сформулированных выше или описанных ниже. Например, предполагается, что различные признаки и устройства, показанные и/или описанные в отношении одного варианта осуществления, могут объединяться или заменяться признаками или устройствами других вариантов осуществления, независимо от того, показаны ли или описаны ли здесь такое сочетание или замена. Представленное изобретение сформулировано с различными уровнями подробностей в разделе "Сущность изобретения", а также на приложенных чертежах и в разделе "Подробное описание" и никакое ограничение в отношении объема представленного изобретения не подразумевается внесением или невнесением элементов или компонент. Дополнительные подходы представленного изобретения станут более очевидны из подробного описания, в частности, когда оно изучается вместе с чертежами.
Краткое описание чертежей
Сопроводительные чертежи содержатся здесь и составляют часть описания, поясняют варианты осуществления изобретения и вместе с разделом "Сущность изобретения", приведенным выше, и разделом "Подробное описание", приведенным ниже, служат для объяснения принципов этих вариантов осуществления. В некоторых случаях подробности, которые не обязательны для понимания раскрытия или которые делают другие подробности трудными для понимания, могут быть пропущены. Следует понимать, конечно, что представленное изобретение не обязательно ограничивается конкретными вариантами осуществления, показанными здесь. Дополнительно, следует понимать, что чертежи не обязательно должны быть в масштабе.
Фиг. 1 - схематичная блок-схема декоратора, показывающая один из вариантов осуществления изобретения и также показывающая металлический контейнер, оформленный декоратором по настоящему изобретению;
фиг. 1A - блок-схема другого варианта осуществления декоратора по настоящему изобретению;
фиг. 2A - вид сверху различных компонентов краскораспределительного узла одного из вариантов осуществления изобретения;
фиг. 2B - вид сверху красочного ножа в одном из вариантов осуществления изобретения;
фиг. 2C - вид сверху другого варианта осуществления красочного ножа, соответствующего изобретению, содержащий поперечные канавки, определяющие участки красочного ножа;
фиг. 2D - еще один вид сверху красочного ножа по изобретению, который содержит множество индивидуальных сегментов ножа;
фиг. 2E - другой вид сверху красочного ножа одного из вариантов осуществления изобретения, через который проходит множество каналов для краски;
фиг. 3A – боковая вертикальная проекция краскораспределительного узла в сечении вдоль линии 3A-3A на фиг. 2A, показывающая первый зазор между сегментом ножа и красочным валиком краскораспределительного узла;
фиг. 3B - другая боковая вертикальная проекция краскораспределительного узла в сечении вдоль линии 3B-3B на фиг. 2A, показывающая второй зазор между другим сегментом ножа и красочным валиком краскораспределительного узла, в котором второй зазор имеет большую длину, чем первый зазор;
фиг. 3C, 3D - виды сверху краскораспределительного узла по изобретению, в целом показывающие осевое перемещение красочного ножа относительно красочного валика;
фиг. 4 - передняя вертикальная проекция в поперечном сечении краскораспределительного узла другого варианта осуществления изобретения;
фиг. 5 - вид сверху в перспективе краскораспределительного узла, показанного на фиг. 4;
фиг. 6 - вид сверху в перспективе краскораспределительного узла, показанного на фиг. 5, с некоторыми компонентами, удаленными для ясности;
фиг. 7 - передняя вертикальная проекция в поперечном сечении краскораспределительного узла, показанного на фиг. 4, по линии 7-7 на фиг. 5;
фиг. 8 - вид в перспективе с правой стороны в поперечном сечении краскораспределительного узла, показанного на фиг. 4, по линии 8-8 на фиг. 7;
фиг. 9 - вид в перспективе сверху красочных ножей и приводов краскораспределительного узла, показанного на фиг. 4;
фиг. 10A, 10B – боковые вертикальные проекции в поперечном сечении красочных ножей относительно красочного валика краскораспределительного узла, показанного на фиг. 4;
фиг. 11 - блок-схема последовательности выполнения операций переноса краски с осевых участков красочных валиков к соответствующим цилиндрическим участкам металлического контейнера;
фиг. 12A-12C - виды сверху датчиков, расположенных вокруг продольной оси металлического контейнера, чтобы считывать цилиндрическую поверхность металлического контейнера в заданных местах в соответствии с различными вариантами осуществления изобретения;
фиг. 13 - блок-схема варианта осуществления системы управления по изобретению;
фиг. 14 - блок-схема варианта осуществления структуры данных для хранения данных датчика;
фиг. 15 - блок-схема последовательности выполнения операций способа, используемого с системой управления для распознавания приемлемого оформления в соответствии с одним из вариантов осуществления изобретения;
фиг. 16 - блок-схема последовательности выполнения операций способа идентификации причины дефектного оформления;
фиг. 17 - блок-схема последовательности выполнения операций процесса автоматического регулирования декоратора для устранения дефекта оформления металлического контейнера в соответствии с одним из вариантов осуществления изобретения;
фиг. 18 - блок-схема последовательности выполнения операций при работе декоратора в соответствии с одним из вариантов осуществления изобретения; и
фиг. 19 - другая блок-схема последовательности выполнения операций другого варианта процесса действия декоратора.
Схожие компоненты и/или признаки могут иметь одну и ту же ссылочную позицию. Компоненты одного и того же типа могут различаться буквой, следующей после ссылочной позиции. Если используется только ссылочная позиция, описание применимо к любому из схожих компонентов, имеющих одну и ту же ссылочную позицию. Чтобы помочь в понимании любого из вариантов осуществления представленного изобретения, здесь обеспечивается приведенный ниже список компонентов с сопутствующей нумерацией, приводимой на чертежах:
Подробное описание
Представленное изобретение обладает существенными преимуществами в широком спектре сферы деятельности. Намерение Заявителя состоит в том, чтобы настоящее описание и приложенная к нему формула изобретения обладали широтой в отношении объема и сущности раскрываемого изобретения, несмотря на кажущиеся ограничения, налагаемые выражениями при обращении к требованиям, касающимся конкретных раскрытых примеров. Чтобы лучше ознакомить специалистов в областях техники, наиболее тесно связанных с представленным изобретением, здесь, со ссылкой на приложенные чертежи, являющиеся частью описания, описан предпочтительный вариант осуществления, демонстрирующий наилучший способ, рассматриваемый здесь для того, чтобы реализовать изобретение на практике. Примеры вариантов осуществления описываются подробно, не пытаясь описать все различные формы и модификации, в которых могло бы быть реализовано изобретение. При этом, варианты осуществления, описанные здесь, являются иллюстративными и, как станет очевидным для специалистов в данной области техники, могут модифицироваться многочисленными способами в рамках объема и сущности изобретения.
На фиг. 1 схематично показана схема прохождения процесса в декораторе 2 представленного изобретения. Декоратор 2 обычно содержит по меньшей мере один формный цилиндр 4, 12, по меньшей мере одну печатную форму 6, 14, связанную с каждым из формных цилиндров 4, 12, по меньшей мере один краскораспределительный узел 8, 16, содержащий красочный валик 10, 18, связанный с каждым формным цилиндром 4, 12, офсетный цилиндр 36, офсетное полотно 38, связанное с офсетным цилиндром 36, опорный элемент 42, система управления 46, датчик 50, и, как вариант, одна или более ламп 51 и эжектор 62.
Красочный валик 10, 18 каждого из краскораспределительных узлов 8, 16 находится в заданном положении относительно формного цилиндра 4, 12, с которым он связан. Красочные валики 10, 18 каждого краскораспределительного узла 8, 16 переносят краску одного цвета на печатные формы 6, 14 каждого формного цилиндра 4, 12. Первый краскораспределительный узел 8 переносит краску первого цвета или типа на одну или более печатных форм 6 первого формного цилиндра 4. Аналогично, второй краскораспределительный узел 16 переносит краску второго цвета или типа на одну или более печатных форм 14 второго формного цилиндра 12. Следует понимать, что декоратор 2 может содержать любое количество краскораспределительных узлов и формных цилиндров, чтобы переносить множество красок на офсетные полотна 38 офсетного цилиндра 36. В одном из вариантов осуществления декоратор 2 содержит от двух до одиннадцати краскораспределительных узлов и сопутствующих формных цилиндров. В одном из вариантов осуществления каждый формный цилиндр 4, 12 имеет только одну печатную форму 6, 14.
В одном из вариантов осуществления красочные валики 10, 18 входят в контакт с участком внешней поверхности печатных форм 6, 14. Как вариант, в другом варианте осуществления, красочные валики 10, 18 не контактируют с печатными формами 6, 14. Более конкретно, красочные валики 10, 18 переносят краску 26 к одному или более промежуточным передаточным валикам красочного устройства 11, 19. Промежуточные передаточные валики формируют путь прохождения, по которому краска переносится от красочных валиков 10, 18, к промежуточным передаточным валикам красочного устройства 11, 19 и затем к печатным формам 6, 14. Каждый красочный валик 10, 18 может иметь связанное с ним красочное устройство 11, 19. Красочные валики 10, 18 входят в контакт с первым передаточным валиком в каждом красочном устройстве 11, 19. Печатные формы 6, 14 входят в контакт с конечным передаточным валиком каждого красочного устройства 11, 19. Один из валиков каждого красочного устройства 11, 19 может быть дукторным валиком 13. В одном из вариантов осуществления красочные валики 10, 18 периодически входят в контакт с дукторным валиком 13. Привод или элемент привода могут быть связаны с красочными валиками 10, 18, а также как с одним или более передаточных валиков красочного устройства 11, 19. В одном из вариантов осуществления красочные валики 10, 18 вращаются со скоростью, отличающейся от скорости передаточных валиков красочного устройства 11, 19. Как вариант, система 46 управления может посылать сигнал на элемент привода, чтобы изменить скорость вращения по меньшей мере красочного валика 10, 18 или передаточного валика красочного устройства 11, 19, чтобы изменить количество краски, переносимое к печатной форме 6, 14.
Любое соответствующее красочное устройство 11, 19 может использоваться вместе с декоратором 2 представленного изобретения. Промежуточные передаточные валики красочных устройств 11, 19 могут иметь множество различных диаметров. Хотя в красочных устройствах 11, 19 показаны только три промежуточных передаточных валика, специалисты в данной области техники должны понимать, что красочные устройства 11, 19 могут содержать любое количество промежуточных передаточных валиков. Один из примеров красочного устройства, которое может использоваться вместе с декоратором представленного изобретения, описан в публикации патентной заявки США 2017/0008270, которая в полном объеме включена сюда посредством ссылки. В одном из вариантов осуществления красочные валики 10, 18 вращаются в первом направлении, тогда как формные цилиндры 4, 12 вращаются во втором противоположном направлении.
На фиг. 2A показан участок краскораспределительного узла 8A или 16A одного варианта осуществления представленного изобретения. Количество краски 26, переносимое краскораспределительным узлом 8A, 16A к одной или более печатным формам 6, 14, связанным с каждым формным цилиндром 4, 12, может индивидуально регулироваться вдоль множества осевых участков 20A-20L каждого красочного валика 10, 18. Более конкретно, каждый краскораспределительный узел 8A, 16A содержит красочный нож 22, который измеряет количество краски 26 на красочном валике 10, 18. В одном из вариантов осуществления красочный нож 22 является непрерывным вдоль красочного валика 10, 18. Сегменты 24 красочного ножа 22 соответствуют одному из осевых участков 20.
Как показано на фиг. 2B, в одном из вариантов осуществления красочный нож 22A имеет, в целом, плоскую форму. Участки 24A-24L красочного ножа 22A могут перемещаться относительно соответствующих осевых участков 20A-20L красочного валика 10, 18. В одном из вариантов осуществления участки 24 красочного ножа 22A могут изгибаться в ответ на силу, чтобы перемещаться ближе к красочному валику 10, 18 или дальше от него.
Альтернативно и обращаясь теперь к фиг. 2C, красочный нож 22B содержит сегменты 24 ножа, образуемые поперечными разрезами или канавками 25 на красочном ноже 22B. Канавки 25 проходят вдоль по меньшей мере участка ширины красочного ножа 22B. Сегменты 24 ножа индивидуально регулируются относительно красочного валика 10, 18. Каждый из сегментов 24A-24L ножа определяет соответствующий осевой участок 20A-20L красочного валика 10, 18. В одном из вариантов осуществления канавки 25 проходят через продольный край красочного ножа 22B, который располагается вблизи красочного валика 10, 18.
Теперь, обращаясь к фиг. 2D, в другом варианте осуществления красочный нож 22C содержит множество индивидуальных сегментов 24A-24L ножа. Каждый сегмент 24A-24L ножа формируется отдельно от других сегментов 24A-24L ножа. В одном из вариантов осуществления продольный край 27 каждого сегмента 24 ножа располагается вблизи продольного края 27 по меньшей мере из одного соседнего сегмента 24 ножа. В одном из вариантов осуществления каждый сегмент 24A-24L ножа определяет осевой участок 20 красочного валика 10, 18. Каждый сегмент 24A-24L ножа индивидуально подвижен относительно красочного валика 10, 18 и соответствующего осевого участка 20A-20L.
Как вариант, в другом варианте осуществления, в целом, показанном на фиг. 2E, красочный нож 22D может содержать множество каналов 29A-29L, которые направляют краску 26 к соответствующему осевому участку 20 красочного валика 10, 18. В отличие от других красочных ножей, описанных здесь, в одном из вариантов осуществления, красочный нож 22D не может двигаться относительно красочного валика 10, 18. В другом варианте осуществления насос направляет краску 26 к каналам 29. В одном из вариантов осуществления насос может индивидуально управлять количеством краски, которая течет в каждом из каналов 29. Как вариант, каждый канал 29A-29L может быть связан с индивидуальным насосом.
Снова обращаясь к фиг. 2A, в одном из вариантов осуществления регулировочный винт 28A-28L связывается с каждым из сегментов 24 ножа. Каждый регулировочный винт 28 может индивидуально закручиваться и выкручиваться относительно красочного ножа 22 и соответствующего сегмента 24 ножа. В одном из вариантов осуществления положение каждого регулировочного винта 28A-28L может регулироваться приводом 30A-30L. В одном из вариантов осуществления красочный нож 22 является гибким. В другом варианте осуществления каждый индивидуальный сегмент 24A-24L ножа является гибким. Соответственно, участки 24A-24L красочного ножа 22 могут располагаться в непосредственной близости относительно внешней поверхности красочного валика 10, 18 или, альтернативно, еще дальше от красочного валика 10, 18 в ответ на перемещение регулировочных винтов 28. В одном из вариантов осуществления красочный нож 22 смещен далеко от красочного валика 10, 18. В этом варианте осуществления перемещение регулировочного винта 28, удаляющегося от красочного валика 10, 18, позволяет по меньшей мере участку красочного ножа 22, ближайшему к регулировочному винту 28, перемещаться от красочного валика 10, 18. Как вариант, красочный нож 22 перемещается, вращаясь относительно продольной оси красочного валика 10, 18. Таким способом сегменты 24A-24L ножа могут поворачиваться относительно внешней поверхности красочного валика 10, 18. Как вариант, скорость цикла дукторного валика 13 декоратора 2 может регулироваться, чтобы изменять количество краски на красочном валике 10, 18 после того, как краска накладывается сегментами 24 красочного ножа 22. Таким способом система управления 46 может изменять количество краски, переносимое к печатной форме 6, 14.
Как показано на фиг. 3A, в одном из вариантов осуществления с помощью вкручивания регулировочного винта 28A участок 24A красочного ножа 22 толкается в направлении красочного валика 10, 18. Таким способом длина зазора 32A между участком 24А ножа и осевым участком 20A красочного валика 10, 18 уменьшается. Это уменьшает количество краски 26, переносимое к осевому участку 20A красочного валика 10, 18 и далее к печатным формам 6, 14. Говоря иначе, зазор 32A, в целом, определяет плотность или толщину краски 26, которая переносится к красочному валику 10, 18 и, далее, к металлическому контейнеру 52. Плотность краски обычно связана с количеством краски, используемым для формирования оформления. Когда плотность краски неправильна, цвет оформления может быть неправильным. Например, фоновые краски могут быть видны, по меньшей мере, частично через краску оформления. В одном из вариантов осуществления зазор 32 между участком 24 красочного ножа и осевым участком 20 красочного валика 10, 18 может варьироваться приблизительно между 0 дюймов до приблизительно 0,015 дюйма. В другом варианте осуществления зазор 32 может составлять приблизительно до 0,02 дюйма. В другом варианте осуществления промежуток может быть между приблизительно 0,001 дюйма и приблизительно 0,02 дюйма. В одном из вариантов осуществления движение регулировочного винта 28A инициируется приводом 30A. Привод 30A может принимать сигнал от системы 46 управления, чтобы изменить положение регулировочного винта 28A для изменения размера зазора 32.
Альтернативно и обращаясь к фиг. 3B, при вывинчивании регулировочного винта 28B участок 24B ножа перемещается от осевого участка 20B красочного валика 10, 18. Таким способом длина зазора 32B увеличивается, увеличивая количество краски 26 переносимое на осевой участок 20B красочного валика 10, 18 и далее к печатным формам 6, 14.
Как показано на фиг. 3C, 3D, в одном необязательном варианте осуществления представленного изобретения, индивидуальные сегменты 24 красочного ножа 22C могут перемещаться в осевом направлении относительно оси вращения красочного валика 10, 18. Например, в одном из вариантов осуществления сегмент 24F ножа может перемещаться в осевом направлении относительно сегментов 24E, 24G ножа. Как вариант, по меньшей мере, участок 24F сегмента ножа может перекрываться с одним из сегментов 24E, 24G ножа, как, в целом, показано на фиг. 3D. Специалисты в данной области техники должны понимать, что все сегменты 24 ножа могут изменять свое местоположение по оси таким же или аналогичным способом. Дополнительно, каждый из сегментов 24 ножа может перемещаться радиально относительно красочного валика 10, 18, как описано ранее.
На фиг. 4-10, в целом, показан краскораспределительный узел 8B, 16B, соответствующий другому варианту осуществления представленного изобретения. Краскораспределительный узел 8B, 16B подобен краскораспределительному узлу 8A, 16A, описанному совместно с фиг. 2-3 и работающему аналогично. В частности, краскораспределительный узел 8B, 16B содержит индивидуальные красочные ножи 21, которые движутся, в целом, линейно относительно красочного валика 10, 18. Каждый из красочных ножей 21 может позиционироваться индивидуально относительно красочного валика 10, 18. Хотя показано шесть красочных ножей 21A-21F, краскораспределительный узел может иметь любое количество индивидуальных красочных ножей 21. В одном из вариантов осуществления краскораспределительный узел 8B, 16B содержит от двух до двенадцати красочных ножей 21. В другом варианте осуществления краскораспределительный узел содержит четыре-восемь красочных ножей. В одном из вариантов осуществления каждый красочный нож 21 имеет ширину приблизительно до 0,5 дюйма. В другом варианте осуществления каждый красочный нож 21 имеет ширину приблизительно до 1,5 дюйма. Однако, возможны и другие размеры. Соответственно, в одном из вариантов осуществления каждый красочный нож регулирует поток краски к соответствующему осевому участку 20 красочного валика 10, 18, имея ширину приблизительно до 0,5 дюйма, или в другом варианте осуществления приблизительно до 1,5 дюйма.
Краскораспределительный узел 8B, 16B, в целом, содержит литье 68, монтажную пластину 70, поворотные блоки 72A, 72B, которые поддерживают красочный валик 10,18, боковые стены 74A, 74B, верхнюю пластину 76, брусок 78 краски, заднюю пластину 79, красочные ножи 21 и приводы 30. Брусок 78 краски, верхняя пластина 76, боковые стены 74, красочные ножи 21 и красочный валик 10, 18 определяют размер резервуара 34 для краски, которая будет переноситься к красочному валику 10, 18. В одном из вариантов осуществления участок боковых стенок 74, ближайший к красочному валику 10, 18, имеет такую форму, чтобы располагаться, по меньшей мере, частично, вокруг красочного валика.
Привод 30 монтируется в краскораспределительном узле 8B, 16B на заданном расстоянии от красочного валика 10, 18. В одном из вариантов осуществления привод 30 монтируется в краскораспределительном узле 8B, 16B на задней плите 79. Однако, возможны и другие расположения привода 30. Привод 30 может регулировать положение красочного ножа 21 относительно красочного валика 10, 18. В одном из вариантов осуществления каждый привод 30 связан с красочным ножом 21 осью 31. В другом варианте осуществления привод 30 связан с системой 46 управления. Соответственно, в ответ на сигнал системы 46 управления привод 30 преобразует электроэнергию в механическую силу, чтобы регулировать положение соответствующего красочного ножа 21. Привод 30 может состоять из соленоида или других подобных устройств, известных специалистам в данной области техники.
В одном из вариантов осуществления каждая ось 31 выборочно может быть связана с соответствующим красочным ножом 21. Соответственно, расстояние между красочным ножом 21 и приводом 30 регулируется приводом. Как вариант, ось 31 содержит резьбу 33, с помощью которой конец красочного ножа 21 соединяется с ближайшим приводом 30. В одном из вариантов осуществления каждый красочный нож 21 содержит отверстие с внутренней резьбой для соединения с резьбой 33 вала.
В одном из вариантов осуществления краевой участок 35 каждого красочного ножа 21, ближайший к красочному валику 10, 18, по существу, параллелен продольной оси красочного валика 10, 18. Краевой участок 35 определяется продольным участком или верхней поверхностью и конечным участком, проходящим от продольного участка. В одном из вариантов осуществления продольный участок определяет плоскость, которая обычно параллельна продольной оси красочного ножа. В другом варианте осуществления концевой участок обычно перпендикулярен валу 31. В одном из вариантов осуществления продольный участок и концевой участок имеют формы, которые, по существу, плоские. Как вариант, концевой участок проходит от продольного участка под углом между приблизительно 80° и приблизительно 100°. В одном из вариантов осуществления концевой участок, по существу, перпендикулярен продольному участку. Как вариант, в другом варианте осуществления концевой участок соединяется с продольным участком под углом, который не является прямоугольным.
На фиг. 10A в одном из вариантов осуществления показан привод 30A, который может вращать ось 31A в первом направлении. Поскольку привод 30A и ось 31A устанавливаются на фиксированном расстоянии от красочного валика 10, 18, вращение вала 31A в первом направлении заставляет красочный нож 21A двигаться в направлении красочного валика 10, 18. Красочный нож 21A может двигаться, в целом, параллельно продольной оси красочного ножа, как показано стрелкой на фиг. 10A. При таком способе зазор 32A между краевым участком 35 красочного ножа 21A и осевым участком 20A красочного валика 10, 18 уменьшается по длине. Это снижает количество краски 26, переносимое к осевому участку 20A красочного валика 10, 18 и к печатным формам 6, 14. Более конкретно, зазор 32A обычно определяет плотность или толщину краски 26, которая переносится к красочному валику 10, 18 и далее к недекорированному металлическому контейнеру 52. В одном из вариантов осуществления краевой участок 35 ножа может двигаться в контакте с осевым участком 20A красочного валика 10, 18 таким образом, что зазор 32A закрывается. Таким образом, красочный нож 21A может препятствовать потоку краски к осевому участку 20A. В одном из вариантов осуществления зазор 32 между красочным ножом 21 и осевым участком 20 красочного валика может изменяться между приблизительно от 0 дюймов до приблизительно 0,015 дюйма. В другом варианте осуществления зазор 32 может составлять приблизительно 0,02 дюйма. В другом варианте осуществления зазор может быть между приблизительно 0,.001 дюйма и приблизительно 0,02 дюйма. В одном из вариантов осуществления движение красочного ножа 21A инициируется приводом 30A. Привод 30A может получать сигнал от системы 46 управления, чтобы изменять положение красочного ножа 21A для изменения размера зазора 32.
Аналогично, и как показано на фиг. 10B, вращая ось 31B во втором направлении, привод 30B заставляет ось 31B перемещать красочный нож 21B в направлении от красочного валика 10, 18. Красочный нож 21B может обычно двигаться параллельно продольной оси красочного ножа, как показано стрелкой на фиг. 10B. Это увеличивает длину зазора 32B между красочным валиком 10, 18 и краевым участком 35 красочного ножа 21B. Это движение красочного ножа 21B соответственно увеличивает количество краски, переносимое к осевому участку 20B, а также плотность (или толщину) краски, переносимой к металлическому контейнеру 52.
Как показано на фиг. 9, может использоваться датчик угла и/или датчик обнаружения вращения. Например, в одном из вариантов осуществления потенциометр 80 может, как вариант, быть связан с каждым приводом 30 или красочным ножом 21. Потенциометр 80 выполнен с возможностью определения перемещения красочного ножа 21. В одном из вариантов осуществления потенциометр 80 выполнен с возможностью восприятия движения оси 31. Потенциометр 80 может передавать величину и направление перемещения оси системе 46 управления. Например, потенциометр 80 может передавать сигнал, такой как напряжение, указывающий величину и направление движения оси 31 системе 46 управления. Система 46 управления может использовать информацию, принятую от потенциометра 80, чтобы определить положение красочного ножа 21 относительно красочного валика 10, 18. В одном из вариантов осуществления потенциометр 80 выполнен с возможностью восприятия вращательного движения оси 31 и различия между вращением в первом и втором направлениях. В одном из вариантов осуществления потенциометр 80 связан с осью 31. Как вариант, потенциометр 80 и ось 21 могут содержать шестерни со сцепленными зубьями. Альтернативно или дополнительно, для обнаружения движения оси 31 могут использоваться другие датчики. То есть, один или более датчиков 80 вращения и/или угловых датчиков 80 могут использовать или как-либо иначе содержать датчик Холла, один или более вращающихся кодеров, в том числе, но не ограничиваясь только этим, механические, проводящие и оптические вращающиеся кодеры, бесконтактные системы получения изображения и т.п.
Обращаясь снова к фиг. 1, если обеспечиваются дополнительные формные цилиндры, то с декоратором 2 могут использоваться больше двух цветов или типов краски 26. Например, хотя показаны только два формных цилиндра 4, 12, специалисты в данной области техники должны понимать, что декоратор 2 может содержать любое количество формных цилиндров 4, 12. В одном из вариантов осуществления декоратор 2 содержит от двух до восьми формных цилиндров 4, 12, причем каждый из них получает краски различного цвета или различного типа от связанного с ним краскораспределительного узла 8, 16.
Как вариант, одна или более печатных форм 6, 14 могут иметь изображение, сформированное на внешней поверхности. Дополнительно, хотя индивидуальные печатные формы 6, 14 показаны соединенными с формными цилиндрами 4, 12, с декоратором 2, соответствующим представленному изобретению, может также использоваться единый рукав или цилиндр, который охватывает по окружности каждый формный цилиндр 4, 12.
Каждый формный цилиндр 4, 12 находится в заданном положении относительно офсетного цилиндра 36 и офсетных полотен 38, связанных с ним. Соответственно, по мере того, как офсетный цилиндр 36 вращается, офсетное полотно 38 вращается в контакте с первой печатной формой 6 первого формного цилиндра 4. Первая печатная форма 6 переносит, по меньшей мере, некоторую часть первой краски 26A на участок 40 внешней поверхности офсетного полотна 38. По мере того, как офсетный цилиндр 36 продолжает вращаться, офсетное полотно 38 вращается в контакте со второй печатной формой 14 второго формного цилиндра 12. Вторая печатная форма 14 переносит, по меньшей мере, некоторую часть второй краски 26B на участок 40 внешней поверхности офсетного полотна 38. Как вариант, единое непрерывное офсетное полотно может быть размещено по окружности офсетного цилиндра 36. В одном из вариантов осуществления офсетный цилиндр 36 вращается в первом направлении.
После того, как офсетное полотно 38 приняло первую и вторую краски 26A, 26B от печатной формы 6, 14 каждого формного цилиндра 4, 12, участок 40 внешней поверхности офсетного полотна 38 вращается в контакт с внешней поверхностью 56 недекорированного металлического контейнера 52. Офсетное полотно 38 переносит, по меньшей мере, некоторую часть первой и второй красок на внешнюю поверхность 56 металлического контейнера 52. Таким образом, оформление 58 формируется на внешней поверхности 56 контейнера. Следует понимать, что оформление может содержать любое сочетание изображений, текста, чисел и символов.
Как показано на фиг. 11, цилиндрическая внешняя поверхность 56 металлического контейнера 54 содержит цилиндрические участки 57, которые соответствуют осевым участкам 20 красочных валиков 10, 18 краскораспределительных узлов 8, 16. Соответственно, для декоратора 2, который содержит красочные валики 10, 18 с шестью осевыми участками 20A-20F, определяемыми шестью участками 24A-24F красочного ножа 22 (как показано на фиг. 2) или шестью индивидуальными красочными ножами 21A-21F (как показано на фиг. 9), металлический контейнер 54 содержит шесть соответствующих цилиндрических участков 57A-57F. Количество первой краски 26A, переносимое на цилиндрические участки 57A-57F печатными формами 6, прикрепленными к первому формному цилиндру 4, может управляться, регулируя красочные ножи 21 или участки 24 красочного ножа 22 относительно осевых участков 20A-20F первого красочного валика 10. Точно также, количество второй краски 26B, переносимое к металлическому контейнеру 54 печатными формами 14 второго формного цилиндра 12, может регулироваться, изменяя зазоры 32 (показано на фиг. 3, 10) между красочными ножами 21 или участками красочного ножа 22 и осевыми участками 20A-20F второго красочного валика 18.
Как, в целом, показано на фиг. 11, металлический контейнер 54 может иметь два или более различных оформлений 58A, 58B. Как должны понимать специалисты в данной области техники, оформления 58A, 58B могут содержать различные типы или цвета краски. Например, в одном из вариантов осуществления, оформление 58A формируется первыми красками 26A первого краскораспределительного узла 8. Точно также, оформление 58B может быть сформировано второй краской 26B второго краскораспределительного узла 16. Дополнительно, каждое оформление 58A, 58B может содержать участки с другими красками. Соответственно, в одном из вариантов осуществления ссылочные позиции 58C оформления 58B могут быть сформированы краской, отличающейся от второй краски 26B. Например, в одном из вариантов осуществления участок 58С оформления формируется первой краской 26A первого краскораспределительного узла 8. Альтернативно, участок 58С оформления может быть сформирован другой третьей краской другого краскораспределительного узла декоратора 2.
В одном из вариантов осуществления опорный элемент 42 получает недекорированный металлический контейнер 52 от предшествующего оборудования 64. Металлический контейнер 52 может быть контейнером для напитков, таким как банка для напитков, бутылка для напитков, аэрозольный контейнер или контейнер для любого другого типа продуктов. В одном из вариантов осуществления металлический контейнер 52 содержит грунтовое покрытие, такой как, но не ограничиваясь только этим, белое грунтовое покрытие. Альтернативно, металлический контейнер не имеет грунтового покрытия.
Предшествующее декоратору оборудование 64 может содержать как линию вытяжного формования, так и производственную линию ударного прессования. Пример известной производственной линии вытяжного формования металлических контейнеров, в целом, показан и описан в материале "Inside a Ball Beverage Can Plant", доступном на сайте http://www.ball.com/Ball/media/Ball/Global/Downloads/How_a_Ball__Metal_Beverage_
Can_ Is_Made.pdf?ext=.pdf (последнее посещение 30 апреля 2016 г.), который включен сюда полностью посредством ссылки. Предшествующее декоратору оборудование 64 обычно может содержать устройство изготовления сосуда (cupper), одну или более корпусообразующих машин (bodymaker), чтобы вмонтировать сосуды в контейнеры, триммеры для обрезки контейнеров до одинаковой высоты, моечные машины, которые чистят контейнеры, и печи, которые сушат контейнеры. Металлические контейнеры 56 транспортируются от предшествующего декоратору 2 оборудования 64 к декоратору в произвольном порядке. Способы и устройство формирования металлических контейнеров в производственной линии ударного прессования описаны в публикации патентной заявки США № 2013/0068352 и в публикации патентной заявки США №2014/0298641, каждая из которых включена сюда посредством ссылки во всей ее полноте.
Как вариант, недекорированный металлический контейнер 52 может быть получен с паллеты. Например, в одном из вариантов осуществления металлический контейнер 52 изготавливается в месте, отдельном от декоратора 2, и транспортируется к декоратору. В другом варианте осуществления металлический контейнер 52 принимают из хранилища, независимо от местоположения производства.
В одном из вариантов осуществления предшествующее декоратору оборудование 64 содержит по меньшей мере один датчик. Датчик может быть таким же или аналогичным датчику 50. Соответственно, в одном из вариантов осуществления система 46 управления может принимать данные, собранные или полученные датчиком предшествующего декоратору оборудования 64, связанным с внешней поверхностью 56 металлических контейнеров 52, прежде чем металлические контейнеры 52 достигнут опорного элемента 42.
Опорный элемент 42 перемещает металлический контейнер 52 для получения контакта с офсетным полотном 38. В одном из вариантов осуществления опорный элемент 42 содержит множество мест 44 приема и удержания металлических контейнеров 52 в заданном положении относительно офсетного цилиндра 36. Как вариант, датчик 50 может быть связан с опорным элементом 42. Датчик может получать данные о положении или ориентации металлического контейнера 52, закрепленного на месте 44. Датчик 50 может предоставлять данные системе 46 управления. Таким способом система 46 управления может определить, имеет ли металлический контейнер 52 заданную ориентацию или положение относительно офсетного полотна 38 офсетного цилиндра 36. В одном из вариантов осуществления места 44 содержат углубления, чтобы принимать часть металлического контейнера. Альтернативно, в другом варианте осуществления места могут содержать стержни, выступающие из опорного элемента 42. Часть каждого стержня выполнена с возможностью прохождения, по меньшей мере, частично, через открытый конец во внутреннюю полость металлического контейнера 52. Один из примеров опорного элемента 42, который может использоваться совместно с декоратором 2 представленного изобретения, описан в патенте США № 9 452 600, который полностью включен сюда посредством ссылки.
Возвращаясь снова к фиг. 1, в одном из вариантов осуществления представленного изобретения, один или более краскораспределительных узлов 8, 16 могут перемещаться в ответ на сигнал, полученный от системы 46 управления. Более конкретно, в одном из вариантов осуществления краскораспределительные узлы 8, 16 или, по меньшей мере, красочный валик 10, 18 могут перемещаться, чтобы изменить положение краскораспределительных узлов 8, 16 и/или красочных валиков 10, 18 относительно формных цилиндров 4, 12. В одном из вариантов осуществления краскораспределительные узлы 8, 16 и красочные валики 10, 18 могут двигаться во множестве направлений. Как вариант, краскораспределительные узлы 8, 16 и/или красочный валик 10, 18 могут двигаться в одном или более из следующих направлений: (1) осевое или "направление по оси z" (по существу, перпендикулярно плоскости фиг. 1); (2) боковое или "направление по оси х" (по существу, перпендикулярно осевому направлению); и (3) вертикальное или "направление по оси y" (по существу, перпендикулярно обоим направлениям, осевому направлению и боковому направлению). В одном или более вариантах осуществления каждый из краскораспределительных узлов 8, 16 и/или красочный валик 10, 18 могут двигаться или как-либо иначе поворачиваться вокруг оси вращения. В одном из вариантов осуществления один или более приводов связаны с каждым из краскораспределительных узлов 8, 16 и/или красочных валиков 10, 18. Каждый из приводов выполнен с возможностью перемещения соответствующего краскораспределительного узла или красочного валика в одном или более направлений x, y и z в ответ на сигнал от системы 46 управления. Таким способом система 46 управления может послать сигнал на привод, связанный с краскораспределительными узлами 8, 16 и/или красочными валиками 10, 18, чтобы изменить одно или более положений и расположение краски, переносимой с красочных валиков на печатные формы 6.
В другом варианте осуществления, один или больше формных цилиндров 4, 12, офсетный цилиндр 36 и опорный элемент 42 могут двигаться в ответ на сигнал системы 46 управления. Например, в одном из вариантов осуществления один или более формных цилиндров 4, 12, офсетный цилиндр 36 и опорный элемент 42 могут быть связаны приводами. В ответ на сигнал системы 46 управления приводы могут перемещать по меньшей мере один из формных цилиндров 4, 12, офсетный цилиндр 36 и опорный элемент 42 во множестве направлений. В одном из вариантов осуществления один или более формных цилиндров 4, 12, офсетный цилиндр 36 и опорный элемент 42 могут перемещаться по меньшей мере в одном из направлений по оси х, по оси y и по оси z в ответ на силу, прикладываемую приводом. Соответственно, когда система 46 управления определяет, что расположение или выравнивание оформления является дефектным, система 46 управления может регулировать положения одного или более формных цилиндров 4, 12, офсетный цилиндр 36 и опорный элемент 42 во множестве конкретных направлений. Дополнительно или альтернативно, система 46 управления может послать сигнал на привод, чтобы изменить движение дукторного валика 13. Конкретно, время качания дукторного валика 13 может изменяться системой управления. Время касания является промежутком времени, когда дукторный валик контактирует с соответствующим красочным валиком 10, 18. Как вариант, система 46 управления может послать сигнал на элемент привода, связанный с одним или более красочным валиком 10, 18 и передаточным валиком красочного устройства 11, 19. Сигнал может заставить элемент привода изменить скорость вращения красочного валика или передаточного валика. Таким способом система 46 управления может изменять количество краски, переносимое краскораспределительным узлом 8, 16 к печатной форме 6, 14.
Приводы, связанные с краскораспределительными узлами 8, 16, красочными валиками 10, 18, дукторным валиком 13, формными цилиндрами 4, 12, офсетным цилиндром 36 и опорным элементом 42 (которые для ясности на фиг. 1 не показаны), могут быть такими же или подобными приводам 30. Дополнительно, с каждым из приводов могут быть связаны один или более потенциометров. Потенциометры или датчики вращения могут посылать данные системе 46 управления таким образом, чтобы система 46 управления могла определить относительные положения краскораспределительных узлов 8, 16, красочных валиков 10 18, формных цилиндров 4, 12, офсетного цилиндра 36 и опорного элемента 42.
После того, как металлические контейнеры 54 оформлены декоратором 2, датчик 50 собирает данные об оформлении 58. Датчик 50 помещается так, чтобы считывать всю цилиндрическую поверхность 56 металлического контейнера 54. В одном из вариантов осуществления датчик 50 считывает оформленные металлические контейнеры 54 в то время, пока контейнеры связаны с опорным элементом 42. Альтернативно, оформленные металлические контейнеры 54 транспортируются, например, конвейером 48 к датчику 50. С декоратором 2 представленного изобретения может использоваться любой соответствующий конвейер 48. В одном из вариантов осуществления конвейер 48 содержит ленту. В другом варианте осуществления конвейер 48 является стержневым транспортером. Примеры стержневых транспортеров, которые могут использоваться с декоратором, описаны в публикации патентной заявки США 2012/0216689 и публикации патентной заявки США 2017/0334659, каждая из которых включена сюда посредством ссылки во всей ее полноте. Скорости цикла опорного элемента 42 и конвейера 48 могут управляться системой 46 управления.
Как вариант, в одном из вариантов осуществления металлические контейнеры 54 последовательно транспортируются конвейером 48 к датчику 50. Например, когда конвейер 48 является стержневым конвейером, металлические контейнеры 54 транспортируются к датчику 50 в том порядке, в котором они были декорированы. В одном из вариантов осуществления каждый металлический контейнер 54, выходящий из декоратора, подсчитывается. Дополнительно, в одном из вариантов осуществления стержень или держатель стержневого цепного конвейера 48 могут быть связаны с определенным офсетным полотном 38. В одном из вариантов осуществления количества стержней или держателей на конвейере кратно количеству офсетных полотен на офсетном цилиндре 36. Таким способом оформление 58 на металлическом контейнере 54 может прослеживаться до определенного офсетного полотна 38 декоратора. После того, как металлические контейнеры 54 транспортируются после датчика 58 (или датчика 58A), металлические контейнеры 54 размещаются на главном конвейере и тогда порядок, в котором они были декорированы, становится случайным.
Как вариант, стержни цепного конвейера 48 и/или офсетные полотна 38 могут содержать метки или датчики. Например, каждый стержень конвейера 48 может содержать метку радиочастотного идентификатора RFID и т.п. Дополнительно, каждое офсетное полотно 38 может также метку, такую как RFID. Таким способом конкретный стержень конвейера 48 может быть связана с офсетным полотном 38, которое оформляет металлический контейнер 54, когда стержень получает металлический контейнер 54 от опорного элемента 42. Когда стержень транспортирует металлический контейнер 54 к датчику 49, 50, RFID стержня может быть считана, чтобы идентифицировать, какое офсетное полотно 38 контактировало с металлическим контейнером 54.
В одном из вариантов осуществления датчик 50 располагается таким образом, что датчик 50 собирает данные о металлическом контейнере 54 в то время, пока не высохла краска 26, образующая оформление 58. Конкретно, в одном из вариантов осуществления датчик располагается до такого оборудования 66, как стержневая печь, которая в дальнейшем закрепляет краску.
Как вариант, одна или более операций могут выполняться на металлических контейнерах 54 после того, как на металлические контейнеры 54 наносится оформление 58, и до того, как металлические контейнеры 54 считываются датчиком 50. Более конкретно, металлические контейнеры 54 могут высушиваться стержневой печью, показанной как оборудование 66, расположенное после декоратора. Соответственно, может иметь место заданное время задержки от момента, когда оформление 58 сформировано на контейнере 54, до того момента, как металлический контейнер 54 считывается датчиком 50. Таким образом, хотя датчик 50 обычно показывается на фиг. 1 предшествующим оборудованию 66, расположенному после декоратора, датчик 50A может быть располагаться после следующей за декоратором некоторой части оборудования 66. Например, в одном из вариантов осуществления, после прохождения опорного элемента 42 металлические контейнеры 54 транспортируются к одному или более тестеру, очистителю и печи. Датчик 50A собирает данные металлического контейнера 54, когда краска 26, образующая оформление 58, высохла или затвердела.
После того, как металлический контейнер 54 получает оформление 58 и перед тем, как датчик 50A считывает цилиндрическую поверхность 56 контейнера, может проходить определенный период времени. Таким образом, датчик 50A и система 46 управления должны учитывать и регулировать время задержки, которое проходит после регулировок декоратора 2 и перед тем, как металлический контейнер с оформлением, сформированным после регулировок, достигнет датчика 50A. В одном из вариантов осуществления приблизительно от 100 до 500 декорированных металлических контейнеров располагаются на конвейере 48 между опорным элементом 42 и датчиком 50A в зависимости от длины конвейера. В другом варианте осуществления, между опорным элементом и датчиком 50A находятся приблизительно от 350 до 500 контейнеров. В еще одном другом варианте осуществления конвейер 48 транспортирует приблизительно 400 металлических контейнеров между опорным элементом 42 и датчиком 50A. Независимо от этого, количество контейнеров между опорным элементом 42 и датчиком 50A известно и может учитываться системой 46 управления.
Датчик 50 располагается так, чтобы считывать внешнюю поверхность 56 металлического контейнера 54. Датчик 50 посылает данные, связанные с оформлением 58 каждого металлического контейнера 54, системе 46 управления. Более конкретно, датчик 50 собирает данные об оформлении 58 металлического контейнера 54. Система 46 управления использует данные, собранные датчиком 50, чтобы определить, присутствуют ли какие-либо дефекты в оформлении 58. Например, датчик 50 может собрать или получить данные, связанные с цветом, плотностью, глубиной, консистенцией, выравниванием оформления 58. Как вариант, когда датчик 50 собирает данные относительно оформления 58, металлический контейнер 54 может быть, по существу, неподвижным.
Датчик 50 в одном из вариантов осуществления отличается от датчиков, используемых для оценки изображений, формируемых на плоских подложках, таких как бумага или непрерывное полотно. Конкретно, датчик 50 должен собирать данные приблизительно о 1 800 контейнеров за минуту. Дополнительно, форма металлических контейнеров требует датчика 50, который отличается от известных датчиков, связанных с декораторами непрерывного полотна. Датчик 50 должен быть способен быстро собирать данные об изогнутой цилиндрической поверхности 56 металлического контейнера. Соответственно, датчик 50 должен получать данные по дугообразной поверхности. Из-за дугообразной или цилиндрической поверхности 56 контейнера участки контейнера находятся на различных расстояниях от датчика 50.
Некоторые оформления 58 не покрывают полностью цилиндрическую поверхность 56, оставляя видимым голый металл металлического контейнера. Голый металл усложняет сбор данных датчиком 50, поскольку голый металл может быть отражающим или блестящим. Краска 26 не поглощается металлическим контейнером 54, чем также отличается от декораторов изделий из бумаги, таких как непрерывное бумажное полотно. Немного краски (или цвета краски) покрывает металл металлического контейнера 54 неполностью, так что металлический материал цилиндрической поверхности 56 просвечивает через краску, увеличивая трудность сбора данных об оформлении датчиками 49, 50. В одном из вариантов осуществления датчики излучают энергию и собирают данные, связанные с отражением энергии, принимаемой от металлического контейнера. Например, в одном из вариантов осуществления, датчики излучают звук или свет и регистрируют отражения звука или света, получаемые от цилиндрической поверхности 56. В одном из вариантов осуществления датчик 50 является лазером. Как вариант, для сбора данных об оформлении 58 могут использоваться ультразвуковые или инфракрасные датчики.
В одном из вариантов осуществления датчик 50 содержит оптический или визуальный датчик. В другом варианте осуществления представленного изобретения датчик 50 содержит камеру. Камера может быть устройством для скоростной съемки. Еще в одном из вариантов осуществления датчик 50 содержит лазер. В еще одном другом варианте осуществления датчик 50 содержит гиперспектральный блок формирования изображений. В одном из вариантов осуществления датчик 50 может собирать данные в трех измерениях. В одном из вариантов осуществления оптика, разрешающая способность увеличение или оптический затвор камеры управляются системой 46 управления. В одном из вариантов осуществления датчик 50 выполнен с возможностью считывания приблизительно до 700 металлических контейнеров за минуту. В другом варианте осуществления датчик 50 выполнен с возможностью считывания приблизительно до 2 000 металлических контейнеров за минуту.
Датчик выполнен с возможностью обнаружения и измерения одной или более характеристик металлического контейнера 54 и оформления 58. В одном из вариантов осуществления датчик 50 выполнен с возможностью измерения одного или более цветов краски 26, образующей оформление 58. Датчик 50 или система 46 управления может в дальнейшем описать цвет как число, соответствующее одному или более стандартам цветового пространства. Стандарты цветового пространства обеспечивают различные средства для измерения или характеризации цветов. Стандарт цветового пространства может быть таким, как описан Международной Комиссией по освещению (International Commission on Illumination, CIE). Как вариант, датчик 50 может характеризовать оформление 58 в одном или более цветовом пространстве L* a* b* (или "CIELAB"), цветовом пространстве L* u* v* (или "CIELUV"), цветовом пространстве RGB (или "CIE RGB"), цветовом пространстве XYZ (или "CIE XYZ"), цветовой модели CMYK (или "CMY") , цветовой модели HSI, цветовом пространстве LCh (или “CIELCh”) и цветовом пространстве, указываемом пользователем. В одном из вариантов осуществления датчик 50 может измерять плотность оформления 58. В другом варианте осуществления датчик 50 может измерять отклонение или расстояние между целевым цветом оформления (таким как целевое значение для цвета в одном из цветовых пространств) и цветом краски оформлении на металлическом контейнере 54. Как вариант, цветовое отклонение может быть выражено датчиком ΔE (или "дельта E") в CIE.
В одном из вариантов осуществления на внешней поверхности 56 контейнера выбираются одно или более целевых мест 59 для считывания датчиком 50. Целевые места 59 могут выбираться системой 46 управления. Дополнительно или альтернативно, целевые места 59 могут устанавливаться оператором декоратора 2. В одном из вариантов осуществления целевые места 59 определяются, по меньшей мере частично, оформлением 58, которое должно наноситься на металлический контейнер 54. Более конкретно, целевые места 59 могут выбираться, основываясь на местах, в которых одна или более красок 26 должны накладываться на внешнюю поверхность 56. Дополнительно, целевые места 59 могут также выбираться в местах, где на внешнюю поверхность 56 не должны накладываться никакие краски. Соответственно, целевое место 59 может изменяться от первого оформления ко второму оформлению.
Обращаясь снова к фиг. 11, одно или более целевых мест 59 могут располагаться во множестве заранее заданных мест на внешней поверхности 56 контейнера. Таким способом датчик 50 собирает данные, связанные с красками 26, накладываемыми каждым краскораспределительным узлом 8, 16. В одном из вариантов осуществления по меньшей мере одно целевое место 59 связано с краской 26 каждого краскораспределительного узла 8, 16. В одном из вариантов осуществления целевое место 59 связано с каждым из красочных ножей 21 или сегментов 24 красочного ножа 22 для каждого краскораспределительного узла. Таким способом целевое место 59 будет связано с каждым красочным ножом 21 или сегментом 24 декоратора. Соответственно, целевое место 59 будет существовать для каждого красочного ножа или сегмента ножа для каждой краски 26, используемой декоратором 2.
Например, для декоратора 2 с четырьмя-восемью краскораспределительными узлами, каждый из которых имеет пять-десять красочных ножей 21 или сегментов красочных ножей 22, датчик 50 может собирать данные приблизительно по 20-80 целевым местам 59. Конкретно, если декоратор имеет четыре краскораспределительных узла, каждый из которых имеет пять красочных ножей, то на внешней поверхности контейнера будут выбраны по меньшей мере 20 целевых мест. Таким способом система 46 управления почти непрерывно получает данные, связанные с качеством, толщиной и расположением краски 26, накладываемой каждым красочным ножом 21 и каждым сегментом 24 красочного ножа 22 каждого краскораспределительного узла 8, 16.
Как вариант, с датчиком 50 может быть связан по меньшей мере один источник освещения или лампа 51. В одном из вариантов осуществления лампа 51 выполнена с возможностью обеспечения освещения строб-импульсами, так что соответствующий датчик 50 может получать данные от движущихся металлических контейнеров 54. Работой лампы 51 может управлять система 46 управления. Таким образом, освещение, создаваемое лампой 51, синхронизируется со сбором данных датчика 50. В одном из вариантов осуществления лампа 51 содержит, по меньшей мере, лампу накаливания, светодиодную лампу, лампу света высокой интенсивности, лазер, люминесцентную лампу, ксеноновую лампу-вспышку или лампу дугового разряда. Лампа 51 выбирается так, чтобы формировать освещенность с заданной длиной волны, основанной на требованиях датчика 50.
В одном из вариантов осуществления лампа 51 обычно располагается параллельно опорному направлению датчика, как, в целом, показано на фиг. 1. В одном из вариантов осуществления с лампой 51 связываются один или более диффузоров и линз. В одном из вариантов осуществления диффузоры и линзы располагаются таким образом, что освещение, создаваемое лампой 51, является, в целом, параллельным (или выровнено с) продольной оси металлических контейнеров 54. В одном из вариантов осуществления диффузор имеет ширину, которая примерно равна высоте металлических контейнеров. Соответственно, лампа 51 может осветить один или более участков внешней поверхности 56 металлических контейнеров 54.
Как вариант, по меньшей мере одна лампа может обеспечивать один или более углов освещения. В другом варианте осуществления лампа 51 содержит две или более ламп, расположенных под различными углами относительно металлического контейнера 54. Например, в одном из вариантов осуществления, первая лампа 51 может быть помещена под углом приблизительно 90 ° над участком металлического контейнера 54, чтобы считываться датчиком 50. В другом варианте осуществления вторая лампа 51 помещается под углом между приблизительно 10° и приблизительно 90° или между приблизительно 1° и приблизительно 10° относительно участка металлического контейнера 54, который должен считываться. Соответственно, угол света, даваемого лампой 51, относительно металлического контейнера 54 может быть выбран таким образом, чтобы оформление 58, которое может содержать множество поверхностей или красок, расположенных на различной высоте от цилиндрической поверхности 56 металлического контейнера 54, отражало свет иначе, чем другие участки внешней поверхности 56 металлического контейнера 54.
В одном из вариантов осуществления датчик 50 может считывать всю внешнюю поверхность 56 металлического контейнера. Напротив, некоторые декораторы предшествующего уровня техники для оформления непрерывных полотен или подложек содержат датчик, который может считывать только часть ширины (известной как "полоса") непрерывного полотна между первым продольным краем и вторым продольным краем полотна. Датчик на предшествующем уровне техники может периодически двигаться от первого продольного края до второго продольного края полотна. Однако, в любой заданный момент времени датчик может считывать только часть ширины полотна. Соответственно, при считывании первой полосы датчик, соответствующий предшествующему уровню техники, не может обнаруживать ошибку печати или дефект во второй полосе.
Из-за изогнутой или дугообразной формы цилиндрической внешней поверхности 56 металлического контейнера могут потребоваться способы обработки и коррекции изображения. Более конкретно, от датчика 50 требуется собирать данные (или создавать изображение) изогнутой внешней поверхности. После того, как датчик 50 соберет данные о каждом металлическом контейнере, данные посылаются в систему управления. Система 46 управления объединяет вместе многочисленные изображения каждого металлического контейнера, чтобы сформировать составное изображение цилиндрической внешней поверхности 56 и оформление 58 каждого металлического контейнера 54.
В другом варианте осуществления во время считывания металлического контейнера 54 датчик 50 является, по существу, стационарным. Соответственно, данные (такие как изображения), собранные таким датчиком 50, не могут содержать в себе искажения, вызванные движением датчика. Как вариант, во время считывания датчиком 50 металлический контейнер 54 вращается вокруг продольной оси металлического контейнера. Соответственно, могут потребоваться дополнительные технологии обработки, чтобы устранять искажения в изображениях, полученных датчиком 50, благодаря, отчасти, вращению или движению металлического контейнера 54. Напротив, некоторые датчики или камеры декораторов предшествующего уровня техники для непрерывного полотна движутся вбок поперек ширины полотна. Движения камеры могут уменьшить точность изображений, получаемых камерой. Дополнительно, в некоторых декораторах предшествующего уровня техники для непрерывных полотен, датчики или камеры движутся во время получения изображения камерой. Это одновременное перемещение может вызвать дополнительные искажения в изображениях, получаемых камерой. Одновременное движение также повышает сложность управления камерой и идентификацию причин дефектов оформления, а также исправлений, требуемых для устранения дефектов.
Как вариант, металлические контейнеры 54 передвигаются, по существу, непрерывно относительно датчика 50. Более конкретно, в одном из вариантов осуществления металлические контейнеры 54 передвигаются вбок перпендикулярно к продольной оси металлических контейнеров по мере того, как датчик 50 считывает внешнюю поверхность 56 металлических контейнеров. Альтернативно, в другом варианте осуществления во время считывания металлического контейнера металлические контейнеры 54 являются, по существу, неподвижными относительно датчика 50.
Хотя на фиг. 1 показан только один датчик 50, специалисты в данной области техники должны понимать, что с декоратором 2 представленного изобретения может использоваться любое количество датчиков 50. Соответственно и со ссылкой теперь на фиг. 1A, в целом, показан другой декоратор 2A представленного изобретения. Декоратор 2A содержит один или более формных цилиндров 4, 12, краскораспределительные узлы 8, 16, красочные валики 10, 18, красочные устройства 11, 19, офсетный цилиндр 36, опорный цилиндр 42, датчик 50 и эжектор 62, которые являются такими же или подобными тем, что у декоратора 2. В частности, декоратор 2A содержит множество дополнительных датчиков 49. Датчики 49 могут быть такими же, как датчик 50, или подобными ему. Дополнительно, датчики 49 могут предоставлять данные системе 46 управления. Лампа 51 может быть связана с одним или более датчиками 49.
В одном из вариантов осуществления датчик 49A располагается так, чтобы собирать данные о внешней поверхности 56 недекорированного контейнера перед тем, как недекорированный контейнер будет получен опорным элементом 42. Система 46 управления может использовать данные датчика 49A, чтобы определять, содержит ли внешняя поверхность 56 контейнера 52 какие-либо недостатки или дефекты. Например, система 46 управления может определить, что контейнер 52 поврежден (например, поцарапан, вдавлен, изогнут и т.п.) или имеет форму, не соответствующую техническим требованиям (например, неправильная высота или диаметр).
Другой датчик 49B может быть расположен для сбора данные и/или изображений на печатных формах 6 первого формного цилиндра 4. Точно также, дополнительный датчик 49C может быть расположен так, чтобы собирать данные в отношении печатных форм 14 второго формного цилиндра 12. В одном из вариантов осуществления датчики 49B, 49C собирают данные, связанные с красками, переносимыми на печатные формы 6, 14 соответствующими краскораспределительными узлами 8, 16. Таким способом система 46 управления может определить, что краска ненадлежащим образом перенесена на печатные формы 6, 14. Например, в одном из вариантов осуществления система 46 управления может определить, что к печатным формам 6, 14 или к части печатных форм перенесено несоответствующее количество краски. В другом случае, система 46 управления может использовать данные датчиков 49B, 49C, чтобы определить, что краска наносится на несоответствующие участки печатных форм. В еще в одном из вариантов осуществления данные датчика от датчиков 49B, 49C могут указывать, что один или более краскораспределительных узлов 8, 16 наносит несоответствующий тип или цвет краски. Система 46 управления может также, основываясь на данных, полученных от одного или более датчиков 49B, 49C, определить, что краска 26, наносимая одним из краскораспределительных узлов 8, 16 дефектна. В еще одном другом варианте осуществления система 46 управления может, используя данные датчиков 49B, 49C, определить, что одна или более печатных форм 6, 14 не установлена должным образом на соответствующем формном цилиндре 4, 12.
В одном из вариантов осуществления может быть установлен другой датчик 49D для сбора данные с офсетных полотен 38 на офсетном цилиндре 36. Используя данные датчика 49D, система 46 управления может определить, что одна или более красок 26, переносимых на офсетное полотно 38 печатными формами 6, 14 не выровнена должным образом. Система 46 управления может также определить, что оформление, сформированное на офсетном полотне 38 красками, является дефектным. Например, система управления может определить, что один или более целевых параметров, связанных с оформлением, дефектны, в то время как краска находится на офсетном полотне 38. В одном из вариантов осуществления, используя данные, принятые от датчика 49D, система 46 управления может определить, что одно или более из цвета, плотности, глубины, положения или консистенции краски на офсетном полотне 38, не соответствуют параметрам оформления.
В другом варианте осуществления декоратор может также содержать датчик 49E, расположенный после эжектора 62. В одном из вариантов осуществления система 46 управления может сравнивать данные, полученные от датчика 49E, с данными, полученными от датчика 50. Таким способом система 46 управления может определить, изменилось ли оформление металлического контейнера 54 после того, как металлический контейнер был считан датчиком 50. В одном из вариантов осуществления система 46 управления может определить, что оформление, сформированное на металлическом контейнере 54, было повреждено во время транспортирования конвейером 48. Например, оформление может быть поцарапано или как-то иначе испорчено во время транспортирования после перемещения дальше после датчика 50.
В одном из вариантов осуществления декоратор 2 содержит три-шесть датчиков 50, расположенных вокруг продольной оси металлических контейнеров 54. Таким способом, цилиндрический корпус 56 металлического контейнера 54 может быть считан в одной операции. Говоря иначе, эти три-шесть датчиков 54 располагаются так, чтобы считывать цилиндрический корпус 56, по существу, одновременно. Данные или изображения для каждого металлического контейнера 54, собранные этими тремя-шестью датчиками 54, могут быть сшиты вместе, чтобы сформировать составное изображение цилиндрической внешней поверхности 56 и оформления 58.
Как показано на фиг. 12A, в одном из вариантов осуществления декоратор 2 содержит три датчика 50A, 50B, 50C, каждый из которых считывает, по меньшей мере, приблизительно одну треть цилиндрического корпуса 56. Датчики 50A-50C размещены с промежутками, по существу, равномерно вокруг продольной оси металлического контейнера 54. Три изображения каждого металлического контейнера, полученные датчиками 50A-50C в дальнейшем сшиваются вместе, чтобы сформировать единое составное изображение каждого металлического контейнера. Продольная ось контейнера, по существу, перпендикулярна плоскости фиг. 12A. В другом варианте осуществления, в целом показанном на фиг. 12B, декоратор 2 содержит четыре датчика 50A, 50B, 50C, 50D, каждый из которых считывает, по меньшей мере, одну четверть цилиндрического корпуса 56. Подобно фиг. 12A, датчики 50A-50D располагаются, по существу, равномерно вокруг продольной оси металлического контейнера 54. Как вариант и обращаясь теперь к фиг. 12C, в одном из вариантов осуществления каждый из пяти датчиков 50A-50E декоратора 2 считывает, по меньшей мере, пятую часть цилиндрического корпуса 56, причем эти пять датчиков располагаются, по существу, равномерно вокруг продольной оси металлического контейнера 54. Данные этих трех-пяти датчиков 50A-50E могут сшиваться вместе для оформления составного изображение цилиндрического корпуса 56. В одном из вариантов осуществления составное изображение может содержать заданный участок или всю окружность цилиндрического корпуса 56.
В одном из вариантов осуществления эти три-пять датчиков 50A-50E располагаются так, чтобы считывать металлические контейнеры перед оборудованием 66 таким образом, пока краска 26 не высохла. Дополнительно или альтернативно, датчики 50A-50E могут располагаться после печи или устройства отверждения (такого как оборудование 66, находящееся после декоратора) и краска 26, образующая оформление 58, будет сушиться.
Эти три-пять датчиков 50A-50C также находятся на заданном расстоянии от металлического контейнера. В одном из вариантов осуществления металлический контейнер 54 располагается на стержне стержневого ленточного конвейера 48. Соответственно, датчики 50A-50C могут располагаться так, чтобы не препятствовать перемещению конвейера 48 или контакту с металлическим контейнером.
Каждый из одного-шести датчиков 50 может собирать или получать один и тот же тип информации. Такая информация, полученная от датчиков, может быть в форме изображения; соответственно, изображения могут быть обработаны и проанализированы, чтобы получить цвет, оптическую плотность слоя краски, расположение, глубину и/или консистенцию оформления. В соответствии по меньшей мере с одним вариантом осуществления, по меньшей мере один датчик 50 считывает тип информации, отличный от типа информации, считываемого другими одним-шестью датчиками. Например, в одном из вариантов осуществления первый датчик может собирать первый тип данных, связанных с оформлением 58, а второй датчик другого типа может собирать второй тип данных, связанных с оформлением 58. Как вариант, в одном из вариантов осуществления представленного изобретения первый датчик собирает данные о цвете оформления, второй датчик собирает данные о плотности оформления, третий датчик собирает данные о положении оформления, четвертый датчик собирает данные о глубине оформления, и пятый датчик собирает данные о консистенции (или однородности) оформления. В другом варианте осуществления каждый датчик 50 выполнен с возможностью считывания цветов, в том числе, красного, зеленого и синего. В еще одном другом варианте осуществления каждый датчик 50 выполнен с возможностью считывания вариаций или градаций цвета внутри каждого цилиндрического участка 57 металлического контейнера. В еще одном другом варианте осуществления датчики 50 выполнены с возможностью различения плотности краски или цвета краски на первом цилиндрическом участке 57 от плотности или цвета краски на втором цилиндрическом участке 57.
Теперь, на фиг. 13 показана в целом система 46 управления одного из вариантов осуществления представленного изобретения. Более конкретно, на фиг. 13 показан один из вариантов осуществления системы 46 управления представленного изобретения, выполненный с возможностью определения и исправления дефектов в оформлении, нанесенном декоратором 2 на внешнюю поверхность металлического контейнера. Система 46 управления, в целом, показана с элементами аппаратных средств, которые могут электрически соединяться друг с другом через шину 82. Элементы аппаратных средств могут содержать один или более центральных процессоров (CPU) 84; одно или более устройств 86 ввода (например, "мышь", клавиатура и т.д.); и одно или более устройств 88 вывода (например, дисплей, принтер и т.д.). Система 46 управления может также содержать одно или более запоминающих устройств 90. В одном из вариантов осуществления запоминающее устройство(-а) 90 может быть дисководами, оптическими запоминающими устройствами, твердотельными запоминающими устройствами, такими как оперативная память (RAM) и/или постоянное запоминающее устройство (ROM), которые могут быть программируемыми, способными обновляться через флэш-память и/или т.п.
Система 46 управления может дополнительно содержать одно или более устройств 92 считывания для считываемых компьютером носителей; систему 94 связи (например, модем, сетевая карта (проводная или беспроводная), устройство инфракрасной связи и т.д.); и рабочую память 96, которая может содержать устройства RAM и ROM, как описано выше. В некоторых вариантах осуществления система 46 управления может также содержать блок 98 ускорения обработки, который может содержать DSP, специализированный процессор и/или т.п. Как вариант, система 46 управления также содержит базу 100 данных.
Устройство 92 считывания для считываемого компьютером носителя данных может дополнительно быть связано со считываемым компьютером носителем данных, вместе (и, как вариант, в сочетании с запоминающим устройством(-ами) 90) всесторонне представляющие удаленные, локальные, стационарные и/или съемные устройства хранения данных плюс среду хранения данных для временного и/или постоянного хранения считываемой компьютером информация. Система 94 связи может позволить обмен данными с сетью 102 и/или любую другую обработку данных. Как вариант, блок 46 управления может получать доступ к данным, хранящимся в удаленном запоминающем устройстве, таком как база 104 данных, посредством соединения с сетью 102. В одном из вариантов осуществления сеть 102 может быть Интернетом.
Система 46 управления может также содержать элементы программного обеспечения, показанные как текуще располагающиеся в пределах рабочей памяти 96. Элементы программного обеспечения могут содержать операционную систему 106 и/или другие управляющие программы 108, такие как управляющая программа, реализующая один или более способов и подходов представленного изобретения.
Специалисты в данной области техники должны понимать, что альтернативные варианты осуществления системы 46 управления могут иметь многочисленные вариации описанного выше. Например, специализированные аппаратные средства также могут использоваться и/или конкретные элементы могут быть реализованы в аппаратных средствах, программном обеспечении (в том числе, мобильном программном обеспечении, таком как апплеты) или в том и другом. Дополнительно может использоваться соединение с другими компьютерными устройствами, такими как сетевые устройства ввода-вывода.
В одном из вариантов осуществления система 46 управления является персональным компьютером, таким как, но не ограничиваясь только этим, персональный компьютер, работающий с операционной системой MS Windows. Как вариант, система 46 управления может быть смартфоном, компьютерным планшетом, ноутбуком и подобными компьютерными устройствами. В одном из вариантов осуществления система 46 управления является системой обработки информации, которая содержит одно или более из следующего, но не ограничиваясь только этим: по меньшей мере одно устройство ввода (например, клавиатура, "мышь" или сенсорный экран); по меньшей мере одно устройство вывода (например, дисплей, громкоговоритель); графическая карта; устройство связи (например, карта Ethernet или устройство беспроводной связи); постоянная память (такая как жесткий диск); временная память (например, оперативная память); машинные команды, хранящиеся в постоянной памяти и/или во временной памяти, и процессор. Система 46 управления может быть любым программируемым логическим контроллером (programmable logic controller, PLC). Одним из примеров соответствующего PLC является Controllogix PLC, изготавливаемый Rockwell Automation, Inc., хотя предлагаются и другие PLC для использования с вариантами осуществления представленного изобретения.
В одном из вариантов осуществления система 46 управления осуществляет связь с одним или более из следующего: краскораспределительный узел 8, 16, дукторные валики 13, формные цилиндры 4, 12, приводы 30, потенциометры 80, офсетный цилиндр 36, опорный элемент 42, датчики 49, 50, лампочка 51, конвейер 48, эжектор 62, оборудование 64, находящее до декоратора, и оборудование 66, находящееся после декоратора. Соответственно, система 46 управления получает данные от датчиков 49, 50, связанных с недекорированными металлическими контейнерами 52, декорированными металлическими контейнерами 54, печатными формами и офсетными полотнами 40. Используя данные, система 46 управления может определить, является ли оформление 58 дефектным или удовлетворительным. Более конкретно, система 46 управления может определить, достигает ли оформление 58 по меньшей мере целей, соответствующих одному или более из таких параметров, как цвет, плотность, глубина, расположение и консистенция. Цели могут быть поставлены клиентом или оператором декоратора 2. Один или более параметров могут содержать целевой диапазон. Если данные датчика, связанные с параметром, попадают в рамки нижнего и верхнего пределов диапазона, то этот параметр оформления, по меньшей мере, является приемлемым. В одном из вариантов осуществления, когда оформление 58 не достигает одной или более целей, оформление является дефектным.
Система управления 46 сравнивает данные от датчика 50 с целями для признаков/оформления 58. В одном из вариантов осуществления система 46 управления сравнивает данные, связанные с множеством участков изображения оформления/признаков, принятых от датчика 50, с целевым уровнем для соответствующих участков оформлении. Таким способом система 46 управления может определить, отличается ли одно или более из цвета, плотности, глубины (или толщины), выравнивания или консистенции для каждого участка оформлении от целевых значений или положения для каждого участка оформления. Если данные датчика для участка оформления отличаются от одной или более целевых величин, система 46 управления может определить, что оформление дефектно.
В одном из вариантов осуществления система 46 управления распознает дефектное оформление, проверяя по меньшей мере один металлический контейнер с приемлемым оформлением 58. Например, металлические контейнеры 54 с приемлемым оформлением 58 могут считываться датчиком 50. Система 46 управления получает от датчика данные, связанные с приемлемым оформлением 58. С помощью этой информации система 46 управления может создать базу 100, 104 данных. База 100 данных может храниться в памяти системы 46 управления, такой как память 96. Как вариант, база 104 данных может быть доступна посредством сетевого соединения 102. База данных может содержать множество областей, которые описывают характеристики приемлемого оформления. Характеристики могут содержать одну или более из таких характеристик, как цвет, плотность, глубина (или толщина), положение (или выравнивание) и консистенция оформления. Основываясь на данных датчика, каждой из характеристик может быть назначено значение. В одном из вариантов осуществления каждый участок оформления 58 (или цель 57), считанный датчиком 49, 50, связывается с областью из множества областей. Таким образом, данные, связанные с каждым считанным участком оформления, могут храниться в базе данных и быть доступы системе 46 управления.
На фиг. 14 в целом показан один вариант осуществления структуры 110 данных, такой как база данных. Структура данных может содержать один или более файлов данных или объектов данных 116, 134. Таким образом, структура 110 данных может представлять различные типы баз данных или запоминающих устройств для хранения данных, например, объектно-ориентированные базы данных, структуры данных простых файлов, реляционной базы данных или других типов расположения для хранения данных. Варианты осуществления структуры 110 данных, раскрытые здесь, могут быть отдельными, комбинированными и/или распределенными. Как показано на фиг. 14, в структуре 110 данных может быть больше или меньше участков, что представлено многоточиями 112. Дополнительно, в структуре 110 данных может быть больше или меньше файлов или записей 132, что представлено многоточиями 114. В одном из вариантов осуществления структура 110 данных хранится в памяти системы 46 управления, такой как база 100 данных. Дополнительно или альтернативно, к структуре 110 данных система 46 управления может получать доступ, используя сеть 102. Соответственно, в одном из вариантов осуществления структура 110 данных хранится в удаленном месте, таком как база 104 данных.
Первый объект 116 данных может относиться к данным, собранных по меньшей мере на одном известном приемлемом оформлении датчиком 50. В одном из вариантов осуществления данные первого объекта 116 данных собраны в то время, как система 46 управления программируется, чтобы распознавать приемлемое оформление до внедрения в производство. Объект 116 данных может содержать несколько участков 118-130, представляющих различные типы данных. Каждый из этих типов данных может быть связан с оформлением 58, считываемым датчиком 50. В пределах первого объекта 116 данных может храниться одна или более записей 132 и сопутствующих данных.
В одном из вариантов осуществления каждая запись 132 содержит идентификатор 118. Например, идентификатор 118 может быть связан с каждым контейнером, считанным датчиком 50. Другие поля содержат различные данные, собранные датчиками 49, 50 для каждого оформления. Поля могут содержать, но не ограничиваясь только этим, поле 120, связанное с цветом(-ами), участок 122, связанный с плотностью, участок 124, связанный с толщиной или глубиной, поле 126, связанное с положением оформления и/или выравниванием, поле 128 для консистенции оформлении, и поле 130 для других данных. В одном из вариантов осуществления поле 120 может содержать информацию, связывающую цвет краски с краскораспределительным узлом 8, 16. Более конкретно, поле 120 может содержать информацию для идентификации цвета первой краски 26 первого краскораспределительного узла 8. Поле 120 может также содержать информацию для идентификации цвета второй краски 26 второго краскораспределительного узла 16. Таким способом система 46 управления может определить, какой краскораспределительный узел 8, 16 связан с дефектом краски 26 оформления 58. Система 46 управления может также идентифицировать, какой красочный нож 21, 22 связан с дефектом краски, основываясь на одном или более цилиндрических участках 57, которые содержат дефект краски. В одном из вариантов осуществления изображение каждого оформления, считанного датчиками 49E, 50, сохраняется в каждой записи 132. В одном из вариантов осуществления изображение запоминается на участке 130.
Установка красочных ножей 21, 22 может быть сохранена в структуре 110 данных. В одном из вариантов осуществления установки красочного ножа могут быть сохранены на участке 130. Как вариант, установки красочного ножа могут быть введены в систему управления 46 посредством операции. В другом варианте осуществления установки красочного ножа могут определяться системой управления. В одном из вариантов осуществления, перед началом работы производственной линии изображение оформления, которое должно быть сформировано декоратором 2, принимается системой 46 управления. Система 46 управления может проанализировать изображение и автоматически определить установки красочных ножей 21, 22. В другом варианте осуществления система 46 управления сохраняет установки красочных ножей 21, 22, связанные с каждым металлическим контейнером, считанным датчиком 50. Таким способом, когда оформление содержит дефект, можно изучить установки красочного ножа и другие установки декоратора 2, имевшие место, когда было сформировано дефектное оформление.
Как вариант, структура 110 данных может содержать второй объект 134 данных. Объект 134 данных может содержать те же самые или подобные поля 118-130, что и первый объект 116 данных. В одном из вариантов осуществления система 46 управления может хранить данные, полученные от датчиков 49, 50 в процессе производства во втором объекте 134 данных. Соответственно, второй объект 134 данных может содержать множество записей 134, связанных с металлическими контейнерами, оформленными декоратором в процессе производства. Напротив, в одном из вариантов осуществления объект 116 данных может, как вариант, содержать данные, собранные датчиками 49, 50, прежде чем начнется процесс производства.
На фиг. 15 показан один вариант осуществления способа 140, обычно используемый с системой 46 управления. Хотя общий порядок этапов способа 140 показан на фиг. 15, способ 140 может содержать больше или меньше этапов или может располагать этапы в другом порядке, отличном от показанного на фиг. 15. Дополнительно, хотя этапы способа 140 могут быть описаны как последовательные, многие из этапов могут фактически выполняться параллельно или одновременно. В целом, способ 140 начинается с этапа 142 начала работы и заканчивается этапом 160 окончания. Части способа 140 могут выполняться как набор исполняемых компьютером команд, выполняемых компьютерной системой и кодироваться или запоминаться в считываемой компьютером среде. Один из примеров компьютерной системы может содержать, например, систему 46 управления. Пример считываемой компьютером среды может содержать, но не ограничиваясь только этим, память системы 46 управления. Здесь далее способ 140 будет объяснен в отношении системы 46 управления, декоратора 2 и компонентов, описанных в сочетании с фиг. 1-14.
На этапе 144 обеспечивается металлический контейнер 54 с оформлением 58. Как вариант, оформление 58 формируется декоратором 2. Данные, связанные с оформлением 58 металлического контейнера 54, собираются по меньшей мере одним датчиком 49, 50 на этапе 146. Система 46 управления затем получает собранные данные по меньшей мере от одного датчика 49, 50. Датчик 49, 50 может быть расположен перед сушильной печью или после печи.
На этапе 148 система управления анализирует собранные данные, принятые от датчика. В одном из вариантов осуществления система управления рассматривает данные, связанные с множеством целевых мест 59 на внешней поверхности 56 контейнера. В другом варианте осуществления система 46 управления анализирует данные, собранные на одном или более цилиндрических участков 57 металлического контейнера 54. Система 46 управления может идентифицировать характеристики оформлении 58 такими как, но не ограничиваясь только этим, цвет, толщина, плотность, консистенция и положение.
На этапе 150 система 46 управления, как вариант, сохраняет собранные данные в памяти. Конкретно, система 46 управления может сохранить данные, собранные по одному или более считанным металлическим контейнерам 54. Как вариант, система 46 управления может сохранить данные, собранные по каждому металлическому контейнеру 54, который был считан. В одном из вариантов осуществления система управления хранит собранные данные в записи 132 базы 110 данных. Как вариант, собранные данные могут храниться в первом объекте 116 данных базы 110 данных.
В одном из вариантов осуществления, способ 140 на этапе 152 создает цикл с заранее определенным количеством повторений. Например, способ 140 может содержать считывание заданное количество раз металлических контейнеров 54 с приемлемыми оформлениями. В одном из вариантов осуществления способ 140 создает цикл, содержащий от 50 до 500 повторений. Конкретно, способ 140 может повторяться, пока система 46 управления не получит данные датчика приблизительно по 50-500 металлическим контейнерам с приемлемым оформлением. Таким способом система 46 управления учится или осуществляет слежение, чтобы распознавать дефектные оформления.
В одном из вариантов осуществления данные, такие как изображения, каждого металлического контейнера 54 с приемлемым оформлением сшиваются вместе, чтобы сформировать базовое изображение. Таким способом создается базовое изображение, используя металлические контейнеры 54, оформленные декоратором 2, с помощью датчиков 49, 50, связанных с декоратором. Конкретно, в одном из вариантов осуществления, базовое изображение является специфичным для декоратора 2. Дополнительно, базовое изображение может быть создано для каждого процесса производства.
Когда датчиками 49, 50 считано достаточное число оформлений 58, базовое изображение запоминается в памяти. После этого базовое изображение может использоваться для определения, являются ли приемлемыми последующие оформления 58, сформированные декоратором 2. Создавая базовое изображение из данных, собранных датчиком 49, 50, связанным с декоратором 2, оформления 58 последующих металлических контейнеров 54 оцениваются, используя аналогично созданные оформления, собранные теми же самыми датчиками 49, 50. Таким способом сравнение оформлений с базовым изображением, сформированным на том же самом декораторе 2, может правильно распознать приемлемые и дефектные оформления.
Напротив, если оформления 58 оценивались относительно базового изображения, сформированного другим декоратором, использующим данные, собранные другими датчиками, будет иметься больше переменных, связанных с формированием оформления и набором данных датчиков 49, 50, которые должны учитываться. Например, лампа 51, связанная с датчиком 49, 50, может создавать свет с другой длиной волны или силой света по сравнению с подобной лампой, связанной с другим декоратором. Линза датчика 49, 50 может также пропускать свет по-другому, чем аналогичный датчик другого декоратора. Соответственно, базовое изображение, сформированное другим декоратором, вероятно, может содержать переменные, которые трудно учитывать при оценке оформления.
Как вариант, в одном из вариантов осуществления способ 140 может содержать считывание по меньшей мере одного металлического контейнера 60, содержащего известное дефектное оформление. Оформление может быть дефектным в отношении одного или более параметров, которые отклоняются от целей. Параметры могут содержать, но не ограничиваясь только этим, по меньшей мере один из таких параметров, как цвет, плотность, толщина (или глубина), положение и/или выравнивание и консистенция оформления. Как вариант, датчик 50 может считать множество металлических контейнеров 60 с дефектными оформлениями. В одном из вариантов осуществления по меньшей мере одно из дефектных оформлений связывается с неподходящим количеством краски. Другое дефектное оформление возникает из-за дефектной краски. Еще одни другие дефектные оформления вызываются дефектной (или неправильно расположенной) печатной формой. Другое дефектное оформление может быть связано с дефектным (или неправильно расположенным) офсетным полотном. Еще одно дефектное оформление может быть связано с неправильно расположенным (или помещенным) оформлением. Конкретно, дефектное оформление может содержать первую краску 26 от первого краскораспределительного узла 8, которая неправильно выровнена (или наложена) по отношению ко второй краске 26 от второго краскораспределительного узла 16.
Для каждого считанного металлического контейнера 60, который содержит известное дефектное оформление, система 46 управления может хранить данные датчика в записи 132, которая содержит поле с данными, указывающими причину, по которой оформление дефектно. В одном из вариантов осуществления поле может содержать данные, указывающие действия, которые должна предпринять система 46 управления, если подобное дефектное оформление считывается по меньшей мере одним из датчиков 49, 50 во время производственного процесса декоратора 2. Например, база 110 данных может содержать действие в поле "другие" 130, чтобы выдать сигнал тревоги оператору при считывании дефектного оформления. В другом варианте осуществления, когда считывается дефектное оформление, связанное с неправильным количеством краски, поле 130 "другие" может содержать команды регулирования положения одного или более красочных ножей 21 или участков 24 красочного ножа 22. Таким способом система 46 управления может изменять количество краски 26, переносимое к красочному валику 10, 18 и, в дальнейшем, к металлическому контейнеру. Дополнительно или альтернативно, если на одном или более цилиндрических участках 57 контейнера считывается неправильное количество краски, система 46 управления может послать сигнал на привод, связанный с дукторным валиком 13, или на элемент привода красочного валика 10, 18 или на передаточный валик красочного устройства 11, 19, чтобы изменить количество краски 26, переносимое от красочного валика 10/18 к соответствующей печатной форме 6, 14. Конкретно, система 46 управления может изменить движение дукторного валика 13, чтобы отрегулировать время касания дукторного валика. Дополнительно или альтернативно, система управления может регулировать элемент привода, чтобы изменить скорость вращения красочного валика и/или передаточного валика, чтобы изменить количество краски, переносимое на печатную форму 6, 14. В еще одном из вариантов осуществления, если оформление дефектно вследствие неправильного расположения или выравнивания, система управления может содержать команды регулирования положения одного или более элементов декоратора 2. Например, система 46 управления может содержать команды движения по меньшей мере одного из таких устройств, как краскораспределительный узел 8, 16, красочный валик 10, 18, формный цилиндр 4, 12, офсетный цилиндр 36 и опорный элемент 42. Таким способом, в одном из вариантов осуществления система 46 управления может исправить дефект, вызванный неправильным расположением или выравниванием оформления, формируемого на металлическом контейнере.
Если датчиком 50 не было считано заданное количество металлических контейнеров, система 46 управления на этапе 152 может определить, что операции 144-150 должны быть повторены. Соответственно, способ 140 по связи YES переходит к этапу 144. Альтернативно, система 46 управления может определить, что количество считанных металлических контейнеров с оформлением достаточно (или соответствует заданному) и, таким образом, этапы 144-150 не должны повторяться. В этом случае способ 140 по связи NO переходит к этапу 154.
Способ 140 может затем, как вариант, на этапах 154-158 проверять способность системы 46 управления распознавать дефектное оформление. Более конкретно, на этапе 154 обеспечивается металлический контейнер 60 с известным дефектным оформлением. На этапе 156 по меньшей мере один датчик 49, 50 собирает данные о дефектном оформлении.
На этапе 158 система 46 управления оценивает собранные данные аналогично этапу 148. Система 46 управления затем определяет, является ли оформление дефектным. В одном из вариантов осуществления система 46 управления сравнивает собранные данные с базовым изображением. Если система 46 управления не идентифицирует дефектное оформление, способ 140 по связи NO переходит к этапу 144 и система управления считывает и анализирует дополнительные металлические контейнеры с оформлением. Более конкретно, система 46 управления анализирует данные датчика, связанные с одним или более оформлениями, которые содержат приемлемые или дефектные оформления.
Альтернативно, если система 46 управления правильно идентифицирует дефектное оформление, способ 140 по связи YES переходит к этапу 160 окончания. В одном из вариантов осуществления правильное распознавание дефектного оформления содержит систему 46 управления, правильно идентифицирующую, почему оформление дефектно. Например, оформление может быть дефектным из-за одного или более таких параметров, как цвет краски, плотность краски, толщина краски, количество краски, консистенция краски и положение или выравнивание оформления.
В одном из вариантов осуществления, правильная идентификация дефектного оформления дополнительно содержит систему 46 управления, правильно идентифицирующую действие, которое требуется для устранения дефектного оформления. Например, если оформление дефектно вследствие неправильного количества краски, система управления может указать один или более красочных ножей 21 или сегментов красочного ножа 22, которые должны регулироваться, чтобы устранить дефект. Дополнительно или альтернативно, система управления может идентифицировать красочный валик 10, 18, дукторный валик 13 или передаточный валик, для которых скорость перемещения или вращения должна быть изменена, чтобы отрегулировать количество краски, переносимое на печатную форму 6, 14. Точно также, если местоположение или выравнивание оформления дефектны, система 46 управления может идентифицировать по меньшей мере один краскораспределительный узел, красочный валик, формный цилиндр, офсетный цилиндр или опорный элемент, который должен регулироваться, чтобы исправить дефектное оформление.
Когда система 46 управления обучена распознавать приемлемое оформление, система 46 управления может обнаруживать оформление 58, которое отличается от приемлемого оформления. Конкретно, когда система 46 управления считала достаточное количество оформлений 58, чтобы создать базовое изображение, базовое изображение может использоваться для определения в дальнейшем, являются ли сформированные оформлении 58 приемлемыми или дефектными. Таким способом система управления может определить, что металлический контейнер содержит неприемлемое или дефектное оформление. В одном из вариантов осуществления система 46 управления может быть обучена распознавать приемлемое оформление, когда датчиком 50 считаны меньше 100 металлических контейнеров с приемлемыми оформлениями и сшиты в базовое изображение. Альтернативно, в другом варианте осуществления система 46 управления обучается распознавать приемлемое оформление после получения данных датчика приблизительно для 100-200 металлических контейнеров с приемлемым оформлением и создания базового изображения. В одном из вариантов осуществления данные приблизительно от 200 до приблизительно 600 металлических контейнеров с приемлемым оформлением собираются датчиками и далее сшиваются вместе, чтобы сформировать базовое изображение. Как вариант, базовое изображение будет создано после того, как 500 металлических контейнеров с приемлемым оформлением были считаны датчиками 49, 50. В соответствии с вариантами осуществления представленного изобретения, система 46 управления может использовать контролируемые и/или неконтролируемые способы машинного обучения, такие как, но не ограничиваясь только этим, векторные машины поддержки, стимулируемые деревья решений и/или одна или более нейронных сетей, чтобы распознать приемлемое оформление.
В одном из вариантов осуществления система 46 управления сравнивает данные датчика, принятые от одного или более датчиков 49, 50, с известной ссылкой, хранящейся в памяти. Например, система 46 управления может сравнить данные датчика или участок полученного изображения с базовым изображением. Базовое изображение в одном из вариантов осуществления сшивается из данных, собранных по множеству металлических контейнеров 54 с оформлением 58, которое является приемлемым. В другом варианте осуществления базовое изображение создается из изображения одного металлического контейнера с приемлемым оформлением и запоминается в памяти. Альтернативно, базовое изображение создается системой управления и запоминается в памяти. В еще одном другом варианте осуществления базовое изображение создается оператором или клиентом и загружается в память системы управления.
Базовое изображение металлического контейнера может быть запомнено в памяти 90, 92 системы 46 управления. В другом варианте осуществления базовое изображение может быть запомнено в базе 110 данных, с которой система 46 управления осуществляет связь, как, например, при соединении с сетью 102.
Оформление может быть дефектным, если один из краскораспределительных узлов 8, 16 переносит чрезмерное или недостаточное количество краски 26 на участок печатных форм 6, 14. В другом варианте осуществления оформление может быть дефектным, если краскораспределительные узлы 8, 16 переносят краску 26 на несоответствующий участок печатных форм 6, 14. Оформление может также быть дефектным, если дукторный валик 13 переносит неправильное количество краски от соответствующего красочного валика 10, 18 к печатной форме 6, 14.
Если система 46 управления определяет, что оформление 58 дефектно, система 46 управления может действовать так, чтобы определить, должен ли какой-либо компонент декоратора 2 регулироваться, чтобы создавать приемлемое оформление 58. Более конкретно, в одном из вариантов осуществления система 46 управления может определить, какой краскораспределительный узел 8, 16 связан с дефектным оформлением, основываясь, по меньшей мере, частично, на цвете краски 26 дефектного оформления. В одном из вариантов осуществления система 46 управления может восстановить данные из поля 120 структуры 110 данных, чтобы определить, какой краскораспределительный узел 8, 16 связан с цветом краски. Система 46 управления может определить по меньшей мере один красочный нож 21, 22 этого краскораспределительного узла 8, 16, который связан с дефектом, основываясь на местоположении дефекта оформления на одном или более цилиндрических участках 57. Например, в одном из вариантов осуществления краскораспределительный узел 8 содержит первую краску 26A первого цвета. База 110 данных содержит информацию в поле 120, связанную с первой краской 26A и с первым краскораспределительным узлом 8. Один или более датчиков 49, 50 получают данные, связанные с металлическим контейнером 54 (показан на фиг. 11), который содержит оформление 58B. Система 46 управления может определить, что участок оформления 58B, сформированный первой краской 26A, дефектен. Дефект может находиться на цилиндрическом участке 57E. Соответственно, система 46 управления может определить, что красочный нож 21E или 22E краскораспределительного узла 8 находится в неправильном положении относительно осевого участка 20E первого красочного валика 10. Если причиной дефекта оформления является слишком мало или слишком много краски, система 46 управления может определить, что движение дукторного валика 13 должно регулироваться. Альтернативно, система 46 управления может определить, что скорость вращения одного или более красочного валика 10, 18 или передаточного валика красочного устройства 11, 19 должна быть изменена, чтобы изменить количество краски, переносимое к печатной форме.
Система 46 управления может заставить один или более соответствующих приводов 30 изменять расположение красочных ножей 21 или красочного ножа 22, чтобы увеличить или уменьшить зазор 32. В одном из вариантов осуществления система 46 управления может автоматически посылать сигнал одному или более соответствующим приводам 30, чтобы изменить расположение красочных ножей 21 или красочного ножа 22 для увеличения или уменьшения зазора 32. Таким способом система 46 управления может регулировать количество краски 26, переносимое к печатным формам 6, 14 одного или более формных цилиндров 4, 12 без вмешательства оператора декоратора 2.
Дополнительно, система 46 управления может, как вариант, послать сигнал на приводы 30, чтобы регулировать осевое положение соответствующего сегмента 24 ножа относительно красочных валиков 10, 18. Более конкретно, в одном из вариантов осуществления сигнал от системы 46 управления может заставить привод 30F перемещать по меньшей мере участок соответствующего сегмента 24F ножа в направлении сегмента 24E ножа или сегмента 24G ножа, как, в целом, показано на фиг. 3D.
В другом варианте осуществления система 46 управления может послать сигнал на привод, связанный по меньшей мере с одним элементом декоратора 2, таким как краскораспределительные узлы 8, 16, красочные валики 10, 18, формные цилиндры 4, 12, офсетный цилиндр 36 и опорный элемент 42. Сигнал может заставить привод перемещать соответствующий элемент, чтобы автоматически исправлять дефектное оформление, связанное с положением или выравниванием оформления. Привод может перемещать соответствующий элемент в одном или более конкретных направлениях, в том числе, вдоль одного из таких направлений, как направление х, направление y и направление z. В другом варианте осуществления система 46 управления может послать сигнал на привод, связанный с дукторным валиком 13. Сигнал может заставить привод изменять скорость, с которой движется дукторный валик 13, чтобы отрегулировать количество краски 26, переносимое от красочного устройства 11, 19 к печатной форме 6, 14.
В другом варианте осуществления система 46 управления может сообщить оператору об изменениях, сделанных в элементах декоратора 2, чтобы исправить дефектное оформление. В одном из вариантов осуществления сообщение может содержать изменения радиального или осевого положения одного или более красочных ножей 21 или сегментов 24 красочного ножа 22, требующиеся, чтобы исправить дефектное оформление. Дополнительно или альтернативно, сообщение может содержать изменения в других элементах декоратора 2, которые требуются, чтобы исправить дефектное оформление, такие как изменения в работе дукторного валика 13.
Сообщение может быть представлено на устройстве 88 вывода системы 46 управления, таком как дисплей. Таким способом оператор может по меньшей мере просмотреть изменения, такие как изменения для красочных ножей 21 или сегментов 24 красочного ножа 22, подготовленные системой 46 управления. В одном из вариантов осуществления оператор должен подтвердить запланированные изменения, прежде чем система 46 управления пошлет сигнал на приводы 30, чтобы изменить положения. В другом варианте осуществления оператор может использовать устройство 86 ввода, такое как указатель (такой как "мышь", сенсорная панель или шаровой указатель), клавиатуру или сенсорный экран системы 46 управления, чтобы одобрить, отклонить или изменить изменения, запланированные системой управления.
В одном из вариантов осуществления после сообщения оператору об изменениях, запланированных для элементов декоратора 2, система 46 управления ждет заданный промежуток времени. Как вариант, если оператор не отклоняет запланированные изменения в течение заданного периода времени, система 46 управления посылает сигнал на приводы 30, чтобы осуществить запланированные изменения. В другом варианте осуществления, если оператор не подтверждает запланированные изменения в течение заданного времени, система 46 управления не будет посылать сигнал на приводы 30 и красочные ножи 21 или сегменты 24 красочного ножа 22 и другие элементы декоратора останутся в существующем положении.
Снова, как показано на фиг. 11, система 46 управления может определить, что одно или более оформлений 58A, 58B (или участок одного из оформлений 58) является дефектным. Например, участок оформления 58B на цилиндрическом участке 57E может быть дефектным. Один или более датчиков 49, 50 могут иметь цель 59E, связанную с цилиндрическим участком 57E. В одном из вариантов осуществления система 46 управления может использовать данные датчиков 49, 50, чтобы определить, что дефект имеет место из-за несоответствующего количества одной или более первой и второй красок 26A, 26B переносимого на цилиндрический участок 57E. Используя данные датчика, система 46 управления может определить, что несоответствующее количество краски вызвано одной или более из следующих причин: (1) слишком много первой краски 26A поступает от осевого участка 20E первого красочного валика 10; (2) слишком мало первой краски 26A поступает от осевого участка 20E первого красочного валика 10; (3) слишком много второй краски 26B поступает от осевого участка 20E второго красочного валика 18; и (4) слишком мало второй краски 26B поступает от осевого участка 20E второго красочного валика 18.
После определения причины дефекта для части оформления 58B на цилиндрическом участке 57E система 46 управления может послать сигнал на привод 30E, связанный с осевым участком 20E первого красочного валика 10, чтобы изменить зазор 32 между осевым участком 20E первого красочного валика 10 и соответствующим красочным ножом 21 или сегментом 24E красочного ножа 22. Сигнал может приводить в результате к увеличению или уменьшению количества первой краски 26A, переносимого на осевой участок 20E первого красочного валика 10. Если дефект связан с неправильным количеством второй краски 26B, переносимым на цилиндрический участок 57E, система 46 управления может послать аналогичный сигнал на привод 30E, связанный с осевым участком 20E второго красочного валика 18, чтобы регулировать количество второй краски 26B, переносимое на цилиндрический участок 57E. Как вариант, в другом варианте осуществления система 46 управления может послать сигнал на насос, чтобы изменить количество краски, подаваемое в канал 29E краски красочного ножа 22D первого или второго красочного валика 10, 18.
Альтернативно, система 46 управления может определить, что дефект не связан с несоответствующим количеством краски 26A, 26B, переносимым на металлический контейнер 54. Как должно быть понятно специалисту у данной области техники, дефект может быть связан с другими проблемами, такими как, но не ограничиваясь только этим: проблема с одной из печатных форм 6, 14, проблема с офсетным полотном 38, дефектная краска 26 и проблема с опорным элементом 42. Проблемы с печатными формами 6, 14 и офсетными полотнами 38, помимо прочего, содержат: поврежденные, дефектные и неровные печатные формы 6, 14 или офсетные полотна 38.
Печатные формы 6, 14 и офсетные покрытия 38 постепенно изнашиваются в процессе производства. Например, частый контакт печатных форм 6, 14 с красочными валиками 10, 18 (или передаточными валиками красочных устройств) и офсетными полотнами 38 вызывает износ поверхности печатных форм 6, 14. Офсетные полотна 38 также подвергаются износу вследствие контакта с печатными формами 6, 14 и металлическими контейнерами 54. Система 46 управления может компенсировать износ, по существу, непрерывно регулируя количество краски 26A, 26B, переносимое на металлические контейнеры 54, как описано выше. В одном из вариантов осуществления износ может вызвать дефект оформления, такой как, неправильное расположение или неправильное выравнивание. В ответ на определение, исходя из данных датчика, что дефект вызван неправильным расположением или неправильным выравниванием одного или более оформлений 58, система 46 управления может послать сигнал перемещения одного или более из краскораспределительных узлов 8, 16, красочных валиков 10, 18, формных цилиндров 4, 12, офсетного цилиндра 36 или опорного элемента 42 в конкретном направлении. Таким способом система 46 управления может автоматически корректировать дефектное оформление, вызванное неправильным расположением или выравниванием оформления.
Иногда печатная форма 6, 14 или офсетное полотно 38 бывают повреждены. Повреждение может произойти либо перед началом процесса производства, либо в процессе производства. Печатная форма 6, 14 или офсетное полотно 38 могут также содержать дефект, влияющий на качество оформления. Дополнительно, печатные формы 6, 14 или офсетное полотно 38 могут быть расположенными не должным образом относительно соответствующего формного цилиндра 4, 12 или офсетного цилиндра 36. Проблема выравнивания может возникнуть в процессе производства. Например, высокая скорость вращения формных цилиндров 4, 12 или офсетного цилиндра 36 может заставить печатные формы 6, 14 или офсетное полотно 38 выйти из правильного выравнивания, что отрицательно влияет на оформление, формируемое на металлических контейнерах 54.
Система 46 управления может определить, что дефектное оформление 58 имеет место из-за проблемы с печатной формой 6, 14 или офсетным полотном 38, поскольку дефектное оформление 58 периодически повторяется на других металлических контейнерах 54. Более конкретно, металлический контейнер 54 с дефектным оформлением, вызванным проблемой с печатной формой 6, 14 или офсетным полотном 38, может находиться между металлическими контейнерами с удовлетворительным оформлением.
Система 46 управления может связать причину дефектного оформления с печатными формами 6, 14 или с офсетным покрытием 38, основываясь на том, как часто дефектное оформление повторяется на металлических контейнерах. Более конкретно, в одном из вариантов осуществления, количество печатных форм 6, 14 на формных цилиндрах 4, 12 отличается от количества офсетных полотен 38 на офсетном цилиндре 36. Соответственно, дефектное оформление, вызванное проблемой с офсетным полотном 38, будет повторяться со скоростью, отличной от дефектного оформления, являющегося результатом проблемы с печатной формой 6, 14. Если дефектное оформление повторяется со скоростью, равной количеству офсетных полотен 38, система 46 управления может определить, что дефектное оформление вызвана проблемой с одним из офсетных полотен 38. В противном случае, если дефектное оформление повторяется на каждом металлическом контейнере и расположено в одном и том же положении при каждом дефектном оформлении, система 46 управления может определить, что причиной дефектного оформления является проблемная печатная форма 6, 14. В одном из вариантов осуществления, в который каждый формный цилиндр 4, 12 содержит только одну печатную форму 6, 14, проблема с одной из печатных форм 6, 14 вызовет дефектное оформление у каждого металлического контейнера.
Дефектное оформление может прослеживаться системой 46 управления либо до печатных форм 6 первого формного цилиндра 4, либо до печатных форм 14 второго формного цилиндра 12, основываясь на том, с первой или второй краской 26A, 26B связано периодическое дефектное оформление. Например, если дефектные оформления наблюдаются и дефект связан только с первой краской 26A, то тогда система 46 управления может определить, что первая печатная форма 6 имеет проблему. Альтернативно, если дефект оформления происходит на каждом металлическом контейнере и связан только со второй краской 26B, проблема связана со второй печатной формой 14. В одном из вариантов осуществления система 46 управления может послать сигнал на один или более формных цилиндров 4, 12, чтобы изменить положение печатной формы 6, 14 и исправить расположение печатной формы на формном цилиндре. Таким способом система 46 управления может исправить дефектное оформление из-за неправильного расположения или выравнивания печатной формы 6, 14. В другом варианте осуществления система 46 управления может послать сигнал на привод офсетного цилиндра 36. Сигнал может дать команду приводу переместить офсетное полотно 40 в конкретном направлении, чтобы исправить неправильно выровненное офсетное полотно 40.
Проблема с опорным элементом 42 может быть идентифицирована системой управления, когда оформление неправильно выровнено или размещено на металлическом контейнере 54. Например, опорный элемент 42 может быть неправильно выровнен с офсетным цилиндром 36. Когда это происходит, оформление, переносимое на металлический контейнер 54, может неправильным образом быть расположено на металлическом контейнере. Например, оформление может находиться слишком высоко или низко на металлическом контейнере. Альтернативно, оформление может быть не выровнено с осью металлического контейнера. Дефектное оформление может также быть вызвано тем, что металлический контейнер 54 должным образом не выровнен с местом на опорном элементе 44. Например, место 44 может быть повреждено или изношено, поэтому металлический контейнер 54 не может быть должным образом выровнен с офсетным полотном 38. В одном из вариантов осуществления опорный элемент 42 содержит множество стержней 44. Стержень 44 может быть поврежден таким образом, что находящийся на нем металлический контейнер 54 не выровнен должным образом с офсетным полотном 38. Система 46 управления может определить, что опорный элемент 42 или место 44 на опорном элементе связано с дефектным оформлением, основываясь, по меньшей мере частично, на частоте, с которой возникает дефект оформления. В одном из вариантов осуществления система 46 управления может послать сигнал на привод, связанный с опорным элементом 42, чтобы переместить опорный элемент 42 или стержень 44 опорного элемента в определенном направлении, чтобы устранить дефект оформления. В другом варианте осуществления система 46 управления может послать оператору сигнал тревоги, указывая, что дефектное оформление связано с опорным элементом 42.
Дефектная краска 26 может содержать одно или более из следующего: краска несоответствующего цвета, неправильная вязкость краски, примеси в краске и краска, находящаяся при неправильной температуре. Система 46 управления может определить, что дефектное оформление связано с дефектной краской, если подобные недостатки наблюдаются на множестве металлических контейнеров и регулирование количества краски, переносимого на металлические контейнеры, не устраняет дефект. В одном примере система 46 управления может распознать дефектное оформление и определить, что причиной является неправильное количество краски. Система 46 управления может регулировать положение одного или более красочных ножей 21 или части красочного ножа 22, связанного по меньшей мере с первым красочным валиком 10 или вторым красочным валиком 18. Дополнительно или альтернативно, система 46 управления может изменить скорость перемещения (или моменты времени перемещения) дукторного валика 13, чтобы изменить количество краски, переносимое на одну или более печатные формы 6, 14. Более конкретно, время касания дукторного валика 13 с соответствующим красочным валиком 10, 18 может быть увеличено или уменьшено. Если подобные дефектные оформления идентифицируются системой 46 управления после регулирования красочных ножей 21 или участков красочного ножа 22 или перемещения дукторного валика 13, система управления может определить, что причиной дефектного оформления является дефектная краска.
В другом варианте осуществления система 46 управления может определить, что дефектная краска вызывает дефектные оформления, когда дефект наблюдается на двух или более цилиндрических участках 57 цилиндрического корпуса 56 металлического контейнера. Более конкретно, неправильно отрегулированный красочный нож 21 или сегмент 24 красочного ножа 22 должен влиять только на один цилиндрический участок 57 металлического контейнера. Напротив, когда дефектная краска подается на краскораспределительный узел 8, 16, дефектная краска будет переноситься по всем осевым участкам 20 красочных валиков 10, 18. Соответственно, дефекты оформления будут содержать по меньшей мере два цилиндрических участка 57 металлического контейнера 54.
Система 46 управления может назначить значение ошибки для каждого дефектного оформления. В одном из вариантов осуществления значение ошибки может быть сохранено на участке 130 базы 110 данных. В одном из вариантов осуществления система 46 управления может выполнять различные действия, основываясь на уровне значения ошибки. Например, в одном из вариантов осуществления система 46 управления может предпринять первые меры при первом значении ошибки и вторые меры при втором значении ошибки. В другом варианте осуществления первые меры могут содержать посылку сигнала на привод, чтобы отрегулировать элемент декоратора 2. Сигнал может активировать привод для перемещения соответствующего красочного ножа 21, 22, краскораспределительного узла 8, 16, красочного валика 10, 18, формного цилиндра 4, 12, офсетного цилиндра 36 или опорного элемента 42 в конкретном направлении. Альтернативно, сигнал может заставить привод изменять скорость перемещения дукторного валика 13. Первые меры могут также содержать посылку оператору сигнала тревоги. Вторые меры могут содержать посылку сигнала на эжектор 62, чтобы удалить с конвейера 48 металлический контейнер с дефектным оформлением. В одном из вариантов осуществления вторые меры могут также содержать посылку сигнала на декоратор 2, чтобы остановить декоратор. В одном из вариантов осуществления первое значение ошибки находится на уровне предупреждения, а второе значение ошибки - на уровне брака. В другом варианте осуществления первое значение ошибки ассоциируется с дефектом, связанным с первой плотностью оформления. Первая плотность может быть получена одним или более датчиками 49, 50 и передаваться системе 46 управления. Второе значение ошибки может быть связано со второй плотностью дефектного оформления. В одном из вариантов осуществления, назначая уровень предупреждения, прежде чем назначить уровень брака, системе 46 управления, прежде чем останавливать декоратор, дается некоторый промежуток времени, чтобы отрегулировать декоратор 2 и устранить дефектное оформление.
В другом варианте осуществления значение ошибки увеличивается в соответствии с увеличением значения дефекта. Значение ошибки может быть связано с одним или более из таких параметров, как цвет, плотность, выравнивание, глубина и консистенция дефектного оформления. В одном примере значение ошибки пропорционально площади поверхности для внешней поверхности 56 контейнера, покрытой дефектным оформлением. Дополнительно или альтернативно, значение ошибки может быть ниже заданного значения, если дефект невидим человеческому глазу. Точно также, значение ошибки может быть выше заданного значения, если дефект видим человеку.
Значение ошибки может также быть связано с частотой периодического дефектного оформления. Например, значение ошибки, связанное с проблемой печатной формы 6, 14 или офсетного полотна 38 (которая, в некоторых случаях, не может быть исправлена системой 46 управления), может быть более высоким, чем значение ошибки для дефектного оформления, связанного с количеством краски, переносимым на металлический контейнер (что может быть исправлено системой 46 управления). В одном из вариантов осуществления дефектное оформление, вызванное печатной формой 6, 14, даст более высокое значение ошибки по оценке системой 46 управления, чем для дефектного оформления, вызванного офсетным полотном 38. Значение ошибки, связанное с дефектным оформлением, вызванным печатной формой 6, 14, является более высоким, чем значение ошибки, связанное с дефектом, вызванным офсетным полотном 38, потому что дефект из-за печатной формы будет происходить более часто, чем дефект из-за офсетного полотна, поскольку каждый формный цилиндр 4, 12 содержит только одну печатную форму 6, 14. Соответственно, дефектная печатная форма 6, 14 вызовет дефект оформления на каждом металлическом контейнере, оформленном декоратором 2.
В одном из вариантов осуществления значение ошибки может увеличиваться, основываясь на количестве наблюдаемых металлических контейнеров с дефектным оформлением. Более конкретно, дефектное оформление может быть связано с первым значением ошибки. Первое значение ошибки может быть уровнем предупреждения. Если в пределах заданного времени идентифицируются дополнительные металлические контейнеры с дефектным оформлением, система 46 управления может увеличить значение ошибки до второго значения ошибки. Система 46 управления может затем послать декоратору 2 сигнал, который заставляет декоратор остановиться. В одном из вариантов осуществления, когда система 46 управления распознает заданное количество металлических контейнеров 60 с дефектным оформлением, система 46 управления посылает сигнал, который заставляет декоратор 2 остановиться.
Как вариант, система 46 управления может назначить значение ошибки, основываясь на ΔE разности между целевым значением цвета и значением цвета, измеренным датчиком 49, 50. Например, если ΔE находится в пределах заданного процента от целевого значения, система управления может назначить дефектному оформлению первое значение ошибки. В ответ система 46 управления может определить причину дефектного оформления. В одном из вариантов осуществления система 46 управления может послать сигнал на привод, связанный с компонентом декоратора 2, который может регулироваться, чтобы устранить дефект. В одном из вариантов осуществления, когда ΔE находится в пределах приблизительно 5% от целевого значения цвета, система управления назначит первое значение ошибки.
Когда ΔE находится в пределах второго заданного процента от целевого значения, система управления может назначить для оформления второе значение ошибки. Второе значение ошибки может заставить систему 46 управления активировать эжектор 62, чтобы удалить металлический контейнер 60 с дефектным оформлением с конвейера 48. Подобно первому значению ошибки, система 46 управления может определить причину дефектного оформления и, если регулирование компонента декоратора 2 сможет устранить причину дефектного оформления, система 46 управления может, как вариант, послать сигнал на один или более приводов 30 декоратора. Как вариант, после назначения второго значения ошибки система 46 управления может формировать сигнал тревоги. В одном из вариантов осуществления второе значение ошибки назначается дефектному оформлению, для которой ΔE находится в пределах приблизительно до 15% целевого значения для цвета.
Когда ΔE превышает заданное значение, система 46 управления может назначить для дефектного оформления третье значение ошибки. В одном из вариантов осуществления третье значение ошибки назначается для оформления, у которого ΔE больше приблизительно 15% от целевого значения цвета. В одном из вариантов осуществления после назначения дефектному оформлению третьего значения ошибки система 46 управления может послать сигнал остановить декоратор 2. Дополнительно или альтернативно, система 46 управления может послать оператору сигнал тревоги, связанный с третьим значением ошибки.
В другом варианте осуществления, для дефектного оформления, которое система 46 управления определяет как вызванное дефектной краской 26, система 46 управления может назначить значение ошибки, которое выше, чем значения ошибки, связанные с проблемами с печатными формами 6, 14 и офсетным полотном 38. Более высокое значение ошибки для дефектных краски устанавливается потому, что дефектная краска может вызвать дефектные оформлении с более высокой частотой, чем для дефектных оформлений, вызванных проблемами печатных форм 6, 14 и офсетных полотен 38.
Система 46 управления может формировать код ошибки или тревоги, связанный с дефектными оформлениями. В одном из вариантов осуществления, код ошибки или тревоги хранится в поле 130 базы 110 данных. Код тревоги может содержать информацию о причине дефектного оформления, как она определена системой 46 управления. Значение ошибки, назначенное дефектному оформлению системой 46 управления, может быть включено в код тревоги. В одном из вариантов осуществления система 46 управления может формировать код тревоги, когда дефектное оформление связано с несоответствующим количеством краски, переносимым на металлический контейнер, проблемой с печатной формой 6, 14 или офсетным полотном 38 или дефектной краской. В другом варианте осуществления код тревоги формируется, когда значение ошибки, назначенное дефектному оформлению, превышает заданное значение. В еще одном другом варианте осуществления код тревоги может формироваться для каждого дефектного оформления, идентифицированного системой 46 управления. В одном из вариантов осуществления код тревоги может формироваться для дефектных оформлений, которые система управления не может исправить или которые не могут быть устранены. Например, дефектное оформление, которое система управления не может исправить, посылая сигналы на приводы 30, чтобы отрегулировать количество краски, переносимое на металлические контейнеры 54, или путем регулирования положение одного или более из таких устройств, как краскораспределительный узел, красочные валики, формные цилиндры, офсетный цилиндр и опорный элемент, может заставить систему 46 управления сформировать код тревоги. В другом варианте осуществления система 46 управления может сформировать код тревоги для дефектных оформлений, для которых система управления не может распознать причину.
Дополнительно или альтернативно, система 46 управления может остановить декоратор 2 после обнаружения дефектного оформления, основываясь на правилах, хранящихся в памяти 96 системы 46 управления. В одном примере правила могут заставить систему 46 управления остановить декоратор 2, когда значение ошибки выше заданного. Таким способом система 46 управления может остановить декоратор при одном или более из следующих событий: (1) дефектное оформление происходит с заданной частотой или выше нее; (2) дефектное оформление имеет площадь поверхности больше заданного значения; (3) обнаруживается количество дефектных оформлений, больше заданного; (4) схожие дефектные оформления обнаруживаются после того, как положение по меньшей мере одного красочного ножа 21 или участка красочного ножа 22 регулируется сигналом от системы 46 управления на привод 30; и (5) схожие дефектные оформления обнаруживаются после того, как скорость вращения одного или более красочного валика 10, 18 и передаточного валика красочного устройства 11, 19 изменяется сигналом от системы 46 управления на элемент привода.
Как вариант, когда система 46 управления определяет, что металлический контейнер 60 имеет дефектное оформление 58, система 46 управления действует так, чтобы послать сигнал активации эжектора 62. Эжектор 62 выполнен с возможностью удаления металлического контейнера 60 с конвейера 48, как показано на фиг. 1, путем бракования металлического контейнера 60. Таким способом металлические контейнеры 60 с дефектным оформлением не транспортируются к последующему после декоратора оборудованию 66.
В одном из вариантов осуществления система 46 управления посылает сигнал на эжектор 62, чтобы удалить металлические контейнеры 54, содержащие дефектное оформление со значением ошибки, превышающим заданный уровень. Некоторые дефектные оформления могут быть трудно различимы. Хотя дефектное оформление не соответствует стандартам оформления, дефект может быть не очевиден для человеческого глаза. Соответственно, система 46 управления может регулировать красочные ножи 21 или участки красочного ножа 22, чтобы устранить дефект; однако, если дефект не обнаруживается человеческим глазом, система 46 управления может позволить металлическому контейнеру 54 продолжить путь к расположенному после декоратора оборудованию 66. Например, если оформление с дефектным цветом оценивается в цветовом пространстве L*a*b и содержит на ΔE меньше, чем приблизительно 1, дефектный цвет, вероятно, незаметен человеческому наблюдателю. В одном из вариантов осуществления, когда оформление содержит на ΔE меньше приблизительно 1, металлический контейнер 54 не бракуется. Другие дефектные оформления могут быть очевидны для человеческого глаза. В одном из вариантов осуществления оформления с ΔE больше приблизительно 1, бракуются. Оформлению, видимому людям, может быть назначено более высокое значение ошибки, поскольку металлические контейнеры 60 с явно дефектным оформлением требуют бракования. Соответственно, система 46 управления может послать сигнал на эжектор 62, чтобы предотвратить прохождение потока металлических контейнеров 60 с видимыми дефектами, превышающими заданное значение ошибки, к оборудованию 66, расположенному после декоратора.
В одном из вариантов осуществления, эжектор 62 использует выброс сжатого газа, такого как воздух, для удаления с конвейера 48 металлических контейнеров 60 с дефектным оформлением. В другом варианте осуществления эжектор 62 контактирует и прикладывает механическую силу к дефектным металлическим контейнерам 60. С помощью силы металлические контейнеры 60 удаляются с конвейера 48.
Металлические контейнеры 54 с приемлемым оформлением 58 транспортируются мимо эжектора 62 к оборудованию 66, расположенному после декоратора. В одном из вариантов осуществления оборудование 66, расположенное после декоратора, содержит одно или более из следующего: грунтовальная машина, печь, машина для парафинирования, машина штамповки горловины, тестер, место контроля, датчик и штабелеукладчик. Грунтовальная машина наносит лак (или другой материал) на внутреннюю поверхность металлического контейнера 54. В одном из вариантов осуществления грунтовальная машина располагается до датчика 50. Соответственно, в одном из вариантов осуществления металлические контейнеры 54 могут быть покрыты лаком прежде, чем будут считаны датчиком 49, 50. Печь отверждает лак. Тонкий слой смазки может быть наноситься машиной для парафинирования на участок корпуса контейнера, ближайший к открытому концу металлического контейнера 54. Машина штамповки горловины снижает диаметр участка корпуса металлического контейнера и делает загиб на контейнерах для аэрозоля. Тестер проверяет контейнер на наличие случайных отверстий или утечек. На месте контроля может проверяться форма или другие признаки металлического контейнера 54. Как вариант, расположенное после декоратора оборудование 66 содержит по меньшей мере один датчик. Датчик может быть таким же, как датчики 49, 50 или подобным. Соответственно, в одном из вариантов осуществления система 46 управления может принимать данные, собранные связанным с внешней поверхностью 56 металлических контейнеров 54 датчиком оборудования 64, находящегося после декоратора. Штабелеукладчик может связывать готовые металлические контейнеры 54 для погрузки или хранения.
На фиг. 16, в целом, показан один вариант осуществления способа 166 представленного изобретения, чтобы определить причину дефектного оформления металлического контейнера 54. Хотя на фиг. 16 показан общий порядок прохождения этапов способа 166, способ 166 может содержать больше или меньше этапов или может работать в другой последовательности, отличной от показанной на фиг. 16. Дополнительно, хотя этапы способа 166 могут быть описаны последовательно, многие из этапов могут фактически выполняться параллельно или одновременно. В целом, способ 166 начинается с начала работы на этапе 168 и заканчивается на этапе 188. По меньшей мере, часть способа 166 может выполняться как набор исполняемых компьютером команд, исполняемых компьютерной системой, и кодироваться или сохраняться на считываемом компьютером носителе. Один пример компьютерной системы может содержать, например, систему 46 управления. Пример считываемого компьютером носителя может содержать, но не ограничиваясь только этим, память системы 46 управления. Здесь далее способ 166 будет объясняться в отношении системы 46 управления, декоратора 2 и компонентов, описанных в сочетании с фиг. 1-15.
На этапе 170 система 46 управления получает данные от датчика 49, 50. Система 46 управления может затем на этапе 172 определить, является ли оформление удовлетворительным. В одном из вариантов осуществления система 46 управления сравнивает данные датчика с запомненными данными приемлемого оформления. Как вариант, запомненные данные связаны с базовым изображением, содержащим данные, собранные по множеству металлических контейнеров с приемлемым оформлением. Альтернативно, запомненные данные приемлемого оформления предоставляются оператором или клиентом. В одном из вариантов осуществления запомненные данные приемлемого оформления формируются из изображения одного металлического контейнера.
Когда данные датчика отклоняются от запомненных данных на заданное значение, система 46 управления может определить, что оформление металлического контейнер 60 дефектно. Конкретно, если данные датчика для оформления отклоняются более чем на заданное значение от базового изображения, оформление дефектно. В одном из вариантов осуществления, любое расхождение между данными датчика и базовым изображением приводят в результате к маркировке системой 46 управления оформления 58 как дефектного. Соответственно, система 46 управления может определить причину и меры по исправлению дефектного оформления.
Как вариант, система 46 управления может установить значение ошибки для дефектного оформления. Как ранее описано, значение ошибки может быть связано с одним или более, но не ограничиваясь только этим, типом дефектного оформления, частотой появления дефектного оформления, независимо от того, видимо ли дефектное оформление человеку, и величиной отклонения цвета оформлении от целевого значения величины цвета (такой как ΔE).
В одном из вариантов осуществления значение ошибки является уровнем предупреждения или уровнем брака. Система 46 управления может определить, что оформление является дефектным по одной или более причинам. Например, система 46 управления может определить, что оформление дефектно из-за одного или более из следующего: неправильное количество краски, дефектная краска, дефектная печатная форма или офсетное полотно, неправильное положения оформлении, неправильное выравнивание оформления и прочее. В одном из вариантов осуществления система управления определяет, что оформление является удовлетворительным или дефектным, как описано в сочетании с этапом 158 на фиг. 15. Если оформление является неудовлетворительным, способ 166 переходит по связи NO к этапу 174. Когда оформление является удовлетворительной, способ 166 перескакивает по связи YES и этапу 188 окончания.
На этапе 174 система 46 управления может определить, вызвано ли дефектное оформление неправильным количеством краски 26, переносимым на металлический контейнер 60. Неправильное количество краски может содержать слишком много, или слишком мало краски, переносимой на один или более осевых участков 20 и далее на металлический контейнер 60. Неправильное количество краски может приводить в результате к дефектному оформлению, которое имеет неправильный цвет, неправильную оптическую плотность слоя краски или неправильную толщину. Система 46 управления может определить, что дефектное оформление является следствием неправильного количества краски, исходя из данных, полученных от датчика 50.
В одном из вариантов осуществления, когда оформление 58 дефектно только на одном цилиндрическом участке 57 металлического контейнера 60 и дефект повторяется во множестве металлических контейнеров 60, система 46 управления может определить, что дефектное оформление связано с недостаточным количеством краски 26 переносимой на осевой участок 20 одного из красочных валиков 10, 18. Дополнительно или альтернативно, система 46 управления может определить, что дефектное оформление является результатом неправильного количества краски, если по меньшей мере один из таких параметров, как цвет, плотность или толщины по меньшей мере участка оформления 58 отличается от цвета, плотности и толщины соответствующего участка приемлемого оформления, такого как приемлемое оформление, хранящееся в объекте 116 данных базы 110 данных.
Дополнительно, на этапе 174 система 26 управления может определить, какой красочный нож 21 или участок красочного ножа 22 связан с цилиндрической поверхностью 57, которая содержит несоответствующее количество краски 26. Когда несоответствующее количество краски является причиной дефектного оформления, несоответствующее количество краски будет иметь, по существу, однородную плотность или толщину по всей цилиндрической части 57 металлического контейнера 60. Соответственно, неправильно отрегулированный красочный нож 21 или часть 24 красочного ножа 22 будет, в целом, соответствовать цилиндрическому участку 57 с несоответствующим количеством краски.
Например, если цилиндрический участок 57B контейнера 54, показанный на фиг. 11, содержит оформление 58A, сформированное с несоответствующим количеством краски, то красочный нож 21B или сегмент ножа 24B красочного ножа 22 неправильно отрегулирован относительно одного из красочных валиков 10, 18. Система 46 управления может также определить, содержит ли краскораспределительный узел 8, 16 неправильно отрегулированный красочный нож 21B или сегмент ножа 24B, основываясь, по меньшей мере частично, на типе или цвете краски 26, связанной с дефектом, идентифицированным на цилиндрическом участке 57B. Более конкретно, если красочный нож 21B или сегмент ножа 24B первого краскораспределительного узла 8 будет неправильно отрегулирован, то дефектное оформление будет связано с первой краской 26A. Система 46 управления может также рассмотреть данные, принятые от потенциометра 80B, связанного с красочным ножом 21B или сегментом ножа 24B, чтобы определить текущее положение сегмента ножа или красочного ножа. Данные, принятые от потенциометра, могут указывать, что красочный нож 21B или сегмент 24В ножа непреднамеренно или неожиданно передвинулся из начального положения.
В одном из вариантов осуществления система 46 управления может также рассмотреть данные, принятые от одного или более датчиков 49B, 49C в отношении краски на печатных формах. Данные от датчиков 49B, 49C могут указать, что красочный нож 21 или сегмент 24 ножа одного из краскораспределительных узлов 8, 16 переносит неправильное количество каски 26. Соответственно, система 46 управления может рассмотреть данные множества датчиков 49, 50 и потенциометров 80, чтобы определить, какой красочный нож 21 или сегмент 24 ножа отрегулирован ненадлежащим образом.
Система 46 управления может также определить, что несоответствующее количество одного типа или цвета краски 26 было применено к более чем одному цилиндрическому участку 57 контейнера 54. Конкретно, плотность краски 26 может быть неправильной на всей внешней поверхности 56 контейнера. В ответ, система 46 управления может определить, что регулирование скорости или моментов времени движения дукторного валика 13 красочного устройства 11, 19, связанного с красками 26, должно исправить дефект. Альтернативно, система 46 управления может определить, что несоответствующее количество переносимой краски может быть отрегулировано, изменяя скорость вращения красочного валика 10, 18 и передаточного валика красочного устройства 11, 19. Красочные валики 10, 18 и передаточные валики могут приводиться в движение элементами привода, связанными с системой 46 управления. Система управления может посылать сигналы на один или более элементов привода, связанных с красочным валиком 10, 18 и передаточным валиком, чтобы регулировать количество краски, переносимое краскораспределительным узлом 8, 16 к соответствующей печатной форме 6, 14. Как вариант, красочные валики 10, 18 могут вращаться со скоростью, которая отличается по меньшей мере от скорости одного передаточного валика в соответствующем красочном устройстве. В одном из вариантов осуществления увеличение скорости вращения красочных валиков 10, 18 может увеличить количество краски, переносимое на передаточный валик и далее на печатную форму.
Если дефект не является результатом неправильного количества краски, способ 166 переходит по связи NO к этапу 176. Если дефект является результатом неправильного количества краски, способ 166 переходит по связи YES к этапу 184.
На этапе 176 система 46 управления может определить, что дефектное оформление связано с дефектной краской 26. Более конкретно, если дефектное оформление наблюдается на каждом из множества металлических контейнеров 60 и дефектное оформление распространяется более чем на один цилиндрический участок 57 металлического контейнера 60, система 46 управления может определить, что дефект является результатом дефектной краски или других причин.
В одном из вариантов осуществления система 46 управления может определить, что причиной дефектного оформления является дефектная краска 26, когда регулирование положения красочного ножа 21 или участка красочного ножа 22 и/или изменение работы дукторного валика 13 для изменения количества краски, переносимого на металлические контейнеры, не устраняют дефект. Как вариант, скорость или моменты времени движения дукторного валика 13 могут изменяться. В другом варианте осуществления система 46 управления может определять, что дефектная краска 26 вызывает дефектное оформление, когда дефект наблюдается в данных датчика, связанных с двумя или более цилиндрическими участками 57 цилиндрического корпуса 56 металлического контейнера. Более конкретно, неправильно отрегулированный красочный нож 21 или сегмент 24 ножа 22 должен влиять только на цилиндрический участок 57 металлического контейнера 60. Однако, когда на краскораспределительные узлы 8, 16 подается дефектная краска, дефектная краска будут переноситься через все осевые участки 20 красочных валиков 10, 18. Соответственно, по меньшей мере два цилиндрических участка 57 металлического контейнера 60 будут содержать дефекты оформления.
Дополнительно, или альтернативно, система 46 управления может определить, что причиной дефектного оформления является дефектная краска 26, когда данные, полученные от одного или более датчиков 49, 50, указывают вариации в цвете, плотности или толщине краски в пределах одного цилиндрического участка 57 контейнера 60. Более конкретно, краска 26, которая не является дефектной, должна иметь однородный цвет, плотность и толщину, когда переносится с осевого участка 20 красочного валика 10, 18 на цилиндрический участок 57 контейнера. Однако, если краска 26 дефектна, данные от датчика 50, связанного с цилиндрическим участком контейнера, могут содержать вариации. Краска может быть дефектной, если она загрязнена (например, частицами, другой краской и т.д.), находится при несоответствующей температуре, неправильно смешана или имеет неправильную вязкость.
Когда краска загрязнена частицами, один из датчиков 49E, 50 может обнаружить частицы на одном или более цилиндрических участках 57 контейнера. В одном из вариантов осуществления один из датчиков 49B, 49C, 49D может обнаружить частицы в краске 26 на печатной форме 6, 14 или на офсетном полотне 38. В одном из вариантов осуществления может быть обнаружена краска, загрязненная частицами, когда частица в краске препятствует или прерывает перенос краски к красочному валику 10, 18. Например, частица, попавшая в зазор 32 между красочным валиком 10, 18 и красочным ножом 21 или участком 24 красочного ножа, может приводить в результате к отсутствию переноса краски на круговой участок красочного валика 10, 18. Круговое отсутствие краски на красочном валике 10, 18 может иметь результатом неокрашенную полосу на печатной форме, офсетном полотне или на металлическом контейнере 60. Соответственно, когда система 46 управления обнаруживает неокрашенную полосу вокруг металлического контейнера, система 46 управления может определить, что краска загрязнена частицами.
Если дефектная краска находится при несоответствующей температуре, ненадлежащим образом смешана или имеет неправильную вязкость, краска может неравномерно протекать через зазор 32 между красочным валиком 10, 18 и красочным ножом 21 или участком 24 красочного ножа. Соответственно, краска 26 может неравномерно распределяться по меньшей мере на одном осевом участке 20 красочного валика 10, 18. Например, датчик 50 может собрать данные из двух целевых мест 59A, 59B в пределах цилиндрического участка 57B металлического контейнера, как, в целом, показано на фиг. 11. Система 46 управления получает данные, связанные с целевыми местами 59A, 59B, и может определить, что краска, связанные с целевым местом 59A, отличается от краски, связанной с целевым местом 59B. Данные датчика могут указывать, что краска в целевых местах 59A, 59B имеет различную толщину, различные плотности, различные цвета и неоднородна.
Когда система 46 управления определяет, что причиной дефекта на этапе 176 является дефектная краска 26, способ 166 по связи YES переходит к этапу 184. Когда дефектная краска не является причиной дефекта, способ 166 по связи NO переходит к этапу 178.
На этапе 178 система 46 управления определяет, повторяется ли дефектное оформление. Более конкретно, дефектное оформление, связанное с дефектной печатной формой 6, 14 или дефектным офсетным полотном 38, будет периодически повторяться на металлических контейнерах. Соответственно, дефектное офсетное полотно или печатная форма в результате будут давать одно и то же или схожее дефектное оформление на множестве металлических контейнеров 60. Когда дефектное оформление 58 повторяется на каждом из металлических контейнеров 60, система 46 управления может определить, что дефектное оформление 58 является следствием дефектной печатной формы 6, 14. Дефектная печатная форма 6, 14 может быть неправильно расположена на одном из формных цилиндров 4, 12. Альтернативно, дефектная печатная форма 6, 14 может быть изношена или повреждена. В одном из вариантов осуществления система 46 управления может получить данные по меньшей мере от одного из датчиков 49B, 49C, 49D, которые указывают, что печатная форма 6, 14 или офсетное полотно 38 дефектны.
В одном из вариантов осуществления система управления может определить формный цилиндр 4, 12, с которым связана дефектная печатная форма 6, 14, основываясь на краске 26, связанной с дефектным оформлением. Более конкретно, дефектная печатная форма 6 на первом формном цилиндре 4 будет связана с краской 26A первого краскораспределительного узла 8. Точно также, дефектная печатная форма 14 на втором формном цилиндре 12 будет связана с краской 26B второго краскораспределительного узла 16.
Система 46 управления может также определить, что дефектное оформление связано с офсетным полотном 38, когда дефектное оформление 58 повторяется с периодом, связанным с количеством офсетных полотен 38 на офсетном цилиндре 36. Когда дефект возникает вследствие дефектной печатной формы или офсетного полотна, способ 166 по связи YES переходит к этапу 184. Если дефект не связан с печатной формой или офсетным полотном, способ 166 по связи NO переходит к этапу 180.
В одном из вариантов осуществления система 46 управления может также на этапе 180 определить, что оформление неправильно выровнено или расположено на металлическом контейнере 60. Более конкретно, система 46 управления может сравнить данные, полученные от датчика 50, с хранящимися в базе 110 данных данными, связанными с приемлемым оформлением. Если выравнивание или положение оформления 58 на металлическом контейнере отличаются от приемлемого оформления, хранящегося в памяти, система управления может определить, что оформление должным образом не выровнено.
В одном из вариантов осуществления система 46 управления может определить, что оформление должным образом не расположено или не выровнено на металлическом контейнере, сравнивая положения двух участков оформлении. Более конкретно и обращаясь снова к фиг. 11, система 46 управления может принимать данные датчика, связанные с положением оформления 58A на цилиндрическом участке 57B и оформления 58B на цилиндрических участках 57C-57F. Если положения оформлений 58A и 58B разделены на расстояние, отличающееся от заданного значения, система 46 управления может определить, что оформление дефектно из-за неправильного выровненных или расположенных оформлений 58A, 58B. Дополнительно, оформление 58C, сформированное первой краской 26A, не может быть зафиксировано относительно горловины, оформления 58B, сформированного второй краской 26B. Таким способом система 46 управления может определить, что одна или более печатных форм 6, 14 выровнены неправильно. В целом, различные цвета или типы краски 26A, 26B должны быть разделены на заданное расстояние. В одном из вариантов осуществления краски 26A, 26B должны быть разделены на расстояние приблизительно до 0,005 дюйма. В одном из вариантов осуществления система 46 управления может рассматривать данные по меньшей мере от одного из датчиков 49B, 49C, 49D, чтобы определить, какая печатная форма 6, 14 или офсетное полотно 38 выровнены неправильно. Дополнительно, в одном из вариантов осуществления металлические контейнеры 54 последовательно транспортируются от декоратора 2 к датчику 49, 50. В другом варианте осуществления каждый металлический контейнер 54 транспортируется на стержне конвейера 48, который удерживает металлический контейнер на месте, в то же транспортируя их к оборудованию, расположенному после декоратора. Соответственно, система 46 управления может определить офсетное полотно 38, связанное с дефектным оформлением, основываясь на одном или более порядке металлических контейнеров и стержне, транспортирующем металлический контейнер с дефектным оформлением.
Когда дефект имеет место из-за неправильно расположенного или выровненного оформления, способ 166 по связи YES переходит к этапу 184. Если дефект не связан с печатной формой или офсетным полотном, способ 166 по связи NO переходит к этапу 181.
На этапе 181 система 46 управления может определить, что дефектное оформление связано с поврежденным металлическим контейнером. Повреждение может быть нанесено оборудование 64, предшествующим декоратору. Например, корпусообразующая машина может вызвать вмятину, тянущуюся черту, царапину или морщину в цилиндрическом корпусе 56 металлического контейнера 54. Поврежденный участок цилиндрического корпуса 56 не может должным образом контактировать с офсетным полотном 38. Соответственно, поврежденный участок не может должным образом получить краску, приводя в результате к участку с отсутствующей краской или к неокрашенному участку внешней поверхности 56 контейнера и к дефектному оформлению. Дефектное оформление может смотреться как пустота или отсутствие оформления. Дополнительно или альтернативно, поврежденный участок может получить несоответствующее количество краски от офсетного полотна 38. Точно также, оборудование 64, предшествующее декоратору, может вызвать потертости, тянутые вмятины и царапины. Потертости, тянутые вмятины и царапины могут сделать оформление дефектным.
Если повреждение, наносимое оборудованием 64, предшествующим декоратору, периодически повторяется, подобные вмятины, неоформленный участок или область с несоответствующим количеством краски на внешней поверхности 56, будут обнаруживаться датчиком 49, 50. Хотя повреждение может повторяться в подобных областях на многочисленном числе металлических контейнеров (например, следующее приблизительно на одном и том же расстоянии от закрытой торцевой стенки металлического контейнера), поскольку металлические контейнеры 54 достигают декоратора в случайном порядке, поврежденный участок металлического контейнера будет случайным образом выравниваться в отношении офсетного полотна 38. Конкретно, поврежденный участок первого металлического контейнера войдет в контакт с первым участком первого офсетного полотна, а второй металлический контейнер с подобным поврежденным участком войдет в контакт с другим вторым участком второго офсетного полотна. Поврежденный участок металлических контейнеров соответственно сделает различные участки оформления дефектными. Таким способом система 46 управления может определить, что дефектное оформление является результатом повреждения металлического контейнера, вызванного оборудованием 64, предшествующим декоратору.
Моечные машины, предшествующие декоратору 2, могут также вызвать пятна на внешней поверхности 56 металлического контейнера. Пятна могут содержать капли, травители и другие следы, оставленные на внешней поверхности моечной машиной. Когда металлический контейнер с пятном будет декорироваться, пятно изменит свой цвет или проявится краска, формирующая оформление 58. Например, краска не может полностью покрыть пятно. Пятно может также оттолкнуть краску. Пятно при сравнении с базовым изображением может заставить систему 46 управления оценивать оформление как дефектное.
Когда система 46 управления определяет, что дефект является следствием поврежденного металлического контейнера, способ 166 по связи YES переходит к этапу 184. Если дефект не связан с поврежденным металлическим контейнером, способ 166 по связи NO переходит к этапу 182.
Система 46 управления может быть не в состоянии классифицировать причину каждого идентифицированного дефекта. Соответственно, на этапе 182 система 46 управления может зарегистрировать дефект, как вызванный неопределенной причиной. Характеристики дефектного оформления, такие как (но не ограничиваясь только этим): (a) причиной дефектного оформления является предшествующий дефект; (b) дефект, связанный с ∆E цвета; и (c) местоположения дефекта будут сохранены в памяти 90, 96 системы 46 управления. Характеристики дефектного оформления могут также быть сохранены в записи 132 структуры 110 данных. Таким способом архивные данные о дефектных оформлениях являются доступными для дополнительного анализа. Некоторые причины дефектных оформлений могут быть идентифицированы только после того, как на большом количестве металлических контейнеров наблюдается такой же или подобный дефект. Соответственно, система 46 управления может продолжать процесс производства и получать данные от датчиков 49, 50, связанных с оформлением, которое дефектно по тем же самым или подобным причинам. Если локализация дефектного оформления повторяется на множестве металлических контейнеров, система 46 управления может в дальнейшем определить ранее не определенную причину. Способ 166 затем переходит к этапу 184.
На этапе 184 металлический контейнер 60 с дефектным оформлением, как вариант, удаляется с конвейера 48. Например, в одном из вариантов осуществления, когда значение ошибки, связанное с дефектным оформлением, находится на уровне брака, система 46 управления может послать сигнал на эжектор 62, чтобы удалить металлический контейнер.
На этапе 186 система 46 управления может послать сигнал тревоги. Сигнал тревоги может содержать информацию о типе дефекта, идентифицированном системой управления. Например, сигнал тревоги может указать, что дефектное оформление имеет место вследствие одной из таких причин, как несоответствующее количество краски, дефектная краска, дефектная печатная форма или офсетное полотно, несоответствующее положения или выравнивание оформления и поврежденный металлический контейнер. В одном из вариантов осуществления сигнал тревоги может содержать посылку изображения дефектного оформления, собранного датчиком 50, на дисплей 88 системы 46 управления. В другом варианте осуществления участок оформления, который дефектен, высвечивается и/или увеличивается. Альтернативно, если система 46 управления не смогла определить причину дефектного оформления, так что способ 166 по связи NO переходит от этапа 180 к этапу 182, сигнал тревоги может указать, что система 46 управления не может определить причину дефектного оформления. В одном из вариантов осуществления сигнал тревоги может также содержать информацию о мерах, рекомендуемых системой 46 управления, чтобы исправить дефектное оформление. Соответственно, сигнал тревоги может идентифицировать один или более красочных ножей 21 или участков регулировочных винтов 22, которые должны регулироваться, чтобы устранить дефект. В другом варианте осуществления сигнал тревоги может идентифицировать один или более краскораспределительных узлов, красочных валиков, передаточных валиков, формных цилиндров, офсетный цилиндр и опорный элемент, которые должны регулироваться, чтобы устранить дефект. Дополнительно или альтернативно, сигнал тревоги может указать регулировку работы одного или более дукторных валиков 13.
В одном из вариантов осуществления система 46 управления, чтобы устранить дефект, может автоматически регулировать один или более красочных ножей 21 или участков красочных ножей 22, краскораспределительные узлы 8, 16, красочные валики 10, 18, передаточные валики красочных устройств 11, 19, формные цилиндры 4, 12, офсетный цилиндр 36 и опорный элемент 42. Конкретно, система 46 управления может послать сигнал на один или более приводов, чтобы переместить красочный нож 21, красочный нож 22, краскораспределительный узел 8, 16, красочный валик 10, 18, формный цилиндр 4, 12 и офсетный цилиндр в конкретном направлении. В еще одном другом варианте осуществления система 46 управления, чтобы устранить дефект, может послать сигнал на привод, чтобы переместить печатную форму 6, 14 или офсетное полотно 38 в конкретном направлении. Дополнительно или альтернативно, система 46 управления может послать сигнал на привод дукторного валика 13 или элемент привода красочного валика или передаточного валика, чтобы изменить скорость движения дукторного валика, красочного валика или передаточного валика. Таким способом система 46 управления может изменять количество краски 26, переносимое соответствующим красочным устройством 11, 19 к печатной форме 6, 14.
В одном из вариантов осуществления сигнал тревоги или визуальная индикация на экране дисплея могут идентифицировать причину дефектного оформления, которую можно или нельзя скорректировать системой 46 управления. Например, если дефектное оформление вызывается дефектной краской, дефектной печатной формой или офсетным полотном или структурным повреждением контейнера, вызванным предшествующим декоратору оборудованием 64, регулирующие элементы декоратора 2 не будут исправлять дефектное оформление. Вместо этого, от оператора декоратора 2 может потребоваться устранить причину дефектного оформления, изменяя дефектную краску или заменяя поврежденную печатную форму или офсетное полотно. Как вариант, если система 46 управления не может устранить дефект оформления, система 46 управления может послать сигнал остановить работу декоратора или предоставить оператору визуальную индикацию или сигнал тревоги о наличии проблемы. В одном из вариантов осуществления, если причиной дефектного оформления является повреждение, вызванное предшествующим декоратору оборудованием 64, система управления может послать сигнал остановить работу оборудования, расположенного до декоратора. Как вариант, система 46 управления может остановить работу декоратора 2 и/или предшествующего декоратору оборудования 64, если повреждение, наносимое предшествующим декоратору оборудованием, наблюдается для более чем заданного количества металлических контейнеров. Например, если более 50 металлических контейнеров, используя данные от датчиков 49, 50, идентифицируются как содержащие дефектное оформление, вызванное повреждением, система управления 64 может послать сигнал остановить декоратор и/или оборудование, расположенное до декоратора.
Сигнал тревоги, формируемый системой 46 управления, может также содержать рекомендуемые меры, такие как "заменить краску в краскораспределительном узле 8". В другом варианте осуществления сигнал тревоги может указать, какие из печатных форм или офсетных полотен являются дефектными и неправильно выровненными. В еще одном другом варианте осуществления сигнал тревоги может указать, что система управления не может устранить дефект. В одном из вариантов осуществления сигнал тревоги может указать, что причина дефекта не определена. После посылки дополнительного сигнала тревоги, способ 166 переходит к операции 188 окончания.
Теперь на фиг. 17 показан один вариант осуществления способа 200 автоматического регулирования декоратора 2 для устранения дефекта оформления в соответствии с одним из вариантов осуществления представленного изобретения. Хотя на фиг. 17 показан общий порядок этапов способа 200, способ 200 может содержать больше или меньше этапов или может организовать порядок этапов иначе, чем показано на фиг. 17. Дополнительно, хотя этапы способа 200 могут быть описаны последовательно, многие из этапов фактически могут выполняться параллельно или одновременно. В целом, способ 200 начинается с этапа 200 начала и заканчивается на этапе 232 окончания. По меньшей мере, часть способа 200 может быть выполнена как набор исполняемых компьютером команд, выполняемых компьютерной системой, и кодироваться или запоминаться на считываемом компьютером носителе. Один из примеров компьютерной системы может содержать, например, систему 46 управления. Пример считываемого компьютером носителя может содержать, но не ограничиваясь только этим, память системы 46 управления. Здесь далее способ 200 будет объясняться в отношении системы 46 управления, декоратора 2 и компонент, описанных в сочетании с фиг. 1-16.
На этапе 204 система 46 управления посылает сигнал на приводы 30, связанные с краскораспределительными узлами 8, 16 декоратора 2. Сигнал заставляет приводы 30 перемещать красочные ножи 21 или сегменты красочного ножа 22 ближе или дальше от красочных валиков 10, 18. В одном из вариантов осуществления представленного изобретения приводы 30 являются низковольтными двигателями.
Как вариант, приводы 30 могут содержать (или быть связаны с потенциометрами 80, которые обеспечивают позиционную обратную связь с системой 46 управления. Система 46 управления может использовать информацию, принимаемую от одного или более датчиков вращения или перемещения, таких как потенциометры 80, чтобы определить положение красочных ножей 21 или красочного ножа 22 (или сегмента красочного ножа) относительно соответствующего красочного валика 10, 18. Например, в одном из вариантов осуществления представленного изобретения каждый привод 30 содержит низковольтный электродвигатель постоянного тока, связанный с соответствующим регулировочным винтом 28 или осью 31. Как вариант, в другом варианте осуществления приводы 30 содержат соленоид, связанный с регулировочным винтом 28. Таким способом система 46 управления регулирует зазор 32 между каждым красочным ножом 21 или сегментом 24 красочного ножа 22 и красочными валиками 10, 18 в начальном положении. Размер зазора 32 позволяет отмерять заданное количество краски 26 для каждого осевого участка 20 красочных валиков 10, 18, требующееся для формирования оформления 58. В одном из вариантов осуществления система 46 управления автоматически определяет начальное положение каждого красочного ножа 21 или сегмента 24 красочного ножа 22, анализируя оформление 58, введенное оператором в базу 110 данных системы 46 управления. В другом варианте осуществления оператор вводит начальное положение каждого красочного ножа 21 или сегмента 24 красочного ножа 22 в систему 46 управления.
На этапе 206 краска 26 переносится на осевые участки 20 красочных валиков 10, 18. Количество краски 26, переносимое на осевые участки 20, определяется зазором 32 между красочными ножами 21 или сегментами 24 красочного ножа 22 и красочными валиками 10, 18, основываясь на начальных установках соответствующих регулировочных винтов 28 или осей 31. Краска 26 последовательно переносится к печатным формам 6, 14 на этапе 208, к офсетным полотнам 38 на этапе 210 и затем, на этапе 212, на внешнюю поверхность 56 недекорированных металлических контейнеров 52. В одном из вариантов осуществления один или более датчиков 49B, 49C собирают данные по меньшей мере о количестве краски 26, переносимом к печатным формам 6, 14. В другом варианте осуществления датчик 49D собирает данные о количестве краски на внешней поверхности 40 офсетных полотен 38.
Декорированные контейнеры 54 в дальнейшем транспортируются к датчику 50. В одном из вариантов осуществления способ 200, как вариант, на этапе 214 выжидает заданный промежуток времени, во время которого металлический контейнер 54 транспортируется от опорного элемента 42 к одному или более датчикам 49E, 50. Более конкретно, в зависимости от положения датчиков 49E, 50 относительно опорного элемента 42 может потребоваться несколько секунд или период в несколько минут для того, чтобы металлический контейнер 54, декорированный, основываясь на измененных компонентах декоратора 2 (после регулировки положения красочных ножей 21 и сегментов красочных ножей 22), смог достигнуть датчиков 49E, 50. Если датчик 49E, 50 предшествует оборудованию 66, находящемуся после декоратора (например, когда датчик расположен так, чтобы считывать влажную краску 26 оформления 58), задержка может быть меньше приблизительно 1 минуты. Однако, если датчик 50A будет расположен после оборудования 66, находящегося после декоратора, то задержка может составить более 1 минуты. В одном из вариантов осуществления, когда датчик 50A расположен после стержневой печи, то приблизительно 350-500 металлических контейнеров должны пройти мимо датчика 50A прежде, чем металлический контейнер, декорированный с новыми установками компонент оформления, достигнет датчика 50A. Независимо от положения датчика 49, 50, величина времени задержки между металлическим контейнером 54, покидающим опорный элемент 42, достигая каждого из датчиков 49E, 50, известна. Соответственно, при выжидании в течение периода времени на этапе 214, система 46 управления может определить положение красочных ножей 21 и сегментов красочного ножа 22, когда металлический контейнер был оформлен. В одном из вариантов осуществления, приблизительно до 500 оформленных металлических контейнеров 54 могут находиться в процессе транспортирования между выходом из опорного элемента 42 и датчиком 50A, расположенным после сушильной печи 66. Соответственно, после изменения регулировки компонента декоратора 2 приблизительно до 500 металлических контейнеров 54 должны пройти датчик 50A, прежде чем металлический контейнер 54, декорированный с измененными регулировками декоратора, будет считан датчиком 50. Когда датчик 50 располагается до сушильной печи 66, на пути между декоратором 2 и датчиком проходит меньше металлических контейнеров. Соответственно, меньше приблизительно 100 и только лишь 20 металлических контейнеров могут быть на пути между декоратором 2 и датчиком 50. Из-за этого датчик 50 может быстрее реагировать на дефектное оформление по сравнению с датчиком 50A, расположенным после сушильной печи.
Оформления 58 на металлических контейнерах 54 считываются на этапе 216 по меньшей мере одним из датчиков 49E, 50. В одном из вариантов осуществления декорированные металлические контейнеры 54 транспортируются конвейером 48 к датчикам 49E, 50. Альтернативно, датчики 49E, 50 располагаются так, чтобы воспринимать декорированные металлические контейнеры 54 на опорном элементе 42.
Датчики 49E, 50 выравниваются так, чтобы считывать или отображать оформление 58 на декорированных металлических контейнерах 54. Датчик 50 и, как вариант, датчик 49E собирают данные об оформлении 58, требующем определить один или более из следующих параметров: цвет оформления; плотность оформления; глубина (или толщина) оформления; выравнивание оформления; и консистенция (или однородность) оформления. В одном из вариантов осуществления датчики 49E, 50 являются камерами. Как вариант, декоратор 2 содержит от трех до шести датчиков 50 или датчиков 49E. Эти три-шесть датчиков 49E, 50 могут быть расположены вокруг продольной оси металлического контейнера 50, чтобы, по существу, одновременно считывать всю внешнюю цилиндрическую поверхность 56 металлического контейнера.
На этапе 218 система 46 управления получает данные об оформлении 58, собранные одним или более датчиками 49E, 50. Система 46 управления выполнена с возможностью определения, является ли оформление 58 приемлемым или дефектным, основываясь на таких целевых параметрах, как один или более из следующих: цвет, плотность, глубина, выравнивание и консистенция. Целевые параметры могут быть установлены клиентом. В одном из вариантов осуществления система 46 управления сравнивает данные датчика с изображением приемлемого оформления, хранящимся в памяти 96, 100, 104. В одном из вариантов осуществления изображение может быть базовым изображением, сформированным, считывая множество металлических контейнеров с приемлемым оформлением. В одном из вариантов осуществления изображения множества приемлемых оформлений хранятся в памяти, такой как описано в сочетании с фиг. 15. Базовое изображение может быть сшито вместе из изображений индивидуальных приемлемых оформлений. Альтернативно, в другом варианте осуществления базовое изображение металлического контейнера с приемлемым изображением предоставляется системе 46 управления и сохраняется в памяти. Базовое изображение может быть предоставлено оператором или клиентом. Соответственно, система 46 управления может сравнить участки данных датчика с соответствующими участками множества изображений или с базовым изображением, хранящимся в памяти. Как вариант, система 46 управления программируется, чтобы распознавать приемлемое оформление. Например, система 46 управления может быть запрограммирована, принимая данные о множестве приемлемых оформлений, как, в целом, описано в способе 140, поясняемом на фиг. 15. Система 46 управления может также на этапе 218 определить причину дефектного оформления. В одном из вариантов осуществления система управления определяет причину дефектного оформлении, как описано в сочетании с фиг. 16.
В одном из вариантов осуществления система 46 управления получает данные всех металлических контейнеров, оформленных декоратором 2. Альтернативно, система 46 управления получает данные для некоторых из декорированных металлических контейнеров 54. В одном из вариантов осуществления система 46 управления определяет, что оформление дефектно, как описано в сочетании с этапом 172 на фиг. 16. Если оформление 58 является удовлетворительным, способ 200 по связи YES переходит к этапу 228. Когда оформление 58 дефектно, способ 200 по связи NO переходит к этапу 220.
Как вариант, на этапе 220 система 46 управления может послать сигнал на эжектор 62. Сигнал заставляет эжектор 62 удалять металлический контейнер 60 с дефектным оформлением с конвейера 48. В одном из вариантов осуществления система 46 управления посылает сигнал на эжектор 62, когда значение ошибки, связанное с дефектным оформлением, превышает заданное значение. В другом варианте осуществления система 46 управления может посылать сигнал на эжектор 62 для каждого металлического контейнера 60, имеющего дефектное оформление. Альтернативно, система 46 управления может определить, видимо ли дефектное оформление человеческому глазу. Например, дефектное оформление может не достигать целевого значения; однако, дефект может быть слишком малым или как-либо иначе невидим человеческому глазу. Если дефектное оформление видимо человеческому глазу, система 46 управления может заставить эжектор 62 удалить металлический контейнер 60. Если дефектное оформление невидимо человеческому глазу, система 46 управления может позволить металлическому контейнеру продолжить его прохождение к оборудованию 66, расположенному после декоратора.
На этапе 222 система 46 управления может, как вариант, послать сигнал тревоги. Сигнал тревоги может быть представлен на устройстве 88 вывода системы 46 управления, таком как дисплей. В одном из вариантов осуществления сигнал тревоги является звуковым. Как вариант, система 46 управления может послать сигнал тревоги на смарт-устройство, такое как смартфон, планшет или мобильный компьютер через сетевое соединение. В одном из вариантов осуществления сигнал тревоги может содержать текстовое сообщение.
Сигнал тревоги может предоставлять информацию, связанную с типом дефекта, идентифицированным в оформлении 58. В одном из вариантов осуществления информация может содержать значение ошибки, связанное с дефектным оформлением. Информация может также содержать меры, предпринятые или планируемые системой 46 управления, чтобы устранить дефект, такие как список красочных ножей 21 или сегментов красочного ножа 22, связанных с красочными валиками 10, 18, которые были или будут регулироваться. В одном из вариантов осуществления сигнал тревоги содержит информацию о регулировках положений или операций краскораспределительных узлов, красочных валиков, дукторных валиков, формных цилиндров передаточных валиков, печатных форм, офсетного цилиндра, офсетного полотна или опорного элемента, которые требуются для устранения дефектного оформления. Как вариант, в одном из вариантов осуществления оператор может использовать устройство 86 ввода системы 46 управления, такое как указатель, клавиатура или сенсорный экран, чтобы подтвердить регулирующие воздействия, обеспечиваемые системой 46 управления. В другом варианте осуществления оператор может использовать устройство ввода, чтобы произвести изменения в декораторе 2 для устранения дефекта. Таким способом оператор может активировать один или более приводов 30, чтобы изменить положение одного или более красочных ножей 21 или сегментов 24 красочного ножа 22. Дополнительно, оператор может изменить настройку привода, связанного с дукторным валиком 13, чтобы отрегулировать скорость перемещения дукторного валика. Конкретно, скорость или моменты времени движения дукторного валика могут увеличиваться или уменьшаться, чтобы изменять количество краски, переносимое к печатной форме. Дополнительно или альтернативно, оператор может изменить работу элемента привода, чтобы изменить скорость вращения красочного валика 10, 18 или передаточного валика в красочном устройстве 11, 19. В еще одном другом варианте осуществления оператор может изменить регулировки, запланированные или осуществляемые системой 46 управления, чтобы устранить дефект.
На этапе 224 система 46 управления может принять решение остановить процесс производства. Более конкретно, в одном из вариантов осуществления система 46 управления может решить, что процесс производства должен остановиться, основываясь на правиле, хранящемся в памяти 96 после определения на этапе 100, что оформление 58 металлического контейнер 54 дефектно. В одном из вариантов осуществления правило связано со значением ошибки, назначенным системой 46 управления для дефектного оформления. Если значение ошибки выше определенного, система 46 управления может послать сигнал остановить декоратор 2. В одном из вариантов осуществления правило связано с количеством дефектных оформлений, обнаруженных в пределах некоторого промежутка времени. Более конкретно, если система 46 управления определяет, что больше, чем заранее заданное количество металлических контейнеров, содержит дефектное оформление, система управления может послать сигнал декоратору 2, чтобы остановить процесс производства. В другом варианте осуществления правило может быть связано с типом дефекта, идентифицированного системой 46 управления. Соответственно, если дефект имеет тип, который может быть устранен системой 46 управления, активируя по меньшей мере один привод 30, чтобы изменить положение красочного ножа 21 или участка красочного ножа 22 или изменить время касания дукторного валика 13, система 46 управления может принять решение, что процесс производства продолжается. Точно также, когда дефект может быть исправлен системой 46 управления, посылая сигнал на привод, чтобы отрегулировать печатную форму 6, 14 или офсетное полотно 38, система управления может продолжить процесс производства. Альтернативно, когда дефект не может быть устранен системой 46 управления, система 46 управления может остановить процесс производства. Конкретно, если дефект имеет место из-за дефектного металлического контейнера 54, система 46 управления может остановить декоратор. При этом способе предшествующее декоратору оборудование 64 может быть осмотрено и обслужено, в случае необходимости. В одном из вариантов осуществления система 46 управления может остановить процесс производства в ответ на входной сигнал, введенный оператором. Если система 46 управления решает, что процесс оформления должен быть продолжен, способ 200 по связи YES переходит к этапу 226. Альтернативно, когда система 46 управления решает, что процесс оформления должен быть остановлен, способ 200 по связи NO переходит к этапу 232 окончания.
На этапе 226 система 46 управления идентифицирует один или более элементов декоратора 2 для регулирования с целью устранения дефекта в идентифицированном оформлении 58. В одном из вариантов осуществления система 46 управления использует данные, полученные от датчика 50 или датчика 49E, чтобы идентифицировать элементы декоратора, которые должны регулироваться. Например, система 48 управления может идентифицировать один или более красочных ножей 21 или сегментов 24 красочного ножа 22, которые требуют регулировки для устранения дефекта в оформлении 58, используя данные, полученных от одного или более датчиков 49B, 49C, 49D, 49E и 50. Конкретно, система 46 управления может определить, что один или более осевых участков 20 по меньшей мере одного красочного валика 10, 18 должны получить больше (или меньше) краски 26. Соответственно, система 46 управления может послать сигнал на один или более приводов 30, чтобы переместить красочный нож 21 или сегмент красочного ножа 22 ближе или дальше от красочных валиков 10, 18. Движение приводов 30 регулирует зазор 32 между соответствующим красочным ножом 21, 22 и красочными валиками 10, 18, чтобы отмерять отрегулированное количество краски 26 для соответствующего осевого участка 20 красочных валиков 10, 18 для формирования удовлетворительного оформления 58. Дополнительно, система 46 управления может послать сигнал по меньшей мере на один привод 30, чтобы регулировать осевое положение по меньшей мере одного из сегментов красочного ножа 24. Таким способом система управления может, например, изменить выравнивание оформления. Точно также, в одном из вариантов осуществления система 46 управления может послать сигнал на привод, связанный с дукторным валиком 13. Сигнал может изменить работу дукторного валика 13 (например, изменяя скорость или частоту движения дукторного валика), чтобы изменить количество краски, переносимое к печатной форме 6, 14. Кроме того, система 46 управления может послать на элемент привода сигнал ускорить или замедлить один или более красочных валиков и передаточных валиков, чтобы изменить количество краски, переносимое к печатной форме.
В другом варианте осуществления система 46 управления может определить, что неправильно выровненное или расположенное оформление может быть исправлено, изменяя выравнивание одного или более элементов декоратора 2. Соответственно, система 46 управления может послать сигнал по меньшей мере на один привод, связанный с краскораспределительным узлом 8, 16, красочным валиком 10, 18, формным цилиндром;, 12, печатной формой 6, 14, офсетным цилиндром 36, офсетным полотном 38, и опорным цилиндром 42. Сигнал может активировать привод для движения в заданном направлении. Таким способом система 46 управления может устранить дефект, вызванный неправильно выровненным или расположенным оформлением. В одном из вариантов осуществления система 46 управления определяет причину дефекта, выполняя один или более этапов способа 166, описанных в сочетании с фиг. 16.
В одном из вариантов осуществления, система 46 управления автоматически управляет приводами 30. В другом варианте осуществления оператор должен подтвердить активацию приводов 30, прежде чем система 46 управления пошлет сигнал на привод 30. В еще одном из вариантов осуществления система 46 управления автоматически посылает сигнал на привод 30 после истечения заданного промежутка времени после посылки сигнала тревоги на этапе 104. Оператор может отменить планированное регулирование красочных ножей 21, 22 в течение заданного промежутка времени. Соответственно, в одном из вариантов осуществления, оператор должен подтвердить регулирование красочных ножей 21, 22, запланированное системой 46 управления.
Способ 200 затем возвращается к этапу 206 и краска 26 переносится на осевые участки 20 красочного валика, используя отрегулированные установки по меньшей мере одного из красочных ножей 21, 22, или с измененным выравниванием другого элемента декоратора. Способ 200 снова выполняет этапы 208-218. После того, как на этапе 212 оформление 58, сформированное с отрегулированными установками переносится на металлический контейнер 54, способ 200 снова на этапе 216 считывает оформление и на этапе 218 определяет, является ли оформление удовлетворительным. В одном из вариантов осуществления способ 200 будет, как вариант, выжидать в течение заданного промежутка времени, прежде чем металлический контейнер 54 с оформлением 58, сформированный с отрегулированными установками достигнет одного или более датчиков 49E, 50. В одном из вариантов осуществления система 46 управления не посылает сигналы на приводы 30 в течение определенного периода времени задержки этапа 214. При таком способе система 46 управления не посылает на приводы 30 сигналы для устранения дефектов, которые могут находиться в противоречии или отменять регулировки красочных ножей 21, 22, посланные системой 46 управления, чтобы устранить ранее обнаруженный дефект.
На этапе 228 декорированные металлические контейнеры 54 с удовлетворительным оформлением 58 транспортируются конвейером 48 к оборудованию 66, находящемуся после декоратора. Система 46 управления на этапе 230 определяет, должен ли быть продолжен процесс производства. Например, система 46 управления может определить, что процесс производства должен быть остановлен, если существует сбой в работе оборудования, если имеется дефект обеспечения (такой как отсутствие краски или дефект недекорированных металлических контейнеров 52), после получения от оператора команды остановки или когда было декорировано заданное количество металлических контейнеров 54. Если система 46 управления решает, что процесс производства должен быть продолжен, способ 200 по связи YES переходит к этапу 206. Если процесс производства должен быть остановлен, способ 200 по связи NO переходит к этапу 232 окончания.
Теперь на фиг. 18 показан один из вариантов осуществления способа 238 действия декоратора 2 в соответствии с представленным изобретением. Хотя на фиг. 18 показан общий порядок этапов способа 238, способ 238 может содержать больше или меньше этапов или может организовать порядок этапов иначе, чем показано на фиг. 18. Дополнительно, хотя этапы способа 238 могут быть описаны последовательно, многие из этапов могут фактически выполняться параллельно или одновременно. В целом, способ 238 начинается с этапа 240 начала и заканчивается на этапе 260 окончания. По меньшей мере, часть способа 238 может быть выполнена как набор исполняемых компьютером команд, которые выполняются компьютерной системой и кодируются или запоминаются на считываемом компьютером носителе. Один из примеров компьютерной системы может содержать, например, систему 46 управления. Пример считываемого компьютером носителя может содержать, но не ограничиваясь только этим, память системы 46 управления. Здесь далее способ 238 будет объясняться со ссылкой на систему 46 управления, декоратор 2 и компоненты, описанные в сочетании с фиг. 1-17.
Способ 238 начинается с этапа 240. В одном из вариантов осуществления недекорированные металлические контейнеры 52 подаются на декоратор 2 от предшествующего ему оборудования 64. Альтернативно, в другом варианте осуществления, металлические контейнеры извлекаются из хранилища.
Металлические контейнеры 52 оформляются декоратором на этапе 242. Конвейер 48 транспортирует декорированные металлические контейнеры 54 к датчику 49, 50, который собирает данные об оформлении 58, сформированном декоратором. В одном из вариантов осуществления конвейер 48 транспортирует декорированные металлические контейнеры к датчику 49, 50 в последовательном порядке, в котором они декорировались. Система 46 управления получает данные от датчика 49, 50 на этапе 244.
Система 46 управления затем на этапе 246 определяет, является ли оформление удовлетворительным или дефектным. Система 46 управления может сравнить данные, полученные от датчика 49, 50, с базовым изображением, хранящимся в памяти. Как вариант, система 46 управления может определить, является ли оформление удовлетворительным или дефектным, как определено на одном или более этапах 158 на фиг. 15, этапе 172 на фиг. 16 и этапе 218 на фиг. 17. Если оформление 58 является удовлетворительным, способ 238 по связи YES переходит к этапу 242. Если оформление является дефектным, способ 238 по связи NO переходит к этапу 248.
На этапе 248 система 46 управления может определить, вызвано ли дефектное оформление декоратором 2. В одном из вариантов осуществления система управления может определить, что дефектное оформление вызвано декоратором, когда данные указывают, что оформление содержит дефект, связанный по меньшей мере с одним из таких параметров, как цвет, плотность, толщина, выравнивание и консистенция оформлению. Конкретно, система 46 управления может определить, что дефектное оформление вызвано одним или более (но не ограничиваясь только этим) из таких показателей, как неправильное количество краски, дефектная краска, дефектная печатная форма или офсетное полотно и неправильное выравнивание печатной формы, офсетного полотна или металлического контейнера. В одном из вариантов осуществления система 46 управления определяет причину дефектного оформления, как описано на фиг. 16. Когда дефектное оформление вызвано декоратором, способ 238 по связи YES переходит к этапу 250. Альтернативно, когда дефектное оформление не вызвано декоратором 2, способ 238 по связи NO переходит к этапу 252.
Система 46 управления может, как вариант, на этапе 250 послать декоратору 2 сигнал исправить дефектное оформление. Сигнал может заставить декоратор 2 регулировать один или более компонентов декоратора. В одном из вариантов осуществления сигнал выполнен с возможностью заставить по меньшей мере красочный нож краскораспределительного узла, печатную форму или офсетное полотно двигаться в указанном направлении в то время, когда декоратор находится в действии.
Более конкретно, сигнал может заставить привод 30 регулировать положение красочного ножа 21 или участка 24 красочного ножа 22, чтобы изменить количество краски, переносимое к печатной форме 6, 14, отрегулировать движение дукторного валика 13, изменить положение печатной формы 6, 14 на формном цилиндре 4, 12, переместить формный цилиндр 4, 12 относительно красочного устройства 11, 19 и/или офсетного цилиндра 36, изменить положение офсетного полотна 38 на офсетном цилиндре 36 и изменить положение опорного элемента 42 относительно офсетного цилиндра 36. Дополнительно или альтернативно, сигнал может заставить элемент привода для вращения по меньшей мере красочного валика 10, 18 и передаточного валика красочного устройства 11, 19, вращаться быстрее или медленнее. Таким способом система 46 управления может заставлять декоратор 2 изменять по меньшей мере один из таких параметров, как цвет, плотность, толщина, выравнивание или консистенция последующих оформлений 58.
Если система 46 управления определяет, что дефектное оформление не может быть исправлено без участия оператора, то система управления не будет посылать сигнал на этапе 250. Например, если дефектное оформление будет связана с одним из следующего: дефектная краска, дефектная печатная форма или дефектное офсетное полотно, то система 46 управления посылать сигнал не будет.
На этапе 252 система 46 управления может определить, вызвано ли дефектное оформление оборудованием 64, расположенным перед декоратором. Как описано здесь, некоторые дефектные оформления вызываются повреждением недекорированного металлического контейнера 52 оборудованием, расположенным до декоратора. Повреждение может быть выбоиной, тянутым изображением или царапиной, вызванными предшествующим декоратору оборудованием, таким как корпусообразующая машина. Другое оборудование, расположенное перед декоратором, такое как моечные машины и печи, также могут повредить цилиндрическую поверхность 56 недекорированных металлических контейнеров 52. Моечная машина или печь могут загрязнять цилиндрическую поверхность, например, пятнами, грязью или каплями. Поврежденный металлический контейнер может привести в результате к дефектному оформлению 58 из-за неравномерной или неполной передачи краски офсетного полотна 38 цилиндрической поверхности 56. Точно также, пятно на цилиндрической поверхности может отталкивать краску от офсетного полотна 38 или просвечивать через краску.
Система 46 управления может определить, что дефектное оформление вызвано предшествующим оборудованием 64, многими способами. Один из способов определения, что оборудование, расположенное до декоратора, является причиной дефектного оформления, описан в сочетании с этапом 182 на фиг. 16. Дополнительно, система 46 управления может определить, что оборудование, расположенное до декоратора, является причиной дефектного оформления, основываясь на частоте, с которой наблюдается дефект. Более конкретно, если дефектное оформление возникает не в каждом металлическом контейнере 54, то дефект не вызван печатной формой 6, 14. Если частота не связана с количеством офсетных полотен 38, то дефект не вызван офсетным полотном. Таким образом, дефект, вероятно, связан с результатом неправильно функционирующего оборудования, расположенного до декоратора, и не связан с работой декоратора 2.
В другом варианте осуществления система 46 управления может определить, что предшествующее декоратору оборудование является причиной дефектного оформления, основываясь на локализации дефекта. Более конкретно, если корпусообразующая машина не работает должным образом и повреждает металлические контейнеры 52, повреждение может происходить в одних и тех же местах на большом количестве металлических контейнеров. Однако, поскольку металлические контейнеры не ориентированы относительно офсетного полотна 38, то когда краска переносится на цилиндрическую поверхность 56, поврежденные участки металлических контейнеров будут выравниваться с разными областями офсетных полотен. Соответственно, поврежденные участки металлических контейнеров будут выравниваться случайным образом относительно оформления, сформированного на офсетных полотнах 38. Когда датчики 49, 50 собирают данные о дефектных оформлениях, вызванных повреждением до декоратора, дефект не будет возникать в одном и том же месте. Напротив, проблема из-за декоратора будет происходить в одном и том же месте на каждом дефектном оформлении.
Как вариант, в другом варианте осуществления, система 46 управления может определить, что оборудование, расположенное до декоратора, является причиной дефектного оформления после безуспешной попытки устранить дефектное оформление, посылая сигнал декоратору 2 на этапе 250. Если датчики 49, 50 обнаруживают дефектное оформление после регулирования декоратора и дефектное оформление является таким же (или подобным) ранее наблюдавшемуся дефектному оформлению, система 46 управления может определить, что причиной является предшествующее декоратору оборудование.
На этапе 254 система управления может определить, что причина дефектного оформления не может быть отнесена ни на счет декоратора, ни на счет оборудования 64, расположенного перед декоратором. Для определения причины некоторых дефектных оформлений могут потребоваться дополнительные данные.
На этапе 256 система 46 управления может послать оператору сигнал тревоги. Сигнал тревоги может быть таким, как описано здесь. Сигнал тревоги может содержать информацию о дефектном оформлении, наблюдаемом системой 46 управления. Дополнительно, сигнал тревоги может содержать информацию о причине дефектного оформления (например, из-за декоратора 2 или из-за оборудования 64, предшествующего декоратору) и мерах, предпринятых системой 46 управления для устранения дефекта. Альтернативно, сигнал тревоги может содержать рекомендуемые меры для оператора, которые следует предпринять, чтобы устранить дефект.
Система 46 управления на этапе 258 может определить, должен ли быть продолжен процесс производства. Система 46 управления может определить, что процесс производства должен продолжаться, как описано на этапах 224, 230 способа 200. Процесс производства может продолжаться, основываясь, по меньшей мере частично, на значении ошибки, назначенном системой управления дефектному оформлению. Дополнительно или альтернативно, система 46 управления может рассмотреть частоту дефектного оформления, определяя, продолжать ли процесс производства. Дополнительно, в одном из вариантов осуществления система 46 управления может послать сигнал остановить процесс производства, если причина дефектного оформления не может быть устранена сигналом системы 46 управления декоратору или оборудованию, расположенному до декоратора. Более конкретно, в одном из вариантов осуществления, если причиной дефектного оформлении является одна или более из таких причин, как дефектная краска, дефектная печатная форма, дефектное офсетное полотно или поврежденный металлический контейнер, система 46 управления пошлет сигнал остановить процесс производства. В одном из вариантов осуществления, когда система управления не может определить причину дефектного оформления (на этапе 254), система управления может получить решение, что в процессе производства должна продолжать собираться дополнительная информация.
В одном из вариантов осуществления система 46 управления может послать сигнал остановить предшествующее декоратору оборудование 64 после определения, что оборудование, расположенное перед декоратором, является причиной дефектного оформления. В одном из вариантов осуществления система управления может послать сигнал остановить оборудование 64, расположенное перед декоратором, после того, как наблюдалось заданное количество металлических контейнеров с дефектным оформлением, вызванными предшествующим декоратору оборудованием 64. Как вариант, заданное количество может быть определено оператором. В одном из вариантов осуществления заданное количество может быть от 25 до 50 металлических контейнеров в пределах заданного промежутка времени.
Когда система 46 управления решает, что процесс производства должен быть продолжен, способ 238 по связи YES переходит к этапу 242 и декоратор 2 продолжает оформлять металлические контейнеры. Альтернативно, способ 238 со связи NO переходит к этапу 260 окончания.
Теперь на фиг. 19 показан один из вариантов осуществления способа 262 действия декоратора 2, соответствующего представленному изобретению. Хотя на фиг. 19 показан общий порядок этапов способа 262, способ 262 может содержать больше или меньше этапов или может организовать порядок этапов иначе, чем показано на фиг. 19. Дополнительно, хотя этапы способа 262 могут быть описаны последовательно, многие из этапов могут фактически выполняться параллельно или одновременно. В целом, способ 262 начинается с этапа 264 начала и заканчивается на этапе 280 окончания. По меньшей мере, часть способа 262 может быть выполнена как набор исполняемых компьютером команд, которые выполняются компьютерной системой и кодируются или запоминаются на считываемом компьютером носителе. Один из примеров компьютерной системы может содержать, например, систему 46 управления. Пример считываемого компьютером носителя может содержать, но не ограничиваясь только этим, память системы 46 управления. Здесь далее способ 262 будет объясняться со ссылкой на систему 46 управления, декоратор 2 и компоненты, описанные в сочетании с фиг. 1-18.
На этапе 266 декоратор получает недекорированный металлический контейнер 52 от предшествующего декоратору оборудования 64. Декоратор 2 затем оформляет металлический контейнер 54, как описано здесь на этапе 266. Металлический контейнер 54 транспортируется конвейером 48 к датчику 50, расположенному перед оборудованием 66, расположенным после декоратора, таким как печь. Дополнительно или альтернативно, металлический контейнер транспортируется конвейером 48 к датчику 50A, расположенному после печи. На этапе 268 система 46 управления получает данные, собранные датчиком 50, 50A.
На этапе 270 система управления определяет, является ли оформление 58 удовлетворительным, как здесь описано. В одном из вариантов осуществления система 46 управления сравнивает данные датчика с данными, хранящимися в базе данных. Конкретно, система 46 управления может сравнить данные датчика с базовым изображением. Базовое изображение может быть предоставлено пользователем или клиентом. Альтернативно, система управления может создать базовое изображение, считывая заданное количество оформлений, которые являются приемлемыми оформлениями. Соответственно, базовое изображение может быть создано системой 46 управления, сшивая вместе изображения множества приемлемых оформлений. Если оформление является удовлетворительным, способ 262 по связи YES переходит к этапу 266 и продолжает оформлять металлические контейнеры. Если оформление является неудовлетворительным, способ 262 по связи NO переходит к этапу 272.
На этапе 272 система 46 управления может определить, может ли быть устранена причина дефектного оформления под действием системы управления. Система 46 управления может сначала определить причину дефектного оформления. Например, оформление может быть дефектным вследствие одной или более проблем: (1) цвет оформления; (2) плотность оформления; (3) глубина оформления; (4) выравнивание оформления; (5) консистенция оформления; (6) положение оформления. Каждая из проблем 1-6, указанных выше, может быть устранена, регулируя компонент декоратора. Соответственно, если система управления решает, что причиной дефектного оформления является одна из этих шести упомянутых выше проблем, проблема может быть устранена системой 46 управления, посылающей сигнал декоратору 2. Способ 262 затем по связи YES переходит к этапу 274.
Альтернативно, некоторые причины дефектных оформлений могут быть непригодны для исправления системой управления. Более конкретно, система 46 управления может определить, что причина дефектного оформления является одной или более из следующих: (a) дефектная или загрязненная краска; (b) дефектная или поврежденная печатная форма; (c) дефектное или поврежденное офсетное полотно; (d) поврежденная внешняя поверхность металлического контейнера. Если причиной дефектного оформления является одна из проблем a-d, перечисленных выше, система 46 управления не может устранить дефект, посылая сигнал декоратору 2. Соответственно, способ 262 по связи NO переходит к этапу 276.
На этапе 274, система 46 управления может, как вариант, послать сигнал декоратору 2. Сигнал может заставить декоратор 2 регулировать один или более компонентов, чтобы скорректировать дефектное оформление. Более конкретно, сигнал может заставить декоратор изменять по меньшей мере один из следующих параметров: цвет, плотность, толщина, выравнивание и консистенция последующих оформлений. В одном из вариантов осуществления сигнал может изменить установку или положение по меньшей мере одного из следующих компонентов: краскораспределительный узел, красочный валик, дукторный валик, формный цилиндр, печатная форма на формном цилиндре, офсетный цилиндр и офсетное полотно декоратора контейнера. В другом варианте осуществления сигнал может изменить скорость вращения или положение одного или более из таких компонентов, как красочный валик, передаточный валик, формный цилиндр, офсетный цилиндр и опорный элемент декоратора 2. В одном из вариантов осуществления оператор должен подтвердить изменение. Альтернативно, в другом варианте осуществления система управления может автоматически послать сигнал декоратору.
Система 46 управления может, как вариант, послать оператору сигнал тревоги на этапе 276. Сигнал тревоги может быть предоставлен на экране дисплея. В одном из вариантов осуществления сигнал тревоги может содержать визуальный элемент и звуковой элемент. В другом варианте осуществления сигнал тревоги является текстовым сообщением. Сигнал тревоги может предоставлять информацию, связанную с причиной, по которой оформление дефектно. Информация, связанная с регулирующим воздействием, чтобы устранить дефектное оформление, также может быть включена в сигнал тревоги.
На этапе 278 система 46 управления может определить, должен ли быть продолжен процесс производства. В одном из вариантов осуществления, если причина дефектного оформления не может быть исправлена системой управления, система управления будет посылать сигнал остановить работу одного или более из таких устройств, как декоратор 2 и предшествующее ему оборудование 64. Другие способы определения, остановить ли или продолжить процесс производства, описаны здесь и могут использоваться системой 46 управления.
Если система 46 управления решает, что процесс производства должен быть продолжен, способ 262 по связи YES переходит к этапу 266. Альтернативно, если процесс производства должен прекратиться, способ 262 по связи NO переходит к этапу 280.
Посредством предоставления дополнительных сведений по уровню техники, контекста и чтобы дополнительно удовлетворить требования к письменному описанию §112 35 U.S.C., следующие ссылки включаются сюда посредством ссылки в их полноте: патент США 5 724 259, патент США 5 992 318; патент США 6 142 078; патент США 6 178 254; патент США 6 184 988; патент США 6 543 350; патент США 6 867 423; патент США 7 013 803; патент США 7 017 492; публикация РСТ WO 2013/113616; и публикация РСТ WO 2016/087876.
Описание настоящего изобретения было представлено для целей иллюстрации и описания, но оно не предназначено быть исчерпывающим или ограничивающим изобретение раскрытой формой. Специалистам в данной области техники должны быть очевидны многочисленные модификации и варианты. Варианты осуществления, описанные и показанные на чертежах, были выбраны и описаны, чтобы наилучшим образом объяснить принципы изобретения, их практическое применение и позволить специалистам в данной области техники понять изобретение.
Хотя различные варианты осуществления представленного изобретения были описаны подробно, очевидно, что у специалистов в данной области техники будут возникать модификации и изменения этих вариантов осуществления. Кроме того, ссылки, сделанные здесь на "представленное изобретение" или на его подходы, должны пониматься как означающие определенные варианты осуществления представленного изобретения и не должны обязательно истолковаться как ограничивающие все варианты осуществления настоящим описанием. Следует явно понимать, что такие модификации и изменения находятся в пределах объема и сущности представленного изобретения, как указано в нижеследующей формуле изобретения.
Хотя примерные подходы, варианты осуществления, опции и/или конфигурации, показанные здесь, демонстрируют различные компоненты системы, расположенные по соседству, некоторые компоненты системы могут быть расположены на удалении, в удаленных частях распределенной сети, такой как локальная сеть (LAN) и/или Интернет, или внутри специализированной системы. Таким образом, следует понимать, что компоненты системы могут объединяться в одном или более устройствах, таких как персональный компьютер (PC), ноутбук, нетбук, смартфон, персональный цифровой помощник (PDA), планшет и т.д., или располагаться по соседству на конкретном узле распределенной сети, такой как аналоговая и/или цифровая сеть связи, сеть пакетной коммутации или сеть с коммутацией цепей. Из предыдущего описания и по причинам вычислительной эффективности должно быть понятно, что компоненты системы могут располагаться в любом месте внутри распределенной сети компонентов, не влияя на работу системы. Например, различные компоненты могут быть расположены на коммутаторе, таком как частная телефонная станция (PBX) и медиа-сервер, шлюз, в одном или более устройствах связи, в одном или более помещениях пользователя или в некотором их сочетании. Точно также, одна или более функциональных частей системы могут быть распределены между устройством-(ами) связи и соответствующим компьютерным устройством.
Дополнительно, следует понимать, что различные каналы, соединяющие элементы, могут быть проводными или беспроводными каналами или любым их сочетанием или любым другим известным или разработанным позже элементом(-ами), который способен подавать и/или передавать данных к связанным элементам или от них. Эти проводные или беспроводные каналы могут также быть защищенными каналами и могут быть способны передавать зашифрованную информацию. Среда передачи, используемая в качестве каналов, например, может быть любым соответствующим носителем электрических сигналов, в том числе, коаксиальными кабелями, медной проволокой и оптоволокном, и может принимать форму акустических или световых волн, таких как те, которые формируются во время передачи данных в диапазоне радиоволн и в инфракрасном диапазоне.
Кроме того, хотя блок-схемы последовательности выполнения операций обсуждались и иллюстрировались со ссылкой на конкретную последовательность явлений, следует понимать, что изменения, добавления и исключения в этой последовательности могут происходить, существенно не влияя на работу раскрытых вариантов осуществления, конфигурации и подходов. Дополнительно может использоваться множество вариаций и модификаций раскрытия. Может быть возможным представлять некоторые признаки раскрытия, не представляя другие.
Как вариант, системы и способы представленного раскрытия могут быть реализованы в сочетании со специализированным компьютером, программированным микропроцессором или микроконтроллером и периферийным элементом(-ами) интегральной схемы, ASIC или другой интегральной схемой, процессором цифрового сигнала, жестко смонтированной электронной или логической схемой, такой как схема на дискретных элементах, программируемое логическое устройство или вентильная матрица, такая как PLD, PLA, FPGA, PAL, специализированный компьютер, любые сопоставимые средства и т.п. В целом, любое устройство(-а) или средство, способное реализовывать методологию, показанную здесь, может использоваться для реализации различных подходов этого раскрытия. Примерные аппаратные средства, которые могут использоваться для раскрытых вариантов осуществления, конфигураций и подходов, содержат компьютеры, переносные устройства, телефоны (например, сотовые, позволяющие Интернет-связь, цифровые, аналоговые, гибридные и другие), и другие аппаратные средства, известные в технике. Некоторые из этих устройств содержат процессоры (например, одиночные или многочисленные микропроцессоры), память, энергонезависимое запоминающее устройство, устройства ввода и устройства вывода. Дополнительно, альтернативные реализации программного обеспечения, содержащие, но не ограничивающиеся только этим, распределенную обработку распределенную обработку компонент/объектов, параллельную обработку или обработку на виртуальной машине, могут также быть сконструированы, чтобы реализовать описанные здесь способы.
В одном из вариантов осуществления раскрытые способы могут с готовностью быть реализованы в сочетании с программным обеспечением, используя объектные или объектно ориентированные среды развития программного обеспечения, которые обеспечивают мобильный исходный код, пригодный для использования на множестве платформ компьютеров или рабочих станций. Альтернативно, раскрытая система может реализовываться частично или полностью в аппаратных средствах, используя стандартные логические схемы или проекты интеграции сверхвысокого уровня (VLSI). Использовать ли программное обеспечение или аппаратные средства для реализации систем в соответствии с представленным раскрытием, зависит от требований по скорости и/или эффективности системы, конкретной функции и конкретного программного обеспечения или используемых систем аппаратных средств или микропроцессорных или микрокомпьютерных систем.
В еще одном другом варианте осуществления раскрытые способы могут частично быть реализованы в программном обеспечении, которое может храниться на носителе данных, исполняться на запрограммированном универсальном компьютере с использованием контроллера и памяти, на специализированном компьютере, микропроцессоре и т.п. В этих случаях системы и способы этого раскрытия могут быть осуществлены как программа, встроенная в персональный компьютер, такая как апплет, JAVA® или графика формируемых машиной изображений (computer-generated imagery, CGI),как ресурс, постоянно пребывающий на сервере или компьютерной рабочей станции, как программа, заложенная в специализированную измерительную систему, системный компонент и т.п. Система может также быть реализована, физически включая систему и/или способ в систему аппаратных средств и/или программного обеспечения.
Хотя представленное раскрытие описывает узлы и функции, реализуемые в подходах, вариантах осуществления и/или конфигурациях со ссылкой на конкретные стандарты и протоколы, подходы, варианты осуществления и/или конфигурации не ограничиваются такими стандартами и протоколами. Существуют и другие подобные стандарты и протоколы, не упомянутые здесь, которые, как считается, содержатся в представленном раскрытии. Кроме того, стандарты и протоколы, упомянутые здесь, и другие подобные стандарты и протоколы, не упомянутые здесь, периодически заменяются на более быстрые или более эффективные эквиваленты, имеющие по существу те же самые функции. Такие заменяемые стандарты и протоколы, имеющие те же самые функции, считают эквивалентами, содержащимися в настоящем раскрытии.
Примеры процессоров, описанных здесь, могут содержать, но не ограничиваясь только этим, по меньшей мере один из таких процессоров, как Qualcomm® Snapdragon® 800 и 801, Qualcomm® Snapdragon® 610 и 615 с интеграцией 4G LTE и 64-битовой архитектурой, процессор Apple® A7 с 64-битовой архитектурой, сопроцессоры движения Apple® M7, серия Samsung® Exynos®, семейство процессоров Intel® Core™, семейство процессоров Intel® Xeon®, семейство процессоров Intel® Atom™, семейство процессоров Intel Itanium®, Intel® Core® i5-4670K и i7-4770K 22nm Haswell, Intel® Core® i5-3570K 22nm Ivy Bridge, семейство процессоров AMD® FX™, AMD® FX-4300, FX-6300, и FX-8350 32nm Vishera, процессоры® Kaveri, анформационно-развлекательные автомобильные процессоры Texas Instruments® Jacinto C6000™, мобильные процессоры автомобильного класса Texas Instruments® OMAP™, процессоры ARM® Cortex™-M, процессоры ARM® Cortex-A и ARM926EJ-S™, прочие эквивалентные промышленные процессоры, и могут выполнять вычислительные функции, используя любой известный или разработанный в будущем стандарт, набор команд, библиотеки и/или архитектуру.
Представленное раскрытие в различных подходах, вариантах осуществления и/или конфигурациях содержит компоненты, способы, процессы, системы и/или устройства, по существу, такие как изображено и описано здесь, в том числе, различные подходы, варианты осуществления, варианты осуществления конфигураций, субкомбинации и/или их подмножества. Специалисты в данной области техники после изучения настоящего раскрытия должны понимать, как реализовать и использовать раскрытые подходы, варианты осуществления, и/или конфигурации. Настоящее раскрытие в различных подходах, вариантах осуществления и/или конфигурациях содержит устройства обеспечения и процессы, отсутствующие в пунктах, показанных и/или описанных здесь или в различных подходах, вариантах осуществления и/или их конфигурациях, в том числе, такие отсутствующие устройства и процессы пункты, которые могли быть использованы в предшествующих устройствах или процессах, например, для улучшения рабочих характеристик, достижения упрощения в работе и/или сокращения стоимости реализации.
Реферат
Изобретение относится к устройству и способам, используемым для обеспечения оформления на заданном участке корпуса металлического контейнера. Декоратор содержит датчик, который считывает оформление на металлических контейнерах. Система управления получает информацию, связанную со считанным датчиком оформлением, и затем определяет, удовлетворяет ли оформление по меньшей мере целевым показателям качества. Система управления может, при необходимости, автоматически регулировать элементы декоратора, чтобы устранять дефект оформления. В одном из вариантов осуществления система управления может автоматически послать сигнал декоратору, чтобы регулировать положение по меньшей мере одного из следующих компонентов: краскораспределительный узел, красочный валик, дукторный валик, передаточный валик, формный цилиндр, печатная форма, офсетный цилиндр и офсетное полотно декоратора, чтобы устранить причину дефектного оформления. 3 н. и 22 з.п. ф-лы, 30 ил.
Комментарии