Формирование текстуры в декоре поверхности банки - RU2756436C2
Код документа: RU2756436C2
Чертежи








Описание
Область техники
Изобретение относится к формированию текстуры в декоре поверхности банки, а более конкретно - к формированию такой текстуры с использованием агломерирования поверхностного лакового покрытия.
Уровень техники
Металлические банки, такие как стальные и алюминиевые банки для напитков, обычно изготавливаются из двух компонентов. Первый из них в общем случае представляет собой цилиндрический контейнерный корпус, выполненный, заодно с основанием, с использованием процесса волочения и вытяжки из круглого металлического диска. Вторым компонентом является крышка, в которой сформирован язычок или ушко. Банку заполняют, например, напитком, а затем, используя процесс фальцевания (закатывания), прикрепляют к ее корпусу такую крышку. Известны также трехкомпонентные банки, состоящие из прокатанного и сваренного корпуса, к которому прикреплены верхний и нижний торцевые компоненты.
Из уровня техники известны машины для нанесения декоративного покрытия на наружную поверхность корпуса банки (так называемые декораторы, англ. "decorators"). Для нанесения декоративного покрытия на корпус банки типичные декораторы используют процесс сухого офсета, выполняемый до заполнения данного корпуса и до закатывания торца (торцов). Известные из уровня техники декораторы для банок представляют собой относительно сложное оборудование, схематично проиллюстрированное на фиг. 1, где слева представлен механизм 1 для транспортировки корпусов банок, содержащий набор крепежных оправок 2, вращающихся вокруг общей оси. В правой части чертежа представлено бланкетное колесо (англ. blanket wheel) 4 в виде набора из шести красящих устройств 5, в каждое из которых загружена краска, отличающаяся по цвету от красок в других устройствах. Каждое красящее устройство снабжено набором красочных валиков и печатным цилиндром, на который наносится краска. При использовании высокорельефных пластин, установленных на каждом печатном цилиндре, формируются отчетливые изображения.
На бланкетном колесе 4 установлены офсетные полотна (бланкеты, англ. blankets) 7 через соответствующие бланкетные сегменты 6. Бланкеты проводятся через красящие устройства, с которых на них переносятся дискретные изображения, образующие на бланкетах многоцветное композитное изображение. Не имеющие напечатанного изображения или "чистые" корпуса банок загружаются в крепежные оправки, которые затем переносятся в зону 3 печати, где они приводятся в контакт с предварительно окрашенными бланкетами (т.е. прокатываются по ним).
В некоторых производственных линиях на корпуса банок предварительно наносится базовое покрытие, высушиваемая до подачи банок в декоратор. В типичном варианте базовое покрытие наносится непосредственно на металлическую поверхность, образуя толстую пленку, которая обеспечивает наличие отражающей основы, используемой в дальнейшем для процессов печати. После этого декоратор наносит на корпус банки поверх базового покрытия многоцветный декор.
Обычно многоцветный декор недостаточно устойчив. Поэтому в типичном случае поверх него наносятся лаки, обеспечивающие глянец и защиту от истирания и/или коррозии. Как правило, лаки являются прозрачными и наносятся с толщиной слоя в интервале 3-5 мкм.
Более подробно декораторы банок описаны в WO 2012/148576 и US 3,766,851.
Как известно, если при декорировании корпуса банки используется краска, "антагонистичная" по отношению к лаку (нелакируемая краска), в покрывном лаке может сформироваться текстура (при применении обычных красок, нейтральных по отношению к лаку, этого не происходит). Такие "антагонистичные" краски могут в какой-то степени инициировать агломерирование, т.е. образование скоплений лака. На фиг. 2 представлен микроснимок, иллюстрирующий пример осязаемого (тактильного) декора, образованного поверх декорированного корпуса банки. Текстурный эффект по фиг. 2 сформирован стандартной лаковой пленкой (с поверхностной плотностью приблизительно 4-6 г на 1 кв. м), нанесенной поверх зоны серой нелакируемой краски. Чтобы получить сочетание гладких и тактильных участков, декор можно выполнить, скомбинировав пригодную для покрывания лаком (лакируемую) краску и нелакируемую краску. Более экстремальные эффекты можно получить, увеличив толщину лака до 10 мкм.
В ЕР 1211095 описан процесс, обеспечивающий получение трехмерного эффекта на продукте и включающий печать паттерна с использованием краски, содержащей добавку, которая после высушивания краски понижает поверхностное натяжение. Затем высушенный паттерн покрывают смолой, проявляющей тенденцию скапливаться в незапечатанных (пробельных) участках, образуя приподнятые неровности. ЕР 1211095 не раскрывает процесс, пригодный для сверхскоростных производственный линий, используемых для изготовления корпусов банок.
Раскрытие изобретения
Согласно изобретению предлагается способ декорирования металлического корпуса банки, включающий следующие этапы: на корпусе банки распечатывают мелкий паттерн, используя нелакируемую краску, и поверх напечатанного мелкого паттерна наносят лак, пока распечатанная нелакируемая краска остается влажной. При этом паттерн сконфигурирован так, чтобы сформировать текстурированный паттерн в лаке после его высыхания.
Размеры печатных элементов в мелком паттерне по существу могут быть такими же, как расстояние между печатными элементами. Например, расстояние между печатными элементами в мелком паттерне может быть меньше 1 мм, предпочтительно меньше 0,4 мм. Расстояние между печатными элементами в мелком паттерне может быть меньше 0,25 мм, а предпочтительно может находиться в интервале 0,05-0,15 мм. Размеры элементов могут равняться, например, ширине линии или пятна. Толщина пленки нелакируемой краски может составлять менее 1,5 мкм. Предусмотрена возможность выполнить мелкий паттерн методом глубокой печати.
Мелкий паттерн может представлять собой по существу регулярную структуру из распечатанных и пробельных участков, приводящую к образованию по существу регулярного текстурированного паттерна. Распечатанные участки могут представлять собой дискретные участки.
Способ может предусматривать впечатывание в данный паттерн лакируемой краски так, чтобы получить чередующиеся участки лакируемой краски и участки нелакируемой краски. Нелакируемая краска и/или лакируемая краска могут быть прозрачными.
Максимальная толщина лака внутри текстурированного паттерна может в 1,2-3 раза превышать номинальную толщину нанесенного лака.
Этап нанесения лака может выполняться менее чем через 500 мс, предпочтительно через 50-120 мс после этапа печати.
После этапа печати и этапа нанесения покрытия предусмотрена возможность пропустить корпус банки через сушильную камеру, чтобы высушить как краску, так и лак.
Нелакируемой краской может быть краска для сухого офсета с растворителем в качестве основы.
Предусмотрена возможность не запечатывать краской зоны между мелким паттерном, так что в них лак наносится на металлическую подложку. В альтернативном варианте до нанесения указанного лака на корпусе банки может быть напечатан, с использованием лакируемой краски, второй мелкий паттерн, который может по существу не перекрываться с вышеупомянутым первым мелким паттерном.
В возможном варианте краской или красками может быть прозрачная краска, содержащая флуоресцентную добавку, которая может быть активирована под воздействием УФ-излучения, например с длиной волны, в типичном случае лежащей в интервале 350-400 нм.
В возможном варианте краской или красками может быть краска, содержащая термохромные или фотохромные пигменты.
Вышеупомянутый первый мелкий паттерн может представлять собой структуру из дискретных пятен нелакируемой краски. Площадь каждого такого пятна может составлять 1 мм2 или менее, предпочтительно менее 0,2 мм2.
Лак может содержать цветной пигмент или краситель, или пигмент, создающий специальный эффект, например в виде отслаивающейся или не отслаивающейся чешуйки алюминия, эффект интерференции или перламутровый эффект.
Краткое описание чертежей
На фиг. 1 схематично проиллюстрирован декоратор банок, известный из уровня техники.
На фиг. 2 представлен преобразованный микроснимок, иллюстрирующий текстурный эффект, известный из уровня техники.
На фиг. 3 представлен преобразованный микроснимок, иллюстрирующий тисненый текстурный эффект согласно варианту изобретения.
На фиг. 4 схематично проиллюстрирован декоратор банок, содержащий красящие устройства и устройства для нанесения лака.
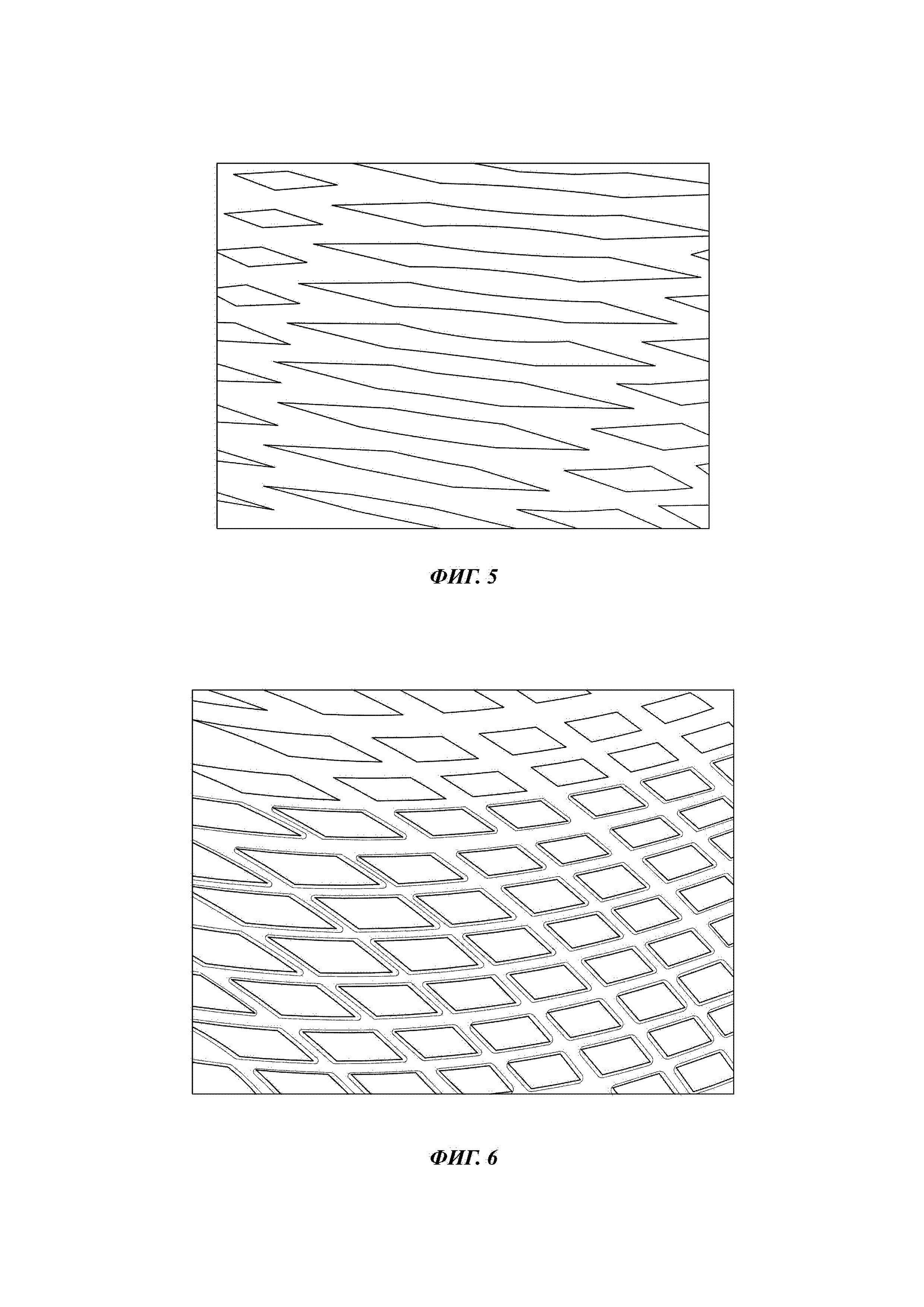
На фиг. 5 проиллюстрирован эффект гладкой текстуры, известный из уровня техники.
На фиг. 6 представлен преобразованный микроснимок, иллюстрирующий комбинацию эффектов гладкой и тисненой текстур.
На фиг. 7 проиллюстрированы пример изобразительного паттерна и результат операции печати.
На фиг. 8 проиллюстрирован пример изобразительного паттерна с наложенным преобразованным микроснимком результата операций печати и нанесения лака.
На фиг. 9 проиллюстрирован пример паттерна, полученного методом глубокой печати.
На фиг. 10 проиллюстрирован текстурированный паттерн, сформированный пленкой краски, имеющей нормальную толщину.
На фиг. 11 проиллюстрирован текстурированный паттерн, сформированный более толстой пленкой краски.
На фиг. 12 представлен текстурированный паттерн, полученный нанесением лака на паттерн, образованный чередующимися линиями нелакируемой и лакируемой красок.
На фиг. 13 представлен текстурированный паттерн, полученный нанесением лака на паттерн, сформированный краской.
Осуществление изобретения
Как было указано выше, текстура может быть сформирована в лаке на корпусе банки посредством декорирования данного корпуса с использованием нелакируемой краски. Результат этой операции, проиллюстрированный на фиг. 2, представляет собой грубую текстуру, не образующую какого-либо распознаваемого паттерна. Единственное наблюдаемое распределение создается "случайно", в результате неуправляемой реакции, происходящей между сплошным участком краски и участком лака, нанесенного поверх этой краски.
На фиг. 3 проиллюстрирован, с 40-кратным увеличением, паттерн регулярной текстуры, сформированный в лаке на металлическом корпусе банки и выполненный согласно варианту изобретения. Данный паттерн по фиг. 3 образован путем нанесения пленки лака (приблизительно 4-6 г на квадратный метр) поверх нелакируемой краски (конкретно, поверх краски 49R207664 base-white-INX™ фирмы International UK Ltd). Эта нелакируемая краска представляет собой краску для сухого офсета с растворителем в качестве основы и не содержит воды, а также протеинов или силиконов. Безусловно, вместо нее может быть использована другая краска для сухого офсета с растворителем в качестве основы. Нелакируемая краска наносится на базовое покрытие корпуса металлической банки методом печати, образуя систему дискретных пятен (островков). Площадь каждого такого пятна составляет 1 мм2 или менее, предпочтительно менее 0,2 мм2.
В типичном варианте температура, при которой наносится краска, равняется 25-50°С, хотя выбор температуры зависит от нескольких факторов, в число которых входят, например, тип краски, покрываемая площадь, а также эффективность охлаждающих систем, имеющихся на декораторе. Текстурированный паттерн формируется из конкретных мелких элементов (структура пятен) нижележащего декора, образованного нелакируемой краской. Мелкие детали сформированного печатью паттерна краски, составляющие в поперечнике приблизительно 0,3 мм, принудительно направляют лак в мелкие зазоры между участками, покрытыми нелакируемой краской. В результате создается интересная окончательная тактильная структура, инициированная просто эффектом несмачивания поверхности белой нелакируемой краски. В результате корпусу банки придается такой вид, какой он приобрел бы под воздействием тиснения посредством регулярного паттерна. Следует отметить, что регулярность мелких элементов в комбинации с эффектом несмачивания оптически имитирует эффект тиснения, усиленный текстурой окончательной структуры. Кроме того, следует отметить, что поверх участков нелакируемой краски остается некоторое количество лака. Это важно для сохранения свойств корпуса банки, определяющих стойкость к истиранию.
В связи с этим эффектом текстурирования важно отметить, что в данном случае используется процесс "мокрый по мокрому", т.е. лак наносится, пока нанесенная методом печати нелакируемая краска остается влажной. На фиг. 4 схематично проиллюстрирован декоратор банок, представляющий собой бланкетный декоратор с несколькими цветными красящими устройствами. Корпуса банок после окрашивания подводятся к блоку нанесения лака поверх краски, а затем переносятся на передаточное колесо, а от него в сушильную камеру (функционирующую при примерно 200°С). При типичных скоростях линии промежуток времени между окраской корпусов банок и нанесением на них лака составляет 50-120 мс. За это время заметного высыхания краски не происходит, т.е. покрывной лак наносится на влажную краску. Было замечено, что по сравнению с процессом "мокрый по сухому" процесс "мокрый по мокрому" усиливает тенденцию лака смещаться от окрашенных участков на неокрашенные.
Для сравнения на фиг. 5 проиллюстрирована гладкая окончательная структура, выполненная с тем же паттерном декора, но с лакируемой краской. Лак, находящийся поверх лакируемой белой краски и поверх металлической базы, представляется гладким и не имеет тактильных элементов. Текстурный эффект по фиг. 5 сформирован стандартной лаковой пленкой (приблизительно 4-6 г на квадратный метр), нанесенной поверх белой лакируемой краски (RN20334 base).
На фиг. 6 проиллюстрирован эффект, созданный комбинацией лакируемой и нелакируемой красок, причем в данном случае использовался тот же паттерн нижележащего декора. За счет распределения красок по поверхности создаются гладкая и тактильная окончательные структуры соответственно. Желательно, чтобы переходы между этими двумя паттернами красок были сглажены. В частности, такой переход может находиться у стыка между основным корпусом банки и торцевой обжимаемой зоной. Это позволяет избежать проблем при обжимании готовой тисненой поверхности. Распечатывание паттерна, содержащего комбинацию лакируемой и нелакируемой красок, также может давать улучшенную окончательную структуру, которая в разных местах на запечатанной поверхности является гладкой или тактильной соответственно.
На фиг. 7 проиллюстрированы пример изобразительного паттерна и результат процесса печати. На чертеже синие зоны соответствуют участкам, которые должны быть запечатаны нелакируемой краской, а серые - пробельным участкам. Минимальное разделяющее расстояние между элементами и их размер, а также паттерн, требуемый для того, чтобы обеспечить желаемый эффект при конкретной скорости линии, зависят главным образом от типа машины и ее режима. Авторы изобретения убедились, что в процессе печати обычно происходит некоторое увеличение индивидуальных элементов паттерна. Это подтверждается увеличенными структурами распечатанного паттерна, показанными на фиг. 7. Поэтому чтобы избежать слияния элементов, их размер и минимальное разделяющее расстояние между ними в предпочтительном варианте должны составлять по меньшей мере 0,1 мм. Как вариант, данное расстояние между элементами в паттерне может быть выбрано в интервале 0,1-1 мм. В возможном варианте размер элементов в паттерне по существу равен расстоянию между ними. Например, суммарная площадь, занятая элементами в паттерне, может составлять 40-60%, например 50%, от общей площади поверхности, выбранной для печати (т.е. поверхности, на которой должен быть создан текстурированный паттерн).
На фиг. 8 проиллюстрирован пример изобразительного паттерна с наложенным микроснимком (преобразованным в эквивалентный рисунок в виде линий) результата печати.
На фиг. 9 проиллюстрирован пример паттерна, сформированного непрерывными линиями при использовании глубокой печати. Такой паттерн может быть вполне пригоден для применения совместно с предлагаемым изобретением, поскольку он по своей природе способен обладать характеристиками, необходимыми для получения текстурированного паттерна в покрывающем лаке.
На фиг. 10 и 11 представлены преобразованные микроснимки, иллюстрирующие паттерн, сформированный пленкой краски с нормальной толщиной (приблизительно 1 мкм) и с увеличенной толщиной (приблизительно 1,5 мкм) соответственно. Как показано на данных чертежах, пленка краски толщиной менее 1,5 мкм позволяет получить текстурированный паттерн с гораздо более четкими кромками.
В общем случае предлагаемый способ декорирования банки может включать нанесение, в виде мелкого паттерна, нелакируемой краски на корпус банки с последующим нанесением лака поверх наложенной краски. Лак можно нанести, например, посредством устройства для нанесения покрытий, использующего простые или анилоксовые/рифленые валики. Зазоры между валиками такого устройства и скорости валиков задают толщину лакового покрытия. В устройстве на основе анилоксовых/рифленых валиков толщина пленки нанесенного лака задается объемом ячейки и конструкцией рифленого валика, причем по сравнению с устройством, использующим простой валик, обеспечивается уменьшение отклонений, вызываемых изменением скорости линии. В добавление к этому, в устройстве на основе анилоксовых/рифленых валиков можно изменять объем и конструкцию ячейки для создания эффекта, изменяющегося по поверхности банки, и для получения участков с уменьшенной толщиной пленки, например, в зоне горловины. Это помогает сформировать горловину, не ухудшая декоративный эффект покрытия на остальной части банки, который основан на значительной толщине пленки лака. В типичной ситуации после нанесения на влажные краски лак высушивают или отверждают. Тактильные паттерны можно сформировать, используя, например, белую краску RN20334 или краски других цветов (в том числе прозрачные краски), входящие в одну и ту же серию нелакируемых красок («novar»). Нетактильные паттерны можно сформировать, используя белую краску 49R207664 или краски других цветов, входящие в одну и ту же серию лакируемых красок.
Что касается высоты элементов текстурированного паттерна, она, очевидно, является функцией номинальной толщины нанесенного лака и требуемой текстуры. Только в качестве примера, может оказаться желательным, чтобы максимальная толщина лака в границах текстурированного участка была в три, возможно, в два раза меньше номинальной толщины. Более толстые зоны могут находиться в той области корпуса банки, в которой происходит перекрывание слоев лака. Так, если неперекрытый слой имеет толщину Т, толщина в зоне перекрывания может составлять 1,5 Т. Если в перекрывающей зоне присутствует нелакируемая краска, толщина лака может удвоиться, т.е. составить до 3 Т. Номинальные поверхностные плотности перекрываемого слоя будут соответствовать приблизительно 3 г/м2; с учетом типичных плотностей сухой пленки, равных 1,00-1,30, значение Т становится равным 2-4 мкм, соответствуя агломерированной толщине в результате тиснения, равной 4-8 мкм в неперекрытой области и 8-12 мкм в области толщиной 3 Т. Конечно, могут оказаться возможными/востребованными и другие текстуры и толщины, в том числе матированные элементы, использующие узкие линии или малую ширину элементов паттерна и/или уменьшенные толщины лака.
В вариантах, приведенных выше, на зоны, в которых создается текстурированный паттерн, наносится методом печати только нелакируемая краска. Однако в других вариантах желаемый эффект может быть усилен, если для печати использовать комбинацию такой краски с лакируемой краской. Например, сетка, наносимая лакируемой краской, может быть напечатана в виде пятен, расположенных в границах сетки. В некоторых случаях лакируемые краски и/или нелакируемые краски могут быть прозрачными. Предусмотрена возможность печати как поверх базового покрытия, так и непосредственно на материал корпуса банки.
В некоторых случаях может потребоваться уменьшить размер элементов (в печатном мелком паттерне) и/или промежутки между ними ниже упомянутых значений, например, до 0,1 мм или менее. В этом случае появляется возможность создать впечатление поверхности, матированной управляемым образом, распечатывая очень узкие линии, эффект которых отличается как от эффекта, достигаемого согласно уровню техники с использованием сплошной зоны нелакируемой краски, так и от эффекта вышеописанного тиснения, проиллюстрированного фиг. 3. На фиг. 12 представлен, приблизительно с 40-кратным увеличением, преобразованный микроснимок (фотоснимок) поверхности, полученной с использованием линий (шириной приблизительно 0,1 мм) черной нелакируемой краски, чередующихся с линиями, имеющими такую же ширину, но нанесенными черной лакируемой краской. Данные линии по существу не перекрываются между собой согласно принципу "kiss-fitting". Хотя в линейных элементах наблюдается некоторое количество ограниченных перемычек, при данном увеличении линейная структура этих чередующихся элементов, покрытых лаком, проявляется достаточно очевидным образом. Однако при рассматривании невооруженным глазом линейные участки по сравнению с окружающей их однородной зоной лакируемой краски выглядят матовыми.
На фиг. 13 представлен, приблизительно с 40-кратным увеличением, преобразованный микроснимок поверхности, полученной с использованием паттерна, который состоит не из непрерывных, а из чередующихся или прерывистых линий, напечатанных нелакируемой краской, а остальная поверхность запечатана лакируемой краской. Такой вариант позволяет уменьшить количество перемычек и, таким образом, потенциально улучшить управление матирующим эффектом.
Специалистам в этой области будет понятно, что в границах изобретения использование комбинаций толщин линий/элементов, толщин лаковой пленки, а также комбинаций цвета и типа красок будет давать различные эффективные интенсивности. Предлагаемый способ потенциально обеспечивает контролируемое получение специфических участков матирующей финишной обработки в границах общего глянцевого декора банки, чего с использованием традиционных матирующих или глянцевых покрывных лаков добиться невозможно. Кроме того, по сравнению с нанесением лака на сплошную распечатанную поверхность нелакируемой краски (см. фиг. 2) данный способ обеспечивает более предсказуемую и лучше контролируемую финальную матирующую структуру.
Специалисту в этой области будет понятно, что возможны модификации описанных вариантов, не выходящие за границы объема изобретения. Например, чтобы иметь возможность создавать изменяемые текстурированные паттерны, используя одну и ту же производственную линию, изготовляющую корпуса банок, могут быть применены способ и оборудование, предложенные в WO 2014/128200. В этом документе описано получение позитивных вторичных изображений на бланкетах декоратора, причем на каждой из таких бланкет бланкетного колеса находится индивидуальное изображение, не совпадающее с остальными. В частности, если снабдить эти вторичные изображения поверхностным паттерном, разные бланкеты способны обеспечить получение разных текстурированных паттернов. Разумеется, для распечатывания паттернов с получением текстурированного паттерна в готовых корпусах банок с лаковым покрытием участки бланкетной поверхности могут быть подвергнуты гравировке или тиснению. Такие паттерны могут являться альтернативой или дополнением для паттернов, напечатанных посредством печатных цилиндров.
Реферат
Предложен способ декорирования металлического корпуса банки, включающий следующие этапы: на корпусе банки распечатывают мелкий паттерн, используя нелакируемую краску, и, пока указанная распечатанная краска остается влажной, поверх напечатанного мелкого паттерна наносят лак. Данный паттерн сконфигурирован так, чтобы в лаке после его высыхания формировался текстурированный паттерн. 25 з.п. ф-лы, 13 ил.
Комментарии