Формула
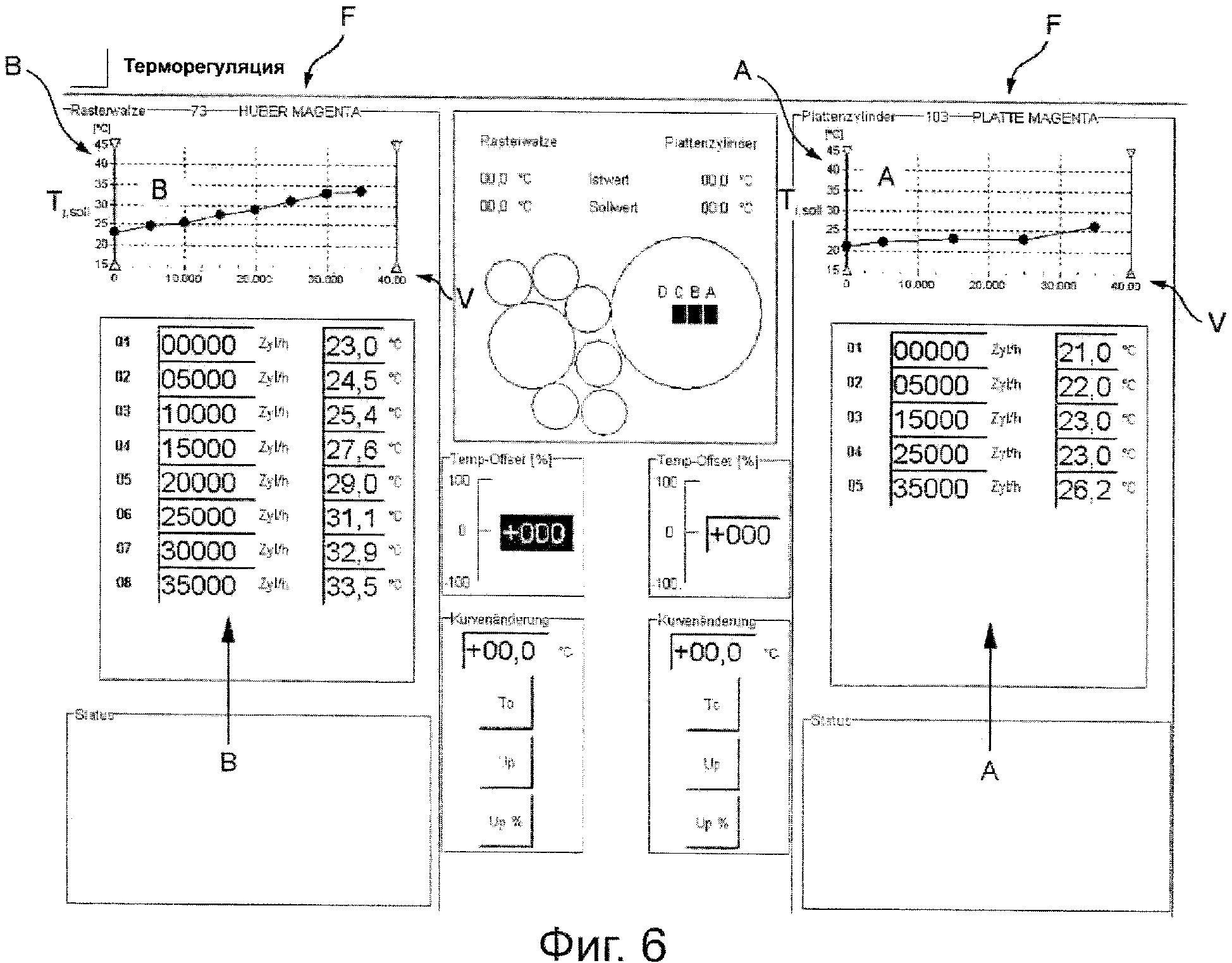
1. Способ регулирования переноса печатной краски, при котором расположенный в красящем аппарате (42) печатной машины первый валик (54) переносит печатную краску на формный цилиндр (43), причем с помощью устройства терморегуляции (57) первого валика (54) на его поверхности задают должную температуру (Tj,soll) и (или) с помощью устройства терморегуляции (58) формного цилиндра (43) на его поверхности задают должную температуру (Ti,soll), причем в каждом случае устройством терморегуляции (57) первого валика (54) и (или) устройством терморегуляции (58) формного цилиндра (43) управляют посредством регулировочного устройства (37), а в блоке памяти (34) регулировочного устройства (37) сохраняют кривые или опорные точки для различных печатных красок или типов красок по меньшей мере для одной функциональной зависимости между скоростью производства (V) печатной машины и в каждом случае должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54), отличающийся тем, что, по меньшей мере, конкретную функциональную взаимосвязь между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54) в маске индикации и (или) маске ввода на мониторе устройства ввода-вывода (33) выбирают из ряда специфичных для различных печатных красок или типов красок кривых или опорных точек, причем должная температура (Tj,soll), заданная на рабочей поверхности первого валика (54), определяет первый параметр печатной краски, а должная температура (Ti,soll), заданная на рабочей поверхности формного цилиндра (43), определяет второй параметр той же самой печатной краски, переносимой к формному цилиндру (43), причем первый параметр печатной краски, заданный на рабочей поверхности первого валика (54), касается ее вязкости, и причем второй параметр печатной краски, заданный на рабочей поверхности формного цилиндра (43), касается ее тягучести.
2. Способ по п.1, отличающийся тем, что, по меньшей мере, взаимосвязь между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54), показанную для выбранной печатной краски или выбранного типа краски в маске индикации и (или) маске ввода на мониторе устройства ввода-вывода (33), изменяют посредством ввода и (или) выбора в маске индикации и (или) маске ввода.
3. Способ по п.2, отличающийся тем, что осуществленное посредством ввода и (или) выбора изменение показанной взаимосвязи между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54) проводят в заданных границах.
4. Способ по п.2, отличающийся тем, что осуществленное посредством ввода и (или) выбора изменение показанной взаимосвязи между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54) сохраняют в устройстве памяти (34).
5. Способ по п.2, отличающийся тем, что осуществленное посредством ввода и (или) выбора изменение показанной взаимосвязи между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54) в каждом случае воздействует на должную температуру (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54), задавая сдвиг температуры.
6. Способ по п.2, отличающийся тем, что осуществленное посредством ввода и (или) выбора изменение показанной взаимосвязи между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54) изменяет ранее сохраненную в устройстве памяти (34) взаимосвязь между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54).
7. Способ по п.1, отличающийся тем, что задание должной температуры (Tj,soll) на рабочей поверхности первого валика (54) предпринимают независимо от задания должной температуры (Ti,soll) на рабочей поверхности формного цилиндра (43).
8. Способ по п.1, отличающийся тем, что связанное с изменением величины скорости производства (V) печатной машины изменение в установках конкретной должной температуры (Ti,soll; Tj,soll) на рабочей поверхности первого валика (54) и (или) формного цилиндра (43) начинают прежде, чем установится новая скорость производства (V) печатной машины.
9. Способ по п.1, отличающийся тем, что для оказания влияния на количество печатной краски, переносимой из резервуара (61) на запечатываемый материал (49), используют вязкость и (или) тягучесть печатной краски.
10. Способ по п.1, отличающийся тем, что с регулированием вязкости снижение способности первого валика (54) переносить печатную краску на соседнее с первым валиком (54) тело вращения (53), вызванное ростом скорости производства (V), компенсируют снижением вязкости печатной краски, обусловленным установленной температурой.
11. Способ по п.1, отличающийся тем, что с регулированием вязкости скорость подачи первого валика (54) при изменении скорости производства (V) печатной машины поддерживают хотя бы приблизительно постоянной.
12. Способ регулирования переноса печатной краски, при котором расположенный в красящем аппарате (42) печатной машины первый валик (54) переносит печатную краску на формный цилиндр (43), причем с помощью устройства терморегуляции (57) первого валика (54) на его поверхности задают должную температуру (Tj,soll) и (или) с помощью устройства терморегуляции (58) формного цилиндра (43) на его поверхности задают должную температуру (Ti,soll), причем в каждом случае устройством терморегуляции (57) первого валика (54) и (или) устройством терморегуляции (58) формного цилиндра (43) управляют посредством регулировочного устройства (37), а в блоке памяти (34) регулировочного устройства (37) сохраняют кривые или опорные точки для различных печатных красок или типов красок, по меньшей мере, для одной функциональной зависимости между скоростью производства (V) печатной машины и в каждом случае должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54), отличающийся тем, что связанное с изменением величины скорости производства (V) печатной машины изменение в установках конкретной должной температуры (Ti,soll; Tj,soll) на рабочей поверхности первого валика (54) и (или) формного цилиндра (43) начинают прежде, чем установится новая скорость производства (V) печатной машины.
13. Способ по п.12, отличающийся тем, что, по меньшей мере, конкретную функциональную взаимосвязь между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54) в маске индикации и (или) маске ввода на мониторе устройства ввода-вывода (33) выбирают из ряда специфичных для различных печатных красок или типов красок кривых или опорных точек.
14. Способ по п.12, отличающийся тем, что, по меньшей мере, взаимосвязь между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54), показанную для выбранной печатной краски или выбранного типа краски в маске индикации и (или) маске ввода на мониторе устройства ввода-вывода (33), изменяют посредством ввода и (или) выбора в маске индикации и (или) маске ввода.
15. Способ по п.14, отличающийся тем, что осуществленное посредством ввода и (или) выбора изменение показанной взаимосвязи между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54) проводят в заданных границах.
16. Способ по п.14, отличающийся тем, что осуществленное посредством ввода и (или) выбора изменение показанной взаимосвязи между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54) сохраняют в устройстве памяти (34).
17. Способ по п.14, отличающийся тем, что осуществленное посредством ввода и (или) выбора изменение показанной взаимосвязи между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54) в каждом случае воздействует на должную температуру (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54), задавая сдвиг температуры.
18. Способ по п.14, отличающийся тем, что осуществленное посредством ввода и (или) выбора изменение показанной взаимосвязи между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54) изменяет ранее сохраненную в устройстве памяти (34) взаимосвязь между скоростью производства (V) печатной машины и заданной должной температурой (Ti,soll; Tj,soll) на рабочей поверхности формного цилиндра (43) или на рабочей поверхности первого валика (54).
19. Способ по п.12, отличающийся тем, что устройства терморегуляции (57; 58) задают параметр печатной краски.
20. Способ по п.12, отличающийся тем, что должная температура (Tj,soll), заданная на рабочей поверхности первого валика (54), определяет первый параметр печатной краски, а должная температура (Ti,soll), заданная на рабочей поверхности формного цилиндра (43), определяет другой, второй параметр той же самой печатной краски, переносимой к формному цилиндру (43).
21. Способ по п.12, отличающийся тем, что первый параметр печатной краски, заданный на рабочей поверхности первого валика (54), касается ее вязкости.
22. Способ по п.12, отличающийся тем, что второй параметр печатной краски, заданный на рабочей поверхности формного цилиндра (43), касается ее тягучести.
23. Способ по п.12, отличающийся тем, что задание должной температуры (Tj,soll) на рабочей поверхности первого валика (54) предпринимают независимо от задания должной температуры (Ti,soll) на рабочей поверхности формного цилиндра (43).
24. Способ по п.12, отличающийся тем, что исполнение установки новой скорости производства (V) задерживают, пока первый валик (54) и (или) формный цилиндр (43) не достигнут подлежащих заданию при новой скорости производства (V) величин должных температур (Ti,soll; Tj,soll) на соответствующих рабочих поверхностях полностью или хотя бы большей частью.
25. Способ по п.21 или 22, отличающийся тем, что вязкость и (или) тягучесть печатной краски используют для воздействия на количество краски, подлежащее переносу из резервуара (61) на запечатываемый материал (49).
26. Способ по п.21, отличающийся тем, что с регулированием вязкости снижение способности первого валика (54) переносить печатную краску на соседнее с первым валиком (54) тело вращения (53), вызванное ростом скорости производства (V), компенсируют снижением вязкости печатной краски, обусловленным установленной температурой.
27. Способ по п.21, отличающийся тем, что с регулированием вязкости скорость подачи первого валика (54) при изменении скорости производства (V) печатной машины поддерживают хотя бы приблизительно постоянной.


























































Комментарии