Способ монтажа печатных форм с точной приводкой на цилиндрах печатной машины с системой регулирования температуры - RU2605168C2
Код документа: RU2605168C2
Чертежи









Описание
Изобретение относится к способу монтажа с точной приводкой по меньшей мере двух печатных форм, а также к системе регулирования приводки.
В печатных машинах часто используют формные цилиндры, выполненные как цилиндры с печатными формами в виде формных пластин. Подобные печатные формы можно менять. Для этого следует использовать устройство, позволяющее фиксировать печатную форму на формном цилиндре с возможностью ее последующей замены. По мере ужесточения требований к точности производимой на печатных машинах печатной продукции возрастают также требования к точности монтажа печатных форм на формных цилиндрах. Так, например, в сфере печатания ценных бумаг выдвигают требования, согласно которым точность положения печатных форм, по меньшей мере относительно друг друга должна находиться в пределах нескольких микрометров. Обеспечить подобную точность посредством зажимов для печатных форм, используемых на обычных листовых печатных машинах, невозможно.
Из патентов Германии DE 4129831 А1, DE 102004052826 А1 и DE 19924784 A1 соответственно известен формный цилиндр, снабженный каналом, в котором размещено зажимное устройство с радиально-наружным зажимным элементом, установленным неподвижно относительно базового корпуса зажимного устройства, и нажимным элементом, установленным радиально глубже, чем радиально-наружный зажимной элемент, причем указанное зажимное устройство снабжено позиционирующим элементом, посредством которого нажимной элемент можно, по меньшей мере частично перемещать относительно радиально-наружного зажимного элемента по меньшей мере в направлении зажима и/или в противоположном направлении.
В патенте Германии DE 19511956 А1 описан формный цилиндр с зажимным устройством, снабженным радиально-внутренним зажимным элементом, который посредством по меньшей мере одного переднего прижимного элемента постоянно удерживается в определенном тангенциальном положении.
Из патента Германии DE 4226565 А1 известно устройство для натяжения и юстировки гибких печатных форм на формных цилиндрах ротационных печатных машин.
Из патента Германии DE 3731039 А1 известен формный цилиндр с каналом, в котором установлено заднее зажимное устройство с радиально-наружным зажимным элементом, снабженное по меньшей мере одним нажимным элементом, который частично расположен радиально-глубже, чем по меньшей мере один радиально-наружный зажимной элемент, причем указанное зажимное устройство имеет по меньшей мере один позиционирующий элемент, посредством которого по меньшей мере один нажимной элемент и радиально-наружный зажимной элемент можно, по меньшей мере частично перемещать друг относительно друга по меньшей мере в направлении зажима и/или в противоположном направлении.
Из патента Германии DE 4341431 А1 известен формный цилиндр с каналом, в котором установлены два зажимных устройства, каждое из которых имеет базовый корпус, причем по меньшей мере один зажимной элемент установлен неподвижно относительно соответствующего базового корпуса (основной части), в то время как по меньшей мере один другой зажимной элемент установлен относительно соответствующего базового корпуса подвижно. Одно из подобных зажимных устройств опирается на стенку канала посредством винтов. Другое зажимное устройство опирается на другую стенку канала посредством упорных штифтов.
Из патента Германии DE 29815085 U1 известен формный цилиндр с каналом, в котором предусмотрены два зажимных устройства. По меньшей мере одно из зажимных устройств имеет базовый корпус, относительно которого неподвижно установлен по меньшей мере один зажимной элемент и подвижно установлен по меньшей мере один другой зажимной элемент. Подобное зажимное устройство опирается на стенку канала посредством винтов и нажимных пружин.
Из патента Германии DE 29608124 U1 известен формный цилиндр с каналом, в котором установлено по меньшей мере одно зажимное устройство по меньшей мере с одним базовым корпусом, относительно которого неподвижно установлен по меньшей мере один зажимной элемент и подвижно установлен по меньшей мере один другой зажимной элемент. По меньшей мере одно зажимное устройство опирается в тангенциальном направлении относительно цилиндрической части формного цилиндра по меньшей мере в трех опорных местах. Однако в цитируемом документе отсутствует информация о том, каким образом установлен вал, используемый для соединения базового корпуса с цилиндрической частью формного цилиндра, а именно неподвижно относительно базового корпуса, неподвижно относительно цилиндрической части формного цилиндра или подвижно как относительно цилиндрической части, так и относительно базового корпуса.
Кроме того, из патента Германии DE 4129831 А1 известно зажимное устройство с радиально-внутренним зажимным элементом, который посредством, по меньшей мере одного переднего прижимного элемента постоянно удерживается в определенном тангенциальном положении.
В публикации международной заявки WO 93/03925 А1 описан формный цилиндр с каналом, в котором установлено снабженное зажимным устройством приспособление для натяжения, способное перемещаться внутри канала на салазках.
Из патента Германии DE 4239089 А1, а также из европейских патентов ЕР 0579017 А1 и ЕР 0711664 А1 известны способы и устройства для натяжения печатных форм и устранения ошибок в приводке. Кроме того, в ЕР 0579017 А1 описан формный цилиндр печатной машины, в канале которого установлено по меньшей мере одно устройство для натяжения печатной формы.
Из патента Германии DE 4235393 А1 известно устройство для регулирования приводки, а также способ регулирования приводки, предусматривающий использование приводочных меток.
Из патента Германии DE 10 2007057455 А1 известно устройство, посредством которого можно изменять уложенную на формном цилиндре печатную форму. Для настройки положения печатной формы в тангенциальном направлении сначала аннулируют ранее выполненную настройку ее положения в аксиальном направлении.
Из патента США US 2006/0174792 А1 известен способ, в соответствии с которым посредством термического расширения деформируют струйную печатающую головку, что позволяет реагировать на изменение ширины запечатываемого рулонного полимерного материала.
В патенте Германии DE 10137166 А1 описан способ печати с точной приводкой, причем в случае возникающего сужения/расширения отпечатков выполняют корректировку по меньшей мере одной температуры по меньшей мере одной печатной формы, смонтированной по меньшей мере на одном формном цилиндре, по меньшей мере одной цилиндрической части по меньшей мере одного формного цилиндра и/или по меньшей мере одного теплоносителя, взаимодействующего с соответствующей печатной формой и/или соответствующим по меньшей мере одним формным цилиндром, что позволяет согласовывать зависящее от температуры деформирование печатной формы с трапециевидным деформированием запечатываемого материала, происходящим по меньшей мере в одном предшествующем процессе печатания. Подобное согласование не зависит от используемых в предшествующем процессе печатания печатных форм.
Из патента Германии DE 4335351 А1 известен способ печати с точной приводкой, причем запечатываемый материал снабжен по меньшей мере одним приводочным оттиском, содержащим соответственно по меньшей мере два переданные с разных печатных форм контрольные элемента, и причем в процессе контроля регистрируют фактическое положение всех контрольных элементов по меньшей мере одного приводочного оттиска в сравнении с соответствующим заданным положением.
Из патента Германии DE 102005012913 А1 известен способ монтажа с точной приводкой соответственно по меньшей мере одной печатной формы по меньшей мере на двух формных цилиндрах печатной машины. Сообщается, что запечатываемый материал имеет по меньшей мере один приводочный оттиск, который содержит соответственно по меньшей мере два переданных с разных печатных форм контрольных элемента, причем в процессе контроля регистрируют фактическое положение контрольных элементов в сравнении с их заданным положением.
Из публикации международной заявки WO 2005/007406 А1 известен способ влияния на эффект растягивания бумажного полотна ("Fan-Out-Effekts") в печатной машине. Печатная машина оснащена по меньшей мере одной печатной секцией по меньшей мере с одним печатным аппаратом и по меньшей мере одним красочным аппаратом, причем запечатываемый материал имеет по меньшей мере один приводочный оттиск, который соответственно содержит по меньшей мере два переданных с разных печатных форм контрольных элемента, причем в процессе контроля регистрируют фактическое положение всех контрольных элементов по меньшей мере одного приводочного оттиска в сравнении с их заданным положением.
Из патента Германии DE 4239089 А1 известен способ устранения ошибок в приводке печатных форм. Печатные формы закрепляют и натягивают. Производят обмер печатной формы и в случае отклонения фактических положений высеченных приводочных отверстий от их заданных положений выполняют настройку поперечной приводки, приводки по окружности и/или диагональной приводки путем регулировки самого формного цилиндра или зажимных приспособлений относительно формного цилиндра.
В основу настоящего изобретения была положена задача разработать способ монтажа по меньшей мере двух печатных форм с точной приводкой и систему регулирования приводки.
Указанная задача решается благодаря признакам, представленным в пунктах 1, 2 и 40 формулы изобретения.
Преимущества настоящего изобретения прежде всего состоят в простоте укладки и/или монтажа печатных форм на формных цилиндрах (выполненных в виде цилиндров с печатными формами) и возможности обеспечения высокой точности приводки. В частности, соответствующее устройство также отличается конструктивной простотой и содержит минимальное количество подвижных деталей. Другим преимуществом изобретения является предпочтительно высокая воспроизводимость положения печатной формы на формном цилиндре. Повышению точности положения печатных форм способствуют также значительные усилия зажима. Следствием этого, особенно характерным для печатных машин, в которых во взаимодействии с общим передаточным цилиндром функционируют несколько формных цилиндров, является особенно высокая точность печати, поскольку запечатываемый материал снабжается печатной краской только в одном месте, в связи с чем точность отпечатка зависит лишь от точности положения печатных красок на общем передаточном цилиндре, а следовательно, в конечном итоге от точности монтажа и взаимного расположения печатных форм на формных цилиндрах.
Формный цилиндр, в частности, формный цилиндр печатной машины, предпочтительно снабжен по меньшей мере одним каналом, в котором предпочтительно установлено по меньшей мере одно зажимное устройство, причем по меньшей мере одно зажимное устройство предпочтительно имеет по меньшей мере один радиально-наружный зажимной элемент, в частности, по меньшей мере одну радиально-наружную зажимную планку, предпочтительно неподвижно расположенную относительно базового корпуса по меньшей мере одного зажимного устройства, причем, по меньшей мере одно зажимное устройство предпочтительно имеет по меньшей мере один нажимной элемент, расположенный радиально глубже, чем по меньшей мере один радиально-наружный зажимной элемент, и причем по меньшей мере одно зажимное устройство предпочтительно имеет по меньшей мере один позиционирующий элемент, посредством которого по меньшей мере один нажимной элемент по меньшей мере частично может перемещаться относительно по меньшей мере одного радиально-наружного зажимного элемента, более предпочтительно относительно цилиндрической части формного цилиндра по меньшей мере в направлении зажима и/или в противоположном направлении, предпочтительно характеризуется одним или несколькими приведенными ниже признаками. По меньшей мере один позиционирующий элемент предпочтительно выполнен, например, в виде привода для ослабления зажима, в частности, в виде шланга (трубки) для ослабления зажима.
По меньшей мере одно зажимное устройство предпочтительно имеет по меньшей мере два нажимных элемента, между которыми в тангенциальном направлении относительно формного цилиндра установлен по меньшей мере один позиционирующий элемент. Усилие зажима печатной формы посредством устройства с двумя нажимными элементами удваивается по сравнению с устройством, снабженным единственным нажимным элементом с аналогичной пружинной жесткостью. Однако передаваемое позиционирующим элементом усилие остается таким же, поскольку установочный ход по меньшей мере одного позиционирующего элемента удваивается, ибо по меньшей мере один позиционирующий элемент, установленный между по меньшей мере двумя нажимными элементами, способен перемещаться к каждому из последних. Следовательно, в случае использования в качестве позиционирующего элемента ослабляющего шланга, в частности, ослабляющего зажим шланга, для удвоенного установочного усилия в этом шланге не требуется создавать или не создают более высокого давления, чем в случае использования только одного нажимного элемента.
По меньшей мере одна прямая линия, которая соединяет по меньшей мере два нажимных элемента по меньшей мере одного зажимного устройства, предпочтительно пересекает по меньшей мере один позиционирующий элемент по меньшей мере одного данного зажимного устройства. По меньшей мере один нажимной элемент посредством по меньшей мере одного позиционирующего элемента предпочтительно может по меньшей мере частично перемещаться относительно цилиндрической части формного цилиндра по меньшей мере в направлении зажима и/или в противоположном направлении.
По меньшей мере одно зажимное устройство предпочтительно имеет по меньшей мере один радиально-внутренний зажимной элемент, на который в направлении зажима, то есть в направлении по меньшей мере к одному радиально-наружному зажимному элементу, более предпочтительно может воздействовать и/или воздействует усилие, передаваемое по меньшей мере от одного или предпочтительно по меньшей мере от двух нажимных элементов, и который совместно по меньшей мере с одним радиально-наружным зажимным элементом предпочтительно образует зажимной зазор. Таким образом, форма зажимного зазора и/или его позиционирование предпочтительно определяются по меньшей мере двумя зажимными элементами, причем зажимной зазор может функционировать воспроизводимо и предпочтительно без непреднамеренных перемещений печатной формы при ее закреплении. Прежде всего, это относится к предпочтительной ситуации, в соответствии с которой по меньшей мере один радиально-внутренний зажимной элемент выполнен с возможностью лишь линейного перемещения.
По меньшей мере одним радиально-наружным зажимным элементом предпочтительно является по меньшей мере одна радиально-наружная зажимная планка, протяженность которой в аксиальном направлении относительно оси вращения формного цилиндра составляет по меньшей мере 75% от аксиальной протяженности по меньшей мере одного канала, и/или по меньшей мере одним радиально-внутренним зажимным элементом предпочтительно является по меньшей мере одна радиально-внутренняя зажимная планка, протяженность которой в аксиальном направлении относительно оси вращения формного цилиндра составляет, по меньшей мере 75% от аксиальной протяженности по меньшей мере одного канала. По меньшей мере каждый, из двух нажимных элементов предпочтительно выполнен в виде по меньшей мере одной листовой пружины. При этом аксиальное направление предпочтительно параллельно оси вращения формного цилиндра.
По меньшей мере один позиционирующий элемент предпочтительно выполнен в виде по меньшей мере одного шланга для ослабления зажима, в котором с целью ослабления зажима более предпочтительно можно создавать давление. Преимуществом подобного шланга является простота конструкции, а также возможность экономичного изготовления и эксплуатации. Другим преимуществом подобного шланга является возможность закрепления печатной формы при деактивированном установочном элементе.
По меньшей мере один радиально-внутренний зажимной элемент соединен по меньшей мере с двумя нажимными элементами предпочтительно посредством по меньшей мере одного соединительного элемента.
По меньшей мере в одном канале предпочтительно размещено по меньшей мере одно переднее зажимное устройство указанной выше конструкции и по меньшей мере одно заднее зажимное устройство указанной выше конструкции. Благодаря этому указанные выше преимущества могут быть реализованы предпочтительно в удвоенном объеме. По меньшей мере одно переднее зажимное устройство предпочтительно выполнено с целью закрепления набегающего в процессе печатания края печатной формы.
По меньшей мере одно зажимное устройство предпочтительно выполнено в виде по меньшей мере одного заднего зажимного устройства, которое является частью по меньшей мере одних салазок по меньшей мере одного устройства для натяжения, причем по меньшей мере одни салазки расположены с возможностью перемещения внутри по меньшей мере одного канала вдоль пути натяжения по меньшей мере к одному переднему зажимному устройству посредством по меньшей мере одного привода для натяжения. Путь перемещения салазок при натяжении печатной формы предпочтительно перпендикулярен оси вращения формного цилиндра. Путь перемещения салазок при натяжении печатной формы предпочтительно находится в плоскости, нормаль к которой ориентирована параллельно оси вращения формного цилиндра. Таким образом, салазки предпочтительно можно использовать как для натяжения печатной формы, так и для облегчения ее укладки на формный цилиндр.
По меньшей мере часть пути перемещения салазок при натяжении предпочтительно совпадает с тангенциальным направлением и/или противоположным тангенциальному направлением, или с направлением натяжения, касательным к тангенциальному направлению, и/или с направлением, противоположным тангенциальному направлению. По меньшей мере один привод для натяжения предпочтительно выполнен в виде по меньшей мере одного шланга для натяжения. Благодаря этому предпочтительно достигают таких же преимуществ, как и в случае шланга для ослабления зажима, то есть, прежде всего, аналогичной конструктивной простоты и возможности экономичного изготовления и эксплуатации.
Максимальный путь перемещения по меньшей мере одних салазок относительно цилиндрической части формного цилиндра в направлении натяжения и/или в противоположном направлении предпочтительно по меньшей мере аналогичен измеряемой в направлении натяжения протяженности предусматриваемой или более предпочтительно фактической площади контакта печатной формы, закрепленной по меньшей мере в одном заднем зажимном устройстве посредством по меньшей мере одного радиально-наружного прижимного элемента по меньшей мере одного заднего зажимного устройства.
Протяженность по меньшей мере одного устройства для натяжения, более предпочтительно строго одного устройства для натяжения, в аксиальном направлении относительно оси вращения формного цилиндра предпочтительно соответствует по меньшей мере 75% аксиальной протяженности по меньшей мере одного канала.
По меньшей мере в одном канале предпочтительно расположено по меньшей мере одно устройство для натяжения, которое имеет по меньшей мере одно переднее зажимное устройство и по меньшей мере одно заднее зажимное устройство, причем по меньшей мере одно переднее зажимное устройство предпочтительно снабжено по меньшей мере одним передним позиционирующим элементом, в частности, по меньшей мере одним передним приводом для ослабления зажима, предназначенным для размыкания и смыкания по меньшей мере одного переднего зажимного зазора, а также по меньшей мере двумя приводами для предварительного натяжения, соответственно предназначенными для настройки ориентированного в направлении к первой стенке канала переднего контактного тела, и причем по меньшей мере одно заднее зажимное устройство предпочтительно снабжено по меньшей мере одним задним позиционирующим элементом, в частности, по меньшей мере одним задним приводом для ослабления зажима, предназначенным для размыкания и смыкания по меньшей мере одного заднего зажимного зазора, а также по меньшей мере одним аксиальным приводом, предназначенным для корректировки положения по меньшей мере одного заднего зажимного устройства в аксиальном направлении, параллельном оси вращения формного цилиндра. Благодаря этому возможна воспроизводимая и быстрая настройка устройства для натяжения.
В предпочтительном варианте, по меньшей мере один передний привод для ослабления зажима, по меньшей мере два привода для предварительного натяжения, по меньшей мере один задний привод для ослабления зажима и по меньшей мере один аксиальный привод выполнены с возможностью управления и/или управлением посредством системы управления печатной машиной, и/или с возможностью регулирования и/или регулированием посредством системы управления печатной машиной. По меньшей мере одно заднее зажимное устройство предпочтительно снабжено по меньшей мере двумя позиционирующими приводами для соответствующего заднего позиционирующего элемента, или по меньшей мере двумя задними упорными приводами для соответствующего заднего регулирующего упор элемента, предназначенными для регулирования по меньшей мере одного удаления по меньшей мере одного заднего зажимного устройства от второй стенки канала, причем по меньшей мере один передний привод для ослабления зажима, по меньшей мере два привода для предварительного натяжения, по меньшей мере один задний привод для ослабления зажима, по меньшей мере один аксиальный привод и по меньшей мере два позиционирующих привода или задних упорных привода предпочтительно выполнены с возможностью управления и/или управлением посредством системы управления печатной машиной, и/или с возможностью регулирования и/или регулированием посредством системы управления печатной машиной. По меньшей мере одно заднее зажимное устройство предпочтительно снабжено по меньшей мере одними салазками, которые предпочтительно могут перемещаться по меньшей мере в одном направлении, перпендикулярном оси вращения формного цилиндра, посредством по меньшей мере одного привода для натяжения, который предпочтительно также выполнен с возможностью управления и/или управлением, и/или с возможностью регулирования и/или регулированием посредством системы управления печатной машиной. Благодаря оснащению печатной машины системой управления возможны высокая точность и дистанционная настройка устройства для натяжения и/или по меньшей мере одного зажимного устройства.
В предпочтительном варианте, по меньшей мере одно зажимное устройство в тангенциальном направлении опирается на цилиндрическую часть формного цилиндра по меньшей мере в трех опорных местах, причем в первом опорном месте по меньшей мере один базовый корпус по меньшей мере одного переднего зажимного устройства или деталь по меньшей мере одного переднего зажимного устройства, неразъемно установленная по меньшей мере на одном базовом корпусе, предпочтительно непосредственно контактирует с первой стенкой канала или деталью, неразъемно установленной на цилиндрической части формного цилиндра, и причем, по меньшей мере в двух вторых опорных местах соответственно контактное тело по меньшей мере одного переднего зажимного устройства, положение которого относительно по меньшей мере одного базового корпуса можно регулировать и которое может перемещаться совместно по меньшей мере с одним базовым корпусом, предпочтительно входит в контакт с первой стенкой канала или элементом, неразъемно установленным на цилиндрической части формного цилиндра. Это позволяет особенно точно и воспроизводимо корректировать положение и чрезмерное натяжение печатной формы.
Ниже рассматривается способ монтажа по меньшей мере одной печатной формы по меньшей мере на одном формном цилиндре, предпочтительно снабженном по меньшей мере одним каналом, в котором предпочтительно расположены по меньшей мере одно переднее зажимное устройство и по меньшей мере одно заднее зажимное устройство, причем последнее предпочтительно является частью по меньшей мере одних салазок. Способ монтажа предпочтительно предусматривает реализацию одной или нескольких описанных ниже технологических операций.
Способ предназначен предпочтительно для монтажа преимущественно с обеспечением точной приводки по меньшей мере двух печатных форм по меньшей мере на двух формных цилиндрах печатной машины, прежде всего листовой печатной машины, причем по меньшей мере два формных цилиндра соответственно предпочтительно имеют по меньшей мере один канал, в котором соответственно предпочтительно расположено по меньшей мере одно устройство для натяжения, соответственно предпочтительно имеющее по меньшей мере одно переднее зажимное устройство, в котором закреплен передний край соответствующей печатной формы, а также соответственно предпочтительно по меньшей мере одно заднее зажимное устройство, в котором закреплен задний край этой печатной формы, и причем предпочтительно в процессе контроля предпочтительно посредством по меньшей мере одного датчика приводки предпочтительно регистрируют по меньшей мере один приводочный отпечаток запечатываемого материала, предпочтительно используемого в виде печатных листов, причем в зависимости от результатов соответствующего контроля предпочтительно в процессе оценки предпочтительно определяют и предпочтительно рассчитывают новые настройки по меньшей мере одного позиционирующего элемента, более предпочтительно по меньшей мере одного переднего в тангенциальном направлении позиционирующего элемента и/или по меньшей мере одного заднего в тангенциальном направлении позиционирующего элемента по меньшей мере одного из устройств для натяжения, причем предпочтительно в процессе первого согласования предпочтительно по меньшей мере одну натянутую с ошибками печатную форму по меньшей мере частично, более предпочтительно полностью разгружают, например, по меньшей мере в тангенциальном направлении, оставляя ее закрепленной по меньшей мере в одном переднем зажимном устройстве и по меньшей мере в одном заднем зажимном устройстве, и предпочтительно после соответствующей вновь определенной и предпочтительно рассчитанной настройки по меньшей мере одного позиционирующего элемента, в частности, по меньшей мере одного переднего позиционирующего элемента и по меньшей мере одного заднего позиционирующего элемента, печатную форму натягивают на соответствующем формном цилиндре с изменениями в тангенциальном направлении. В случае по меньшей мере частичной разгрузки по меньшей мере одной печатной формы воздействующее на нее усилие натяжения уменьшают предпочтительно по меньшей мере на 50%, более предпочтительно по меньшей мере на 75%, еще более предпочтительно по меньшей мере на 90%. В случае полной разгрузки по меньшей мере одной печатной формы воздействующее на нее усилие натяжения предпочтительно уменьшают на 100%.
Новые настройки по меньшей мере одного позиционирующего элемента предпочтительном определяют и более предпочтительно рассчитывают посредством вычислительного устройства, более предпочтительно посредством системы управления печатной машиной или вычислительного устройства, схемотехнически связанного с системой управления печатной машиной. По меньшей мере один датчик приводки предпочтительно выполнен в виде по меньшей мере одного оптического датчика приводки, например, в виде плоской камеры. По меньшей мере один датчик приводки предпочтительно схемотехнически связан с системой управления печатной машиной.
Способ преимущественно отличается тем, что запечатываемый материал имеет по меньшей мере один приводочный отпечаток соответственно по меньшей мере с двумя контрольными элементами, в частности, двумя приводочными метками, переданными с разных печатных форм и предпочтительно отпечатанными разными печатными красками, причем для каждого приводочного отпечатка предпочтительно устанавливают (регламентируют) контрольный элемент, в частности, приводочная метка, в виде базового контрольного элемента, в частности, в виде базовой приводочной метки, и причем в процессе контроля регистрируют фактические положения всех контрольных элементов по меньшей мере одного приводочного отпечатка прежде всего относительно заданных положений всех контрольных элементов по меньшей мере одного приводочного отпечатка. Предпочтительно регистрируют положение приводочных меток по меньшей мере одного приводочного отпечатка предпочтительно относительно положения базового контрольного элемента, в частности, контрольных элементов базовой приводочной метки соответствующего по меньшей мере одного приводочного отпечатка, более предпочтительно по меньшей мере от одного датчика приводки. Это прежде всего означает, что выполняют сравнение фактического положения контрольных элементов по меньшей мере одного приводочного отпечатка с соответствующим заданным положением.
Способ предпочтительно отличается тем, что в случае обнаружения по меньшей мере одного выходящего за допустимые пределы отклонения фактического положения приводочного отпечатка в тангенциальном направлении от заданного положения в процессе оценки предпочтительно с учетом других регистриуемых приводочных отпечатков определяют и предпочтительно рассчитывают новые настройки по меньшей мере одного позиционирующего элемента по меньшей мере одного устройства для натяжения, посредством которого, например, с ошибками натянута или была натянута по меньшей мере одна печатная форма, и который послужил причиной отклонения положения по меньшей мере одной приводочной метки в тангенциальном направлении, причем в ходе первого процесса согласования по меньшей мере одну, например, натянутую с ошибками печатную форму по меньшей мере частично, более предпочтительно полностью разгружают в тангенциальном направлении, а затем натягивают на соответствующий формный цилиндр с изменениями в тангенциальном направлении.
Способ предпочтительно отличается тем, что в процессе оценки определяют и более предпочтительно рассчитывают новые настройки по меньшей мере одного соответствующего позиционирующего элемента по меньшей мере двух, более предпочтительно всех устройств для натяжения, посредством которых, например, с ошибками натянута или была натянута по меньшей мере одна соответствующая печатная форма, причем в процессе первой настройки по меньшей мере эти по меньшей мере две с ошибками натянутые печатные формы, предпочтительно все с ошибками натянутые печатные формы, например, по меньшей мере частично и более предпочтительно полностью разгружают по меньшей мере в соответствующем тангенциальном направлении, причем указанные печатные формы остаются закрепленными в соответствующем по меньшей мере одном переднем зажимном устройстве и в соответствующем по меньшей мере одном заднем зажимном устройстве, в частности, по меньшей мере одного соответствующего устройства для натяжения, после чего указанные печатные формы предпочтительно посредством по меньшей мере одного соответствующего устройства для натяжения натягивают на формном цилиндре с учетом вновь определенных и предпочтительно рассчитанных настроек по меньшей мере одного соответствующего позиционирующего элемента с изменениями в тангенциальном направлении.
Способ предпочтительно отличается тем, что в процессе оценки новые настройки нескольких позиционирующих элементов одного или нескольких устройств для натяжения определяют и предпочтительно вновь рассчитывают одновременно и/или с учетом взаимного влияния нескольких позиционирующих элементов.
Способ предпочтительно отличается тем, что первый процесс согласования, например, по меньшей мере двух с ошибками натянутых печатных форм по меньшей мере время от времени реализуют одновременно.
Способ предпочтительно отличается тем, что по меньшей мере в одном процессе пробной печати, предшествующем процессу контроля, на запечатываемом материале делают по меньшей мере два приводочных отпечатка, которые соответственно имеют по меньшей мере два контрольных элемента, в частности, две приводочные метки, переданные по меньшей мере с двух разных печатных форм. В частности, печатную краску передают на запечатываемый материал с разных печатных форм непосредственно или предпочтительно косвенно. По меньшей мере два приводочных отпечатка расположены на определенном расстоянии друг от друга предпочтительно параллельно направлению перемещения запечатываемого материала и/или под прямым углом к этому направлению.
Способ предпочтительно отличается тем, что при осуществлении первого процесса согласования натяжение в аксиальном направлении в пределах по меньшей мере одной печатной формы остается неизменным.
Способ предпочтительно отличается тем, что, по меньшей мере один позиционирующий элемент по меньшей мере одного устройства для натяжения выполнен в виде по меньшей мере одного переднего контактного тела, посредством которого можно регулировать удаленность по меньшей мере одного переднего зажимного устройства от первой стенки по меньшей мере одного канала, и/или он отличается тем, что по меньшей мере один позиционирующий элемент по меньшей мере одного устройства для натяжения выполнен в виде по меньшей мере одного заднего позиционирующего элемента, посредством которого можно регулировать удаленность по меньшей мере одного заднего зажимного устройства от второй стенки по меньшей мере одного канала, и/или он отличается тем, что по меньшей мере один позиционирующий элемент по меньшей мере одного устройства для натяжения выполнен в виде по меньшей мере одного аксиального привода, посредством которого можно регулировать положение по меньшей мере одного заднего зажимного устройства в аксиальном направлении, параллельном оси вращения соответствующего формного цилиндра.
Способ предпочтительно отличается тем, что в процессе контроля регистрируют, а в процессе оценки обрабатывают по меньшей мере два приводочных отпечатка, находящихся на расстоянии друг от друга в поперечном направлении относительно направления перемещения запечатываемого материала, в аксиальном направлении относительно по меньшей мере одного формного цилиндра, в направлении перемещения запечатываемого материал и/или в тангенциальном направлении по отношению по меньшей мере к одному формному цилиндра.
Способ предпочтительно отличается тем, что в процессе контроля посредством предпочтительно механически и/или схемотехнически связанных друг с другом датчиков, в частности, посредством датчиков приводки, регистрируют по меньшей мере два находящихся на противолежащих поверхностях запечатываемого материала приводочных отпечатка, и/или одновременно регистрируют указанные отпечатки и в процессе оценки совместно обрабатывают результаты регистрации. Преимущество подобной одновременной регистрации приводочных отпечатков состоит в исключении возможности перемещения запечатываемого материала в промежутке времени между регистрацией лицевой стороны запечатываемого материала и регистрацией его обратной стороны. Кроме того, поскольку положение по меньшей мере двух датчиков относительно друг друга предпочтительно известно и/или остается неизменным, предоставляется возможность получения точных данных относительно взаимной приводки лицевой и обратной сторон запечатываемого материала. Участки поверхности, регистрируемые по меньшей мере двумя датчиками приводки, предпочтительно расположены один над другим. Запечатываемый материал при регистрации по меньшей мере двух одновременно регистрируемых приводочных меток более предпочтительно находится между по меньшей мере двумя датчиками приводки. Преимуществом совместной обработки результатов регистрации является возможность учета взаимных влияний. Так, например, изменение настройки переднего позиционирующего элемента может потребовать изменения настройки уже измененной ранее настройки заднего позиционирующего элемента. Это касается как отпечатков, находящихся соответственно на лицевой и обратной сторонах запечатываемого материала, так и разных отпечатков, находящихся на общей стороне запечатываемого материала.
Способ предпочтительно отличается тем, что число регистрируемых и оцениваемых с взаимным учетом приводочных отпечатков по меньшей мере соответствует совокупному числу позиционирующих элементов, выполненных в виде передних контактных тел и/или задних позиционирующих элементов по меньшей мере одного из двух формных цилиндров. Число приводочных отпечатков, приходящихся на одну печатную форму, более предпочтительно равно по меньшей мере восьми, еще более предпочтительно по меньшей мере четырнадцати. В частности, предпочтительно регистрируют и оценивают приводочные отпечатки, находящиеся как на лицевой стороне запечатываемого материала, так и на его обратной стороне.
Способ предпочтительно отличается тем, что прежде всего в случае по меньшей мере одного отклонения фактического аксиального положения оси вращения по меньшей мере одного формного цилиндра от соответствующего заданного положения, выходящего за допустимые пределы, в процессе оценки, предпочтительно выполняемой с учетом других регистрируемых приводочных отпечатков, определяют и предпочтительно рассчитывают новые настройки, в частности, настройку по меньшей мере одной ошибочно настроенной, например, по меньшей мере в аксиальном направлении температуры печатной формы, установленной по меньшей мере на одном формном цилиндре, по меньшей мере одной цилиндрической части по меньшей мере одного формного цилиндра и/или по меньшей мере одного теплоносителя, в частности, жидкого теплоносителя, взаимодействующего с данной печатной формой и/или с данным по меньшей мере одним формным цилиндром, причем в ходе второго процесса согласования в соответствии с новыми настройками изменяют по меньшей мере одну температуру данной по меньшей мере одной печатной формы, данной по меньшей мере одной цилиндрической части и/или данного теплоносителя, в частности, жидкого теплоносителя. Способ основан на том, что в случае сравнивания нескольких отпечатков, частичных отпечатков и/или приводочных отпечатков, расположенных в разных аксиальных положениях и с разным аксиальным расположением той или иной печатной краски относительно других печатных красок, ошибка указанного выше типа может быть скомпенсирована посредством температуры (при условии, что речь не идет об ошибке, которую невозможно устранить с помощью обычных устройств для корректировки поперечной приводки, например, о постоянном аксиальном смещении печатной формы и/или формного цилиндра). Преимущество способа прежде всего состоит в том, что он позволяет достигать равномерного изменения ширины соответствующего отпечатка или по меньшей мере частичного отпечатка, выполняемого по меньшей мере соответствующей печатной краской, прежде всего вне зависимости от положения печатной формы в тангенциальном направлении, в частности, вдоль всей протяженности отпечатка и, в частности, независимо от отпечатков или частичных отпечатков, выполняемых остальными печатными красками. По меньшей мере одним жидким теплоносителем предпочтительно является, например, главным образом вода, при необходимости снабженная добавками, в частности, антикоррозионными или подобными добавками.
Речь при этом идет о предпочтительном способе монтажа с точной приводкой по меньшей мере двух печатных форм по меньшей мере на двух формных цилиндрах печатной машины, предпочтительно взаимодействующих с общим передаточным цилиндром, причем способ особенно предпочтительно не зависит от настроек зажимных устройств и/или устройств для натяжения, причем предпочтительно в зависимости по меньшей мере от одного отпечатка на запечатываемом материале, более предпочтительно в зависимости по меньшей мере от одного приводочного отпечатка, предпочтительно определяют новые настройки по меньшей мере одной температуры по меньшей мере одной печатной формы, установленной по меньшей мере на одном, в частности, первом по меньшей мере из двух формных цилиндров, в частности, первой печатной формы, по меньшей мере одной цилиндрической части по меньшей мере одного, в частности, первого формного цилиндра, и/или по меньшей мере одного теплоносителя, взаимодействующего с данной, в частности, первой печатной формой, и/или с данным по меньшей мере одним, в частности, первым формным цилиндром, и причем в соответствии с новыми настройками предпочтительно изменяют по меньшей мере одну температуру данной по меньшей мере одной, в частности, первой печатной формы, данной по меньшей мере одной цилиндрической части и/или данного по меньшей мере одного теплоносителя.
По меньшей мере одну температуру данной по меньшей мере одной, в частности, первой печатной формы, данной по меньшей мере одной цилиндрической части и/или данного по меньшей мере одного теплоносителя изменяют в соответствии с новыми настройками предпочтительно таким образом, чтобы предпочтительно после подобного изменения, в частности, только после подобного изменения, по меньшей мере один формирующий изображение элемент, в частности, приводочный элемент, расположенный по меньшей мере на одной, в частности, первой печатной форме, более предпочтительно по меньшей мере два иллюстрационных элемента, в частности, два приводочных элемента, расположенные по меньшей мере на одной, в частности, первой печатной форме, с одной стороны, и по меньшей мере один формирующий изображение элемент, в частности, приводочный элемент, расположенный на другой, в частности, второй по меньшей мере из двух печатных форм, предпочтительно по меньшей мере два элемента иллюстрационной формы, в частности, два приводочных элемента иллюстрационной формы, расположенные на другой, в частности, на второй по меньшей мере из двух печатных форм, с другой стороны, предпочтительно находились по меньшей мере в аксиальном направлении по меньшей мере одного, в частности, первого формного цилиндра в относительном положении друг друга, не зависящем от регистрации по меньшей мере одного приводочного отпечатка, более предпочтительно заданном до регистрации по меньшей мере одного приводочного отпечатка. Другая, в частности, вторая печатная форма по меньшей мере из двух печатных форм предпочтительно установлена на другом, в частности, на втором по меньшей мере из двух формных цилиндров. В частности, в соответствии со способом предпочтительно по меньшей мере на двух формных цилиндрах монтируют соответственно по меньшей мере одну печатную форму.
Достигаемое при этом преимущество, в частности, состоит в том, что для высококачественной печати можно использовать также печатные формы, которые не обладают точной взаимной приводкой. Ошибки в точности взаимной приводки печатных форм могут быть обусловлены, например, разными температурами соответствующих печатных форм в экспозиметре и/или разными температурами оптических устройств экспозиметра во время экспонирования. Благодаря корректировке по меньшей мере одной температуры данной по меньшей мере одной печатной формы, данной по меньшей мере одной цилиндрической части и/или данного по меньшей мере одного теплоносителя в соответствии с новыми настройками температуру печатной формы предпочтительно равномерно изменяют в тангенциальном направлении, в частности, преимущественно на постоянную величину, более предпочтительно на постоянную величину.
Указанного преимущества прежде всего достигают в том случае, если печатная машина оснащена по меньшей мере одной печатной секцией по меньшей мере с одним передаточным цилиндром, в зоне контакта которого с другим передаточным цилиндром установлен зазор, причем по меньшей мере один передаточный цилиндр контактирует с несколькими формными цилиндрами, в частности, по меньшей мере с первым и вторым формными цилиндрами. Благодаря контакту передаточного цилиндра с несколькими формными цилиндрами передаваемые этими формными цилиндрами частичные отпечатки сначала набирают на передаточном цилиндре, а затем совместно передают на запечатываемый материал. Это позволяет исключить деформирование запечатываемого материала в промежутке времени между нанесением первой печатной краски и нанесением других печатных красок.
В дальнейшем описании и выше под отпечатком подразумевают изображение, сформированное на запечатываемом материале в результате передачи печатной краски. Речь при этом предпочтительно идет, по меньшей мере об одном шрифтовом наборе, по меньшей мере об одной иллюстрации и/или, в частности, по меньшей мере об одной приводочной метке. Фрагменты отпечатка, которые предпочтительно служат для проверки точности приводки передаваемых с разных печатных форм частичных отпечатков, предпочтительно называют контрольными элементами, более предпочтительно приводочными метками. В качестве контрольных элементов или приводочных меток используют, например, компоненты целевого изображения. Однако контрольные элементы или приводочные метки предпочтительно используют исключительно для определения приводки и печатают специально для этой цели, причем они являются соответствующими компонентами, по меньшей мере одного приводочного отпечатка. Под иллюстрационным элементом печатной формы в общем случае подразумевают участок печатной формы, который предназначен для передачи печатной краски или, по меньшей мере пригоден для этой цели, а следовательно, участвует в формировании отпечатка или по меньшей мере частичного отпечатка. Особой формой иллюстрационного элемента является приводочный элемент печатной формы. Приводочным элементом печатной формы является участок печатной формы, который предназначен для передачи печатной краски, а следовательно, участвует в создании отпечатка или частичного отпечатка, сформированного в виде контрольного элемента или приводочной метки.
Способ предпочтительно отличается тем, что после его осуществления, в частности, только после его осуществления, по меньшей мере одно измеренное в аксиальном направлении расстояние между средними точками по меньшей мере двух приводочных элементов, расположенных по меньшей мере на одной печатной форме, соответствует измеренному в аксиальном направлении расстоянию между средними точками по меньшей мере двух приводочных элементов, расположенных на другой по меньшей мере из двух печатных форм.
Способ предпочтительно отличается тем, что при выполняемом в процессе оценки определении и предпочтительно расчете новых настроек, по меньшей мере одной температуры по меньшей мере одной, например, с ошибками расположенной в аксиальном направлении печатной формы, по меньшей мере одной цилиндрической части и/или теплоносителя учитывают по меньшей мере одну температуру по меньшей мере одной другой печатной формы, по меньшей мере одну температуру цилиндрической части по меньшей мере одного из других формных цилиндров, по меньшей мере одну температуру по меньшей мере одного теплоносителя, например, жидкого теплоносителя одного из других формных цилиндров, температуру окружающей печатную машину среды и/или температуру запечатываемого материала.
Новые настройки, по меньшей мере одной температуры предпочтительно определяют, в частности, рассчитывают, посредством вычислительного устройства, более предпочтительно посредством системы управления печатной машиной или вычислительного устройства, схемотехнически связанного с системой управления печатной машиной. Однако подобные новые настройки в принципе может определять также обслуживающий персонал, например, путем вычисления и/или с привлечением заданных совокупностей параметров настройки, например, соответствующих табличных значений.
Способ предпочтительно отличается тем, что разность температур между двумя разными печатными формами, установленными на разных формных цилиндрах, после реализации процесса согласования превышает разность указанных температур до реализации процесса согласования или меньше ее.
Способ предпочтительно отличается тем, что в процессе контроля регистрируют по меньшей мере два приводочных отпечатка, которые соответственно имеют по меньшей мере один контрольный элемент, переданный с одной и той же печатной формы, в частности, по меньшей мере одну приводочную метку, переданную с одной и той же печатной формы.
Способ предпочтительно отличается тем, что в процессе оценки определяют и предпочтительно рассчитывают предпочтительно с учетом других регистрируемых приводочных отпечатков новые настройки, по меньшей мере одной температуры по меньшей мере двух, более предпочтительно всех печатных форм, например, с ошибками расположенных в аксиальном направлении, причем в реализуемом в соответствии с новыми настройками втором процессе согласования изменяют по меньшей мере одну температуру этих печатных форм, соответствующих цилиндрических частей соответствующих формных цилиндров и/или теплоносителя.
Способ предпочтительно отличается тем, что во втором процессе согласования натяжение внутри, по меньшей мере одной печатной формы в тангенциальном направлении остается постоянным. Поскольку угловое положение растровых точек изображения, в частности, при обусловленном температурой изменении удлинений соответствующей печатной формы не зависит от температуры, необходимость в дополнительной адаптации углового положения и/или положения в тангенциальном направлении D после изменения температуры отсутствует.
Способ предпочтительно отличается тем, что настройку по меньшей мере одного позиционирующего элемента, более предпочтительно всех вновь настраиваемых позиционирующих элементов, выполняют с помощью системы управления печатной машиной посредством по меньшей мере одного соответствующего привода. Таким образом, прежде всего благодаря комбинированию подобной настройки с регистрацией по меньшей мере одного приводочного отпечатка посредством по меньшей мере одного датчика, в частности, датчика приводки, в распоряжение предоставляется предпочтительно автоматизированный и пригодный для автономного осуществления способ монтажа по меньшей мере одной печатной формы по меньшей мере на одном формном цилиндре.
Способ предпочтительно отличается тем, что натяжение по меньшей мере одной печатной формы по меньшей мере в тангенциальном направлении по меньшей мере частично уменьшают, более предпочтительно полностью устраняют благодаря тому, что по меньшей мере одни салазки по меньшей мере с одним расположенным на них задним зажимным устройством перемещают вдоль пути натяжения в направлении по меньшей мере от одного расположенного в том же канале переднего зажимного устройства, и/или благодаря тому, что изменяют натяжение по меньшей мере одной печатной формы, для чего по меньшей мере одни салазки по меньшей мере с одним расположенным на них задним зажимным устройством после выполнения новой настройки по меньшей мере одного позиционирующего элемента перемещают вдоль пути натяжения в направлении по меньшей мере к одному расположенному в том же канале переднему зажимному устройству.
Способ предпочтительно отличается тем, что изменяют натяжение по меньшей мере одной печатной формы, для чего по меньшей мере одни салазки вместе с задним краем печатной формы, закрепленным по меньшей мере в одном заднем зажимном устройстве, сначала перемещают в направлении по меньшей мере к одному переднему зажимному приспособление и первой стенке канала, после чего по меньшей мере один задний позиционирующий элемент устанавливают в положении относительно по меньшей мере одних салазок и/или относительно цилиндрической части по меньшей мере одного формного цилиндра, которое по меньшей мере в одной зоне действия этого по меньшей мере одного заднего позиционирующего элемента независимо по меньшей мере от одного привода для натяжения определяет заданное удаление по меньшей мере одного заднего зажимного устройства от второй стенки канала, причем после этого деактивируют привод для натяжения, причем по меньшей мере одни салазки вместе по меньшей мере с одним задним зажимным устройством удерживаются в положении вдоль пути натяжения благодаря тому, что на салазки воздействует усилие натянутой печатной формы, которое направлено ко второй стенке канала и передается по меньшей мере одним салазкам по меньшей мере через один задний позиционирующий элемент. В соответствии с одним возможным рабочим режимом по меньшей мере два задних позиционирующих элемента устанавливают в положениях относительно по меньшей мере одних салазок и/или второй стенки канала, которые существенно отличаются друг от друга. В результате этого по меньшей мере одно заднее зажимное устройство, в частности, по меньшей мере один его радиально-внутренний и/или по меньшей мере один его радиально-наружный зажимной элемент, предпочтительно упруго деформируется (деформируются) предпочтительно в тангенциальном направлении. В результате этого при рассмотрении печатной формы в аксиальном направлении обнаруживают существенно отличающееся натяжение печатной формы и, соответственно, ее деформирование в тангенциальном направлении. Это позволяет, например, корректировать ошибки изображений на печатных формах в виде выпуклых и/или вогнутых участков.
Способ предпочтительно отличается тем, что положение каждого из позиционирующих элементов в аксиальном направлении в точности совпадает с положением по меньшей мере одного приводочного отпечатка, частично соответствующего этому позиционирующему элементу. Благодаря этому предоставляется возможность относительно простого выполнения необходимых новых настроек позиционирующих элементов непосредственно по приводочным отпечаткам. В качестве альтернативы, например, в случае печати на слишком узком запечатываемом материале в печатной машине с варьируемой шириной запечатываемого материала, настройки позиционирующих элементов определяют или предпочтительно рассчитывают на основании положений нескольких соответствующих приводочных отпечатков. Необходимость в этом, в частности, возникает, если в качестве запечатываемого материала предпочтительно используют материалы с шириной, варьируемой, например, в интервале от 400 до 900 мм.
В процессе переднего размыкания предпочтительно размыкают, по меньшей мере одно переднее зажимное устройство. В процессе переднего вкладывания передний край печатной формы предпочтительно вкладывают в передний зажимной зазор по меньшей мере одного переднего зажимного устройства. В процессе переднего закрепления предпочтительно смыкают, по меньшей мере одно переднее зажимное устройство и при этом передний край печатной формы закрепляют по меньшей мере в одном переднем зажимном устройстве. В процессе укладки печатной формы на формный цилиндр ее предпочтительно накладывают на рабочую поверхность формного цилиндра.
В процессе заднего размыкания предпочтительно размыкают по меньшей мере одно заднее зажимное устройство, причем до размыкания, одновременно с размыканием и/или после размыкания по меньшей мере одни салазки перемещают вдоль пути натяжения из крайнего положения в центральное или внутреннее положение по меньшей мере к одному переднему зажимному устройству и первой стенке канала на расстояние, которое соответствует длине вкладываемого в зажимное устройство участка печатной формы. Крайним положением предпочтительно является положение, в котором по меньшей мере одни салазки находятся на определенном резервном расстоянии от второй стенки канала, составляющем, например, от 4 до 6 мм. Указанное резервное расстояние служит для увеличения потенциально возможного пути перемещения салазок при натяжении. Определение положения «центральное» в данном случае используют, чтобы подчеркнуть отличие этого положения салазок от их крайнего положения, причем речь вовсе не идет о том, что салазки должны находиться строго посередине. В процессе заднего вкладывания задний край печатной формы, которая предварительно была уложена на формный цилиндр, предпочтительно укладывают на формном цилиндре таким образом, чтобы, по меньшей мере один компонент в тангенциальном направлении располагался выше кромки, соединяющей вторую стенку канала с рабочей поверхностью формного цилиндра, после чего по меньшей мере одни салазки перемещают вдоль пути натяжения из центрального или внутреннего положения в крайнее положение или на расстояние от второй стенке канала, которое соответствует длине вкладываемого участка. По меньшей мере один задний зажимной зазор по меньшей мере одного заднего зажимного устройства предпочтительно по меньшей мере частично охватывает задний край печатной формы, в то время как по меньшей мере одни салазки перемещаются из центрального или внутреннего положения в крайнее положение вдоль пути натяжения ко второй стенке канала или на расстояние, соответствующее длине вкладываемого участка печатной формы. При этом термин «охватывать» означает, что по меньшей мере одна прямая линия, соединяющая по меньшей мере один радиально-внутренний зажимной элемент по меньшей мере одного заднего зажимного устройства по меньшей мере с одним радиально-наружным зажимным элементом этого устройства, пересекает задний край печатной формы. В процессе заднего закрепления по меньшей мере одно заднее зажимное устройство предпочтительно смыкается, и при этом в нем происходит фиксация заднего края печатной формы.
В процессе натяжения по меньшей мере одни салазки предпочтительно перемещают вдоль пути натяжения по меньшей мере к одному переднему зажимному устройству и первой стенке канала и при этом происходит натяжение печатной формы. На первом этапе процесса натяжения по меньшей мере одни салазки предпочтительно перемещают вдоль пути натяжения по меньшей мере к одному переднему зажимному устройству и первой стенке канала. При этом печатная форма предпочтительно натягивается с первым усилием. Причем печатная форма предпочтительно натягивается сильнее, чем это предусмотрено для выполнения печати с использованием данной печатной формы. На втором этапе процесса натяжения предпочтительно выполняют разгрузку печатной формы, для чего, по меньшей мере одни салазки возвращают ко второй стенке канала. На третьем этапе процесса натяжения по меньшей мере одни салазки предпочтительно возвращают по меньшей мере к одному переднему зажимному устройству и первой стенке канала. При этом печатную форму предпочтительно натягивают со вторым усилием. Величина первого усилия предпочтительно соответствует величине второго усилия. По меньшей мере с начального момента первого этапа процесса натяжения до завершения его третьего этапа печатная форма предпочтительно остается зафиксированной в заднем зажимном устройстве. В зависимости от варианта конструктивного исполнения по меньшей мере одного предпочтительного заднего зажимного устройства предпочтительно используют один из двух описываемых ниже вариантов операции натяжения.
В соответствии с первым вариантом процесса натяжения, в частности, его третьим этапом, сначала, по меньшей мере одни салазки вместе с задним краем печатной формы, закрепленным по меньшей мере в одном заднем зажимном устройстве, посредством по меньшей мере одного привода для натяжения предпочтительно перемещают по меньшей мере к одному переднему зажимному устройству и первой стенке канала, после чего по меньшей мере один задний позиционирующий (распорный, позиционирующий) элемент, который предпочтительно является частью, по меньшей мере одних салазок, предпочтительно устанавливают в положении относительно по меньшей мере одних салазок, которое определяет заданное удаление по меньшей мере одного заднего зажимного устройства от второй стенки канала независимо по меньшей мере от одного привода для натяжения, и после этого деактивируют по меньшей мере один привод для натяжения, причем положение, по меньшей мере одних салазок вместе по меньшей мере с одним задним зажимным устройством вдоль пути натяжения остается неизменным благодаря тому, что усилие натяжения натянутой печатной формы, воздействующее по меньшей мере на одни салазки по меньшей мере через один задний позиционирующий элемент, прижимает их ко второй стенке канала. Самое позднее после деактивирования по меньшей мере одного привода для натяжения по меньшей мере один задний позиционирующий элемент предпочтительно входит в контакт со второй стенкой канала и в то же время по меньшей мере с одними салазками, благодаря чему по меньшей мере одно заднее зажимное устройство оказывается на удалении от второй стенки канала независимо по меньшей мере от одного привода для натяжения.
В соответствии со вторым вариантом процесса натяжения сначала, по меньшей мере один задний регулирующий упор элемент, предпочтительно установленный в неподвижно расположенной относительно цилиндрической части опоре, предпочтительно перемещают относительно цилиндрической части в заданное положение упора, затем посредством по меньшей мере одного привода для натяжения по меньшей мере одни салазки вместе с задним краем печатной формы, закрепленным по меньшей мере в одном заднем зажимном устройстве, предпочтительно перемещают, по меньшей мере к одному переднему зажимному устройству и первой стенке канала, пока по меньшей мере один задний регулирующий упор элемент не войдет в контакт по меньшей мере с одним упорным телом, после чего предпочтительно закрепляют по меньшей мере одно приспособление для фиксации по меньшей мере одних салазок, положение которого предпочтительно сохраняют, например, уменьшая давление в освобождающем салазки элементе, выполненном в виде освобождающего салазки шланга, предпочтительно до такой степени, чтобы ослабить напряжение прижимающих салазки пружинных пакетов и тем самым предпочтительно прижать по меньшей мере один закрепляющий салазки элемент к первой закрепляющей салазки поверхности, и после этого предпочтительно деактивируют по меньшей мере один привод для натяжения, например, посредством снижения давления в приводе для натяжения, выполненном в виде шланга для натяжения, например, до давления внешней среды.
Преимущества описанного выше формного цилиндра и/или способа состоят, например, в том, что привод для натяжения предпочтительно можно использовать также для приведения заднего зажимного устройства в положение, которое облегчает укладку заднего края печатной формы на формный цилиндр и, в частности, допускает возможность в основном радиального ориентирования печатной формы без необходимости ее ручного вкладывания в заднее зажимное устройство, поскольку последнее предпочтительно перемещается таким образом, что охватывает задний край печатной формы, однако при этом радиально-наружный прижимной элемент остается неподвижен относительно салазок, а следовательно, оказывается возможным особенно надежное закрепление печатной формы.
Другое преимущество предпочтительного варианта конструктивного исполнения формного цилиндра и/или осуществления способа состоит, например, в том, что в случае если печатная форма находится в закрепленном и/или натянутом состоянии, отсутствует необходимость активирования привода зажимного устройства или устройства для натяжения.
Еще одно преимущество способа состоит в том, что при его повторном использовании для монтажа той же или другой печатной формы может быть обеспечена чрезвычайно высокая воспроизводимость положения печатной формы и степени ее натяжения.
Предпочтительная система регулирования приводки, в частности, используемая в печатной машине система, преимущественно включает по меньшей мере печатную машину, устройство управления печатной машиной и по меньшей мере один узел ввода данных в устройство управления печатной машиной, предназначенный для регистрации параметров приводки по меньшей мере одной печатной формы печатной машины. Система регулирования приводки включает, по меньшей мере одну систему термостатирования, схемотехнически, например, посредством по меньшей мере одной линии передачи данных, связанную с системой управления печатной машиной, причем посредством системы термостатирования можно выполнять настройку и/или регулирование (в зависимости от регистрируемых параметров приводки) по меньшей мере одной температуры по меньшей мере одной печатной формы, установленной по меньшей мере на одном формном цилиндре печатной машины, по меньшей мере одной цилиндрической части по меньшей мере одного формного цилиндра и/или по меньшей мере одного теплоносителя, в частности, жидкого теплоносителя, взаимодействующего по меньшей мере с одной печатной формой и/или по меньшей мере с одним формным цилиндром. По меньшей мере одна линия передачи данных может быть выполнена в виде материальной линии и/или в виде беспроводной, по меньшей мере периодически реализуемой линии, например, в виде образуемой электромагнитными волнами линии, в частности, линии радиоуправления. По меньшей мере один узел ввода данных предпочтительно схемотехнически соединен по меньшей мере с одним датчиком приводки. По меньшей мере один датчик приводки предпочтительно выполнен в виде по меньшей мере одной плоской камеры.
В основе способа, системы регулирования приводки и/или устройства для натяжения печатной формы предпочтительно лежит принцип, согласно которому соответствующую печатную форму сначала закрепляют и подготавливают на формном цилиндре, для чего ее однократно натягивают, а затем разгружают, причем после этого печатную форму посредством по меньшей мере одних салазок подвергают воздействию первого усилия натяжения, которое обусловливает растяжение печатной формы, а следовательно, также изображения на печатной форме, причем после этого усилие натяжения в минимальной степени уменьшают до второго усилия натяжения, при котором печатная форма сначала остается в натянутом состоянии, позволяющем выполнять пробную печать. В случае если на основании анализа полученного пробного отпечатка приходят к выводу о необходимости реализации изменений, печатную форму сначала по меньшей мере частично, предпочтительно полностью разгружают, а затем посредством по меньшей мере одних салазок подвергают воздействию вновь определенного третьего усилия натяжения, что обусловливает изменение растяжения печатной формы и изображения на печатной форме. Затем снова в минимальной степени уменьшают усилие натяжения до четвертого усилия, при котором предпочтительно выполняют печать. Разница между первым и вторым усилиями натяжения предпочтительно гораздо меньше разницы между первым и третьим усилиями натяжения. Разница между третьим и четвертым усилиями натяжения предпочтительно гораздо меньше разницы между первым и третьим усилиями натяжения.
Преимущества предпочтительного устройства, обеспечивающего безопасную эксплуатацию формного цилиндра печатной машины, а также преимущества техники обеспечения безопасной эксплуатации предпочтительно состоят в том, что предоставляется возможность защиты обслуживающего персонала в случае возможного выхода из строя привода устройства для натяжения печатной формы на формном цилиндре. В процессе эксплуатации привода для натяжения печатной формы часто действуют весьма значительные силы, что прежде всего обусловлено необходимостью использования чрезвычайно больших усилий для натяжения и/или выравнивания печатных форм посредством соответствующих устройств. Так, например, в случае если салазки находятся на определенном расстоянии от стенки канала, причем печатная форма, например, еще не установлена на формном цилиндре, пальцы обслуживающего персонала могут попасть, например, в образующийся в подобном случае зазор. Опасность данной ситуации состоит в том, что при выходе из строя привода, который перемещает салазки в указанное выше положение и удерживает их в этом положении, салазки в некоторых случаях с большой силой и/или скоростью могут перемещаться к стенке канала. Подобная опасность возникает, в частности, вследствие значительного установочного перемещения салазок и/или их перемещения без закрепления печатной формы.
С этой целью предпочтительно используют устройство безопасности, причем формный цилиндр имеет, по меньшей мере одно размещенное в его канале устройство для натяжения печатной формы, снабженное по меньшей мере одними салазками, способными перемещаться в направлении натяжения и/или в противоположном направлении, причем устройство безопасности имеет по меньшей мере один предохранительный упор и по меньшей мере одно предохранительное тело, которое может перемещаться в отличающемся от направления натяжения предохранительном направлении и/или в противоположном направлении, и причем по меньшей мере одно предохранительное тело выполнено с возможностью перемещения между положением блокирования и положением деблокирования.
Устройство безопасности предпочтительно отличается тем, что в случае если предохранительное тело находится в положении блокирования, проекция по меньшей мере одного предохранительного тела в направлении натяжения и проекция по меньшей мере одного предохранительного упора в направлении натяжения по меньшей мере частично перекрывают друг друга. Достигаемое при этом преимущество, в частности, состоит в том, что по меньшей мере одно предохранительное тело и по меньшей мере один предохранительный упор благодаря перемещению в направлении натяжения могут входить в контакт друг с другом. Устройство безопасности предпочтительно отличается тем, что в случае если предохранительное тело находится в положении деблокирования, проекция по меньшей мере одного предохранительного тела в направлении натяжения и проекция по меньшей мере одного предохранительного упора в направлении натяжения не перекрывают друг друга. Достигаемое при этом преимущество, в частности, состоит в том, что по меньшей мере одни салазки могут беспрепятственно перемещаться в направлении натяжения.
Устройство безопасности предпочтительно отличается тем, что, по меньшей мере одно находящееся в положении блокирования предохранительное тело не контактирует по меньшей мере с одним предохранительным упором и/или по меньшей мере одно предохранительное тело в положении блокирования вследствие перемещения по меньшей мере одних салазок в направлении, противоположном направлению натяжения, входит в контакт по меньшей мере с одним предохранительным упором. Достигаемое при этом преимущество, в частности, состоит в том, что перемещение, по меньшей мере одних салазок в направлении натяжения и/или противоположном направлении затруднено, а следовательно, не представляет опасности.
Устройство безопасности предпочтительно отличается тем, что, по меньшей мере одни салазки снабжены по меньшей мере одним зажимным устройством, предназначенным для закрепления по меньшей мере одной печатной формы. Достигаемое при этом преимущество, в частности, состоит в том, что возможность перемещения, по меньшей мере одних салазок облегчает вкладывание печатной формы в указанное зажимное устройство. Преимущество устройства безопасности, в частности, обусловлено также тем, что, по меньшей мере одни салазки предпочтительно расположены с возможностью перемещения относительно канала в направлении натяжения и/или противоположном направлении между крайним и внутренним положениями, причем крайним является такое положение по меньшей мере одних салазок, в котором они контактируют со стенкой канала, а внутренним является такое их положение, в котором они находятся на определенном расстоянии от стенки канала.
Устройство безопасности предпочтительно отличается тем, что, по меньшей мере одни салазки могут перемещаться в направлении натяжения и/или противоположном направлении посредством по меньшей мере одного привода для натяжения. Достигаемое при этом преимущество, в частности, состоит в том, что перемещения, по меньшей мере одних салазок могут быть реализованы в автоматизированном режиме.
Устройство безопасности предпочтительно отличается тем, что, по меньшей мере одно предохранительное тело может перемещаться в направлении предохранения и/или противоположном направлении посредством по меньшей мере одного предохранительного привода и/или по меньшей мере одной предохранительной пружины. Достигаемое при этом преимущество, в частности, состоит в том, что перемещения, по меньшей мере одного предохранительного тела, с одной стороны, могут быть реализованы в автоматическом режиме, а, с другой стороны, в высокой степени безошибочно. Устройство безопасности предпочтительно отличается тем, что, по меньшей мере одна предохранительная пружина расположена таким образом, что ее усилие длительно воздействует по меньшей мере на одно предохранительное тело в предохранительном направлении. Достигаемое при этом преимущество, в частности, состоит в том, что выход предохранительного привода из строя не может представлять опасность для обслуживающего персонала.
Устройство безопасности предпочтительно отличается тем, что, по меньшей мере один предохранительный упор расположен неподвижно относительно по меньшей мере одних салазок и/или жестко соединен по меньшей мере с одними салазками, и/или оно отличается тем, что по меньшей мере один предохранительный привод по меньшей мере одного предохранительного тела выполнен неподвижно относительно цилиндрической части формного цилиндра и/или жестко соединен по меньшей мере с одной цилиндрической частью формного цилиндра. Достигаемое при этом преимущество, в частности, состоит в отсутствии необходимости присоединения по меньшей мере к одним способным перемещаться салазкам линий, обеспечивающих питание устройства безопасности.
Устройство безопасности предпочтительно отличается тем, что, по меньшей мере один предохранительный привод выполнен в виде по меньшей мере одного пневматического предохранительного привода. Достигаемое при этом преимущество, в частности, состоит в том, что предохранительный привод обладает простой и надежной конструкцией.
Устройство безопасности предпочтительно отличается тем, что элемент, на котором расположен по меньшей мере один предохранительный упор, выполняет функцию крышки, обеспечивающей защиту по меньшей мере одного предохранительного тела и/или по меньшей мере одного предохранительного привода, в частности, по меньшей мере в период нахождения по меньшей мере одних салазок по меньшей мере в одном крайнем положении или по меньшей мере в одном внутреннем крайнем положении. Благоприятным следствием данного обстоятельства является незначительное загрязнение зоны перемещения, по меньшей мере одного предохранительного тела и/или по меньшей мере одного предохранительного привода или отсутствие загрязнения указанной зоны.
Устройство безопасности предпочтительно отличается тем, что ширина по меньшей мере одного предохранительного упора в аксиальном направлении превышает ширину по меньшей мере одного предохранительного тела. Благоприятное следствие данного обстоятельства предпочтительно заключается в том, что, по меньшей мере одни салазки способны перемещаться в аксиальном направлении также в том случае, если по меньшей мере одно предохранительное тело находится в положении блокирования. Перемещение в указанном направлении возможно также предпочтительно в том случае, если как по меньшей мере одно переднее зажимное устройство, так и по меньшей мере одно заднее зажимное устройство находятся в сомкнутом состоянии. В частности, по меньшей мере одни салазки предпочтительно расположены с возможностью перемещения в аксиальном направлении по меньшей мере на 4 мм, более предпочтительно по меньшей мере на 8 мм также в том случае, если по меньшей мере одно предохранительное тело находится в положении блокирования. Благодаря этому, например, оказывается возможным согласование положения по меньшей мере одной печатной формы. По меньшей мере один предохранительный упор может быть выполнен, например, в виде по меньшей мере одной ограничительной поверхности по меньшей мере одного вытянутого в аксиальном направлении паза.
Предлагаемый в изобретении способ предпочтительно дополнен и/или может быть дополнен предпочтительной системой безопасной эксплуатации формного цилиндра печатной машины и/или скомбинирован и/или может быть скомбинирован с указанной системой, причем, по меньшей мере одни салазки устройства для натяжения перемещаются в направлении натяжения, причем сначала по меньшей мере одно предохранительное тело устройства безопасной эксплуатации формного цилиндра находится в положении деблокирования, в котором проекция, по меньшей мере одного предохранительного тела в направлении натяжения и проекция по меньшей мере одного предохранительного упора в направлении натяжения не перекрывают друг друга, и причем после этого по меньшей мере одно предохранительное тело перемещается из положения деблокирования в положение блокирования, в котором проекция по меньшей мере одного предохранительного тела в направлении натяжения и проекция по меньшей мере одного предохранительного упора в направлении натяжения, по меньшей мере частично совпадают. Способ предпочтительно отличается тем, что в положении блокирования, по меньшей мере один предохранительный упор расположен в направлении натяжения дальше, чем по меньшей мере одно предохранительное тело.
Безопасность обслуживающего персонала дополнительно повышается предпочтительно благодаря тому, что определяют, зарегистрировал ли по меньшей мере один датчик положения по меньшей мере одно предохранительное тело в течение заданного промежутка времени после активирования по меньшей мере одного привода для натяжения (например, в течение промежутка времени, составляющего менее десяти секунд). Отсутствие подобной регистрации свидетельствует о неисправности. Обслуживающий персонал предпочтительно уведомляет об этом, например, по меньшей мере один оптический и/или по меньшей мере один акустический сигнал. В подобном случае процесс предпочтительно прекращается и/или происходит деактивирование по меньшей мере одного привода для натяжения.
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых схематически показано:
на фиг. 1 используемая в качестве примера печатная машина,
на фиг. 2 продольный разрез формного цилиндра печатной машины,
на фиг. 3 поперечное сечение устройства для натяжения печатной формы на формном цилиндре, показанном на фиг. 2, с разомкнутыми зажимными устройствами и первым приспособлением для фиксации,
на фиг. 4 поперечное сечение устройства для натяжения печатной формы на формном цилиндре, показанном на фиг. 2, с разомкнутыми зажимными устройствами,
на фиг. 5 поперечное сечение устройства для натяжения печатной формы на формном цилиндре, показанном на фиг. 2, со вторым приспособлением для фиксации,
на фиг. 6 продольный разрез формного цилиндра печатной машины,
на фиг. 7 поперечное сечение устройства для натяжения печатной формы на формном цилиндре, показанном на фиг. 6,
на фиг. 8 поперечное сечение устройства для натяжения печатной формы на формном цилиндре, показанном на фиг. 6,
на фиг. 9 продольный разрез формного цилиндра печатной машины,
на фиг. 10а поперечное сечение устройства для натяжения печатной формы на формном цилиндре, показанном на фиг. 2, со смещенными салазками,
на фиг. 10b поперечное сечение устройства для натяжения печатной формы на формном цилиндре, показанном на фиг. 2, со смещенными салазками и уложенной на формный цилиндр печатной формой,
на фиг. 11 поперечное сечение устройства для натяжения печатной формы на формном цилиндре, показанном на фиг. 2, со смещенными салазками,
на фиг. 12 вид переднего зажимного устройства в направлении, перпендикулярном оси вращения формного цилиндра.
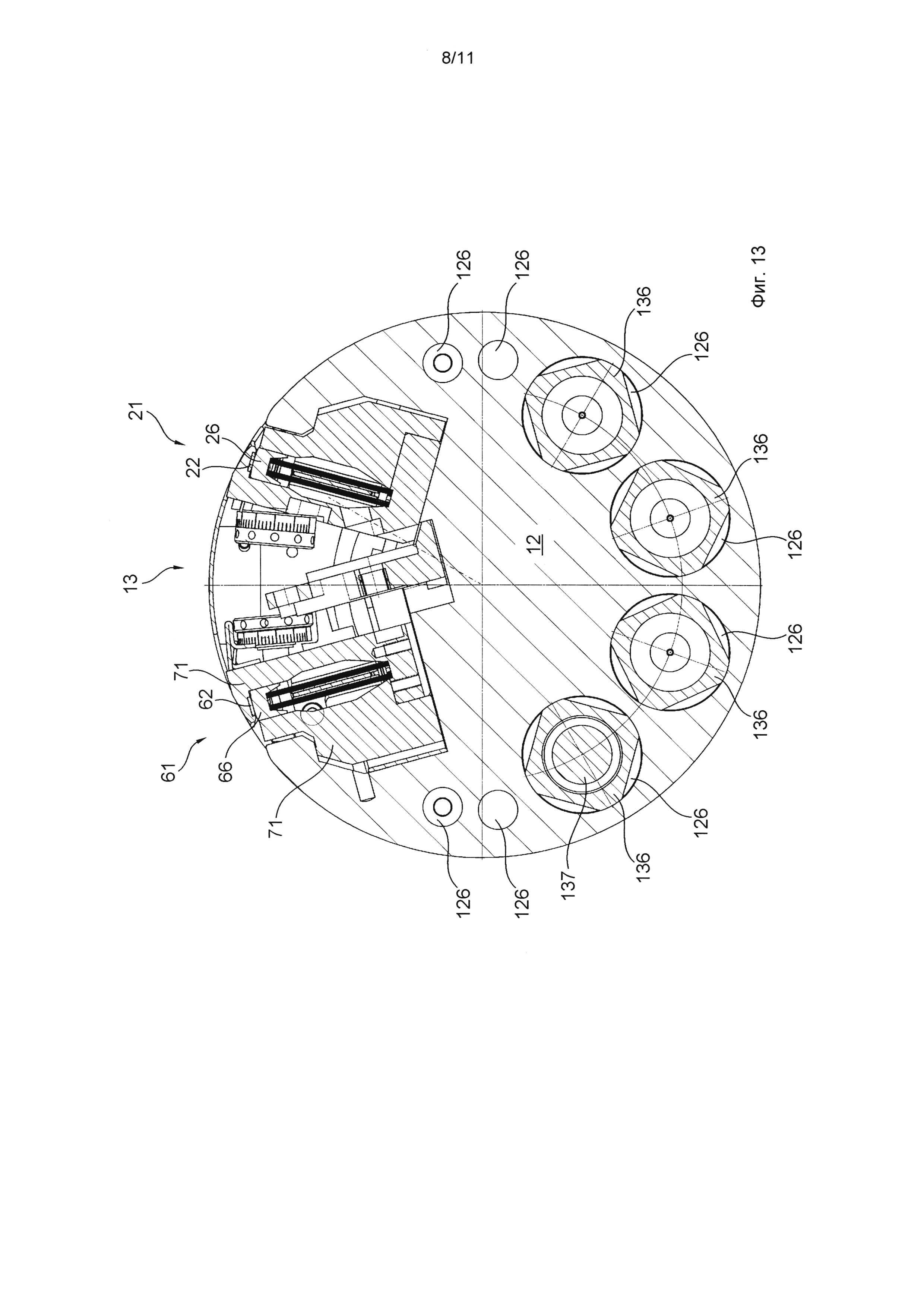
на фиг. 13 поперечное сечение формного цилиндра,
на фиг. 14 приводочный отпечаток,
на фиг. 15 печатная форма с несколькими приводочными отпечатками,
на фиг. 16 поперечное сечение устройства безопасности с предохранительным телом, находящимся в положении деблокирования,
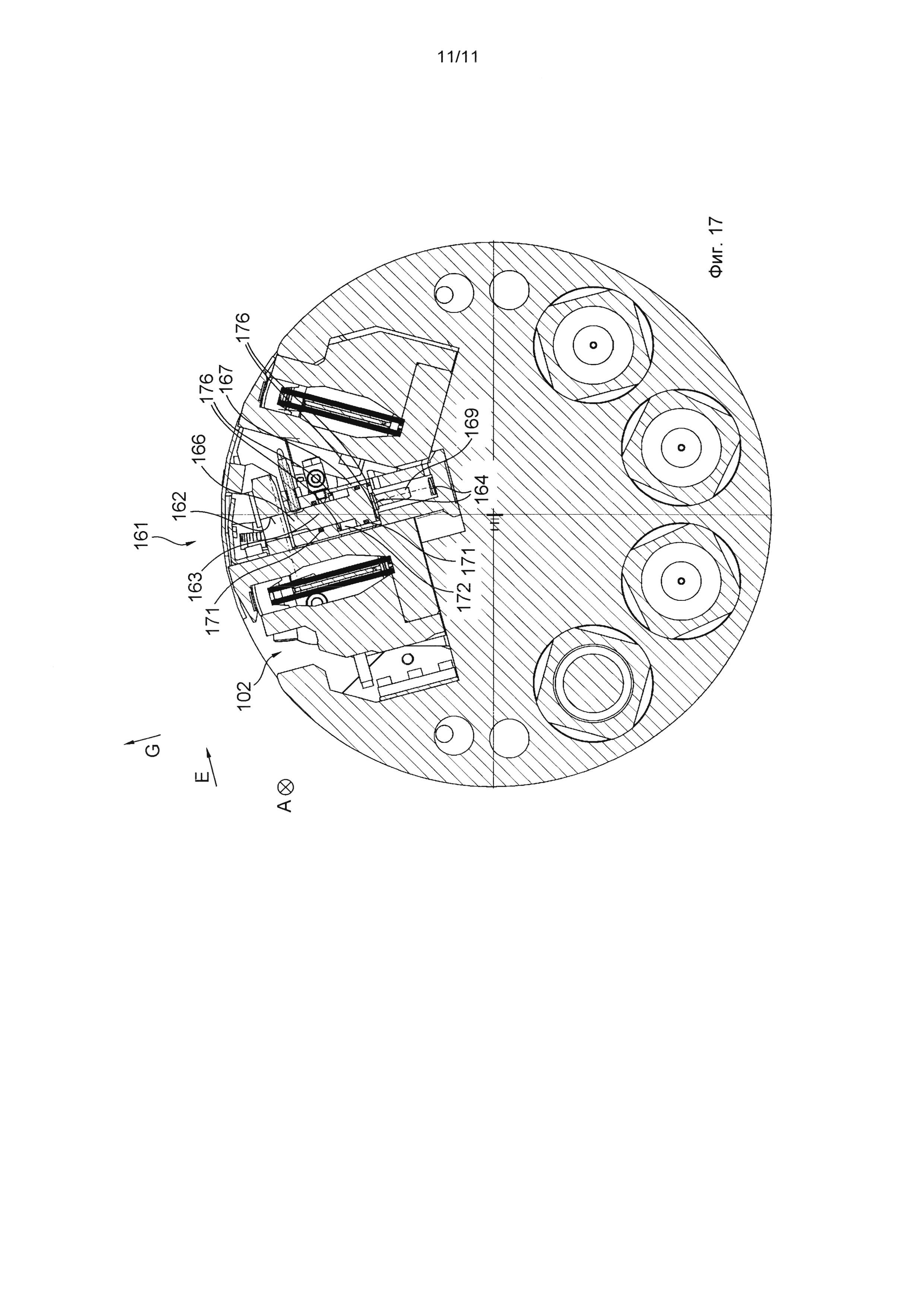
на фиг. 17 поперечное сечение устройства безопасности с предохранительным телом, находящимся в положении блокирования.
Ниже в качестве примера описана ротационная печатная машина 01, которая обладает конструкцией листовой ротационной печатной машины. Речь при этом идет о печатной машине 01, используемой, например, для печатания ценных бумаг. Печатная машина 01 преимущественно предназначена для печатания на листовом запечатываемом материале 09, то есть обладает конструкцией листовой печатной машины. Печатная машина 01 оснащена по меньшей мере одной печатной секцией 02, снабженной по меньшей мере одним печатным аппаратом 08 и по меньшей мере одним красочным аппаратом, причем по меньшей мере один печатный аппарат 08 имеет по меньшей мере один формный цилиндр 07. По меньшей мере один формный цилиндр 07 предпочтительно выполнен в виде по меньшей мере одного снабженного печатной формой цилиндра 07. По меньшей мере одна печатная секция 02 предпочтительно снабжена несколькими печатными аппаратами 08 и несколькими красочными аппаратами, что в случае производства одной и той же печатной продукции позволяет выполнять печать на одном и том же запечатываемом материале 09 разными печатными красками, число которых, например, соответствует числу красочных аппаратов. В одном варианте конструктивного исполнения в одной и той же печатной секции 02 расположены печатные аппараты 08, предпочтительно функционирующие в соответствии с разными принципами печатания. Так, например, по меньшей мере один печатный аппарат 08 обладает конструкцией плоскопечатного аппарата, например, офсетного печатного аппарата, и/или по меньшей мере один другой печатный аппарат 08 обладает конструкцией аппарата высокой печати, в частности, аппарата для типографского офсета. В подобном случае посредством указанных разных печатных аппаратов 08, например, при выпуске одной и той же печатной продукции печать выполняют на одном и том же запечатываемом материале 09 предпочтительно посредством, по меньшей мере одного общего передаточного цилиндра 06. В одном варианте исполнения предпочтительно по меньшей мере один печатный аппарат 08 обладает конструкцией аппарата для печати со стальных гравюр.
Печатная машина 01 предпочтительно оснащена, по меньшей мере одним источником запечатываемого материала в виде самонаклада 03. Печатная машина 01 предпочтительно оснащена по меньшей мере одним узлом вывода листов 04, который предпочтительно включает по меньшей мере один, более предпочтительно по меньшей мере три стапеля запечатанного материала. Вдоль пути перемещения запечатываемого материала 09 перед, по меньшей мере одним стапелем запечатанного материала предпочтительно находится по меньшей мере одна сушилка, например, устройство для сушки инфракрасным излучением и/или устройство для сушки ультрафиолетом. Печатная машина оснащена, например, десятью цилиндрами 07 с печатными формами, в частности, десятью формными цилиндрами 07. Листовая ротационная печатная машина 01 с печатной секцией 02, показанная в качестве примера на фиг. 1, оснащена несколькими печатными аппаратами 08. Печатная машина 01, оснащена, например по меньшей мере одним печатным аппаратом 08 и по меньшей мере одной сушилкой, причем соответствующие сушилки расположены перед описываемыми ниже передаточными цилиндрами 06 вдоль всего пути перемещения запечатываемого материала 09.
По меньшей мере одна печатная секция 02 предпочтительно оснащена по меньшей мере одним передаточным цилиндром 06, предпочтительно выполненным в виде офсетного цилиндра 06, в зоне контакта которого с другим передаточным цилиндром предпочтительно установлен печатный зазор 16 и который предпочтительно контактирует с несколькими формными цилиндрами 07. В более предпочтительном варианте, по меньшей мере одна печатная секция 02 оснащена по меньшей мере двумя передаточными цилиндрами 06, предпочтительно выполненными в виде офсетных цилиндров. Таким образом, в печатной секции 02 предпочтительно расположены по меньшей мере два передаточных цилиндра 06. В зоне контакта этих, по меньшей мере двух передаточных цилиндров 06 предпочтительно установлен печатный зазор 16. Предпочтительно, по меньшей мере один передаточный цилиндр 06, более предпочтительно каждый по меньшей мере из двух передаточных цилиндров 06, предпочтительно находятся в катящемся контакте по меньшей мере с одним формным цилиндром 07, более предпочтительно с несколькими, например, четырьмя формными цилиндрами 07. Печатная секция 02 предпочтительно обладает конструкцией многокрасочной печатной секции. Каждому из указанных формных цилиндров 07 предпочтительно соответствует, по меньшей мере один красочный аппарат. По меньшей мере на одном формном цилиндре 07 предпочтительно установлена по меньшей мере одна печатная форма 73 в виде по меньшей мере одной, предпочтительно точно одной печатной формы 73. На каждом формном цилиндре 07 предпочтительно установлена или предусмотрена точно одна печатная форма 73, протяженность которой в аксиальном направлении А формного цилиндра 07 предпочтительно составляет по меньшей мере 75%, более предпочтительно по меньшей мере 90% от протяженности цилиндрической части 12 по меньшей мере одного формного цилиндра 07 в аксиальном направлении А. По меньшей мере один передаточный цилиндр 06 предпочтительно имеет окружность, которая соответствует целому кратному окружности по меньшей мере одного формного цилиндра 07, например, в три раза превышает длину окружности формного цилиндра 07.
Каждый взаимодействующий с формным цилиндром 07 красочный аппарат предпочтительно расположен с возможностью его перемещения в направлении от соответствующего формного цилиндра 07. Благодаря этому соответствующий формный цилиндр 07 доступен для технического обслуживания, в частности, для замены печатной формы. Более предпочтительным является такое расположение красочных аппаратов всех формных цилиндров 07, взаимодействующих с общим передаточным цилиндром 06, которое допускает возможность общего перемещения этих красочных аппаратов в направлении от указанных формных цилиндров, а также хранение красочных аппаратов на предназначенном для этой цели общем стеллаже. Так, например, при надлежащем расположении по меньшей мере одного формного цилиндра 07 и соответствующего ему красочного аппарата по меньшей мере один накопитель печатных форм перемещают по меньшей мере к одному формному цилиндру 07. В подобном, по меньшей мере одном накопителе печатных форм находится по меньшей мере одна печатная форма 73, подлежащая укладке по меньшей мере на один формный цилиндр 07. По меньшей мере в одном накопителе печатных форм предпочтительно находятся несколько печатных форм 73, которые относятся к нескольким формным цилиндрам 07. По меньшей мере один накопитель печатных форм помимо контролируемого позиционирования печатной формы 73 относительно соответствующего формного цилиндра 07 служит также для защиты подлежащих укладке на формный цилиндр печатных форм 73. Предпочтительным является наличие, по меньшей мере одного прижимного средства, например, прижимного валика и/или прижимных валиков, который (которые) служит (служат) для прижима печатной формы 73 к формному цилиндру 07 при ее укладке на формный цилиндр.
Печатная форма 73 предпочтительно включает недеформируемую пластину-основу и по меньшей мере один светочувствительный слой. Недеформируемая пластина-основа выполнена, например, из металла или сплава, например, из алюминия или стали. По меньшей мере в одном офсетном печатном аппарате для косвенной печати предпочтительно используют по меньшей мере одну пластину-основу из стали. По меньшей мере в одном печатном аппарате для офсетной печати с увлажнением печатной формы предпочтительно используют по меньшей мере одну пластину-основу из алюминия. Пластина-основа предпочтительно обладает толщиной, то есть наименьшим размером, в интервале от 0,25 до 0,3 мм. По меньшей мере один светочувствительный слой определяет изображение на печатной форме 73. Так, например, изображение на печатной форме 73 может быть сформировано благодаря тому, что некоторые участки поверхности печатной формы обладают гидрофобными свойствами, в то время, как другие ее участки обладают гидрофильными свойствами. В подобном случае в зависимости от свойств используемой печатной краски ее передают лишь отдельные участки печатной формы 73. Подобная печатная форма 73 передает краску в соответствии с техникой плоской печати, в частности, офсетной печати. При этом можно использовать как технику безводной офсетной печати, так и технику так называемой офсетной печати с увлажнением печатной формы, в соответствии с которой печатный аппарат оснащен, по меньшей мере одним увлажняющим устройством.
В другом варианте изображение на печатной форме 73 формируют благодаря тому, что сначала на всю поверхность печатной формы наносят светочувствительный слой, который затем селективно отверждают путем экспонирования, в то время, как неотвержденные участки смывают, например, водой. В качестве альтернативы наслаивание выполняют селективно или селективно удаляют нанесенный слой тем или иным методом, например, методом травления или механическим методом (гравированием). Благодаря этому формируют участки, например, несмытые участки, которые возвышаются над поверхностью пластины-основой, и участки, например, несмытые участки, расположенные ниже и образованные, например, свободной пластиной-основой. Подобная печатная форма 73 передает печатную краску в соответствии с техникой высокой печати предпочтительно на соответствующий передаточный цилиндр 06, с которого она переходит на запечатываемый материал 09. Поскольку печатный оттиск переходит на запечатываемый материал 09 только с передаточного цилиндра 06, речь идет о технологии типографского офсета.
В качестве альтернативы печатная форма 73 выполнена в виде шаблонной печатной формы. Подобная шаблонная печатная форма 73 имеет, например, относительно грубо возвышающиеся поверхности, которые полностью воспринимают накатываемую на печатную форму краску и посредством собирательного цилиндра непосредственно или косвенно передают ее на стальной гравированный цилиндр. Подобный стальной гравированный цилиндр имеет участки с тонкой гравировкой, на которых накапливается печатная краска, в то время как печатную краску, находящуюся вне участков с гравировкой, удаляют, например, стирают. На стальном гравированном цилиндре предпочтительно накапливаются разные печатные краски с нескольких печатных форм 73, причем участки с разными красками на указанном цилиндре более предпочтительно в минимально возможной степени перекрывают друг друга. Благодаря накатному контакту и, например прижиму, печатная краска переходит с гравировки на запечатываемый материал. В другом варианте печатная форма 73 выполнена в виде флексографской печатной формы, предназначенной для прямой или косвенной флексографской печати. Печатная форма 73 независимо от ее конструктивного исполнения предпочтительно служит для передачи печатной краски и/или лака. В соответствие с этим в приведенном выше и ниже описании в каждом случае, когда речь идет о печатной краске, в качестве альтернативы подразумевают также лак, что в особенности относится к флексографской печатной форме 73.
Независимо от материала, из которого выполнена печатная форма 73, она предпочтительно имеет передний край 74 и задний край 76. Передним краем 74 печатной формы 73 предпочтительно является ее набегающая при печатании сторона. Задним краем 76 печатной формы 73 предпочтительно является ее отстающая при печатании сторона. Передний край 74 печатной формы 73 предпочтительно имеет переднюю зону контакта 74, которая служит для закрепления печатной формы 73 на формном цилиндре 07. Передающий печатную краску светочувствительный слой в передней зоне контакта предпочтительно отсутствует. Задний край 76 печатной формы 73 предпочтительно имеет заднюю зону контакта 76, которая служит для закрепления печатной формы 73 на формном цилиндре 07. Передающий печатную краску светочувствительный слой в задней зоне контакта предпочтительно отсутствует. Материалом печатной формы 73 в указанных зонах контакта предпочтительно является исключительно недеформируемая пластина-основа. Благодаря наличию зон контакта достигают высокой воспроизводимости и высокой надежности, по меньшей мере одного фиксирующего контакта печатной формы 73 с составными элементами формного цилиндра 07. Передний край 74 печатной формы 73 и/или ее задний край 76 предпочтительно выполнен (выполнены) в виде зон закрепления 74, 76, которые отогнуты от средней части печатной формы 73. Зоны закрепления 74, 76 расположены под углом к средней части печатной формы 73, предпочтительно составляющим соответственно от 15° до 40°, причем более предпочтительно передний край 74 расположен под углом к средней части печатной формы 73, составляющим от 17° до 22°, а задний край 76 под углом, составляющим от 35° до 40°. Передний край 74 и задний край 76 печатной формы 73 обладают протяженностью в тангенциальном направлении D, предпочтительно составляющей соответственно от 10 до 30 мм, более предпочтительно по меньшей мере 15 мм и еще более предпочтительно от 15 до 20 мм. Печатную форму 73 по меньшей мере частично укладывают на формный цилиндр 07 предпочтительно посредством соответствующего приспособления, например, устройства для автоматической подачи печатных форм.
При эксплуатации печатной машины 01, по меньшей мере один захваченный самонакладом 03 лист 09, предпочтительно последовательность нескольких листов 09, поступает в печатную секцию 02. Печатная секция 02 предпочтительно функционирует в режиме одностороннего или двухстороннего печатания, причем в печатном зазоре 16 между передаточными цилиндрами краску одновременно накатывают на обе стороны запечатываемого материала 09. Многокрасочные изображения более предпочтительно передают на запечатываемый материал 09 в печатном зазоре 16 между цилиндрами путем выполнения единственной операции печатания. Подобные многокрасочные изображения предпочтительно состоят из отдельных цветоделенных изображений, которые до этого были переданы с нескольких формных цилиндров 07 на соответствующий передаточный цилиндр 06 и набраны на нем. Печатная секция 02 предпочтительно состоит из двух половин в основном идентичной конструкции. Каждая из половин оснащена передаточным цилиндром 06, предпочтительно выполненным в виде офсетного цилиндра 06. На формные цилиндры 07, в частности, на установленные на формных цилиндрах печатные формы 73, посредством соответствующего красочного аппарата предпочтительно накатывают соответствующую печатную краску. Каждый из формных цилиндров 07, подведенных к соответствующему передаточному цилиндру 06, передает на него предпочтительно, по меньшей мере один отпечаток. В результате этого на каждом передаточном цилиндре 06 предпочтительно формируют многокрасочное изображение, которое более предпочтительно на единственной стадии передают на запечатываемый материал 09.
Как указано выше, каждому передаточному цилиндру 06 соответствует, например, несколько формных цилиндров 07, предпочтительно четыре формных цилиндра 07, к каждому из которых подведен или, по меньшей мере может быть подведен соответствующий красочный аппарат, в связи с чем для совместной печати двумя передаточными цилиндрами 06 предпочтительно можно использовать, например, до восьми печатных красок. Предпочтительно, по меньшей мере каждый из совместно используемых передаточных цилиндров 06 и подведенные к ним и/или взаимодействующие с ним формные цилиндры 07 посредством по меньшей мере одной зубчатой передачи соединены друг с другом и по меньшей мере одним общим приводным электродвигателем. Красочные аппараты могут быть соединены с общим приводным электродвигателем или могут быть выполнены с возможностью соединения с ним, однако они предпочтительно оснащены соответствующими собственными приводными электродвигателями.
Ниже более подробно рассматривается по меньшей мере один формный цилиндр 07 печатной машины 01. Формные цилиндры 07, взаимодействующие с передаточными цилиндрами 06, предпочтительно обладают в основном, по меньшей мере идентичной конструкцией. Каждый формный цилиндр предпочтительно имеет цилиндрическую часть 12 и две цапфы 17. Цилиндрическая часть 12 предпочтительно снабжена по меньшей мере одним каналом 13, который ориентирован в аксиальном направлении А относительно оси вращения 11 формного цилиндра 07 и открыты в радиальном направлении относительно оси вращения 11 формного цилиндра 07. Канал 13 предпочтительно имеет первую стенку 18 и вторую стенку 19, которые, по меньшей мере частично ограничивают канал 13 в тангенциальном направлении D. Первой стенкой 18 канала 13 предпочтительно является отстающая в процессе печатания стенка 18, по меньшей мере одного канала 13. Второй стенкой 19 канала предпочтительно является набегающая в процессе печатания стенка 19, по меньшей мере одного канала 13. Каждая из цапф 17 соответствующего формного цилиндра 07 предпочтительно установлена, по меньшей мере в одной опоре, предпочтительно обладающей конструкцией радиального подшипника, причем соответствующая опора, в свою очередь, установлена в стенке или на стенке станины печатной секции 02. Первый в аксиальном направлении А конец формного цилиндра 07 обозначают стороной I, в то время как второй в аксиальном направлении А конец формного цилиндра 07 обозначают стороной II. Со стороны I формного цилиндра 07 на торце соответствующей цилиндрической части 12 предпочтительно расположен клапанный блок 14. Цапфа 17, относящаяся к стороне II формного цилиндра 07, предпочтительно соединена или, по меньшей мере может быть соединена с вращающим приводом, посредством которого соответствующий формный цилиндр 07 можно приводить во вращение и/или приводят во вращение вокруг оси вращения 11. Узел сопряжения относящейся к стороне II цапфы 17 с вращающим приводом, относящимся к соответствующему формному цилиндру 07, предпочтительно имеет, по меньшей мере одно зубчатое колесо с косыми зубьями. Благодаря этому можно известными методами выполнять настройку приводки соответствующего формного цилиндра 07 по окружности. В качестве альтернативы, по меньшей мере один формный цилиндр 07 снабжен по меньшей мере одним собственным отдельным приводом. Формный цилиндр 07 предпочтительно имеет по меньшей мере одно предпочтительно аксиальное сверленое отверстие 126, через которое с целью термостатирования формного цилиндра можно пропускать и/или пропускают термостатирующую текучую среду, например, жидкий теплоноситель.
По меньшей мере в одном канале 13 формного цилиндра 07 расположено по меньшей мере одно устройство для натяжения 101. По меньшей мере одно устройство для натяжения 101 снабжено по меньшей мере одним зажимным устройством (21, 61), а именно предпочтительно по меньшей мере одним передним зажимным устройством 21 и по меньшей мере одним задним зажимным устройством 61. По меньшей мере одно переднее зажимное устройство 61 предпочтительно находится ближе к первой стенке 18 по меньшей мере одного канала 13, чем ко второй стенке 19 по меньшей мере одного канала 13. По меньшей мере одно заднее зажимное устройство 61 предпочтительно находится ближе ко второй стенке 19 по меньшей мере одного канала 13, чем к его первой стенке 18. По меньшей мере одно переднее зажимное устройство 21 предназначено для закрепления переднего края 74 печатной формы 73, которая намотана и/или может быть намотана, и/или наложена и/или может быть наложена на рабочую поверхность 124 цилиндрической части 12 формного цилиндра 07. По меньшей мере одно заднее зажимное устройство 61 предназначено для закрепления заднего края 76 печатной формы 73, причем речь предпочтительно идет о закреплении одной и той же печатной формы 73. Определение «одна и та же печатная форма 73» прежде всего относится к предпочтительному случаю, согласно которому формный цилиндр 07 обладает строго одним каналом 13, в котором расположено как одно переднее зажимное устройство 21, так и одно заднее зажимное устройство 61. Передним краем 74 печатной формы 73 предпочтительно является набегающий в процессе печатания край 74 печатной формы 73. Задним краем 76 печатной формы 73 предпочтительно является отстающий в процессе печатания край 76 печатной формы 73. Для монтажа по меньшей мере одной печатной формы 73 по меньшей мере на одном формном цилиндре 07 сначала предпочтительно по меньшей мере в одном переднем зажимном устройстве 21 фиксируют передний край 74 печатной формы 73, затем формный цилиндр 07 поворачивают вокруг оси вращения 11, на рабочую поверхность 124 формного цилиндра 07 наматывают или укладывают печатную форму 73, и после этого закрепляют задний край 76 в заднем зажимном устройстве 61. Затем предпочтительно выполняют натяжение, по меньшей мере одной печатной формы 73.
Ниже сначала рассматривается, по меньшей мере одно переднее зажимное устройство 21. По меньшей мере одно переднее зажимное устройство 21 имеет по меньшей мере один радиально-наружный передний зажимной элемент 22, который находится в неподвижном положении относительно переднего базового корпуса 37 по меньшей мере одного переднего зажимного устройства 21. Передний базовый корпус 37 закреплен на цилиндрической части 12, однако с целью корректировки положения его предпочтительно можно по меньшей мере минимально перемещать относительно цилиндрической части 12. По меньшей мере один радиально-наружный передний зажимной элемент 22 предпочтительно выполнен в виде радиально-наружной передней зажимной планки 22, протяженность которой в аксиальном направлении А предпочтительно составляет по меньшей мере 75%, более предпочтительно по меньшей мере 90% от аксиальной протяженности по меньшей мере одного канала 13. Это позволяет обеспечивать равномерное закрепление и/или натяжение печатной формы 73. По меньшей мере одно переднее зажимное устройство 21 снабжено по меньшей мере одним передним нажимным элементом 23, расположенным радиально глубже нежели по меньшей мере один радиально-наружный передний зажимной элемент 22. По меньшей мере один передний нажимной элемент 23 предпочтительно выполнен в виде по меньшей мере одной передней листовой пружины 23, более предпочтительно в виде по меньшей мере одного переднего пружинного пакета 23, состоящего из нескольких листовых пружин 23, которые, в частности, плоско прилегают друг к другу. По меньшей мере одно переднее зажимное устройство 21 имеет по меньшей мере один передний позиционирующий элемент 24, посредством которого можно выполнять перемещение по меньшей мере одного переднего нажимного элемента 23 относительно по меньшей мере одного радиально-наружного переднего зажимного элемента 22 и, соответственно, предпочтительно одновременно относительно цилиндрической части 12 формного цилиндра 07. По меньшей мере один передний нажимной элемент 23 предпочтительно может деформироваться посредством по меньшей мере одного переднего позиционирующего элемента 24. По меньшей мере один передний нажимной элемент 23 предпочтительно может укорачиваться преимущественно в радиальном направлении посредством по меньшей мере одного переднего позиционирующего элемента 24. Протяженность по меньшей мере одного переднего нажимного элемента 23 предпочтительно составляет по меньшей мере 75%, более предпочтительно по меньшей мере 90%, от аксиальной протяженности цилиндрической части 12.
По меньшей мере одно переднее зажимное устройство 21 предпочтительно имеет по меньшей мере два передних нажимных элемента 23 и/или по меньшей мере один радиально-внутренний передний зажимной элемент 26. По меньшей мере два передних нажимных элемента 23 соответственно предпочтительно выполнены в виде по меньшей мере одной листовой пружины 23, более предпочтительно соответственно в виде по меньшей мере одного пружинного пакета 23, который соответственно состоит из нескольких листовых пружин 23, в частности, плоско прилегающих друг к другу. По меньшей мере один радиально-внутренний передний зажимной элемент 26 предпочтительно выполнен в виде по меньшей мере одной радиально-внутренней передней зажимной планки 26, протяженность которой в аксиальном направлении А предпочтительно составляет по меньшей мере 75%, более предпочтительно по меньшей мере 90% от аксиальной протяженности по меньшей мере одного канала 13. По меньшей мере один радиально-внутренний передний зажимной элемент 26 предпочтительно расположен с возможностью перемещения в направлении переднего закрепления В и/или в противоположном направлении, в частности, в направлении по меньшей мере к одному радиально-наружному переднему зажимному элементу 22 и/или от него. Направление переднего закрепления В предпочтительно в основном является радиальным направлением. Это означает, что направление переднего закрепления В предпочтительно обладает по меньшей мере одним радиально направленным компонентом, который превышает при необходимости имеющийся в тангенциальном направлении D компонент. Направление переднего закрепления В предпочтительно перпендикулярно аксиальному направлению А.
По меньшей мере один радиально-внутренний передний зажимной элемент 26 выполнен предпочтительно неподвижно относительно аксиального направления А. По меньшей мере один передний нажимной элемент 23 и предпочтительно по меньшей мере два передних нажимных элемента 23 предпочтительно контактируют по меньшей мере с одним радиально-внутренним передним зажимным элементом 26. Радиальные направления В, С, аксиальное направление А и тангенциальное направление D являются направлениями относительно цилиндрической части 12 и/или оси вращения 11 формного цилиндра 07.
По меньшей мере на один радиально-внутренний передний зажимной элемент 26 посредством по меньшей мере одного переднего нажимного элемента 23, более предпочтительно посредством по меньшей мере двух передних нажимных элементов 23, предпочтительно может воздействовать и/или воздействует усилие в направлении переднего закрепления В, то есть, в направлении по меньшей мере к одному радиально-наружному переднему зажимному элементу 22. По меньшей мере один передний позиционирующий элемент 24 предпочтительно непосредственно контактирует по меньшей мере с одним передним нажимным элементом 23. В тангенциальном направлении D относительно формного цилиндра 07 между, по меньшей мере двумя радиально-внутренними передними нажимными элементами 23 расположен предпочтительно по меньшей мере один передний позиционирующий элемент 24. По меньшей мере один передний позиционирующий элемент 24 предпочтительно выполнен в виде по меньшей мере одного переднего привода для ослабления зажима 24, более предпочтительно в виде по меньшей мере одного наполняемого и/или наполненного напорной средой переднего ослабляющее зажим тела 24, еще более предпочтительно в виде по меньшей мере одного переднего шланга для ослабления зажима 24, в частности, переднего шланга для ослабления зажима 24, который более предпочтительно заполнен и/или может быть заполнен текучей средой, например, сжатым воздухом. В случае если в дальнейшем описании речь идет о переднем шланге для ослабления зажима 24, то под подобным шлангом в общем случае подразумевают также наполняемое и/или наполненное напорной средой переднее ослабляющее зажим тело 24. По меньшей мере один передний шланг для ослабления зажима 24 предпочтительно может находиться и/или находится под давлением сжатого воздуха, достигающим 8 бар или более. По меньшей мере один передний позиционирующий элемент 24 может быть выполнен также в виде по меньшей мере одного гидравлического цилиндра 24, по меньшей мере одного пневмоцилиндра 24 и/или по меньшей мере одного электродвигателя 24. Однако в связи с простотой конструкции предпочтительным является конструктивное исполнение переднего позиционирующего элемента 24 в виде шланга для ослабления зажима 24.
Независимо от конструктивного исполнения по меньшей мере одного переднего позиционирующего элемента 24 его активирование предпочтительно вызывает укорачивание по меньшей мере одного переднего нажимного элемента 23, предпочтительно по меньшей мере двух передних нажимных элементов 23, по меньшей мере в направлении переднего закрепления В, более предпочтительно обусловленное по меньшей мере расширением по меньшей мере одного переднего позиционирующего элемента 24 в направлении, перпендикулярном аксиальному направлению А и перпендикулярном направлению переднего закрепления В. Подобное укорачивание проявляется, например, в виде прогиба по меньшей мере одного переднего нажимного элемента 23, предпочтительно в виде прогиба по меньшей мере двух передних нажимных элементов 23 в противоположные стороны. Прогиб вызывает перемещение, по меньшей мере одного радиально-внутреннего переднего зажимного элемента 26 в направлении по меньшей мере от одного радиально-наружного переднего зажимного элемента 22, а следовательно, размыкание переднего зажимного зазора 27. Передний зажимной зазор 27 предпочтительно образован, по меньшей мере одним радиально-наружным передним зажимным элементом 22, с одной стороны, и по меньшей мере одним радиально-внутренним передним зажимным элементом 26, с другой стороны. По меньшей мере два передних нажимных элемента 23 предпочтительно гибко соединены с передним базовым корпусом 37, причем более предпочтительно они соединены с базовым корпусом 37 таким образом, что их невозможно удалить от него, но они сохраняют способность к перемещению относительно него, прежде всего во время их деформирования. По меньшей мере два передних нажимных элемента 23 предпочтительно гибко соединены по меньшей мере с одним радиально-внутренним передним зажимным элементом 26, причем более предпочтительно они соединены с ним таким образом, что их невозможно удалить от него, но они сохраняют способность к перемещению относительно него, прежде всего во время их деформирования. Таким образом, по меньшей мере один радиально-внутренний передний зажимной элемент 26 гибко соединен по меньшей мере с двумя передними нажимными элементами 23 прежде всего предпочтительно таким образом, что укорачивание по меньшей мере одного переднего нажимного элемента 23 неизбежно вызывает перемещение по меньшей мере одного радиально-внутреннего переднего зажимного элемента 26 в направлении, противоположном направлению переднего закрепления В.
По меньшей мере два передних нажимных элемента 23 в предпочтительном варианте конструктивного исполнения в основном (в частности, без учета прогиба или искривления) располагаются параллельно друг другу в аксиальном направлении А и в основном также в перпендикулярном аксиальному направлению А втором направлении, которое предпочтительно включает по меньшей мере один радиальный компонент. Однако указанное второе направление предпочтительно слегка искривлено, и каждый передний нажимной элемент 23 немного изогнут, поскольку по меньшей мере два передних нажимных элемента 23 постоянно находятся в состоянии более или менее значительного предварительного напряжения. Это предпочтительно имеет место также независимо от состояния переднего шланга для ослабления зажима 24 и прежде всего обусловлено тем, что конструктивное пространство рассчитано таким образом, чтобы никогда не хватало места для полной разгрузки (устранения напряжения) по меньшей мере двух передних нажимных элементов 23, в частности, также при полностью опорожненном переднем шланге для ослабления зажима 24. По меньшей мере один передний шланг для ослабления зажима 24 предпочтительно располагается между по меньшей мере двумя передними нажимными элементами 23 предпочтительно также в аксиальном направлении А. По меньшей мере два передних нажимных элемента 23 соединены друг с другом, базовым корпусом 37 по меньшей мере одного переднего зажимного устройства 21 и/или по меньшей мере с одним передним зажимным элементом 22 посредством по меньшей мере двух передних соединительных элементов подвижно, в частности, с возможностью поворота. По меньшей мере один передний шланг для ослабления зажима 24 располагается между по меньшей мере двумя передними соединительными элементами предпочтительно по меньшей мере в аксиальном направлении А.
По меньшей мере один по меньшей мере из двух передних нажимных элементов 23, предпочтительно оба передних нажимных элемента 23, предпочтительно прикреплены к базовому корпусу 37 по меньшей мере одного переднего зажимного устройства 21 с возможностью перемещения, более предпочтительно с возможностью поворота, более предпочтительно посредством по меньшей мере одного по меньшей мере из двух передних соединительных элементов. По меньшей мере два передних нажимных элемента 23 прикреплены по меньшей мере к одному радиально-внутреннему переднему зажимному элементу 26 предпочтительно с возможностью перемещения, более предпочтительно с возможностью поворота, более предпочтительно посредством по меньшей мере одного по меньшей мере из двух соединительных элементов. С каждой из обеих сторон, по меньшей мере одного переднего шланга для ослабления зажима 24 расположен по меньшей мере один элемент в виде скобы, который предотвращает удаление краев по меньшей мере двух передних нажимных элементов 23 друг от друга на расстояние, превышающее максимальное расстояние. Благодаря этому при поступлении сжатого воздуха, по меньшей мере в один передний шланг для ослабления зажима 24 по меньшей мере два передних нажимных элемента 23 не только поворачиваются, удаляясь друг от друга, но и изгибаются в наружную сторону по меньшей мере от одного переднего шланга для ослабления зажима 24, поскольку их края не могут удалиться от соответствующих краев соседних нажимных элементов 23. По меньшей мере один элемент в виде скобы предпочтительно образован по меньшей мере одним радиально-внутренним передним зажимным элементом 26. По меньшей мере один элемент в виде скобы предпочтительно образован базовым корпусом 37 по меньшей мере одного переднего зажимного устройства 21.
Однако вследствие возникшего искривления, по меньшей мере два передних нажимных элемента 23 укорачиваются, например, относительно линии, проходящей от соединительного элемента через по меньшей мере один передний шланг для ослабления зажима 24 к другому соединительному элементу, прежде всего относительно направления переднего закрепления В. В частности, длина прямой линии, соединяющей оба края одного и того же переднего нажимного элемента 23, сокращается. Вследствие этого по меньшей мере один радиально-внутренний передний зажимной элемент 26 перемещается относительно базового корпуса 37 по меньшей мере одного переднего зажимного устройства 21, в частности, в направлении к базовому корпусу 37, и происходит ослабление закрепления печатной формы. Так, например, по меньшей мере два соединительных элемента выполнены в виде соединительных штифтов, которые проходят через продольные пазы, выполненные по меньшей мере в двух передних нажимных элементах 23, и соответственно с обоих краев соединяются с базовым корпусом 37 по меньшей мере одного переднего зажимного устройства 21 или по меньшей мере с одним радиально-внутренним передним зажимным элементом 26.
При деактивировании, по меньшей мере одного переднего позиционирующего элемента 24 возвращающая сила по меньшей мере одного переднего нажимного элемента 23 вызывает перемещение по меньшей мере одного радиально-внутреннего переднего зажимного элемента 26 в направлении по меньшей мере к одному радиально-наружному переднему зажимному элементу 22 и соответствующее смыкание переднего зажимного зазора 27. Подобное деактивирование. по меньшей мере одного переднего позиционирующего элемента 24 состоит, например, в уменьшении давления внутри переднего шланга для ослабления зажима 24, например, до давления внешней среды, в частности, до атмосферного давления. По меньшей мере один передний нажимной элемент 23, более предпочтительно по меньшей мере два передних нажимных элемента 23, в любой момент времени предпочтительно находятся в состоянии по меньшей мере минимального предварительного напряжения независимо от того, разомкнуто или сомкнуто по меньшей мере одно переднее зажимное устройство 21, а также независимо от того, находится или не находится печатная форма 73 в переднем зажимном зазоре 27. В частности, передние листовые пружины 23, более предпочтительно по меньшей мере один передний пружинный пакет 23, в любой момент времени находятся в слегка изогнутом и предварительно напряженном состоянии.
По меньшей мере один радиально-внутренний передний зажимной элемент 26 предпочтительно постоянно удерживается в определенном положении относительно тангенциального направления D (например, он прижат к передней выравнивающей поверхности 29) предпочтительно посредством по меньшей мере одного переднего прижимного элемента 28, например, посредством по меньшей мере одной передней прижимной пружины 28. Передняя выравнивающая поверхность 29 предпочтительно расположена между по меньшей мере одним передним прижимным элементом 28 и первой стенкой 18 канала. Передней выравнивающей поверхностью 29 предпочтительно является поверхность 29 по меньшей мере одного переднего базового корпуса 37. Усилие по меньшей мере одного переднего прижимного элемента 28, воздействующее по меньшей мере на один радиально-внутренний передний зажимной элемент 22, направлено, в частности, по меньшей мере к первой стенке 18 канала. Усилие по меньшей мере одного переднего прижимного элемента 28 предпочтительно меньше усилия по меньшей мере одного находящегося в закрепленном состоянии переднего нажимного элемента 23. Вследствие этого хотя по меньшей мере один радиально-внутренний передний зажимной элемент 26 и удерживается в тангенциальном направлении D в определенном положении, однако по меньшей мере один передний прижимной элемент 28 не оказывает негативного влияния на возможность его перемещений в направлении переднего закрепления В. Определенное положение по меньшей мере одного радиально-внутреннего переднего зажимного элемента 26 в тангенциальном направлении D достигается благодаря отсутствию самопроизвольного перемещения печатной формы 73 при выполнении операции ее закрепления. Это позволяет обеспечивать высокую точность положения печатной формы 73 в закрепленном состоянии и, в частности, при реализации процесса ее закрепления.
По меньшей мере один радиально-внутренний передний зажимной элемент 26 и/или по меньшей мере один радиально-наружный передний зажимной элемент 22 предпочтительно обладает (обладают) по меньшей мере одной поверхностью из закаленного конструкционного материала, например, закаленной стали, которой предпочтительно дополнительно или в качестве альтернативы придана структура в виде регулярно и/или нерегулярно расположенных выступов и/или углублений, например, перекрещивающихся прямолинейных канавок. При закрепленной печатной форме 73 это позволяет улучшить силовое замыкание между печатной формой 73, с одной стороны, и по меньшей мере одним радиально-внутренним передним зажимным элементом 26 и/или по меньшей мере одним радиально-наружным передним зажимным элементом 22, с другой стороны.
По меньшей мере одно переднее зажимное устройство 21 предпочтительно снабжено по меньшей мере двумя приводочными упорами 31, 32. По меньшей мере два приводочных упора 31, 32 выполняют функцию опорных точек при вкладывании печатной формы 73 по меньшей мере в одно переднее зажимное устройство 21. По меньшей мере два приводочных упора 31, 32 взаимодействуют с соответствующими сопряженными элементами печатной формы 73, предпочтительно выполненными в виде выемок. По меньшей мере два приводочных упора 31, 32 соответственно предпочтительно снабжены чувствительным устройством, что позволяет выполнять механический контроль надлежащего положения печатной формы 73 относительно по меньшей мере двух приводочных упоров 31, 32. Соответствующие чувствительные устройства предпочтительно выполнены в виде электрических контактов, причем более предпочтительно посредством печатной формы 73 замыкается, по меньшей мере один электрический контур в случае, если она надлежащим образом контактирует с обоими приводочными упорами 31, 32. Соответствующие чувствительные устройства предпочтительно соединены с системой управления печатной машиной. Более предпочтительно смыкание, по меньшей мере одного переднего зажимного устройства 21 зависит от поступления положительного сигнала от указанных чувствительных устройств.
Сопряженные элементы печатной формы 73, предпочтительно выполненные в виде выемок, предпочтительно формируют на печатной форме 73 после нанесения на нее изображения и/или после ее экспонирования при соблюдении высокой точности положения этих элементов относительно соответствующих изображений. Возможное отклонение положения выполненных в виде выемок сопряженных элементов относительно соответствующих изображений на печатной форме 73 предпочтительно составляет менее микрометра.
По меньшей мере одно переднее зажимное устройство 21 предпочтительно установлено посредством по меньшей мере одного элемента крепления, например, по меньшей мере одной планки, проходящей вдоль первой поверхности дна 42 канала 13 предпочтительно в направлении, в основном параллельном оси вращения 11. Благодаря этому переднее зажимное устройство 21 в целом можно по меньшей мере минимально перемещать, в частности, поворачивать относительно цилиндрической части 12. По меньшей мере одно переднее зажимное устройство 21 можно поворачивать предпочтительно параллельно первой поверхности дна 42 канала 13 вокруг перпендикулярной этой поверхности балансировочной оси. По меньшей мере одно переднее зажимное устройство 21 в аксиальном направлении А посредством аксиального прижимного средства предпочтительно прижато к боковой упорной стенке, в связи с чем оно сохраняет определенное положение относительно аксиального направления А. Боковая опорная стенка предпочтительно ограничивает по меньшей мере один канал 13 в аксиальном направлении А. В частности, по меньшей мере одно переднее зажимное устройство 21 в аксиальном направлении А предпочтительно находится в неподвижном положении относительно цилиндрической части 12 формного цилиндра 07. По меньшей мере одно переднее зажимное устройство 21 предпочтительно имеет по меньшей мере одно первое опорное место 33 или первое место контакта 33 и по меньшей мере два вторых опорных места 34, 36 или два вторых места контакта 34, 36, в которых по меньшей мере одно переднее зажимное устройство 21 контактирует с первой стенкой 18 канала по меньшей мере при натянутом состоянии печатной формы 73, предпочтительно постоянно. Первым опорным местом 33 предпочтительно является постоянная выпуклость по меньшей мере одного переднего зажимного устройства 21 и/или первой стенки 18 канала. Это означает, что первая стенка 18 канала цилиндра предпочтительно имеет обращенную в сторону переднего зажимного устройства 21 выпуклость, в контакте с которой находится, по меньшей мере одно первое зажимное устройство 21, и/или, что более предпочтительно, по меньшей мере одно переднее зажимное устройство 21 имеет выпуклость, обращенную в сторону первой стенки 18 канала цилиндра, которая контактирует с первой стенкой 18 канала цилиндра. Благодаря наличию подобной выпуклости предпочтительно возникает контакт между передним зажимным приспособлением 21 и первой стенкой 18 канала в основном в виде линии или точки, причем плоский контакт между передним зажимным приспособлением 21 и первой стенкой 18 канала особенно предпочтительно исключается. Это позволяет обеспечивать особенно точное и воспроизводимое положение, по меньшей мере одного переднего зажимного устройства 21 относительно цилиндрической части 12 формного цилиндра 07.
По меньшей мере два вторых опорных места 34, 36 можно предпочтительно регулировать, причем более предпочтительно их регулируют посредством по меньшей мере двух передних позиционирующих элементов 39, 41 или регулировочных тел 39, 41, предпочтительно выполненных в виде передних контактных винтов 39, 41. По меньшей мере два передние контактные тела 39, 41 предпочтительно являются составными элементами по меньшей мере одного переднего зажимного устройства 21. По меньшей мере два передние контактные тела 39, 41 предпочтительно являются составными элементами по меньшей мере одного переднего зажимного устройства 21. По меньшей мере два передних контактных тела 39, 41 предпочтительно расположены с возможностью регулирования их положения относительно по меньшей мере одного базового корпуса 37 по меньшей мере одного переднего зажимного устройства 21. По меньшей мере два передних контактных тела 39, 41 соединены по меньшей мере с одним передним зажимным приспособлением 21 предпочтительно посредством резьбы, причем их можно перемещать относительно по меньшей мере одного переднего зажимного устройства 21 путем вращения вокруг оси этой резьбы. В предпочтительном варианте положение, по меньшей мере двух передних контактных тел 39, 41 относительно по меньшей мере одного переднего зажимного устройства 21 можно регулировать посредством по меньшей мере одного привода 43, 44, предпочтительно посредством соответственно по меньшей мере одного привода 43, 44, выполненного в виде переднего привода для предварительного натяжения. По меньшей мере один привод для предварительного натяжения 43, 44 предпочтительно выполнен в виде по меньшей мере одного электродвигателя 43, 44, например, шагового электродвигателя 43, 44, более предпочтительно снабженного редуктором, например, в виде привода с особенно высоким передаточным числом. По меньшей мере один привод для предварительного натяжения 43, 44 может быть выполнен также в виде пневматического и/или гидравлического привода 43, 44. Более предпочтительно, по меньшей мере один привод для предварительного натяжения 43, 44 и/или по меньшей мере два передних контактных тела 39, 41 снабжен (снабжены) по меньшей мере одним датчиком предварительного натяжения, который регистрирует положение по меньшей мере одного привода для предварительного натяжения 43, 44, например, угловое положение по меньшей мере одного электродвигателя 43, 44 и/или положение по меньшей мере двух передних контактных тел 39, 41. По меньшей мере один датчик предварительного натяжения предпочтительно соединен с системой управления печатной машиной и/или по меньшей мере один привод для предварительного натяжения 43, 44 соединен с системой управления печатной машиной. В качестве альтернативы или дополнительно положение, по меньшей мере двух передних контактных тел 39, 41 можно регулировать вручную.
В качестве альтернативы или дополнительно по меньшей мере два передних контактных тела 39, 41 расположены на цилиндрической части 12 формного цилиндра 07. В подобном случае, по меньшей мере два передние контактные тела 39, 41 предпочтительно расположены с возможностью регулирования их положения относительно цилиндрической части 12. По меньшей мере два передних контактных тела 39, 41 предпочтительно соединены по меньшей мере с одной цилиндрической частью 12 посредством резьбы, причем их можно перемещать относительно цилиндрической части 12 путем вращения вокруг оси этой резьбы. В подобном случае, по меньшей мере два передних контактных тела 39, 41, в частности, в соответствующих передних местах контакта предпочтительно находятся по меньшей мере в периодическом контакте, более предпочтительно в длительном контакте по меньшей мере с одним передним зажимным приспособлением 21. Положение, по меньшей мере двух передних контактных тел 39, 41 относительно цилиндрической части 12 предпочтительно также можно регулировать посредством по меньшей мере одного привода 43, 44, соответственно предпочтительно выполненного в виде переднего привода для предварительного натяжения 43, 44. По меньшей мере один привод для предварительного натяжения 43, 44 предпочтительно выполнен, как указано выше, то есть в виде по меньшей мере одного электродвигателя, например, шагового электродвигателя, который более предпочтительно снабжен редуктором. По меньшей мере один привод для предварительного натяжения 43, 44 может быть выполнен также, как указано выше, в виде пневматического и/или гидравлического привода. Более предпочтительно, по меньшей мере один привод для предварительного натяжения 43, 44 и/или по меньшей мере два передних контактных тела 39, 41 также снабжен (снабжены) по меньшей мере одним датчиком предварительного натяжения, который регистрирует положение по меньшей мере одного привода для предварительного натяжения 43, 44, например, угловое положение по меньшей мере одного электродвигателя 43, 44 и/или положение по меньшей мере двух передних контактных тел 39, 41. По меньшей мере один датчик предварительного натяжения также предпочтительно соединен с системой управления печатной машиной и/или по меньшей мере один привод для предварительного натяжения 43, 44 соединен с системой управления печатной машиной. В качестве альтернативы или дополнительно положение по меньшей мере двух передних контактных тел 39, 41 можно регулировать вручную.
Первое и второе опорные места 39, 41 прежде всего служат опорой по меньшей мере для одного зажимного устройства 21, 61, в частности, по меньшей мере для одного переднего зажимного устройства 21, в общем направлении, которым предпочтительно является тангенциальное направление D. Первое и второе опорные места 33, 34, 36 в аксиальном направлении А предпочтительно распределены вдоль по меньшей мере одного переднего зажимного устройства 21, более предпочтительно вдоль прямой линии. Это, в частности, означает, что первое и второе опорные места 33, 34, 36 в аксиальном направлении А предпочтительно находятся в отличающихся друг от друга положениях. Первое опорное место 33 по меньшей мере в аксиальном направлении А предпочтительно расположено между по меньшей мере двумя вторыми опорными местами 34, 36. В любой момент времени во всех опорных местах 33, 34, 36 первая стенка 18 канала и по меньшей мере одно переднее зажимное устройство 21 (в частности, в виде выпуклости) и по меньшей мере два передних контактных тела 39, 41 предпочтительно находятся в контакте друг с другом.
Устройство для натяжения 101 более предпочтительно имеет, по меньшей мере одно, выполненное, например, в виде пружины 107 опорное тело 107, опирающееся как, по меньшей мере на одно первое зажимное устройство 21, так и по меньшей мере на одно второе зажимное устройство 61, посредством которого по меньшей мере одно переднее зажимное устройство 21 прижимается к первой стенке 18 канала, тогда как по меньшей мере одно заднее зажимное устройство 61 прижимается ко второй стенке 19 канала. Устройство для натяжения 101 предпочтительно имеет четыре выполненных в виде пружин опорных тела 107, усилие каждого из которых составляет от 600 до 1000 Ньютон. Путем регулирования, по меньшей мере двух вторых опорных мест 33, 34 при необходимости оказывают воздействие на изгиб по меньшей мере первого зажимного устройства 21.
В зависимости от положения передних контактных тел 39, 41 относительно переднего зажимного устройства 21 и/или цилиндрической части 12 и, соответственно, опорных мест 33, 34, 36 относительно друг друга, по меньшей мере на один радиально-наружный передний зажимной элемент 22 и по меньшей мере на один радиально-внутренний передний зажимной элемент 26 воздействуют либо соразмерные усилия, что обусловливает прямолинейность указанных элементов, либо несоразмерные усилия, что обусловливает их изогнутость (выпуклость или вогнутость), если по меньшей мере одно усилие прижимает переднее зажимное устройство 21 к первой стенке канала 18. Этим по меньшей мере одним усилием, как указано выше, предпочтительно является по меньшей мере одно усилие по меньшей мере одного опорного тела 107, например, выполненного в виде пружины 107, и/или по меньшей мере растягивающее усилие, обусловленное натяжением печатной формы 73. Следовательно, путем соответствующей целенаправленной настройки положения передних контактных тел 39, 41 относительно переднего зажимного устройства 21 или цилиндрической части 17, а следовательно, положения опорных мест 33, 34, 36 относительно друг друга можно целенаправленно обеспечивать чрезмерное натяжение печатной формы 73, например, с целью корректировки искажения передаваемого с печатной формы изображения (его выпуклости или вогнутости). В дополнение к этому или в качестве альтернативы, например, путем размещения опорных мест 33, 34, 36 вдоль прямой линии, однако сохранения их общего расположения под углом по меньшей мере к одному переднему зажимному устройству 21, можно создавать перекос печатной формы 73 на формном цилиндре 07, например, с целью корректировки перекоса изображения на печатной форме 73.
По меньшей мере одно заднее зажимное устройство 61 можно перемещать в аксиальном направлении А и/или в противоположном направлении вдоль второй поверхности дна 108 канала 13 и поворачивать его вокруг по меньшей мере одной балансировочной оси, перпендикулярной второй поверхности дна 108. Расположение относительно аксиального направления А предпочтительно выполняют посредством аксиального привода 141. Более подробное описание этой операции приведено ниже. Перед первым натяжением печатной формы 73 передние контактные тела 39, 41 предпочтительно устанавливают таким образом, чтобы во всех опорных местах 33, 34, 36 между первой стенкой канала 19 и по меньшей мере одним передним зажимным приспособлением 21 преобладали одинаковые усилия.
Ниже рассматривается по меньшей мере одно заднее зажимное устройство 61. По меньшей мере одно заднее зажимное устройство 61 имеет по меньшей мере один радиально-наружный задний зажимной элемент 62, который находится в неподвижном положении относительно заднего базового корпуса 71 по меньшей мере одного заднего зажимного устройства 61. Задний базовый корпус 71 прикреплен к цилиндрической части 12, однако с целью корректировки положения он предпочтительно расположен с возможностью минимального перемещения относительно цилиндрической части 12. По меньшей мере один радиально-наружный задний зажимной элемент 62 предпочтительно выполнен в виде радиально-наружной задней зажимной планки 62, протяженность которой в аксиальном направлении А предпочтительно составляет по меньшей мере 75%, более предпочтительно по меньшей мере 90% от аксиальной протяженности по меньшей мере одного канала 13. По меньшей мере одно заднее зажимное устройство 61 снабжено по меньшей мере одним задним нажимным элементом 63, который расположен радиально глубже, чем по меньшей мере один радиально-наружный задний зажимной элемент 62. По меньшей мере один задний нажимной элемент 63 предпочтительно выполнен в виде по меньшей мере одной задней листовой пружины 63, более предпочтительно в виде по меньшей мере одного заднего пружинного пакета 63, в частности, состоящего из нескольких плоско прилегающих друг к другу листовых пружин 63. По меньшей мере одно заднее зажимное устройство 61 имеет по меньшей мере один задний позиционирующий элемент 64, посредством которого можно выполнять перемещение по меньшей мере одного заднего нажимного элемента 63 относительно по меньшей мере одного радиально-наружного заднего зажимного элемента 62 и соответственно предпочтительно одновременно относительно цилиндрической части 12 формного цилиндра 07. По меньшей мере один задний нажимной элемент 63 предпочтительно можно деформировать посредством по меньшей мере одного заднего позиционирующего элемента 64. По меньшей мере один задний нажимной элемент 63 посредством, по меньшей мере одного заднего позиционирующего элемента 64 предпочтительно можно укорачивать в основном в радиальном направлении. Протяженность, по меньшей мере одного заднего нажимного элемента 63 предпочтительно составляет по меньшей мере 75%, более предпочтительно по меньшей мере 90% от аксиальной протяженности цилиндрической части 12.
По меньшей мере одно заднее зажимное устройство 61 предпочтительно снабжено по меньшей мере двумя задними нажимными элементами 63 и/или по меньшей мере одним радиально-внутренним задним зажимным элементом 66. По меньшей мере два задних нажимных элемента 63 предпочтительно соответственно также выполнены в виде по меньшей мере одной листовой пружины 63, более предпочтительно соответственно в виде по меньшей мере одного пружинного пакета 63, который соответственно состоит из нескольких, в частности, плоско прилегающих друг к другу листовых пружин 63. По меньшей мере один радиально-внутренний задний зажимной элемент 66 предпочтительно выполнен в виде по меньшей мере одной радиально-внутренней задней зажимной планки 66, протяженность которой в аксиальном направлении А предпочтительно составляет по меньшей мере 75%, более предпочтительно по меньшей мере 90% от аксиальной протяженности по меньшей мере одного канала 13. По меньшей мере один радиально-внутренний задний зажимной элемент 66 предпочтительно можно перемещать в направлении заднего закрепления С и/или в противоположном ему направлении, в частности, в направлении по меньшей мере к одному радиально-наружному заднему зажимному элементу 62 и/или от него. Направление заднего закрепления С предпочтительно является в основном радиальным направлением. Это означает, что оно предпочтительно включает по меньшей мере один радиально направленный компонент, который больше при необходимости имеющегося в тангенциальном направлении D компонента. Направление заднего закрепления С предпочтительно перпендикулярно аксиальному направлению А. По меньшей мере один радиально-внутренний задний зажимной элемент 66 предпочтительно расположен с возможностью перемещения относительно аксиального направления А. По меньшей мере один задний нажимной элемент 63, предпочтительно по меньшей мере два задних нажимных элемента 63, предпочтительно контактирует (контактируют) по меньшей мере с одним радиально-внутренним задним зажимным элементом 66.
По меньшей мере на один радиально-внутренний задний зажимной элемент 66 посредством по меньшей мере одного заднего нажимного элемента 63, более предпочтительно посредством по меньшей мере двух задних нажимных элементов 63, в направлении заднего закрепления С, то есть в направлении по меньшей мере к одному радиально-наружному заднему зажимному элементу 62, предпочтительно может воздействовать и/или воздействует усилие. По меньшей мере один задний позиционирующий элемент 64 предпочтительно непосредственно контактирует по меньшей мере с одним задним нажимным элементом 63. В тангенциальном направлении D относительно формного цилиндра 07 между, по меньшей мере двумя радиально-внутренними задними нажимными элементами 63 предпочтительно расположен по меньшей мере один задний позиционирующий элемент 64. По меньшей мере один задний позиционирующий элемент 64 предпочтительно выполнен в виде по меньшей мере одного заднего привода для ослабления зажима 64, более предпочтительно в виде, по меньшей мере одного заполняемого и/или заполненного напорной средой заднего ослабляющее зажим тела 64, еще более предпочтительно в виде по меньшей мере одного заднего шланга для ослабления зажима 64, в частности, заднего шланга для ослабления зажима 64, который более предпочтительно заполнен и/или может быть заполнен текучей средой, например, сжатым воздухом. В случае если в дальнейшем описании речь идет о заднем шланге для ослабления зажима 64, то в общем случае речь идет также о заполняемом и/или заполненном напорной средой заднем ослабляющем зажим теле 64. По меньшей мере один задний шланг для ослабления зажима 64 предпочтительно может находиться и/или находится под давлением сжатого воздуха, достигающим 8 бар или более. По меньшей мере один задний позиционирующий элемент 64 может быть выполнен также в виде по меньшей мере одного гидравлического цилиндра 64, по меньшей мере одного пневмоцилиндра 64 и/или по меньшей мере одного электродвигателя 64. Однако в связи с простотой конструкции предпочтительным является использование шланга для ослабления зажима 64.
Независимо от конструктивного исполнения по меньшей мере одного заднего позиционирующего элемента 64 его активирование предпочтительно вызывает укорачивание по меньшей мере одного заднего нажимного элемента 63, предпочтительно по меньшей мере двух задних нажимных элементов 63, по меньшей мере в направлении заднего закрепления С, более предпочтительно по меньшей мере обусловленное расширением по меньшей мере одного заднего позиционирующего элемента 64 в направлении, перпендикулярном аксиальному направлению А и перпендикулярном направлению заднего закрепления С. Подобное укорачивание проявляется, например, в виде прогиба по меньшей мере одного заднего нажимного элемента 63, предпочтительно прогиба по меньшей мере двух задних нажимных элементов 63 в противоположные стороны. Следствием этого является перемещение по меньшей мере одного радиально-внутреннего заднего зажимного элемента 66 в направлении по меньшей мере от одного радиально-наружного заднего зажимного элемента 62, а следовательно, размыкание заднего зажимного зазора 67. Задний зажимной зазор 67 предпочтительно образован, по меньшей мере одним радиально-наружным задним зажимным элементом 62, с одной стороны, и по меньшей мере одним радиально-внутренним задним зажимным элементом 66, с другой стороны. По меньшей мере два задних нажимных элемента 63 предпочтительно гибко соединены с задним базовым корпусом 71, причем более предпочтительно, если они соединены с ним таким образом, что их невозможно удалить от него, однако они сохраняют способность к перемещению относительно него, прежде всего во время их деформирования. По меньшей мере два задних нажимных элемента 63 предпочтительно гибко соединены по меньшей мере с одним радиально-внутренним задним зажимным элементом 66, причем более предпочтительно, если они соединены с ним таким образом, что их невозможно удалить от него, однако они могут перемещаться относительно него прежде всего во время их деформирования. Таким образом, по меньшей мере один радиально-внутренний задний зажимной элемент 66 гибко соединен по меньшей мере с двумя задними нажимными элементами 63, в частности, предпочтительно таким образом, что укорачивание по меньшей мере одного заднего нажимного элемента 63 вызывает неизбежное перемещение по меньшей мере одного радиально-внутреннего заднего зажимного элемента 66 в направлении, противоположном направлению заднего закрепления С.
В предпочтительном варианте конструктивного исполнения по меньшей мере два задних нажимных элемента 63 (в частности, с учетом их прогиба или искривления) располагаются в основном параллельно друг другу в аксиальном направлении А и в основном также в перпендикулярном аксиальному направлению А втором направлении, которое предпочтительно включает по меньшей мере один радиальный компонент. Однако второе направление предпочтительно несколько искривлено, и каждый задний нажимной элемент 63 несколько изогнут, поскольку по меньшей мере два задних нажимных элемента 63 постоянно находятся в состоянии более или менее сильного предварительного напряжения. Это предпочтительно имеет место также независимо от состояния заднего шланга для ослабления зажима 64 и, в частности, обусловлено тем, что конструктивное пространство рассчитано таким образом, чтобы никогда не хватало места для полного устранения напряжения по меньшей мере двух задних нажимных элементов 63, в частности, также при полном опорожнении заднего шланга для ослабления зажима 64. По меньшей мере один задний шланг для ослабления зажима 64 расположен между по меньшей мере двумя задними нажимными элементами 63 предпочтительно также в аксиальном направлении А. По меньшей мере два задних нажимных элемента 63 соединены друг с другом, базовым корпусом 71 по меньшей мере одного заднего зажимного устройства 61 и/или по меньшей мере одним задним зажимным элементом 62 посредством по меньшей мере двух задних соединительных элементов подвижно, в частности, с возможностью поворота. По меньшей мере один задний шланг для ослабления зажима 64 расположен предпочтительно по меньшей мере в аксиальном направлении А между по меньшей мере двумя задними соединительными элементами.
По меньшей мере один по меньшей мере из двух задних нажимных элементов 63, предпочтительно оба задние нажимные элемента 63 предпочтительно прикреплены к базовому корпусу 71 по меньшей мере одного заднего зажимного устройства 61 с возможностью перемещения, более предпочтительно с возможностью поворота, более предпочтительно посредством по меньшей мере одного, по меньшей мере из двух задних соединительных элементов. По меньшей мере два задних нажимных элемента 63 прикреплены, по меньшей мере к одному радиально-внутреннему заднему зажимному элементу 66 предпочтительно с возможностью перемещения, более предпочтительно с возможностью поворота, более предпочтительно по меньшей мере посредством одного по меньшей мере из двух соединительных элементов. С каждой из обеих сторон, по меньшей мере одного заднего шланга для ослабления зажима 64 расположен по меньшей мере один элемент в виде скобы, который предотвращает удаленность краев по меньшей мере двух задних нажимных элементов 63 друг от друга на расстояние, превышающее максимальное расстояние. Благодаря этому при поступлении сжатого воздуха по меньшей мере в один задний шланг для ослабления зажима 64 по меньшей мере два задних нажимных элемента 63 не только поворачиваются, удаляясь друг от друга, но и изгибаются в сторону по меньшей мере от одного заднего шланга для ослабления зажима 64, так как их края не могут удалиться от соответствующих краев соседних нажимных элементов 63. По меньшей мере один элемент в виде скобы предпочтительно образован по меньшей мере одним радиально-внутренним задним зажимным элементом 66. По меньшей мере один элемент в виде скобы предпочтительно образован базовым корпусом 71 по меньшей мере одного заднего зажимного устройства 61.
Однако вследствие возникающего искривления, по меньшей мере два задних нажимных элемента 63 укорачиваются, например, относительно линии, проходящей от соединительного элемента через по меньшей мере один передний шланг для ослабления зажима 64 к другому соединительному элементу, в частности, относительно направления заднего закрепления С. В частности, сокращается прямолинейное расстояние между двумя краями одного и того же заднего нажимного элемента 63. В результате этого, по меньшей мере один радиально-внутренний задний зажимной элемент 66 перемещается относительно базового корпуса 71 по меньшей мере одного заднего зажимного устройства 61, в частности, в направлении к базовому корпусу 71, и происходит ослабление зажима печатной формы. По меньшей мере два соединительных элемента выполнены, например, в виде соединительных штифтов, которые проходят сквозь продольные пазы, выполненные по меньшей мере в двух задних нажимных элементах 63, и соответственно с обоих краев соединены с базовым корпусом 71 по меньшей мере одного заднего зажимного устройства 61 или по меньшей мере с одним радиально-внутренним задним зажимным элементом 66.
При деактивировании по меньшей мере одного заднего позиционирующего элемента 64 возвращающая сила по меньшей мере одного заднего нажимного элемента 63 вызывает перемещение, по меньшей мере одного радиально-внутреннего заднего зажимного элемента 66 по меньшей мере к одному радиально-наружному заднему зажимному элементу 62 и соответствующее смыкание заднего зажимного зазора 67. Подобное деактивирование, по меньшей мере одного заднего позиционирующего элемента 64 состоит, например, в снижении давления внутри заднего шланга для ослабления зажима 64, например, до давления внешней среды, в частности, до атмосферного давления. По меньшей мере один задний нажимной элемент 63, более предпочтительно по меньшей мере два задних нажимных элемента 63, в любой момент времени предпочтительно находятся в состоянии по меньшей мере минимального предварительного напряжения независимо от того, разомкнуто или сомкнуто по меньшей мере одно заднее зажимное устройство 61, а также независимо от того, находится или не находится печатная форма 73 в заднем зажимном зазоре 67. В частности, задние листовые пружины 63, более предпочтительно, по меньшей мере один задний пружинный пакет 63, в любой момент времени находятся в несколько изогнутом и предварительно напряженном состоянии.
По меньшей мере один радиально-внутренний задний зажимной элемент 66 предпочтительно всегда удерживается в определенном положении относительно тангенциального направления D (например, он прижат к задней выравнивающей поверхности 69) предпочтительно посредством по меньшей мере одного заднего прижимного элемента 68, например, посредством по меньшей мере одной задней прижимной пружины 68. Задняя выравнивающая поверхность 69 предпочтительно расположена между по меньшей мере одним задним прижимным элементом 68 и второй стенкой 19 канала. Задней выравнивающей поверхностью 69 предпочтительно является поверхность 69 по меньшей мере одного заднего базового корпуса 71. Усилие, по меньшей мере одного заднего прижимного элемента 68, воздействующее по меньшей мере на один радиально-внутренний задний зажимной элемент 62, направлено, в частности, по меньшей мере ко второй стенке 19 канала. При закрепленной печатной форме усилие по меньшей мере одного заднего прижимного элемента 68, воздействующее по меньшей мере на один радиально-внутренний задний зажимной элемент 62, предпочтительно меньше усилия по меньшей мере одного заднего нажимного элемента 63. Вследствие этого, хотя по меньшей мере один радиально-внутренний зажимной элемент 66 и удерживается в определенном положении в тангенциальном направлении D, однако, по меньшей мере один задний прижимной элемент 68 не оказывает негативного влияния на возможность перемещения по меньшей мере одного радиально-внутреннего зажимного элемента 66 в направлении заднего закрепления С.Определенное положение в тангенциальном направлении D достигается благодаря отсутствию самопроизвольного перемещения печатной формы 73 в процессе ее закрепления. Это позволяет обеспечивать высокую точность положения печатной формы 73 в закрепленном состоянии и, в частности, при выполнении операции закрепления печатной формы.
По меньшей мере один радиально-внутренний задний зажимной элемент 66 и/или по меньшей мере один радиально-наружный задний зажимной элемент 62 предпочтительно обладает (обладают) по меньшей мере одной поверхностью из закаленного конструкционного материала, например, закаленной стали, которой предпочтительно дополнительно или в качестве альтернативы придана структура из регулярно и/или нерегулярно расположенных выступов и/или углублений, например, перекрещивающихся прямолинейных канавок. В случае закрепленной печатной формы 73 это позволяет улучшить силовое замыкание между печатной формой 73, с одной стороны, и по меньшей мере одним радиально-внутренним задним зажимным элементом 66 и/или по меньшей мере одним радиально-наружным задним зажимным элементом 62, с другой стороны.
По меньшей мере одно заднее зажимное устройство 61 предпочтительно является частью, по меньшей мере одних салазок 102, по меньшей мере одного устройства для натяжения 101. По меньшей мере одни салазки 102 и, соответственно, по меньшей мере одно заднее зажимное устройство 61 предпочтительно расположены с возможностью по меньшей мере частичного перемещения вдоль пути натяжения и/или в направлении натяжения Е. Путь перемещения при натяжении предпочтительно перпендикулярен оси вращения 11 формного цилиндра 07. Путь перемещения при натяжении предпочтительно находится в плоскости, нормаль к которой ориентирована параллельно оси вращения 11 формного цилиндра 07. Путь перемещения при натяжении предпочтительно в основном совпадает с тангенциальным направлением D и/или противоположным ему направлением, или более предпочтительно совпадает с направлением натяжения Е, предпочтительно тангенциальным по отношению к периферийному направлению D, и/или противоположен ему. По меньшей мере одни салазки 102 предпочтительно установлены с возможностью перемещения в пределах по меньшей мере одного канала 13 вдоль пути натяжения в направлении по меньшей мере к одному переднему зажимному устройству 21. Предпочтительно расположена по меньшей мере одна направляющая, по которой вдоль пути натяжения перемещается по меньшей мере одно заднее зажимное устройство 61. Максимальный путь перемещения при натяжении, то есть максимальный путь перемещения по меньшей мере одних салазок 102 в направлении натяжения Е и/или в противоположном направлении, предпочтительно составляет от 10 до 35 мм, более предпочтительно по меньшей мере 15 мм, еще более предпочтительно от 15 до 20 мм. Предусматриваемая для натяжения длина пути натяжения предпочтительно составляет от 0,1 до 2 мм, более предпочтительно от 0,5 до 1,2 мм. Направление натяжения Е предпочтительно ориентировано параллельно второй поверхности дна 108 канала 13 в зоне действия заднего зажимного устройства 61. Максимальный путь перемещения по меньшей мере одних салазок 102 относительно цилиндрической части 12 формного цилиндра 07 в направлении натяжения Е и/или в противоположном направлении предпочтительно по меньшей мере соответствует измеряемой в направлении натяжения Е протяженности заданной или фактической площади контакта печатной формы 73, закрепленной по меньшей мере в одном заднем зажимном устройстве 61, по меньшей мере с одним радиально-наружным зажимным элементом 62, по меньшей мере одного заднего зажимного устройства 61, причем более предпочтительно максимальный путь перемещения по меньшей мере на 2 мм и еще более предпочтительно по меньшей мере на 5 мм больше.
8 случае если максимальный путь перемещения больше предусматриваемой или фактической протяженности площади контакта, то печатную форму 73, в частности, можно особенно просто ввести на более дальнее расстояние, по меньшей мере в одно заднее зажимное устройство 61, чем то, которое соответствует протяженности площади контакта. Это предоставляет дополнительную возможность исключения ошибочного положения печатной формы 73. Кроме того, это должно исключать возможность зажима зоны печатной формы 73, наиболее близкой к ее краю.
По меньшей мере одно заднее зажимное устройство 61 предпочтительно установлено посредством по меньшей мере одного крепления, например, по меньшей мере одной планки, проходящей, например, вдоль второй поверхности дна 108 канала 13 предпочтительно в основном в направлении, перпендикулярном оси вращения 11 формного цилиндра 07. Благодаря этому заднее зажимное устройство 61 в целом предпочтительно можно по меньшей мере линейно перемещать относительно цилиндрической части 12. Это способствует, с одной стороны, упрощенному введению заднего края 76 печатной формы 73, по меньшей мере в одно заднее зажимное устройство 61, а, с другой стороны, натяжению и/или выравниванию печатной формы 73, закрепляемой как по меньшей мере в одном переднем зажимном устройстве 21, так и по меньшей мере в одном заднем зажимном устройстве 61.
По меньшей мере один привод 104, выполненный в виде привода для натяжения 104, постоянно контактирует по меньшей мере с одним вторым зажимным приспособлением 61. Посредством, по меньшей мере одного привода для натяжения 104 по меньшей мере на одни салазки 102 может воздействовать и/или воздействует по меньшей мере одно предпочтительно регулируемое усилие, которое направлено от второй стенки 19 канала по меньшей мере к одним салазкам 102. По меньшей мере один привод для натяжения 104 предпочтительно расположен между первой опорной поверхностью 103 по меньшей мере одних салазок 102 и второй стенкой 19 канала. По меньшей мере один привод для натяжения 104 предпочтительно выполнен в виде по меньшей мере одного установочного тела 104, которое можно заполнять и/или которое заполнено напорной средой. Подобной напорной средой является, например, гидравлическая среда или пневматическая среда, в частности, воздух. По меньшей мере один привод для натяжения 104 более предпочтительно выполнен в виде по меньшей мере одного шланга для натяжения 104. По меньшей мере одно установочное тело 104 и предпочтительно по меньшей мере один шланг для натяжения 104 предпочтительно могут находиться под давлением, достигающим 10 бар и более. По меньшей мере один привод для натяжения 104 может быть выполнен также в виде по меньшей мере одного гидравлического цилиндра 104, по меньшей мере одного пневмоцилиндра 104 и/или по меньшей мере одного электродвигателя 104. По меньшей мере один привод для натяжения 104 предпочтительно опирается на деталь, неподвижно расположенную относительно формного цилиндра 07, или на составной элемент самого формного цилиндра 07, например, на вторую стенку 19 канала. В случае, если в предыдущем или последующем описании упоминается по меньшей мере один шланг для натяжения 104, то под ним в общем случае подразумевают также по меньшей мере одно установочное тело 104, которое можно заполнять и/или которое заполнено напорной средой.
Предпочтительно расположен по меньшей мере один возвратный элемент 106, например, по меньшей мере одна пружина 106, 107, выполненная в виде возвратной пружины 106. По меньшей мере один возвратный элемент 106 обеспечивает воздействие по меньшей мере на одни салазки 102 возвращающей силы, которая ориентирована против направления натяжения Е. По меньшей мере один возвратный элемент 106 в одном варианте конструктивного исполнения опирается на неподвижно расположенную относительно формного цилиндра 07 деталь или составной элемент самого формного цилиндра 07. По меньшей мере один возвратный элемент 106 предпочтительно идентичен выполненному в виде пружины 107 опорному телу 107, которое опирается как по меньшей мере на одно первое зажимное устройство 21, так и по меньшей мере на одно второе зажимное устройство 61, и которое посредством по меньшей мере одного первого зажимного устройства 21 прижимается к первой стенке 18 канала. В случае, если по меньшей мере один привод для натяжения 104 деактивирован, по меньшей мере одни салазки 102 находятся в первом положении (называемом также крайним положением по меньшей мере одних салазок 102), более близком ко второй стенке 19 канала, что прежде всего обусловлено воздействием по меньшей мере на одни салазки возвращающей силы по меньшей мере одного возвратного элемента 106. В случае, если по меньшей мере один привод для натяжения 104 деактивирован и по меньшей мере один соответствующий задний позиционирующий (распорный) элемент 131 и/или задний позиционирующий элемент 131 установлены в соответствующем положении, по меньшей мере одни салазки 102 находятся в крайнем положении, удаленном от второй стенки канала 19 на резервное расстояние, в частности, во-первых, вследствие воздействия возвращающей силы по меньшей мере одного возвратного элемента 106, по меньшей мере на одни салазки 102, а, во-вторых, вследствие воздействия по меньшей мере одного заднего позиционирующего элемента 131. Резервное расстояние предпочтительно составляет от 4 до 6 мм.
Крайним положением по меньшей мере одних салазок 102 является такое положение, в котором они касаются второй стенки канала 19. Удаленным от крайнего положения является такое положение, по меньшей мере одних салазок 102, в котором они находятся на расстоянии от второй стенки канала 19, предпочтительно составляющем более 0 мм и менее 7 мм, более предпочтительно от 4 до 6 мм. Центральным или внутренним положением по меньшей мере одних салазок 102 является такое их положение, в котором они находятся на расстоянии от второй стенки канала 19, предпочтительно составляющем от 9 до 31 мм, более предпочтительно от 14 до 26 мм.
По меньшей мере одно устройство для натяжения 101 предпочтительно снабжено по меньшей мере одним приспособлением для фиксации 109, посредством которого можно фиксировать положение по меньшей мере одного второго зажимного устройства 61, в частности, при сохранении натяжения печатной формы 73, в частности, по меньшей мере относительно перемещений по меньшей мере одних салазок 102 ко второй стенке 18 канала. Ниже описаны два разных варианта исполнения приспособления для фиксации 109.
Ниже рассматривается первый вариант исполнения приспособления для фиксации 109. В соответствии с данным вариантом приспособление для фиксации 109 имеет, по меньшей мере один предпочтительно регулируемый задний позиционирующий элемент 131, в частности, предпочтительно регулируемый задний установочный элемент 131, предпочтительно выполненный в виде по меньшей мере одного заднего регулировочного винта 131. По меньшей мере один задний позиционирующий элемент 131 посредством опоры, которая предпочтительно имеет по меньшей мере одну резьбу или выполнена в виде резьбы, предпочтительно установлен по меньшей мере в одних салазках 102 и по меньшей мере в одном заднем зажимном устройстве 61, в частности, в заднем базовом корпусе 71. Однако, по меньшей мере один задний позиционирующий элемент 131 может быть установлен также посредством опоры в составном элементе цилиндрической части 12 или неподвижно расположенной относительно цилиндрической части 12 детали. По меньшей мере один задний позиционирующий элемент 131 можно перемещать относительно по меньшей мере одних салазок 102, в частности, изменять его положение относительно них, например, путем винтового перемещения, по меньшей мере в одной резьбе. По меньшей мере один задний позиционирующий элемент 131 предпочтительно можно перемещать вместе по меньшей мере с одними салазками 102. По меньшей мере один задний позиционирующий элемент 131 можно располагать относительно по меньшей мере одних салазок 102, в частности, по меньшей мере в одном вдвинутом положении и, по меньшей мере в одном выдвинутом положении, предпочтительно в нескольких выдвинутых положениях. По меньшей мере один задний позиционирующий элемент 131, по меньшей мере в одном выдвинутом положении выступает в направлении ко второй стенке 19 канала за заднюю граничную поверхность 132 по меньшей мере одних салазок 102, обращенную ко второй стенке 19 канала, предпочтительно дальше, чем во вдвинутом положении.
В случае, если по меньшей мере один задний позиционирующий элемент 131 посредством опоры установлен в составном элементе цилиндрической части 12 или в неподвижно расположенной относительно нее детали, по меньшей мере один задний позиционирующий элемент 131 можно расположить, в частности, по меньшей мере в одном вдвинутом положении и по меньшей мере в одном выдвинутом положении, предпочтительно в нескольких выдвинутых положениях относительно цилиндрической части 12. При этом, по меньшей мере один задний позиционирующий элемент 131 по меньшей мере в одном выдвинутом положении выступает в направлении по меньшей мере к одним салазкам 102 за вторую стенку 19 канала, обращенную по меньшей мере к одним салазкам 102, предпочтительно дальше, чем во вдвинутом положении.
Как указано выше, по меньшей мере один возвратный элемент 106 оказывает воздействие по меньшей мере на одни салазки 102 в виде возвращающей силы, которая ориентирована в направлении, противоположном направлению натяжения Е. Следовательно, в отсутствие подобных противодействующих сил по меньшей мере одни салазки 102 прижимаются ко второй стенке 19 канала. Однако, по меньшей мере один задний позиционирующий элемент 131 занимает положение, которое препятствует по меньшей мере одним салазкам 102 максимально приближаться ко второй стенке 19 канала и, в частности, занимать крайнее положение. В случае, если по меньшей мере один задний позиционирующий элемент 131 находится во вдвинутом положении и по меньшей мере один задний позиционирующий элемент 131 и/или сами по меньшей мере одни салазки 102 контактируют со второй стенкой 19 канала, по меньшей мере одни салазки 102 удалены по меньшей мере от одного переднего зажимного устройства 21 на большее расстояние, чем в том случае, если по меньшей мере один задний позиционирующий элемент 131 находится в выдвинутом положении и контактирует со второй стенкой канала 13. То же относится и к наименьшим расстояниям между, по меньшей мере одним передним зажимным зазором 27 и по меньшей мере одним задним зажимным зазором 67. Следовательно, печатная форма 73, закрепленная по меньшей мере в одном переднем зажимном устройстве 21 и по меньшей мере в одном заднем зажимном устройстве 61 и расположенная вокруг цилиндрической части 12, при деактивированном приводе для натяжения 104 находится в более или менее натянутом состоянии, которое зависит от положения по меньшей мере одного заднего позиционирующего элемента 131. Таким образом, приспособление для фиксации 109 в первом варианте конструктивного исполнения противодействует силе натяжения печатной формы 73 и/или возвращающей силе, по меньшей мере одного возвратного элемента 106, а следовательно, фиксирует по меньшей мере одни салазки 102 и, соответственно, по меньшей мере одно заднее зажимное устройство 61.
Приспособление для фиксации 109 в первом варианте конструктивного исполнения предпочтительно приводят в действие следующим образом: сначала выполняют натяжение печатной формы 73, закрепленной как по меньшей мере в одном переднем зажимном устройстве 21, так и по меньшей мере в одном заднем зажимном устройстве 61, для чего активируют по меньшей мере один привод для натяжения 104, например, повышая давление в заполняемом и/или заполненном напорной средой установочном теле 104, в частности, шланге для натяжения 104, причем установочное тело 104 расширяется таким образом, что оно перемещает, по меньшей мере одни салазки 102. При этом, по меньшей мере один задний позиционирующий элемент 131 сначала находится во вдвинутом положении относительно по меньшей мере одних салазок 102. По меньшей мере одни салазки 102, а следовательно, по меньшей мере одно заднее зажимное устройство 61 в целом перемещаются по меньшей мере к одному переднему зажимному устройству 21. Вследствие этого происходит натяжение расположенной вокруг формного цилиндра 07 печатной формы 73. По меньшей мере одни салазки 102 предпочтительно перемещают на такое расстояние, чтобы было достигнуто или, что более предпочтительно, по меньшей мере немного превышено необходимое натяжение печатной формы 73. После этого, по меньшей мере один задний позиционирующий элемент 131 переводят из вдвинутого положения в определенное выдвинутое положение. Затем деактивируют привод для натяжения 104, для чего, например, снижают давление в шланге для натяжения 104, например, до давления внешней среды, в частности, до атмосферного давления. По меньшей мере одни салазки 102 при необходимости вновь перемещают ко второй стенке 19 канала, пока по меньшей мере один задний позиционирующий элемент 131 не коснется этой стенки в соответствующем, по меньшей мере одном, предпочтительно точно в одном место контакта 133 и в результате этого по меньшей мере одни салазки 102 не остановятся. В качестве альтернативы для остановки, по меньшей мере одних салазок 102 они входят в контакт по меньшей мере с одним установленным в цилиндрической части 12 позиционирующим элементом 131.
В этом состоянии положение заднего зажимного устройства 61 сохраняется, как указано выше, благодаря тому, что возвращающая сила, по меньшей мере одного возвратного элемента 106 и/или натяжение печатной формы 73 прижимает по меньшей мере одни салазки 102, а следовательно, по меньшей мере одно заднее зажимное устройство 61 ко второй стенке 19 канала, однако до расстояния, определяемого положением по меньшей мере одного заднего позиционирующего элемента 131. Для этого привод не должен длительно оставаться в активированном состоянии, в частности, шланг не должен длительно оставаться под давлением. По меньшей мере один привод для натяжения 104, по меньшей мере один задний позиционирующий элемент 131 и по меньшей мере один задний позиционирующий элемент 64 предпочтительно опираются на одну и ту же деталь салазок 102 и по меньшей мере одного заднего зажимного устройства 61, более предпочтительно на задний базовый корпус 71. По меньшей мере один привод для натяжения 104, по меньшей мере один задний позиционирующий элемент 131 и по меньшей мере один задний позиционирующий элемент 64 можно приводить в действие предпочтительно независимо друг от друга.
Точное положение по меньшей мере одного заднего позиционирующего элемента 131 определяет минимальное удаленность по меньшей мере одних салазок 102 от второй стенки 19 канала. Таким образом, максимальная сила натяжения, воздействующая на натянутую печатную форму 73, определяется точным положением, по меньшей мере одного заднего позиционирующего элемента 131. На удалении друг от друга в аксиальном направлении А предпочтительно расположено несколько рассмотренных выше задних позиционирующих элементов 131, более предпочтительно по меньшей мере четыре позиционирующих элемента 131. В предпочтительном варианте конструктивного исполнении, я по меньшей мере одного заднего позиционирующего элемента 131 его положение можно устанавливать посредством по меньшей мере одного привода 134, выполненного в виде позиционирующего привода 134. По меньшей мере один позиционирующий привод 134 предпочтительно выполнен в виде по меньшей мере одного электродвигателя 134. По меньшей мере один позиционирующий привод 134 может быть выполнен также в виде пневматического и/или гидравлического привода 134. По меньшей мере один позиционирующий привод 134 и/или по меньшей мере один задний позиционирующий элемент 131 более предпочтительно снабжены по меньшей мере одним датчиком удаления, который регистрирует положение по меньшей мере одного позиционирующего привода 134, например, угловое положение по меньшей мере одного электродвигателя, и/или положение по меньшей мере одного заднего позиционирующего элемента 131. По меньшей мере один датчик удаления предпочтительно соединен с системой управления печатной машиной и/или по меньшей мере один позиционирующий привод 134 соединен с системой управления печатной машиной. В качестве альтернативы или дополнительно положение по крайней мере одного позиционирующего элемента 131 можно регулировать вручную.
Приспособление для фиксации 109 во втором варианте конструктивного исполнения имеет, по меньшей мере одно упорное тело 111 и по меньшей мере один задний регулирующий упор элемент 112, например, по меньшей мере один задний упорный винт 112, положение которого относительно цилиндрической части 12 и/или по меньшей мере одних салазок 102 предпочтительно можно целенаправленно варьировать. По меньшей мере один задний регулирующий упор элемент 112 предпочтительно обладает по меньшей мере одним упорным редуктором 113, предназначенным, например, для тонкого регулирования положения по меньшей мере одного заднего регулирующего упор элемента 112. По меньшей мере один задний регулирующий упор элемент 112 предпочтительно установлен по меньшей мере в одной опоре 122, выполненной, например, в виде опорного блока 122. По меньшей мере один задний регулирующий упор элемент 112 предпочтительно контактирует по меньшей мере с одной опорой 122 посредством по меньшей мере одной резьбы. По меньшей мере одна опора 122 предпочтительно неподвижно расположена относительно цилиндрической части 12, например, выполнена в виде детали цилиндрической части 12. По меньшей мере одно упорное тело 111 предпочтительно расположено по меньшей мере на одних салазках 102 и может перемещаться вместе с ними. По меньшей мере один задний регулирующий упор элемент 112 предпочтительно предназначен для ограничения максимального установочного хода по меньшей мере одних салазок 102. При этом максимальный установочный ход по меньшей мере одних салазок 102 предпочтительно ограничен с одной стороны по меньшей мере одним задним регулирующий упор элементом 112, а с другой стороны второй стенкой 19 канала. Максимальный установочный ход по меньшей мере одних салазок 102 можно регулировать, в частности, удлинять и/или укорачивать, путем изменения положения по меньшей мере одного заднего регулирующего упор элемента 112 относительно направления натяжения Е.
По меньшей мере один закрепляющий салазки элемент 114 предпочтительно расположен по меньшей мере на одних салазках 102. По меньшей мере один закрепляющий салазки элемент 114 посредством по меньшей мере одного привода 116, выполненного в виде освобождающего салазки привода 116, предпочтительно установлен с возможностью его перемещения относительно по меньшей мере одних салазок 102. Посредством, по меньшей мере одного освобождающего салазки привода 116 возможна реализация и/или устранение контакта по меньшей мере одного закрепляющего салазки элемента 114 с первой закрепляющей салазки поверхностью 117 по меньшей мере одного канала 13. В фиксированном положении, по меньшей мере одних салазок 102 по меньшей мере один освобождающий салазки привод 116 опирается, с одной стороны, по меньшей мере на одни салазки 102, а следовательно, по меньшей мере на одно заднее зажимное устройство 61, а, с другой стороны, посредством по меньшей мере одного закрепляющего салазки элемента 114 на первую закрепляющую салазки поверхность 117 канала 13. По меньшей мере одни салазки 102, а следовательно, по меньшей мере одно второе зажимное устройство 61, в свою очередь, предпочтительно опираются на первую закрепляющую салазки поверхность 117 канала 13, расположенную напротив второй закрепляющей салазки поверхности 118 канала 13. Благодаря этому по меньшей мере одни салазки 102 зафиксированы в канале 13. По меньшей мере один освобождающий салазки привод 116 предпочтительно сконструирован аналогично конструктивному принципу по меньшей мере одного переднего зажимного устройства 21 и/или по меньшей мере одного заднего зажимного устройства 61.
Кроме того, по меньшей мере один освобождающий салазки привод 116 предпочтительно имеет по меньшей мере один прижимающий салазки элемент 119, более предпочтительно, по меньшей мере два прижимающих салазки элемента 119. По меньшей мере один прижимающий салазки элемент 119 предпочтительно выполнен в виде по меньшей мере одной прижимающей салазки листовой пружины 119, более предпочтительно в виде по меньшей мере одного переднего прижимающего салазки пружинного пакета 119, состоящего из нескольких, в частности, плоско прилегающих друг к другу листовых пружин 119. По меньшей мере один освобождающий салазки привод 116 предпочтительно обладает по меньшей мере одним освобождающим салазки элементом 121. По меньшей мере один освобождающий салазки элемент 121 предпочтительно выполнен в виде по меньшей мере одного освобождающего салазки шланга 121, который заполнен и/или может быть заполнен текучей средой, например, сжатым воздухом. Давление сжатого воздуха внутри, по меньшей мере одного освобождающего салазки шланга 121 предпочтительно может составлять и/или составляет до 10 бар или более. По меньшей мере один освобождающий салазки элемент 121 может быть выполнен также в виде по меньшей мере одного гидравлического цилиндра 121, по меньшей мере одного пневмоцилиндра 121 и/или по меньшей мере одного электродвигателя 121.
Независимо от конструкции, по меньшей мере одного освобождающего салазки элемента 121 его активирование предпочтительно вызывает укорачивание по меньшей мере одного прижимающего салазки элемента 119, предпочтительно по меньшей мере двух прижимающих салазки элементов 119, по меньшей мере в одном направлении закрепления салазок F, которое более предпочтительно параллельно второму направлению закрепления С. Это происходит, например, вследствие прогиба по меньшей мере одного прижимающего салазки элемента 119, предпочтительно вследствие прогиба, по меньшей мере двух прижимающих салазки элементов 119 в противоположные стороны. Прогиб вызывает перемещение по меньшей мере одного закрепляющего салазки элемента 114 в направлении от первой закрепляющей салазки поверхности 117, а следовательно, освобождение по меньшей мере одних салазок 102. По меньшей мере один прижимающий салазки элемент 119, предпочтительно по меньшей мере два прижимающих салазки элемента 119 предпочтительно гибко соединены по меньшей мере с одними салазками 102, причем более предпочтительно прижимающие салазки элементы 119 соединены по меньшей мере с одними салазками 102 таким образом, чтобы эти элементы не могли удаляться от салазок 102, но могли перемещаться относительно них, в частности, во время деформирования. По меньшей мере один прижимающий салазки элемент 119, предпочтительно по меньшей мере два прижимающих салазки элемента 119, предпочтительно гибко соединены по меньшей мере с одним закрепляющим салазки элементом 114, причем более предпочтительно они соединены с ним таким образом, чтобы они не могли удаляться от закрепляющего салазки элемента 114, однако могли перемещаться относительно него, в частности, во время их деформирования. Следовательно, особенно предпочтительно, если, по меньшей мере один закрепляющий салазки элемент 114 гибко соединен по меньшей мере с одним прижимающим салазки элементом 119 таким образом, чтобы укорачивание по меньшей мере одного прижимающего салазки элемента 119 неизбежно вызывало перемещение по меньшей мере одного закрепляющего салазки элемента 114 против направления закрепления салазок F, а следовательно, освобождение по меньшей мере одних салазок 102 и соответственно по меньшей мере одного приспособления для фиксации 109.
По меньшей мере два прижимающих салазки элемента 119, в частности, несмотря на прогиб или искривление предпочтительно расположены параллельно друг другу в аксиальном направлении А и в основном также в другом перпендикулярном аксиальному направлению А, например, в третьем направлении, которое предпочтительно имеет по меньшей мере один радиальный компонент. Однако другое, например, третье направление предпочтительно немного искривлено, и каждый прижимающий салазки элемент 119 несколько изогнут, поскольку по меньшей мере два прижимающие салазки элемента 119 постоянно находятся в состоянии более или менее значительного предварительного напряжения. Они находятся в этом состоянии также предпочтительно независимо от состояния освобождающего салазки шланга 121, что обусловлено, в частности, таким расчетом конструктивного пространства, чтобы, по меньшей мере два прижимающих салазки элемента 119 никогда не имели достаточного для полного исчезновения напряжения свободного места, в частности, также при полном опорожнении освобождающего салазки шланга 121. По меньшей мере один освобождающий салазки шланг 121 расположен между по меньшей мере двумя прижимающими салазки элементами 119, причем его ориентация предпочтительно также совпадает с аксиальным направлением А. По меньшей мере два прижимающих салазки элемента 119 посредством по меньшей мере двух соединительных элементов соединены друг с другом, базовым корпусом 71 по меньшей мере одного заднего зажимного устройства 61 и/или по меньшей мере одним закрепляющим салазки элементом 114 подвижно, в частности, с возможностью поворота. По меньшей мере один освобождающий салазки шланг 121 по меньшей мере в предпочтительном аксиальном направлении А расположен между по меньшей мере двумя соединительными элементами.
По меньшей мере один по меньшей мере из двух прижимающих салазки элементов 119, предпочтительно оба прижимающих салазки элемента 119 закреплены на базовом корпусе 71 по меньшей мере одного заднего зажимного устройства 61 предпочтительно с возможностью перемещения, более предпочтительно с возможностью поворота, более предпочтительно посредством по меньшей мере одного, по меньшей мере из двух соединительных элементов. По меньшей мере два прижимающих салазки элемента 119 зафиксированы на закрепляющем салазки элементе 114 предпочтительно с возможностью перемещения, более предпочтительно с возможностью поворота, более предпочтительно посредством по меньшей мере одного по меньшей мере из двух соединительных элементов. С каждой из обеих сторон освобождающего салазки шланга 121 расположен по меньшей мере один элемент в виде скобы, который предотвращает удаленность краев, по меньшей мере двух прижимающих салазки элементов 119 друг от друга на максимальное расстояние. Благодаря этому при заполнении освобождающего салазки шланга 121, по меньшей мере два прижимающих салазки элемента 119 не только удаляются друг от друга, но и изгибаются в наружные от шланга стороны, поскольку их края не могут удалиться от соответствующих краев соседних прижимающих салазки элементов 119. По меньшей мере один элемент в виде скобы предпочтительно образован по меньшей мере одним закрепляющим салазки элементом 114. По меньшей мере один элемент в виде скобы предпочтительно образован базовым корпусом 71 по меньшей мере одного заднего зажимного устройства 61.
Однако вследствие возникающего искривления по меньшей мере два прижимающих салазки элемента 119 укорачиваются, например, относительно направления от одного соединительного элемента через освобождающий салазки шланг 121 к другому соединительному элементу. В частности, сокращается прямолинейное расстояние между двумя краями одного и того же прижимающего салазки элемента 119. Вследствие этого, по меньшей мере один закрепляющий салазки элемент 114 перемещается относительно базового корпуса 71 по меньшей мере одного заднего зажимного устройства 61, в частности, в направлении к нему, и происходит ослабление закрепления. По меньшей мере два соединительных элемента выполнены, например, в виде соединительных штифтов, которые пропущены через пазы по меньшей мере двух прижимающих салазки элементов 119 и с обоих концов соответственно соединены с базовым корпусом 71 по меньшей мере одного заднего зажимного устройства 71 или по меньшей мере с одним закрепляющим салазки элементом 114.
При деактивировании по меньшей мере одного освобождающего салазки элемента 121 возвращающая сила по меньшей мере одного переднего прижимающего салазки элемента 119 вызывает перемещение по меньшей мере одного закрепляющего салазки элемента 114 к первой закрепляющей салазки поверхности 117, а следовательно, закрепление по меньшей мере одних салазок 102 и заднего базового корпуса 71 и, соответственно, по меньшей мере одного приспособления для фиксации 109. Подобное деактивирование, по меньшей мере одного переднего освобождающего салазки элемента 121 состоит, например, в снижении давления внутри освобождающего салазки шланга 121, например, до давления внешней среды, в частности, до атмосферного давления. По меньшей мере один прижимающий салазки элемент 119, более предпочтительно по меньшей мере два прижимающих салазки элемента 119, в любой момент времени предпочтительно находятся в состоянии по меньшей мере минимального предварительного напряжения независимо от того, освобождено или закреплено по меньшей мере одно приспособление для фиксации 109, а также независимо от того, в каком месте находятся по меньшей мере одни салазки 102. В частности, прижимающие салазки листовые пружины 119, более предпочтительно, по меньшей мере одни прижимающий салазки пружинный пакет 119, в любой момент времени находятся в несколько изогнутом и предварительно напряженном состоянии.
Приспособление для фиксации 109 во втором варианте конструктивного исполнения предпочтительно приводят в действие, сначала выполняя натяжение печатной формы 73, закрепленной как, по меньшей мере в одном переднем зажимном устройстве 21, так и по меньшей мере в одном заднем зажимном устройстве 61, для чего активируют по меньшей мере один привод для натяжения 104, например, путем создания давления в шланге для натяжения 104, который расширяется настолько, что перемещает по меньшей мере одни салазки 102. При этом сначала, например, вследствие создания давления в освобождающем салазки шланге 121 освобождается приспособление для фиксации 109, в результате чего оба прижимающих салазки пружинных пакета 119 деформуются таким образом, что, по меньшей мере один закрепляющий салазки элемент 114 отодвигается. По меньшей мере одни салазки 102, а следовательно, по меньшей мере одно заднее зажимное устройство 61 в целом перемещаются по меньшей мере к одному переднему зажимному устройству 21. Вследствие этого происходит натяжение располагающейся вокруг формного цилиндра 07 печатной формы 73. По меньшей мере одни салазки 102 перемещаются предпочтительно до тех пор, пока не установится равновесие между усилием, создаваемым по меньшей мере одним приводом для натяжения 104, и силами, противодействующими усилию указанного привода. Это происходит, например, в том случае, если внутри шланга для натяжения 104 преобладает определенное давление. В подобном случае, по меньшей мере один задний регулирующий упор элемент 112 предпочтительно перемещается по меньшей мере к одним салазкам 102 настолько, что он касается по меньшей мере одного упорного тела 111 упорного контакта 123. При этом по меньшей мере один задний регулирующий упор элемент 112 предпочтительно уже находится в таком положении, которое обеспечивает оптимальное позиционирование по меньшей мере одних салазок 102, как только по меньшей мере одно упорное тело 111 коснется по меньшей мере одного заднего регулирующего упор элемента 112. Затем закрепляют приспособление для фиксации 109, например, посредством снижения давления в освобождающем салазки шланге 121, что обусловливает устранение напряжения прижимающих салазки пружинных пакетов 119 и соответственно прижатие по меньшей мере одного закрепляющего салазки элемента 114 к первой закрепляющей салазки поверхности 117. После закрепления приспособления для фиксации 109 деактивируют привод для натяжения 104, например, путем снижения давления в шланге для натяжения 104, например, до давления внешней среды, в частности, до атмосферного давления.
В данном положении заднее зажимное устройство 61 остается благодаря тому, что приспособление для фиксации 109 обеспечивает фиксацию положения по меньшей мере одних салазок 102, а следовательно, по меньшей мере одного заднего зажимного устройства 61 в канале 13. Для этого ни один привод не должен длительно оставаться в активированом состоянии, в частности, ни один шланг не должен длительно оставаться под давлением. По меньшей мере один привод для натяжения 104, по меньшей мере один освобождающий салазки элемент 121 и по меньшей мере один задний позиционирующий элемент 64 предпочтительно опираются на одну и ту же деталь 71 салазок 102 и по меньшей мере одного заднего зажимного устройства 62, более предпочтительно на задний базовый корпус 71. По меньшей мере один привод для натяжения 104, по меньшей мере один освобождающий салазки элемент 121 и по меньшей мере один задний позиционирующий элемент 64 предпочтительно можно приводить в действие независимо друг от друга.
Точное положение по меньшей мере одного заднего регулирующего упор элемента 112 определяет максимальный установочный ход по меньшей мере одних салазок 102. Таким образом, максимальная сила натяжения, воздействующая на натянутую печатную форму 73, определяется точным положением по меньшей мере одного заднего регулирующего упор элемента 112. На определенном расстоянии друг от друга в аксиальном направлении А предпочтительно расположено несколько, более предпочтительно по меньшей мере два, еще более предпочтительно по меньшей мере четыре описанных выше задних регулирующих упор элемента 112. В предпочтительном варианте положение, по меньшей мере одного заднего регулирующего упор элемента 112 можно устанавливать посредством по меньшей мере одного привода, выполненного в виде упорного привода. По меньшей мере один упорный привод предпочтительно выполнен в виде по меньшей мере одного электродвигателя. По меньшей мере один упорный привод может быть выполнен также в виде пневматического и/или гидравлического привода. По меньшей мере один упорный привод и/или по меньшей мере один задний регулирующий упор элемент 112 более предпочтительно снабжены по меньшей мере одним датчиком, который регистрирует положение по меньшей мере одного упорного привода, например, угловое положение по меньшей мере одного электродвигателя и/или положение по меньшей мере одного заднего упорного элемента 112. По меньшей мере один датчик предпочтительно соединен с системой управления печатной машиной и/или с последней соединен по меньшей мере один упорный привод. В качестве альтернативы или дополнительно положение по меньшей мере одного заднего регулирующего упор элемента 112 можно регулировать вручную.
По меньшей мере одно упорное тело 111 предпочтительно расположено с возможностью его перемещения между положением упора и положением пропускания предпочтительно в направлении, перпендикулярном направлению натяжения Е, например, в аксиальном направлении А. В положении упора по меньшей мере одно упорное тело 111 находится напротив по меньшей мере одного заднего регулирующего упор элемента 112 в направлении натяжения Е. В этом случае взаимодействие происходит, как указано выше. В положении пропускания по меньшей мере одно упорное тело 111 находится вне удлинителя по меньшей мере одного заднего регулирующего упор элемента 112 в направлении натяжения Е. Таким образом, если по меньшей мере одно упорное тело 111 находится в положении пропускания, оно, в частности, не ограничивает установочный ход по меньшей мере одних салазок 102. Это допускает возможность более длинного установочного хода по меньшей мере одних салазок 102 по сравнению с максимальным установочным ходом, регламентируемым для операций натяжения, без необходимости выполнения иной настройки по меньшей мере одного заднего регулирующего упор элемента 112. Это облегчает накладывание печатной формы 73 на формный цилиндр 07, а следовательно, позволяет особенно эффективно вводить печатную форму 73, по меньшей мере в одно заднее зажимное устройство 61.
В предпочтительном варианте конструктивного исполнения положение по меньшей мере одного упорного тела 111 можно регулировать посредством по меньшей мере одного привода, выполненного в виде позиционирующего привода, с возможностью перемещения, в частности, между положением упора и положением пропускания. По меньшей мере один позиционирующий привод предпочтительно выполнен в виде по меньшей мере одного электродвигателя. По меньшей мере один позиционирующий привод может быть выполнен также в виде пневматического и/или гидравлического привода. По меньшей мере один позиционирующий привод и/или по меньшей мере одно упорное тело 111 более предпочтительно снабжены по меньшей мере одним датчиком, регистрирующим положение по меньшей мере одного позиционирующего привода, например, угловое положение по меньшей мере одного электродвигателя и/или положение по меньшей мере одного упорного тела 111. По меньшей мере один датчик предпочтительно соединен с системой управления печатной машиной и/или с последней соединен по меньшей мере один позиционирующий привод. В качестве альтернативы или дополнительно положение, по меньшей мере одного упорного тела 111 можно регулировать вручную.
Независимо от варианта конструктивного исполнения приспособления для фиксации 109 предпочтительно по меньшей мере одно заднее зажимное устройство 61 и более предпочтительно по меньшей мере одни салазки 102 предпочтительно расположены с возможностью их перемещения относительно цилиндрической части 13 в аксиальном направлении А и/или в противоположном направлении. Положение по меньшей мере одного заднего зажимного устройства 61, более предпочтительно по меньшей мере одних салазок 102 в аксиальном направлении А можно регулировать посредством по меньшей мере одного бокового регулировочного устройства 144, например, бокового регулировочного винта 144. Боковое регулировочное устройство 144 предпочтительно можно приводить в действие и/или приводят в действие посредством, по меньшей мере одного привода 141, выполненного в виде аксиального привода 141. В одном варианте исполнения аксиальное положение по меньшей мере одного заднего зажимного устройства 61, более предпочтительно по меньшей мере одних салазок 102, уже зафиксировано посредством по меньшей мере одного бокового регулировочного устройства 144. В предпочтительном варианте исполнения по меньшей мере одно заднее зажимное устройство 61 и более предпочтительно по меньшей мере одни салазки 102 в аксиальном направлении А с одной стороны, например, стороны I, посредством бокового нажимного элемента 142, например, боковой пружины 142 и/или бокового гидравлического поршня 142, прижаты к предпочтительно регулируемому боковому упору 143. Регулируемый боковой упор 143 предпочтительно расположен на противоположной стороне, например, на стороне II. Регулируемый боковой упор 143 может быть выполнен, например, в виде по меньшей мере одного указанного выше бокового регулировочного устройства 144, в частности, бокового регулировочного винта 144. По меньшей мере один аксиальный привод 141 предпочтительно находится внутри канала 13 в углублении, например, между по меньшей мере одним устройством для натяжения 101 и осью вращения 11 формного цилиндра 07.
По меньшей мере один формный цилиндр 07 предпочтительно оснащен по меньшей мере одним питающим устройством, например, по меньшей мере одним поворотным вводом. По меньшей мере одно питающее устройство предпочтительно выполнено в виде ввода воздуха, отвода воздуха, электрического ввода, ввода жидкости и/или отвода жидкости. По меньшей мере одно питающее устройство предпочтительно предназначено для подачи и/или отвода сжатого воздуха, электрического тока, электрических командных сигналов и/или по меньшей мере одной жидкого теплоносителя. По меньшей мере одно питающее устройство предпочтительно выполнено в виде по меньшей мере одного поворотного ввода. По меньшей мере одно питающее устройство предпочтительно имеет по меньшей мере два ввода сжатого воздуха, первый из которых предназначен, например, для подачи сжатого воздуха к приводу для натяжения 104, предпочтительно выполненному в виде шланга для натяжения 104, и/или второй из которых предназначен, например, для подачи сжатого воздуха к переднему установочному элементу 24, предпочтительно выполненному в виде переднего шланга для ослабления зажима 24, заднему установочному элементу 64, предпочтительно выполненному в виде заднего шланга для ослабления зажима 64, освобождающему салазки элементу 121, предпочтительно выполненному в виде освобождающего салазки шланга 121, и/или по меньшей мере к одному позиционирующему приводу по меньшей мере одного упорного тела 111. Предпочтительно расположено по меньшей мере одно передающее устройство и одно беспроводно соединенное или соединяемое с ним приемное устройство, посредством которого электрические командные сигналы и/или измеряемые сигналы перемещаются и/или могут перемещаться между вращающимся и/или вращаемым формным цилиндром 07, с одной стороны, и неподвижным составным элементом печатной машины, например, станиной печатной секции 02, и, в частности, системой управления печатной машиной, с другой стороны. По меньшей мере один ввод предпочтительно сопряжен с цапфой 17 формного цилиндра 07, которая расположена с другой стороны цилиндрической части 12, нежели привод, приводящий во вращение формный цилиндр 07. Приводом, приводящим во вращение формный цилиндр 07, может являться, например, электродвигатель или шестерня предпочтительно с косыми зубьями.
Формный цилиндр 07 предпочтительно снабжен по меньшей мере одной системой пневматического управления 127, которая предпочтительно имеет по меньшей мере один клапан. Формный цилиндр 07 предпочтительно снабжен по меньшей мере одной управляющей электроникой 128. По меньшей мере одна система пневматического управления 127 и/или по меньшей мере одна управляющая электроника 128 предпочтительно расположены по меньшей мере в одном, более предпочтительно точно в одном управляющем резервуаре 129, который более предпочтительно является составным элементом формного цилиндра 07. По меньшей мере один управляющий резервуар 129 предпочтительно расположен в аксиальном направлении А сбоку от цилиндрической части 12 в зоне цапфы цилиндра 17.
Ниже описан способ монтажа печатной формы 73 на формном цилиндре 07, в частности, закрепления и/или натяжения печатной формы 73.
В первом рабочем состоянии формного цилиндра 07, называемом также исходным состоянием, контакт печатной формы 73 по меньшей мере с одним устройством для натяжения 101 предпочтительно отсутствует. По меньшей мере одно переднее зажимное устройство 21, в частности, передний зажимной зазор 27, предпочтительно сомкнут.По меньшей мере один передний позиционирующий элемент 24 предпочтительно деактивирован. По меньшей мере один передний шланг для ослабления зажима 24 более предпочтительно находится под давлением внешней среды, в частности, под атмосферным давлением. По меньшей мере одно заднее зажимное устройство 61 предпочтительно сомкнуто. По меньшей мере один задний позиционирующий элемент 64 предпочтительно деактивирован. По меньшей мере один задний шланг для ослабления зажима 64 более предпочтительно находится под давлением внешней среды, в частности, под атмосферным давлением. По меньшей мере одни салазки 102 предпочтительно контактируют со второй стенкой 19 канала, в частности, находятся в крайнем положении. По меньшей мере один задний позиционирующий элемент 131 предпочтительно находится во вдвинутом положении. Более предпочтительно, по меньшей мере один задний позиционирующий элемент 131 находится, в частности, в отодвинутом на резервное расстояние положение, и по меньшей мере одни салазки 102 находятся на определенном расстоянии от их крайнего положения.
В ходе выполнения первой технологической операции, называемой также операцией переднего размыкания, размыкают, по меньшей мере одно переднее зажимное устройство 21. Для этого предпочтительно активируют по меньшей мере один передний позиционирующий элемент 24. Более предпочтительно, по меньшей мере в один передний шланг для ослабления зажима 24 подают сжатый воздух, который находится под давлением, предпочтительно составляющим от 3 до 10 бар, более предпочтительно от 5 до 7 бар. Вследствие этого, по меньшей мере один передний шланг для ослабления зажима 24 расширяется и упирается по меньшей мере в один передний нажимной элемент 23, предпочтительно в оба передних нажимных элемента 23. По меньшей мере один передний нажимной элемент 23 предпочтительно прогибается, причем оба передние нажимные элементы 23 предпочтительно прогибаются в противоположные стороны. Вследствие этого, по меньшей мере один радиально-внутренний передний зажимной элемент 26 предпочтительно удаляется по меньшей мере от одного радиально-наружного переднего зажимного элемента 22 предпочтительно на расстояние от 0,9 до 1,5 мм, и передний зажимной зазор 27 размыкается. До этого, во время этого и/или после этого формный цилиндр 07 предпочтительно переводят в предусматриваемое для вкладывания печатной формы 73 угловое положение относительно оси вращения 11. В этом угловом положении передний зажимной зазор 27 предпочтительно находится в непосредственной близости от печатной формы 73, которая более предпочтительно, по меньшей мере частично расположена внутри по меньшей мере одного накопителя печатных форм. Печатная форма 73, по меньшей мере в одном накопителе печатных форм предпочтительно расположена по меньшей мере в основном вдоль касательной к формному цилиндру 07.
Второе рабочее состояние формного цилиндра 07, которое называют также передним разомкнутым состоянием, предпочтительно отличается от первого рабочего состояния только тем, что по меньшей мере одно переднее зажимное устройство 21, в частности, передний зажимной зазор 27, разомкнуты, по меньшей мере один передний позиционирующий элемент 24 активирован, по меньшей мере один передний шланг для ослабления зажима 24 более предпочтительно находится под повышенным давлением, предпочтительно составляющим от 3 до 10 бар, более предпочтительно от 5 до 7 бар, и по меньшей мере один передний нажимной элемент 23 изогнут сильнее.
В ходе выполнения второй технологической операции, называемой также операцией переднего вкладывания, передний край 74 печатной формы 73 вводят по меньшей мере в одно переднее зажимное устройство 21, в частности, в передний зажимной зазор 27. Предварительно печатную форму 73, например, посредством, по меньшей мере одного накопителя печатных форм предпочтительно приводят в предусматриваемое для переднего вкладывания состояние готовности, в соответствии с которым печатной форме 73 придают более предпочтительное положение и ориентацию относительно переднего зажимного зазора 27, оптимизированные с учетом последующего введения печатной формы в передний зажимной зазор 27.
Третье рабочее состояние формного цилиндра 07, которое называют также состоянием переднего вкладывания, предпочтительно отличается от второго рабочего состояния только тем, что передний край 74 печатной формы 73 введен, по меньшей мере в одно переднее зажимное устройство 21, в частности, в передний зажимной зазор 27.
В ходе выполнения третьей технологической операции, которую называют также операцией переднего закрепления, по меньшей мере одно переднее зажимное устройство 21, в частности, передний зажимной зазор 27 смыкается, и при этом передний край 74 печатной формы 73 оказывается закрепленным по меньшей мере в одном переднем зажимном устройстве 21, в частности, переднем зажимном зазоре 27. Для этого предпочтительно деактивируют по меньшей мере один передний позиционирующий элемент 24. Давление по меньшей мере в одном переднем шланге для ослабления зажима 24 более предпочтительно снижают, в частности, до давления внешней среды, в частности, до атмосферного давления. Вследствие этого по меньшей мере один передний шланг для ослабления зажима 24 предпочтительно сжимается. По меньшей мере один передний нажимной элемент 23 предпочтительно занимает освобождающееся при этом пространство и выпрямляется, причем предпочтительно выпрямляются оба передних нажимных элемента 23, частично перемещаясь в направлении друг к другу. В результате этого, по меньшей мере один радиально-внутренний передний зажимной элемент 26 предпочтительно перемещается по меньшей мере к одному радиально-наружному переднему зажимному элементу 22, и передний зажимной зазор 27 смыкается. При выполнении операции укладки, которая является, например, частью третьей технологической операции, печатную форму 73 предпочтительно укладывают на рабочую поверхность 124 формного цилиндра 07. Указанную операцию выполняют, например, поворачивая формный цилиндр 07 вокруг оси его вращения 11 и прижимая печатную форму 73 к рабочей поверхности 124 формного цилиндра 07 предпочтительно посредством устройства для укладки, например, посредством прижимного ролика. Между рабочей поверхностью формного цилиндра 07 и печатной формой 73, например, с целью компенсации отклонений диаметра от идеального значения при необходимости может быть помещена, по меньшей мере одна прокладка. Третью технологическую операцию предпочтительно выполняют лишь при том условии, что печатная форма 73 находится в надлежащем контакте, по меньшей мере с двумя приводочными упорами 31, 32.
Четвертое рабочее состояние формного цилиндра 07, которое называют также состоянием переднего закрепления, предпочтительно отличается от третьего рабочего состояния только тем, что, по меньшей мере одно переднее зажимное устройство 21, в частности, передний зажимной зазор 27, сомкнуты, передний край 74 печатной формы 73 закреплен по меньшей мере в одном переднем зажимном устройстве 21, в частности, переднем зажимном зазоре 27, по меньшей мере один передний позиционирующий элемент 24 деактивирован, по меньшей мере один передний шланг для ослабления зажима 24 более предпочтительно находится под давлением внешней среды, в частности, под атмосферным давлением, по меньшей мере один передний нажимной элемент 23 изогнут менее сильно, и печатная форма 73 более предпочтительно прижата к рабочей поверхности 124 формного цилиндра 07.
В ходе выполнения четвертой технологической операции, которую называют также операцией заднего размыкания, предпочтительно выполняют размыкание, по меньшей мере одного заднего зажимного устройства 61. Для этого предпочтительно активируют по меньшей мере один задний позиционирующий элемент 64. По меньшей мере в один задний шланг для ослабления зажима 64 более предпочтительно подают сжатый воздух, давление которого предпочтительно составляет от 3 до 10 бар, более предпочтительно от 5 до 7 бар. Вследствие этого по меньшей мере один задний шланг для ослабления зажима 64 предпочтительно расширяется и упирается по меньшей мере в один передний нажимной элемент 63, предпочтительно в оба передних нажимных элемента 63. По меньшей мере один передний нажимной элемент 63 предпочтительно изгибается, причем оба передние нажимные элементы 63 предпочтительно изгибаются в противоположные стороны. Вследствие этого, по меньшей мере один радиально-внутренний задний зажимной элемент 66 предпочтительно удаляется по меньшей мере от одного радиально-наружного заднего зажимного элемента 62, и задний зажимной зазор 67 размыкается. До этого, одновременно с этим и/или после этого, по меньшей мере одни салазки 102 предпочтительно перемещают из крайнего положения в центральное или внутреннее положение вдоль пути натяжения по меньшей мере к одному переднему зажимному устройству 21 и первой стенке 18 канала на расстояние, которое соответствует длине вкладываемого участка печатной формы. Длина вкладываемого участка печатной формы предпочтительно составляет от 10 до 30 мм, более предпочтительно по меньшей мере 15 мм и еще более предпочтительно от 15 до 25 мм. Для этого активируют по меньшей мере один привод 104, выполненный в виде привода для натяжения 104. По меньшей мере в один шланг для натяжения 104 более предпочтительно подают сжатый воздух, находящийся под давлением, которое предпочтительно составляет от 1 до 10 бар, более предпочтительно от 4 до 6 бар. Поскольку по меньшей мере один шланг для натяжения 104 предпочтительно упирается как во вторую стенку 19 канала, так и по меньшей мере в одни салазки 102, предпочтительно происходит перемещение по меньшей мере одних салазок 102. После этого формный цилиндр предпочтительно поворачивают вокруг оси его вращения 11 и при этом на рабочую поверхность формного цилиндра накладывают печатную форму 73. При этом печатную форму предпочтительно прижимают к рабочей поверхности по меньшей мере одного формного цилиндра 07 посредством по меньшей мере одного средства прижима, например, прижимного ролика.
Пятое рабочее состояние формного цилиндра 07, которое называют также задним разомкнутым состоянием, предпочтительно отличается от четвертого рабочего состояния только тем, что по меньшей мере одно заднее зажимное устройство 61, в частности, задний зажимной зазор, 67 разомкнуты, по меньшей мере один задний позиционирующий элемент 64 активирован, по меньшей мере один задний шланг для ослабления зажима 64 более предпочтительно находится под повышенным давлением, предпочтительно составляющим от 3 до 10 бар, более предпочтительно от 5 до 7 бар, по меньшей мере один задний нажимной элемент 63 изогнут сильнее, и по меньшей мере одни салазки 102 находятся в центральном или внутреннем положении.
В ходе выполнения пятой технологической операции, называемой также операцией заднего вкладывания, задний край 76 печатной формы 73, которая до этого располагалась вокруг формного цилиндра 07 и, в частности, была прижата к нему посредством прижимного ролика, предпочтительно укладывают на формный цилиндр 07 таким образом, чтобы задний край 76 печатной формы 73 выступал за ребро 72, соединяющее вторую стенку 19 канала с рабочей поверхностью 124 формного цилиндра 07. Иначе говоря, задний край 76 печатной формы 73 помещают в зону действия по меньшей мере одного заднего зажимного устройства 61, находящегося в крайнем положении или на определенном расстоянии от крайнего положения. После этого, по меньшей мере одни салазки 102 предпочтительно перемещают в направлении ко второй стенка 19 канала вдоль пути натяжения из центрального или внутреннего положения в крайнее положение на расстояние, которое соответствует длине вкладываемого участка печатной формы, или на определенное расстояние от крайнего положения. Для этого предпочтительно деактивируют по меньшей мере один привод для натяжения 104. Более предпочтительно давление, по меньшей мере в одном шланге для натяжения 104 снижают, в частности, пока шланг не окажется под давлением внешней среды, прежде всего под атмосферным давлением. При этом, по меньшей мере один радиально-наружный задний зажимной элемент 62 и по меньшей мере один радиально-внутренний задний зажимной элемент 66 предпочтительно охватывают задний край 76 печатной формы 73, причем максимум по меньшей мере один радиально-наружный задний зажимной элемент 62 или по меньшей мере один радиально-внутренний задний зажимной элемент 66 более предпочтительно касаются заднего края 76 печатной формы 73. По меньшей мере один задний зажимной зазор 67 по меньшей мере одного заднего зажимного устройства 61 по меньшей мере частично предпочтительно охватывает задний край 76 печатной формы 73, в то время как по меньшей мере одни салазки 102 перемещаются вдоль пути натяжения ко второй стенке 19 канала из внутреннего положения в крайнее положение или на определенное расстояние от крайнего положения. Вполне возможным является также изменение последовательности выполнения четвертой технологической операции и частично пятой технологической операции, например, размыкание, по меньшей мере одного заднего прижимного элемента 61, выполняемое лишь в том случае, если салазки 102 уже находятся в центральном или внутреннем положении.
Шестое рабочее состояние формного цилиндра 07, которое называют также состоянием заднего вкладывания, предпочтительно отличается от пятого рабочего состояния только тем, что передний край 74 печатной формы 73 введен по меньшей мере в одно заднее зажимное устройство 61, в частности, в задний зажимной зазор 67, и по меньшей мере одни салазки 102 находятся в крайнем положении или на определенном расстоянии от крайнего положения.
В ходе выполнения шестой технологической операции, которую называют также операцией заднего закрепления, смыкают по меньшей мере одно заднее зажимное устройство 61, в частности, задний зажимной зазор 67, и при этом задний край 76 печатной формы 73 оказывается закрепленным по меньшей мере в одном заднем зажимном устройстве 61, в частности, в заднем зажимном зазоре 67. Для этого предпочтительно деактивируют по меньшей мере один задний позиционирующий элемент 64. Давление, по меньшей мере в одном заднем шланге для ослабления зажима 64 более предпочтительно снижают, в частности, до давления внешней среды, прежде всего до атмосферного давления. Вследствие этого, по меньшей мере один задний шланг для ослабления зажима 64 предпочтительно сжимается. По меньшей мере один задний нажимной элемент 63 предпочтительно занимает освобождающееся при этом пространство и выпрямляется, причем предпочтительно выпрямляются оба задних нажимных элемента 63, частично перемещаясь навстречу друг к другу. В результате этого, по меньшей мере один радиально-внутренний задний зажимной элемент 66 предпочтительно перемещается по меньшей мере к одному радиально-наружному заднему зажимному элементу 62, и задний зажимной зазор 67 смыкается.
Седьмое рабочее состояние формного цилиндра 07, которое называют также состоянием заднего закрепления, предпочтительно отличается от шестого рабочего состояния только тем, что по меньшей мере одно заднее зажимное устройство 61, в частности, задний зажимной зазор 67, сомкнуты, задний край 76 печатной формы 73 закреплен по меньшей мере в одном заднем зажимном устройстве 61, в частности, заднем зажимном зазоре 67, по меньшей мере один задний позиционирующий элемент 64 деактивирован, по меньшей мере один задний шланг для ослабления зажима 64 более предпочтительно находится под давлением внешней среды, в частности, под атмосферным давлением, и по меньшей мере один задний нажимной элемент 63 изогнут менее сильно.
Выполнение седьмой технологической операции, которую называют также операцией натяжения, зависит от варианта конструктивного исполнения приспособления для фиксации 109. Ниже описан предпочтительный вариант выполнения седьмой технологической операции, предусматривающий использование приспособления для фиксации 109 в первом варианте конструктивного исполнения. Сначала на первом этапе операции натяжения предпочтительно выполняют подготовку печатной формы 73. Предпочтительно сначала, по меньшей мере один задний позиционирующий элемент 131 переводят во вдвинутое положение и для использования резервного расстояния по меньшей мере одни салазки 102 предпочтительно перемещают ко второй стенке канала 19. Затем, по меньшей мере одни салазки 102 предпочтительно перемещают по меньшей мере к одному переднему зажимному устройству 21 и первой стенке канала 18, более предпочтительно немного дальше, чем это предусмотрено для печатания посредством данной печатной формы 73. При этом, по меньшей мере одни салазки 102, в частности, перемещаются в направлении от второй стенки 19. При этом печатную форму 73 предпочтительно натягивают с первым усилием. Причем печатную форму 73 предпочтительно натягивают, по меньшей мере несколько сильнее, чем предусмотрено для печатания посредством этой печатной формы 73, например, при давлении по меньшей мере в одном шланге для натяжения 104 выше на 0,5 бар. Для этого активируют по меньшей мере один привод для натяжения 104. Более предпочтительно, по меньшей мере в один шланг для натяжения 104 подают сжатый воздух, давление которого предпочтительно составляет от 3 до 10 бар, более предпочтительно от 6 до 8 бар. Поскольку по меньшей мере один шланг для натяжения 104 предпочтительно упирается как во вторую стенку 19 канала, так и по меньшей мере в одни салазки 102, по меньшей мере одни салазки 102 перемещаются. Выбираемое при этом давление предпочтительно выше, чем это предусмотрено для выполнения операции заднего вкладывания печатной формы 73, поскольку приходится преодолевать возникающее в ней напряжение. Однако в качестве альтернативы, по меньшей мере одни первые салазки 102 могут взаимодействовать с ограничителем, чтобы операцию заднего вкладывания печатной формы 73 и операцию натяжения можно было осуществлять при одинаковом давлении. После этого на втором этапе операции натяжения печатную форму 73 разгружают, возвращая по меньшей мере одни салазки 102 ко второй стенке 19 канала, более предпочтительно перемещая их в крайнее положение. Для этого деактивируют по меньшей мере один привод для натяжения 104. Более предпочтительно давление по меньшей мере в одном шланге для натяжения 104 снижают, в частности, пока он не окажется под более низким давлением, например, под давлением внешней среды.
После этого на третьем этапе операции натяжения, по меньшей мере одни салазки 102 предпочтительно вновь перемещают по меньшей мере к одному переднему зажимному устройству 21 и первой стенке 18 канала, более предпочтительно на большее расстояние, чем это предусмотрено для выполнения печати. При этом печатную форму предпочтительно натягивают со вторым усилием. Величина второго усилия предпочтительно равна величине первого усилия. Благодаря предпочтительно быстрому натяжению печатной формы 73 сверх предусмотренной для процесса печатания меры сила натяжения может оказывать воздействие на печатную форму 73 вдоль всей окружности и не влияет только на ее краевую зону, в частности, не растягивает ее, что обусловлено наличием статического трения в этой зоне. Для натяжения печатной формы 73 также активируют, по меньшей мере один привод для натяжения 104. Более предпочтительно по меньшей мере в один шланг для натяжения 104 подают сжатый воздух под давлением, предпочтительно составляющим от 2 до 8 бар, более предпочтительно от 2 до 5 бар (в случае печатной формы 73 с пластиной-основой из алюминия) или от 3 до 7 бар (в случае печатной формы 73 с пластиной-основой из стали).
Печатная форма 73, в частности, ее задний край 76, предпочтительно остается закрепленной в заднем зажимном устройстве 61 по меньшей мере от начала первого этапа операции натяжения до завершения ее третьего этапа. Сначала по меньшей мере одни салазки 102 находятся в промежуточном положении, которому соответствует по меньшей мере минимальное расстояние от них до первой стенки канала 18 и по меньшей мере одного переднего зажимного устройства 21 (например, менее 1 мм) по сравнению с расстоянием, предусматриваемым при печатании. Далее, по меньшей мере один задний позиционирующий элемент 131 устанавливают в положении относительно по меньшей мере одних салазок 102, определяющем заданное удаленность по меньшей мере одного заднего зажимного устройства 61 от второй стенки 19 канала, что позволяет обеспечить предусматриваемое для печатания натяжение печатной формы 73. С этой целью, по меньшей мере один задний регулировочный винт 131 предпочтительно вращают вокруг его оси относительно по меньшей мере одних салазок 102 и/или относительно цилиндрической части 12, причем более предпочтительно задний регулировочный винт 131 вращают посредством по меньшей мере одного привода 134, выполненного в виде позиционирующего привода 134, более предпочтительно до тех пор, пока по меньшей мере один задний позиционирующий элемент 131 не войдет в соприкосновение со второй стенкой канала 19. После этого печатную форму 73 вновь частично разгружают, для чего уменьшают силу ее натяжения, а также, например, по меньшей мере одни салазки 102 вновь по меньшей мере на минимальное расстояние перемещают ко второй стенке канала 19, предпочтительно пока по меньшей мере один задний позиционирующий элемент 131 не коснется второй стенки канала 19 по меньшей мере в одном месте контакта 133 и предпочтительно полностью не упрется в стенку в этом месте. Для этого предпочтительно, по меньшей мере частично деактивируют по меньшей мере один привод для натяжения 104. Более предпочтительно давление по меньшей мере в одном шланге для натяжения 104 снижают, в частности, пока он не окажется под более низким давлением, чем прежде, например, под давлением внешней среды, в частности, под атмосферным давлением. Итак, печатная форма 73 натянута на формный цилиндр 07, который находится в восьмом рабочем состоянии в первом варианте исполнения. На первом и третьем этапах операции натяжения давление внутри шланга для натяжения 104, в частности, по меньшей мере периодически соответственно выше, чем на втором этапе операции натяжения. Третье усилие, с которым натягивают печатную форму 73 в восьмом рабочем состоянии, предпочтительно, по меньшей мере на минимальную величину меньше первого и/или второго усилия, с которым печатную форму 73 натягивают на первом и/или третьем этапах операции натяжения.
Восьмое рабочее состояние, которое называют также состоянием натяжения или состоянием печатания, в случае использования приспособления для фиксации 109 в первом варианте конструктивного исполнения отличается от седьмого рабочего состояния предпочтительно только тем, что по меньшей мере одни салазки 102 находятся на большем удалении от второй стенки 19 канала по сравнению с седьмым рабочим состоянием, по меньшей мере одни салазки 102 находятся на меньшем удалении от первой стенки 18 канала по сравнению с седьмым рабочим состоянием, положение, по меньшей мере одного заднего позиционирующего элемента 131 относительно по меньшей мере одних салазок 102 изменено таким образом, что по меньшей мере один задний позиционирующий элемент 131 в тангенциальном направлении D находится дальше относительно по меньшей мере одних салазок 102 в направлении к задней стенка 19 канала, нежели в седьмом рабочем состоянии, и печатная форма 73 натянута на рабочую поверхность 124 формного цилиндра 07. Формный цилиндр 07 в указанном восьмом рабочем состоянии готов для осуществления печатания и/или находится в процессе печатания.
В случае использования приспособления для фиксации 109 во втором варианте его конструктивного исполнения седьмую технологическую операцию, которую называют также операцией натяжения, предпочтительно выполняют следующим образом. На первом этапе операции натяжения предпочтительно выполняют подготовку печатной формы 73, состоящую в том, что, по меньшей мере одни салазки 102 перемещают по меньшей мере к одному переднему зажимному устройству 21 и первой стенке 18 канала, более предпочтительно дальше, чем это предусмотрено для процесса печатания. При этом, по меньшей мере одни салазки 102, в частности, перемещают в направлении от второй стенки 19. С этой целью сначала предпочтительно ослабляют приспособление для фиксации 109, для чего активируют, по меньшей мере один привод 116, предпочтительно выполненный в виде освобождающего салазки привода 116. Для этого давление в освобождающем салазки шланге 121 повышают, например, настолько, чтобы прижимающие салазки пружинные пакеты 119 деформировались и вследствие этого произошло разобщение, по меньшей мере одного закрепляющего салазки элемента 114 и первой закрепляющей салазки поверхности 117. Для облегчения описываемых ниже перемещений по меньшей мере одних салазок 102 по меньшей мере одно упорное тело 111 предпочтительно перемещают в положение пропускания, более предпочтительно посредством привода, выполненного в виде по меньшей мере одного позиционирующего привода. Затем активируют по меньшей мере один привод для натяжения 104. Более предпочтительно по меньшей мере в один шланг для натяжения 104 подают сжатый воздух, находящийся под давлением, которое предпочтительно составляет от 3 до 10 бар, более предпочтительно от 6 до 8 бар. Поскольку по меньшей мере один шланг для натяжения 104 упирается как во вторую стенку 19 канала, так и по меньшей мере в одни салазки 102, происходит перемещение по меньшей мере одних салазок 102. Выбираемое давление предпочтительно превышает давление, используемое для выполнения операции заднего вкладывания печатной формы 73, поскольку приходится преодолевать возникающее в печатной форме напряжение.
После этого на втором этапе операции натяжения печатную форму 73 разгружают, для чего, по меньшей мере одни салазки 102 возвращают ко второй стенке 19 канала, более предпочтительно в их крайнее положение. Для этого деактивируют, по меньшей мере один привод для натяжения 104. Более предпочтительно давление, по меньшей мере в одном шланге для натяжения 104 снижают, в частности, пока он не окажется под более низким давлением, например, под давлением внешней среды, в частности, под атмосферным давлением.
Затем по меньшей мере один задний регулирующий упор элемент 112 предпочтительно перемещают относительно цилиндрической части 12 в направлении натяжения Е в заданное положение упора более предпочтительно посредством по меньшей мере одного привода, выполненного в виде упорного привода.
Затем предпочтительно на третьем этапе операции натяжения по меньшей мере одни салазки 102 вновь перемещают по меньшей мере к одному переднему зажимному устройству 21 и первой стенке 18 канала, в частности, в направлении от второй стенки 19 канала, пока не будет достигнуто необходимое натяжение. Для этого вновь активируют, по меньшей мере один привод для натяжения 104. Более предпочтительно, по меньшей мере в один шланг для натяжения 104 подают сжатый воздух, который предпочтительно находится под давлением от 2 до 8 бар, более предпочтительно от 2 до 5 бар (в случае печатной формы 73 с пластиной-основой из алюминия) или от 3 до 7 бар (в случае печатной формы 73 с пластиной-основой из стали). До этого, после этого и/или одновременно с этим, по меньшей мере одно упорное тело 111 перемещают в положение упора более предпочтительно посредством привода, сконструированного в виде по меньшей мере одного позиционирующего привода, предпочтительно пока по меньшей мере один задний регулирующий упор элемент 112 не коснется по меньшей мере одного упорного тела 111. Более предпочтительно для этого вращают по меньшей мере один задний упорный винт 112 вокруг его оси. Благодаря этому выполняют описанное выше максимальное установочное перемещение по меньшей мере одних салазок 102, а следовательно, устанавливают максимальную силу натяжения, воздействующую на натянутую печатную форму 73. Продолжение движения, по меньшей мере одних салазок 102 оказывается невозможным вследствие контакта по меньшей мере одного заднего регулирующего упора элемента 112 по меньшей мере с одним упорным телом 111.
После этого приспособление для фиксации 109 закрепляют, для чего, например, давление в освобождающем салазки шланге 121 снижают настолько (например, до давления внешней среды, в частности, до атмосферного давления), чтобы ослабить напряжение прижимающих салазки пружинных пакетов 119 и тем самым прижать, по меньшей мере один закрепляющий салазки элемент 114 к первой закрепляющей салазки поверхности 117. После закрепления приспособления для фиксации 109 деактивируют привод для натяжения 104, для чего, например, давление в шланге для натяжения 104 снижают, например, до давления внешней среды, в частности, до атмосферного давления. В данном состоянии положение заднего зажимного устройства 61 сохраняется благодаря тому, что приспособление для фиксации 109 фиксирует положение, по меньшей мере одних салазок 102, а следовательно, по меньшей мере одного заднего зажимного устройства 61 по меньшей мере в одном канале 13. Итак, печатная форма 73 натянута, и формный цилиндр 07 находится в восьмом рабочем состоянии и втором варианте исполнения.
Восьмое рабочее состояние, которое называют также состоянием натяжения или состоянием печатания, в случае использования приспособления для фиксации 109 во втором варианте конструктивного исполнения отличается от седьмого рабочего состояния предпочтительно только тем, что, по меньшей мере одни салазки 102 находятся на большем удалении от второй стенки 19 канала по сравнению с седьмым рабочим состоянием, по меньшей мере одни салазки 102 находятся на меньшем удалении от первой стенки 18 канала по сравнению с седьмым рабочим состоянием, по меньшей мере одно упорное тело 111 касается по меньшей мере одного заднего регулирующего упор элемента 112 и печатная форма 73 натянута на рабочую поверхность 124 формного цилиндра 07. Формный цилиндр 07 в указанном восьмом рабочем состоянии готов для осуществления процесса печатания и/или находится в процессе печатания.
Независимо от варианта выполнения операции натяжения печатная форма 73 и прежде всего ее задний край 76 предпочтительно по меньшей мере от начала первого этапа операции натяжения до завершения ее третьего этапа остается закрепленной в заднем зажимном устройстве 61. Вне зависимости от варианта выполнения операции натяжения на ее первом этапе, по меньшей мере одни салазки 102 предпочтительно перемещают по меньшей мере к одному переднему зажимному устройству 21 и первой стенке 18 канала и при этом натягивают печатную форму 73 посредством первого усилия, величина которого предпочтительно соответствует величине второго усилия, с которым на третьем этапе операции натяжения по меньшей мере одни салазки 102 перемещают, по меньшей мере к одному переднему зажимному устройству 21 и первой стенке 18 канала и при этом натягивают печатную форму 73. При этом первое центральное или первое внутреннее положение, в котором, по меньшей мере одни салазки 102 удерживаются на первом этапе операции натяжения, предпочтительно ближе ко второй стенке 19 канала по сравнению со вторым центральным или вторым внутренним положением, в котором по меньшей мере одни салазки 102 удерживаются на третьем этапе операции натяжения. Это обусловлено тем, что на первом этапе операции натяжения происходит усадка печатной формы 73 с одновременным рассасыванием чрезмерных напряжений и сокращением количества возможных полостей, то есть происходит усадка печатной формы 73 в целом.
Предпочтительно вне зависимости от варианта конструктивного исполнения приспособления для фиксации 109 в ходе, по меньшей мере одной восьмой технологической операции выполняют по меньшей мере один пробный отпечаток. Для выполнения пробного отпечатка (экземпляра печатной продукции), например, запечатывают лист 09. На основании анализа полученного пробного отпечатка делают вывод о том, следует ли изменить натяжение печатной формы и каково должно быть соответствующее изменение, следует ли изменить перекос печатной формы 73 на формном цилиндре 07 и насколько его необходимо изменить, и/или следует ли изменить выпуклое и/или вогнутое деформирование переднего края 74 и/или заднего края 76 печатной формы 73 и насколько его необходимо изменить. В случае безупречного пробного отпечатка все настройки устройства для натяжения 101 сохраняют неизменными. Данный процесс предпочтительно повторяют настолько часто, насколько это бывает необходимо. Более предпочтительно для полной и окончательной настройки формного цилиндра 07 достаточно выполнить не более одного подобного пробного отпечатка, причем еще более предпочтительно этого достаточно для полной и окончательной настройки всех формных цилиндров 07, взаимодействующих с общим передаточным цилиндром 06.
В ходе при необходимости выполняемой, по меньшей мере одной девятой технологической операции устройство для натяжения 101 предпочтительно приводят в соответствии с результатами оценки печати, достигнутыми в ходе выполнения восьмой технологической операции. Девятую технологическую операцию называют также операцией согласования. Независимо от характера подобной операции согласования сначала предпочтительно вновь ослабляют приспособление для фиксации 109 и по меньшей мере частично уменьшают натяжение печатной формы 73.
При использовании для выполнения девятой технологической операции приспособления для фиксации 109 в первом варианте его конструктивного исполнения, по меньшей мере одни салазки 102 сначала удаляют от второй стенки 19 канала, перемещая их к первой стенке 18 канала и/или по меньшей мере к переднему зажимному устройству 21. Для этого предпочтительно активируют по меньшей мере один привод для натяжения 104. Более предпочтительно, по меньшей мере одно заполняемое и/или заполненное сжатым средством установочное тело 104, в частности, по меньшей мере один шланг для натяжения 104, заполняют сжатым средством, в частности, сжатым воздухом, находящимся под давлением предпочтительно от 3 до 10 бар, пока по меньшей мере одни салазки 102 не начнут перемещаться к первой стенке канала 18 и/или по меньшей мере к переднему зажимному устройству 21. Дальнейшее перемещение, по меньшей мере одних салазок 102 прекращается, например, вследствие их контакта по меньшей мере с одним упором и/или вследствие установления равновесия между усилием по меньшей мере одного установочного тела 104 и усилием по меньшей мере одного возвратного элемента 106. После этого, по меньшей мере один задний позиционирующий элемент 131 устанавливают в положении относительно по меньшей мере одних салазок 102 и/или цилиндрической части 12, которое позволяет обеспечить незначительное удаление по меньшей мере одного заднего зажимного устройства 61 от второй стенки 19 канала. Для этого, по меньшей мере один задний регулировочный винт 131 предпочтительно вращают вокруг его оси относительно по меньшей мере одних салазок 102 и/или цилиндрической части 12 более предпочтительно посредством по меньшей мере одного позиционирующего привода 134. По меньшей мере одним позиционирующим приводом 134 предпочтительно управляют посредством системы управления печатной машиной. После этого печатную форму 73 вновь разгружают, для чего по меньшей мере одни салазки 102 возвращают ко второй стенке 19 канала от первой стенки канала 18 и/или по меньшей мере от одного переднего зажимного устройства 21, предпочтительно пока они не окажутся в крайнем положении и/или пока по меньшей мере один задний позиционирующий элемент 131 не коснется второй стенки 19 канала и одновременно, по меньшей мере с одними салазками 102 по меньшей мере в одном месте контакта 133. С этой целью предпочтительно, по меньшей мере частично деактивируют по меньшей мере один привод для натяжения 104. Более предпочтительно давление по меньшей в одном заполненном сжатой средой установочном теле 104, в частности, по меньшей мере в одном шланге для натяжения 104, снижают, пока установочное тело 104, в частности, шланг для натяжения 104, не окажется под более низким давлением, чем прежде, например, под давлением внешней среды, в частности, под атмосферным давлением.
При использовании для выполнения девятой технологической операции приспособления для фиксации 109 во втором варианте конструктивного исполнения сначала предпочтительно активируют по меньшей мере один привод для натяжения 104. Более предпочтительно, по меньшей мере в один шланг для натяжения 104 подают сжатый воздух, предпочтительно находящийся под давлением от 3 до 10 бар. При этом, по меньшей мере один привод для натяжения 104 с достаточно большим усилием прижимает по меньшей мере одни салазки 102 и, в частности, по меньшей мере один задний регулирующий упор элемент 112, по меньшей мере к одному упорному телу 111. Затем сначала предпочтительно ослабляют крепление приспособления для фиксации 109, для чего, например, давление в освобождающем салазки шланге 121 повышают настолько, чтобы прижимающие салазки пружинные пакеты 119 деформировались и чтобы вследствие этого, по меньшей мере один закрепляющий салазки элемент 114 отделился от первой закрепляющей салазки поверхности 117. После этого печатную форму 73 вновь разгружают, для чего, по меньшей мере одни салазки 102 снова перемещают ко второй стенке 19 канала, предпочтительно пока они вновь не окажутся в их крайнем положении и/или пока по меньшей мере один задний позиционирующий элемент 131 не вступит в контакт со второй стенкой 19 канала по меньшей мере в одном месте контакта 133 позиционирующего элемента. С этой целью предпочтительно, по меньшей мере частично деактивируют по меньшей мере один привод для натяжения 104. Более предпочтительно давление по меньшей мере в одном шланге для натяжения 104 снижают, в частности, пока он не окажется под более низким давлением, чем прежде, например, под давлением внешней среды, в частности, под атмосферным давлением.
Затем независимо от варианта конструктивного исполнения приспособления для фиксации 109 выполняют одну или несколько следующих отдельных операций в качестве части или частей процесса согласования.
В ходе отдельной операции процесса согласования, выполняемой с целью корректировки перекоса печатной формы 73, и/или в ходе отдельной операции процесса согласования, выполняемой с целью корректировки выпуклого и/или вогнутого деформирования переднего края 74 печатной формы 73, при необходимости заново настраивают по меньшей мере одно по меньшей мере из двух опорных мест 34, 36, предпочтительно по меньшей мере два вторых опорных места 34, 36. Для этого предпочтительно устанавливают положение по меньшей мере двух передних контактных тел 39, 41, предпочтительно выполненных в виде передних регулировочных винтов 39, 41, относительно по меньшей мере одного переднего зажимного устройства 21, в частности, относительно по меньшей мере одного радиально-наружного переднего зажимного элемента 22, и/или относительно цилиндрической части 12. Более предпочтительно посредством, по меньшей мере одного привода 43, 44, выполненного в виде переднего привода для предварительного натяжения 43, 44, заново устанавливают положение по меньшей мере двух передних контактных тел 39, 41. Более предпочтительно, по меньшей мере один из двух регулировочных винтов 39, 41, в частности, по меньшей мере два передние регулировочные винта 39, 41 вращают вокруг их оси относительно по меньшей мере одного переднего зажимного устройства 21 и/или цилиндрической части 12. Поскольку первая стенка 18 канала и по меньшей мере одно переднее зажимное устройство 21, в частности, по меньшей мере один радиально-наружный передний зажимной элемент 22, в частности, в виде выпуклости, и по меньшей мере два передние контактные тела 39, 41 во всех опорных местах 33, 34, 36 в любой момент времени предпочтительно контактируют друг с другом, регулирование по меньшей мере двух вторых опорных мест 33, 34 оказывает воздействие на упругий изгиб и/или перекос по меньшей мере первого зажимного устройства 21 относительно первой стенки 18 канала. Тем самым можно корректировать соответствующее ошибочное положение отпечатка, выполняемого с использованием определенной печатной формы 73, относительно положения, по меньшей мере одного другого отпечатка, выполняемого с использованием другой печатной формы 73.
В случае если, например, по меньшей мере два передних контактных тела 39, 41, в частности, два регулировочных винта 39, 41, при их настройке относительно выпуклости по меньшей мере одного первого устройства для натяжения 21 перемещают в направлении от первой стенки 18 канала, обращенные к первой стенке 18 концы по меньшей мере двух передних контактных тел 39, 41, в частности, регулировочных винтов 39, 41, совместно с расположенной между ними предпочтительно в аксиальном направлении А выпуклостью не образуют, например, прямую линию и/или линию, искривленную иначе чем до регулировки. При этом вследствие воздействия усилий, например, выполненного в виде пружины 107 опорного тела 107 и/или натянутой печатной формы 73, по меньшей мере одно переднее зажимное устройство 21 упруго деформируется по меньшей мере таким образом, что аксиально-наружные зоны по меньшей мере одного переднего зажимного устройства 21 и натянутой печатной формы 73 перемещаются и/или, например, растягиваются в направлении к первой стенке 18 канала сильнее, нежели аксиально-средняя часть, по меньшей мере одного первого зажимного устройства 21 и натянутой печатной формы 73. Соответственно, происходит выпуклое деформирование переднего края 74 натянутой печатной формы 73. Подобное выпуклое деформирование переднего края 74 печатной формы 73 может по меньшей мере частично распространяться в тангенциальном направлении D по всей печатной форме 73. Выпуклое деформирование переднего края 74 печатной формы 73 предпочтительно настраивают таким образом, чтобы оно противодействовало вогнутому деформированию изображения на печатной форме 73. В некоторых случаях необходимо также выполнять соответствующие мероприятия на заднем крае 76 печатной формы 73, например, соответствующим образом изменять настройку по меньшей мере одного заднего позиционирующего элемента 131.
В случае если, например, по меньшей мере два передних контактных тела 39, 41, в частности, два регулировочных винта 39, 41, при их регулировке относительно выпуклости по меньшей мере одного первого устройства для натяжения 21 перемещают в направлении к первой стенке 18 канала, обращенные к первой стенке 18 концы по меньшей мере двух передних контактных тел 39, 41, в частности, регулировочных винтов 39, 41, совместно с расположенной между ними предпочтительно в аксиальном направлении А выпуклостью не образуют, например, прямую линию и/или линию, искривленную иначе чем до регулировки. При этом вследствие воздействия усилий, например, выполненного в виде пружины 107 опорного тела 107 и/или натянутой печатной формы 73, по меньшей мере одно переднее зажимное устройство 21 упруго деформируется по меньшей мере таким образом, что аксиально-наружные зоны по меньшей мере одного переднего зажимного устройства 21 и натянутой печатной формы 73 перемещаются и/или, например, растягиваются в направлении к первой стенке 18 канала менее сильно, чем аксиально-средняя часть по меньшей мере одного первого зажимного устройства 21 и натянутой печатной формы 73. Соответственно, происходит вогнутое деформирование переднего края 74 натянутой печатной формы 73. Подобное вогнутое деформование переднего края 74 печатной формы 73 может по меньшей мере частично распространяться в тангенциальном направлении D по всей печатной форме 73. Вогнутое деформирование переднего края 74 печатной формы 73 предпочтительно настраивают таким образом, чтобы оно противодействовало выпуклому деформированию изображения на печатной форме 73. При этом в некоторых случаях необходимо также выполнять соответствующие мероприятия на заднем крае 76 печатной формы 73, например, соответствующим образом изменять настройку, по меньшей мере одного заднего позиционирующего элемента 131.
В случае если, например, по меньшей мере два передних контактных тела 39, 41, в частности, два регулировочных винта 39, 41, при их регулировке относительно выпуклости по меньшей мере одного первого устройства для натяжения 21 перемещают в противоположных относительно друг друга направлениях, обращенные к первой стенке 18 концы по меньшей мере двух передних контактных тел 39, 41, в частности, регулировочных винтов 39, 41, совместно с расположенной между ними предпочтительно в аксиальном направлении А выпуклостью предпочтительно образуют прямую линию или линию, которая искривлена так же сильно, как до регулировки, однако, наклонно ориентирована относительно переднего зажимного зазора 27 и/или первой стенки 18 канала. При этом вследствие воздействия усилий, например, выполненного в виде пружины 107 опорного тела 107 и/или натянутой печатной формы 73 по меньшей мере одно переднее зажимное устройство 21 предпочтительно вместе с натянутой печатной формой 73 прижимается к первой стенке 18 канала таким образом, что по меньшей мере одно переднее зажимное устройство 21 предпочтительно вместе с натянутой печатной формой 73 поворачивается относительно передней стенки 18 канала предпочтительно вокруг в основном радиальной балансировочной оси. Данная балансировочная ось предпочтительно проходит через первую опорную позицию 33. Это происходит, в частности, поскольку первая аксиально-наружная часть по меньшей мере одного переднего зажимного устройства 21 и натянутой печатной формы 73 перемещаются дальше к первой стенке 18 канала, чем вторая аксиально-наружная часть по меньшей мере одного переднего зажимного устройства 21 и натянутой печатной формы 73, которая находится на другой аксиальной стороне первой опорной позиции 33, нежели первая аксиально-наружная часть. Так, например, первая аксиально-наружная часть расположена на стороне I, тогда как вторая аксиально-наружная часть расположена на стороне II. Соответственно, передний край 74 натянутой печатной формы 73 накладывают на формный цилиндр 07 с перекосом. Подобный перекос печатной формы 73 предпочтительно распространяется в тангенциальном направлении D по всей печатной форме 73, и его более предпочтительно устанавливают таким образом, чтобы он противодействовал перекосу изображения на печатной форме 73.
При необходимости, то есть, прежде всего, при соответствующем деформировании изображения на печатной форме 73, по меньшей мере два передних регулировочных винта 39, 41 регулируют таким образом, чтобы в результате наложения описанных выше эффектов создать комбинацию из перекоса печатной формы 73 на формном цилиндре 07, с одной стороны, и выпуклого и/или вогнутого деформирования печатной формы 73, с другой стороны.
Перекос печатной формы 73, обусловленный по меньшей мере одним передним зажимным приспособлением 21, при необходимости требует одновременного компенсирующего перекоса и перемещения в аксиальном направлении А по меньшей мере одних салазок 102, соединенных посредством по меньшей мере одного заднего зажимного устройства 61 с печатной формой 73, и/или самого по меньшей мере одного заднего зажимного устройства 61. Гибкий монтаж и/или крепление, по меньшей мере одних салазок 102 и/или по меньшей мере одного заднего зажимного устройства 61, с одной стороны, и наличие по меньшей мере одного бокового регулировочного устройства 144, в частности, по меньшей мере одного привода 141, выполненного в виде аксиального привода 141, с другой стороны, позволяют регулировать положение по меньшей мере одного заднего зажимного устройства 61, более предпочтительно по меньшей мере одних салазок 102, в аксиальном направлении А. Максимальное смещение по меньшей мере одних салазок 102 и по меньшей мере одного заднего зажимного устройства 61 в аксиальном направлении А, в частности, из одного крайнего положения в другое крайнее положение предпочтительно составляет от 1 до 10 мм, более предпочтительно от 3 до 6 мм.
Отдельную операцию процесса согласования с целью корректировки натяжения формы, а следовательно, протяженности печатной формы 73 в тангенциальном направлении, с одной стороны, и с целью корректировки выпуклого и/или вогнутого деформирования заднего края 76 печатной формы 73, с другой стороны, реализуют в зависимости от варианта конструктивного исполнения приспособления для фиксации 109 аналогично соответствующей седьмой технологической операции. Однако при этом, с одной стороны, предпочтительно исключают первое натяжение и последующую разгрузку печатной формы 73, а, с другой стороны, в зависимости от варианта конструктивного исполнения приспособления для фиксации 109, по меньшей мере один задний регулирующий упор элемент 112 или по меньшей мере один задний позиционирующий элемент 131 настраивают в соответствии с необходимым новым натяжением формы. В случае если идеальная настройка по меньшей мере одного заднего регулирующего упор элемент 112 или по меньшей мере одно заднего позиционирующего элемента 131 должна быть обеспечена уже при пробной печати в ходе реализации восьмой технологической операции, то предпочтительно вновь выполняют, как указано выше, седьмую технологическую операцию натяжения печатной формы 73, однако при этом используют ранее использованные настройки по меньшей мере одного заднего регулирующего упор элемента 112, или по меньшей мере одного заднего позиционирующего элемента 131. Преимущество повторного натяжения печатной формы 73 заключается, например, в преобладании воспроизводимых условий и возможности настраивания равномерного натяжения печатной формы 73 по всей ее протяженности. Поэтому при любой настройке по меньшей мере двух передних регулировочных винтов 39, 41 и/или по меньшей мере одного заднего регулирующего упор элемента 112 или по меньшей мере одного заднего позиционирующего элемента 131 выполняют новое полное натяжение печатной формы 73.
После измерения приводки для всех печатных красок и/или печатных форм 73 и сравнения полученных при этом результатов с подлежащим печати изображением, выполняемого в рамках процесса контроля и процесса оценки, предпочтительно определяют необходимые исправления отпечатка и преобразуют их в корректуры настроек по меньшей мере одного заднего зажимного устройства 61. В случае, если передаваемый с определенной печатной формы 73 частичный отпечаток слишком короток, определяют и предпочтительно рассчитывают скорректированную настройку по меньшей мере одного заднего позиционирующего элемента 131, которая обеспечивает большее растяжение соответствующей печатной формы 73. В случае, если передаваемый с определенной печатной формы 73 частичный отпечаток обладает слишком большой длиной, определяют и предпочтительно рассчитывают скорректированную настройку по меньшей мере одного заднего позиционирующего элемента 131, которая обеспечивает меньшее растяжение соответствующей печатной формы 73. В одном варианте осуществления изобретения подобные исправления выполняют для находящиеся на расстоянии друг от друга в аксиальном направлении, разных задних позиционирующих элементов 131 одного и того же формного цилиндра 07, независимо друг от друга, в частности, по-разному для каждого из них, более предпочтительно на основании разных значений корректуры, определяемых для разных аксиальных положений.
Ниже более подробно рассмотрены процесс контроля, процесс оценки и процесс согласования. Указанные процессы позволяют регистрировать и особенно быстро и надежно компенсировать, например, ошибки в приводке.
В предпочтительном варианте сначала набегающий край 74 соответствующей печатной формы 73 закрепляют соответственно, по меньшей мере в одном переднем зажимном устройстве 21, а ее задний край 76 соответственно по меньшей мере в одном заднем зажимном устройстве 61. В процессе контроля предпочтительно регистрируют, по меньшей мере один выполненный на запечатываемом материале 09 отпечаток, более предпочтительно, по меньшей мере один приводочный отпечаток 151, причем запечатываемый материал 09 предпочтительно используют в виде листов и причем контроль более предпочтительно выполняют посредством по меньшей мере одного датчика, в частности, датчика приводки. В зависимости по меньшей мере от одного контролируемого отпечатка, более предпочтительно по меньшей мере от одного приводочного отпечатка 151, в процессе оценки предпочтительно определяют и рассчитывают новые настройки по меньшей мере для одного позиционирующего элемента 39; 41; 131; 144, в частности, по меньшей мере для одного переднего в тангенциальном направлении D позиционирующего элемента 39; 41 и/или, по меньшей мере для одного заднего в тангенциальном направлении D позиционирующего элемента 131 по меньшей мере одного из устройств для натяжения 101. По меньшей мере один датчик приводки предпочтительно выполнен в виде по меньшей мере одного оптического датчика приводки, например, в виде по меньшей мере одной плоской камеры. По меньшей мере один датчик приводки предпочтительно схемотехнически соединен с системой управления печатной машиной.
Как указано выше, по меньшей мере один позиционирующий элемент 39; 41; 131; 144 по меньшей мере одного устройства для натяжения 101 предпочтительно выполнен в виде по меньшей мере одного переднего контактного тела 39, 41, посредством которого можно регулировать расстояние между по меньшей мере одним передним зажимным приспособлением 21 и первой стенкой 18 по меньшей мере одного канала 13, и/или по меньшей мере один позиционирующий элемент 39; 41; 131; 144, по меньшей мере одного устройства для натяжения 101 выполнен в виде по меньшей мере одного заднего позиционирующего элемента 131, посредством которого можно регулировать расстояние между по меньшей мере одним задним зажимным приспособлением 61 и второй стенкой 19 по меньшей мере одного канала 13, и/или по меньшей мере один позиционирующий элемент 39; 41; 131; 144 по меньшей мере одного устройства для натяжения 101 выполнен в виде по меньшей мере одного аксиального привода 144, посредством которого можно настраивать положение по меньшей мере одного заднего зажимного устройства 61 относительно аксиального направления А, параллельного оси вращения 11 соответствующего формного цилиндра 07.
Сначала, в частности, перед процессом контроля, предпочтительно реализуют процесс пробной печати, в соответствии с которым на запечатываемом материале 09 выполняют, по меньшей мере один отпечаток, предпочтительно по меньшей мере один приводочный отпечаток 151, более предпочтительно по меньшей мере два приводочных отпечатка 151, который (которые) соответственно по меньшей мере частично состоит (состоят) из переданных по меньшей мере с двух разных печатных форм 73 контрольных элементов 152, например, приводочных меток 152. Это означает, что находящаяся на запечатываемом материале 09 печатная краска соответствующих контрольных элементов 152 первоначально передана с двух разных печатных форм 73. Следовательно, контрольные элементы 152 или приводочные метки 152 предпочтительно являются составными частями выполненного на запечатываемом материале 09 отпечатка, более предпочтительно по меньшей мере одного приводочного отпечатка 151. Таким образом, на запечатываемом материале 09 предпочтительно имеется, по меньшей мере один отпечаток, который содержит соответственно по меньшей мере два контрольных элемента 152, в частности, две приводочные метки 152 с разных печатных форм 73, предпочтительно отпечатанные разными печатными красками. Более предпочтительно на запечатываемом материале 09 имеется, по меньшей мере один приводочный отпечаток 151, который включает соответственно по меньшей мере два контрольных элемента 152, в частности, две приводочные метки 152 с разных печатных форм 73, предпочтительно отпечатанные разными печатными красками. В качестве базового контрольного элемента 153, в частности, базовой приводочной метки 153, для каждого отпечатка и/или каждого приводочного отпечатка 151 предпочтительно регламентирован, или регламентируют один контрольный элемент 152, в частности, одну приводочную метку 152. При этом приводочные метки 152 являются, например, составными частями отпечатка, более предпочтительно регламентированных пробных отпечатков, которые передают на запечатываемый материал 09 помимо целевого изображения и которые, например, обладают определенной геометрической формой. Однако, по меньшей мере один контрольный элемент 152 может являться также составной частью подлежащего передаче на запечатываемый материал 09 целевого изображения.
В одном варианте по меньшей мере один приводочный отпечаток 151 предпочтительно выполнен следующим образом. Первая приводочная метка 152, которая предпочтительно является базовой приводочной меткой 153, выполнена в виде по меньшей мере одной предпочтительно прямоугольной рамки. В эту рамку включены другие приводочные метки 152, например, в виде простых крестов. Речь может идти также о других геометрических формах приводочных меток 152, например, о треугольниках и кружках. Базовая приводочная метка 153 и другие приводочные метки 152 предпочтительно отпечатаны всеми отличающимися друг от друга печатными красками. Так, например, четырехкрасочный приводочный отпечаток 151 образован рамкой и тремя крестами, расположенными в рамке предпочтительно в ряд. Шестикрасочный приводочный отпечаток 151, например, образован рамкой и пятью крестами, расположенными в рамке предпочтительно в ряд. Размер крестов или приводочных меток 152 другой геометрической формы вдоль их линий предпочтительно составляет максимум 4 мм, более предпочтительно максимум 3 мм. Размер рамок в первом направлении, предпочтительно параллельном направлению перемещения запечатываемого материала 09, предпочтительно составляет максимум 5 мм, более предпочтительно максимум 4 мм. Размер рамок в направлении, перпендикулярном указанному первому направлению, например, в направлении, параллельном оси вращения 11 формного цилиндра 07, и/или в направлении А, перпендикулярном направлению перемещения запечатываемого материала 09, предпочтительно составляет максимум 16 мм, более предпочтительно максимум 13 мм в случае четырехкрасочного приводочного отпечатка 151 и предпочтительно максимум 26 мм, более предпочтительно максимум 21 мм в случае шестикарасочного приводочного отпечатка 151. Все приводочные отпечатки 151, находящиеся на первой стороне запечатываемого материала 09, предпочтительно выполнены с использованием одного и того же числа красок, например, являются четырехкрасочными приводочными отпечатками. Все приводочные отпечатки 151, находящиеся на второй стороне запечатываемого материала 09, предпочтительно выполнены с использованием одного и того же числа красок, например, являются шестикрасочными приводочными отпечатками. Благодаря выбору надлежащих размерных параметров приводочных отпечатков 151 снабженный ими запечатываемый материал 09 может обладать особенно узкими незапечатанными начальными и концевыми участками, что позволяет сократить объем макулатуры. Максимальная толщина линий контрольных элементов 152 предпочтительно составляет 0,5 мм.
По меньшей мере одна печатная форма 73, более предпочтительно каждая печатная форма 73, соответственно предпочтительно снабжена по меньшей мере одним приводочным элементом, более предпочтительно несколькими приводочными элементами, еще более предпочтительно соответственно одним приводочным элементом в расчете на каждый контрольный элемент 152, подлежащий созданию посредством этой печатной формы 73. При этом приводочным элементом является участок печатной формы 73, который предназначен для создания по меньшей мере одного соответствующего контрольного элемента 152, например, по меньшей мере одной соответствующей приводочной метки 152 путем предпочтительно целенаправленной передачи печатной краски. Следовательно, отно-сительное положение приводочных элементов разных печатных форм 73 определяет положение контрольных элементов 152, в частности, соответствующих контрольных элементов 152 каждого из приводочных отпечатков 151 относительно друг друга и положение нескольких приводочных отпечатков 151 относительно друг друга. Таким образом, в соответствии с описываемым примером приводочные элементы печатной формы обладают, например, формой рамок, крестов, треугольников и/или кружков.
В процессе контроля предпочтительно регистрируют фактические положения всех контрольных элементов 152, в частности, относительно заданных положений всех контрольных элементов 152 по меньшей мере одного приводочного отпечатка 151. Предпочтительно регистрируют приводочные метки 152 по меньшей мере одного приводочного отпечатка 151 предпочтительно относительно базового контрольного элемента 153, в частности, базовой приводочной метки 153 соответствующего по меньшей мере одного приводочного отпечатка 151, и/или предпочтительно посредством по меньшей мере одного датчика приводки, в частности, относительно заданного положения всех контрольных элементов 152 по меньшей мере одного приводочного отпечатка 151. Это, в частности, означает, что фактические положения контрольных элементов 152 по меньшей мере одного приводочного отпечатка 151 сравнивают с заданными положениями контрольных элементов 152 по меньшей мере одного приводочного отпечатка 151.
Выполняемой в процессе контроля регистрации предпочтительно подлежат по меньшей мере два приводочных отпечатка 151, каждый из которых включает по меньшей мере один контрольный элемент 152, переданный с одной и той же печатной формы 73, в частности, по меньшей мере одну приводочную метку 152, переданную с одной и той же печатной формы 73. Ради простоты приводочные отпечатки 151, которые находятся на одной и той же стороне запечатываемого материала 09 и соответственно отпечатаны несколькими печатными красками, регистрируют предпочтительно последовательно, тогда как приводочные отпечатки 151, которые находятся на разных сторонах запечатываемого материала 09, регистрируют одновременно, что позволяет повысить точность приводки. Последовательную регистрацию нескольких приводочных отпечатков 151 может выполнять обслуживающий персонал и/или ее можно выполнять посредством соответствующего предварительно запрограммированного или снабженного расчетными параметрами выравнивающего устройства, которое обеспечивает надлежащую взаимную ориентацию запечатываемого материала 09 и по меньшей мере одного датчика приводки. По меньшей мере один датчик приводки предпочтительно выполнен в виде плоской камеры и снабжен, например, по меньшей мере одной видеокамерой с зарядовой связью. Подлежащий контролю запечатываемый материал 09 предпочтительно фиксируют на измерительном столе, например, с использованием вакуума.
В случае если в процессе оценки обнаруживают по меньшей мере одно выходящее за допустимые пределы отклонение фактического положения в тангенциальном направлении D от соответствующего заданного положения, то предпочтительно и прежде всего с учетом других регистрируемых приводочных отпечатков 151 определяют и предпочтительно рассчитывают новые настройки по меньшей мере для одного позиционирующего элемента 39; 41; 131; 144 по меньшей мере одного устройства для натяжения 101, посредством которого некорректно натянута или была некорректно натянута, например, по меньшей мере одна печатная форма 73, оказавшаяся причиной отклонения по меньшей мере одного приводочного отпечатка 151 в тангенциальном направлении D. Более предпочтительно в процессе оценки определяют и предпочтительно рассчитывают новые настройки для соответствующего, по меньшей мере одного позиционирующего элемента 39; 41; 131; 144 по меньшей мере двух, еще более предпочтительно всех устройств для натяжения 101, посредством которых, например, неправильно натянута или была неправильно натянута соответственно по меньшей мере одна печатная форма 73. Более предпочтительно в процессе оценки определяют и предпочтительно рассчитывают новые настройки для нескольких позиционирующих элементов 39; 41; 131; 144 одного или нескольких устройств для натяжения 101 одновременно и/или с учетом взаимного влияния нескольких позиционирующих элементов 39; 41; 131; 144. В процессе контроля предпочтительно регистрируют и в процессе оценки предпочтительно обрабатывают, по меньшей мере два приводочных отпечатка 151, находящиеся на расстоянии друг от друга в направлении, поперечном направлению перемещения запечатываемого материала 09, и/или по меньшей мере два приводочных отпечатка 151, находящиеся на расстоянии друг от друга в направлении перемещения запечатываемого материала 09. В процессе контроля посредством датчиков приводки, которые предпочтительно механически и/или схемотехнически связаны друг с другом, предпочтительно регистрируют, более предпочтительно одновременно регистрируют и в процессе последующей оценки совместно обрабатывают предпочтительно, по меньшей мере два приводочных отпечатка 151, находящихся на противолежащих поверхностях запечатываемого материала 09. Интервал допусков предпочтительно составляет менее 10 микрометров.
В частности, если обнаруживают по меньшей мере одно выходящее за допустимые пределы отклонение фактического положения по меньшей мере одного формного цилиндра 07 в аксиальном направлении А относительно оси вращения 11 от заданного положения, в процессе оценки предпочтительно определяют и предпочтительно рассчитывают новые настройки по меньшей мере одной температуры по меньшей мере одной печатной формы 73, например, неправильно установленной в аксиальном направлении по меньшей мере на одном формном цилиндре 07, по меньшей мере одной цилиндрической части 12 по меньшей мере одного формного цилиндра 07 и/или по меньшей мере одного теплоносителя, в частности, жидкого теплоносителя, взаимодействующего с данной печатной формой 73 и/или с данным по меньшей мере одним формным цилиндром 07. Указанное мероприятие предпочтительно выполняют с учетом других регистрируемых приводочных отпечатков 151. При этом изменение температуры цилиндрической части 12 предпочтительно обусловливает также изменение температуры расположенной на нем печатной формы 73 и наоборот. В соответствии с этим обусловленное температурой изменение протяженности цилиндрической части 12, в частности, в аксиальном направлении А и обусловленное температурой изменение протяженности печатной формы 73, в частности, в аксиальном направлении А предпочтительно взаимосвязаны.
Более предпочтительно при выполняемом в процессе оценки определении и предпочтительном расчете новых настроек по меньшей мере одной температуры по меньшей мере одной, например, с ошибками установленной в аксиальном направлении печатной формы 73, цилиндрической части 12 по меньшей мере одного формного цилиндра 07 и/или теплоносителя учитывают по меньшей мере одну температуру по меньшей мере одной другой печатной формы 73, по меньшей мере одну температуру цилиндрической части 12 по меньшей мере одного другого формного цилиндра 07, по меньшей мере одну температуру по меньшей мере одного теплоносителя, в частности, жидкого теплоносителя одного из других формных цилиндров 07, температуру окружающей печатную машину 01 среды и/или температуру запечатываемого материала 09. В предпочтительном варианте в процессе оценки определяют и предпочтительно рассчитывают, в частности, с учетом других регистрируемых приводочных отпечатков 151, новые настройки, по меньшей мере для одной температуры по меньшей мере двух, предпочтительно всех печатных форм 73, например, с ошибками установленных в аксиальном направлении, соответствующих цилиндрических частей 12 соответствующих формных цилиндров 07 и/или теплоносителей.
Абсолютно точное взаимное положение разных приводочных отпечатков 151, находящихся на одной и той же стороне запечатываемого материала 09, не имеет существенного значения, если в пределах каждого приводочного отпечатка 151 соблюдена достаточно высокая точность взаимного положения контрольных элементов 152. Абсолютно точное взаимное положение приводочных отпечатков 151, непосредственно противолежащих на разных сторонах запечатываемого материала 09, имеет чрезвычайно большое значение, в частности, при печати ценных документов. В соответствии с этим в процессе оценки контрольный элемент 152 первого приводочного отпечатка 151, находящегося на первой стороне запечатываемого материала 09, предпочтительно регламентируют в качестве первого базового контрольного элемента 153. Соответственно контрольный элемент 152 второго приводочного отпечатка 151, находящегося на второй стороне запечатываемого материала 09 напротив первого приводочного отпечатка 151, предпочтительно регламентируют в качестве второго базового контрольного элемента 153. Предпочтительно после этого определяют и предпочтительно вновь рассчитывают настройки для формного цилиндра 07, посредством которых относительно первого базового контрольного элемента 153 упорядочивают другие контрольные элементы 152 первого приводочного отпечатка 151. Предпочтительно после этого определяют и предпочтительно вновь рассчитывают настройки для формного цилиндра 07, посредством которых относительно второго базового контрольного элемента 153 упорядочивают другие контрольные элементы 152 второго приводочного отпечатка 151.
Обслуживающий персонал предпочтительно может оказывать воздействие на процесс, например, путем подтверждения или видоизменения новых настроек, предлагаемых системой управления печатной машиной по завершении процесса оценки, или посредством инициирования повторного процесса контроля и/или процесса оценки, в частности, при ручном выборе другого контрольного элемента 152 в качестве базового контрольного элемента 153. Это может приводить к положительному эффекту в том случае, если, например, прежний базовый контрольный элемент 153 существенно отличается от других контрольных элементов 152.
В ходе первого процесса согласования, по меньшей мере одну, например, с ошибками натянутую печатную форму 73 предпочтительно по меньшей мере частично, более предпочтительно полностью разгружают по меньшей мере в тангенциальном направлении D, оставляют ее в закрепленном по меньшей мере в одном переднем зажимном устройстве 21 и по меньшей мере одном заднем зажимном устройстве 61 состоянии, после чего натягивают на соответствующем формном цилиндре 07 с соблюдением вновь определенных, предпочтительно вновь рассчитанных настроек по меньшей мере одного позиционирующего элемента 39; 41; 131; 144, в частности, по меньшей мере одного переднего позиционирующего элемента 39; 41 и/или по меньшей мере одного заднего позиционирующего элемента 131, измененных в тангенциальном направлении D. При этом определение «по меньшей мере частичная разгрузка печатной формы 73» означает, что воздействующее на эту печатную форму 73 усилие натяжения уменьшают предпочтительно по меньшей мере на 50%, более предпочтительно по меньшей мере на 75%, еще более предпочтительно по меньшей мере на 90%. В предпочтительном варианте для этой цели давление в приводе для натяжения 104, предпочтительно выполненном в виде по меньшей мере одного установочного тела 104 с возможностью заполнения и/или заполнением сжатым средством, снижают предпочтительно, по меньшей мере на 50%, более предпочтительно по меньшей мере на 75%, еще более предпочтительно по меньшей мере на 90%. При этом определение «полная разгрузка печатной формы 73» означает, что воздействующее на данную печатную форму 73 усилие натяжения уменьшено на 100%, то есть до нуля, и воздействие на печатную форму 73 усилия натяжения в соответствующем направление (в данном случае в тангенциальном направлении D) полностью исключено.
В ходе более предпочтительного первого процесса согласования выполняют по меньшей мере частичную, более предпочтительно полную разгрузку по меньшей мере двух, еще более предпочтительно всех, например, с ошибками натянутых печатных форм 73 по меньшей мере в соответствующем тангенциальном направлении D, предпочтительно оставляя эти печатные формы 73 закрепленными в соответствующем по меньшей мере одном переднем зажимном устройстве 21 и соответствующем по меньшей мере одном заднем зажимном устройстве 61 соответствующего по меньшей мере одного устройства для натяжения 101, после чего печатные формы 73 натягивают на соответствующем формном цилиндре 07 предпочтительно посредством соответствующего по меньшей мере одного устройства для натяжения 101 согласно вновь определенным и предпочтительно вновь рассчитанным настройкам соответствующего по меньшей мере одного позиционирующего элемента 39; 41; 131; 144, измененным в тангенциальном направлении D. Первый процесс согласования, по меньшей мере двух, например, с ошибками натянутых печатных форм 73 по меньшей мере периодически реализуют предпочтительно одновременно. При реализации первого процесса согласования натяжение по меньшей мере одной печатной формы 73 в аксиальном направлении А предпочтительно остается неизменным. Настройку предпочтительно по меньшей мере одного позиционирующего элемента 39; 41; 131; 144, более предпочтительно всех вновь настраиваемых позиционирующих элементов 39; 41; 131; 144 выполняют с помощью системы управления печатной машиной и посредством по меньшей мере одного соответствующего привода 43; 44; 134; 141. После повторного натяжения по меньшей мере одной печатной формы 73 ее предпочтительно по меньшей мере минимально разгружают, пока по меньшей мере два задних установочных элемента 131 не вступят в контакт как по меньшей мере с одними салазками 102, на которых расположено по меньшей мере одно заднее зажимное устройство 61, так и со второй стенкой 19 канала.
В ходе процесса согласования или предпочтительно второго процесса согласования по меньшей мере одну температуру по меньшей мере одной печатной формы 73, по меньшей мере одной цилиндрической части 12 и/или теплоносителя, в частности, температуру жидкого теплоносителя, предпочтительно изменяют в соответствии с новыми настройками. В предпочтительном варианте в процессе оценки определяют и предпочтительно рассчитывают новые настройки, в частности, температуры теплоносителя, находящегося в виде жидкого теплоносителя, который используют для термостатирования того формного цилиндра 07, на котором, например, с ошибками в аксиальном направлении натянута по меньшей мере одна печатная форма 73, причем при реализации второго процесса согласования температуру этого теплоносителя, находящегося в виде жидкого теплоносителя, изменяют в соответствии с новыми настройками. В предпочтительном варианте выполняют измерение и регулирование температуры теплоносителя, в частности, жидкого теплоносителя. Так, например, экспериментально или путем расчета можно предварительно определить изменения температуры, необходимые для достижения требуемого продольного изменения отпечатка. Температуру жидкого теплоносителя предпочтительно регулируют с точностью 0,3°С или выше. Температуру жидкого теплоносителя предпочтительно изменяют в пределах максимального температурного интервала 20°С. В качестве альтернативы или дополнительно теплоноситель можно также нагревать, например, посредством соответствующей системы, например, по меньшей мере одного электрического нагревательного сопротивления и/или по меньшей мере одной системы радиационного обогрева.
По меньшей мере одну температуру по меньшей мере одной печатной формы 73, по меньшей мере одной цилиндрической части 12 и/или теплоносителя, в частности, жидкого теплоносителя, корректируют в соответствии с новыми настройками предпочтительно таким образом, чтобы после этого, в частности, только после этого, по меньшей мере один из расположенных по меньшей мере на одной печатной форме 73 иллюстрационных элементов, более предпочтительно соответствующий приводочный элемент, а также, по меньшей мере один формирующий изображение элемент, расположенный на другой по меньшей мере из двух печатных форм 73, более предпочтительно соответствующий приводочный элемент, находились по меньшей мере на одном формном цилиндре 07 в заданном положении относительно друг друга по меньшей мере в аксиальном направлении А, причем подобное заданное положение относительно друг друга более предпочтительно задано независимо от регистрации и более предпочтительно до регистрации по меньшей мере одного приводочного отпечатка 151. В более предпочтительном варианте после этого, то есть после корректировки температуры, в частности, только после этого, по меньшей мере одно измеряемое в аксиальном направлении А расстояние между средними точками по меньшей мере двух приводочных элементов, расположенных по меньшей мере на одной печатной форме 73, соответствует измеряемому в аксиальном направлении А расстоянию между средними точками по меньшей мере двух приводочных элементов, расположенных на другой по меньшей мере из двух печатных форм 73.
После реализации процесса согласования разность между температурами двух разных печатных форм 73, установленных на разных формных цилиндрах 07, предпочтительно превышает соответствующую разность до реализации указанного процесса или меньше этой разности. Речь, в частности, идет о ситуациях, в соответствии с которыми до реализации процесса согласования разность температур отсутствует, однако возникает после реализации процесса согласования, о ситуациях, в соответствии с которыми разность температур существует до реализации процесса согласования, однако исчезает после его реализации, а также о ситуациях, в соответствии с которыми разность температур существует как до, так и после реализации процесса согласования, однако речь при этом идет об отличающихся друг от друга значениях разности температур. В ходе второго процесса согласования, при необходимости реализуемого в соответствии с новыми настройкам, предпочтительно изменяют температуру двух, предпочтительно всех печатных форм 73, с ошибками натянутых, например, в аксиальном направлении, соответствующих цилиндрических частей 12 соответствующих формных цилиндров 07 и/или теплоносителей. В ходе при необходимости реализуемого второго процесса согласования натяжение по меньшей мере одной печатной формы 73 в тангенциальном направлении D предпочтительно остается неизменным. Поскольку угловое положение растровых точек изображения, в частности, при обусловленном температурой изменении длины печатной формы 73 не зависит от температуры, а вследствие изменения длины изменяется максимум радиальное положение растровых точек изображения, необходимость в дополнительном согласовании углового положения и/или в тангенциальном направлении D после изменения температуры отсутствует. Угловое положение устанавливают исключительно посредством соответствующего привода формного цилиндра 07. Радиальные изменения положения печатной формы 73 проявляются максимум в том, что в минимальной степени изменяется способность печатной формы 73 окатывать передаточный цилиндр 06. Однако негативное влияние на качество печати предпочтительно является по меньшей мере неощутимым.
В предпочтительном варианте число регистрируемых с взаимным учетом приводочных отпечатков 151, по меньшей мере соответствует суммарному числу позиционирующих элементов 39; 41; 131 в виде передних контактных тел 39; 41 и/или задних позиционирующих элементов 131 по меньшей мере одного из двух формных цилиндров 07. Число регистрируемых с взаимным учетом приводочных отпечатков 151 предпочтительно равно, по меньшей мере восьми, более предпочтительно - четырнадцати соответственно в расчете на одну печатную форму 73. Приводочные отпечатки 151 предпочтительно расположены таким образом, что они находятся в аксиальном положении относительно аксиального направления А, аналогичном аксиальному положению по меньшей мере одного позиционирующего элемента 39; 41; 131. В другом варианте расположения приводочных отпечатков 151 положение по меньшей мере одного позиционирующего элемента 39; 41; 131 относительно аксиального направления А не совпадает с положением приводочного отпечатка 151. В этом случае должен быть выполнен соответствующий новый расчет. Подобная ситуация наблюдается, в частности, в случае использования особенно узкого запечатываемого материала 09, ширина которого меньше наибольшего расстояния между двумя установочными элементами 39; 41; 131 в аксиальном направлении А.
Кроме того, процесс оценки может пересекаться с процессом согласования, например, таким образом, что, например, частично или полностью разгружают лишь, по меньшей мере одну печатную форму 73, затем реализуют процесс оценки, после чего вновь выполняют натяжение по меньшей мере одной печатной формы 73.
В случае новой настройки по меньшей мере одной температуры, например, температуры теплоносителя, в частности, жидкого теплоносителя, необходимого значения температуры особенно быстро достигают предпочтительно посредством перерегулирования. Жидкий теплоноситель предпочтительно по меньшей мере частично находится внутри по меньшей мере одного сверленого отверстия 126 и более предпочтительно может протекать через него. Формный цилиндр 07 предпочтительно снабжен по меньшей мере одним сверленым отверстием 126, в котором находится и/или может находиться жидкий теплоноситель, например, вода с антикоррозионным средством, и/или через которое может течь и/или течет жидкий теплоноситель. Более предпочтительно формный цилиндр 07 имеет несколько сверленых отверстий 126, протяженность которых более предпочтительно составляет соответственно по меньшей мере более 90% от аксиальной протяженности цилиндрической части 12 формного цилиндра 07. Наличие нескольких сверленых отверстий 126 позволяет увеличить площадь контакта цилиндрической части 12 с жидким теплоносителем. Более предпочтительно по меньшей мере в одном сверленом отверстии 126 расположено по меньшей мере одно обтекаемое тело 136; 137 и/или компенсационное тело 136; 137. Обтекаемое тело 136; 137 предназначено для уменьшения относительно большого поперечного сечения, по меньшей мере одного отверстия и, соответственно, служит, во-первых, для повышения скорости потока жидкого теплоносителя по меньшей мере в одном сверленом отверстии, а, во-вторых, для придания потоку турбулентности, соответственно для повышения теплопередачи между цилиндрической частью 12 и жидким теплоносителем. Это способствует более эффективному термостатированию цилиндрической части 12, а следовательно, установленной на ней печатной формы 73. Компенсационное тело 136; 137 предназначено для компенсации дисбаланса формного цилиндра 07. По меньшей мере одно первое обтекаемое тело 136; 137 предпочтительно обладает формой трубы, в связи с чем для обтекающее его снаружи теплоносителя не имеет значения, помещено ли внутрь этого компенсационного тела 136 другое компенсационное тело 137 с целью устранения дисбаланса.
Процесс согласования для нескольких формных цилиндров 07 печатной машины 01, более предпочтительно для всех формных цилиндров 07 печатной машины 01 по меньшей мере эпизодически предпочтительно реализуют одновременно.
Для исправления ошибки в приводке по окружности и/или ошибки в поперечной приводке предпочтительно используют расположенное на цапфе 17 формного цилиндра 07 устройство для корректирования приводки по окружности и/или устройство для корректирования ошибки в поперечной приводке. При подобной корректировке приводки по окружности и/или поперечной приводки сама печатная форма 73 остается в натянутом на формный цилиндр 07 состоянии.
Способ монтажа печатной формы 73 на формном цилиндре 07, в частности, монтажа с точной приводкой, закрепления и/или натяжения предпочтительно реализуют посредством системы управления печатной машиной. При этом все приводы 43; 44; 104; 116; 134; 141, в частности, по меньшей мере один передний привод для предварительного натяжения 43, 44, по меньшей мере один привод для натяжения 104, по меньшей мере один освобождающий салазки привод 116, по меньшей мере один позиционирующий привод 134, по меньшей мере один аксиальный привод 141 и/или по меньшей мере один регулирующий упор привод, предпочтительно соединены с системой управления печатной машиной, и/или указанными приводами управляет и/или может управлять система управления печатной машиной, причем более предпочтительно указанные приводы регулирует и/или может регулировать система управления печатной машиной. Кроме того, по меньшей мере один передний позиционирующий элемент 24 и/или по меньшей мере один задний позиционирующий элемент 64 предпочтительно соединены с системой управления печатной машиной, и/или указанными элементами управляет и/или может управлять система управления печатной машиной, причем более предпочтительно указанные элементы регулирует и/или может регулировать система управления печатной машиной. В случае если приводы для натяжения 104 и/или позиционирующие элементы 24, 64 выполнены в виде шлангов и/или для освобождения салазок используют соответстветствующие шланги 121, под управлением и/или регулированием посредством системы управления печатной машиной предпочтительно подразумевают управление и/или регулирование давления в указанных шлангах посредством системы управления печатной машиной.
В частности, настройку предпочтительно всех позиционирующих элементов 39; 41; 131; 144, в частности, передних позиционирующих элементов 39, 41, выполненных в виде передних контактных тел 39, 41, и задних позиционирующих элементов 131, выполненных в виде задних позиционирующих элементов 131, осуществляют посредством моторов и/или посредством системы управления печатной машиной, более предпочтительно посредством системы управления печатной машиной.
Точность результатов печати может быть дополнительно повышена, если для каждого формного цилиндра 07 сформировать профиль, отражающий отклонения формы этого формного цилиндра 07 от идеальной цилиндрической формы, и если учитывать соответствующий профиль при последующем формировании изображения на печатных формах 73 и/или последующем экспонировании печатных форм 73. Благодаря этому, например, можно избежать искажений при печати, обусловленных тем, что окружная скорость печатной формы 73 колеблется вследствие отличия формы формного цилиндра 07 от идеальной цилиндрической формы, несмотря на постоянство угловой скорости. Печатная форма 73 способна скорректировать подобные систематические геометрически обусловленные флуктуации, например, благодаря, по меньшей мере частичному растягиванию и/или сжатию участков подлежащего печати изображения.
Таким образом, способ монтажа, в частности, закрепления и/или натяжения печатной формы 73 на формном цилиндре 07, предпочтительно заключается, по меньшей мере в том, что в ходе выполнения одной технологической операции смыкают по меньшей мере одно переднее зажимное устройство 21, в частности, передний зажимной зазор 27, и при этом передний край 74 печатной формы 73 закрепляют по меньшей мере в одном переднем зажимном устройстве 21, в частности, переднем зажимном зазоре 27, в ходе выполнения одной технологической операции формный цилиндр поворачивают вокруг оси его вращения 11 и при этом печатную форму 73 укладывают на рабочую поверхность 124 формного цилиндра, в ходе выполнения одной технологической операции задний край 76 печатной формы 73 накладывают на формный цилиндр 07 в зоне действия по меньшей мере одного заднего зажимного устройства 61, помещенного в его крайнее положение, в ходе выполнения одной технологической операции смыкают по меньшей мере одно заднее зажимное устройство 61, в частности, задний зажимной зазор 67, и при этом задний край 76 печатной формы 73 закрепляют по меньшей мере в одном заднем зажимном устройстве 61, в частности, заднем зажимном зазоре 67, в ходе выполнения одной технологической операции по меньшей мере одни салазки 102 перемещают в направлении по меньшей мере к одному переднему зажимному устройству 21 и первой стенке 18 канала в центральное или внутреннее положение, фиксируют это центральное или внутреннее положение в качестве базового положения по меньшей мере одних салазок 102, выполняют пробную печать и при этом, в частности, сравнивают друг с другом точность приводки печатных красок для разных формных цилиндров и определяют корректированное центральное или внутреннее положение салазок 102, затем печатную форму 73 разгружают, для чего по меньшей мере одни салазки 102 предпочтительно возвращают ко второй стенке 19 канала, более предпочтительно в соответствующее крайнее положение, затем по меньшей мере одни салазки 102 вновь перемещают в направлении по меньшей мере к одному переднему зажимному устройству 21 и первой стенке 18 канала, а именно в корректированное центральное или внутреннее положение, которое соответствует целевому натяжению печатной формы 73, причем указанные технологические операции при необходимости многократно повторяют, начиная с выполнения пробной печати, пока не достигнут удовлетворительной точности приводки.
Более предпочтительно согласно способу дополнительно предусматривается, что после освобождения, по меньшей мере одних салазки 102, перемещенных в соответствующее центральное или внутреннее положение, прежде чем переместить их из этого положения ко второй стенке 19 канала, салазки закрепляют.
Более предпочтительно согласно способу дополнительно или в качестве альтернативы предусматривается, что, по меньшей мере одни салазки 102 соответственно установлены или устанавливают в базовом положении путем надлежащей настройки по меньшей мере одного заднего позиционирующего элемента 131 или регулирующего упор элемента 112.
Более предпочтительно согласно способу дополнительно или в качестве альтернативы предусматривается, что, по меньшей мере одни салазки 102 перемещают по меньшей мере к одному переднему зажимному устройству 21 и первой стенке 18 канала в центральное или внутреннее положение соответственно пневматически.
Более предпочтительно согласно способу дополнительно или в качестве альтернативы предусматривается, что при вкладывании переднего края 74 печатной формы 73 по меньшей мере в одно переднее зажимное устройство 21 реализуют контакт выемок печатной формы 73 по меньшей мере с двумя приводочными упорами 31, 32, причем, по меньшей мере одно переднее зажимное устройство 21 смыкают, если чувствительные устройства сигнализируют правильное положение печатной формы 73 относительно, по меньшей мере двух приводочных упоров 31, 32.
Более предпочтительно согласно способу дополнительно или в качестве альтернативы предусматривается, что на рабочую поверхность 124 формного цилиндра 07 укладывают печатную форму 73 из накопителя печатных форм 73 и/или во время укладки печатной формы 73 на рабочую поверхность 124 формного цилиндра 07 ее прижимают к рабочей поверхности 124 посредством, по меньшей мере одного средства прижима.
Более предпочтительно согласно способу дополнительно или в качестве альтернативы предусматривается, что выемки в печатной форме 73 выполняют с точной приводкой относительно изображения на печатной форме 73 после снабжения печатной формы 73 этим изображением. Более предпочтительно согласно способу дополнительно или в качестве альтернативы предусматривается, что соответствующие зоны зажима печатной формы 73 до ее укладки на формный цилиндр 07 находятся под углом к средней части печатной формы 73, составляющим от 15° до 40°.
Более предпочтительно согласно способу дополнительно или в качестве альтернативы предусматривается, что в случае использования нескольких формных цилиндров 07 на каждом формном цилиндре 07 указанным выше образом укладывают, по меньшей мере одну, предпочтительно строго одну печатную форму 73.
Более предпочтительно способ отличается тем, что задние позиционирующие элементы 131, в частности, задний позиционирующий элемент 131, заново настраивают лишь в том случае, если, по меньшей мере одни салазки 102 находятся во внутреннем положении.
По меньшей мере, в том случае, если, по меньшей мере одни салазки 102 находятся во внутреннем положении, причем печатная форма 73 в заднем зажимном зазоре 67 отсутствует, пальцы технического персонала могут попасть в зазор между по меньшей мере одними салазками 102 и второй стенкой 19 канала. В подобной ситуации выход из строя, по меньшей мере одного привода для натяжения 104, например, разрыв по меньшей мере одного шланга для натяжения 104, может оказаться травмоопасным. В связи с этим формный цилиндр 07 снабжен предпочтительно, по меньшей мере одним устройством безопасности 161. Подобное, по меньшей мере одно устройство безопасности 161 снижает опасность травмирования персонала предпочтительно благодаря тому, что оно позволяет предотвращать возможность неконтролируемого смыкания зазора между салазками 102 и второй стенкой 19 канала в описанной выше ситуации. Формный цилиндр 07 печатной машины 01 имеет, по меньшей мере одно расположенное в канале 13 формного цилиндра 07 устройство для натяжения 101, которое предпочтительно снабжено по меньшей мере одними салазками 102, способными перемещаться в направлении натяжения и/или в противоположном направлении. По меньшей мере одни салазки 102 предпочтительно посредством по меньшей мере одного привода для натяжения 104 можно перемещать предпочтительно в промежутке между их крайним и внутренним положениями.
Устройство безопасности 161 предпочтительно имеет, по меньшей мере один предохранительный упор 162, например, в виде по меньшей мере одной предохранительной поверхности 162. Устройство безопасности 161 предпочтительно имеет по меньшей мере одно предохранительное тело 166, способное перемещаться в предохранительном направлении G, отличающемся от направления натяжения Е, и/или в направлении, противоположном предохранительному направлению G. По меньшей мере одно предохранительное тело 166 может перемещаться предпочтительно посредством по меньшей мере одного предохранительного привода 163 и/или по меньшей мере одной предохранительной пружины 164. По меньшей мере одно предохранительное тело 166 может перемещаться посредством по меньшей мере одного предохранительного привода 163 предпочтительно по меньшей мере в направлении, противоположном предохранительному направлению G. По меньшей мере одно предохранительное тело 166 может перемещаться посредством по меньшей мере одной предохранительной пружины 164 предпочтительно в предохранительном направлении G. По меньшей мере одна предохранительная пружина 164 предпочтительно расположена таким образом, что ее усилие длительно воздействует по меньшей мере на одно предохранительное тело 166 в предохранительном направлении G.
По меньшей мере одно предохранительное тело 166 можно приводить в контакт предпочтительно по меньшей мере с одним предохранительным упором 162 и/или оно контактирует по меньшей мере с одним предохранительным упором 162 по меньшей мере эпизодически, в частности, в случае выхода из строя по меньшей мере одного привода для натяжения 104. По меньшей мере одно предохранительное тело 166 предпочтительно выполнено в виде по меньшей мере одного предохранительного штифта 166. По меньшей мере одно предохранительное тело 166 предпочтительно расположено с возможностью перемещения между положением блокирования и положением деблокирования. По меньшей мере одно предохранительное тело 166, предпочтительно по меньшей мере в случае находящихся во внутреннем положении салазок 102, расположено с возможностью перемещения между положением блокирования и положением деблокирования.
При расположении предохранительного тела 166 в положении блокирования проекция по меньшей мере одного предохранительного тела 166 в направлении натяжения Е и проекция, по меньшей мере одного предохранительного упора 162 в направлении натяжения Е предпочтительно по меньшей мере частично совпадают. Благодаря этому обеспечивают отсутствие перемещения по меньшей мере одних салазок 102 в направлении, противоположном направлению натяжения Е, или подобное перемещение возможно максимум до соприкосновения по меньшей мере одного предохранительного тела 166 по меньшей мере с одним предохранительным упором 162. В случае если предохранительное тело 166 находится в положении деблокирования, совпадение проекции по меньшей мере одного предохранительного тела 166 в направлении натяжения Е и проекции по меньшей мере одного предохранительного упора 162 в направлении натяжения Е предпочтительно отсутствует. Благодаря этому обеспечивают отсутствие контакта между по меньшей мере одним предохранительным телом 166 и по меньшей мере одним предохранительным упором 162, а следовательно, возможность перемещения по меньшей мере одних салазок 102 в направлении натяжения Е и/или в противоположном ему направлении.
В положении блокирования контакт по меньшей мере одного предохранительного тела 166 по меньшей мере с одним предохранительным упором 162 предпочтительно отсутствует. Тем самым, в частности, обеспечивают перемещение, по меньшей мере одного предохранительного тела 166 в предохранительном направлении G и/или в противоположном ему направлении с более низкими потерями на трение, чем это было бы возможно в случае, если бы по меньшей мере одно предохранительное тело 166 находилось в контакте по меньшей мере с одним предохранительным упором 162. По меньшей мере одно предохранительное тело 166 в положении блокирования вследствие перемещения по меньшей мере одних салазок 102 в направлении, противоположном направлению натяжения Е, предпочтительно может контактировать по меньшей мере с одним предохранительным упором 162. Однако это предпочтительно имеет место лишь в том случае, если привод для натяжения 104 по меньшей мере одних салазок 102 выходит из строя и устройство безопасности 161 противодействует быстрому обратному перемещению по меньшей мере одних салазок 102 в направлении, противоположном направлению натяжения Е. Подобная ситуация может иметь место, например, в случае разрыва привода для натяжения 104, выполненного в виде шланга для натяжения 104.
По меньшей мере один предохранительный упор 162 предпочтительно находится в неподвижном положении относительно по меньшей мере одних салазок 102 и/или жестко соединен по меньшей мере с одними салазками 102. По меньшей мере один предохранительный привод 163 по меньшей мере одного предохранительного тела 166 предпочтительно находится в неподвижном положении относительно цилиндрической части 12 формного цилиндра 07 и/или жестко соединен по меньшей мере с одной цилиндрической частью 12 формного цилиндра 07. В связи с этим необходимость соединения подвижных салазок 102 с питающими линиями, например, трубопроводами со сжатым воздухом и/или электрическими линиями, отсутствует. По меньшей мере один предохранительный упор 162 в аксиальном направлении А предпочтительно обладает большей шириной, чем по меньшей мере одно предохранительное тело 166. Благодаря этому по меньшей мере одни салазки 102 способны перемещаться в аксиальном направлении А также в том случае, если по меньшей мере одно предохранительное тело 166 находится в положении блокирования, что, например, позволяет выполнять описанную выше адаптацию положения по меньшей мере одной печатной формы 73. По меньшей мере один предохранительный упор 162 может быть выполнен, например, в виде по меньшей мере одной ограничительной поверхности по меньшей мере одного вытянутого в аксиальном направлении А паза.
По меньшей мере один предохранительный привод 163 предпочтительно выполнен в виде электрического, гидравлического, ручного и/или более предпочтительно пневматического предохранительного привода 163. Более предпочтительно, по меньшей мере один предохранительный привод 163 по меньшей мере одного предохранительного тела 166 выполнен в виде по меньшей мере одного пневматического предохранительного привода 163. По меньшей мере один поршень 163, выполненный по меньшей мере в виде составного элемента по меньшей мере одного предохранительного привода 163, например, жестко соединен по меньшей мере с одним предохранительным телом 166 и/или выполнен в виде общего конструктивного элемента. По меньшей мере один пневмоцилиндр 167, направляющий перемещения по меньшей мере одного поршня 163, предпочтительно находится в неподвижном положении относительно цилиндрической части 12. По меньшей мере одна предохранительная пружина 164 предпочтительно расположена таким образом, что на нее в предохранительном направлении G воздействует (более предпочтительно длительно воздействует) совместное усилие по меньшей мере одного предохранительного тела 166 и по меньшей мере одного поршня 163. По меньшей мере одно предохранительное тело 166 посредством по меньшей мере одной предохранительной пружины 164 предпочтительно нажимает в предохранительном направлении G на составную часть по меньшей мере одних салазок 102, пока салазки не окажутся во внутреннем положении. По меньшей мере один направляющий палец 169 предпочтительно пропущен по меньшей мере через одну предохранительную пружину 164 таким образом, что она преимущественно обладает по меньшей мере прямой формой. Пример подобного направляющего пальца представлен на чертежах, причем для наглядности показана только часть, по меньшей мере одной предохранительной пружины 164.
По меньшей мере один пневмоцилиндр 167 и по меньшей мере один поршень 163 предпочтительно контактируют по меньшей мере с одним, предпочтительно двумя общими уплотнительными кольцами 171. Уплотнительные кольца 171, по меньшей мере один поршень 163 и по меньшей мере один пневмоцилиндр 167 предпочтительно образуют по меньшей мере одну камеру сжатия 172. По меньшей мере один пневмоцилиндр 167 предпочтительно снабжен по меньшей мере одним предохранительным клапаном 168, в частности, пневматическим клапаном 168. Например, с целью перемещения по меньшей мере одних салазок 102 из внутреннего, то есть защищенного положения, в крайнее положение предпочтительно при соответствующем положении по меньшей мере одного предохранительного клапана 168 по меньшей мере в один пневмоцилиндр 167, в частности, по меньшей мере в одну камеру сжатия, 172 подают сжатый воздух, в результате чего по меньшей мере один поршень 163 совместно по меньшей мере с одним предохранительным телом 166 перемещается в направлении, противоположном предохранительному направлению G и предпочтительно противоположном направлению действия упругой силы по меньшей мере одной предохранительной пружины 164. При этом по меньшей мере одно предохранительное тело 166 из положения блокирования перемещается в положение деблокирования. Благодаря этому по меньшей мере одни салазки 102 освобождаются и перемещаются в направлении натяжения Е и/или в противоположном направлении. Как указано выше, по меньшей мере одни салазки 102 способны перемещаться относительно канала 13 в направлении натяжения Е и/или противоположном направлении между крайним и внутренним положениями, причем крайним является такое положение по меньшей мере одних салазок 102, в котором они контактируют со второй стенкой 19 канала и причем внутренним является такое положение по меньшей мере одних салазок 102, в котором они находятся на расстоянии от второй стенки 19 канала, предпочтительно составляющем по меньшей мере 9 мм и самое большее 31 мм.
Предпочтительно расположен по меньшей мере один демпфирующий элемент 176. По меньшей мере один демпфирующий элемент 176 предпочтительно расположен по меньшей мере на одном предохранительном теле 166 и/или в месте, ограничивающем установочное перемещение по меньшей мере одного предохранительного тела 166 в предохранительном направлении G и/или противоположном направлении. Посредством, по меньшей мере одного демпфирующего элемента 176 предотвращается повреждение или случайное заклинивание по меньшей мере одного предохранительного тела 166. Предпочтительно расположено по меньшей мере одно вентиляционное отверстие 174 и/или отверстие для выпуска воздуха 174, которое предотвращает формирование в зоне перемещения по меньшей мере одного предохранительного тела 166 другого замкнутого объема помимо по меньшей мере одной камеры сжатия 172, внутреннее давление в котором, например, могло бы препятствовать перемещениям по меньшей мере одного предохранительного тела 166. По меньшей мере один элемент, на котором расположен по меньшей мере один предохранительный упор 162, предпочтительно выполняют функцию крышки, защищающей по меньшей мере одно предохранительное тело 166 и/или по меньшей мере один предохранительный привод 163, по меньшей мере до тех пор, пока по меньшей мере одни салазки 102 находятся по меньшей мере в крайнем положении или по меньшей мере во внутреннем крайнем положении. Благодаря этому частично или полностью предотвращается загрязнение зоны перемещения по меньшей мере одного предохранительного тела 166 и/или по меньшей мере одного предохранительного привода 163.
Предпочтительно расположен по меньшей мере один датчик положения 173, посредством котором можно контролировать положение по меньшей мере одного предохранительного тела 166. По меньшей мере один датчик положения 173 выполнен, например, в виде по меньшей мере одного выключателя приближения 173 и предпочтительно способен контролировать диапазоны перемещения по меньшей мере одного предохранительного тела 166, обладающие различной протяженностью. На основании результатов подобного контроля может быть сделано заключение о положении по меньшей мере одного предохранительного тела 166.
Ниже описан метод или технологическая операция обеспечения безопасной эксплуатации формного цилиндра 07 печатной машины 01. При этом по меньшей мере одни салазки 102 устройства для натяжения 101 формного цилиндра 07 предпочтительно перемещают в направлении натяжения Е предпочтительно из их крайнего положения во внутреннее положение, причем по меньшей мере одно предохранительное тело 166 устройства безопасности 161 формного цилиндра 07 первоначально расположено в положении деблокирования, в котором проекция по меньшей мере одного предохранительного тела 166 в направлении натяжения Е и проекция по меньшей мере одного предохранительного упора 162 в направлении натяжения Е не совпадают, и причем после этого по меньшей мере одно предохранительное тело 166 предпочтительно перемещают в предохранительном направлении G из положения деблокирования в положение блокирования, в котором проекция по меньшей мере одного предохранительного тела 166 в направлении натяжения Е и проекция по меньшей мере одного предохранительного упора 162 в направлении натяжения Е по меньшей мере частично перекрывают друг друга и в котором по меньшей мере один предохранительный упор 162 предпочтительно расположен в направлении натяжения Е дальше, чем по меньшей мере одно предохранительное тело 166. По меньшей мере одно предохранительное тело 166 перемещают в предохранительном направлении G предпочтительно посредством по меньшей мере одной предохранительной пружины 164. В качестве альтернативы или дополнительно, по меньшей мере одно предохранительное тело 166 перемещают в предохранительном направлении G посредством по меньшей мере одного предохранительного привода 163. Например, посредством системы управления печатной машиной предпочтительно определяют, зафиксирован ли по меньшей мере один датчик положения 173 по меньшей мере одно предохранительное тело 166 в течение заданного промежутка времени после активирования по меньшей мере одного привода для натяжения 104, например, в течение промежутка времени, составляющего менее десяти секунд. Об отсутствии подобной фиксации, означающем наличие неисправности, обслуживающий персонал оповещает, например, по меньшей мере один оптический и/или по меньшей мере один акустический сигнал. Соответствующим оптическим сигналом может являться, например, световой сигнал и/или индикация индикаторного устройства печатной машины. В подобном случае процесс прекращается и/или происходит деактивирование по меньшей мере одного привода для натяжения 104.
Указанный выше метод предпочтительно отличается тем, что по меньшей мере одни салазки 102 перемещают в направлении натяжения Е из крайнего положения во внутреннее положение, причем под крайним положением по меньшей мере одних салазок 102 подразумевает положение, в котором они касаются стенки 19 канала, а под внутренним положением по меньшей мере одних салазок 102 подразумевает положение, в котором они находятся на определенном расстояние от стенки 19 канала.
Технологическую операцию обеспечения безопасной эксплуатации формного цилиндра 07 предпочтительно выполняют между четвертой технологической операцией, называемой также операцией заднего размыкания, и пятой технологической операцией, называемой также операцией заднего вкладывания.
В ходе технологической операции снятия защиты формного цилиндра 07 печатной машины 01 сначала по меньшей мере одно предохранительное тело 166 предпочтительно перемещают предпочтительно в направлении, противоположном предохранительному направлению G, из положения блокирования, в котором проекция по меньшей мере одного предохранительного тела 166 в направлении натяжения Е и проекция по меньшей мере одного предохранительного упора 162 в направлении натяжения Е по меньшей мере частично перекрывают друг друга и в котором предпочтительно по меньшей мере один предохранительный упор 162 расположен в направлении натяжения Е дальше, чем по меньшей мере одно предохранительное тело 166, в положение деблокирования, в котором проекция по меньшей мере одного предохранительного тела 166 в направлении натяжения Е и проекция по меньшей мере одного предохранительного упора 162 в направлении натяжения Е не перекрывают друг друга, после чего по меньшей мере одни салазки 102 устройства для натяжения 101 формного цилиндра 07 предпочтительно перемещают в направлении, противоположном направлению натяжения Е, предпочтительно из внутреннего положения в крайнее положение.
При этом по меньшей мере одно предохранительное тело 166 предпочтительно перемещают посредством по меньшей мере одного предохранительного привода 163 в направлении, противоположном предохранительному направлению G, более предпочтительно против усилия по меньшей мере одной предохранительной пружины 164, воздействующего по меньшей мере на одно предохранительное тело 166 в предохранительном направлении G.
Технологическую операцию снятия защиты формного цилиндра 07 предпочтительно выполняют между пятой технологической операцией, называемой также операцией заднего вкладывания, и шестой технологической операцией, называемой также операцией заднего закрепления.
Позиции на чертежах
01 печатная машина, ротационная печатная машина, листовая ротационная печатная машина, листовая печатная машина;
02 печатная секция, многокрасочная печатная секция;
03 источник запечатываемого материала, самонаклад;
04 узел вывода листов;
05 -
06 передаточный цилиндр, офсетный цилиндр;
07 формный цилиндр, цилиндр с печатной формой;
08 печатный аппарат, плоскопечатный аппарат, офсетный печатный аппарат, аппарат для высокой печати, аппарат для печати со стальных гравюр;
09 запечатываемый материал, листы;
10 -
11 ось вращения формного цилиндра (07);
12 цилиндрическая часть формного цилиндра (07);
13 канал;
14 клапанный блок;
15 -
16 зазор (печатный) между передаточными (офсетными) цилиндрами;
17 цапфа формного цилиндра (07);
18 первая стенка канала (13);
19 вторая стенка канала (13);
20 -
21 переднее зажимное устройство;
22 зажимной элемент, зажимная планка (радиально-наружные, передние);
23 нажимной элемент, листовая пружина, пружинный пакет (передние);
24 позиционирующий элемент, привод для ослабления зажима, ослабляющее зажим тело, ослабляющий шланг, шланг для ослабления зажима, гидравлический цилиндр, пневмоцилиндр, электродвигатель (передние);
25 -
26 радиально-внутренний передний зажимной элемент;
27 передний зажимной зазор;
28 прижимной элемент, прижимная пружина (передние);
29 выравнивающая поверхность, поверхность (передние);
30 -
31 приводочный упор;
32 приводочный упор;
33 опорное место, место контакта базового корпуса (первое);
34 опорное место, место контакта базового корпуса (второе);
35 -
36 опорное место, место контакта базового корпуса (второе);
37 базовый корпус переднего зажимного устройства (21);
38 -
39 контактное тело, регулировочный элемент, регулировочный винт (передние), позиционирующий элемент;
40 -
41 контактное тело, регулировочный элемент, регулировочный винт (передние);
42 первая поверхность дна канала (13);
43 привод, привод для предварительного натяжения, электродвигатель, шаговый электродвигатель, пневматический привод, гидравлический привод, пьезоэлектрический привод (передние);
44 привод, привод для предварительного натяжения, электродвигатель, шаговый электродвигатель, пневматический привод, гидравлический привод, пьезоэлектрический привод (передние);
61 заднее зажимное устройство;
62 зажимной элемент, зажимная планка (радиально-наружные, задние);
63 нажимной элемент, листовая пружина, пружинный пакет (задние);
64 позиционирующий элемент, привод для ослабления зажима, ослабляющее зажим тело, ослабляющий шланг, шланг для ослабления зажима, гидравлический цилиндр, пневмоцилиндр, электродвигатель (задние);
65 -
66 зажимной элемент, зажимная планка (радиально-внутренние, задние);
67 задний зажимной зазор;
68 прижимной элемент, прижимная пружина (задние);
69 выравнивающая поверхность, поверхность (задние);
70 -
71 деталь, базовый корпус салазок (102) (задние);
72 ребро;
73 печатная форма, формная пластина, шаблонная печатная форма, флексографская печатная форма;
74 край, зона контакта, зона зажима (передние, набегающие);
75 -
76 край, зона контакта, зона зажима (задние, отстающие);
101 устройство для натяжения;
102 салазки;
103 первая опорная поверхность салазок (102);
104 привод, привод для натяжения, установочное тело, шланг для натяжения, гидравлический цилиндр, пневмоцилиндр, электродвигатель;
105 -
106 возвратный элемент, возвратная пружина, пружина;
107 опорное тело, пружина;
108 вторая поверхность дна канала (13);
109 приспособление для фиксации;
110 -
111 упорное тело;
112 регулирующий упорный элемент, упорный винт (задние);
113 упорный редуктор;
114 закрепляющий салазки элемент;
115 -
116 привод, освобождающий салазки привод;
117 первая закрепляющая салазки поверхность;
118 вторая закрепляющая салазки поверхность;
119 прижимающий салазки элемент, листовая пружина салазок, пружинный пакет салазок, листовая пружина привода (116);
120 -
121 освобождающий салазки элемент, освобождающий салазки шланг, гидравлический цилиндр, пневмоцилиндр, электродвигатель (задние);
122 опора, опорный блок регулирующего упор элемента (112);
123 упорный контакт;
124 рабочая поверхность формного цилиндра (07), цилиндрической части (12);
125 -
126 аксиальное сверленое отверстие;
127 пневматическое управление;
128 управляющая электроника;
129 управляющий резервуар;
130 -
131 позиционирующий элемент, распорный элемент, регулировочный винт (задние);
132 задняя граничная поверхность;
133 место контакта распорного элемента;
134 привод, позиционирующий привод (пневматические, гидравлические), электродвигатель;
135 -
136 обтекаемое тело, компенсационное тело;
137 обтекаемое тело, компенсационное тело;
141 привод, аксиальный привод;
142 прижимной элемент, пружина, пневматический поршень, гидравлический поршень (боковые);
143 боковой упор;
144 позиционирующий элемент, боковое позиционирующее устройство, боковой регулировочный винт;
151 приводочный отпечаток;
152 контрольный элемент, приводочная метка;
153 базовый контрольный элемент, базовая приводочная метка;
161 устройство безопасности;
162 предохранительный упор, предохранительная поверхность;
163 предохранительный привод, поршень (пневматические, электрические, гидравлические, ручные);
164 предохранительная пружина;
165 -
166 предохранительное тело, предохранительный штифт;
167 пневмоцилиндр;
168 предохранительный клапан, пневматический клапан;
169 предохранительный направляющий палец;
170 -
171 уплотнительное кольцо;
172 камера сжатия;
173 датчик положения, выключатель приближения;
174 отверстие, вентиляционное отверстие, отверстие для выпуска воздуха;
175 -
176 демпфирующий элемент;
А аксиальное направление;
В направление переднего закрепления;
С направление заднего закрепления;
D тангенциальное направление;
Е направление натяжения;
F направление закрепления салазок;
G предохранительное направление.
Реферат
Предложен способ монтажа по меньшей мере двух печатных форм по меньшей мере на двух формных цилиндрах печатной машины с точной приводкой печатных форм друг к другу, причем в зависимости от выполненного на запечатываемом материале отпечатка определяют настройки температуры печатной формы, смонтированной на формном цилиндре, цилиндрической части формного цилиндра и/или теплоносителя, взаимодействующего с данной печатной формой и/или с данным по меньшей мере одним формным цилиндром. Причем температуру данной печатной формы, данной цилиндрической части и/или данного теплоносителя изменяют в соответствии с определенными выше настройками таким образом, чтобы после изменения расположенный на данной печатной форме формирующий изображение элемент и формирующий изображение элемент, расположенный на одной из других печатных форм, находились в заданном взаимном положении по меньшей мере в аксиальном направлении, относящемся по меньшей мере к одному формному цилиндру, и/или причем печатная машина оснащена печатной секцией, передаточный цилиндр которой контактирует с несколькими формными цилиндрами, а также системой регулирования приводки. 2 н. и 35 з.п. ф-лы, 17 ил.
Формула
последующего согласования в соответствии с определенными выше настройками изменяют по меньшей мере одну температуру данной по меньшей мере одной печатной формы (73), данной по меньшей мере одной цилиндрической части (12) и/или данного по меньшей мере одного теплоносителя.
- по меньшей мере один регулировочный элемент (39; 41) по меньшей мере одного устройства для натяжения (101) выполнен в виде по меньшей мере одного переднего контактного тела (39; 41), посредством которого можно регулировать удаленность по меньшей мере одного переднего зажимного устройства (21) от первой стенки (18) по меньшей мере одного канала (13),
- по меньшей мере один регулировочный элемент (144) по меньшей мере одного устройства для натяжения (101) выполнен в виде по меньшей мере одного аксиального привода (141), посредством которого можно регулировать положение по меньшей мере одного заднего зажимного устройства (61) в аксиальном направлении (А), параллельном оси вращения (11) соответствующего формного цилиндра (07),
и/или
- по меньшей мере одно заднее зажимное устройство (61) является частью по меньшей мере одних салазок (102) по меньшей мере одного устройства для натяжения (101), причем указанные по меньшей мере одни салазки (102) расположены с возможностью перемещения вдоль пути натяжения внутри по меньшей мере одного канала (13) посредством по меньшей мере одного привода для натяжения (104) по меньшей мере к одному переднему зажимному устройству (21), и по меньшей мере один распорный элемент (131) по меньшей мере одного устройства для натяжения (101) выполнен в виде по меньшей мере одного заднего распорного элемента (131), посредством которого можно регулировать отступ по меньшей мере одного заднего зажимного устройства (61) от второй стенки (19) по меньшей мере одного канала (13).
Комментарии