Мерный валик для узла секции нанесения краски устройства для декорирования и способ декорирования емкости с помощью этого устройства - RU2775998C1
Код документа: RU2775998C1
Чертежи
Описание
Область техники
Изобретение относится, в общем, к устройствам для декорирования и способам декорирования наружных поверхностей металлических емкостей, используемых для упаковывания пищевых продуктов и напитков. В частности, изобретение предлагает новый мерный валик для узла секции нанесения краски устройства для декорирования.
Предшествующий уровень техники
Металлические емкости имеют много преимуществ по сравнению с емкостями, изготовленными из стекла или пластика. Многие потребители и дистрибьюторы предпочитают металлические емкости из-за удобства обращения с ними и небольшого веса емкостей. Поверхности металлических емкостей также оптимальны для декорирования торговыми наименованиями, товарными знаками, рисунками, информацией о продуктах и другой предпочтительной информацией для идентификации, рекламы и проведения различия между торговыми марками конкурентов. Благодаря этим и другим преимуществам по всему миру ежегодно выпускаются сотни миллиардов металлических емкостей.
Для удовлетворения мирового спроса на металлические емкости оборудование на линии производства металлических емкостей, включая сюда устройства для декорирования, должно работать на очень высоких скоростях. На некоторых производственных линиях устройства для декорирования могут декорировать 500 и более металлических емкостей в минуту. Из-за высоких скоростей линий по производству емкостей технологии или процессы, которые могут использоваться в других областях или при изготовлении емкостей из других материалов, необязательно будут пригодны для работы на высоких скоростях, которые требуются для производственных линий по изготовлению металлических емкостей. Например, установки и способы для декорирования листов или полотен бумажного и картонного материалов отличаются от устройств для декорирования, используемых для 3-мерных объектов, таких как металлические емкости. Кроме того, краски, подготавливаемые для прилипания к металлическим емкостям, имеют другие свойства по сравнению с красками, используемыми для печати на бумаге или пластиках. Соответственно, для выполнения многих операций, используемых для получения металлических емкостей и их декорирования, часто требуются специальное оборудование и технологии.
Металлические емкости часто декорируют изображением или отличительной информацией, например, торговым наименованием, товарным знаком, информацией о продуктах или рисунком, с помощью процесса литографической или офсетной печати. Различные примеры способов и установок для печати описаны в патентных документах US3960073, US4384518, US5233922, US6550389, US6899998, US9475276, US9573358, US9884478; опубликованных патентных заявках US2009/0128590, US2012/0272846, US2014/0360394, US2014/0373741, US2015/0183211, US2015/0128819, US2015/0217559, US2015/0128821, US2016/0229198, US2017/0008270, US2018/0126724; публикациях WIPO №№ WO2014/006517, WO2014/008544, WO2013/113616, WO2014/108489, и WO2014/128200, причем содержание каждого из перечисленных документов включено сюда в полном объеме посредством ссылки.
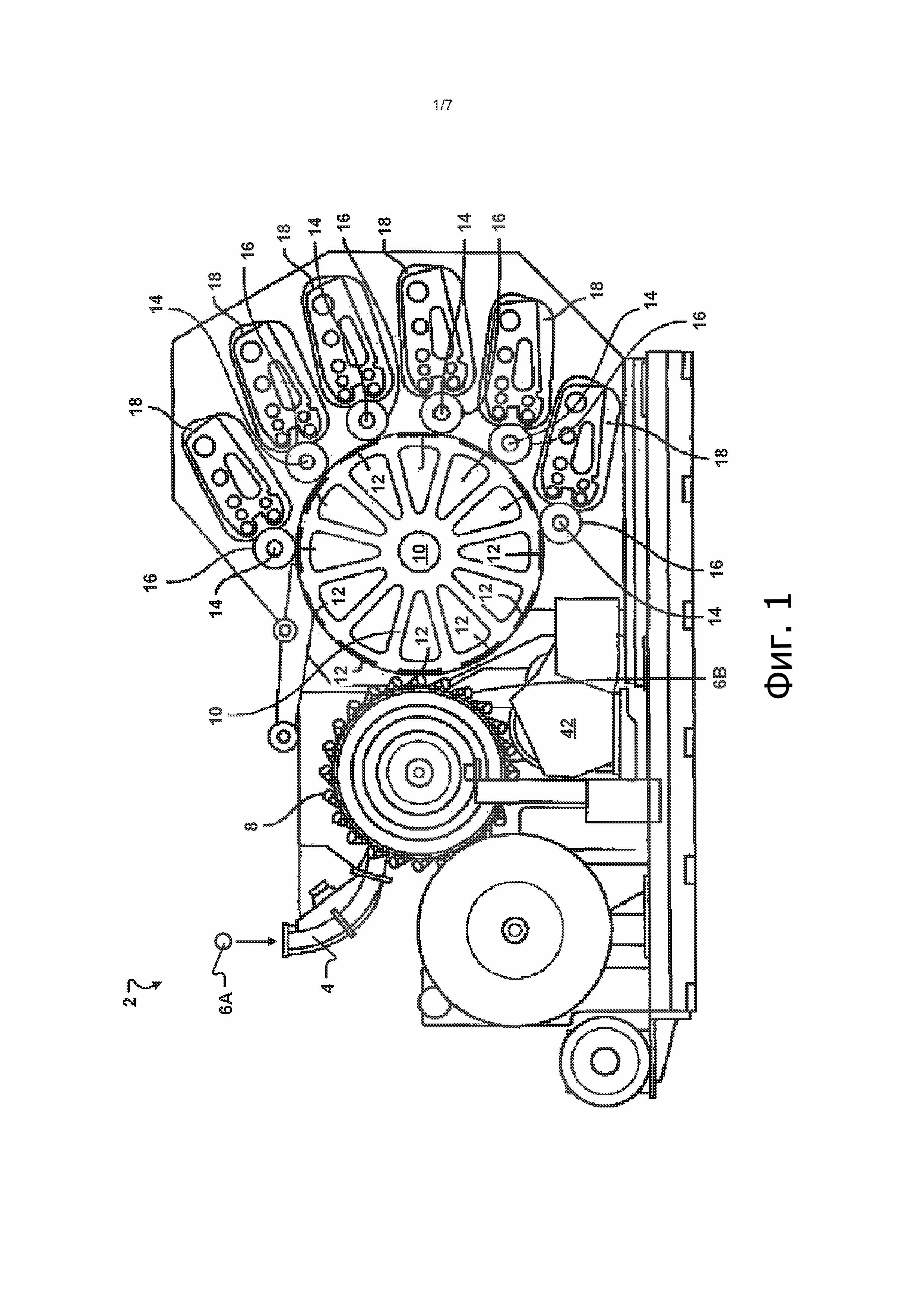
Со ссылкой на фиг. 1, в общем, показано устройство 2 для декорирования по предшествующему уровню техники. Устройство 2 для декорирования содержит загрузочный транспортер 4, который принимает недекорированные металлические емкости 6A и направляет их к опорному цилиндру 8. Опорный цилиндр имеет карманы с оправками, которые принимают металлические емкости. Расположенные на оправках металлические емкости 6 декорируют, когда они приходят в контакт с передаточной офсетной пластиной 12 на офсетном барабане или цилиндре 10. Передаточные офсетные пластины 12 переносят красочные изображения на металлические емкости 6.
Передаточные офсетные пластины 12 принимают красочное изображение с формных пластин 16, расположенных на формных цилиндрах 14. Устройство 2 для декорирования может иметь множество формных цилиндров 14, каждый из которых имеет соответствующий узел 18 нанесения краски. Например, устройства для декорирования, используемые для декорирования металлических емкостей 6, часто имеют от четырех до девяти формных цилиндров 14, каждый из которых имеет соответствующий узел нанесения краски. Каждый узел 18 нанесения краски переносит краску одного цвета на формную пластину 16 отдельного соответствующего формного цилиндра 14. Когда краска была перенесена с формной пластины 16 каждого формного цилиндра на передаточную офсетную пластину 12, на передаточной офсетной пластине 12 образуется окончательное литографическое красочное изображение. Например, если устройство 2 для декорирования включает в себя шесть формных цилиндров 14, формная пластина 16 каждого из шести формных цилиндров переносит краску на отдельную передаточную офсетную пластину для формирования литографического изображения.
После приема красочного изображения с передаточной офсетной пластины 12 декорированные металлические емкости 6B могут принимать защитное покрытие из блока 42 подачи лака. Блок 42 подачи лака может включать в себя валик для нанесения защитного покрытия на наружную поверхность металлических емкостей. Декорированные металлические емкости 6B в дальнейшем транспортируются из устройства 2 для декорирования с помощью транспортера, например, с помощью шарнирной цепи (не показана).
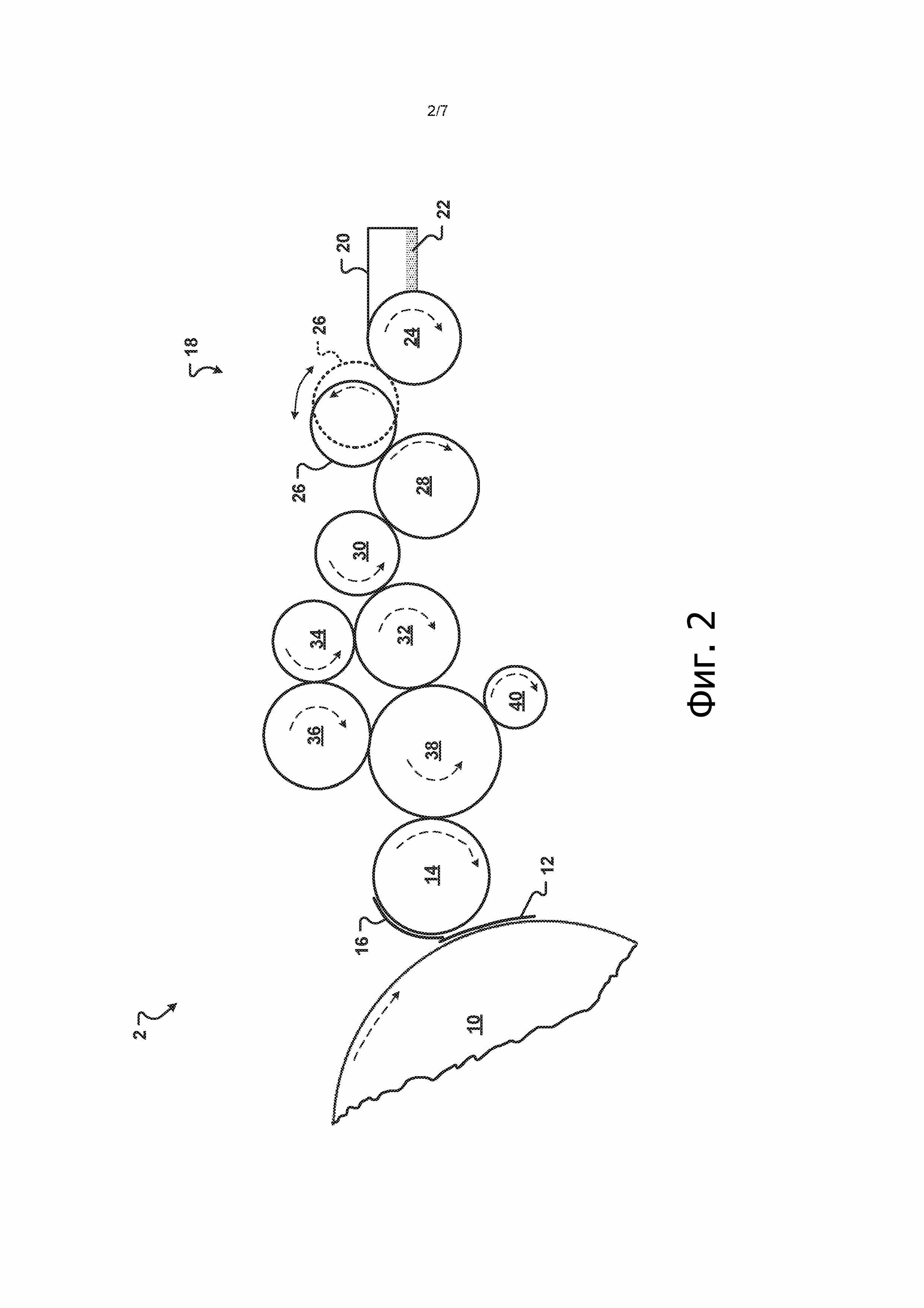
На фиг. 2 схематично показан узел 18 нанесения краски по предшествующему уровню техники. Узел 18 нанесения краски содержит некоторое количество валиков, которые переносят краску 22 из красочного резервуара 20 на формную пластину 16 на формном цилиндре 14. Формная пластина 16 в дальнейшем может переносить краску 22 на передаточную офсетную пластину 12 на офсетном цилиндре 10 устройства 2 для декорирования. Узел 18 нанесения краски содержит резервуарный или красочный валик 24, который захватывает краску 22 из красочного резервуара 20. Количество или толщина краски, захватываемой красочным валиком 24, регулируется красочными винтами или ножами (не показаны), расположенными на расстоянии друг от друга вдоль геометрической оси красочного валика.
Дукторный валик 26 принимает краску 22 с красочного валика 24. Дукторный валик 26 переносит краску на распределительный или передаточный валик 28. Передаточный валик 28 в дальнейшем переносит краску на дополнительные валики ниже по технологическому потоку. Расположенные ниже по технологическому потоку валики могут содержать второй передаточный валик 30, первый колеблющийся валик 32, третий передаточный валик 34, второй колеблющийся валик 36, накатной валик 38 и раскатной валик 40. Накатной валик 38 переносит краску на формную пластину 16 на формном цилиндре 14. Краска в дальнейшем переносится на передаточную офсетную пластину 12 в качестве красочного изображения, которое затем переносится на наружную поверхность металлической емкости 6. Количество расположенных ниже по технологическому потоку валиков и их положения и функции в устройствах для декорирования по предшествующему уровню техники могут варьироваться.
Во время эксплуатации дукторный валик 26 поворачивается или колеблется с высокой скоростью между двумя положениями, в которых дукторный валик поочередно находится в контакте с одним из валиков, к которым относятся красочный валик 24 и передаточный валик 28. Дукторный валик 26 показан пунктирной линией в первом положении в контакте с красочным валиком 24. Второе положение дукторного валика 26 показано на фиг. 2 сплошной линией. Во втором положении дукторный валик 26 находится в контакте с передаточным валиком 28. В любой момент времени дукторный валик 26 находится в контакте только с одним из валиков, к которым относятся красочный валик 24 и передаточный валик 28. Исполнительный механизм, например, пневматический цилиндр, перемещает дукторный валик 26 между первым и вторым положениями. В некоторых узлах 18 нанесения краски по предшествующему уровню техники дукторный валик 26 может перемещаться из первого положения во второе положение со скоростью от 20 до 30 раз в минуту. Примеры узлов 18 нанесения краски по предшествующему уровню техники и дукторных валиков 26 описаны в патентном документе US9475276, опубликованных патентных заявках US2014/0373741, US2015/0128819, US2017/0008270 и US2018/0126724, причем содержание каждого из перечисленных документов включено сюда в полном объеме посредством ссылки.
Колебания дукторного валика 26 могут вызывать значительные проблемы в устройстве для декорирования. Например, постоянное движение дукторного валика 26 от красочного валика 24 к передаточному валику 28 вызывает износ всех трех валиков 24, 26, 28. Подвижные части, например, подшипники, поверхности валиков и исполнительные механизмы подвергаются воздействию постоянных усилий и ударных нагрузок из-за соударения дукторного валика 26 с красочным валиком 24 и передаточным валиком 28, что ведет к износу. Повышенный износ ведет к увеличению простоя, что вызывает значительное снижение производительности и увеличение расходов на установке по производству металлических емкостей.
Дукторный валик 26 также является значительным источником тепла в узле 18 нанесения краски устройств 2 для декорирования по предыдущему уровню техники. Часть тепла образуется в результате трения, когда дукторный валик 26 контактирует с красочным валиком 24 или передаточным валиком 28. Дукторный валик 26 не приводится в движение, но выполнен с возможностью свободного вращения в результате контакта с красочным валиком 24 и передаточным валиком 28. Передаточный валик 28 приводится в движение. В некоторых устройствах 2 для декорирования по предыдущему уровню техники передаточный валик 28 вращается с частотой вращения, которая может до 50 раз превышать частоту вращения красочного валика 24. Соответственно, дукторный валик 26 значительно изменяет скорость во время каждого колебания. Дукторный валик 26 быстро ускоряется при контакте с передаточным валиком 28 и затем резко тормозится, когда дукторный валик приходит в контакт с красочным валиком 24.
Резкое ускорение дукторного валика 26, вызванное контактом с передаточным валиком 28, создает проблемы помимо нагрева и износа. Например, резкое ускорение дукторного валика 26 также может вызывать выброс капель краски с дукторного валика 26. Это известно как «пыление краски». Красочный туман вызывает увеличение расхода краски и может образовывать пятна на формной пластине, снижая качество декорирования металлической емкости. Дукторный валик 26 также может проскальзывать при контакте с передаточным валиком 28, что ведет к неравномерному течению краски через узел 18 нанесения краски и образованию дефектного декорирования металлических емкостей 6. Это также может вызывать увеличение простоев.
Тепло, генерируемое дукторным валиком 26, может изменять вязкость краски. Некоторые устройства 2 для декорирования по предыдущему уровню техники имеют возможность регулирования нагревания посредством охлаждения одного или нескольких валиков 28, 30, 38. Например, опубликованная патентная заявка US2014/0373741 описывает каналы, проходящие через три передаточных валика. Охладитель, например, вода, поступает по каналам для подержания температуры валиков. Эта система увеличивает сложность конструкции и стоимость устройств для декорирования по предыдущему уровню техники.
Время цикла (или частота) колебаний дукторного валика 26 может регулироваться для изменения количества краски 22, переносимого на формную пластину 16. Величина времени, в течение которого дукторный валик 26 остается в контакте с красочным валиком 24, известная как время выстоя, также влияет на количество краски, переносимой на формную пластину 16. Соответственно, оператор может регулировать время цикла и время выстоя для изменения количества краски, переносимого на формную пластину.
Получение приемлемого декорирования металлических емкостей 6 с помощью устройств 2 для декорирования по предыдущему уровню техники зависит от квалификации и внимательности оператора и требует значительных усилий и соответствующего опыта. В частности, для выполнения декорирования металлических емкостей для каждой партии изделий устройство 2 для декорирования подлежит наладке с целью получения нового декорирования. Наладка устройства для декорирования является задачей, которая требует квалификации и зависит от опыта оператора. Для наладки устройства для декорирования оператор должен расположить новые формные пластины 16 на каждом из формных цилиндров 14. Узлы 18 нанесения краски, связанные с каждым из формных цилиндров 14, в дальнейшем должны быть отрегулированы для переноса надлежащего количества краски 22 на соответствующие формные пластины 16. Это может включать в себя регулирование красочных винтов или красочных ножей красочных резервуаров 20 и настройку времени цикла и времени выстоя для дукторного валика 26.
К сожалению, настройка времени цикла и времени выстоя для надлежащего переноса приемлемого количества краски 22 на формные пластины 16 является затруднительной. При регулировании дукторного валика 26 операторам часто приходится действовать наугад или методом проб и ошибок, чтобы выполнить настройки времени цикла и времени выстоя, которые позволяют обеспечить приемлемый перенос краски на формную пластину. Если время выстоя слишком большое, во время контакта с красочным валиком 24 на дукторном валике 26 может накапливаться излишнее количество краски. Излишнее количество краски в дальнейшем может разбрызгиваться с дукторного валика, когда дукторный валик ударяется об передаточный валик 28, и когда дукторный валик быстро ускоряется при контакте с передаточным валиком.
Другая проблема возникает в случае, когда происходит перемещение дукторного валика 26 от красочного валика 24 к передаточному валику 28, в то время как накатной валик 38 переносит краску 22 на формную пластину 16. Когда дукторный валик 26 контактирует с передаточным валиком 28, дукторный валик 26 прикладывает усилие к передаточному валику 28. Указанное усилие может передаваться формной пластине 16 в виде вибраций через валики 30–38, расположенные ниже передаточного валика 28 по технологическому потоку. Это явление известно, как «дукторный удар». Если время цикла дукторного валика 26 отрегулировано ненадлежащим образом, формная пластина 16 будет контактировать с накатным валиком 38, когда дукторный валик 26 ударяется об передаточный валик 28. Конечный дукторный удар может вызывать ненадлежащее наложение краски 22 на изображение, образуемое на формной пластине 16, и снижать качество декорирования, выполняемого с помощью формной пластины.
В устройствах 2 для декорирования существует небольшое постоянство между периодами времени выстоя и времени цикла дукторных валиков 26. Операторы имеют склонность настраивать время цикла и время выстоя на основании собственных предпочтений. Отсутствие постоянства может создавать проблемы, когда операторы настраивают устройство для декорирования для партии изделий.
Эти и другие проблемы снижают эффективность устройств 2 для декорирования по предыдущему уровню техники и впустую расходуют производственное время. Поскольку некоторые линии по производству металлических емкостей могут обеспечивать печать более 15 различных декоративных изображений ежедневно, устройство 2 для декорирования может выводиться из эксплуатации на многие часы ежедневно во время наладки и калибровки для подготовки устройства для декорирования к печатанию различных декоративных изображений. С учетом высоких рабочих скоростей, с которыми обычно эксплуатируются линии по производству металлических емкостей, это ведет к значительному простою и снижению производительности.
Кроме того, перемещение и тепло, генерируемое дукторным валиком 26 и трением, вызванным контактом дукторного валика с передаточным валиком 28 и красочным валиком 24, могут приводить к значительному простою устройства для декорирования из-за обслуживания и замены деталей. Кроме того, в 2018 г. заявитель потратил 180000 долларов только на детали и обслуживание дукторных валиков 26 устройств для декорирования.
Нагрев и вибрации, вызванные перемещением и трением дукторного валика, также могут вызывать проблемы во время промышленного производства. Например, если узел нанесения краски устройства для декорирования по предшествующему уровню техники настроен в начале производственного цикла, тепло, генерируемое трением дукторного валика и вибрациями дукторного валика, может изменять передачу краски на формную пластину и офсетную пластину. В частности, варьирование температур компонентов узлов нанесения краски по предшествующему уровню техники может отрицательно влиять на перенос краски с помощью узла нанесения краски.
Из-за этих и других ограничений существующих узлов нанесения краски устройств для декорирования, используемых для декорирования металлических емкостей, существует необходимость в узле нанесения краски, который можно более легко эксплуатировать и регулировать и который генерирует меньше тепла и отходов, требует меньшего времени на управление оператором и менее чувствителен к ошибке оператора, чем узлы нанесения краски по предшествующему уровню техники, без снижения производительности или ухудшения качества изображения в высокоскоростной системе производства металлических емкостей.
Раскрытие изобретения
Один аспект изобретения состоит в новом мерном валике для узла нанесения краски устройства для декорирования, выполненного с возможностью декорирования наружных поверхностей металлических емкостей. Узел нанесения краски содержит красочный валик, выполненный с возможностью приема краски из красочного резервуара. Красочный резервуар содержит красочные ножи для регулирования толщины и объема краски, принимаемой красочным валиком. Мерный валик расположен ниже красочного валика по технологическому потоку для выборочного приема краски с красочного валика. Ниже мерного валика по технологическому потоку расположен передаточный валик для выборочного приема краски с мерного валика.
Регулировочный механизм приспособлен для перемещения мерного валика из первого положения переноса краски во второе положение выстоя. В первом положении переноса краски мерный валик находится в контакте с передаточным валиком и переносит краску на передаточный валик. Однако мерный валик находится на удалении на первом расстоянии от красочного валика. Первое расстояние образует зазор под краску между мерным валиком и красочным валиком. Первое расстояние не превышает толщину краски на красочном валике. Соответственно, несмотря на то, что мерный валик не находится в контакте с красочным валиком, когда он расположен в первом положении переноса краски, красочный валик принимает краску с красочного валика. Таким образом, когда устройство для декорирования выполняет декорирование металлических емкостей, мерный валик остается в первом положении переноса краски в контакте с передаточным валиком, но не контактирует с красочным валиком.
Когда устройство для декорирования не выполняет декорирование металлических емкостей, регулировочный механизм способен перемещать мерный валик во второе положение выстоя. Во втором положении выстоя мерный валик расположен на удалении от красочного валика на втором расстоянии, которое превышает первое расстояние. Второе расстояние больше толщины краски на красочном валике. Соответственно, во втором положении выстоя мерный валик не принимает краску с красочного валика и не переносит краску на передаточный валик.
В варианте выполнения мерный валик также расположен на расстоянии от передаточного валика, когда он находится во втором положении выстоя. Соответственно, в варианте выполнения во втором положении выстоя мерный валик не находится в контакте или не переносит краску на передаточный валик.
Другой аспект изобретения представляет собой узел нанесения краски, который содержит приводной элемент, приспособленный для вращения красочного валика с предварительно заданной частотой вращения, которая может варьироваться. Частота вращения красочного валика не влияет на частоту вращения мерного валика, расположенного ниже красочного валика по технологическому потоку, и не зависит от этой частоты вращения. Приводной элемент способен изменять частоту вращения красочного валика для изменения количества краски, переносимого на мерный валик.
В варианте выполнения частота вращения красочного валика непосредственно связана с количеством краски, переносимым на мерный валик. Например, когда первый элемент вращает красочный валик с первой частотой вращения, первое количество краски может переноситься на мерный валик в предварительно заданный период времени.
Приводной элемент также может вращать красочный валик со второй частотой вращения, которая превышает первую частоту вращения. Когда приводной элемент вращает красочный валик со второй частотой вращения, второе количество краски, превышающее первое количество краски, может переноситься на мерный валик в предварительно заданный период времени.
Один аспект изобретения представляет собой узел нанесения краски для устройства для декорирования. Узел нанесения краски, в общем, содержит красочный валик, мерный валик и передаточный валик. Первый приводной элемент приспособлен для вращения красочного валика с первой предварительно заданной частотой вращения, которая может варьироваться. При необходимости, узел нанесения краски содержит второй приводной элемент, который связан с передаточным валиком. Второй приводной элемент способен вращать передаточный валик со второй частотой вращения. Вторая частота вращения может быть по меньшей мере равна первой частоте вращения. В варианте выполнения вторая частота вращения превышает первую частоту вращения. В другом варианте выполнения вторая частота вращения может быть меньше первой частоты вращения.
При необходимости, узел нанесения краски также может содержать регулировочный механизм. Регулировочный механизм узла нанесения краски может перемещать мерный валик из первого положения переноса краски во второе положение выстоя. В варианте выполнения мерный валик выполнен с возможностью свободного вращения вокруг геометрической оси. При необходимости, геометрическая ось может определяться осью. В первом положении переноса краски мерный валик находится в контакте с передаточным валиком и воспринимает вращательное усилие от передаточного валика. В варианте выполнения мерный валик не находится в контакте или не воспринимает вращательное усилие от красочного валика.
Другой аспект изобретения представляет собой энергонезависимый машиночитаемый носитель, включающий в себя инструкции, приспособленные для того, чтобы процессор системы управления автоматически регулировал компоненты узла нанесения краски устройства для декорирования согласно варианту осуществления изобретения. Инструкции включают в себя инструкции, которые побуждают процессор к выполнению одного или более из следующих действий: (1) получение информации от датчика, относящейся к металлической емкости, декорируемой устройством для декорирования; (2) определение, является ли декорирование приемлемым или дефектным; (3) если декорирование является дефектным, инструкции побуждают процессор определять, можно ли отрегулировать компонент узла нанесения краски для исправления дефекта; и (4) направление сигнала для изменения настройки одного или более компонентов узла нанесения краски для изменения количества краски, переносимого на следующие металлические емкости.
Система управления может направлять сигнал по меньшей мере одному из компонентов, к которым относятся исполнительный механизм, связанный с красочным ножом, первый приводной элемент, регулировочный механизм и второй приводной элемент узла нанесения краски. Сигнал может вынуждать исполнительный механизм изменять положение красочного ножа относительно красочного валика. Первый приводной элемент может изменять частоту вращения красочного валика в ответ на получение сигнала от системы управления. Сходным образом, второй приводной элемент может изменять частоту вращения по меньшей мере одного из валиков, к которым относятся передаточный валик и мерный валик, в ответ на сигнал, направляемый от системы управления. При необходимости, система управления может направлять сигнал регулировочному механизму для изменения расстояния между мерным валиком и красочным валиком.
Один аспект изобретения представляет собой узел нанесения краски для устройства для декорирования, выполненный с возможностью декорирования наружной поверхности металлической емкости. Узел нанесения краски содержит: (1) красочный резервуар для обеспечения подачи краски; (2) красочный валик для приема краски из красочного резервуара; (3) первый приводной элемент, приспособленный для вращения красочного валика с предварительно заданной частотой вращения; (4) мерный валик с первым положением переноса краски для приема краски с красочного валика и вторым положением выстоя, в котором мерный валик не принимает краску с красочного валика; и (5) передаточный валик, расположенный ниже мерного валика по технологическому потоку.
В первом положении переноса краски мерный валик расположен на первом расстоянии от красочного валика. Первое расстояние не превышает толщину краски на красочном валике.
В варианте выполнения первое расстояние составляет по меньшей мере приблизительно 0,002 дюйма. Первое расстояние может быть меньше приблизительно 0,045 дюйма. Соответственно, первое расстояние может составлять от приблизительно 0,002 дюйма до приблизительно 0,045 дюйма.
Кроме того, в варианте выполнения мерный валик находится в постоянном контакте с передаточным валиком и переносит краску на передаточный валик в первом положении переноса краски. Когда устройство для декорирования выполняет декорирование металлических емкостей, мерный валик может оставаться в первом положении переноса краски в контакте с передаточным валиком, но не с красочным валиком. В частности, мерный валик не находится в контакте с красочным валиком, когда мерный валик находится или в первом положении переноса краски, или когда мерный валик находится во втором положении выстоя. Однако мерный валик остается в первом положении переноса краски для постоянного контакта с передаточным валиком, когда устройство для декорирования выполняет декорирование металлических емкостей.
Во втором положении выстоя мерный валик расположен на втором расстоянии от красочного валика, причем второе расстояние больше первого расстояния. В варианте выполнения второе расстояние по меньшей мере больше толщины краски на красочном валике.
При необходимости, второе расстояние может составлять по меньшей мере приблизительно 0,045 дюйма или по меньшей мере приблизительно 0,090 дюйма. В другом варианте выполнения второе расстояние меньше приблизительно 0,3 дюйма или составляет от приблизительно 0,045 дюйма до приблизительно 0,3 дюйма.
Кроме того, в варианте выполнения мерный валик расположен на заданном третьем расстоянии от передаточного валика во втором положении выстоя. Соответственно, в варианте выполнения мерный валик не контактирует с передаточным валиком во втором положении выстоя.
При необходимости, третье расстояние может быть больше приблизительно 0,03 дюйма. В варианте выполнения третье расстояние меньше приблизительно 0,1 дюйма. В частности, третье расстояние составляет от приблизительно 0,03 дюйма до приблизительно 0,1 дюйма.
Как вариант, в другом варианте выполнения ось мерного валика расположена на фиксированном расстоянии от оси передаточного валика. Соответственно, мерный валик находится в контакте с передаточным валиком, как в первом положении переноса краски, так и во втором положении выстоя.
Узел нанесения краски также содержит дополнительный регулировочный механизм, связанный с мерным валиком. Регулировочный механизм выполнен с возможностью перемещения мерного валика из первого положения переноса краски во второе положение выстоя.
В варианте выполнения регулировочный механизм взаимно соединен с осью мерного валика. Соответственно, в варианте выполнения регулировочный механизм перемещает ось мерного валика в сторону от оси красочного валика с целью перемещения мерного валика из первого положения переноса краски во второе положение выстоя. Ось мерного валика приблизительно параллельна оси красочного валика и оси передаточного валика.
Ось красочного валика и ось передаточного валика определяют первую плоскость. В варианте выполнения регулировочный механизм может перемещать ось мерного валика поперек первой плоскости. При необходимости, регулировочный механизм может перемещать ось мерного валика приблизительно перпендикулярно относительно первой плоскости.
В варианте выполнения регулировочный механизм перемещает ось мерного валика в сторону от первой плоскости при перемещении мерного валика во второе положение выстоя. Кроме того, или как вариант, регулировочный механизм может перемещать ось мерного валика к первой плоскости при перемещении мерного валика в первое положение переноса краски.
При необходимости, регулировочный механизм перемещает ось мерного валика в сторону от оси передаточного валика для перемещения мерного валика из первого положения переноса краски во второе положение выстоя. Как вариант, в другом варианте выполнения расстояние между осью мерного валика и осью передаточного валика не изменяется, когда регулировочный механизм перемещает мерный валик из первого положения переноса краски во второе положение выстоя. В варианте выполнения регулировочный механизм вращает мерный валик вокруг оси передаточного валика при перемещении мерного валика между первым положением переноса краски и вторым положением выстоя.
При необходимости, узел нанесения краски содержит множество красочных ножей. Красочные ножи выполнены с возможностью регулирования количества краски, принимаемой красочным валиком, так что толщина краски на красочном валике является регулируемой.
В варианте выполнения красочные ножи могут быть настроены так, чтобы толщина краски на красочном валике была меньше приблизительно 0,040 дюйма или меньше приблизительно 0,033 дюйма. В варианте выполнения красочные ножи могут регулироваться для контакта с красочным валиком. Соответственно, толщина краски на красочном валике может регулироваться до толщины от приблизительно 0,0 дюйма до приблизительно 0,040 дюйма посредством изменения положения красочных ножей относительно красочного валика.
В варианте выполнения узел нанесения краски также содержит первый приводной элемент, приспособленный для вращения красочного валика с первой предварительно заданной частотой вращения. Благодаря приведению в действие первого приводного элемента для увеличения частоты вращения красочного валика, когда мерный валик находится в первом положении переноса краски, объем краски, переносимый на мерный валик, может увеличиваться. Сходным образом уменьшение первой предварительно заданной частоты вращения красочного валика может уменьшать объем краски, переносимый на мерный валик.
В варианте выполнения первый приводной элемент выполнен с возможностью вращения красочного валика только когда мерный валик находится в первом положении переноса краски. Соответственно, первый приводной элемент не вращает красочный валик, когда мерный валик находится во втором положении выстоя.
При необходимости, узел нанесения краски также содержит второй приводной элемент. Второй приводной элемент приспособлен для вращения передаточного валика со второй предварительно заданной частотой вращения. Вторая предварительно заданная частота вращения может быть меньше, равна или больше первой предварительно заданной частоты вращения красочного валика.
В варианте выполнения второй приводной элемент выполнен с возможностью вращения передаточного валика только когда мерный валик находится в первом положении переноса краски. Соответственно, второй приводной элемент не вращает передаточный валик, когда мерный валик находится во втором положении выстоя.
В варианте выполнения мерный валик выполнен с возможностью вращения в ответ на усилие, воспринимаемое от передаточного валика, когда мерный валик находится в первом положении переноса краски. Дополнительно или как вариант, в другом варианте выполнения второй приводной элемент приспособлен для вращения мерного валика с частотой вращения, которая по меньшей мере равна или больше частоты вращения красочного валика.
При необходимости, передаточный валик выполнен с возможностью вращения в первом направлении. Передаточный валик может приводить мерный валик во вращение во втором направлении, противоположном первому направлению.
В варианте выполнения красочный валик выполнен с возможностью вращения в первом направлении. Соответственно, в первом варианте выполнения мерный валик вращается в направлении, которое является противоположным направлению вращения красочного валика. В частности, красочный валик вращается в первом направлении, в то время как мерный валик вращается во втором направлении.
В ином случае в другом варианте выполнения красочный валик выполнен с возможностью вращения во втором направлении. Соответственно, в варианте выполнения мерный валик вращается в направлении, которое является таким же, как и направление вращения красочного валика. В частности, мерный валик и красочный валик могут вращаться во втором направлении.
В варианте выполнения устройство для декорирования содержит формную пластину, расположенную на формном цилиндре. Формная пластина выполнена с возможностью переноса краски на передаточную офсетную пластину, расположенную на офсетном цилиндре устройства для декорирования.
В варианте выполнения узел нанесения краски также содержит по меньшей мере один промежуточный валик, расположенный ниже передаточного валика по технологическому потоку. Промежуточный валик выполнен с возможностью переноса краски с передаточного валика на формную пластину. Промежуточный валик находится в контакте с передаточным валиком и формным цилиндром.
При необходимости, в другом варианте выполнения узел нанесения краски содержит множество промежуточных валиков между передаточным валиком и формным цилиндром. В варианте выполнения множество промежуточных валиков может содержать по меньшей мере один из валиков, к которым относятся второй передаточный валик, третий передаточный валик, первый колеблющийся валик, второй колеблющийся валик, накатной валик и раскатной валик. По меньшей мере один из множества промежуточных валиков выполнен с возможностью контакта с передаточным валиком. Кроме того, по меньшей мере один из множества промежуточных валиков выполнен с возможностью контакта с формной пластиной. Формная пластина может переносить краску на передаточную офсетную пластину. Передаточная офсетная пластина в дальнейшем может переносить краску на металлическую емкость для декорирования краской наружной поверхности металлической емкости.
Другой аспект изобретения состоит в том, чтобы создать способ декорирования наружной поверхности емкости с помощью узла нанесения краски устройства для декорирования, включающий в себя этапы, на которых: (1) обеспечивают наличие красочного резервуара с подачей краски; (2) обеспечивают наличие красочного валика для приема краски из красочного резервуара; (3) обеспечивают наличие мерного валика, расположенного ниже красочного валика по технологическому потоку; (4) обеспечивают наличие регулировочного механизма, приспособленного для перемещения мерного валика из первого положения переноса краски во второе положение выстоя; (5) обеспечивают наличие передаточного валика, расположенного ниже мерного валика по технологическому потоку; (6) обеспечивают наличие формного цилиндра с формной пластиной, расположенного ниже передаточного валика по технологическому потоку; (7) перемещают мерный валик в первое положение переноса краски с помощью регулировочного механизма так, что мерный валик принимает краску с красочного валика и переносит краску на передаточный валик; (8) переносят краску с передаточного валика на формную пластину; (9) переносят краску с формной пластины на передаточную офсетную пластину, прикрепленную к офсетному барабану устройства для декорирования; и (10) переносят краску с передаточной офсетной пластины на наружную поверхность емкости.
В первом положении переноса краски мерный валик расположен на первом расстоянии от красочного валика. Первое расстояние не превышает толщину краски на красочном валике.
В варианте выполнения толщина краски на красочном валике составляет от приблизительно 0,0 дюйма до приблизительно 0,040 дюйма. Соответственно, первое расстояние может составлять от приблизительно 0,01 дюйма до приблизительно 0,40 дюйма. Первое расстояние ограничивает первый зазор под краску.
Во втором положении выстоя мерный валик расположен на втором расстоянии от красочного валика. Второе расстояние больше первого расстояния.
Второе расстояние больше толщины краски на красочном валике. В варианте выполнения второе расстояние больше приблизительно 0,033 дюйма или больше приблизительно 0,040 дюйма. Например, второе расстояние может составлять от приблизительно 0,033 дюйма до приблизительно 0,3 дюйма.
Когда мерный валик находится в первом положении переноса краски, мерный валик находится в постоянном контакте с передаточным валиком. В варианте выполнения мерный валик и передаточный валик расположены на фиксированном расстоянии. Соответственно, мерный валик находится в контакте с передаточным валиком, как в первом положении переноса краски, так и во втором положении выстоя.
В ином случае в другом варианте выполнения положение мерного валика относительно передаточного валика является регулируемым. Соответственно, в варианте выполнения мерный валик расположен на предварительно заданном третьем расстоянии от передаточного валика во втором положении выстоя так, что мерный валик не контактирует с передаточным валиком.
В варианте выполнения способ также включает в себя этап, на котором прекращают вращение красочного валика, когда мерный валик находится во втором положении выстоя. При необходимости, способ может включать в себя этап, на котором прекращают вращение передаточного валика, когда мерный валик находится во втором положении выстоя.
При необходимости, способ может включать в себя этап, на котором приводят в действие регулировочный механизм для перемещения мерного валика из первого положения переноса краски во второе положение выстоя. Таким образом, перенос краски на формную пластину может прерываться.
В варианте выполнения регулировочный механизм перемещает ось мерного валика от оси красочного валика для перемещения мерного валика из первого положения переноса краски во второе положение выстоя. При необходимости, регулировочный механизм перемещает ось мерного валика в сторону от оси передаточного валика для перемещения мерного валика из первого положения переноса краски во второе положение выстоя. В ином случае в другом варианте выполнения расстояние между осью мерного валика и осью передаточного валика не изменяется, когда регулировочный механизм перемещает мерный валик из первого положения переноса краски во второе положение выстоя.
Ось красочного валика и ось передаточного валика определяют первую плоскость. В варианте выполнения регулировочный механизм перемещает ось мерного валика поперек первой плоскости при перемещении мерного валика из первого положения переноса краски во второе положение выстоя.
Кроме того, или как вариант, способ также может включать в себя этап, на котором увеличивают частоту вращения красочного валика для увеличения объема краски, переносимого на формную пластину. Как вариант, способ может включать в себя этап, на котором уменьшают частоту вращения красочного валика для уменьшения объема краски, переносимого на формную пластину.
При необходимости, красочный валик может вращаться с большей частотой вращения, чем частота вращения мерного валика. В другом варианте выполнения частота вращения красочного валика меньше частоты вращения мерного валика.
Способ также может включать в себя этап, на котором вращают передаточный валик в первом направлении. В варианте выполнения мерный валик вращается в ответ на контакт с передаточным валиком. Соответственно, мерный валик может вращаться во втором направлении, противоположном первому направлению.
Способ может включать в себя этап, на котором вращают красочный валик в первом направлении. Соответственно, красочный валик может вращаться в первом направлении, в то время как мерный валик вращается во втором направлении.
В другом варианте выполнения способ включает в себя этап, на котором вращают красочный валик во втором направлении. Соответственно, как красочный валик, так и мерный валик могут вращаться во втором направлении.
При необходимости, способ также включает в себя этап, на котором перемещают красочный нож относительно красочного валика. Таким образом, толщина краски на участке красочного валика может регулироваться. В варианте выполнения красочный нож может находиться на расстоянии до приблизительно 0,045 дюйма от поверхности красочного валика. Таким образом, толщина краски на красочном валике может составлять до 0,045 дюйма. Соответственно, в варианте выполнения, когда мерный валик находится во втором положении выстоя, второе расстояние между мерным валиком и красочным валиком составляет больше приблизительно 0,045 дюйма.
В варианте выполнения перенос краски с передаточного валика на формную пластину включает в себя перенос краски с передаточного валика на промежуточный валик. Промежуточный валик расположен между передаточным валиком и формным цилиндром. При необходимости, узел нанесения краски может содержать промежуточные валики, расположенные между передаточным валиком и формным цилиндром.
Способ также может включать в себя этап, на котором собирают данные о декорировании, выполненном на наружной поверхности металлической емкости, с помощью датчика. Система управления может определять, является ли декорирование дефектным, используя данные, полученные от датчика. Если декорирование является дефектным, система управления может направлять сигнал узлу нанесения краски для изменения количества краски, переносимого на формную пластину.
В варианте выполнения система управления может определять, когда плотность краски декорирования является недостаточной. В ответ система управления может направлять сигнал узлу нанесения краски для увеличения количества краски, переносимого на формную пластину. Сигнал может вынуждать первый привод увеличивать частоту вращения красочного валика так, чтобы красочный валик мог переносить увеличенное количество краски на мерный валик. Кроме того, или дополнительно, сигнал может вынуждать регулировочный механизм перемещать мерный валик ближе к красочному валику так, чтобы мерный валик собирал больше краски с красочного валика. В варианте выполнения сигнал может вынуждать исполнительный механизм, связанный с красочным винтом красочного резервуара, перемещаться от красочного валика так, чтобы толщина каски на красочном валике увеличивалась.
Как вариант, система управления может определять, что плотность краски декорирования является излишней. В ответ система управления может направлять сигнал узлу нанесения краски для уменьшения количества краски, переносимого на формную пластину. Сигнал может вынуждать первый привод уменьшать частоту вращения красочного валика так, чтобы красочный валик переносил уменьшенное количество краски на мерный валик. Кроме того, или как вариант, сигнал может вынуждать регулировочный механизм перемещать мерный валик в сторону от красочного валика так, что мерный валик собирает меньше краски с красочного валика. В варианте выполнения сигнал может вынуждать исполнительный механизм, связанный с красочным винтом красочного резервуара, перемещаться ближе к красочному валику так, что толщина краски на красочном валике уменьшается.
Еще один аспект изобретения состоит в том, чтобы создать мерный валик, используемый в узле нанесения краски устройства для декорирования, для выборочного переноса краски между красочным валиком и передаточным валиком, чтобы декорировать наружную поверхность металлической емкости в установке для декорирования емкостей. Мерный валик, в общем, содержит без ограничения: (1) цилиндрический корпус с наружной поверхностью, приспособленной для приема краски с красочного валика и переноса краски на передаточный валик; (2) ось, проходящую через цилиндрический корпус, которая поддерживается на первом конце и/или втором конце; и (3) регулировочный механизм, функционально соединенный с осью, причем регулировочный механизм приспособлен для перемещения мерного валика из первого положения переноса краски, в котором мерный валик находится в контакте с передаточным валиком, расположенным ниже мерного валика по технологическому потоку, во второе положение выстоя, в котором мерный валик не находится в контакте с передаточным валиком. В первом положении переноса краски мерный валик способен принимать краску с красочного валика и в дальнейшем передавать краску передаточному валику.
Цилиндрический корпус выполнен с возможностью вращения вокруг оси. В частности, в варианте выполнения мерный валик вращается в ответ на усилие, воспринимаемое в результате контакта с передаточным валиком, когда мерный валик находится в первом положении переноса краски. Кроме того, или как вариант, мерный валик способен приводиться в движение вторым приводным узлом.
Во время эксплуатации мерный валик расположен в первом положении переноса краски с наружной поверхностью, находящейся на первом расстоянии от красочного валика. В первом положении переноса краски наружная поверхность мерного валика находится в контакте с передаточным валиком.
Первое расстояние ограничивается первым зазором между наружной поверхностью мерного валика и наружной поверхностью красочного валика. Первое расстояние может составлять от приблизительно 0,002 дюйма до приблизительно 0,05 дюйма.
При необходимости, первое расстояние может регулироваться во время эксплуатации устройства для декорирования с целью изменения количества краски, переносимого с красочного валика на мерный валик. В частности, регулировочный механизм может перемещать мерный валик ближе к красочному валику, когда мерный валик находится в первом положении переноса краски. Таким образом, количество краски, принимаемое мерным валиком с красочного валика, может увеличиваться. Как вариант, регулировочный механизм может перемещать мерный валик дальше от красочного валика для уменьшения количества краски, которое мерный валик принимает с красочного валика в первом положении переноса краски.
Регулировочный механизм может перемещать мерный валик во второе положение выстоя для прерывания переноса краски на передаточный валик. Во втором положении выстоя наружная поверхность мерного валика находится на втором расстоянии от красочного валика, причем второе расстояние больше первого расстояния.
Второе расстояние ограничивается вторым зазором между наружной поверхностью мерного валика и наружной поверхностью красочного валика. В варианте выполнения второе расстояние больше толщины краски на красочном валике. Второе расстояние может быть больше приблизительно 0,040 дюйма или больше приблизительно 0,045 дюйма. При необходимости, второе расстояние составляет по меньшей мере приблизительно 0,090 дюйма. В варианте выполнения второе расстояние составляет от приблизительно 0,040 дюйма до приблизительно 0,30 дюйма.
В варианте выполнения регулировочный механизм перемещает ось мерного валика в сторону от оси красочного валика для перемещения мерного валика из первого положения переноса краски во второе положение выстоя. В другом варианте выполнения регулировочный механизм перемещает ось мерного валика в сторону от оси передаточного валика, когда регулировочный механизм перемещает мерный валик из первого положения переноса краски во второе положение выстоя.
Наружная поверхность цилиндрического корпуса содержит один или более материалов из числа материалов, к которым относятся резина, пластик, керамика и металл, например, сталь. В варианте выполнения наружная поверхность цилиндрического корпуса может иметь канавки, насечки или гравировку поперечными штрихами. Наружная поверхность также может содержать ячейки для приема краски с красочного валика. Как вариант, наружная поверхность цилиндрического корпуса может быть, по существу, гладкой.
Эти и другие преимущества станут понятными из приведенного описания. Вышеописанные варианты выполнения, задачи и компоновки не являются ни полными, ни исчерпывающими. Изобретение представлено с различными уровнями детализации в разделе «Раскрытие изобретения», а также на чертежах и в разделе «Варианты осуществления изобретения», причем не подразумеваются никакие ограничения в отношении объема изобретения ни посредством включения, ни посредством невключения элементов, компонентов и т.д. в раздел «Раскрытие изобретения». Дополнительные аспекты изобретения станут более понятными из раздела «Варианты осуществления изобретения», в частности, со ссылками на чертежи.
Следует иметь в виду, что могут возможны другие варианты осуществления, использующие по отдельности и в комбинации одну или более особенностей, упомянутых выше или описанных далее. Кроме того, раздел «Раскрытие изобретения» не следует рассматривать как представляющий в полной мере и объеме изобретение. Следует иметь ввиду, что возможны другие варианты осуществления, использующие по отдельности и в комбинации одну или более особенностей, упомянутых выше или описанных далее. Например, предполагается, что различные особенности и элементы, показанные и/или описанные применительно к варианту осуществления или фигуре, могут комбинироваться или заменяться особенностями или элементами из других вариантов осуществления или фигур независимо от того, показаны и описаны такая комбинация или замена в настоящем документе или нет.
Несмотря на то, что емкость, в общем, именуются в настоящем документе как «металлическая емкость», «емкость для напитков», «банка» и «контейнер», следует понимать, что изобретение может использоваться для декорирования емкостей любого размера или формы, включая сюда без ограничения банки для напитков, бутылки для напитков и емкости для аэрозолей. Соответственно, подразумевается, что понятие «емкость» относится к емкостям любого типа и формы для любого продукта и особо не ограничивается до емкости для напитков, например, для безалкогольных напитков, или банки для пива. Емкости также могут быть в любом состоянии изготовления и могут изготавливаться посредством вытяжки с утонением или штамповки ударным выдавливанием. Таким образом, изобретение может использоваться для декорирования «чашки», которая в дальнейшем формуется в готовую емкость, «преформы бутылки», которая в дальнейшем формуется в металлическую бутылку, или «трубки», которая формуется в корпус емкости для аэрозоля.
Понятия «металл» или «металлический», используемые в настоящем документе, относятся к любому металлическому материалу, который может использоваться для формирования емкости, включая сюда без исключения алюминий, сталь, олово и любую их комбинацию. Однако следует иметь в виду, что устройство и способ согласно изобретению могут использоваться в различных формах и вариантах выполнения для декорирования емкостей, образованных из любого материала, включая сюда бумагу, пластик и стекло.
Используемые здесь выражения «по меньшей мере один», «один или более», «или» и «и/или» являются открытыми выражениями, которые при использовании являются как конъюнктивными, так и дизъюнктивными. Например, каждое из выражений «по меньшей мере один из A, B и C», «по меньшей мере один из A, B или C», «один или более из A, B и C», «один или более из A, B или C» и «A, B и/или C» означает только A, только B, только C, A и B вместе, A и C вместе, B и C вместе или A, B и C вместе.
Если не указано иначе, все числа, выражающие количества, размеры, состояния, отношения, диапазоны и т.д., используемые в описании и формуле изобретения, следует понимать, как модифицируемые во всех случаях с помощью понятия «примерно» или «приблизительно». Соответственно, если не указано иначе, все числа, выражающие количества, размеры, состояния, отношения, диапазоны и т.д., используемые в описании и формуле изобретения, могут быть увеличены или уменьшены приблизительно на 5% для достижения удовлетворительных результатов. Кроме того, все диапазоны, описанные в документе, могут быть уменьшены до любого поддиапазона или части диапазона, или до любой величины в пределах диапазона без отклонения от изобретения.
Слово в единственном числе, используемое здесь с каким-либо объектом, относится к одному или более таким объектам. По существу, слово в единственном числе, понятия «один или более» и «по меньшей мере один» могут использоваться здесь на равных основаниях.
Использование здесь понятий «включающий в себя», «содержащий» или «имеющий» и их вариантов означает, что они относятся к перечисленным далее элементам и их эквивалентам, а также к дополнительным элементам. Соответственно, понятия «включающий в себя», «содержащий» или «имеющий» и их варианты могут использоваться здесь на равных основаниях.
Следует понимать, что используемое здесь понятие «средство» имеет самое широкое возможное толкование согласно 35 U.S.C., раздел 112(f). Соответственно, пункт, содержащий понятие «средство», распространяется на все структуры, материалы или действия, указанные в настоящем документе, и все их эквиваленты. Кроме того, структуры, материалы или действия и их эквиваленты должны включать в себя структуры, материалы или действия и их эквиваленты, описанные в самих разделах «Раскрытие изобретения», «Краткое описание чертежей», «Варианты осуществления изобретения», «Реферат» и «Формула изобретения».
Краткое описание чертежей
Чертежи, которые включены в описание и составляют его часть, поясняют варианты выполнения описываемой системы и совместно с основной частью описания изобретения, приведенной выше, и подробным описанием чертежей, приведенным далее, предназначены для объяснения принципов действия описываемой системы (систем) и устройства (устройств).
На фиг. 1 показано устройство для декорирования по предшествующему уровню техники, вид сбоку;
на фиг. 2 схематично показан узел нанесения краски по предшествующему уровню техники устройства для декорирования по предшествующему уровню техники;
на фиг. 3 показаны красочный валик, мерный валик и передаточный валик узла нанесения краски согласно варианту осуществления изобретения, вид сбоку;
на фиг. 4 – участок узла нанесения краски согласно другому варианту осуществления изобретения, причем показаны красочный валик, мерный валик и передаточный валик, вид сбоку в перспективе;
на фиг. 5 – участок узла нанесения краски из фиг. 4, вид сбоку;
на фиг. 6 – участок узла нанесения краски из фиг. 4, вид спереди;
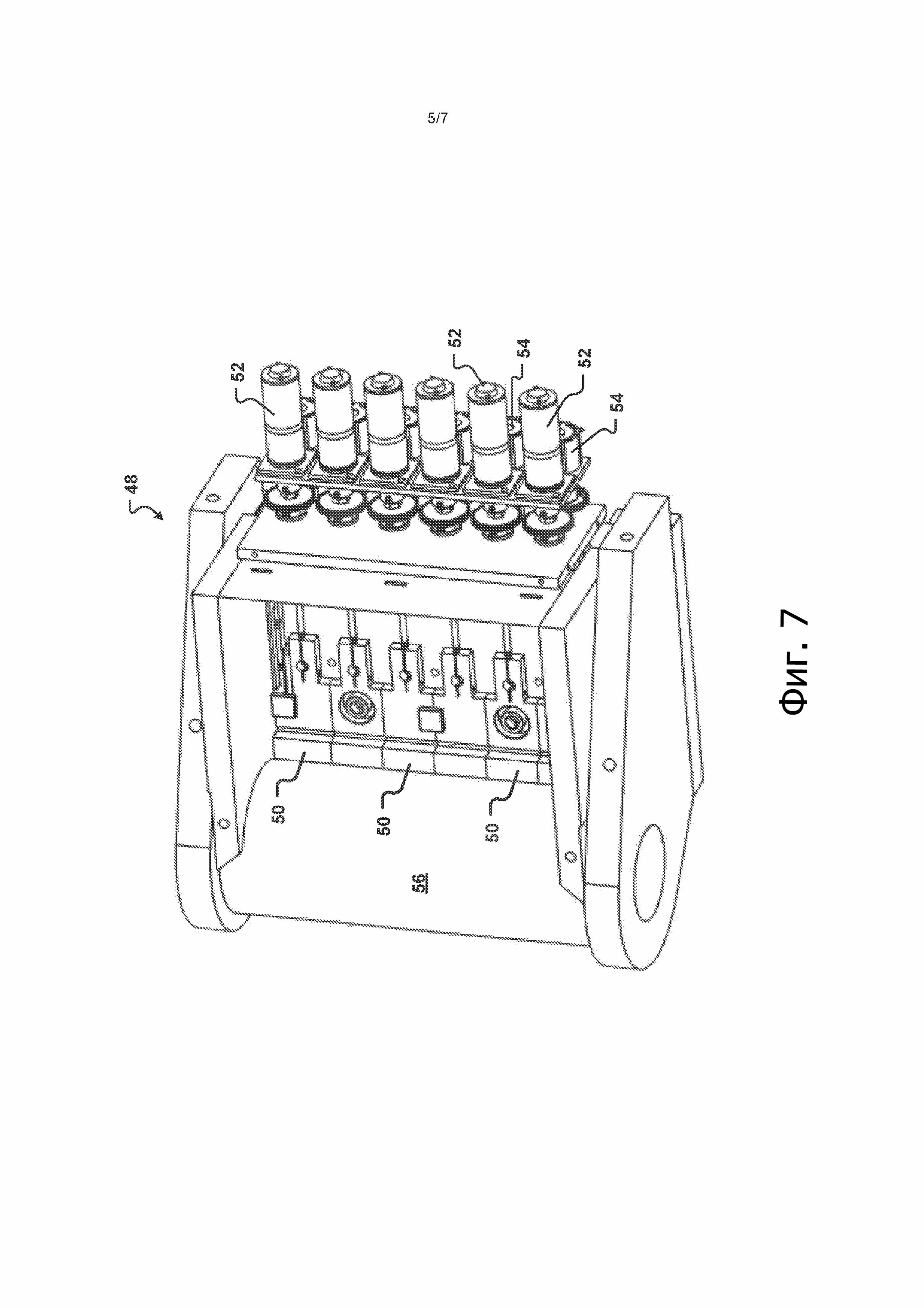
на фиг. 7 – красочный резервуар согласно варианту осуществления изобретения, вид сверху в перспективе, на котором, в общем, показаны красочные ножи относительно красочного валика согласно изобретению;
на фиг. 8 – участок устройства для декорирования согласно изобретению, схематичный вид, в общем, показывающий узел нанесения краски, содержащий мерный валик согласно варианту осуществления изобретения; и
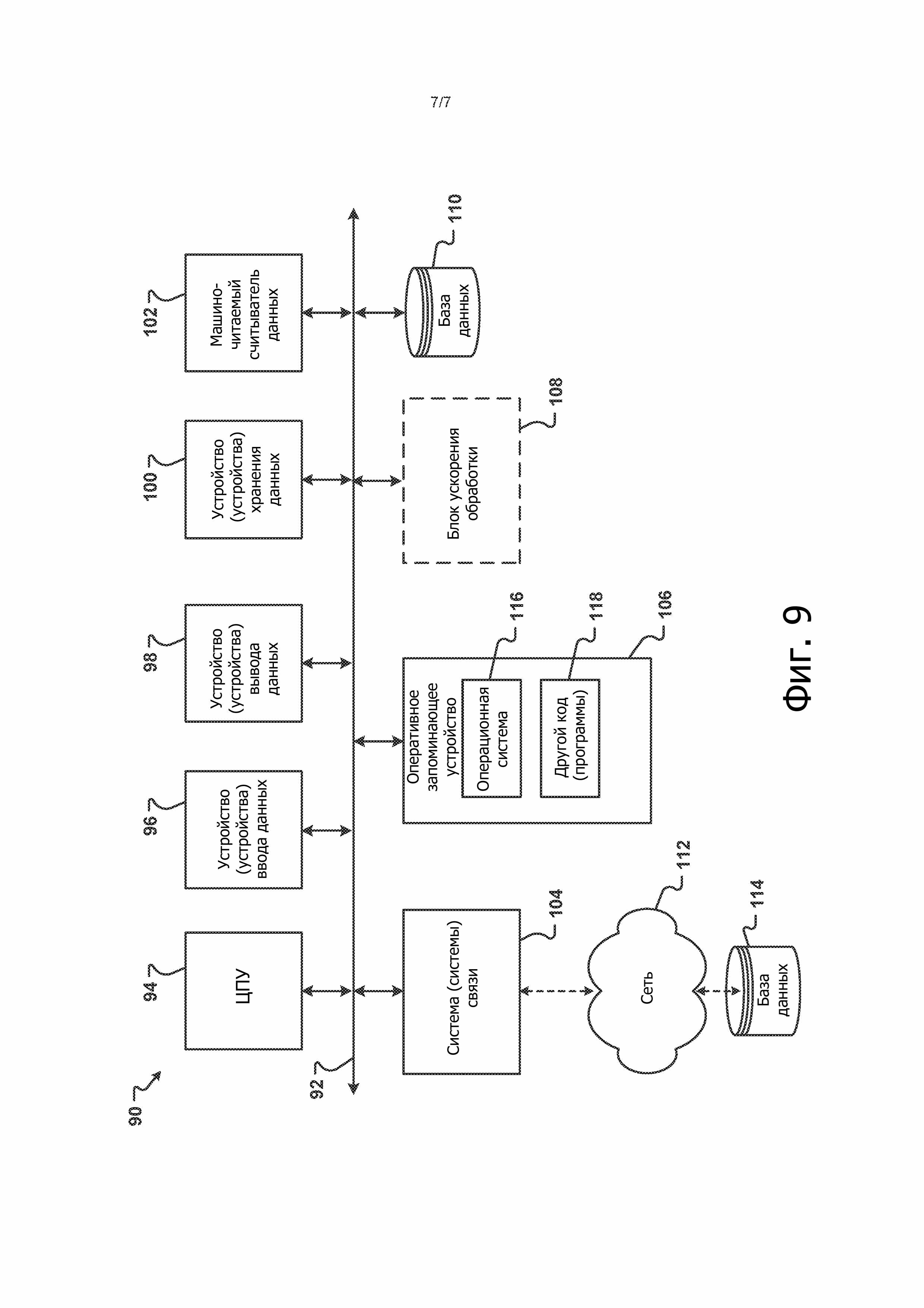
на фиг. 9 – система управления согласно варианту осуществления изобретения, блок-схема.
Чертежи могут быть выполнены в масштабе, но это не является обязательным. В определенных случаях конструктивные элементы, которые не являются необходимыми для понимания изобретения, или которые затрудняют понимание других конструктивных элементов, могут быть опущены. Разумеется, следует понимать, что описание не обязательно должно ограничиваться до представленных здесь вариантов осуществления. Следует иметь в виду, что могут быть определены другие варианты осуществления, использующие по отдельности и в комбинации одну или несколько особенностей, упомянутых выше или описанных далее. Например, предполагается, что различные особенности и устройства, показанные и/или описанные применительно к варианту осуществления, могут комбинироваться или заменяться особенностями или устройствами согласно другим вариантам осуществления независимо от того, показаны и описаны такая комбинация или замена в настоящем документе или нет.
Далее перечислены компоненты согласно различным вариантам осуществления изобретения, показанные на чертежах.
Список ссылочных обозначений
2 – устройство для декорирования
4 – загрузочный транспортер
6 – металлическая емкость
6A – недекорированная металлическая емкость
6A – декорированная металлическая емкость
8 – опорный цилиндр или транспортирующее колесо
10 – офсетный цилиндр
12 – передаточная офсетная пластина
14 – формный цилиндр
16 – формная пластина
18 – узел нанесения краски по предшествующему уровню техники;
20 – красочный резервуар
22 – краска
24 – красочный валик
26 – дукторный валик
28 – передаточный валик
30 – второй передаточный валик
32 – первый колеблющийся валик
34 – третий передаточный валик
36 – второй колеблющийся валик
38 – накатной валик
40 – раскатной валик
42 – блок подачи лака
44 – устройство для декорирования
46 – узел нанесения краски
48 – красочный резервуар
50 – красочный нож
52 – исполнительный механизм
54 – датчик положения или потенциометр
56 – красочный валик
57 – ось красочного валика
58- первый приводной элемент
60 – мерный валик
62 – ось мерного валика
64 – зазор
66 – первое положение переноса краски
68 – второе положение выстоя
70 – первое расстояние
72 – второе расстояние
74 – регулировочный механизм
76 – передаточный валик
77 – ось передаточного валика
78 – рама
79 – первая плоскость между осями красочного валика и передаточного валика
80 – третье расстояние между передаточным валиком и мерным валиком
82 – второй зазор
84 – второй приводной элемент
86 – промежуточные валики
88 – опорный элемент
90 – система управления
92 – шина
94 – ЦПУ
96 – устройства ввода данных
98 – устройства вывода данных
100 – устройства хранения данных
102 – машиночитаемый считыватель данных
104 – система связи
106 – оперативное запоминающее устройство
108 – блок ускорения обработки
110 – база данных
112 – сеть
114 – удаленное устройство хранения данных/база данных
116 – операционная система
118 – другой код
120 – датчик
122 – источник света
124 – исполнительный механизм
126 – вал
Варианты осуществления изобретения
Для ознакомления специалистов в тех областях техники, которые имеют наиболее близкое отношение к изобретению, со ссылкой на чертежи, составляющие часть заявки, далее приведено описание предпочтительного варианта осуществления, который объясняет лучший вариант осуществления, рассматриваемый для внедрения на практике. Примеры вариантов осуществления описаны подробно без стремления описать все различные формы и модификации, в которых может быть внедрено изобретение. По существу, описанные здесь варианты осуществления являются поясняющими, и, как должно быть понятно специалистам в этой области техники, они могут быть модифицированы с помощью многочисленных способов в рамках объема и сущности изобретения.
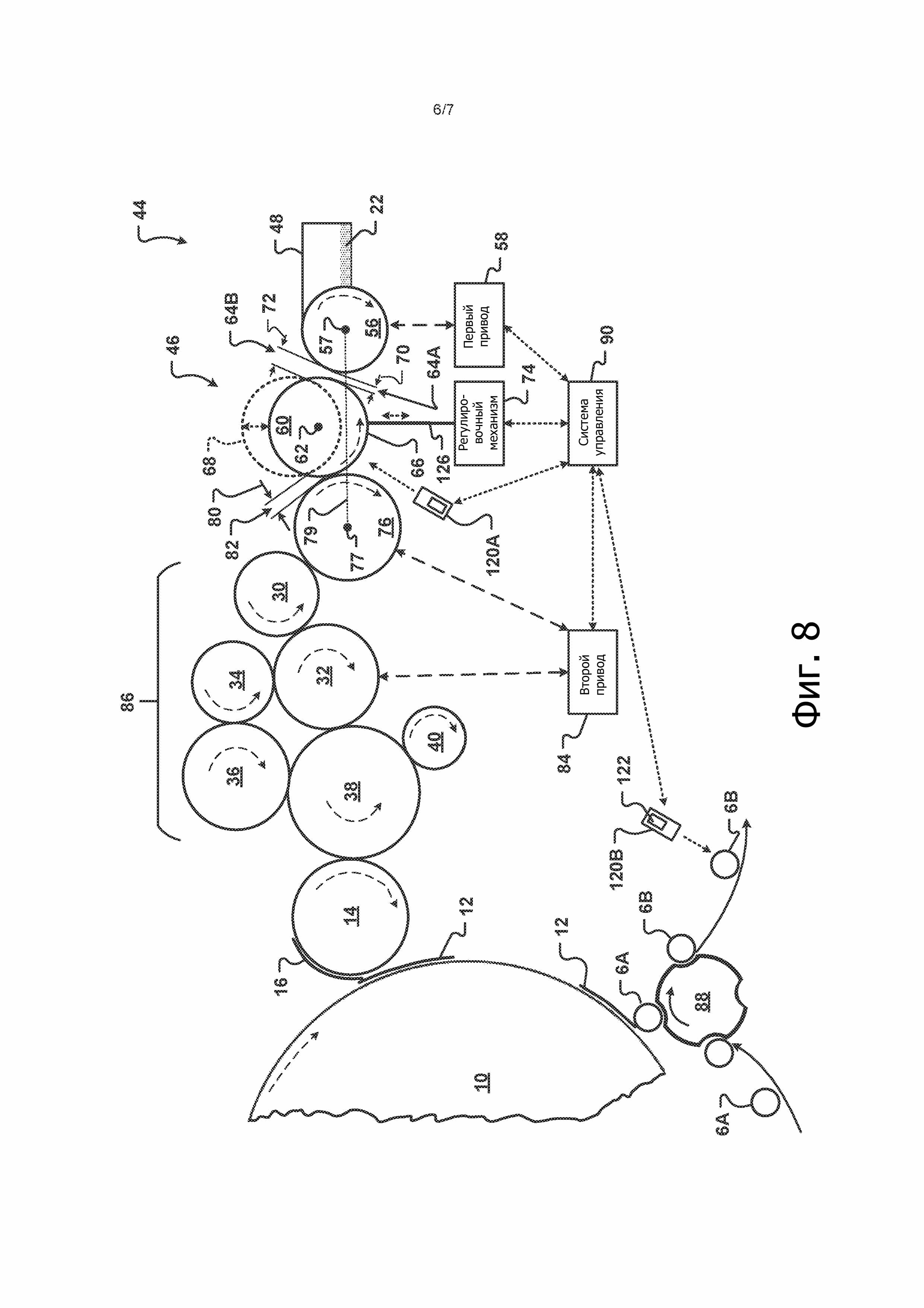
Со ссылкой на фиг. 3–8, в общем, показан узел 46 нанесения краски по варианту осуществления изобретения. Узел 46 нанесения краски, в общем, содержит красочный резервуар 48, выполненный с возможностью поддерживать подачу краски 22. С красочным резервуаром 48 связан красочный валик 56.
Со ссылкой на фиг. 7 красочный резервуар 48 содержит красочные ножи 50, которые регулируются относительно красочного валика 56 независимо друг от друга. Красочные ножи 50 регулируют количество (или толщину) краски, захватываемое красочным валиком 56. Красочные ножи могут независимо перемещаться для увеличения или уменьшения толщины краски 22, захватываемой красочным валиком 56. Например, красочные ножи 50 могут перемещаться в сторону от красочного валика для увеличения толщины краски, захватываемой красочным валиком. И, наоборот, красочные ножи 50 могут перемещаться ближе к красочному валику 56 для уменьшения зазора между красочными ножами и красочным валиком. Таким образом, количество краски 22, переносимой на красочный валик 56, может уменьшаться. В варианте выполнения красочные ножи 50 могут регулироваться так, что красочный валик 56 может принимать из красочного резервуара 48 слой краски 22 толщиной приблизительно до 0,045 дюйма. В частности, в варианте выполнения толщина краски на красочном валике 56 может регулироваться до толщины приблизительно от 0,0 дюйма приблизительно до 0,045 дюйма за счет изменения положения красочных ножей 50 относительно красочного валика. В варианте выполнения красочные ножи 50 могут регулироваться так, чтобы они контактировали с красочным валиком.
В варианте выполнения красочный резервуар 48 содержит исполнительный механизм 52, связанный с каждым из красочных ножей 50. Каждый исполнительный механизм 52 выполнен с возможностью перемещения связанного с ним красочного ножа 50 относительно красочного валика 56. Исполнительные механизмы 52 могут управляться системой 90 управления согласно изобретению.
При необходимости, с каждым из красочных ножей 50 связан датчик 54 положения. Датчик 54 положения может определять положение красочного ножа 50 относительно красочного валика 56. Кроме того или как вариант, датчик 54 положения может обнаруживать и измерять перемещение красочного ножа. В варианте выполнения датчик 54 положения может передавать системе 90 управления данные, собранные в отношении красочного ножа. Красочный резервуар 48, красочные ножи 50, исполнительные механизмы 52 и датчик 54 положения могут быть такими же или сходными с указанными компонентами, описанными в опубликованной патентной заявке US2018/0024076 или опубликованной патентной заявке US2018/0201011, которые включены сюда посредством ссылки в полном объеме.
Со ссылкой на фиг. 8, при необходимости, с красочным валиком связан первый приводной элемент 58. Первый приводной элемент 58 может вращать красочный валик 56 с первой частотой вращения, которая задается предварительно. Красочный валик 56 может принимать краску из красочного резервуара 48, когда красочный валик 56 вращается через краску 22.
Первый приводной элемент 58 может быть электродвигателем. При необходимости, первый приводной элемент является сервоприводом. Пригодные приводные элементы известны специалистам в этой области. В варианте выполнения первый приводной элемент 58 может управляться системой 90 управления. При необходимости, первый приводной элемент 58 может вращать красочный валик 56 с частотой вращения до приблизительно 100 оборотов в минуту (об/мин). В варианте выполнения первый приводной элемент 58 может вращать красочный валик с частотой вращения до приблизительно 500 об/мин. В другом варианте выполнения первый приводной элемент вращает красочный валик 56 с частотой вращения от приблизительно 10 об/мин до приблизительно 500 об/мин. В варианте выполнения первый приводной элемент 58 взаимосвязан с валом или осью 57, вокруг которой вращается красочный валик 56. При необходимости, первый приводной элемент 58 содержит одно или более зубчатых колес, цепь, ремень и вал, которые взаимосвязаны с осью.
В варианте выполнения частота вращения красочного валика 56 напрямую связана с количеством краски 22, которое красочный валик 56 может переносить на расположенный ниже по технологическому потоку мерный валик 60 в предварительно заданный период времени. Например, когда первый приводной элемент 58 вращает красочный валик 56 с первой частотой вращения, первое количество краски 22 захватывается красочным валиком и может быть перенесено на мерный валик 60 в предварительно заданный период времени. Когда первый приводной элемент 58 вращает красочный валик 56 со второй частотой вращения, превышающей первую частоту вращения, второе количество краски 22 захватывается красочным валиком и может быть перенесено на мерный валик 60 в предварительно заданный период времени. Поскольку красочный валик 56 вращается быстрее со второй частотой вращения, бóльшая по величине наружная поверхность красочного валика 56 проходит через краску в красочном резервуаре 48 и, таким образом, захватывает краску, чем когда красочный валик 56 вращается с первой частотой вращения. Соответственно, красочный валик 56 принимает и может переносить больше краски 22 в заданный период времени при вращении со второй частотой вращения, чем при вращении с первой частотой вращения.
Мерный валик 60 расположен ниже красочного валика 56 по технологическому потоку и может выборочно принимать краску 22 с красочного валика 56. Красочный валик 60 имеет форму, которая, в общем, является цилиндрической. Краска с красочного валика собирается на наружную поверхность мерного валика. Наружная поверхность имеет цилиндрическую форму. В варианте выполнения мерный валик 60 выполнен с возможностью свободного вращения вокруг геометрической оси. Геометрическая ось может определяться осью 62.
При необходимости, мерный валик 60 может принимать краску 22 с красочного валика 56 без контакта с красочным валиком. В частности, в варианте выполнения мерный валик 60 расположен на расстоянии от красочного валика 56, которое соответствует зазору 64, в общем, показанному на фиг. 8. В другом варианте выполнения цилиндрическая наружная поверхность мерного валика 60 никогда не касается наружной поверхности красочного валика 56.
Наружная поверхность мерного валика 60 приспособлена для принятия краски с красочного валика 56. В варианте выполнения наружная поверхность мерного валика содержит упругий или эластомерный материал. При необходимости, наружная поверхность может включать в себя один или более материалов, из числа материалов, к которым относятся резина, пластик, керамика и металл, например, сталь. В варианте выполнения наружная поверхность цилиндрического корпуса содержит канавки, насечки или гравировку поперечными штрихами. Дополнительно или как вариант наружная поверхность также может содержать ячейки для принятия краски с красочного валика. Как вариант, наружная поверхность цилиндрического корпуса мерного валика 60 может быть, по существу, гладкой.
Красочный валик 56 имеет первый диаметр, мерный валик 60 имеет второй диаметр, и передаточный валик 76 имеет третий диаметр. В варианте выполнения первый диаметр больше второго диаметра. Как вариант, первый диаметр меньше второго диаметра. При необходимости, первый и второй диаметры могут быть приблизительно равными.
В другом варианте выполнения первый диаметр больше третьего диаметра. Как вариант, первый диаметр меньше третьего диаметра. При необходимости, первый и третий диаметры могут быть приблизительно равными.
В варианте выполнения второй диаметр больше третьего диаметра. Как вариант, второй диаметр меньше третьего диаметра. При необходимости, второй и третий диаметры могут быть приблизительно равными.
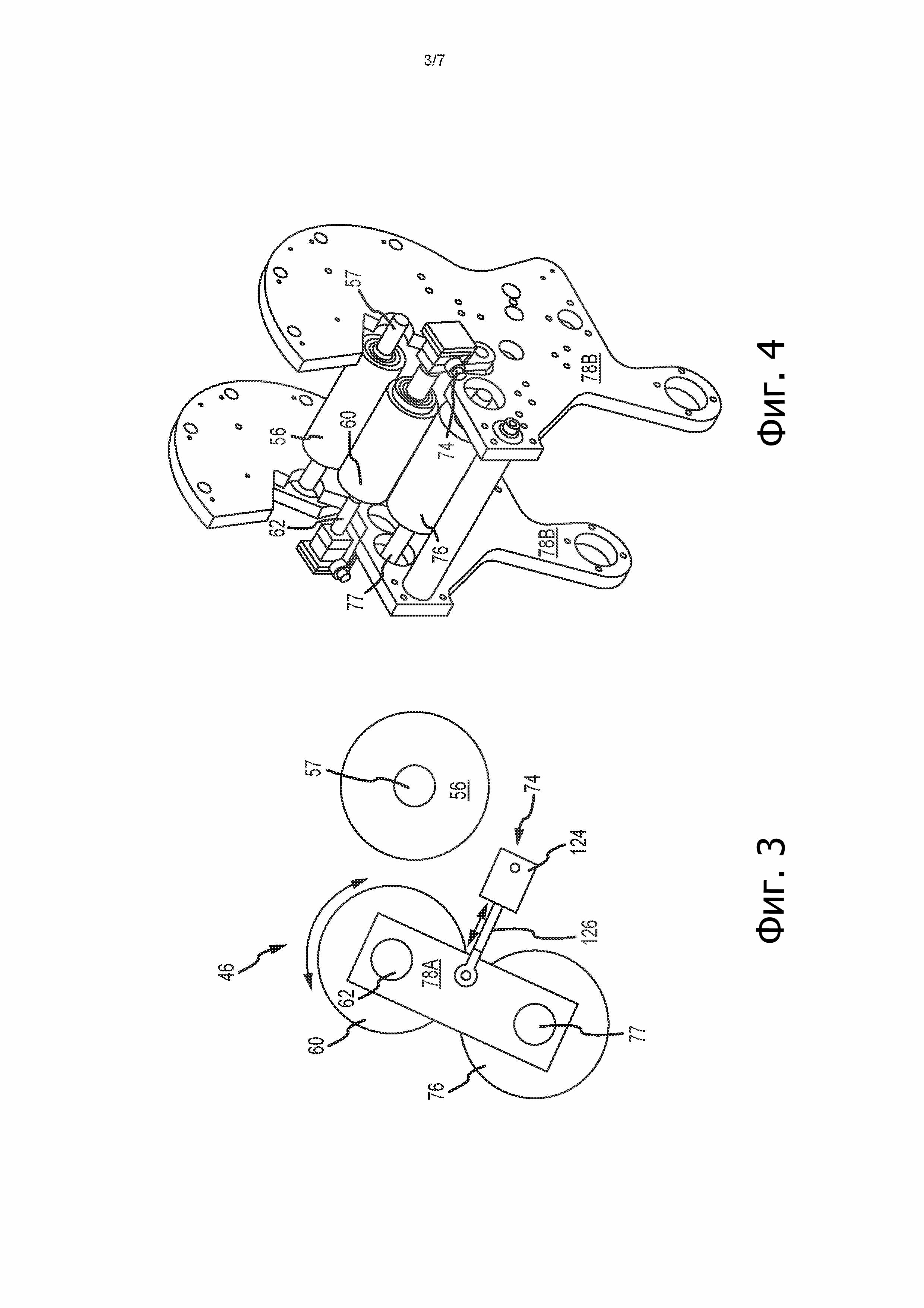
Регулировочный механизм 74 выполнен с возможностью изменения зазора 64 посредством перемещения мерного валика 60 из первого положения 66 переноса краски во второе положение 68 выстоя. В варианте выполнения регулировочный механизм 74 может управляться системой 90 управления.
Мерный валик 60, в общем, показан на фиг. 8 сплошными линиями в первом положении 66 переноса краски. В первом положении 66 переноса краски зазор 64A ограничивает первое расстояние 70 (в общем, показанное на фиг. 5), на котором мерный валик 60 расположен от красочного валика 56. Первое расстояние 70 не превышает толщину краски 22 на красочном валике 56. Соответственно, несмотря на то, что в варианте выполнения мерный валик 60 не контактирует с красочным валиком 56 в первом положении 66 переноса краски, мерный валик 60 может принимать краску с красочного валика. Красочный валик 60, в общем, остается в первом положении 66 переноса краски, в то время как устройство 44 для декорирования выполняет декорирование металлических емкостей 6 во время операции декорирования.
Зазор 64A между мерным валиком 60 и красочным валиком 56 уменьшает или устраняет трение и уменьшает нагрев при переносе краски на красочный валик 60 во время операции декорирования. Зазор 64A также устраняет износ мерного валика 60 и красочного валика 56, поскольку они не контактируют друг с другом.
В отличие от этого в устройстве 2 для декорирования по предшествующему уровню техники во время декорирования дукторный валик 26 постоянно входит в контакт и выходит из контакта с красочным валиком 24 и передаточным валиком 28. Частый контакт дукторного валика с красочным валиком и передаточным валиком вызывает значительный износ всех трех валиков 24, 26, 28 устройства для декорирования по предшествующему уровню техники.
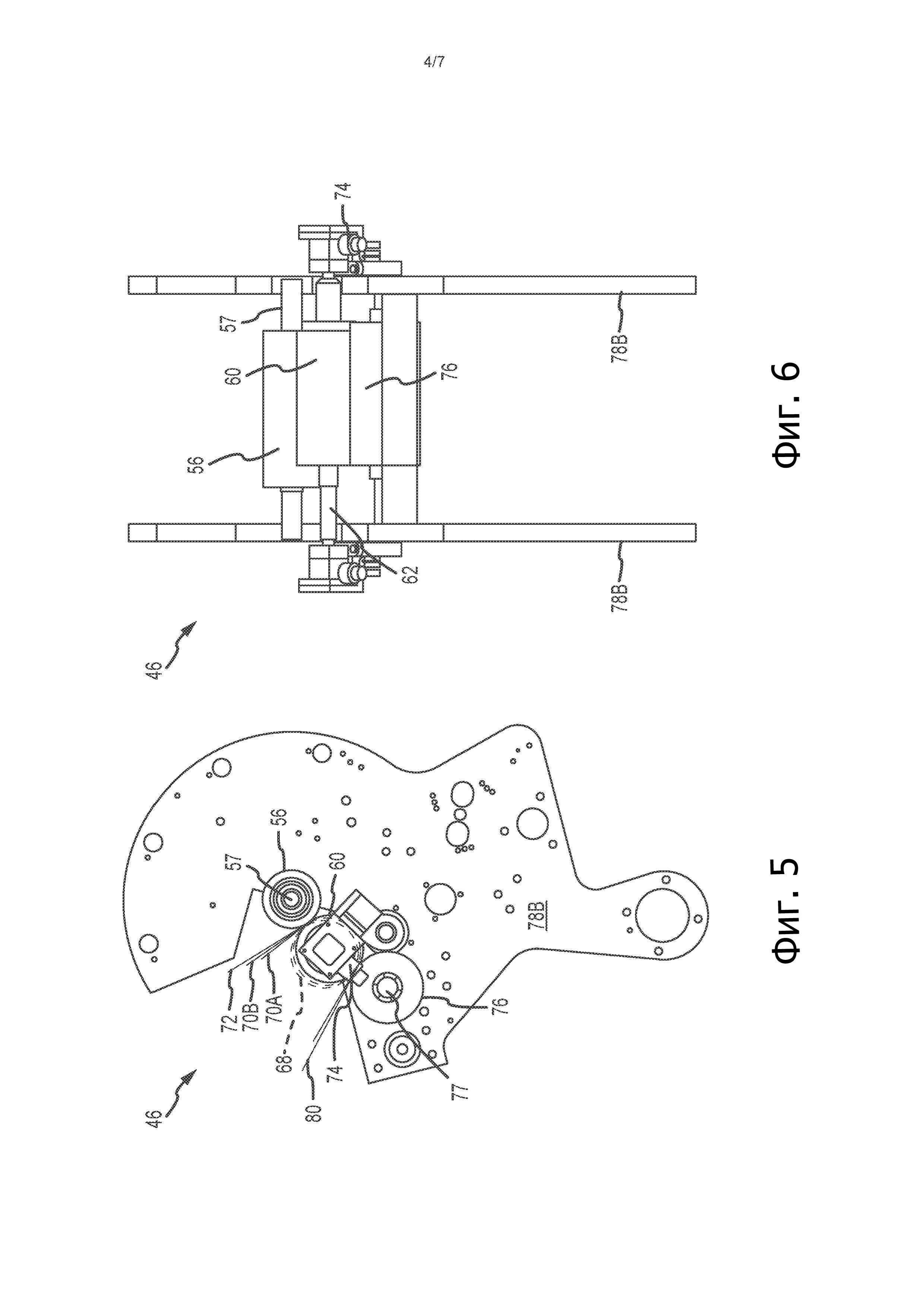
Со ссылкой на фиг. 5 первое расстояние 70A может составлять по меньшей мере приблизительно 0,002 дюйма. В варианте выполнения первое расстояние 70B может быть меньше приблизительно 0,045 дюйма. При необходимости, регулировочный механизм 74 может перемещать мерный валик 60 в первом положении переноса краски так, чтобы первое расстояние составляло от приблизительно 0,002 дюйма до приблизительно 0,05 дюйма.
Когда первое расстояние 70 уменьшается, количество краски 22, которое переносится на мерный валик 60, в общем, увеличивается. И, наоборот, когда первое расстояние 70 увеличивается, количество краски 22, которое переносится на мерный валик 60, в общем, уменьшается. Таким образом, регулировочный механизм 74 пригоден для изменения количества краски 22, переносимого на мерный валик 60.
В другом варианте выполнения регулировочный механизм 74, в общем, содержит исполнительный механизм 124, который выполнен с возможностью перемещения мерного валика. Исполнительный механизм может быть электродвигателем постоянного тока низкого напряжения. В другом варианте выполнения исполнительный механизм 124 содержит соленоид, взаимно соединенный с мерным валиком 60. Кроме того или как вариант, регулировочный механизм 74 может, при необходимости, содержать одно или более зубчатых колес, рычаг и вал, взаимно соединенный с осью 62 мерного валика 60.
При необходимости, регулировочный механизм 74 содержит вал 126, связанный с мерным валиком 60. В варианте выполнения вал взаимно связан с рамой 78, которая поддерживает ось 62 мерного валика 60, как, в общем, показано на фиг. 3.
Как вариант, вал 126 привода может быть соединен непосредственно с осью 62, как, в общем, показано на фиг. 4. Исполнительный механизм 124 может перемещать вал 126 для изменения положения мерного валика 60.
Мерный валик 60, в общем, показан пунктирными линиями на фиг. 8 во втором положении 68 выстоя. Когда устройство 44 для декорирования не выполняет декорирование емкостей 6, регулировочный механизм 74 может перемещать мерный валик 60 во второе положение 68 выстоя. Во втором положении 68 выстоя мерный валик 60 расположен на расстоянии от красочного валика 56, которое соответствует второму расстоянию 72, ограничиваемому зазором 64B, который больше зазора 64A. Второе расстояние 72 (показанное на фиг. 5) больше первого расстояния 70, а также больше толщины краски 22 на красочном валике 56. Соответственно, во втором положении 68 выстоя мерный валик 60 не принимает краску 22 с красочного валика 56.
Второе расстояние 72 может составлять по меньшей мере приблизительно 0,045 дюйма, приблизительно 0,06 дюйма или более приблизительно 0,090 дюйма, как показано на фиг. 5. В варианте выполнения второе расстояние составляет от приблизительно 0,045 дюйма до приблизительно 0,40 дюйма.
Передаточный валик 76 расположен ниже мерного валика 60 по технологическому потоку. Мерный валик 60 переносит краску на передаточный валик. Соответственно, мерный валик отделен от формного цилиндра 14 узла 46 нанесения краски по меньшей мере передаточным валиком 76. В варианте выполнения между передаточным валиком 76 и формным цилиндром 14 расположен по меньшей мере один промежуточный валик 86. При необходимости, между передаточным валиком 76 и формным цилиндром 14 расположено множество промежуточных валиков 86.
Передаточный валик 76 может приводиться во вращение вторым приводным элементом 84. Второй приводной элемент 84 взаимно связан с передаточным валиком 76. В варианте выполнения передаточный валик 76 воспринимает вращательное усилие от одного или более из компонентов, к которым относятся ремень, зубчатое колесо, вал и цепь, приводимых в движение вторым приводным элементом. При необходимости, второй приводной элемент 84 взаимно связан с валом или осью 77 передаточного валика. Как вариант, второй приводной элемент 84 может вызывать вращение передаточного валика 76 за счет прикладывания вращательного усилия к по меньшей мере одному промежуточному валику 86 узла 46 нанесения краски. Приводимый в движение промежуточный валик 86 может передавать вращательное усилие передаточному валику 76. В частности, в варианте выполнения второй приводной элемент может приводить в движение первый колеблющийся валик 32 промежуточных валиков 86.
Второй приводной элемент 84 может быть таким же, как и первый приводной элемент 58, или может отличаться от него. При необходимости, второй приводной элемент 84 является электродвигателем. Второй приводной элемент может быть серводвигателем.
Передаточный валик 76 может выборочно принимать краску 22 с мерного валика 60 в первом положении 66 переноса краски. В варианте выполнения мерный валик 60 выполнен с возможностью контакта с передаточным валиком 76 в первом положении 66 переноса краски. Таким образом, мерный валик может переносить краску 22 на передаточный валик 76.
Мерный валик 60 воспринимает вращательное усилие от передаточного валика 76 во время контакта с передаточным валиком 76. Вращательное усилие вызывает вращение мерного валика 60 вокруг его геометрической оси, определяемой осью 62.
При необходимости, второй приводной элемент 84 может вращать передаточный валик 76 так, что мерный валик 60 может вращаться с частотой вращения больше 50 об/мин, например, до по меньшей мере приблизительно 500 об/мин. В варианте выполнения второй приводной элемент 84 вращает передаточный валик 76 с частотой вращения от приблизительно 25 об/мин до приблизительно 700 об/мин. В другом варианте выполнения контакт между мерным валиком и передаточным валиком 76 вынуждает мерный валик 60 вращаться с частотой вращения, по меньшей мере равной частоте вращения красочного валика 56. Как вариант, второй приводной элемент 84 может регулировать частоту вращения мерного валика так, чтобы она была меньше, равна и больше частоты вращения красочного валика.
В варианте выполнения второй приводной элемент 84 выполнен с возможностью вращения передаточного валика 76 в первом направлении, как, в общем, показано на фиг. 8. Передаточный валик 76 может приводить в движение мерный валик 60 так, чтобы он вращался во втором направлении, противоположном первому направлению.
В варианте выполнения первый приводной элемент 58 выполнен с возможностью вращения красочного валика 56 в первом направлении. Соответственно, в варианте выполнения мерный валик 60 вращается в направлении, противоположном направлению вращения красочного валика 56. В частности, красочный валик 56 вращается в первом направлении, в то время как мерный валик 60 вращается во втором направлении.
В противоположность этому в другом варианте выполнения первый приводной элемент выполнен с возможностью вращения красочного валика 56 во втором направлении. Соответственно, в варианте выполнения мерный валик вращается в направлении, которое является таким же, как и направление вращения красочного валика. Точнее говоря, мерный валик 60 и красочный валик 56 могут вращаться во втором направлении.
Передаточный валик 76 может передавать краску 22 множеству промежуточных валиков 86, расположенных ниже передаточного валика по технологическому потоку. По меньшей мере один из промежуточных валиков 86 может переносить краску 22 на формную пластину 16, прикрепленную к формному цилиндру 14. В варианте выполнения накатной валик 38 переносит краску 22 на формную пластину 16.
Когда устройство 44 для декорирования выполняет декорирование, формная пластина 16 может переносить краску на передаточную офсетную пластину 12, расположенную на офсетном цилиндре. Передаточная офсетная пластина 12 в дальнейшем переносит краску на недекорированную металлическую емкость 6A. В варианте выполнения устройство 44 для декорирования содержит опорный элемент 88 для перемещения недекорированной металлической емкости 6A в контакт с передаточной офсетной пластиной. Опорный элемент 88 может содержать множество секций для приема и поддерживания металлических емкостей 6 в предварительно заданном положении относительно офсетного цилиндра 10. В варианте выполнения секции опорного элемента 88 содержат оправки для поддерживания металлических емкостей. Специалистам в этой области известны применимые опорные элементы.
Промежуточные валики 86 могут быть такими же валиками или сходными с валиками 30 – 40, расположенными ниже по технологическому потоку от передаточного валика 28 узла 18 нанесения краски по предыдущему уровню техники, как показано на фиг. 2. Например, на фиг. 8, в общем, показан вариант выполнения узла 46 нанесения краски согласно изобретению, в котором промежуточные валики 86 могут содержать без ограничения один или более из второго передаточного валика 30, первого колеблющегося валика 32, третьего передаточного валика 34, второго колеблющегося валика 36, накатного валика 38 и раскатного валика 40.
Компоновка и количество промежуточных валиков 86 узла 46 нанесения краски могут варьироваться. В варианте выполнения узел нанесения краски не содержит никаких промежуточных валиков 86. В другом варианте выполнения узел нанесения краски содержит один промежуточный валик 86. В ином случае в другом варианте выполнения узел 46 нанесения краски содержит два промежуточных валика.
Когда устройство 44 для декорирования выполняет декорирование металлических емкостей 6, мерный валик 60 остается в первом положении 66 переноса краски. В варианте выполнения мерный валик 60 находится в постоянном контакте с передаточным валиком 76, когда он расположен в первом положении 66 переноса краски.
В отличие от этого, как описано выше, дукторный валик 26 узла 18 нанесения краски по предыдущему уровню техники быстро входит в контакт и выходит из контакта с передаточным валиком 28, когда устройство 2 для декорирования по предшествующему уровню техники выполняет декорирование емкостей. Соответственно, мерный валик 60 согласно изобретению не подвергается быстрому ускорению или торможению, как дукторный валик 26 по предыдущему уровню техники.
Постоянный контакт мерного валика 60 с передаточным валиком 76 во время декорирования уменьшает износ и нагрев из-за трения по сравнению с узлом 18 нанесения краски по предыдущему уровню техники. Кроме того, мерный валик 60 во время декорирования может вращаться, в общем, с постоянной частотой вращения, уменьшая или устраняя пыление и разбрызгивание краски внутри узла 46 нанесения краски согласно изобретению. Таким образом, узел 46 нанесения краски согласно изобретению расходует впустую меньше краски, чем узел 18 нанесения краски по предыдущему уровню техники. Устранение пыления и разбрызгивания краски также уменьшает или устраняет непреднамеренный или самопроизвольный перенос капель краски на формные пластины 16 и передаточные офсетные пластины 12 устройства 44 для декорирования, тем самым повышая качество декорирования, выполняемого на металлических емкостях 6.
Постоянный контакт между мерным валиком 60 и передаточным валиком 76 также улучшает однородность краски, переносимой на передаточный валик. В частности, дукторный валик 26 узла нанесения краски по предыдущему уровню техники скользит и ускоряется или тормозит при контакте с передаточным валиком 28 по предыдущему уровню техники, что ведет к неравномерному нанесению краски на поверхность передаточного валика. Кроме того, дукторный валик 26 по предыдущему уровню техники контактирует с передаточным валиком 28 только прерывисто, так что наружная поверхность принимает краску прерывисто. В отличие от этого мерный валик 60 согласно изобретения, по существу, непрерывно переносит равномерный слой краски на передаточный валик 76.
Кроме того, постоянный контакт мерного валика 60 с передаточным валиком 76 во время декорирования означает, что передаточный валик не воспринимает усилия или ударную нагрузку от мерного валика 60. В отличие от этого, как описано в настоящем документе, дукторный валик 26 по предыдущему уровню техники ударяется об передаточный валик 20–30 раз в минуту. Усилие от каждого удара дукторного валика об передаточный валик может переноситься на формную пластину ниже по технологическому потоку в виде вибраций или «дукторного удара», что снижает качество красочного изображения, образованного на формной пластине.
В варианте выполнения, в общем, показанном на фиг. 3, мерный валик 60 и передаточный валик 76 взаимно соединены с рамой 78A. Рама 78A сохраняет постоянное расстояние между мерным валиком 60 и передаточным валиком 76. В частности, ось 62 мерного валика 60 и ось 77 передаточного валика 76 поддерживаются на фиксированном расстоянии друг от друга с помощью рамы 78A. Соответственно, во втором положении 68 выстоя мерный валик 60 варианта выполнения может оставаться в постоянном контакте с передаточным валиком 76. В варианте выполнения регулировочный механизм 74 приспособлен для вращения мерного валика 60 вокруг точки поворота, такой как ось 77 передаточного валика 76.
В ином случае, опять же со ссылкой на фиг. 8, в другом варианте выполнения, когда регулировочный механизм 74 перемещает мерный валик 60 во второе положение 68 выстоя, мерный валик 60 отделяется на третье расстояние 80 от передаточного валика 76. Третье расстояние 80 ограничивает второй зазор 82 между мерным валиком 60 и передаточным валиком 76. Соответственно, во втором положении 68 выстоя перенос краски 22 с мерного валика 60 на передаточный валик 76 прерывается. Помимо этого, мерный валик 60 не воспринимает вращательное усилие от передаточного валика 76 во втором положении 68 выстоя варианта выполнения на фиг. 8. Таким образом, мерный валик 60 может прекращать вращение во втором положении 68 выстоя.
В варианте выполнения третье расстояние 80 составляет по меньшей мере 0,03 дюйма. В другом варианте выполнения третье расстояние составляет меньше приблизительно 0,1 дюйма. При необходимости, третье расстояние может составлять от приблизительно 0,03 дюйма до приблизительно 0,30 дюйма.
В варианте выполнения ось 62 мерного валика 60 приблизительно параллельна оси 57 красочного валика 56 и оси 77 передаточного валика 76. Как, в общем, показано на фиг. 8, ось 57 красочного валика и ось 77 передаточного валика определяют первую плоскость 79. В варианте выполнения регулировочный механизм 74 выполнен с возможностью перемещения оси 62 мерного валика 60 поперек первой плоскости 79. В другом варианте выполнения регулировочный механизм 74 может перемещать ось 62 мерного валика приблизительно перпендикулярно относительно первой плоскости 79.
В варианте выполнения регулировочный механизм 74 перемещает ось 62 мерного валика 60 в сторону от первой плоскости 79 при перемещении мерного валика во второе положение 68 выстоя. Дополнительно или как вариант, регулировочный механизм может перемещать ось 62 мерного валика 60 к первой плоскости 79 при перемещении мерного валика 60 в первое положение 66 переноса краски.
Дополнительно или в других случаях регулировочный механизм 74 перемещает ось 62 мерного валика 60 в сторону от оси 57 красочного валика 56 для перемещения мерного валика из первого положения 66 переноса краски во второе положение 68 выстоя. При необходимости, регулировочный механизм 74 перемещает ось 62 мерного валика 60 в сторону от оси 77 передаточного валика 76 для перемещения мерного валика из первого положения 66 переноса краски во второе положение 68 выстоя.
Как вариант, в другом варианте выполнения расстояние между осью 62 мерного валика 60 и осью 77 передаточного валика 76 является фиксированным и не изменяется, когда регулировочный механизм 74 перемещает мерный валик из первого положения переноса краски во второе положение выстоя.
В варианте выполнения первый приводной элемент 58 выполнен с возможностью вращения красочного валика 56 только когда мерный валик 60 находится в первом положении 66 переноса краски. Соответственно, первый приводной элемент 58 может прекращать прикладывание вращательного усилия к красочному валику, когда мерный валик находится во втором положении 68 выстоя.
В другом варианте выполнения второй приводной элемент 84 приспособлен для вращения передаточного валика 76 только когда мерный валик 60 находится в первом положении 66 переноса краски. Соответственно, второй приводной элемент 84 не может обеспечивать прикладывание вращательного усилия к передаточному валику 76, когда мерный валик 60 находится во втором положении 68 выстоя.
Со ссылкой на фиг. 9, в общем, показан вариант выполнения системы 90 управления согласно изобретению. В частности, на фиг. 9 показан вариант выполнения системы 90 управления согласно изобретению, пригодный для управления элементами узла 46 нанесения краски согласно изобретению. Система 90 управления, в общем, показана с аппаратными элементами, которые могут быть электрически соединены с помощью шины 92. Аппаратные элементы могут включать в себя одно или более центральных процессорных устройств (ЦПУ) 94; одно или более устройств 96 ввода данных (например, мышь, клавиатура и т.д.) и одно или более устройств 98 вывода данных (например, устройство отображения, принтер и т.д.). Система 90 управления также может включать в себя одно или более устройств 100 хранения данных. В варианте выполнения устройство (устройства) 100 хранения данных могут быть дисководами, оптическими устройствами хранения данных, твердотельными устройствами хранения данных, например, запоминающими устройствами с произвольной выборкой (RAM) и/или постоянными запоминающими устройствами (ROM), которые могут быть программируемыми, перепрошиваемыми и/или т.п.
Система 90 управления может дополнительно включать в себя машиночитаемый считыватель 102 данных, систему 104 связи (например, модем, сетевую карту (беспроводную или проводную), устройство инфракрасной системы связи и т.д.) и оперативное запоминающее устройство 106, которое может включать в себя RAM и ROM устройства, описанные выше. В некоторых вариантах выполнения система 90 управления также может включать в себя блок 108 ускорения обработки, который может включать в себя цифровой сигнальный процессор (DSP), процессор специального назначения и/или т.п. При необходимости, система 90 управления также может включать в себя базу 110 данных.
Машиночитаемый считыватель 102 данных также может быть соединен с машиночитаемым носителем данных совместно (и, при необходимости, в комбинации с устройством (устройствами) 100 хранения данных) в полном объеме образуя удаленные, локальные, стационарные и/или съемные устройства хранения данных, а также носители данных для временного и/или постоянного содержания машиночитаемой информации. Система связи может обеспечивать обмен данными с сетью 112 и/или любым другим средством обработки данных. При необходимости, система 90 управления может обеспечивать доступ к данным, хранящимся в удаленном устройстве хранения данных, например, базе 114 данных, посредством соединения с сетью 112. В варианте выполнения сеть 112 может быть интернетом.
Система 90 управления также может содержать программные компоненты, показываемые как находящиеся на текущий момент в оперативном запоминающем устройстве 106. Программные компоненты могут включать в себя операционную систему 116 и/или другой код 118, например, программный код, внедряющий один или более способов и аспектов изобретения.
Специалисту в этой области должно быть понятно, что другие варианты выполнения системы 90 управления могут иметь многочисленные изменения по сравнению с вышеприведенным описанием. Например, также могут использоваться специализированные аппаратные элементы и/или в аппаратные или программные средства, или в те и в другие могут быть внедрены специальные элементы (включая сюда мобильное программное обеспечение, например, апплеты). Кроме того, может использоваться соединение с другими вычислительными устройствами, такими как сетевые устройства ввода данных/вывода данных.
В варианте выполнения система 90 управления является персональным компьютером, например, но без ограничения, персональным компьютером, работающим на операционной системе MS Windows. При необходимости, система 90 управления может быть смартфоном, планшетом, ноутбуком и сходными вычислительными устройствами. В варианте выполнения система 90 управления является системой обработки данных, которая включает в себя без ограничения одно или более устройств из числа устройств, к которым относятся: по меньшей мере одно устройство ввода данных (например, клавиатура, мышь или сенсорный экран); устройство вывода данных (например, дисплей, громкоговоритель); видеокарта; устройство связи (например, Ethernet-плата или беспроводное устройство связи); постоянное запоминающее устройство (например, жесткий диск); устройство временной памяти (например, запоминающее устройство с произвольной выборкой); машинные команды, хранящиеся в постоянном запоминающем устройстве, и процессор. Система 90 управления может быть любым программируемым логическим контроллером (ПЛК). Примером пригодного ПЛК является Controllogix PLC производства Rockwell Automation, Inc., хотя в вариантах выполнения согласно изобретению могут использоваться другие ПЛК.
В варианте выполнения система 90 управления связана с одним или более узлами 46 нанесения краски устройства 44 для декорирования согласно изобретению. При необходимости, система 90 управления может направлять указания одному или более исполнительным механизмам 52, связанным с красочным ножом 50, первым приводным элементом 58, регулировочным механизмом 74 и вторым приводным элементом 84 с целью регулирования количества краски 22, переносимого при выполнении декорирования на металлической емкости 6.
Дополнительно или как вариант система 90 управления может принимать информацию от датчиков узла нанесения краски. Например, система 90 управления может принимать информацию от датчика 54 положения, связанного с красочным ножом.
Система 90 управления также может принимать данные от датчиков системы контроля. Например, система управления может принимать данные от датчика 120A, связанного с мерным валиком 60. В варианте выполнения датчик 120A собирает данные о краске на мерном валике 60. Датчик 120A может определять толщину краски на мерном валике. Таким образом, если данные от датчика 120A указывают, что на мерном валике 60 находится ненадлежащее количество краски (например, слишком много или слишком мало краски 22), система 90 управления может направлять сигнал на один или более элементов узла 46 нанесения краски для регулирования количества краски, переносимой с красочного валика на передаточный валик.
При необходимости, система 90 управления может направлять сигнал исполнительному механизму 52 красочного ножа 50 для перемещения красочного ножа ближе к красочному валику 56 или дальше от него. Таким образом, система управления может увеличивать или уменьшать толщину краски на красочном валике для изменения количества краски, переносимого на мерный валик 60.
Дополнительно или как вариант система 90 управления может направлять сигнал первому приводному элементу 58 для изменения частоты вращения красочного валика 56. Благодаря увеличению частоты вращения красочного валика система управления может увеличивать количество краски, переносимое на мерный валик 60. И, наоборот, благодаря уменьшению частоты вращения красочного валика 56 система 90 управления может уменьшать количество краски, переносимое на мерный валик 60.
Кроме того, система 90 управления может дополнительно или как вариант направлять сигнал регулировочному механизму 74 для регулирования зазора 64 и первого расстояния 70 между мерным валиком 60 и красочным валиком 56 с целью регулирования количества краски, которое мерный валик принимает с красочного валика. Например, благодаря увеличению первого расстояния 70 система управления может уменьшать количество краски, переносимое с красочного валика на мерный валик 60. И, наоборот, благодаря уменьшению первого расстояния 70 и размера зазора 64A система управления 90 может уменьшать количество краски 22, переносимое на мерный валик 60.
Система контроля также может содержать датчик 120B, выполненный с возможностью сбора данных о декорировании, выполняемом на наружной поверхности металлической емкости 6B, декорируемой устройством 44 для декорирования. Примеры систем контроля, которые могут использоваться с узлом 46 нанесения краски и устройством 44 для декорирования, в общем, описаны в патентном документе US9862204, опубликованной патентной заявке US2012/0216689 и опубликованной патентной заявке US2019/0257692, которые включены сюда посредством ссылки в полном объеме.
Таким образом, система 90 управления может принимать данные от одного или нескольких датчиков, связанных с декорируемыми металлическими емкостями 6B. Например, в варианте выполнения устройство для декорирования содержит датчик 120B, расположенный ниже опорного элемента 88 по технологическому потоку. Датчик 120B ориентирован на сбор данных о декорировании, выполненном на цилиндрической наружной поверхности декорированной металлической емкости 6B. При необходимости, несмотря на то, что на фиг. 8 показан только один датчик 120B, устройство 44 для декорирования может содержать множество датчиков 120B для сбора данных обо всех цилиндрических корпусах металлических емкостей, по существу, одновременно. Например, устройство 44 для декорирования может содержать от двух до пяти датчиков 120B, расположенных вокруг продольной оси емкости.
В варианте выполнения с датчиком 120 связан источник 122 света для освещения декорированной металлической емкости 6B. В варианте выполнения источник 122 света содержит по меньшей мере один из источников света, к которым относятся лампа накаливания, светодиод, источник света высокой интенсивности, лазер, люминесцентный источник света, ксеноновая импульсная лампа и лампа дугового разряда. Источник 122 света выбирают так, чтобы он генерировал освещение с предварительно заданной длиной волны на основании требований к датчику 120. В варианте выполнения источник света расположен под углом относительно датчика 120. Таким образом, источник 122 света может освещать металлическую емкость под углом относительно датчика. В варианте выполнения источник 122 света ориентирован под углом приблизительно от 1° приблизительно до 10° относительно осевого направления датчика. Как вариант, источник света может быть ориентирован под углом от приблизительно 1° до приблизительно 90° относительно осевого направления датчика.
Датчик 120B пригоден для сбора данных о плотности декорирования. В варианте выполнения датчик 120 откалиброван по цветовому стандарту Национального института стандартов и технологий США (NIST). При необходимости, датчик может выдавать данные о цвете декорирования в одном или нескольких цветовых стандартах, устанавливаемом Международной комиссией по освещению (CIE), включая сюда CIE XYZ, CIE LAB, CMYK и CIE RGB. Дополнительно или как вариант, датчик 120, при необходимости, может разделять или описывать цветовую характеристическую кривую входящего видимого цвета вплоть приблизительно до 1024 единиц данных. В другом варианте выполнения датчик 120 может измерять разницу или несходство между заданным цветом декорирования (например, заданной величиной для цвета в одном из цветовых пространств) и цветом краски декорирования на декорируемой металлической емкости 6B. Разница в цвете может выражаться датчиком в CIE ΔE (или Delta E).
В варианте выполнения датчик 120 является спектрофотометром. Дополнительно или как вариант, датчик 120 может быть камерой. Специалистам в этой области техники известны другие пригодные датчики.
Используя данные от одного или более датчиков, система 90 управления может определять, является ли декорирование на декорируемой металлической емкости неудовлетворительным или соответствующим требованиям. В частности, система 90 управления может определять, удовлетворяет ли декорирование заданным показателям, соответствующим одному или нескольким параметрам, таким как цвет, плотность, глубина и однородность. Заданные показатели могут устанавливаться заказчиком или оператором устройства 44 для декорирования. Один или более параметров могут включать в себя допустимый диапазон. Если данные датчика, относящиеся к параметру, находятся внутри нижнего и верхнего пределов диапазона, по меньшей мере этот параметр декорирования является приемлемым. В варианте выполнения, когда декорирование декорируемой металлической емкости 6B не удовлетворяет одному или более заданным показателям, декорирование является неприемлемым.
В варианте выполнения система 90 управления содержит модуль измерения плотности и модуль обработки изображений. Модуль измерения плотности и модуль обработки изображений могут быть программными элементами, хранящимися в оперативном запоминающем устройстве 106 в качестве другого кода 118.
Модуль измерения плотности содержит указания по определению плотности различных красок, используемых для формирования декорирования на металлической емкости, используя данные, полученные от датчика 120. В частности, модуль измерения плотности может подсчитывать величину плотности в качестве средней арифметической величины RGB-компонентов пикселей в изображении декорирования, собранного датчиком. RGB-компоненты могут быть получены в качестве разниц плотности в каждом месте или пикселе и плотности эталонного изображения в соответствующем месте или пикселе.
В варианте выполнения модуль обработки изображений может попиксельно выполнять сравнение изображения декорирования, полученного с помощью датчика, с изображением удовлетворяющего требованиям декорирования. Изображение удовлетворяющего требованиям декорирования может храниться в базе 110 данных системы 90 управления или базе 114 данных, которая доступна через сеть 112.
Система 90 управления может сравнивать данные от датчика с заданными показателями для декорирования. В варианте выполнения система 90 управления сравнивает данные, связанные с изображением декорирования и полученные от датчика, с заданным уровнем для соответствующих участков декорирования. Таким образом, система 90 управления может определять, отличается ли один или более параметров из числа параметров, к которым относятся цвет, плотность, глубина (или толщина), выравнивание и однородность для каждого участка декорирования от заданных величин или положения для каждого участка декорирования. Если данные датчика для участка декорирования отличаются от одного или более из заданных величин, система 90 управления может определить, что декорирование не удовлетворяет требованиям.
В случае, когда система 90 управления определяет, что плотность определенного цвета краски низкая, система управления может направлять сигнал узлу 46 нанесения краски, связанный с низкой плотностью цвета, для увеличения количества краски, переносимого на соответствующую формную пластину. Как вариант, в случае, когда система управления определяет, что плотность конкретного цвета высокая, система управления может направлять сигнал узлу 46 нанесения краски для уменьшения количества краски, переносимого соответствующую формную пластину. Устройство 44 для декорирования, при необходимости, может содержать от четырех до двенадцати узлов 46 нанесения краски, каждый из которых может наносить краску одного цвета или типа на соответствующую формную пластину.
Когда система 90 управления определяет, что декорирование декорированной металлической емкости 6B имеет дефект, система 90 управления, при необходимости, может определять, можно ли устранить или уменьшить этот дефект за счет регулирования компонента узла 46 нанесения краски согласно изобретению. Система 90 управления может определять, что дефектное декорирование было вызвано несоответствующим количеством краски 22, перенесенной из узла 46 нанесения краски на металлическую емкость. Со своей стороны система управления может направлять сигнал одному или нескольким компонентам узла 46 нанесения краски для изменения количества краски, переносимого на следующие металлические емкости 6. Например, система управления может изменять количество краски, переносимое на металлические емкости узлом 46 нанесения краски, посредством направления сигнала одному из следующих компонентов: (1) исполнительному механизму 52 для изменения положения красочного ножа 50; (2) первому приводному элементу 58 для изменения частоты вращения красочного валика 56; (3) регулировочному механизму 74 для изменения первого расстояния зазора 64, разделяющего мерный валик 60 и красочный валик 56; и (4) второму приводному элементу 84 для изменения частоты вращения передаточного валика 76 и мерного валика 60.
Несмотря на то, что было приведено подробное описание ряда вариантов выполнения устройства для декорирования согласно изобретению, ясно, что специалисты в данной области могут выполнить модификации и изменения этих вариантов выполнения. Следует ясно понимать, что такие модификации и изменения соответствуют объему и сущности изобретения. Кроме того, следует понимать, что формулировка и фразеология, используемые в настоящем документе, служат для описания и не должны рассматриваться в качестве ограничения. Использование понятий «включающий в себя», «содержащий» или «имеющий» и вариантов этих понятий распространяется на перечисленные далее компоненты и их эквиваленты, а также на дополнительные компоненты.
Используемое здесь понятие «автоматический» и его варианты относятся к любому процессу или операции, выполняемым без физического участия человека во время выполнения процесса или операции. Однако процесс или операция могут быть автоматическими, даже когда при выполнении процесса или операции используется физическое или нефизическое участие человека, если это участие используется перед выполнением процесса или операции. Участие человека рассматривается как физическое, если такое участие влияет на выполнение процесса или операции. Участие человека, который дает согласие на выполнение процесса или операции не рассматривается как физическое.
Используемое здесь понятие «шина» и его варианты могут относиться к подсистеме, которая передает информацию и/или данные между различными компонентами. Шина, в общем, относится к аппаратному интерфейсу связи и сбору данных, соединениям, шинной архитектуре, стандарту и/или протоколу, определяющим схему связи для системы связи и/или коммуникационной сети. Шина также может относиться к части коммуникационного оборудования, которая состыковывает коммуникационное оборудование с другими компонентами соответствующей коммуникационной сети. Шина может быть предназначена для проводной сети, например, физическая шина, или беспроводной сети, например, часть антенны или аппаратных средств, которая соединяет коммуникационное оборудование с антенной. Шинная архитектура поддерживает определенный формат, в котором находятся информация и/или данные, направляемые и принимаемые с помощью коммуникационной сети. Протокол может определять формат и правила связи шинной архитектуры.
Выражение «коммуникационная модальность» может относиться к любому установленному протоколу или стандарту или конкретному сеансу связи или обмену данными, например, голосовой связи по интернет-протоколу (VoIP), сотовой связи (например, IS-95, 1G, 2G, 3G, 3.5G, 4G, 4G/IMT-расширенным стандартам, 3GPP, WIMAX™, GSM, CDMA, CDMA2000, EDGE, 1xEVDO, iDEN, GPRS, HSPDA, TDMA, UMA, UMTS, ITU-R и 5G), Bluetooth™, текстовым или мгновенным сообщениям (например, AIM, Blauk, eBuddy, Gadu-Gadu, IBM Lotus Sametime, ICQ, iMessage, IMVU, Lync, MXit, Paltalk, Skype, Tencent QQ, Windows Live Messenger™ или Microsoft Network (MSN) Messenger™, Wireclub, Xfire и Yahoo! Messenger™), email, Twitter (например, обмен сообщениями), цифровому протоколу обслуживания (DSP) и т.п.
Используемые здесь выражения «коммуникационная система» или «коммуникационная сеть» и их варианты могут относиться к совокупности коммуникационных компонентов, способной выполнять одно или более действий из числа действий, к которым относятся передача, ретрансляция, взаимосвязь, управление или иное манипулирование информацией или данными по меньшей мере от одного передатчика к по меньшей мере одному приемнику. По существу, коммуникация может включать в себя ряд систем, поддерживающих двустороннюю связь или транслирование информации или данных. Коммуникационная система может относиться к отдельному коммуникационному оборудованию и сбору данных, а также к соединениям, связанным с отдельным коммуникационным оборудованием и обеспечивающим его соединение. Коммуникационное оборудование может относиться к специальному коммуникационному оборудованию или может относиться к процессору, соединенному с коммуникационным средством (например, с антенной), и используемому программному обеспечению, которое может использовать коммуникационное средство для отправления и/или получения сигнала в коммуникационной системе. Взаимное соединение относится к некоторому типу проводного или беспроводного устройства коммуникационной связи, которое соединяет различные компоненты, такие как коммуникационное оборудование, в коммуникационной системе. Коммуникационная сеть может относиться к конкретной компоновке коммуникационной системы с совокупностью отдельного коммуникационного оборудования и взаимных соединений, имеющих определенную топографию сети. Коммуникационная сеть может включать в себя проводную и/или беспроводную сеть, имеющую предварительно настроенную и специально подготовленную структуру сети.
Используемое здесь понятие «машиночитаемый носитель» относится к любой материальной среде для хранения и передачи, которая участвует в обеспечении указаний для процессора с целью их выполнения. Такой носитель может иметь много форм без ограничения до энергонезависимого носителя, энергозависимого носителя и передающей среды. Энергонезависимый носитель включает в себя, например, энергонезависимое запоминающее устройство с произвольной выборкой (NVRAM) или магнитные или оптические диски. Энергозависимый носитель включает в себя динамическое запоминающее устройство, например, основное запоминающее устройство. Стандартные формы машиночитаемых носителей включают в себя, например, дискету, гибкий диск, жесткий диск, магнитную ленту или любой другой магнитный носитель, магнитно-оптический носитель, постоянное запоминающее устройство (ROM), постоянное запоминающее устройство на компакт-диске (CD-ROM), любой другой оптический носитель, перфокарту, бумажную ленту, любой другой физический носитель с группами отверстий, запоминающее устройство с произвольной выборкой (RAM), программируемое постоянное запоминающее устройство (PROM) и стираемое программируемое постоянное запоминающее устройство (EPROM), FLASH-EPROM, твердотельный носитель, например, карту памяти, любую другую микросхему или картридж памяти, несущую волну, как описано далее, или любой другой носитель, который может считывать компьютер. Прикрепление файла к электронной почте или другому независимому информационному архиву или группе архивов рассматривается в качестве распространяемого носителя, эквивалентного материальной среде для хранения. Когда машиночитаемый носитель сконфигурирован как база данных, следует принять во внимание, что база данных может быть базой данных любого типа, например, реляционной, иерархической, объектно-ориентированной и/или т.п. Соответственно, рассматривается, что изобретение включает в себя материальную среду для хранения или распространяемый носитель и признанные действительными эквиваленты по предыдущему уровню техники и последующие носители, в которых хранятся внедрения программных средств согласно изобретению. Следует принять во внимание, что любой машиночитаемый носитель, который не является передачей сигнала, может рассматриваться как непереходной.
Используемое здесь понятие «устройство отображения» и его варианты могут использоваться на равных основаниях и могут означать панель и/или область устройства вывода данных, которые могут отображать информацию для оператора или пользователя. Устройства отображения могут включать в себя без ограничения одну или более панелей управления, один или более корпусов приборов, индикаторов, манометров, расходомеров, источников света, компьютеров, экранов, дисплеев, узлов индикаторов проецирования показаний (HUD) и графических интерфейсов пользователя.
Используемое здесь понятие «модуль» относится к любым известным или позднее разработанным аппаратным средствам, программным средствам, встроенным программам, искусственному интеллекту, непрерывной логике или комбинации аппаратных средств и программных средств, которые могут выполнять функцию, относящуюся к этому элементу.
Понятие «рабочий стол» относится к образному выражению, используемому для отображения систем. Рабочий стол, в общем, рассматривается как «поверхность», на которой могут быть расположены картинки, именуемые иконками, графические элементы, папки и т.д., которые могут активировать и/или показывать приложения, окна, кабинеты, файлы, папки, документы и другие графические элементы. Иконки, в общем, выбираются по усмотрению для инициирования программного модуля посредством взаимодействия с интерфейсом пользователя, так чтобы пользователь мог использовать приложения и/или выполнять другие операции.
Понятие «отображаемое изображение» относится к изображению, выведенному на дисплей. Типичным отображаемым изображением является окно или рабочий стол. Отображаемое изображение может занимать весь дисплей или его часть.
Понятие «электронный адрес» может относиться к любому доступному адресу, включающему в себя номер телефона, мгновенное сообщение, адрес электронной почты, унифицированный локатор ресурса (URL), глобальный универсальный идентификатор (GUID), универсальный идентификатор ресурсов (URI), зарегистрированный адрес (AOR), электронный псевдоним в базе данных и т.д. и их комбинации.
Понятия «экран», «сенсорный экран» или «дисплей с сенсорным экраном» относятся к физической структуре, которая позволяет пользователю взаимодействовать с компьютером посредством касания участков экрана и обеспечивает информацию для пользователя на дисплее. Сенсорный экран может распознавать контакт пользователя с помощью ряда различных способов, например, за счет изменения электрического параметра (например, сопротивления или емкости), изменений звуковой волны, обнаружения сближением с инфракрасным излучением, обнаружения изменения в освещении и т.п. В резистивном сенсорном экране, например, нормально разделенные проводящий и резистивный слои экрана пропускают электрический ток. Когда пользователь прикасается к экрану, два слоя могут контактировать в месте контакта, в результате чего обнаруживается изменение электрического поля, и подсчитываются координаты места контакта. В емкостном сенсорном экране емкостный слой сохраняет электрический заряд, который разряжается на пользователя при контакте с сенсорным экраном, что вызывает уменьшение заряда емкостного слоя. Это уменьшение измеряется, и определяются координаты места контакта. В сенсорном экране на поверхностно-акустических волнах акустическая волна переносится через экран, и акустическая волна нарушается в результате контакта пользователя. Приемный преобразователь обнаруживает момент контакта пользователя и определяет координаты места контакта.
Понятие «окно» относится главным образом к прямоугольному отображаемому изображению, по меньшей мере на части дисплея, которое содержит и обеспечивает содержание, отличающееся от остального экрана. Окно может заслонять рабочий стол. Размеры и ориентация окна могут настраиваться с помощью какого-либо модуля или пользователем. Когда окно расширено, окно может занимать, по существу, все пространство дисплея на экране или экранах.
Используемые здесь понятие «определять», «подсчитывать» и «вычислять» и их варианты используются на равных основаниях и включают в себя методику, процесс, математическую операцию или технику любого типа.
Несмотря на то, что пояснительные аспекты, варианты выполнения, выборочные варианты и/или конфигурации показывают различные компоненты системы, расположенные рядом друг с другом, определенные компоненты системы могут быть расположены дистанционно на удаленных участках распределенной сети, например, локальная вычислительная сеть (LAN) и/или Internet, или в пределах специально предназначенной системы. Таким образом, следует принять во внимание, что компоненты системы могут комбинироваться в одном или нескольких устройствах, таких как персональный компьютер (PC), лэптоп, ноутбук, смартфон, персональный цифровой помощник (PDA), планшет и т.д., или могут быть расположены рядом друг с другом в конкретном узловом модуле распределенной сети, например, аналоговой и/или цифровой телекоммуникационной сети, сети с коммутацией пакетов или сети с коммутацией каналов. Из предыдущего описания и по причинам эффективности вычислений следует принять во внимание, что компоненты системы могут быть расположены в любом месте в пределах распределительной сети компонентов без влияния на работу системы. Например, различные компоненты могут быть расположены в коммутационном устройстве, таком как телефонная станция, не являющаяся частью общедоступной сети (PBX), и медиа-сервер, межсетевой интерфейс, в одном или более коммуникационных устройствах, в одном или более объектах пользователя или некоторых их комбинациях. Сходным образом один или несколько функциональных участков системы могли бы быть распределены между телекоммуникационными устройствами и соответствующим вычислительным устройством.
Кроме того, следует принять во внимание, что различные линии, соединяющие элементы, могут быть проводными или беспроводными линиями или их комбинациями или любыми известными или позднее разработанными элементами, которые могут сообщать и/или передавать данные соединенным элементам или от соединенных элементов. Эти проводные и беспроводные линии также могут быть защищенными линиями и могут передавать зашифрованную информацию. Среда передачи данных, используемая в качестве линий, например, может быть любым пригодным каналом для передачи электрических сигналов, включая сюда коаксиальные кабели, медный провод и волоконную оптику, и может принимать форму акустических или световых волн, например, волн, генерируемых во время радиоволновой и инфракрасной передачи данных.
При необходимости, системы и способы согласно изобретению могут быть внедрены с использованием специализированного компьютера, программируемого микропроцессора или микроконтроллера и элементов периферийной интегральной схемы, ASIC или другой интегральной схемы, цифрового сигнального процессора, жесткопроводной электронной или логической схемы, такой как схема на дискретных элементах, программируемого логического устройства или матрицы логических элементов, например, PLD, PLA, FPGA, PAL, специализированного компьютера, любого сопоставимого средства и т.п. В общем, для внедрения различных аспектов изобретения могут быть использованы любые устройства или средства, способные к внедрению методики, представленной в описании. Поясняющие аппаратные средства, которые могут использоваться в описанных вариантах выполнения, конфигурациях и аспектах, включают в себя компьютеры, портативные устройства, телефоны (например, сотовые, с поддержкой интернета, цифровые, аналоговые, гибридные и другие) и другие аппаратные средства, известные из предыдущего уровня техники. Некоторые из этих устройств включают в себя процессоры (например, один процессор или множество процессоров), запоминающее устройство, энергонезависимое запоминающее устройство, устройства ввода данных и устройства вывода данных. Кроме того, другие возможные внедрения программных средств включают в себя без ограничения распределенную обработку, распределенную обработку компонентов/объектов, параллельную обработку, или также может быть предусмотрена виртуальная механическая обработка для внедрения описанных здесь способов.
В варианте выполнения описанные способы могут быть легко внедрены с помощью программных средств, используя среды разработки объектных и объектно-ориентированных программных средств, позволяющие получить код переносного источника, который может использоваться на ряде компьютерных платформ или платформ рабочих станций. Как вариант, описанная система может быть внедрена частично или полностью в аппаратных средствах, используя стандартные логические схемы или конструкцию с интеграцией сверхвысокого уровня (VLSI). Использование программных средств или аппаратных средств для внедрения систем по изобретению зависит от требований к скорости и/или эффективности системы, конкретной функции и используемых конкретных систем программных средств или аппаратных средств или микропроцессора или микрокомпьютерных систем.
В еще одном варианте выполнения описанные способы могут быть частично внедрены в программные средства, которые могут храниться на носителе данных, предусмотренном в программируемом компьютере общего назначения, при взаимодействии с контроллером и запоминающим устройством, специализированном компьютере, микропроцессоре или т.п. В этих случаях системы и способы согласно изобретению могут быть внедрены в качестве программы, внедренной в персональный компьютер, например, мини-программы, JAVA® или сценария изображения, генерируемого компьютером (CGI), в качестве ресурса, хранящегося на сервере или рабочей станции компьютера, в качестве стандартной программы, хранящейся в специально предусмотренной измерительной системе, системного компонента или т.п. Система также может быть внедрена посредством физического включения системы и/или способа в состав системы программных средств и/или аппаратных средств.
Несмотря на то, что изобретение описывает компоненты и функции, внедряемые в аспекты, варианты выполнения и/или конфигурации со ссылкой на конкретные стандарты и протоколы, аспекты, варианты выполнения и/или конфигурации не ограничиваются до таких стандартов и протоколов. Существуют другие сходные стандартны и протоколы, которые не упомянуты в настоящем документе, и считается, что они включены в изобретение. Кроме того, стандартны и протоколы, упомянутые в настоящем документе, и другие стандартны и протоколы, которые не упомянуты в настоящем документе, периодически заменяются более быстрыми и более эффективными эквивалентами, имеющими, по существу, такие же функции. Указанные стандарты и протоколы, имеющие такие же функции, рассматриваются как эквиваленты, включенные в изобретение.
Примеры описанных здесь процессоров могут включать в себя без ограничения по меньшей мере один из процессоров, к которым относятся Qualcomm® Snapdragon® 800 и 801, Qualcomm® Snapdragon® 610 и 615 с 4G LTE Integration и 64-битным исчислением, процессор Apple® A7 с 64-битной архитектурой, сопроцессоры движения Apple® M7, серия Samsung® Exynos®, семейство процессоров Intel® Core™, семейство процессоров Intel® Xeon, семейство процессоров Intel® Atom™, семейство процессоров Intel Itanium®, Intel® Core® i5-4670K и i7-4770K 22nm Haswell, Intel® Core® i5-3570K 22nm Ivy Bridge, семейство процессоров AMD® FX™, AMD® FX-4300, FX-6300 и FX-8350 32nm Vishera, процессоры AMD® Kaveri, автомобильные информационно-развлекательные процессоры Texas Instruments® Jacinto C6000™, автомобильные мобильные процессоры Texas Instruments® OMAP™, процессоры ARM® Cortex™-M, процессоры ARM® Cortex-A и ARM926EJ-S™, другие эквивалентные в промышленном отношении процессоры, и могут выполнять вычислительные функции, используя любой известный или разрабатываемый в дальнейшем стандарт, набор инструкций, библиотеки и/или архитектуру.
Изобретение в различных аспектах, вариантах выполнения и/или конфигурациях включает в себя компоненты, способы, процессы, системы и/или устройства, по существу, показанные и описанные в настоящем документе, включая сюда различные аспекты, варианты выполнения, конфигурации вариантов выполнения, подкомбинации и/или поднаборы. После изучения изобретения специалистам в этой области должно быть понятно, как внедрить и использовать описанные аспекты, варианты выполнения и/или конфигурации. Изобретение в различных аспектах, вариантах выполнения и/или конфигурациях включает в себя обеспечение наличия устройств и процессов в отсутствии компонентов, которые не показаны и/или не описаны в настоящем документе, или в различных аспектах, вариантах выполнения и/или конфигурациях включает в себя отсутствие таких компонентов, которые могли использоваться в предыдущих устройствах или процессах, например, для улучшения эксплуатационных характеристик, обеспечения удобства внедрения и/или снижения стоимости внедрения.
Реферат
Устройство и способы для декорирования наружных поверхностей металлических емкостей. В частности, изобретение предлагает новый мерный валик для узла нанесения краски устройства для декорирования. Во время декорирования регулировочный механизм способен перемещать мерный валик в первое положение переноса краски. В первом положении переноса краски мерный валик принимает краску с красочного валика без контакта с красочным валиком. В варианте выполнения во время декорирования мерный валик находится в контакте с передаточным валиком и переносит на него краску. Когда декорирование прекращается, регулировочный механизм способен перемещать мерный валик во второе положение выстоя так, чтобы мерный валик не принимал краску с красочного валика. 3 н. и 18 з.п. ф-лы, 9 ил.
Комментарии