Обрабатывающее устройство модульного типа и полностью автоматизированная система по изготовлению формных цилиндров для глубокой печати с использованием подобного устройства - RU2640270C1
Код документа: RU2640270C1
Чертежи






Описание
Область техники
Настоящее изобретение относится к модульному обрабатывающему устройству и к полностью автоматизированной системе по изготовлению формных цилиндров для глубокой печати с использованием модульного обрабатывающего устройства.
Уровень техники
До настоящего времени в качестве фабрик по нанесению покрытий на формные цилиндры для глубокой печати (также именуемых «формными валами») были известны фабрики по нанесению покрытий для глубокой печати, описанные в патентных документах 1-3.
Как можно заметить из чертежей к патентным документам 1-3, производственная линия по изготовлению формных валов для глубокой печати до настоящего времени состояла из промышленного робота и крана-штабелера, используемых совместно.
На производственной линии, использующей кран-штабелер, обработка осуществлялась в каждом из различных обрабатывающих устройств таким образом, чтобы необработанный формный вал зажимался краном-штабелером при помощи крутяще-зажимного ротационного транспортировочного устройства кассетного типа.
При этом на производственной линии, использующей кран-штабелер, необработанный формный вал последовательно передавался на различные обрабатывающие устройства таким образом, чтобы необработанный формный вал зажимался при помощи крутяще-зажимного ротационного транспортировочного устройства кассетного типа. В результате этого возникала проблема, заключающаяся в том, что выполнение вышеуказанных операций занимало достаточно много времени.
Кроме этого, на производственной линии, использующей кран-штабелер, необработанный формный вал последовательно передавался на обрабатывающие устройства таким образом, чтобы необработанный формный вал зажимался при помощи крутяще-зажимного ротационного транспортировочного устройства кассетного типа, вследствие чего различные обрабатывающие устройства приходилось размещать рядом друг с другом. В результате этого возникала проблема, заключающаяся в том, что для установки обрабатывающих устройств требовалось много места.
Помимо этого, на производственной линии, использующей кран-штабелер, необработанный формный вал последовательно передавался на различные обрабатывающие устройства таким образом, чтобы необработанный формный вал зажимался при помощи крутяще-зажимного ротационного транспортировочного устройства кассетного типа. В результате этого возникала проблема, заключающаяся в том, что могла образовываться пыль.
В свете данных проблем была предложена и благосклонно принята полностью автоматизированная система по нанесению покрытий для глубокой печати, описанная в патентном документе 4. Полностью автоматизированная система по нанесению покрытий для глубокой печати обладает высокой степенью свободы и позволяет изготавливать формные валы быстрей, чем на известном уровне техники, занимает меньше места, работает автономно даже в ночное время, обладает гибкостью по настройке производственной линии и удовлетворяет различным потребностям клиентов.
В данной полностью автоматизированной системе по нанесению покрытий для глубокой печати из известного уровня техники в качестве обрабатывающего устройства использовалось двухступенчатое обрабатывающее устройство, включающее в себя, например, установку по нанесению медного покрытия, на нижней ступени, и установку по обезжириванию, на верхней ступени. На фиг. 8 показан вид сбоку обрабатывающего устройства, используемого в полностью автоматизированной системе по нанесению покрытий для глубокой печати из известного уровня техники. Двухступенчатое обрабатывающее устройство 200 по фиг. 8 является обрабатывающим устройством из известного уровня техники, которое включает в себя установку 202 по нанесению медного покрытия, на нижней ступени, и установку 204 по обезжириванию, на верхней ступени. Ссылочной позицией 206 обозначен накопительный бак, выполненный с возможностью хранения в нем раствора с жидким покрытием, обезжиривающего раствора, раствора для удаления резиста или иного раствора. Крышки 208 и 210, выполненные с возможностью закрытия отверстий для загрузки и выгрузки необработанных валов, находятся на нижней ступени обрабатывающей установки и на верхней ступени обрабатывающей установки, соответственно.
У двухступенчатого обрабатывающего устройства вышеуказанной полностью автоматизированной системы по нанесению покрытий для глубокой печати из известного уровня техники обрабатывающее устройство нижней ступени и обрабатывающее устройство верхней ступени имеют независимые рамы, поэтому сборка каждого из двухступенчатых обрабатывающих устройств осуществляется путем монтажа установки верхней ступени на установку нижней ступени. Между тем, если обрабатывающая установка нижней ступени и обрабатывающая установка верхней ступени имеют независимые рамы, обрабатывающее устройство невозможно стандартизировать, вследствие чего его производство становится нерентабельным.
При дальнейшей кастомизации полностью автоматизированных систем по нанесению покрытий для глубокой печати из-за того, что размеры обрабатывающих устройств различаются, возникают сложности с кастомизацией.
Документы из уровня техники.
Патентный документ 1: JP 2004-223751 А.
Патентный документ 2: JP 2004-225111 А.
Патентный документ 3: JP 2004-232028 А.
Патентный документ 4: WO 2012/043515 A1.
Раскрытие изобретения
Проблемы, на решение которых направлено изобретение.
Настоящее изобретение было сделано с учетом вышеуказанных обстоятельств, присущих известному уровню техники, поэтому цель изобретения заключается в том, чтобы предложить модульное обрабатывающее устройство, которое позволяет его стандартизировать, повысить эффективность его производства и которое также обеспечивает гибкость при кастомизации и позволяет получить полностью автоматизированную систему по производству формных цилиндров для глубокой печати с использованием модульного обрабатывающего устройства.
Средства для решения проблем.
Для решения вышеупомянутых проблем, по одному из вариантов осуществления настоящего изобретения предлагается модульное обрабатывающее устройство для использования в полностью автоматизированной системе по изготовлению формных цилиндров для глубокой печати, включающей в себя: по меньшей мере два промышленных робота; и несколько обрабатывающих устройств, установленных в зоне охвата по меньшей мере одного из по меньшей мере двух промышленных роботов, полностью автоматизированная система по изготовлению формных цилиндров для глубокой печати выполнена таким образом, чтобы необработанный вал захватывался рукой робота и последовательно передавался и обрабатывался каждым из нескольких обрабатывающих устройств, модульное обрабатывающее устройство включает в себя: пару рамных элементов, расположенных вертикально таким образом, чтобы они находились напротив друг друга; первый обрабатывающий модуль, включающий в себя: первый обрабатывающий купельный модуль, выполненный с возможностью помещения в него необработанно вала для нанесения покрытия; первый балочный модуль, расположенный горизонтально полу; и первый зажимной модуль, установленный на первый балочный модуль, первый зажимной модуль включает в себя пару конусных зажимов, выполненных с возможностью захвата необработанного вала с обоих торцов таким образом, чтобы необработанный вал помещался в первый обрабатывающий купельный модуль; и второй обрабатывающий модуль, включающий в себя: второй обрабатывающий купельный модуль, выполненный с возможностью помещения в него необработанно вала для нанесения покрытия; второй балочный модуль, расположенный горизонтально полу; и второй зажимной модуль, установленный на второй балочный модуль, второй зажимной модуль включает в себя пару конусных зажимов, выполненных с возможностью захвата необработанного вала с обоих торцов таким образом, чтобы необработанный вал помещался во второй обрабатывающий купельный модуль; модульное обрабатывающее устройство имеет многоступенчатую конструкцию, причем по меньшей мере первый обрабатывающий модуль и второй обрабатывающий модуль установлены на пару рамных элементов.
Предпочтительно по меньшей мере один из пары конусных зажимов, установленных на каждом из следующих модулей: первом зажимной модуле и втором зажимной модуле, может скользить относительно каждого из следующих модулей: первого балочного модуля и второго балочного модуля таким образом, чтобы пара конусных зажимов свободно придвигалась друг к другу или отодвигалась друг от друга.
Предпочтительно каждый из следующих модулей: первый зажимной модуль и второй зажимной модуль включает в себя рамные участки, которые выполнены с возможностью опирания на них пары конусных зажимов и расположены ортогонально каждому из следующих модулей: первому балочному модулю и второму балочному модулю и горизонтально полу, соответственно.
Предпочтительно пара конусных зажимов каждого из следующих модулей: первого зажимного модуля и второго зажимного модуля может поворачиваться посредством шпиндельных участков, соответственно, а модульное обрабатывающее устройство предпочтительно дополнительно содержит электрозапитывающий металлический элемент, который упирается встык по меньшей мере в один из шпиндельных участков каждого из следующих модулей: первого зажимного модуля и второго зажимного модуля и запитывается током через электрическую шину.
По одному из вариантов осуществления настоящего изобретения предлагается полностью автоматизированная система по изготовлению формных цилиндров для глубокой печати, в которой используется вышеуказанное модульное обрабатывающее устройство, полностью автоматизированная система по изготовлению формных цилиндров для глубокой печати включает в себя: по меньшей мере два промышленных робота и несколько модульных обрабатывающих устройств, установленных в зоне охвата по меньшей мере одного из по меньшей мере двух промышленных роботов, полностью автоматизированная система по изготовлению формных цилиндров для глубокой печати выполнена таким образом, чтобы необработанный вал захватывался рукой робота и последовательно передавался и обрабатывался каждым из нескольких модульных обрабатывающих устройств.
По одному из вариантов осуществления настоящего изобретения предлагается способ изготовления формных цилиндров для глубокой печати, в котором используется вышеуказанная полностью автоматизированная система по изготовлению формных цилиндров для глубокой печати.
По одному из вариантов осуществления настоящего изобретения предлагается формный цилиндр для глубокой печати, которой изготовлен с использованием вышеуказанной полностью автоматизированной системы по изготовлению формных цилиндров для глубокой печати.
Полезные эффекты от внедрения изобретения.
Настоящее изобретение обеспечивает исключительный эффект за счет использования модульного обрабатывающего устройства, которое может быть стандартизировано, позволяет повысить эффективность производства и которое также обеспечивает гибкость при кастомизации и позволяет получить полностью автоматизированную систему по изготовлению формных цилиндров для глубокой печати с использованием модульного обрабатывающего устройства.
Помимо этого, комбинация из двух этапов, таких как никелирование и нанесение медного покрытия, удаление резиста и травление, либо обезжиривание и нанесение медного покрытия модульно объединены в едином обрабатывающем устройстве, позволяя получить интегрированную рамную конструкцию. Соответственно появляется возможность добиться исключительного эффекта за счет повышения компактности и точности.
Кроме этого, стандартизация позволяет использовать традиционные рамные элементы и модули, такие как балочные модули, что было совершенно невозможно на известном уровне техники. Соответственно появляется возможность снизить себестоимость и повысить производственную эффективность.
Краткое описание чертежей
На фиг. 1 схематически, в разобранном виде, в перспективе показано модульное обрабатывающее устройство по одному из вариантов осуществления настоящего изобретения.
На фиг. 2 схематически, в перспективе показано положение, при котором происходит сборка модульного обрабатывающего устройства по фиг. 1.
На фиг. 3 показан вид сбоку модульного обрабатывающего устройства по одному из вариантов осуществления настоящего изобретения.
На фиг. 4 показан схематический местный укрупненный вид положения, при котором энергозапитывающий металлический элемент упирается встык в шпиндельный участок модульного обрабатывающего устройства по настоящему изобретению.
На фиг. 5 показан схематический вид сбоку по фиг. 4.
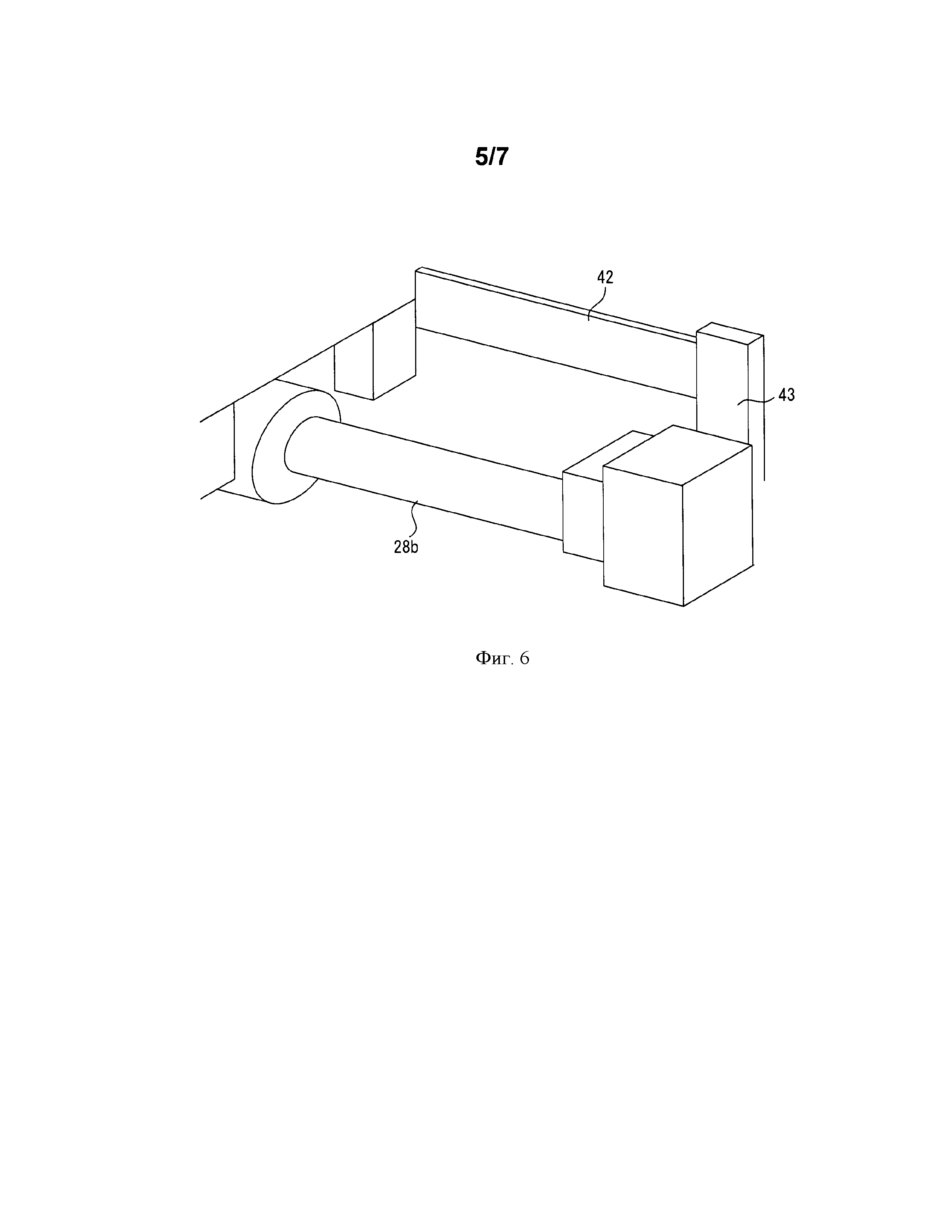
На фиг. 6 показан схематический местный укрупненный вид положения, при котором электрическая шина и энергозапитывающий металлический элемент соединяются друг с другом при помощи зажима.
На фиг. 7 показан схематический вид в плане полностью автоматизированной системы по изготовлению формных цилиндров для глубокой печати, использующей модульное обрабатывающее устройство по одному из вариантов осуществления настоящего изобретения.
На фиг. 8 показан вид сбоку обрабатывающего устройства из известного уровня техники.
Осуществление изобретения
Ниже рассматриваются варианты осуществления настоящего изобретения, которые приведены в качестве примера, а, следовательно, допускают различные модификации, не выходящие за техническую сущность настоящего изобретения.
Далее со ссылкой на прилагаемые чертежи будет рассмотрено модульное обрабатывающее устройство по настоящему изобретению.
На фиг. 1-3 ссылочной позицией 10 обозначено модульное обрабатывающее устройство по одному из вариантов осуществления настоящего изобретения. Модульное обрабатывающее устройство 10 включает в себя пару рамных элементов 12а и 12b, расположенных вертикально, таким образом, чтобы они находились напротив друг друга, первый обрабатывающий модуль 22, включающий в себя первый обрабатывающий купельный модуль 14, выполненный с возможностью помещения в него необработанного вала R для нанесения покрытия, первый балочный элемент 16, расположенный горизонтально полу, и первый зажимной модуль 20, установленный на первый балочный модуль 16, включающий в себя пару конусных зажимов 18а и 18b, выполненных с возможностью захвата необработанного вала с обоих торцов таким образом, чтобы необработанный вал помещался в первый обрабатывающий купельный модуль 14, и второй обрабатывающий модуль 32, включающий в себя второй обрабатывающий купельный модуль 24, выполненный с возможностью помещения в него необработанного вала для нанесения покрытия, второй балочный модуль 26, расположенный горизонтально полу, и второй зажимной модуль 30, установленный на второй балочный модуль 26, включающий в себя пару конусных зажимов 18а и 18b, выполненных с возможностью захвата необработанного вала с обоих торцов таким образом, чтобы необработанный вал помещался во второй обрабатывающий купельный модуль. Модульное обрабатывающее устройство 10 имеет многоступенчатую конструкцию, при этом первый обрабатывающий модуль 22 и второй обрабатывающий модуль 32 установлены на рамные элементы 12а и 12b. Ссылочной позицией 34 обозначен накопительный бак, выполненный с возможностью хранения в нем раствора с жидким покрытием, обезжиривающего раствора, раствора для удаления резиста или иного обрабатывающего раствора.
В примере по фигурам 1-3 двухступенчатая конструкция, содержащая первый обрабатывающий модуль 22, расположенный на нижней ступени, и второй обрабатывающий модуль 32, расположенный на верхней ступени, показана в виде многоступенчатой конструкции модульного обрабатывающего устройства 10. В примере по фигурам 1-3 глубина ванны первого обрабатывающего купельного модуля 14 первого обрабатывающего модуля 22, расположенного на нижней ступени, больше, чем у второго обрабатывающего купельного модуля 24 второго обрабатывающего модуля 32, расположенного на верхней ступени. Поэтому, целесообразно, чтобы обрабатывающее устройство, выполненное с возможностью осуществления этапа нанесения покрытия или других этапов, находилось на нижней ступени первого обрабатывающего модуля 22.
По меньшей мере один из пары конусных зажимов 18a и 18b, установленных в каждом из следующих модулей: первом зажимном модуле 20 и втором зажимном модуле 30, может скользить относительно каждого из следующих модулей: первого балочного модуля 16 и второго балочного модуля 26 таким образом, чтобы пара конусных зажимов 18a и 18b свободно придвигалась друг к другу или отодвигалась друг от друга.
В примере по фигурам 1-3 пара конусных зажимов 18a и 18b, установленных в каждом из следующих модулей: первом зажимном модуле 20 и втором зажимном модуле 30, имеет следующую компоновку. Каждый из следующих модулей: первый зажимной модуль 20 и второй зажимной модуль 30 скользит по направляющим 36а и 36b каждого из следующих модулей: первого балочного модуля 16 и второго балочного модуля 26 таким образом, чтобы пара конусных зажимов 18a и 18b свободно придвигалась друг к другу или отодвигалась друг от друга. При необходимости может скользить, например, только один конусный зажим 18а, в то время как конусный зажим 18b остается неподвижным, либо может скользить только один конусный зажим 18b, в то время как конусный зажим 18а остается неподвижным, то есть, один из конусных зажимов всегда остается неподвижным. В подобной компоновке пара конусных зажимов 18a и 18b может свободно придвигаться друг к другу или отодвигаться друг от друга. Если один из конусных зажимов остается неподвижным, то нет необходимости закреплять его приводное устройства и источник питания, что позволяет уменьшить общую ширину обрабатывающего устройства.
У каждого из следующих модулей: первого зажимного модуля 20 и второго зажимного модуля 30 рамные участки 38а и 38b, выполненные с возможностью опирания на них вращательным образом пары конусных зажимов 18а и 18b посредством конусных участков 28а и 28b, расположены ортогонально каждому из следующих модулей: первому балочному модулю 16 и второму балочному модулю 26 и горизонтально полу, соответственно.
Балка, то есть каждый из следующих модулей: первый балочный модуль 16 и второй балочный модуль 26, как отмечалось выше, являются стандартными. Следовательно, участки, обеспечивающие осевое перемещение правого и левого шпиндельных участков 28а и 28b, расположены на единственной балке, что обеспечивает высокую точность. Еще одно преимущество заключается в точности сборки деталей при изготовлении обрабатывающего устройства.
Благодаря многоступенчатой конструкции появляется возможность установки третьего обрабатывающего устройства на вышеуказанное второе обрабатывающее устройство 32. Например, третьим обрабатывающим модулем, устанавливаемым на второй обрабатывающий модуль 32, может быть установка для полирования бумаги или иная установка.
На фиг. 3 показан вид сбоку модульного обрабатывающего устройства 10. Модульное обрабатывающее устройство 10, например, может включать в себя установку для нанесения медного покрытия, используемую в качестве первого обрабатывающего модуля 22, расположенную на нижней ступени, и установку обезжиривания, используемую в качестве второго обрабатывающего модуля 32, расположенную на верхней ступени. Следует отметить, что по сравнению с двухступенчатым обрабатывающим устройством 200 по фиг. 8 из известного уровня техники, высота обрабатывающего устройства уменьшена примерно на 25%. Крышки 46 и 48, выполненные с возможностью закрытия отверстий для загрузки и выгрузки необработанных валов находятся в первом обрабатывающем модуле 22 нижней ступени и во втором обрабатывающем модуле 32 верхней ступени, соответственно. В примере по фиг. 3 показано положение, при котором крышки 46 и 48 открыты.
Таким образом, за счет уменьшения высоты устройство становится более компактным, что обеспечивает высокую скорость нанесений покрытий и экономию электроэнергии. Соответственно достигается исключительное соотношение между себестоимостью и производительностью.
Конусные зажимы 18а и 18b каждого из следующих модулей: первого зажимного модуля 20 и второго зажимного модуля 30 могут поворачиваться посредством шпиндельных участков 28а и 28b, соответственно. Как показано на фигурах 4-6, энергозапитывающий металлический элемент 40 может упираться встык по меньшей мере в один из шпиндельных участков 28а и 28b каждого из следующих модулей: первого зажимного модуля 20 и второго зажимного модуля 30 и запитываться током через электрическую шину 42. На фиг. 4 ссылочной позицией 44 обозначен электрический провод, идущий от выпрямителя и выполненный с возможностью подачи на энергозапитывающий металлический элемент 40 постоянного напряжения, получаемого в результате преобразования переменного напряжения от источника переменного тока. Ссылочной позицией 43 обозначен металлический зажим, соединяющий электрическую шину 42 и энергозапитывающий металлический элемент 40 друг с другом. Таким образом, как показано на фиг. 6, происходит запитывание энергозапитывающего металлического элемент 40 током через электрическую шину 42, что исключает необходимость прокладки силового кабеля или иного кабеля по полу, с краю обрабатывающего устройства. В результате этого обеспечивается дополнительная свобода компоновки конструкции. В качестве материала для каждого из следующих элементов: энергозапитывающего металлического элемента 40 и электрической шины 42 целесообразно использовать медь.
Далее, со ссылкой на прилагаемые чертежи, будет рассмотрена полностью автоматизированная система по изготовлению формных цилиндров для глубокой печати, использующая модульное обрабатывающее устройство 10.
На фиг. 7 полностью автоматизированная система по изготовлению формных цилиндров для глубокой печати по настоящему изобретению обозначена ссылочной позицией 50.
Полностью автоматизированная система 50 по изготовлению формных цилиндров для глубокой печати включает в себя по меньшей мере два промышленных робота и несколько модульных обрабатывающих устройств, установленных в зоне охвата по меньшей мере одного из промышленных роботов, таким образом, чтобы необработанный вал захватывался рукой робота и последовательно передавался и обрабатывался каждым из модульных обрабатывающих устройств.
Полностью автоматизированную систему 50 по изготовлению формных цилиндров для глубокой печати грубо можно разделить на обрабатывающую камеру А и обрабатывающую камеру В. В обрабатывающей камере А дополнительно находится обрабатывающая камера С. Обрабатывающая камера А и обрабатывающая камера В отделены стенкой 52, тогда обрабатывающая камера А и обрабатывающая камера С отделены стенкой 53. Кроме этого, пара, состоящая из обрабатывающей камеры А и обрабатывающей камеры В, и пара, состоящая из обрабатывающей камеры А и обрабатывающей камеры С, могут беспрепятственно сообщаться между собой через открывающиеся и закрывающиеся створки 54, соответственно.
Далее будет рассмотрена компоновка обрабатывающей камеры А. Ссылочной позицией 56 обозначен первый промышленный робот в обрабатывающей камере А, который включает в себя свободно вращающуюся многоосную роботизированную руку 58.
Ссылочной позицией R обозначен необработанный вал, а ссылочными позициями 62а и 62b соответственно обозначен прокатный стан. В качестве прокатного стана, например, можно использовать прокатный стан, раскрытый в патентных документах 1-4.
У дистального торца роботизированной руки 58 находятся зажимные средства 64. Зажимные средства 64 способны зажимать необработанный вал R свободно расцепляемым образом.
Далее будет рассмотрена компоновка обрабатывающей камеры В. Ссылочной позицией 60 обозначен второй промышленный робот в обрабатывающей камере В, который включает в себя свободно вращающуюся многоосную роботизированную руку 66.
У дистального торца роботизированной руки 66 находятся зажимные средства 68. Зажимные средства 68 способны зажимать необработанный вал R свободно расцепляемым образом.
Ссылочной позицией 70 обозначена установка по нанесению светочувствительного покрытия, а ссылочной позицией 72 обозначена лазерная экспонирующая установка. В примере, изображенном на прилагаемых чертежах, используется компоновка, аналогичная компоновке двухступенчатого обрабатывающего устройства из известного уровня техники, в которой установка 70 по нанесению светочувствительного покрытия расположена над лазерной экспонирующей установкой 72. В качестве указанных установок можно использовать известные установки. В примере, изображенном на прилагаемых чертежах, используются известная установка по нанесению светочувствительного покрытия и известная лазерная экспонирующая установка, однако также допустимо использовать модульное обрабатывающее устройство по фигурам 1-3.
Ссылочной позицией 74 обозначен передаточный стол для вала, на который необработанный вал R может помещаться для последующей передачи. Передаточный стол 74 для вала показан в положении, при котором зона охвата первого промышленного робота 56 и зона охвата второго промышленного робота 60 накладываются друг на друга. Ссылочной позицией 76 обозначена установка ультразвуковой очистки с функцией сушки, которая выполнена с возможностью осуществления операции ультразвуковой очистки и операции сушки необработанного вала R. Установка 76 ультразвуковой очистки с функцией сушки находится рядом с передаточным столом 74 для вала.
Установка 76 ультразвуковой очистки включает в себя емкость, выполненную с возможностью хранения воды для очистки, а снизу емкости находится сверхзвуковой преобразователь. Установка 76 ультразвуковой очистки, за счет ультразвуковых колебаний сверхзвукового преобразователя, может создавать колебания в воде для осуществления очистки. Установка 76 ультразвуковой очистки также обеспечивает функцию сушки. При необходимости, установка 76 ультразвуковой очистки с функцией сушки может осуществлять ультразвуковую очистку и сушку при каждой обработке.
Электрическое управление полностью автоматизированной системой 50 по изготовлению формных цилиндров для глубокой печати осуществляется при помощи компьютера 78. Компьютер 78 также управляет работой первого промышленного робота 56 и второго промышленного робота 60.
Ссылочной позицией 80 обозначена проявочная установка, выполненная с возможностью осуществления проявки необработанного вала R.
В обрабатывающей камере В находятся первое модульное обрабатывающее устройство 82А, второе модульное обрабатывающее устройство 82В и третье модульное обрабатывающее устройство 82С. Указанные модульные обрабатывающие устройства являются модульными и стандартизированными обрабатывающими устройствами, аналогичными вышеуказанному модульному обрабатывающему устройству 10.
Первое модульное обрабатывающее устройство 82А, в качестве первого обрабатывающего модуля, включает в себя установку 84 по травлению, которая находится на нижней ступени, а в качестве второго обрабатывающего модуля - установку 86 по удалению резиста, которая находится на верхней ступени.
Второе модульное обрабатывающее устройство 82В, в качестве первого обрабатывающего модуля, включает в себя установку 88 по хромированию, которая находится на нижней ступени и выполнена с возможностью хромирования необработанного вала R, а, в качестве второго обрабатывающего модуля - установку 90 по электролитическому обезжириванию, которая находится на верхней ступени.
Третье модульное обрабатывающее устройство 82С, в качестве первого обрабатывающего модуля, включает в себя установку 92 по нанесению медного покрытия, которая находится на нижней ступени, а, в качестве второго обрабатывающего модуля - установку 94 по никелированию, которая находится на верхней ступени и выполнена с возможностью никелирования необработанного вала R.
Далее будет рассмотрена компоновка обрабатывающей камеры С. Ссылочной позицией 96 в обрабатывающей камере С обозначена установка для полирования бумаги, выполненная с возможностью осуществления полирования бумаги, а ссылочной позицией 98 обозначена шлифовальная установка. В качестве данных установок можно использовать известные установки. Например, можно использовать установку для полирования бумаги и шлифовальную установку, раскрытые в патентных документах 1-3.
Обрабатывающая камера А и обрабатывающая камера С сообщаются между собой через створки 54, а шлифовальная установка 98 и установка 96 для полирования бумаги находятся в зоне охвата первого промышленного робота 56.
В примере, изображенном на прилагаемых чертежах, обрабатывающая камера А является чистой комнатой. При необходимости, чистыми комнатами могут быть обрабатывающая камера А и обрабатывающая камера В, соответственно.
В стенке 100 обрабатывающей камеры А имеются дверцы 102 и 104. Через дверцы 102 и 104 обработанный формный цилиндр для глубокой печати с нанесенным покрытием извлекается наружу, а необработанный вал (основа для нанесения покрытия) помещается внутрь. Формный цилиндр G для глубокой печати с нанесенным покрытием помещается на один из любых прокатных станов 62а и 62b, а затем извлекается наружу. В свою очередь, необработанный вал, на который предстоит нанести покрытие, помещается на другой прокатный стан. Компьютер 78 находится снаружи обрабатывающей камеры А, таким образом, чтобы он мог проверять и управлять различной информацией, задавать параметры для различных программ и осуществлять управление полностью автоматизированной системой 50 по изготовлению формных цилиндров для глубокой печати.
В примере, изображенном на прилагаемых чертежах, необработанный вал R помещен на прокатный стан 62а, тогда как формный цилиндр G для глубокой печати с нанесенным покрытием помещен на прокатный стан 62b.
Как было рассмотрено выше, необработанный вал R захватывается каждым из следующих элементов: роботизированной рукой 58 первого промышленного робота 56 и роботизированной рукой 66 второго промышленного робота 60 и последовательно передается и обрабатывается каждым из следующих модульных обрабатывающих устройств: 82A, 82B и 82C.
Полностью автоматизированная система 50 по изготовлению формных цилиндров для глубокой печати позволяет изготавливать формные цилиндры для глубокой печати намного быстрее, при меньших энергозатратах и с более низкой себестоимостью по сравнению с известным уровнем техники.
Перечень ссылочных позиций.
10 - модульное обрабатывающее устройство; 12a, 12b - рамный элемент; 14 - первый обрабатывающий купельный модуль; 16 - первый балочный модуль; 18a, 18b - конусный зажим; 20 - первый зажимной модуль; 22 - первый обрабатывающий модуль; 24 - второй обрабатывающий купельный модуль; 26 - второй балочный модуль; 28а, 28b - шпиндельный участок; 30 - второй зажимной модуль; 32 - второй обрабатывающий модуль; 34, 206 - накопительный бак; 36a, 36b - направляющая скольжения; 38a, 38b - рамный участок; 40 - энергозапитывающий металлический элемент; 42 - электрическая шина; 43 - зажим; 44 - электрический кабель; 46, 48, 208, 210 - крышка; 50 - полностью автоматизированная производственная система; 52, 53 - стенка; 54 - створка; 56 - первый промышленный робот; 58, 66 - роботизированная рука; 60 - второй промышленный робот; 62a, 62b - прокатный стан; 64, 68 - зажимные средства; 70 - установка по нанесению светочувствительного покрытия; 72 - лазерная экспонирующая установка; 74 - передаточный стол для вала; 76 - установка ультразвуковой очистки с функцией сушки; 78 - компьютер; 80 - проявочная установка; 82A, 82B, 82C - модульное обрабатывающее устройство; 84 - установка по травлению; 86 - установка по удалению резиста; 88 - установка по хромированию; 90 - установка по электролитическому обезжириванию; 92, 202 - установка по нанесению медного покрытия; 94 - установка по никелированию; 96 - установка по полировке бумаги; 98 - шлифовальная установка; 100 - стенка; 102, 104 - дверца; 204 - установка по обезжириванию; 200 - обрабатывающее устройство из известного уровня техники; А, В, С - обрабатывающая камера; G - формный цилиндр для глубокой печати; R - необработанный вал.
Реферат
Предложено модульное обрабатывающее устройство, которое может быть стандартизировано, легко кастомизируется и позволяет повысить производственную эффективность, и полностью автоматизированная система по изготовлению формных цилиндров для глубокой печати, использующая модульное обрабатывающее устройство. Модульное обрабатывающее устройство включает в себя пару рамных элементов, расположенных вертикально, таким образом, чтобы они находились напротив друг друга, первый обрабатывающий модуль включает в себя первый обрабатывающий купельный модуль; первый балочный модуль, расположенный горизонтально полу; и первый зажимной модуль, а второй обрабатывающий модуль включает в себя второй обрабатывающий купельный модуль; второй балочный модуль, расположенный горизонтально полу, и второй зажимной модуль. Модульное обрабатывающее устройство имеет многоступенчатую конструкцию по меньшей мере из одного первого обрабатывающего модуля и второго обрабатывающего модуля, установленных на рамные элементы. 4 н. и 3 з.п. ф-лы, 8 ил.
Комментарии