Установка для обработки отпечатанных бумажных листов - RU2294285C2
Код документа: RU2294285C2
Чертежи


Описание
Настоящее изобретение касается установки для обработки бумажных листов с двухсторонней печатью, в частности ценных бумаг, содержащей устройство для последовательной подачи листов, средства транспортировки, средства обработки указанных листов и средства сортировки по меньшей мере на две отдельные стопки, а также способа применения этой установки.
Машины для печатания ценных бумаг, таких как чеки, бумажные деньги, банкноты, становятся все более усовершенствованными, чтобы препятствовать подделкам, которые значительно облегчаются благодаря существующим в настоящее время средствам воспроизведения.
Печатание ценных бумаг включает двухстороннюю печать на листах бумаги или на рулонной ленте в зависимости от применяемых технологий, контроль качества печати полученных таким образом листов, нанесение номеров и других дополнительных элементов, например подписи на бумагах, отвечающих критериям качества, формирование стопок листов с ценными бумагами, отвечающими критериям качества, и формирование стопки бракованных листов и, в случае необходимости, формирование стопки листов, не прошедших необходимой обработки вследствие перебоев в работе или ошибок в обработке. После этого листы с ценными бумагами, прошедшие контроль качества, разрезают на отдельные ценные бумаги и сортируют для формирования пачек, предварительно нанося на них номера. Нанесение номеров на ценные бумаги может производиться также после разрезания, а не до него.
Настоящее изобретение касается, в частности, технологического производственного процесса обработки листов, которые выходят из печатной машины, заключающейся в контроле качества печати и нанесении на них номеров.
Как правило, установки для обработки отпечатанных листов содержат устройства, только частично выполняющие эту обработку, т.е. одна установка осуществляет контроль качества печати и сортирует листы на годные и бракованные, другая установка наносит номера, третья печатает дополнительные элементы, такие как подпись, дату и т.д., четвертая осуществляет контроль пронумерованных листов до или после разрезания (как правило, на листе печатают n линий и n колонок отдельных элементов) и так далее.
Задачей настоящего изобретения является создание установки для обработки печатных бумажных листов, которая обеспечивает выполнение комплекса указанных операций или их части.
Поставленная задача решается путем создания установки для обработки печатных листов, которая характеризуется согласно изобретению тем, что содержит средства контроля качества печати, средства последовательной печати номеров и/или дополнительных элементов, средства контроля нанесенных номеров и/или дополнительных элементов, средства маркировки листов, отбракованных одним из средств контроля качества.
Преимуществом такой установки является возможность выполнения за один прием комплекса операций, включающих в себя контроль качества печати, последовательную печать номеров и/или дополнительных элементов, контроль качества нанесенных номеров, маркировку отбракованных листов и их перемещение в соответствующую стопку.
Согласно варианту выполнения для повышения эффективности установки предусмотрено устройство для проверки маркировки отбракованных листов.
В случае, когда каждый лист содержит m линий и n колонок отдельных напечатанных элементов, серийные номера наносятся только на те листы, все элементы которых признаны годными.
Согласно другому варианту выполнения номера наносятся на все признанные годными элементы, при этом устройства для нанесения серийных номеров печатают специальный знак на элементах, отбракованных при контроле качества печати.
Согласно другому варианту средства контроля качества печати содержат устройство, позволяющее контролировать наличие и качество элементов, не видимых невооруженным глазом.
Контроль качества листов осуществляется при помощи различных устройств в зависимости от требуемой точности проверки, а также от типа контролируемого изображения. Например, контроль качества черно-белой печати может осуществляться при помощи устройств, проверяющих одновременно всю площадь листа или ценной бумаги, тогда как проверка цветного изображения требует точного контроля за каждой линией на листе или ценной бумаге. Используемые устройства отличаются друг от друга по конструкции, принципу действия и стоимости. До сих пор пользователи таких устройств покупали отдельную установку для каждого типа проверки, что повышало затраты, а также требовало дополнительных производственных площадей. Кроме того, в некоторых установках контроля качества ценных бумаг применяются линейные средства транспортировки, на которых листы бумаги укладываются плашмя, при этом указанные листы проходят перед устройствами, контролирующими качество, путем отражения лицевого изображения, а также перед устройством, контролирующим качество путем просвечивания. Такое устройство раскрыто в патенте ЕР-А-0668577 и занимает относительно большую площадь, так как листы проходят перед тремя камерами плоского устройства.
Целесообразно, чтобы установка содержала устройство, обеспечивающее контроль качества печати путем отражения с двух сторон листа и путем просвечивания, которое занимает относительно небольшую горизонтальную площадь. Задачей изобретения является обеспечение возможности изменения типа контроля, то есть использование устройства контроля качества, обеспечивающего быструю замену оптоэлектронных средств контроля, чтобы не прерывать на длительное время производственный процесс для внесения изменений, необходимых при замене различных оптоэлектронных средств контроля.
Устройство контроля качества, входящее в состав установки в соответствии с настоящим изобретением, характеризуется тем, что содержит первую группу роторных узлов захвата листов, вращающихся вокруг первой оси, вторую группу роторных узлов захвата листов, вращающихся вокруг второй оси, параллельной первой оси, при этом обе группы вращаются синхронно в противоположном направлении, а перемещение листа от первой группы ко второй происходит вдоль контактной образующей круговых траекторий, описываемых указанными блоками, таким образом, что каждый лист описывает своего рода S-образную траекторию, последовательно поворачиваясь каждой из своих сторон к двум оптоэлектронным средствам контроля путем отражения, одно из оптоэлектронных средств контроля путем отражения установлено между круговой траекторией, описываемой листом вокруг одной из осей вращения, и указанной осью, другое оптоэлектронное средство контроля путем отражения установлено между круговой траекторией, описываемой листом вокруг другой оси вращения, и указанной осью, при этом имеется оптоэлектронное устройство контроля путем просвечивания, которое установлено между одной из указанных круговых траекторий и соответствующей осью вращения.
Преимущество устройства в соответствии с настоящим изобретением заключается в том, что вместо прохождения на плоских транспортирующих средствах контролируемые листы перемещаются по S-образной траектории, образованной двумя дугами окружности, что позволяет сократить горизонтальную площадь и использовать для контроля вертикальное пространство.
Расположение оптоэлектронных средств контроля внутри каждой из описываемых листами дуг позволяет сократить общее пространство, так как указанные средства находятся внутри пространства. Узлы захвата из каждой группы могут быть установлены либо на боковой поверхности барабана с окнами, либо закреплены на рычагах, приводимых в движение валом, установленным коаксиально оси вращения.
Согласно предпочтительному варианту выполнения устройства контроля качества узлы захвата листов установлены на стенке станины, расположенной перпендикулярно осям вращения, оптоэлектронные средства контроля установлены на подвижном элементе стенки, параллельном и противоположном первой стенке и оснащенном средствами для его перемещения параллельно оси вращения и для доступа к указанным оптоэлектронным средствам для их технического обслуживания или замены другими оптоэлектронными средствами.
Согласно другому варианту выполнения устройство контроля качества содержит два подвижных элемента стенки, что позволяет демонтировать первый элемент стенки и заменить его вторым элементом и менять таким образом тип контроля качества банкнот, не останавливая устройство на длительное время.
Наконец, установка может использоваться в соответствии с различными вариантами выполнения, то есть можно использовать установку для осуществления одного типа контроля качества печати изображения, для чего достаточно отключить средства нанесения серийных номеров и/или дополнительных элементов, при этом листы продолжают перемещаться, или осуществляется только нанесение номеров при отключенных оптоэлектронных средствах контроля, а листы перемещаются без контроля качества печати. Установка, согласно изобретению, позволяет осуществлять либо полный цикл обработки, то есть контроль качества печати, печать серийных номеров и, при необходимости, дополнительных элементов, контроль качества печати номеров, сортировку годных и отбракованных листов на отдельные стопки, либо осуществлять только контроль качества печати без нанесения номеров, либо производить только печать серийных номеров без контроля качества печати, используя одну и ту же установку.
Кроме того, возможно осуществлять контроль качества печати, например, можно осуществлять контроль качества каждой линии изображения или контроль сразу всей площади листа.
Далее следует подробное описание изобретения со ссылками на прилагаемые чертежи, на которых:
фиг.1 изображает установку для обработки ценных бумаг (вид сбоку) согласно изобретению;
фиг.2 изображает общий вид варианта выполнения устройства контроля качества банкнот согласно изобретению;
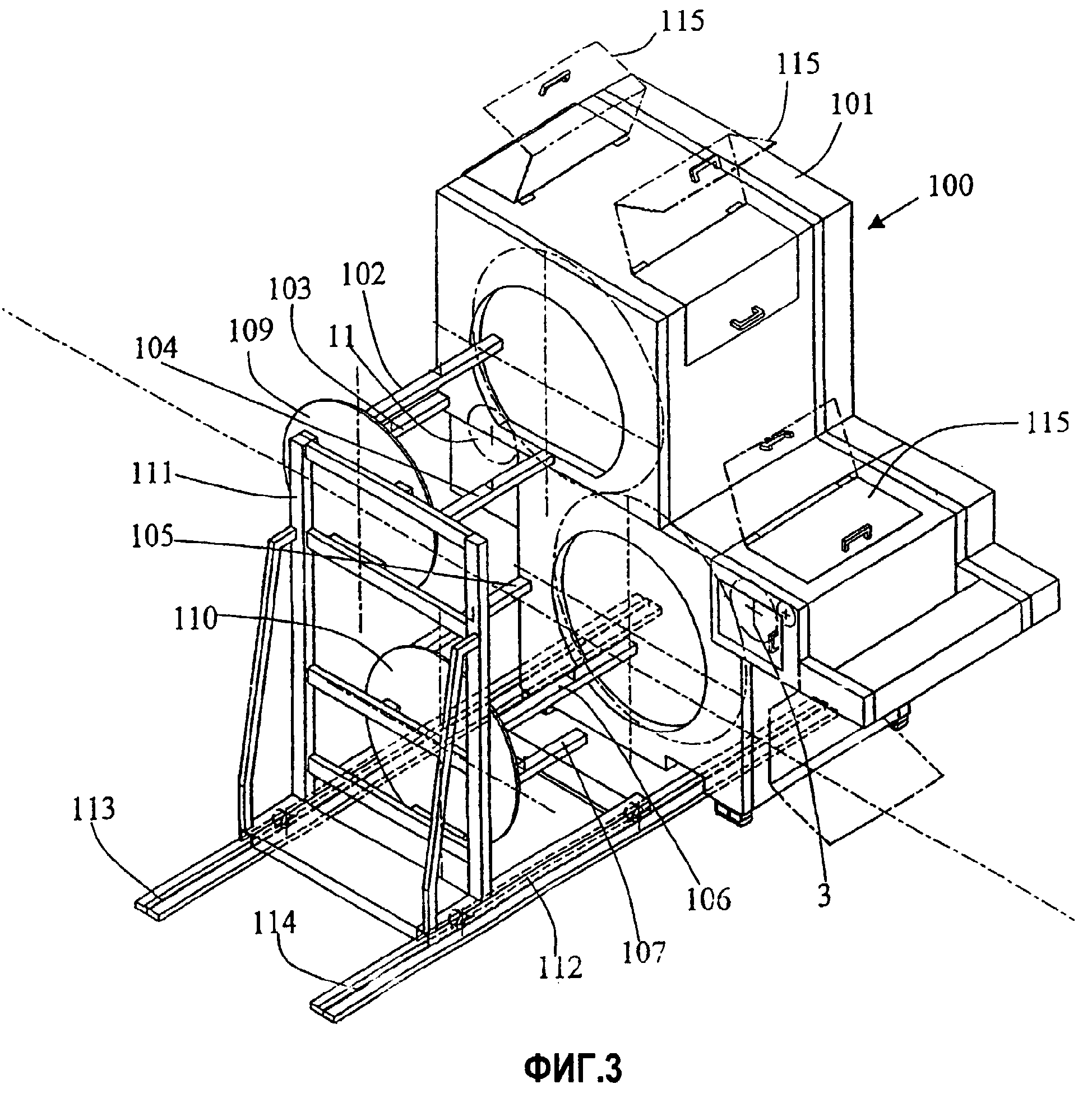
фиг.3 изображает общий вид устройства контроля качества банкнот с подвижным элементом стенки согласно изобретению;
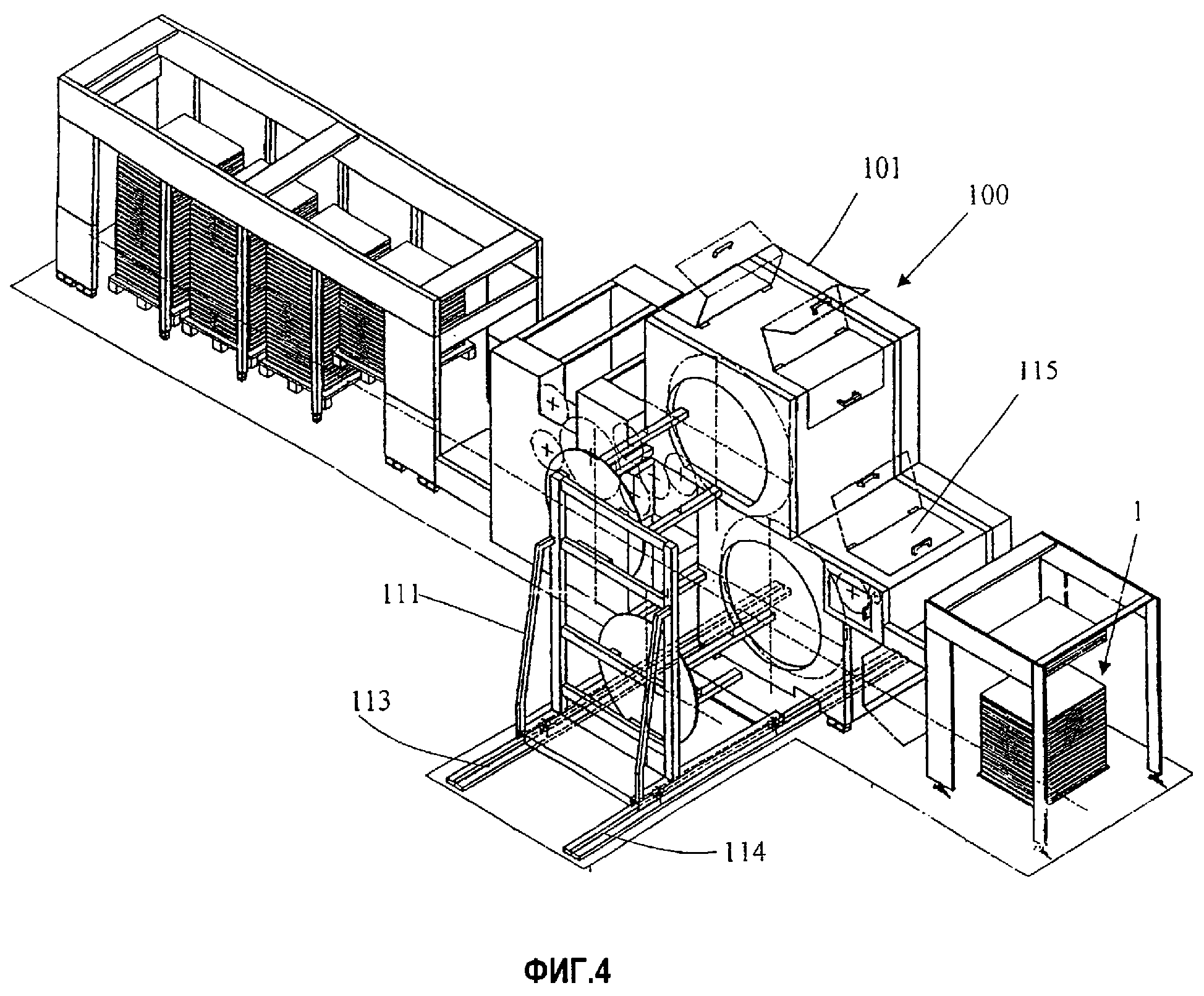
фиг.4 изображает общий вид установки, содержащей устройство, показанное на фиг.3, согласно изобретению;
фиг.5 изображает другой вариант выполнения установки для обработки ценных бумаг, согласно изобретению.
Установка для обработки отпечатанных бумажных листов содержит согласно изобретению устройство 1 (фиг.1) для подачи отпечатанных листов бумаги S, например ценных бумаг, таких как банкноты. Листы S поступают от питающего цилиндра 2 на барабан 3 транспортировки и захватываются первым барабаном 4, вращающимся в направлении стрелки F1. Барабан 4 оснащен зажимами, позволяющими захватывать передний край листа. В барабане 4 выполнены окна для осуществления различных видов контроля качества. Лицевая сторона захваченного листа должна быть видна изнутри барабана 4. Прежде всего, внутри барабана 4 находится камера 5 контроля качества путем просвечивания, напротив этой камеры 5 снаружи барабана находится устройство 6, подсвечивающее противоположную сторону листа. Затем лист подается в направлении стрелки F1 и проходит перед оптоэлектронным средством 7 контроля путем отражения, освещаемым устройствами 8. При этом лист удерживается в нормальном положении всасывающим устройством 9. В данном случае осуществляется контроль качества каждой линии по мере вращения барабана 4 перед средством 7 контроля качества. После этого лист приходит в точку соприкосновения барабана 4 с барабаном 10, попадает в захватывающее устройство барабана 10 и проходит перед другим оптоэлектронным средством 7' контроля путем отражения, где он освещается осветительным устройством 8'. При этом точно так же осуществляется контроль качества каждой линии, как в предыдущем случае, а лист удерживается в нормальном положении при помощи всасывающего устройства 9'. Барабан 10 вращается в направлении стрелки F2, противоположном стрелке F1, поэтому при переходе от барабана 4 к барабану 10 лист S оказывается повернутым к внутренней стороне барабана 10 своей другой стороной. Конструкция барабана 10 идентична конструкции барабана 4. После этого лист подается через ряд транспортирующих цилиндров 11 на печатный цилиндр 12 с двумя элементами 13 и 14 нанесения номеров или буквенных элементов. На каждый из печатных элементов 13 и 14 наносится краска посредством красочных аппаратов, которые не являются объектом настоящего изобретения. Цилиндры 13 и 14 оснащены также чистящим устройством, как это принято в данном типе установки.
Дополнительно в установке можно предусмотреть дополнительный блок 15 для печати дополнительного элемента, например, такого как подпись и/или дата на ценных бумагах перед нанесением на них номеров.
Применение так называемых "умных", то есть электронных, нумераторов позволяет наносить серийные номера либо на все элементы годного листа или ценных бумаг, либо на годные элементы всех листов. Таким образом, благодаря возможности нанесения номеров на все годные элементы после контроля уменьшается количество отходов. Кроме того, на все негодные элементы можно наносить специальный знак (маркировать) для нумератора, например ряд штрихов. При нанесении номеров на годные листы можно отключать нумераторы во время прохождения бракованного листа, например, путем отведения цилиндра-нумератора, что позволяет сохранять серию непрерывной при использовании неэлектронных нумераторов.
После нанесения номеров листы проходят перед оптоэлектронным средством 17 контроля качества нанесения номеров. После этого лист S захватывается конвейерным устройством 18 и проходит перед маркировочным устройством 19. Маркировочное устройство 19 наносит специальный знак, т.е. маркирует, верхнюю часть листов, которые оказались бракованными, либо при контроле качества печати путем просвечивания или отражения, либо при прохождении через устройство контроля качества нанесения номеров. Устройство 20 позволяет удостовериться, что бракованные листы были промаркированы устройством 19, после чего листы подаются на сортировочное устройство. Оно формирует первую стопку 21 из годных листов, вторую стопку 22 из бракованных листов и может формировать третью стопку 23, которая тоже может содержать годные листы либо листы, не прошедшие через контроль и нанесение номеров вследствие внезапного перебоя в работе установки или ошибок во время обработки и предназначенные для повторного прохождения через установку.
Необходимо подчеркнуть важную особенность этой установки, заключающуюся в абсолютно синхронном взаимодействии всех элементов, которые одновременно приводятся в движение, например, при помощи центрального привода 24, который через зубчатое колесо или, например, через ремень с выступами приводит в синхронное движение весь комплекс установки, что является необходимым требованием для работы такой установки.
На фиг.2 показана часть установки, выделенная пунктирной линией на фиг.1, предназначенная для осуществления другого типа контроля качества печати. В данном случае элементы 2 и 3 подачи бумаги аналогичны барабанам 4 и 10, единственное отличие заключается в системе контроля за листами бумаги путем отражения. Оптоэлектронное средство 25 сканирует сразу всю площадь листа, то есть осуществляет менее точный контроль, применяемый чаще всего для черно-белой печати. Другое аналогичное средство 25' позволяет контролировать другую сторону листа. В данном варианте устройство 26 контроля качества печати путем просвечивания находится внутри верхнего барабана. Листы удерживаются в нормальном положении перед средствами 25 и 25' контроля качества при помощи всасывающих устройств 27 и 27'. Устройство 28 освещает лист с другой стороны для контроля качества путем просвечивания.
Барабаны А и 10 могут быть заменены устройствами, захватывающими край листа и вращающими его вокруг оси А или Б.
На фиг.1 показана наиболее сложная конструкция установки, которая обрабатывает стопку листов S, осуществляя сначала контроль качества печати путем отражения и просвечивания, затем, например, при помощи блока 15 наносит дополнительные оттиски в виде подписи или даты или подписи и даты одновременно, потом наносит номера, осуществляет контроль качества печати, затем пропускает листы перед маркировочным устройством, наносящим знак, сигнализирующий о браке, потом через устройство контроля за маркировкой листов, отбракованных во время контроля качества, после чего подает листы в сортировочное устройство, отделяющее годные листы от бракованных или от листов, которые не были обработаны во время контроля или нанесения номеров.
Как было указано выше, можно производить менее строгий контроль, например, для черно-белых изображений при помощи устройства, показанного на фиг.2.
Применять эту установку можно также для осуществления только части операций, например, можно производить только контроль качества, не нанося при этом номеров на ценные бумаги. В этом случае достаточно, не меняя расположения различных элементов машины, отключить только элементы, наносящие оттиски на листы, то есть лист S проследует по тому же пути через совокупность элементов, но пройдет только через средство контроля качества отражением с двух сторон и просвечиванием, после чего пройдет через все другие элементы и попадет либо в стопку годных листов, либо в стопку бракованных листов.
Точно так же установку можно применять только для нанесения номеров и дополнительного элемента, не осуществляя предварительного контроля качества, в этом случае отключают оптоэлектронные средства контроля, то есть элементы 5, 7, 8, 7', 8', а в другом случае устройства 25, 25' и 26, при этом листы проходят через барабаны 4 и 10 без контроля качества, а затем приходят в устройство дополнительной печати для нанесения номеров или другого элемента и, наконец, попадают в одну из стопок 21, 22, 23.
На фиг.3 показана станина 100, содержащая первую стенку 101, внутри которой установлены различные элементы, выделенные на фиг.1 или на фиг.2 пунктирной линией, а именно транспортирующий цилиндр 3, один из выходных цилиндров 11 и барабаны 4 и 10.
Оси барабанов или роторных блоков закреплены на стенке 101 станины, а различные устройства контроля качества (не показанные) установлены на подвижном элементе стенки, перемещающемся перпендикулярно стенке 101. Элемент стенки оснащен различными кронштейнами 102, 103, 104, 105, 106, 107, жестко связанными с элементами 109 и 110, которые находятся на конструкции 111, установленной на каретке 112, перемещающейся по направляющим 113, 114. Это позволяет разместить на станине 100 весь комплекс оптоэлектронных средств контроля качества листа либо для обслуживания или ремонта, либо для замены указанных оптоэлектронных средств контроля, например, чтобы перейти от средств, показанных на фиг.1, к средствам, показанным на фиг.2, и наоборот.
Таким образом, перемещая конструкцию 111, образующую часть стенки, параллельно и противоположно стенке 101, можно легко вносить необходимые изменения для соответствующего трансформирования устройства контроля качества путем замены различных элементов.
Согласно варианту выполнения можно предусмотреть наличие двух конструкций 111 с различными элементами, на одной из них можно устанавливать оптоэлектронные средства, показанные на фиг.1, а на другой средства, показанные на фиг.2, что позволяет быстро менять тип контроля, заменяя одну конструкцию другой, не прерывая на длительное время работу установки. Станина 100 снабжена смотровыми люками 115, обеспечивающими доступ к элементам, находящимся внутри станины 100, для осмотра или обслуживания.
На фиг.4 показана полностью укомплектованная установка, соответствующая фиг.1, за исключением того, что в конце конвейера предусмотрены четыре стопки для складывания листов. Устройство контроля качества показано с подвижной стенкой.
Эта установка содержит устройство 131 (фиг.4) подачи отпечатанных листов, два транспортирующих цилиндра 132, подающие листы на устройство контроля качества банкнот путем двухстороннего отражения и путем просвечивания.
Устройство содержит два барабана 134 и 140 . С одной стороны цилиндра 134 находится оптоэлектронное отражательное устройство 108 контроля качества. Устройство проверяет сторону листа, обращенную к внешней части цилиндра 134. Аналогичное устройство 137 находится также снаружи цилиндра 140 и контролирует другую сторону листа, который в данном случае также перемещается по S-образной траектории. Далее, через транспортирующий цилиндр 199 лист проходит на транспортирующее устройство, состоящее из двух цилиндров 198 и 199, приводящих в движение транспортное устройство 196 типа транспортерной ленты или конвейера, обеспечивающее прохождение листа перед устройством 135 контроля качества путем просвечивания. В данном случае устройство контроля качества печати путем двустороннего отражения и просвечивания занимает в горизонтальном направлении больше места, чем ранее описанное устройство. Затем через транспортирующий цилиндр 141 лист попадает в печатное устройство, аналогичное ранее описанному устройству для печати элементов, таких как подпись, дата и т.д., после чего лист подается на печатный цилиндр 142 для нанесения на него номеров при помощи устройств 143 и 144. В этой установке также предусмотрено устройство контроля качества печати (не показано). Далее при помощи конвейерного устройства 118 листы подаются на устройство 119, 120 для маркировки бракованных листов и для проверки маркировки этих листов. После этого листы складываются в стопки 122, 123, если они оказываются годными, или выходят в устройство 121, если они оказываются бракованными.
В данной установке можно также предусмотреть оптоэлектронное средство проверки наличия не видимых невооруженных глазом элементов.
Установка может работать в ранее описанных режимах, то есть для контроля качества печати дополнительных элементов, или только для контроля качества без нанесения номеров, или только для нанесения номеров без контроля качества путем отражения и просвечивания. В этом случае, как и в предыдущем варианте, достаточно отключить элементы, выполняющие эти функции, что позволяет применять установку в различных режимах работы без внесения существенных изменений.
Если контроль качества, осуществляемый устройствами 137, 108 и 135, должен отвечать определенным критериям, необходимо заменить эти приборы аналогичными устройствами, как в предыдущей установке.
Реферат
Установка для обработки бумажных листов с двухсторонней печатью, в частности ценных бумаг, содержит устройство для последовательной подачи листов, средства транспортировки, средства обработки указанных листов и средства сортировки листов по меньшей мере на две отдельные стопки. При этом указанное средство обработки содержит расположенные последовательно по направлению перемещения указанных бумажных листов в установке первое средство контроля качества печати, предназначенное для контроля качества печати листов, средство нанесения серийных номеров и/или дополнительных элементов на листы, второе средство контроля качества печати, предназначенное для контроля нанесенных номеров и/или изображения дополнительных элементов, и средство маркировки листов, действующее в ответ на результат контроля качества печати первым и вторым средствами контроля качества печати для маркировки листов, отбракованных первым и вторым средствами контроля качества. Предложенная установка для обработки печатных бумажных листов обеспечивает выполнение комплекса или части указанных операций, при этом обеспечивая высокий контроль качества печати. 11 з.п. ф-лы, 5 ил.

Комментарии