Способ обработки рулона материала и система обработки рулонного материала - RU2100208C1
Код документа: RU2100208C1
Чертежи



Описание
Изобретение относится к способам обработки рулонов и к системам обработки рулонных материалов, которые могут выполнять также операции, как создание изображения на рулонном материала (например бумаге) печатанием, копированием или другим процессом маркировки (который далее здесь называется "печатанием") и/или манипулирование, например фальцевание или корректировка формата.
Изобретение в особенности, но не исключительно, касается систем обработки, в которых бумага или другой материал в первоначальном виде представляет собой непрерывную ленту в рулоне.
Очень хорошо известно пропускание бумаги с рулона через печатающую машину для получения серии изображений на ней с последующей намоткой разрезанием на листы и фальцеванием ее в различные форматы.
Однако имеются серьезные проблемы, которые создают существенные ограничения производительности таких машин. Существует проблема времени простоя. Коль скоро печатающая машина подготовлена и бумага запущена в движение, печатание может осуществляться очень быстро. Однако в известных машинах могут возникать большие задержки, когда производится какое-либо изменение в способе подачи или в содержании того, что печатается. Например, если нужно печатать другое изображение или если нужно использовать другой цвет, то процесс печатания необходимо остановить. Конструкция известных печатающих машин такова, что трудно вносить такие изменения и поэтому обычно время, в течение которого такие машины не работают (время простоя) намного больше эффективного рабочего времени.
Другая проблема, связанная с существующими конструкциями, состоит в том, что печатающее машины проектируются для конкретного применения в печати, и машина приобретается как нечто целое. На практике это означает, что, если владелец машины хочет производить операции более сложные, чем возможно на его машине в данное время, он должен сделать довольно существенную перестройку или купить полностью новую машину.
Настоящее изобретение касается решения или по крайней мере смягчения этих проблем путем проектирования системы обработки рулонного материала, в которой многие изменения могут вводиться во время работы системы (могут вводиться "на ходу") и которая может обладать преимуществами, состоящими в модульности, благодаря чему, если потребуется, возможности системы могут расширяться.
Способ обработки рулонов и система обработки рулонного материала, согласно изобретению, касаются взаимосвязи между печатающей конструкцией и последующей манипуляцией с рулонным материалом. Полиграфическая промышленность развивалась в двух направлениям. Одно из них касается манипуляции с удлиненными рулонными материалами, а другое касается манипуляции материалом в листовом виде. В целом для каждого из этих типов свойственны свои проблемы, и специалисты в данной области стремятся сосредоточить свои усилия в своем направлении. Специалисты, однако, понимают, что проблемы фальцевания, с которыми приходиться сталкиваться в области манипуляции удлиненного рулонного материала, могут быть успешно решены с использованием технологических приемов, заимствованных из области манипуляции с листами и развивающихся в манипуляцию продуктами листовой печатной машины. Поэтому в настоящем изобретении предлагается разрезать материал, поступающий с выхода машины печати на рулонном материале на листы, которые подаются в систему фальцевания.
Известны устройства рулонной печати, в которых рулон на выходе разрезают на отдельные листы и затем листы фальцуют. В известных технических решениях необходимо, чтобы разрезание рулона находилось во временной связи с печатанием, чтобы гарантировать, что разрезы, например, совмещены с границами страниц на рулоне и т.д.
Однако важно существо фальцовки. В известных решениях используются фальцовочные устройства, которые работают синхронно с процессом печати. На первый взгляд, это совершенно логично, поскольку, если операция разрезания может быть синхронизирована, то операция фальцовки равным образом должна быть синхронизирована, чтобы гарантировать, что сгиб находится на правильном месте. Однако здесь и возникает проблема. Такие известные фальцовочные устройства обычно содержат фальцовочные цилиндры с шагом фальцев, определенным длиной окружности цилиндров. Если, например, длина страницы и т.д. изменилась, то относительно легко изменить шаг разрезания, поскольку это связано лишь с синхронизацией. Однако, не так легко изменить шаг фальцовки, поскольку это требует изменения диаметра фальцовочных цилиндров. В результате, в стандартных системах требуется часть устройства, выполняющего фальцовку, разобрать и снова собрать с цилиндрами другого размера, если требуется изменение шага фальцовки. В качестве таких известных устройств можно привести, например, патенты США N 4073485 и N 3702186 и авт. св. СССР N 144497.
Покажем, взяв в качестве примера патент США N 4073485, что вальцовка в нем должна быть синхронизирована с процессом печати.
Во-первых, отметим, что цилиндр 25 несет ножи 59, 61, которые действуют совместно с упорными стержнями 64, 65 на цилиндр 31, чтобы отрезать рулон 15. Очевидно, что это операция разрезания должна быть синхронизирована с процессом печати, поскольку иначе рулон будет разрезан неправильно и поскольку скорость поверхности цилиндров 25, 31 задана скоростью рулона. Таким образом, операция разрезания, выполняемая ножами 59, 61, находится во временной взаимосвязи с процессом печати.
Однако это означает, что операция фальцовки также должна быть во временной взаимосвязи. Фальцовка происходит путем действия складывающих устройств 28, 29, которые действуют совместно с захватами 34, 35 для образования сгибов. Поскольку эти захваты смонтированы на цилиндрах 25, 31, это действие сгибания должно быть синхронизировано с процессом печати.
Далее сгибание происходит между цилиндрами 31 и 77. Однако, поскольку цилиндр 31 вращается, находясь во временной связи с процессом печати, то, будь это для цилиндра 77 иначе, они будут вращаться с разными скоростями, и складывающие устройства 71, 73 выйдут из совмещения с захватами 75, 79.
Следовательно, в патенте США N 4073485 описывается устройство, в котором все разрезание и фальцовка имеют временную зависимость от процесса печати. Поскольку разрезание и первый этап фальцовки выполняются с помощью одной и той же пары цилиндров, а второй этап фальцовки выполняется путем использования третьего цилиндра в контакте с одним из первой пары, все операции происходят в такой временной взаимосвязи. На практике такие фальцовочные цилиндры хорошо известны и всегда соединены с помощью соответствующей зубчатой передачи с печатающим узлом, чтобы обеспечить точную синхронизацию.
Согласно первому аспекту изобретения предлагается способ обработки, по меньшей мере, одного рулона материала, заключающийся в печатании на нем, разрезании каждого рулона материала на множество отдельных листов во временной взаимосвязи с печатанием, фальцовки каждого листа с помощью фальцовочного средства, с непрерывным перемещением материала от места начала печатания до места завершения фальцовки листов, в котором согласно изобретению фальцовку листов осуществляют во временной взаимосвязи с поступлением листа на фальцовочное средство и независимо от осуществления печатания на рулоне материала.
Предпочтительно, чтобы перед разрезанием рулона материала на листы, на нем осуществляли формирование продольного фальца.
Целесообразно, чтобы перед формированием продольного фальца на рулоне материала осуществляли формирование продольной перфорации.
Желательно, чтобы перед разрезанием рулона материала на листы, на нем осуществляли формирование поперечной перфорации.
Предпочтительно, чтобы после разрезания рулона материала на листы, чередующиеся листы направляли на отдельные позиции фальцовки для их фальцевания.
Согласно второму аспекту изобретения предлагается система обработки рулона материала, содержащая устройство для непрерывной печати на, по крайней мере, одном рулоне материала, средство для непрерывной транспортировки отпечатанного рулонного материала к средству для разрезания рулона на множество отдельных листов, имеющему временную взаимосвязь с устройством для непрерывной печати, средство для непрерывной транспортировки листов к средству для их фальцовки, в которой согласно изобретению, средство для фальцовки листов имеет временную взаимосвязь с поступлением на него листа и независимо от устройства для непрерывной печати на, по меньшей мере, одном рулоне материала.
Предпочтительно, чтобы в системе имелось средство для формирования продольного фальца на рулонном материале, расположенном между устройством для непрерывной печати и средством для разрезания рулона.
Целесообразно, чтобы в системе имелось средство для формирования продольной перфорации на каждом рулоне материала перед формированием продольного фальца.
Желательно, чтобы в системе имелось средство для формирования поперечной перфорации на рулоне материала перед его разрезанием на листы.
Предпочтительно, чтобы средство для фальцовки листов включало кассетное фальцовочное устройство.
Целесообразно, чтобы в системе имелось средство для направления чередующихся листов на соответствующее из двух фальцовочных устройств фальцовочное средство, расположенное между средством для разрезания и средством для фальцовки.
Таким образом, предложен способ обработки рулона материала и система обработки рулонного материала, в которых шаг печати может быть легко изменен, а целью настоящего изобретения является обеспечение быстрых изменений шага фальцовки, когда изменяется шаг печати.
Чтобы сделать это, необходимо, таким образом, чтобы известные способы фальцовки не использовались, следовательно, чтобы фальцовка была во временном отношении независима от процесса печати. Если синхронизация фальцовки зависит от процесса печати, то задача смены листов между точкой, где они разрезаются, и сгибом приведет к неточности фальцовки.
Следовательно, настоящее изобретение предполагает, что действие фальцовочного устройства полностью определяется прибытием листа на фальцовочное устройство. Когда это изменение сделано, становится возможным легко регулировать фальцовку, поскольку любая необходимая регулировка связана сама по себе лишь с самим шагом фальцовки и не связана с отношениями между этим шагом (этапом) фальцовки и любой другой частью системы.
Таким образом, поскольку, как известно заявителю, существующие в данной области технике технические решения относятся к фальцовочным цилиндрам, находящимся во временной связи с опорными средствами, не является очевидным решение иметь печатающее устройство с рулонной подачей материала и синхронной подачей листов. Заявители утверждают, что из известного уровня техники, все, что предполагается относящимся к фальцовке, эффективно разделено на процессы печати и фальцовки, которые связаны временными отношениями, и печать листов и фальцовку, где синхронизация менее критичный элемент. В настоящем изобретении не использован такой известный подход в данной области техники. И новое устройство подтверждает это. Таким образом, заявители считают, что настоящее изобретение обладает как новизной, так и изобретательским уровнем по отношению к известному уровню техники.
На фиг. 1 изображены системы обработки бумаги, согласно настоящему изобретению, общий вид; на фиг. 2 и 3 различные системы фальцевания бумаги; на фиг. 4 один вариант обработки и фальцевания бумаги, поступающей с рулонной печатной машины; на фиг. 5 альтернативное устройство обработки бумаги.
Изображенная на фиг. 1 система обработки рулонного материал (в данном случае бумаги) согласно настоящему изобретению состоит из трех частей. Первая часть под общим обозначением 1 прижимает бумагу с одного или нескольких бумажных рулонов в виде ленты 2 и передает ее на печатный блок 3 и факультативный блок сушки 4. Как показано на фиг. 1, прямоугольный поворот бумажной ленты 2 достигается пропусканием бумаги вокруг уголковой рейки 5. После прохождения через печатный блок 3 и сушильный блок 4 бумажную ленту 2 снова поворачивают для удобства на угол 90o через рейку 6 и пропускают в устройство разрезания и фальцевания под общим обозначением 7. Соответствующим образом отпечатанные, разрезанные и сфальцованные листы бумаги затем пропускаются, например, для укладки в стапель, в направлении, указанном стрелкой 8. Естественно, может использоваться любое устройство блока 1 ввода бумажной ленты, блока печати 3, сушильного блока 4 и устройства 7 разрезания и фальцевания. Конкретная конфигурация зависит от пространственных и других подобных ограничений.
После того, как лента отпечатана, она должна разрезаться и фальцеваться. В большинстве случаев возможности для фальцевания бумаги, пока она находится в ленточной форме, ограничены (хотя можно сделать один или два продольных фальца, как будет сказано ниже), но на практике применяются несколько комбинаций фальцевания для материала, поступающего с рулонных печатных машин. С другой стороны, существуют различные приемы фальцевания бумажных листов: "калитка", повторяющийся поперечный фальц и продольные фальцы; два из них иллюстрируются на фиг. 2 и 3.
На фиг. 2 показана конструкция, известная под названием ножевой фальцевальной машины, в которой лист 9 бумаги проходит по двум противоположно вращающимся роликам 10, 11. Когда лист 9 неподвижен в этом положении, нож 12 опускается, толкая лист 9 в "захват" (зазор) 13, тем самым создавая жесткий фальц. Затем лист 9 протягивается вниз между роликами 10, 11 для последующего использования. Нож 12 нормально соединен с фотоэлементом или аналогичным ему детектором, который детектирует наличие листа 9 под ножом. Так можно синхронизировать операцию фальцевания с поступлением бумажного листа 9 в фальцевальную машину, а например, не с более ранним этапом операции печати.
На фиг. 3 изображена конструкция, известная под названием фальцевальной кассетной машины, в которой лист бумаги 14 проходит между первой парой противоположно вращающихся роликов 15, 16, и его передний край упирается в наклонную поверхность 17. Ролики 15, 16 толкают бумажный лист 14 по наклонной поверхности 17, пока его передний край не упрется в упор 18, положение которого определяется нужным положением фальца. Когда бумага упирается в упор 18, она уже больше не может двигаться вверх по наклонной поверхности, поэтому функция роликов 15, 16 состоит в том, чтобы толкать бумажный лист 14 в захват, образованный между роликом 16 и другим роликом 19. Это создает острый фальц бумаги, которая затем проходит вниз под действием роликов 16 и 19. Затем она может упираться в другую наклонную поверхность 20 и двигаться вниз до другого упора 21. В этом положении лист 14 затем подвергается действию роликов 19 и 22, между которыми находится другой захват, создающий еще один фальц. Можно также перфорировать с фальцованную бумагу продольно пропусканием ее через перфорирующий захват, образованный роликом 23. Таким образом, система, изображенная на фиг. 3, допускает последовательное поперечное фальцевание и перфорирование листа и, используя несколько таких устройств с одной или двумя наклонными поверхностями, можно создать любое количество поперечных фальцев. Если направление движения листа менять между одной фальцевальной кассетной машиной и следующей, можно создать продольные и поперечные фальцы. Однако первый фальц, как правило, это поперечный фальц, в противном случае потребуется дополнительное оборудование. И в этом случае фальцевание листа 14 находится во временной зависимости от операции печати.
Можно использовать также фальцевальные машины, представляющие собой комбинацию ножевой и кассетной фальцевальных машин.
Как показано на фиг. 4 и 5, бумажная лента 2, поступающая с рулонной печатной машины, разрезается на листы ножевой конструкцией 24. На фиг. 4 показан перспективный вид конструкции, и ленту 2 с печатной машины сначала поворачивают на 90o при помощи рейки 6, как уже было описано со ссылкой на фиг. 1. Это, естественно, не является принципиальным, и путь ленты к ножевой конструкции 24 может быть прямым, как показано пунктиром на фиг. 4. Это ножевое устройство 24 может приводиться в движение от приводного вала, общего с позицией печати. Может также использоваться сушильное устройство, показанное на фиг. 1. После того как ножевое устройство 24 разрезало ленту 2 на листы, их можно подать на фальцевальную машину 25, которая может представлять собой, например, кассетную фальцевальную машину типа изображенной на фиг. 3, хотя можно также использовать ножевую фальцевальную машину, изображенную на фиг. 2. Следует иметь в виду то обстоятельство, что скорость ленты, поступающей из печатной машины, может быть больше той, с которой могут справиться известные системы фальцевания листов, и может возникнуть необходимость в делении потока листов таким образом, чтобы ответвления двигались по двум и более путям. В этом примере используются делитель 27, и некоторые листы движутся непосредственно на фальцевальную машину 25, а другие отклоняются на другую фальцевальную машину 26. Другие изменения в направлении могут возникнуть в устройствах 28 и 29. Такая двухмаршрутная обработка бумажных листов известна, и поэтому нет необходимости рассматривать ее более подробно здесь. Очевидно, что можно использовать любое количество фальцев в зависимости от назначения бумаги.
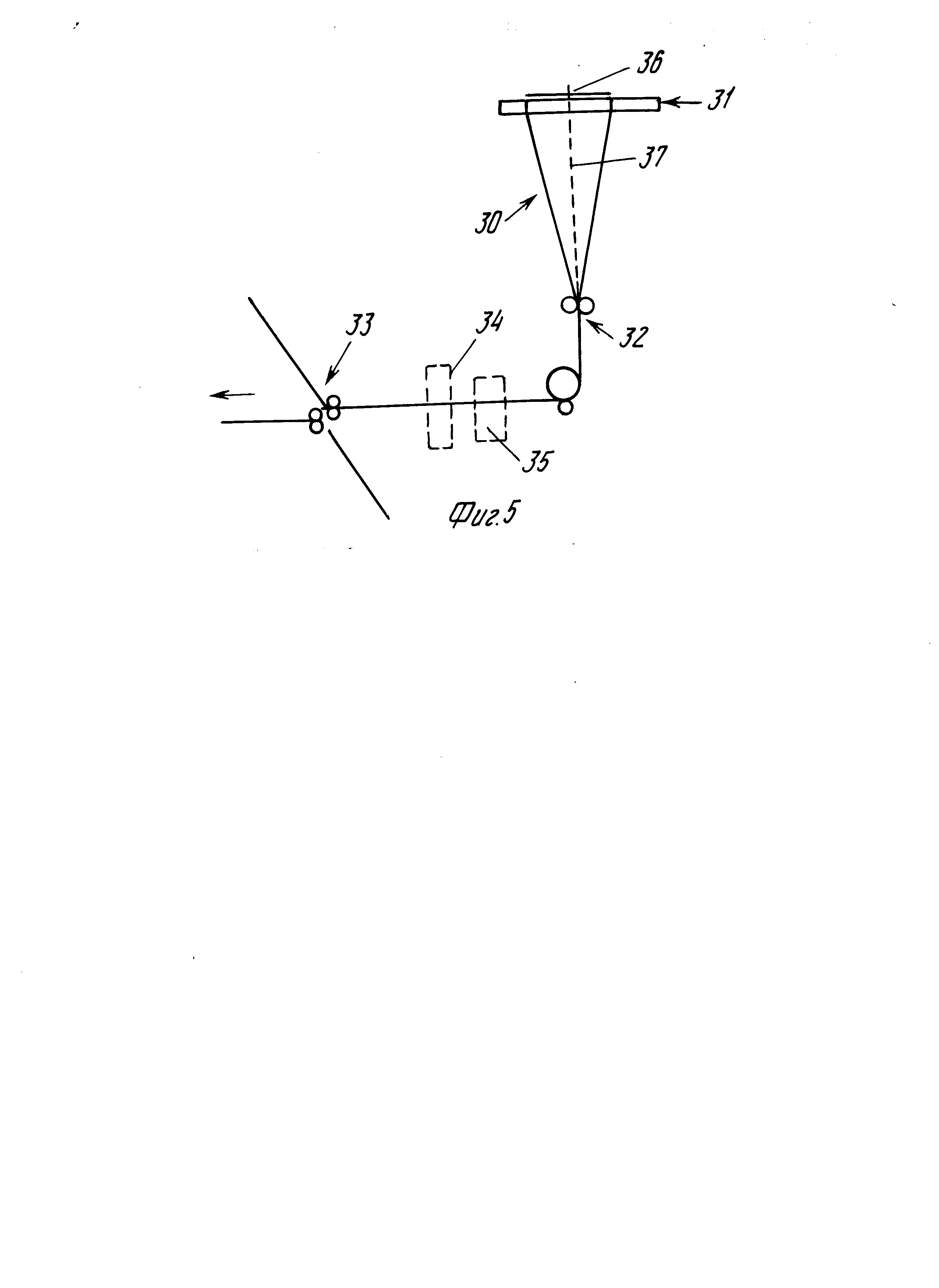
Обычно первый фальц это поперечный фальц в листовых системах. На фиг. 5 показан простой способ создания первого, продольного, фальца в бумаге. Это особенно важно для тонкой бумаги, которую трудно обрабатывать кассетными фальцевальными машинами, такими как изображенная на фиг. 3. Бумажная лента 2, поступающая с печатающей машины и (возможно) сушильного устройства, проходит в воронку 30, которая имеет треугольную форму, в результате чего создается продольный фальц в бумаге при ее движении вниз от ролика 31 к двум направляющим роликам 32, между которыми образуется горловина. Таким образом, бумага, поступающая в кассетную фальцевальную машину с общим обозначением 33, уже имеет один фальц в продольном направлении и следовательно, меньше подвергается направленной обработке в фальцевальной машине. Однако и в этом случае необходимо использовать нож или аналогичный резак 34 перед тем, как лента войдет в кассетную фальцевальную машину 33.
Фальцы могут делаться непосредственно в бумаге. Однако, для облегчения поперечного фальцевания перед ножом или другим резаком 34 можно предусмотреть устройство 35 поперечной перфорации. Кроме того, использование устройства печати на ленте позволяет продольной перфорации облегчить продольное фальцевание, показанное на фиг. 5, при помощи непрерывно перфорирующего колеса 36, создающего перфорации 37. Кроме того, это колесо 36 может приводиться в движение от главного приводного вала на позицию печати.
Аналогичным образом можно непрерывным процессом создавать любой продольный фальц. Перфорация способствует также повышению качества, так как позволяет воздуху выходить из внутреннего пространства фальца.
Реферат
Использование: в полиграфии. Сущность изобретения: предложен способ и система обработки рулонного материала, в которых осуществляют печать на рулонном материале посредством устройства для непрерывной печати, транспортируют отпечатанный рулон к средству для разрезания рулона с помощью средства для непрерывной транспортировки отпечатанного рулонного материала, разрезают рулон на множество отдельных листов во временной взаимосвязи с печатанием с помощью средства для разрезания рулона, фальцуют каждый лист с помощью фальцовочного средства, причем фальцовка листов осуществляется во временной взаимосвязи с поступлением листа на фальцовочное средство и независимо от осуществления печатания на каждом рулоне материала. 2 с. и 10 з.п. ф-лы, 5 ил.

Комментарии