Машина печатная ротационная с рулонной подачей бумаги - RU2102242C1
Код документа: RU2102242C1
Чертежи


Описание
Изобретение относится к оборудованию для полиграфической промышленности.
В условиях расширения разновидностей печатной продукции операция переналадки ротационных машин при смене одной печатной продукции на другую приобретает решающее значение. При переходе на печатание газет в регионах постоянно возникает потребность пополнения центрального выпуска местными сообщениями, что требует выхода в разных регионах изданий с разным числом полос. При этом сами выпуски газет печатаются в одной типографии.
При необходимости смены печатной продукции, например, из-за различного числа полос обычные печатные машины приходится останавливать, переналаживать на печать новой продукции, например, с измененным числом полос и вновь запускать.
Задача изобретения состоит в создании ролевой ротационной печатной машины, работа которой может гибко приспосабливаться к смене одной печатной продукции на другую.
В соответствии с предложенным решением основные узлы машины, а именно ролевая звезда, печатный цилиндр и фальцаппарат ролевой ротационной машины автоматически регулируются без остановки работы машины. Таким образом, регулировке, согласно изобретению, подвергается вся ролевая ротационная машина, а не только ее отдельные узлы. Такая гибкая регулировка всех узлов машины, определяющих разновидность конкретной продукции, позволяет производить смену печатной продукции не только без затрат времени на переналадку, но и без остановки машины.
Принцип автоматической регулировки отдельных узлов машин известен. Например, в патенте США N 3326487 описано регулируемое устройство для смены ролей, в патенте Германии N 3510822 C 1 описана смена форм в ходе печати, а фальцаппарат с переставным фальцевальным клапаном известен из патента Германии N 4215911 A 1.
При наличии в предлагаемой печатной машине ролевой звезды, рассчитанной на разную ширину бумажного полотна, и насчитываемых на эту ширину последующих узлов машины, в частности, печатного цилиндра и фальцаппарата такая машина особенно подходит для автоматической переналадки в процессе печати одного издания на печать другого издания с отличающимся от первого числом полос.
В ходе прохождения бумажного полотна через несколько печатных секций, обычно в процессе печати, при смене продукции можно задействовать неиспользовавшиеся секции, или наоборот, отказаться от использования ненужных секций. При этом под печатными секциями подразумеваются те участки печатной машины, где выполняется или могла бы выполняться печать на бумажном полотне. Поэтому бумажное полотно следует пропускать через машину таким образом, чтобы при необходимости существовала возможность подключения секций, не используемых при печати конкретной продукции, или, соответственно, отключения тех секций, которые не нужны при переходе на печать новой продукции.
Наиболее подходящее для осуществления цели настоящего изобретения размещение печатных и формных цилиндров описано в заявке Германии N 4405658.3. Эта конструкция предусматривает наличие цилиндровых групп с непосредственным приводом. Такие цилиндровые группы состоят не менее, чем из одного печатного и одного формного цилиндра. Печатный и формный цилиндры попарно механически соединены друг с другом и приводятся от собственного двигателя механически независимо от других аналогично выполненных цилиндровых групп. Такая конструкция с попарными цилиндрами позволяет гибко подключать и отключать цилиндровые группы в ходе работы печатной машины. Приводка вновь подключенных цилиндровых групп при смене продукции осуществляется не посредством механического продольного вала, а с помощью соответствующей схемы электронного управления, что представляет особое преимущество для достижения целей, поставленных изобретением.
Для создания гибкой конфигурации печатных секций цилиндровые группы с непосредственным приводом можно заменить одним планетарным пачатным цилиндром или другой цилиндровой группой с непосредственным приводом.
Наиболее предпочтительно попарное размещение двух цилиндровых групп с непосредственным приводом симметрично по обе стороны от бумажного полотна, перемещающегося между печатными цилиндрами обеих групп. Несколько таких пар цилиндровых групп образуют печатный аппарат заявляемой печатной машины. Например, для многокрасочной газетной печати нужно четыре пары таких цилиндровых групп. Для переналадки в процессе печати печатная машина снабжена, согласно изобретению, дополнительными парами цилиндровых групп, которые были бы не нужны для печати одного вида продукции. Бумажное полотно пропускается через все пары цилиндровых групп. При этом во всем печати различной продукции постоянно находятся в работе разные пары цилиндровых групп, в то время как другие пары цилиндровых групп не работают. Конфигурация машины позволяет также гибко отключать ненужные при печати конкретного вида продукции пары цилиндровых групп и подключать пары, необходимые для печати нового вида продукции.
Наряду с быстрой сменой продукции, сокращающей затраты времени, здесь достигается и снижение количества потерь бумаги при смене продукции по сравнению с известными машинами.
Далее описывается пример предпочтительного выполнения изобретения со
ссылками на
чертежи. При этом рассматриваются другие признаки и преимущества изобретения. На чертежах показаны:
фиг. 1 печатная секция с двумя цилиндровыми группами;
фиг. 2 печатная
машина с
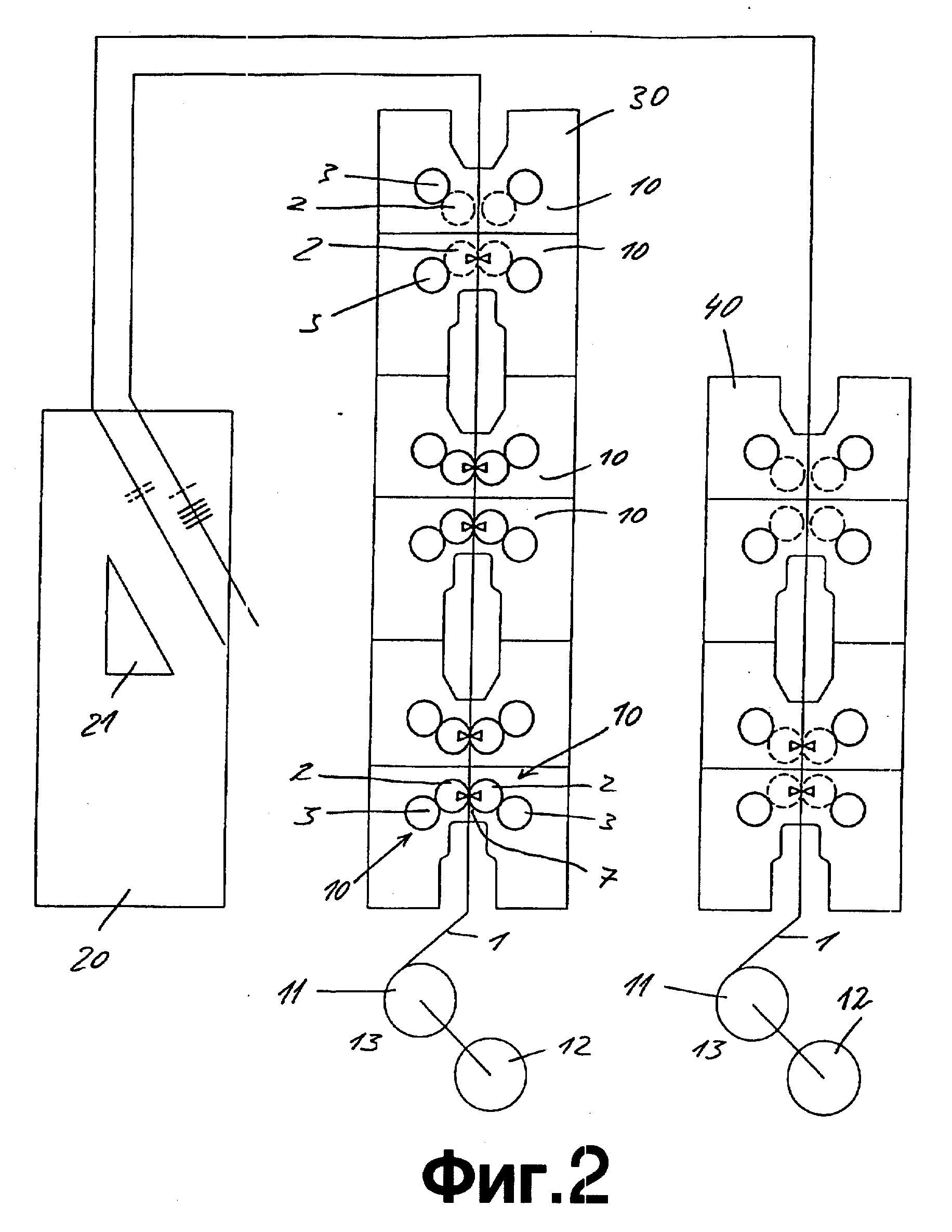
двумя печатными аппаратами, образованными каждый из нескольких цилиндрических групп по фиг. 1;
фиг. 3 печатная машина с печатными аппаратами, печатные секции которые образованы
цилиндровыми
группами и относящимися к ним центральными цилиндрами;
фиг. 4 другая печатная машина с печатными аппаратами, печатные секции которые образованы парами цилиндровых групп.
В печатной секции 7, показанной на фиг. 1, бумажное полотно 1 проходит между расположенными напротив друг друга офсетными цилиндрами 2, называемыми также по своему назначению печатными цилиндрами 2 двух цилиндровых групп 10. Обе цилиндровых группы 10 образованы каждая печатным цилиндром 2 и формным цилиндром 3, механически соединенными друг с другом для общего непосредственного привода. Механическая связь условно показана соединительной линией между центрами цилиндров 2 и 3.
В этом примере выполнения печатные цилиндры 2 каждой цилиндровой группы 10 приводятся от трехфазного двигателя 5. Конфигурация по фиг. 1, в которой только один печатный цилиндр 2 и один формный цилиндр 3 объединены механической связью в цилиндровую группу 10, отличается простым построением и максимальной свободой образования печатных секций или групп таких секций. Образуемые при этом цилиндровые группы 10 благодаря своему непосредственному приводу в наибольшей степени подходят для создания переменных печатных секций.
На фиг. 2 приведен первый пример выполнения заявляемой ролевой ротационной машины, печатные секции в которой образованы парой цилиндровых групп 10 в соответствии с фиг. 1. Бумажное полотно 1 сматывается с роля 11 ролевой звезды 13 и подается в печатный аппарат 30 на первой печатной секции 7. Печатный аппарат 30, выполненный 12-секционным, содержит шесть пар цилиндровых групп 10, печатные цилиндры 2 в каждой из которых могут смещаться друг к другу для образования печатных секций 7. В показанном рабочем положении печатной машины четыре первых пары цилиндровых групп 10 печатного аппарата 30 образуют каждая печатную секцию 7, в результате чего бумажное полотно 1 запечатывается в четыре краски с обеих сторон. Дальше полотно 1 пропускается между двумя парами печатных цилиндров 2, которые не находятся в положении печати. Печатные цилиндры 2 этих секций показаны поэтому пунктиром.
Цилиндровые группы 10 размещены попарно в виде прямой или перевернутой буквы "V", причем над каждой группой в виде перевернутой буквы "V" размещена группа в виде прямой буквы "V". Две пары цилиндровых групп при этом имеют конфигурацию мостика или лежачей буквы "H". Преимущество такого размещения состоит в том, что печатные секции, образованные двумя соседними парами цилиндровых групп, располагаются почти рядом друг с другом, что позволяет свести к минимуму эффект расхождения печати, поскольку влаге, проникающей между печатными секциями, остается мало времени для диффузии.
Другое бумажное полотно 1 с другой ролевой звезды 13 проходит через второй печатный аппарат 40, который в данном примере выполнен восьмисекционным. Полотна 1, на которых выполняется печать в печатных аппаратах 30 и 40, проходят через узлы, расположенные в верхней части машины, и посредством поворотных штанг подаются в фальцевальную воронку 21 фальцаппарата 20.
Для смены продукции, например, с первой на вторую с меньшим числом полос новый бумажный роль меньшей, чем у первого ширины, устанавливается на одну из двух ролевых звезд 13 печатных аппаратов 30 или 40 или на обе ролевых звезды 13. Смена роля происходит автоматически известным образом.
Для смены краски или содержания печатной продукции образуется новая печатная секция 7 с помощью не задействованных до сих пор печатных цилиндров 2 одной из двух верхних пар цилиндровых групп печатного аппарата 30 и/или 40. Соответственно одна из пар цилиндровых групп, находящихся в нижней части аппарата 30 или 40, отключается отводом цилиндровых групп 10 друг от друга.
При смене вида продукции фальцаппарат 20 соответственно перенастраивается на новую продукцию с меньшим числом полос. Для этого меняют расстояние между роликами не изображенной на чертеже пары роликов, размещенной за фальцевальной воронкой 21, и благодаря этому приводят его в соответствие с измененным числом полос новой продукции.
На фиг. 3 приведен другой вариант выполнения печатной машины, в котором каждая из четырех цилиндровых групп 10 с непосредственным приводом установлена напротив центрального прижимающего цилиндра 6. Показаны два печатных аппарата 30 и 40 с одинаковым размещением цилиндровых групп. Полотно 1 проходит последовательно через обе печатных секции обоих печатных аппаратов 30 и 40, а затем поступает в фальцаппарат 20. В этом примере все цилиндровые группы 10 одного печатного аппарата 40 отведены от своих прижимающих цилиндров 6, в то время как цилиндровое группы 10 другого аппарата 30 находятся в положении нажима. При смене вида продукции печатный аппарат 40 включает в работу, в печатный аппарат 30 отключают. Благодаря одинаковому выполнению печатных аппаратов 30 и 40 можно изменить все параметры печати, все краски и содержание. Однако можно представить и иные рабочие положения, при которых к соответствующему прижимающему цилиндру 6 подходят любые цилиндровые группы 10.
На фиг. 4 показан еще вариант выполнения печатных секций 7. При этом каждая секция 7 образована парой печатных цилиндров 2 увеличенного вдвое диаметра, которые вместе с каждым из двух формных цилиндров 3 образуют цилиндровую группу 10 с непосредственным приводом. В показанном рабочем положении обе верхних пары цилиндровых групп 10 печатных аппаратов 30 и 40 не работают. Для их отключения формные цилиндры 3 отведены здесь от своего печатного цилиндра 2.
Для обеспечения смены продукции без остановки машины предлагается ролевая звезда на роли двух размеров по ширине, в которой, во-первых, приводы соответствующих центров имеют ограничение крутящего момента для снижения износа гильз. Во-вторых, следует учитывать то обстоятельство, что ролевая звезда, снабженная разрезными рычагами под роли, хотя и рассчитана на роли максимальной ширины, чаще работает с ролями меньшей ширины. Эту звезду предлагается рассчитывать так, чтобы с учетом данных предельного диаметра роля (GD) и предельного крутящего момента можно было затормозить роль приводом центра в аварийных условиях.
Расчет параметров ролевой звезды выполняется заранее, а в ходе работы по показаниям счетчика расхода бумаги разница между заданным расходом на завод и реальным расходом вводится в автоматическую систему обработки ролей. Эта система позволяет подавать с промежуточного хранилища те роли, которые к концу изготовления соответствующего завода будут иметь оптимальный диаметр остатка (RD), с учетом определенного резерва.
Ролевая звезда автоматически выполняет смену вида продукции, когда выполняется условие RD7 ≤ GD.
При загрузке ролевой звезды с помощью простой системы ручной транспортировки на тележке тоже существует возможность так задавать параметры роля в соответствии с печатаемой продукцией, чтобы к моменту смены продукции разматываемый роль имел диаметр меньше расчетного предельного для привода центра. Может указываться и необходимая для автоматической смены продукции ширина нового роля.
Из заявки ФРГ N 4413663 известны способ и клеящее средство для склейки оканчивающегося бумажного полотна с началом бумажного полотна следующего роля, которые уже оптимизированы и лучше всего подходят для использования при смене ширины в ходе печати. Преимущество указанного способа склейки состоит в том, что место стыка уже по самой конструкции рассчитано на разные полотна и, тем самым, наилучшим образом подходит для автоматической склейки при смене ширины ролей в ходе печати.
Лучше всего подходит фальцаппарат с элементами, автоматически перестанавливаемыми без остановки печати в зависимости от числа бумажных полотен. Это относится особенно к переставному фальцевальному клапану, различной установке тянущих валиков, регулировке шлейфа, раздвиганию собирательного цилиндра и регулировке смещения выхода графейки.
Управление
ролевой ротацией при безостановочной смене печатной продукции предпочтительно выполняется следующим образом. Весь процесс безостановочной смены продукции делится на 5 этапов:
работа перед
сменой
подготовительный этап
этап перехода
этап активации
активация после смены.
Система автоматического управления поддерживает динамически переставляемое устройство контроля полотна, позволяющее с помощью информационных посылок, описывающих старую и новую продукцию, изменять ширину или положение каждого полотна. Переналадка предусматривает обязательный контроль целостности полотна на участке между контрольно-измерительными приборами; при этом активация и деактивация перестанавливаемых элементов должны происходить только на отрезке полотна, равном ширине одной формы в направлении подачи, то есть за минимальный промежуток времени. Изменение ширины полотна предусматривает возможность вытяжки всего полотна в ходе печати.
Система автоматического управления поддерживает одновременный прием двух информационных посылок, описывающих старую и новую продукцию, а также двух информационных посылок о старой и новой предварительной настройке для обеспечения информацией этапов подготовки, перехода и активации смены продукции в ходе печати. Смена продукции может быть связана одновременно с несколькими полотнами.
Система автоматического управления поддерживает функции, автоматизм, управляющие воздействия, индикацию и подтверждение приема команд, необходимые для выполнения этапов подготовки, перехода и активации смены продукции в ходе печати.
Система автоматического управления поддерживает работу ролевых звезд, способных выполнять в ходе печати склейку полотен различной ширины или разного положения. Система предусматривает также отрезание без склейки.
Система автоматического управления поддерживает работу фальцевальных устройств, способных в ходе печати выполнять оперативное изменение числа газетных полос.
Система автоматического управления поддерживает подключение и/или отключение печатных секций (PCU) в ходе печати.
Система автоматического управления поддерживает при необходимости автоматическую регулировку скорости машины, необходимую или желательную при выпуске определенной продукции или при смене продукции.
Система автоматического управления поддерживает на этапе подготовки к безостановочной смене продукции неавтоматическое и/или
автоматическое выполнение, например,
следующих операций:
загрузка данных о различных видах управления узлов машины, например, ролевой звезды, печатных секций, фальцаппарата, бумагопроводящей
системы, систем регулировки положения,
узлов верхней части машины, вспомогательных приводов, красочных и увлажняющих аппаратов, устройств автоматической регулировки приводки, энергообеспечения и
систем контроля;
смывка, нанесение
краски, закрепление форм, предварительная настройка и предварительное закатывание краской печатных секций, подключаемых на этапе перехода;
загрузка соответствующей ролевой звезды ролями
заданной ширины и диаметра и наконечниками для склейки;
при необходимости подстройка скорости машины для смены продукции и/или для серийной
продукции;
разгон и синхронизация новых
ролей, благодаря чему их окружная скорость согласуется со скоростями сматываемых полотен;
отключение устройств автоматической приводки текста
и изображения;
отключение регуляторов
положения полотна по боковой кромке;
последовательность операций по отключению ненужных печатных секций (PCU);
при необходимости
поперечная подача приспособлений для продольной резки
в зависимости от ширины и/или положения полотна, от конструкции газеты;
запуск этапа перехода на новую продукцию в процессе печати.
Система автоматического управления
поддерживает на этапе перехода на новую продукцию в процессе печати неавтоматическое или автоматическое выполнение, например, следующих операций:
запуск операций склейки на устройствах для
смены ролей;
запуск последовательной передачи в продольном направлении изменения ширины или положения бумажного полотна по данным системы
контроля полотна;
перестановка в процессе
печати исполнительных элементов фальцаппарата, зависимых от числа полос и/или конструкции газеты (например, тянущие валики, раскрыв зева клапана,
шлейф, раздвигание собирательного цилиндра, фальцующие
валики, собиратель, положение графейки и т.п.);
перестановка в процессе печати бумаговедущих элементов, зависимых от числа полос и/или
конструкции газеты, например, угла наклона воронки;
перестановка в процессе печати элементов регулировки натяжения бумажного полотна, зависимых от ширины и/или положения полотна и/или
качества бумаги, например, аппаратов предварительного
натяжения, тянущих и иных натяжных устройств;
перестановка устройств автоматической регулировки приводки;
перестановка
регуляторов положения полотна по боковой кромке;
запуск в процессе печати этапа активации.
Система автоматического управления поддерживает на этапе активации безостановочной
смены продукции неавтоматическое или автоматическое
выполнение, например, следующих операций:
включение регуляторов положения полотна по боковой кромке;
последовательное торможение
ненужных ролей на ролевой звезде;
последовательное подключение новых печатных секций (PCU);
при необходимости отведение аппаратов для продольной резки, зависимых от ширины и/или
положения полотна и от конструкции газеты;
включение устройств автоматической регулировки приводки;
отведение или подведение ненужных или вновь используемых пробопечатных валиков;
при необходимости подстройка скорости
машины для выпуска новой продукции;
выдачей сигнала о вводе этапа активации в ходе печати этот этап заканчивается.
Для предотвращения изменения приводки предлагается измерять соответствующими датчиками изменение ширины полотна в различных местах, в частности, между печатными секциями или на входе и выходе печатной секции. Разность между значениями используется для формирования сигнала соответствующего натяжения полотна, подаваемого на аппарат предварительного натяжения и/или тянущее устройство.
В соответствии с другим решением для предотвращения изменения приводки при печатании тиража предлагается размещать на входе и выходе печатной секции по одному валику для огибания полотном цилиндра, каждый из которых снабжен датчиком положения. Сравнением фазового положения обоих таких валиков, например, при изменении скорости создается параметр, который можно использовать для компенсации изменения ширины полотна, подстраивая натяжение. В качестве валиков целесообразно использовать имеющий высокий коэффициент трения, но отталкивающий краску материал CFK.
Изменение приводки в процессе печати определяется с помощью нанесенных на полотно меток или кромкам полотна или зеркала набора. Расстояния между приводными метками в продольном и, возможно, поперечном направлении - постоянно измеряются и сравниваются с заданными значениями для выработки сигнала компенсации. В зависимости от отклонения измеренных величин заданное значение натяжения полотна регулируется в бумагопроводящем устройстве с учетом предельных параметров натяжения полотна. Может выполняться компенсация заданных параметров скорости других тянущих органов на пути перемещения полотна.
Реферат
Использование: оборудование для полиграфической промышленности. Сущность изобретения: машина содержит ролевую звезду для бумажных полотен, печатные и формные цилиндры, установленные рядом друг с другом с образованием печатных секций, и фальцаппарат, выполненные с возможностью автоматической и взаимосвязанной регулировки при переходе с печати одной продукции на печать второй во время работы машины. 15 з.п.ф-лы, 4 ил.

Комментарии