Способ монтажа и фиксации печатной формы на формном цилиндре многокрасочной офсетной печатной машины - RU2561857C2
Код документа: RU2561857C2
Чертежи


















Описание
Область техники
Настоящее изобретение в основном относится к монтажу и регулировке печатных форм на соответствующих формных цилиндрах многокрасочных офсетных печатных машин. Более конкретно настоящее изобретение относится к такому монтажу и регулировке печатных форм на многокрасочных офсетных печатных машинах, тип которых содержит несколько формных цилиндров, передающих печатную краску на общий офсетный цилиндр. Настоящее изобретение применимо для офсетных печатных машин так называемого типа Simultan («Симултан») для одновременной двухсторонней печати листа или рулонного материала при использовании в контексте изготовления защищенных документов, таких как банкноты.
Уровень техники
Способ «Симултан» сильно отличается и обеспечивает способ офсетной печати, предложенный автором заявки более пятидесяти лет назад, который широко применяется в печати с защитой от подделок. Этот способ все более оспаривается из-за все возрастающего качества легко доступных способов фальсификации настольных издательских систем и печатания коммерческой продукции.
Способ «Simultan» резко отличается от офсетной печати коммерческой продукции. Коммерческие офсетные печатные машины создают многокрасочные изображения с помощью нескольких отдельных печатных секций, через которые последовательно проходит бумага. Бумага проходит от одной секции к следующей, чтобы на подложку были наложены все цвета один за другим. Однако подложка представляет собой гибкий, подвижный материал, который обертывается при некотором давлении, влажности и температуре. Даже при наилучшем материале эти изменения являются произвольными. Вследствие этого совмещение цветов в конце печати несколько различно для разных областей печатного материала.
Цветные изображения, напечатанные на коммерческих офсетных печатных машинах, обычно получают посредством комбинации микроскопических точечных структур, на которых, по существу, эти изменения остаются без внимания. В противоположность этому, печатная продукция с защитой от подделок, изготавливаемая на офсетные печатные машины для печати с защитой от подделок, особенно посредством упомянутого выше способа «Симултан», требует превосходной фиксации отдельных печатных форм на всем листе. И здесь может быть пригодной конкретная конструкция офсетных печатных машин «Simultan» (продаваемых автором заявки с зарегистрированным торговым наименованием «Супер-Симулан» (Super Simultan®)). Действительно, не основываясь на использовании отдельных печатных секций, как в описанных выше коммерческих печатных машинах, офсетная печатная машина «Симултан» (пример которой показан на фиг.1А, 1В и 2 настоящего документа) основана на другом принципе, а именно на сборе изображений разного цвета с печатных форм на общий офсетный цилиндр. В машине Simultan такой принцип действительно применен одновременно на обеих сторонах печатного материала, т.е. два офсетных цилиндра (по одному для каждой стороны) накапливают цветные узоры соответствующих формных цилиндров, несущих печатные формы на лицевой стороне и оборотной стороне соответственно. По такому принципу точность фиксации цветов больше не зависит от флуктуации подложек, а только от высокоточных механизмов машины (передаточных механизмов, копировальных рам, подшипников, цилиндров и т.д.) и копирования и монтажа печатных форм.
Недостаточно иметь точную машину, но все элементы в способе должны быть в равной мере точными. Хотя способ «Simultan» обнаруживает технически непревзойденные эксплуатационные характеристики, остается потребность в улучшении этого способа и достижении даже более высокой точности печати и совмещения цветов. Чтобы сохранить преимущество в конкурентной борьбе в области печати с защитой от подделок и удержать безопасное расстояние от существующей и потенциальной угрозы, весь способ, от подготовки печатного оригинала до изготовления печатной формы и ее приправки в машине, пересмотрен и обновлен в целях обеспечения беспрецедентной точности простого для специалиста способа, а также, чтобы открыть дверцу на совершенной новый уровень особенностей защиты в области печати с защитой от подделок.
Сущность изобретения
Следовательно, основная цель настоящего изобретения состоит в улучшении известных способов с целью достижения и обеспечения высокого совмещения печати в многокрасочных офсетных печатных машинах, особенно в офсетных печатных машинах типа, содержащего несколько формных цилиндров, передающих печатную краску на общий офсетный цилиндр, как и в конкретных офсетных печатных машинах типа Simultan для одновременной двухсторонней печати листа или рулонного материала.
Более конкретно, целью настоящего изобретения является улучшение известных способов монтажа и регулировки печатных форм на формных цилиндрах многокрасочных офсетных печатных машин.
Другой целью настоящего изобретения является улучшение таких способов с целью совершенствования всего способа, от подготовки печатного оригинала до изготовления печатной формы и ее приправки в машине, и обеспечения того, чтобы влияние на совмещение формы и, тем самым, на совмещение печати, было почти полностью устранено.
Эти цели достигаются благодаря решению, определенному в формуле изобретения.
Более точно, предлагается способ монтажа и регулировки печатной формы на формном цилиндре многокрасочной офсетной печатной машины, способ включает следующие этапы:
a) закрепление переднего края печатной формы в переднем приспособлении для закрепления формного цилиндра;
b) обертывание печатной формы по периферии формного цилиндра;
c) закрепление заднего края печатной формы в заднем приспособлении для закрепления формного цилиндра, причем заднее приспособление для закрепления может перемещаться при приложении силы натяжения и занимать после закрепления заднего края печатной формы положение снятия (освобождения) натяжения;
d) натяжение печатной формы путем приложения силы номинального натяжения к заднему приспособлению для закрепления, тем самым заставляя заднее приспособление для закрепления перемещаться из положения снятия (освобождения) натяжения в положение номинального натяжения;
e) установка и сохранение положения номинального натяжения в качестве опорного положения заднего приспособления для закрепления;
f) измерение совмещения печати натянутой печатной формы;
д) сравнение измеренного совмещения печати натянутой печатной формы с целевым совмещением печати и определение правильного положения натяжения заднего приспособления для закрепления, соответствующего целевому совмещению печати;
h) освобождение натяжения печатной формы;
i) задание предварительно определенного правильного положения натяжения в качестве нового опорного положения заднего приспособления для закрепления до или после повторного натяжения печатной формы; и
j) если это необходимо, повторение этапов с f) по i), пока измеренное совмещение печати не будет соответствовать целевому совмещению печати.
По первому варианту осуществления настоящего изобретения этап i) включает задание предварительно определенного правильного положения натяжения в качестве нового опорного положения заднего приспособления для закрепления до повторного натяжения печатной формы путем приложения силы натяжения к заднему приспособлению для закрепления, тем самым заставляя заднее приспособление для закрепления перемещаться в новое опорное положение.
По второму варианту осуществления настоящего изобретения этап i) включает повторное натяжение печатной формы путем приложения силы натяжения к заднему приспособлению для закрепления, тем самым заставляя заднее приспособление для закрепления перемещаться в правильное положение до задания предварительно определенного правильного положения натяжения в качестве нового опорного положения заднего приспособления для закрепления.
Благодаря этому способу может быть обеспечен правильный и точный монтаж печатных форм на формных цилиндрах печатной машины с беспрецедентной простотой использования.
Кроме того, нежелательные и необратимые искажения форм, которые часто возникают в результате процедур монтажа форм предшествующего уровня техники, в настоящее время уже в прошлом.
По другому аспекту настоящего изобретения изменения в обращении с печатными формами предотвращены за счет полуавтоматической процедуры закрепления формы, ограничивающей число ручных операций для оператора и обеспечивающей непревзойденную стабильность позиционирования.
Другие предпочтительные варианты осуществления настоящего изобретения представляют собой сущность зависимых пунктов формулы изобретения и описаны далее.
Краткое описание чертежей
Другие особенности и преимущества настоящего изобретения будут очевидны при прочтении следующего подробного описания вариантов осуществления настоящего изобретения, которые представлены исключительно в качестве не являющихся предметом ограничения притязаний примеров и проиллюстрированы на сопроводительных чертежах, на которых:
на фиг.1А схематично показан вид сбоку известной многокрасочной печатной машины типа Simultan для одновременной двухсторонней печати листов, используемых для производства документов с защитой от подделок, таких как банкноты;
на фиг.1 В показан увеличенный вид сбоку группы печати печатной машины по фиг.1А;
на фиг.2 схематично показан вид сбоку печатной машины по фиг.1А и 1 В с подвижными салазками для накатывания краски машины, перемещающимися во вдвинутое положение, обеспечивая доступ к разным формным цилиндрам печатной машины;
на фиг.3 схематично показан вид в перспективе формного цилиндра печатной машины по фиг.1А, 1В и 2, показывающий соответствующую систему закрепления формы, расположенную в выемке формного цилиндра, причем система закрепления формы используется в контексте первого варианта осуществления настоящего изобретения;
на фиг.4 схематично показан вид в сечении системы закрепления по фиг.3 вдоль сечения 1-1, указанного на фиг.3;
на фиг.5а-5е схематично показаны виды сбоку формного цилиндра печатной машины и соответствующего держателя кассет печатных форм, на видах сбоку показаны различные этапы процедуры закрепления формы по предпочтительному варианту осуществления настоящего изобретения, посредством которого печатная форма закреплена и смонтирована по периферии формного цилиндра;
на фиг.6а-6е схематично показаны виды переднего края и заднего края печатной формы, закрепленной в соответствующем переднем и заднем приспособлениях для закрепления, соответственно, показаны различные этапы процедуры натяжения формы по первому варианту осуществления настоящего изобретения, посредством которой печатная форма, которая закреплена и смонтирована по периферии формного цилиндра, натянута для достижения нужного целевого совмещения печати; и
на фиг.7а-7е схематично показаны передний край и задний край печатной формы, закрепленной в соответствующих переднем и заднем приспособлениях для закрепления, соответственно, показаны различные этапы процедуры натяжения формы по второму варианту осуществления настоящего изобретения, посредством которого печатная форма, которая закреплена и смонтирована по периферии формного цилиндра, натянута для достижения нужного целевого совмещения печати.
Подробное описание
Далее настоящее изобретение описано в контексте многокрасочной листовой офсетной печатной машины для одновременной двухсторонней печати листов, используемой в контексте изготовления документов с защитой от подделок, таких как банкноты. Такая печатная машина с защитой от подделок обычно называется печатной машиной с защитой от подделок типа Simultan («Симултан»), поскольку печать листов выполняется на обеих сторонах листов одновременно. Такую печатную машину типа Simultan предлагает автор заявки под зарегистрированным торговым наименованием Super Simultan® («Супер-Симултан»).
Печатная машина с защитой от подделок, показанная на фиг.1А и 1 В, уже описана в международной заявке №WO 2007/105059 А1 (и соответствующей публикации США №US 2009/0025594 А1), которая включена в настоящий документ в качестве ссылки в полном объеме. Дополнительная информация о таких печатных машинах также приводится в Европейском патенте №ЕР 0949069 В1 (и соответствующем патенте США №US 6,101,939) и публикациях международных заявок №№WO 2007/042919 А2 (и соответствующей публикации США №US 2008/0271 620 А1) и WO 2007/105061 А1 (и соответствующей публикации США №. US 2009/0007807 А1). Все упомянутые выше заявки включены в настоящий документ в качестве ссылки в полном объеме.
Печатная группа машины, которая предназначена в этом случае для выполнения одновременной двухсторонней офсетной печати листов, содержит, как обычно, два офсетных цилиндра (или печатных цилиндра) 10, 20, вращающихся в направлении, указанном стрелками, и между которыми подаются листы для приема многокрасочных оттисков. В этом случае офсетные цилиндры 10, 20 являются трехсегментными цилиндрами. Офсетные цилиндры 10, 20 принимают и накапливают различные оттиски краски соответствующего цвета с формных цилиндров 15 и 25 (по четыре на каждой стороне), которые распределены вокруг участка по периферии офсетных цилиндров 10, 20. Эти формные цилиндры 15 и 25, каждый из которых несет соответствующую печатную форму, сами окрашиваются соответствующими краскоподающими группами 13 и 23 красочного аппарата, соответственно, известным в этой области способом. Две краскоподающие группы 13 и 23 красочного аппарата предпочтительно размещены на двух салазках 100, 200 для накатывания краски, которые могут перемещаться к или от расположенных в центре формных цилиндров 15, 25 и офсетных цилиндров 10, 20. На фиг.2, в частности, показана печатная машина с подвижными салазками 100, 200 для накатывания краски, перемещающимися во вдвинутое положение во время операций технического обслуживания, включенных для цели смены и монтажа печатных форм на формных цилиндрах 15, 25.
Листы подаются со станции 1 подачи, расположенной около печатной группы (на чертежах справа), на накладной стол 2, а затем на последовательность передающих цилиндров 3а, 3b, 3с (в этом примере три цилиндра), расположенных выше по ходу процесса относительно офсетных цилиндров 10, 20. При транспортировке передающим цилиндром 3b листы необязательно могут принимать первый оттиск на одной стороне листов с помощью дополнительной печатной группы (не показана), как указано в Европейском патенте №ЕР 0949069 В1 и международной заявке №WO 2007/042919 А2, передающий цилиндр 3b выполняет дополнительную функцию печатного цилиндра. В случае, когда листы печатаются посредством необязательной дополнительной печатной группы, они сначала высушиваются сушильным или отверждающим блоком 4 до передачи на офсетные цилиндры 10, 20 для одновременной двухсторонней печати.
В примере по фиг.1А и 1В листы передаются на поверхность офсетного цилиндра 20, где передний край каждого листа удерживается соответствующим средством захвата, расположенным в выемке цилиндра между каждым из сегментов офсетного цилиндра. Таким образом, каждый лист транспортируется офсетным цилиндром 20 на полосу печатного контакта между офсетными цилиндрами 10 и 20, на которых происходит одновременная двухсторонняя печать. При печати на обеих сторонах напечатанные листы затем передаются, как известно в этой области, на цепную систему 5 с захватами для подачи на листовыпускную станцию 6, содержащую несколько приемных устройств (в этом примере три).
Цепная система 5 с захватами обычно содержит две цепи, удерживающие несколько расположенных с промежутком штанги с захватами (не показаны), каждая из которых предусмотрена с рядом захватов для удержания переднего края листов. Как показано на фиг.1А, цепная система 5 с захватами продолжается от положения ниже двух офсетных цилиндров 10, 20, через напольную часть печатной машины и на верх трех приемных устройств листовыпускной станции 6. Штанги с захватами приводятся в действие вдоль этого пути в направлении по часовой стрелке, пути цепной системы 5 с захватами, проходящего от печатной группы до листовыпускной станции 6, проходящей ниже пути возврата цепной системы 5 с захватами. Сушильная/закрепляющая система 7 расположена вдоль пути цепной системы 5 с захватами, чтобы высушивать обе стороны листов, сушка выполняется с помощью инфракрасных ламп и/или УФ-ламп в зависимости от типа используемой печатной краски. В этом случае сушильная система 7 расположена на вертикальном участке цепной системы 5 с захватами, где штанги с захватами отходят от напольной части печатной машины к верхней части листовыпускной станции 6.
В примере по фиг.1А, 1В и 2, первый и второй передающие цилиндры (не указаны), такие как вакуумные барабаны или цилиндры, вставлены между цепной системой 5 с захватами и офсетным цилиндром 20, чтобы напечатанные листы можно было снимать с поверхности офсетного цилиндра 20, а затем передавать последовательно на первый передающий цилиндр, второй передающий цилиндр и, наконец, на цепную систему 5 с захватами. Первый и второй передающие цилиндры предназначены для выполнения осмотра листов на лицевой и оборотной сторонах, как указано в публикации международной заявки №WO 2007/105059 А1. Предусмотрены первый и второй передающие цилиндры, или нет, не влияет на сущность настоящего изобретения, и такие цилиндры, соответственно, могут отсутствовать.
Как показано на фиг.2, когда новые печатные формы должны быть смонтированы на печатной машине, салазки 100, 200 для накатывания краски сначала вдвигают в положение для технического обслуживания, указанное штриховыми линиями по фиг.2, чтобы обеспечить доступ для оператора при работе на разных формных цилиндрах 15, 25 печатной машины.
Как известно в этой области, каждая печатная форма обертывается вокруг соответствующего формного цилиндра и закрепляется на ее переднем и заднем краях подходящей системой для закрепления формы, причем система для закрепления формы расположена в соответствующей выемке формного цилиндра. Каждая из выемок цилиндров обозначена номерами выносок 15а и 25а на фиг.2.
Подходящий формный цилиндр и система для закрепления формы показаны на фиг.3 и 4. Следует понимать, что каждый формный цилиндр 15, 25 печатной машины обнаруживает идентичную структуру. Формный цилиндр и система для закрепления формы по фиг.3 и 4 переосмыслены с самого начала, чтобы обеспечивать надлежащий и высокоточный монтаж и натяжение печатной формы.
Система для закрепления формы содержит переднее приспособление для закрепления FC и заднее приспособление для закрепления RC, которые, соответственно, предназначены для удержания переднего края (здесь и далее обозначен выноской LP) и заднего края (здесь и далее обозначен выноской TP) печатной формы. Оба приспособления FC, RC для закрепления смонтированы в выемке 15а, 25а формного цилиндра 15, 25. Как обычно в этой области переднее приспособление FC для закрепления предусмотрено с двумя приводочными штифтами 31, 32, предназначенными для совместного действия с соответствующими пробиваемыми приводочными отверстиями, предусмотренными на переднем краю LP печатной формы, причем приводочные штифты и пробиваемые приводочные отверстия обеспечивают заданный монтаж переднего края печатной формы в и относительно переднего приспособления FC для закрепления. Приводочные штифты 31, 32 и соответствующие пробиваемые приводочные отверстия (обозначенные выносками Ра и Рb) также показаны на фиг.6а-6е.
Использование приводочных штифтов и пробиваемых приводочных отверстий общеизвестно в этой области, и, в частности, можно обратиться к описанию европейских патентных заявок №№ЕР 0581212 А1, ЕР 0711 664 А1, ЕР 0933204 А1.
По предпочтительному варианту осуществления настоящего изобретения каждый из приводочных штифтов 31, 32 обладает по меньшей мере одним сенсорным элементом, предназначенным для указания точной подгонки пробиваемых приводочных отверстий Ра, Pb печатной формы относительно приводочных штифтов 31, 32. Такие сенсоры схематично показаны на фиг.6а-6е и указаны номерами выносок 31а, 32а соответственно. Таким образом, обеспечивается правильная вставка переднего края LP печатной формы в переднее приспособление FC для закрепления, переднее приспособление FC для закрепления замыкается только при сигнале обратной связи сенсорных элементов 31а, 32а, что пробиваемые приводочные отверстия Ра, Pb соединялись впритык с приводочными штифтами 31, 32.
По предпочтительному варианту осуществления пробиваемые приводочные отверстия Ра, Рb предусмотрены с совмещением с печатным оттиском, изображенным на печатной форме, пробиваемые приводочные отверстия Ра, Рb пробиваются после получения печатного изображения на печатной форме и в соответствии с положением печатного изображения на печатной форме. Высокоточные перфорирующие устройства для пробивания приводочных отверстий с совмещением с печатным изображением печатной формы известны в этой области сами по себе. Такое устройство, например, предлагается компанией Polygraphische innovative Technik Leipzig GmbH, или "PITSID", (www.pitsidieipziq.com) под наименованием "Automatic Precision Plate Punch" ("Automatische Prazisions-Plattenstanze") (Автоматический прецизионный перфоратор для формных пластин) или "АРР", разработанный совместно с компанией SID Leipzig (Sachsisches Institut fur die Druckindustrie GmbH - www.sidleipzig.de). Аналогичные системы также предлагаются компанией LEHNER GmbH, Sensor-Systeme (wwwJehner-gmbh.com). Благодаря таким решениям точное совмещение между печатным изображением на печатной форме и позиционированием печатной формы в соответствии с приводочными штифтами и пробиваемыми приводочными отверстиями гарантируется с точностью порядка нескольких микрон.
При нормальных условиях переднее приспособление FC для закрепления действует как фиксированная опора для переднего края LP формы и обычно не регулируется в этом положении. Тем не менее, в этом примере предусмотрены два регулировочных элемента 51, 52. Регулировочные элементы 51, 52 расположены в остальной части отверстия выемок 15а, 25а формных цилиндров 15, 25, на правой стороне и на левой стороне участка задней стенки переднего приспособления FC для закрепления (см. также фиг.6а-6е). При необходимости может быть выполнена точная регулировка положения переднего приспособления FC для закрепления посредством двух регулировочных элементов 51, 52. Поскольку боковое совмещение обычно регулируется боковым позиционированием всего формного цилиндра 15, 25, и это нулевое положение печатной формы, в положении по периферии, регулируется путем правильного вращательного позиционирования формного цилиндра 15, 25, этого достаточно для обеспечения возможности наклонить переднее приспособление FC для закрепления справа или слева относительно оси вращения (обозначенной выноской О на фиг.6а-6е). При этом при нормальных условиях, переднее приспособление FC для закрепления может оставаться в фиксированном положении и обычно не регулируется. Поэтому в альтернативном варианте может быть предусмотрена конструкция переднего приспособления FC для закреплении как полностью фиксированного без возможности регулировки.
Заднее приспособление RC для закрепления, с другой стороны, предназначено для перемещения вдоль периферийного направления, и несколько регулировочных элементов, в этом случае четыре регулировочных элемента 61-64, предусмотрены для обеспечения точной регулировки положения заднего приспособления RC для закрепления, как указано далее со ссылкой на фиг.6а-6е. Аналогично регулировочным элементам 51, 52, регулировочные элементы 61-64 распределены вдоль всей длины участка задней стенки заднего приспособления RC для закрепления, на наружной правой стороне, центре правой стороны, центре левой стороны и на наружной левой стороне заднего приспособления RC для закрепления. Регулировочные элементы 61-64 (как и регулировочные элементы 51, 52) предпочтительно могут быть дистанционно регулируемыми с помощью электропривода регулировочными элементами (такими как регулировочные винты с электроприводом), обеспечивающими выполнение регулировки оператором полуавтоматически с некоторой подходящей дистанционной консоли управления печатной машины. При закреплении заднего конца TP печатной формы в заднем приспособлении RC для закрепления и исходном натяжении печатной формы, регулировочные элементы 61-64 не примыкают к заднему приспособлению RC для закрепления, тем самым позволяя заднему приспособлению RC для закрепления свободно перемещаться.
Предпочтительно управление перемещением заднего приспособления RC для закрепления осуществляется пневматически посредством соответствующей пневматической системы (в настоящем документе подробно не описана), которая заставляет заднее приспособление RC для закрепления перемещаться к центральному участку выемки 15а, 25а цилиндра, тем самым вызывая натяжение печатной формы. Такая система, в частности, может содержать надувной пневматический шланг, расположенный между задним приспособлением RC для закрепления (обычно смонтированным сбоку) и участком стенки выемки 15а соответственно 25а цилиндра, чтобы выборочно заставлять заднее приспособление для закрепления перемещаться в положение натяжения. Регулировка пневматического давления, приложенного к надувному шлангу, позволяет регулировать силу натяжения, приложенную задним приспособлением RC для закрепления.
На фиг.4 схематично показан вид в сечении формного цилиндра 15, 25 по фиг.3 вдоль сечения I-I по фиг.3, в котором видно переднее приспособление FC для закрепления, регулировочные элементы 51, 52, заднее приспособление RC для закрепления и регулировочные элементы 61-64. Устройства 41, 42 для закрепления предусмотрены на переднем приспособлении FC для закрепления и заднем приспособлении RC для закрепления, соответственно, чтобы надлежащим образом закрепить передний край LP и задний край TP печатной формы. Принцип действия устройств 41, 42 для закрепления подсказан устройствами для закрепления, предложенными в патентных заявках на патент Германии №№DE 19511956 А1, DE 102005061453 А1 и DE 102005061460 А1 компании Koenig & Bauer AG. Конструкция устройств 41, 42 для закрепления в настоящем документе детально не описана, и достаточно понимать, что каждое устройство 41, 42 для закрепления содержит в этом случае подвижный элемент 410, 420 для закрепления, который предназначен для придавливания нижней стороны печатной формы, когда он вставлен в соответствующее приспособление FC, RC для закрепления, и закрепляет соответствующий край печатной формы относительно фиксированного элемента для закрепления (без номера), расположенного над соответствующим подвижным элементом 410, 420 для закрепления. В контексте настоящего изобретения могут подразумеваться различные решения для достижения правильного закрепления переднего и заднего краев печатной формы, и пример по фиг.4 не подразумевает ограничения.
Как упомянуто выше, заднее приспособление RC для закрепления предназначено для перемещения в периферийном направлении к внутреннему участку выемки 15а, 25а цилиндра (т.е. вправо на фиг.4), чтобы натянуть закрепленную печатную форму. Управление таким перемещением предпочтительно осуществляется пневматически, за счет давления, заставляющего заднее приспособление RC для закрепления перемещаться, создавая соответствующую силу натяжения, которая прикладывается к печатной форме его задним краем ТР.
Заднее приспособление RC для закрепления предусмотрено соответствующим образом с блокировочным устройством 45, чтобы позволить механически заблокировать заднее приспособление RC для закрепления в некотором положении на формном цилиндре 15, 25. Таким образом, заднее приспособление RC для закрепления активно приводится в действие (например, пневматически) только при натяжении печатной формы, и когда заднее приспособление RC для закрепления позиционировано соответствующим образом, блокирующее устройство 45 начинает действовать для механической блокировки заднего приспособления RC для закрепления в некотором положении, позволяя подавлять силу срабатывания, приложенную к заднему приспособлению для закрепления во время процедуры натяжения. Однако очевидно, что могут быть предусмотрены другие решения, чтобы блокировать или удерживать заднее приспособление RC для закрепления в некотором положении (см., например, фиг.7а-7е).
Как будет очевидно далее, упомянутые выше особенности системы закрепления формы введены в практику для достижения точного монтажа и натяжения печатной формы на каждый формный цилиндр 15, 25.
На фиг.5а-5е показаны разные этапы процедуры закрепления формы по предпочтительному варианту осуществления настоящего изобретения, посредством которой печатная форма, обозначенная выноской Р, закреплена и смонтирована по периферии каждого формного цилиндра 15. Хотя на фиг.5а-5е показана процедура закрепления формы с точки наблюдения формных цилиндров 15, очевидно, что эта процедура в равной степени применима к монтажу и закреплению печатных форм на каждом формном цилиндре 25.
Вообще говоря, печатная форма (которая обозначена выноской Р на чертежах) сначала закреплена на ее переднем краю LP в переднем приспособлении FC для закрепления, затем обернута вокруг формного цилиндра 15, 25 и, наконец, закреплена на ее заднем краю TP в заднем приспособлении RC для закрепления, эта процедура в основном показана на фиг.5а-5е.
Испытания, проведенные автором заявки, показали, что начальный этап, а именно закрепление переднего края LP печатной формы Р в переднем приспособлении FC для закрепления, является особенно критичным этапом, поскольку точное позиционирование печатной формы сильно зависит от способа закрепления печатной формы Р на его переднем краю LP. По предпочтительному варианту осуществления закрепление переднего края LP печатной формы Р выполняется следующим образом:
i. вращательное позиционирование формного цилиндра 15, 25 регулируется для соответствия заданному вращательному позиционированию для монтажа печатной формы (обозначено выноской Р на чертежах);
ii. переднее приспособление FC для закрепления формного цилиндра 15, 25 разомкнуто для приема переднего края LP печатной формы Р;
iii. печатная форма Р позиционирована по отношению к формному цилиндру 15, 25, чтобы передний край LP печатной формы Р показывал заданное положение и ориентацию по отношению к формному цилиндру 15, 25 и переднему приспособлению FC для закрепления;
iv. передний край LP печатной формы Р вводится в переднее приспособление FC для закрепления формного цилиндра 15, 25; и
v. переднее приспособление FC для закрепления формного цилиндра 15, 25 смыкается, тем самым закрепляя передний край LP печатной формы Р.
Необязательно один или более приправочных листов под форму могут быть вставлены между периферией формного цилиндра 15, 25 и печатной формой Р после этапа v и до того, как печатная форма Р будет обернута по периферии формного цилиндра 15, 25.
Этапы iv. и v. выше, в частности, выполняюся с помощью вышеупомянутых приводочных штифтов 31, 32 и пробиваемых приводочных отверстий Ра, Pb, чтобы гарантировать правильное совмещение между передним краем LP печатной формы Р и передним приспособлением FC для закрепления.
Перечисленные выше этапы важны в том смысле, что они обеспечивают позиционирование печатной формы Р по отношению к формному цилиндру 15, 25 и переднему приспособлению FC для закрепления и вставку в последний с наименьшим возможным влиянием внешних факторов. В этом отношении предпочтительно в контексте офсетной печатной машины Simultan, показанной на фиг.1А, 1В, 2, выполнить приведенные выше этапы аналогичным образом для всех формных цилиндров 15, 25 и обеспечить, чтобы положение и ориентация каждой печатной формы Р по отношению к соответствующему формному цилиндру 15, 25 при монтаже печатной формы Р на соответствующий формный цилиндр 15, 25, было одним и тем же для всех печатных форм Р и формных цилиндров 15, 25.
Это дополнительно облегчается и гарантировано по конкретному предпочтительному варианту осуществления настоящего изобретения за счет использования держателя кассет печатных форм, обозначенного номером выноски 300 на фиг.5а-5е, причем держатель 300 кассет печатных форм содержит печатную форму Р, оборачиваемую на формный цилиндр 15, 25 и смонтированную затем на формный цилиндр 15, 25 заданным и воспроизводимым образом. Такой держатель кассет печатных форм (или просто "кассета") 300 дополнительно обладает тем преимуществом, что печатная форма, создаваемая в отделе допечатной подготовки, может временно храниться в кассете до монтажа печатной формы на печатную машину. Таким образом, печатная форма может быть защищена, и можно предотвратить негативное влияние в результате обращения с печатными формами. Предпочтительно один и тот же держатель кассет используется для всех формных цилиндров 15, 25.
Держатель 300 кассет печатных форм схематично показан на фиг.5а5е и может обладать любой подходящей формой и конструкцией. Хотя держатель кассет 300 печатных форм показан прямоугольным на фиг.5а-5е, может, например, подразумеваться, что форма держателя 300 кассет была изогнута таким образом, чтобы печатная форма Р принудительно занимала некоторое заданное положение в держателе 300 кассет, особенно, если это помогает обеспечивать заданное позиционирование и вставку печатной формы Р в переднее приспособление FC для закрепления. Держатель кассет дополнительно может быть изготовлен в виде одной детали или двух (или более) деталей в зависимости от требований эргономики и обращения.
Как показано на фиг.5а-5е, дополнительно предусмотрен нажимной валик 320, причем нажимной валик 320 может перемещаться (например, поворачиваться) из нерабочего положения (как показано, например, сплошными линиями на фиг.5а и 5b) в рабочее положение (как показано, например, сплошными линиями на фиг.5d), в котором нажимной валик 320 прижимает печатную форму Р к периферии формного цилиндра 15, 25 во время обертывания печатной формы Р вокруг формного цилиндра. Этот нажимной валик 320 предпочтительно может формировать часть держателя 300 кассет печатных форм.
В качестве дополнительного улучшения предпочтительно заранее изогнуть передний край LP и задний край TP печатной формы Р до монтажа печатной формы Р на формном цилиндре 15, 25. Изгибание переднего и заднего краев LP, TP печатных форм для образованных углов изгиба способствует правильному позиционированию и обертыванию печатной формы Р на формном цилиндре 15, 25.
На фиг.5а показано возможное позиционирование и ориентация формного цилиндра 15, 25, печатной формы Р и держателя 300 кассет печатных форм в начале процедуры закрепления формы. Как показано, поворотное положение формного цилиндра 15, 25 регулируется для соответствия показанному положению, т.е. заданному положению, приводящему переднее FC приспособление для закрепления (не показано на фиг.5а-5е) формного цилиндра 15, 25 к положению около выходного отверстия держателя 300 кассет печатных форм, в котором сохраняется печатная форма Р. Позиционирование и ориентация печатной формы Р по отношению к формному цилиндру 15, 25 и переднему приспособлению FC для закрепления такое, чтобы печатная форма Р, по существу, была выровнена вдоль касательной к периферии формного цилиндра 15, 25, где расположено переднее приспособление FC для закрепления. В этом положении печатная форма Р еще удерживается в держателе 300 кассет, и нажимной валик 320 находится во вдвинутом положении.
На фиг.5b показана вставка переднего края LP печатной формы Р в переднее приспособление FC для закрепления, которое находится в разомкнутом положении (т.е. как показано на фиг.4, устройство 41 для закрепления приводится в действие для опускания подвижного зажимного элемента 410 и открывания полости переднего приспособления FC для закрепления). Во время этой операции пробиваемые приводочные отверстия Ра, Pb, предусмотренные у переднего края LP печатной формы Р, контактируют с приводочными штифтами 31, 32, предусмотренными на переднем приспособлении для закрепления (как показано на фиг.6а).
Предпочтительно вставка переднего края LP печатной формы Р в переднее приспособление FC для закрепления выполняется с целью позиционирования этого переднего края LP в заданном относительном положении по отношению к полости переднего приспособления FC для закрепления, т.е. предусмотрено, чтобы передний край LP печатной формы Р был зафиксирован в определенном относительном положении по отношению к верхнему и нижнему участкам полости переднего приспособления FC для закрепления. Действительно, отмечено, что положение переднего края LP печатной формы Р в полости переднего приспособления FC для закрепления может влиять на способ закрепления печатной формы Р.
Когда передний край LP печатной формы Р правильно вставлен в переднее приспособление FC для закрепления, переднее приспособление FC для закрепления смыкается, как показано схематично противоположно направленными стрелками на фиг.5с. Все приспособление для закрепления может быть сомкнуто сразу. Однако по одному варианту осуществления настоящего изобретения нужно управлять или сконструировать приспособление FC для закрепления таким образом, чтобы смыкание начиналось с центрального участка приспособления FC для закрепления и постепенно переходило к боковым сторонам. Когда переднее приспособление FC для закрепления смыкается, и печатная форма Р закреплена на переднем краю LP, нажимной валик 320 может быть приведен в рабочее положение (либо вручную, либо полуавтоматически), в контакте с периферией формного цилиндра 15, 25.
На фиг.5d показано обертывание печатной формы Р по периферии формного цилиндра 15, 25, причем обертывание облегчается действием нажимного валика 320, который заставляет печатную форму точно повторять кривизну формного цилиндра 15, 25. Это обертывание может быть полностью автоматическим, печатная машина управляет этим этапом и обеспечивает, чтобы печатная форма Р была обернута при заданных и воспроизводимых условиях.
На фиг.5е показан конец операции обертывания, при котором поворот формного цилиндра 15, 25 прекращается, и задний край TP печатной формы Р приводится в положение около заднего приспособления RC для закрепления (не показано на фиг.5а-5е). Вставка заднего конца TP печатной формы Р в заднее приспособление RC для закрепления предпочтительно выполняется автоматически, причем автоматическая вставка требует, чтобы заднее приспособление RC для закрепления было перемещено во вдвинутое положение (т.е. к центру выемки 15а, 25а цилиндра) и позволяло заднему краю TP печатной формы Р войти в открытую полость заднего приспособления для закрепления при завершении обертывания печатной формы Р вокруг формного цилиндра 15, 25. Эта автоматическая вставка заднего конца TP печатной формы Р в полость заднего приспособления RC для закрепления может облегчаться действием нажимного валика 320. При вставке заднего конца TP печатной формы Р в заднее приспособление RC для закрепления оно может быть сомкнуто, как показано противоположно направленными стрелками на фиг.5е, и нажимной валик 320 может переместиться назад во вдвинутое положение.
После процедуры закрепления формы, описанной выше, печатная форма Р эффективно закреплена и обернута вокруг формного цилиндра 15, 25. Однако печатная форма Р еще нуждается в натяжении и регулировке, чтобы достичь нужного целевого совмещения печати, т.е. точного совмещения между разными цветами на каждой стороне печатного материала, а также совмещения между изображениями, напечатанными на обеих сторонах.
Процедура натяжения формы по первому варианту осуществления настоящего изобретения описана далее со ссылкой на фиг.6а-6е. Эта процедура направлена на обеспечение того, чтобы печатная форма Р, закрепленная и смонтированная по периферии формного цилиндра 15, 25, была натянута для достижения нужного целевого совмещения печати.
Как упомянуто выше, совмещение печати влияет большое число факторов, включая механизмы печатной машины (передаточные механизмы, подшипники, приводы и т.д.) и саму печатную форму. В этом контексте материал печатной формы может играть весьма важную роль. Следующая процедура натяжения печатной формы направлена на обеспечение того, чтобы печатная форма была точно и правильно позиционирована и натянута для обеспечения правильного совмещения печати от переднего до заднего края печати.
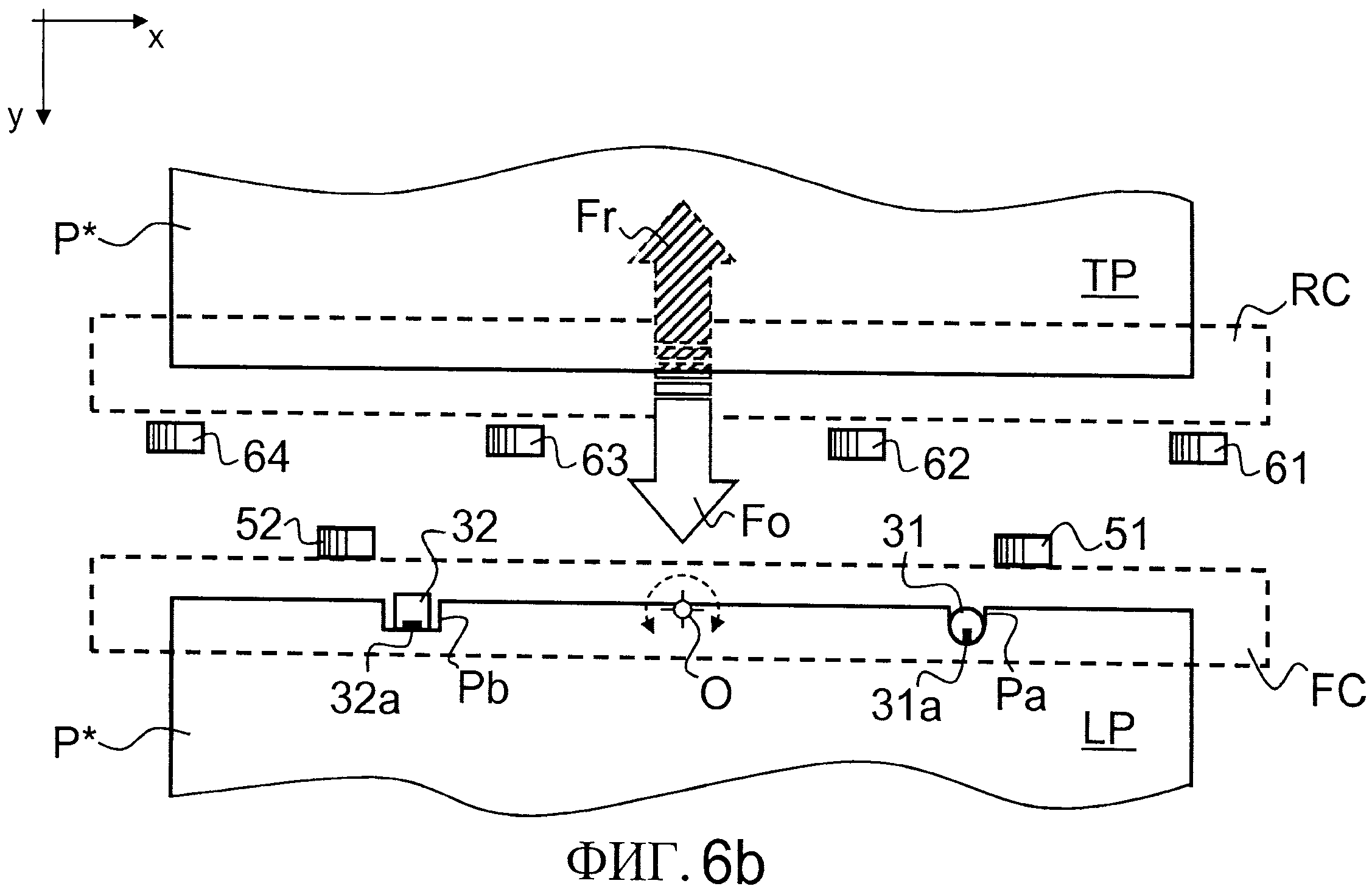
На фиг.6а схематично показан передний край LP и задний край TP печатной формы Р, которая закреплена (но на этом этапе не натянута) между передним и задним приспособлениями FC, RC для закрепления. Также показаны регулировочные элементы 51, 52 и 61-64, которые описаны выше со ссылкой на фиг.3 и 4.
На фиг.6а регулировочные элементы 61-64 неактивны, т.е. заднее приспособление RC для закрепления может свободно перемещаться в ограниченном диапазоне вдоль периферии соответствующего формного цилиндра 15, 25, допустимое направление смещения которого параллельно оси у по фиг.6а. На фиг.6а заднее приспособление RC для закрепления занимает так называемое положение разгрузки натяжения.
На фиг.6b показано состояние, в котором заднее приспособление RC для закрепления перемещено при приложении силы номинального натяжения (схематично показана белой стрелкой с выноской Fo). В результате этого печатная форма натягивается (натянутая форма в таком случае обозначена выноской Р*). Заднее приспособление RC для закрепления, которое свободно перемещается, тем самым смещается в положение натяжения (или "положение номинального натяжения"). В показанном примере положение номинального натяжения соответствует равновесию между силой Fo номинального натяжения, приложенной к заднему приспособлению RC для закрепления, и результирующей силой Fr противодействия, создаваемой натянутой печатной формой Р* (такая сила Fr противодействия схематично показана штриховой стрелкой на фиг.6b).
Как уже упомянуто выше, натяжение печатной формы Р предпочтительно осуществляется пневматически. Кроме того, предпочтительно обеспечить, чтобы натяжение печатной формы было выполнено посредством быстрого перемещения всего заднего приспособления RC для закрепления, которое действует и прикладывает силу натяжения по всей ширине печатной формы. Быстрое перемещение заднего приспособления для закрепления обеспечивает, чтобы сила натяжения была соответствующим образом распределена вдоль всей ширины и длины печатной формы Р, что приводит к равномерному и преимущественно упругому удлинению печатной формы Р.
Когда достигнуто равновесие, схематично показанное на фиг.6b, заднее приспособление RC для закрепления блокируется в положении номинального натяжения. Как показано на фиг.4, механическая блокировка заднего приспособления RC для закрепления на формном цилиндре 15, 25 осуществляется посредством блокирующего устройства 45. При блокировке на формном цилиндре пневматическое давление, действующее на заднее приспособление RC для закрепления, может быть компенсировано.
Далее, как показано на фиг.6с, устанавливается положение номинального натяжения (которое может быть различно для разных печатных форм Р и разных формных цилиндров 15, 25), которое сохраняется в качестве опорного положения заднего приспособления RC для закрепления. В этом первом примере задание положения осуществляется механически путем перемещения регулировочных элементов 61-64 с совмещением относительно участка задней стенки заднего приспособления RC для закрепления, как схематично показано на фиг.6с. Заданное таким образом опорное положение, сохраненное в качестве относительных положений регулировочных элементов 61-64, используется в качестве опорного для выполнения необходимой точной регулировки заднего приспособления RC для закрепления.
Регулировка натяжения печатной формы Р сначала требует соответствующего измерения совмещения печати натянутой печатной формы Р*. Это может быть выполнено, когда все печатные формы закреплены и натянуты на соответствующих формных цилиндрах, путем печати листов образцов, на которых можно оценить и измерить изменения совмещения печати. Чтобы облегчить эту операцию для оператора, могут быть использованы соответствующие измерительные инструменты.
Когда совмещение печати для каждого цвета и каждой печатной формы измерено и сравнено с целевым совмещением печати, может быть выполнена корректировка, причем корректировка преобразуется в соответствующую и необходимую регулировку заднего приспособления RC для закрепления. Вообще говоря, если измерения показывают, что длина печати для данной печатной формы слишком короткая, это затем может быть преобразовано в соответствующую регулировку положения заднего приспособления RC для закрепления, вызывая большее удлинение печатной формы Р. И наоборот, если измерения показывают, что длина печати для данной печатной формы слишком велика, это затем преобразуется в соответствующую регулировку положения заднего устройства RC для закрепления, вызывая меньшее удлинение печатной формы Р. Очевидно, что эти регулировки могут быть различны вдоль ширины печатной формы. Поэтому корректировки определяются в различных местах вдоль ширины печатной формы Р и преобразуются в соответствующие регулировки, выполняемые посредством регулировочных элементов 61-64. Другими словами, определяется скорректированное положение натяжения заднего приспособления RC для закрепления, соответствующее целевому совмещению печати.
Однако перед регулировкой положения заднего приспособления RC для закрепления печатная форма Р возвращается в ненатянутое состояние, как схематично показано на фиг.6d. Это осуществляется путем разблокировки и перемещения заднего приспособления RC для закрепления в положение снятия натяжения. После этого определенное ранее скорректированное положение натяжения заднего приспособления RC для закрепления можно задать в качестве нового опорного положения, в данном случае посредством регулировочных элементов 61-64.
После выполнения необходимой корректировки печатная форма натягивается повторно путем приложения силы натяжения Ft к заднему приспособлению для закрепления RC, тем самым заставляя заднее приспособление RC для закрепления перемещаться в новое опорное положение, как показано на фиг.6е. В этом случае и в противоположность исходной операции натяжения по фиг.6b, печатная форма Р натягивается, пока заднее приспособление RC для закрепления не будет примыкать к регулировочным элементам 61-64. Сила Ft натяжения, приложенная в этом случае, может отличаться от силы Fo номинального натяжения, приложенной первоначально. В частности, если выполняемая корректировка требует удлинения печатной формы Р больше номинального удлинения (т.е. в случае, когда печать слишком коротка), то сила Ft натяжения должна быть увеличена по сравнению с силой Fo номинального натяжения. И наоборот, если выполняемая корректировка требует меньшего удлинения печатной формы Р по сравнению с номинальным удлинением (т.е. в случае слишком длинной печати), то сила Ft натяжения может быть меньше, чем сила Fo номинального натяжения. В целом, приложенная сила Ft натяжения должна быть достаточна, чтобы надежно приводить заднее приспособление RC для закрепления в соединение впритык с регулировочными элементами 61-64.
Когда выполнено натяжение печатной формы Р, заднее приспособление RC для закрепления может быть заблокировано в новом положении натяжения. Как показано на фиг.4, такая блокировка может быть выполнена посредством блокировочного устройства 45. После блокировки на формном цилиндре пневматическое давление, действующее на заднее приспособление RC для закрепления, может быть компенсировано аналогичным образом.
В предположении, что регулировка для всех печатных форм выполнена правильно, печатная машина должна быть правильно установлена для достижения нужного целевого совмещения печати. При этом указанную выше процедуру можно повторить, измерив еще раз совмещение печати натянутой печатной формы Р* и определив, нужна ли дополнительная корректировка, при которой выполняется та же самая описанная выше процедура. Соответствующие шаги корректировки можно повторять, пока измеренное совмещение печати не будет соответствовать целевому совмещению печати.
Далее описана альтернативная процедура натяжения печатной формы по второму варианту осуществления настоящего изобретения со ссылкой на фиг.7а-7е. Эта процедура, аналогично предыдущей процедуре, описанной со ссылкой на фиг.6а-6е, также направлена на обеспечения того, чтобы печатная форма Р, которая закреплена и смонтирована по периферии формного цилиндра 15, 25, была натянута для достижения нужного целевого совмещения печати.
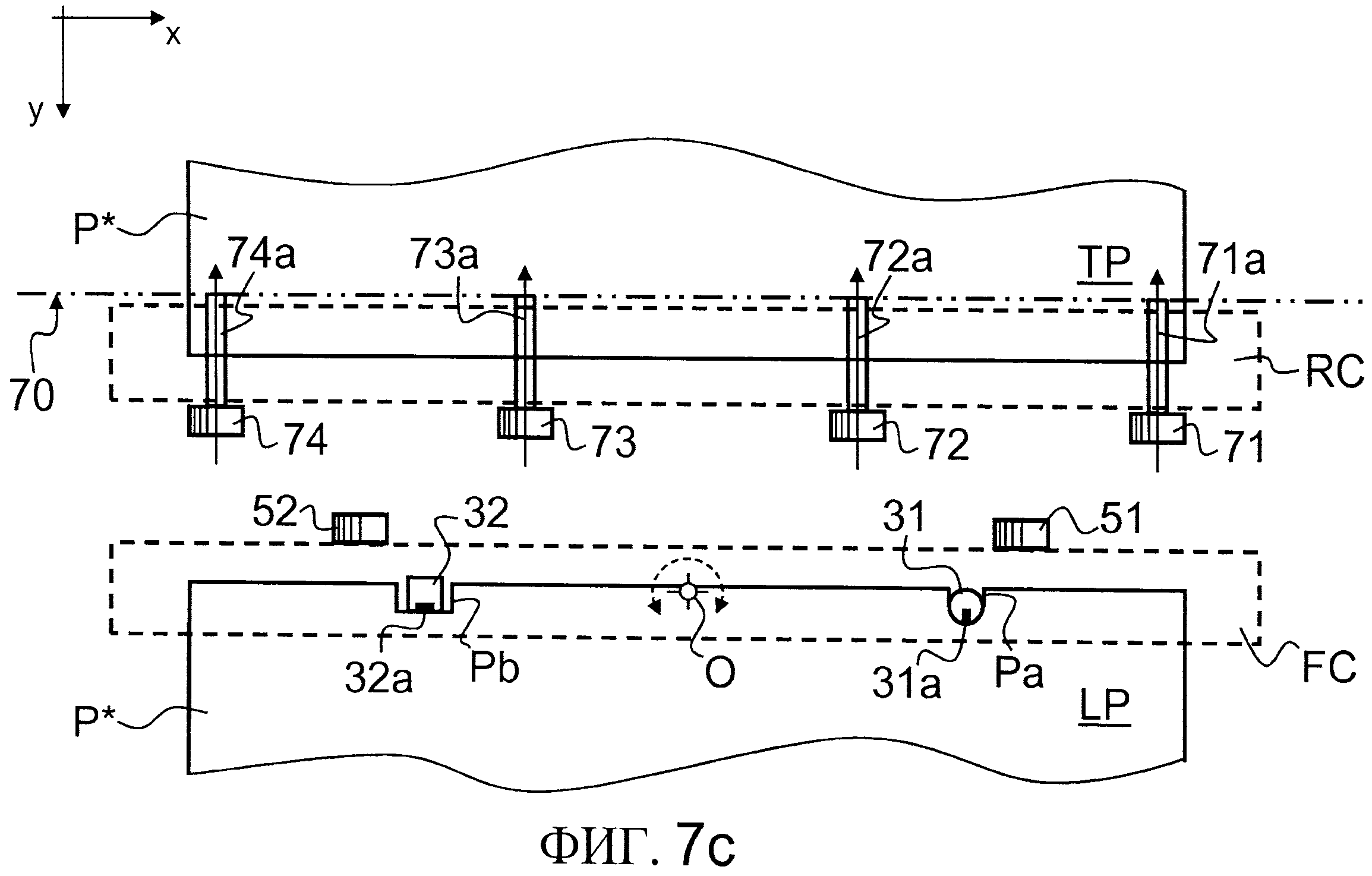
В противоположность варианту осуществления по фиг.6а-6е, второй вариант осуществления позволяет использовать систему закрепления печатной формы с задним приспособлением RC для закрепления, снабженным другим набором регулировочных элементов, обозначенных номерами выносок 71-74 на фиг.7а-7е. В варианте осуществления по фиг.6а-6е, регулировочные элементы предусмотрены таким образом, что совместно с участком задней стенки заднего приспособления RC для закрепления опорное положение заднего приспособления RC для закрепления было определено примыканием участка задней стенки заднего приспособления RC для закрепления к регулировочным элементам 61-64. В примере по фиг.7а-7е регулировочные элементы 71-74 предпочтительно смонтированы на самом заднем приспособлении RC для закрепления и предусмотрены в виде винтовых элементов с резьбовым участком 71а-74а, действующих в качестве регулировочного элемента, продолжающегося сквозь заднее приспособление RC для закрепления совместно с опорной стенкой выемки 15а, соответственно 25а, цилиндра формного цилиндра 15, соответственно 25, внутри которого установлена система закрепления печатной формы. На фиг.7а-7е эта опорная стенка схематично показана штриховыми линиями, обозначенными номером выноски 70.
На фиг.7а схематично показан передний край LP и задний край TP печатной формы Р, которая закреплена (но на этом этапе не натянута) между передним и задним приспособлениями FC, RC для закрепления. Эта конструкция переднего приспособления FC для закрепления, включая регулировочные элементы 51, 52, а также компоновка приводочных штифтов 31, 32, аналогичны уже описанным выше в настоящем документе.
На фиг.7а регулировочные элементы 71-74 неактивны (или находятся в "нулевом положении"), т.е. заднее приспособление RC для закрепления, на которое не действует натяжение, обычно находится у стенки 70 (действующей, как опорная стенка) выемки 15а, соответственно 25а, цилиндра. Заднее приспособление RC для закрепления свободно перемещается от опорной стенки 70 во время операции натяжения в пределах ограниченного диапазона вдоль периферии соответствующего формного цилиндра 15, 25, допустимое направление смещения которого также параллельно оси у по фиг.7а. На фиг.7а заднее приспособление RC для закрепления занимает так называемое положение снятия натяжения.
На фиг.7b показано состояние, когда заднее приспособление RC для закрепления перемещено под действием силы номинального натяжения (схематично показана белой стрелкой, указанной выноской Fo). В результате печатная форма натягивается (натянутая печатная форма в таком случае обозначена выноской Р*). Заднее приспособление RC для закрепления, которое свободно перемещается, тем самым смещается в положение натяжения (или "положение номинального натяжения"). В примере по фиг.7b (аналогично примеру по фиг.6b) положение номинального натяжения соответствует равновесию между силой Fo номинального натяжения, приложенной к заднему приспособлению RC для закрепления, и результирующей силой Fr противодействия, создаваемой натянутой печатной формой Р* (такая сила Fr противодействия схематично показана штриховой стрелкой на фиг.7b).
Аналогично описанному выше первому варианту осуществления, натяжение Р печатной формы предпочтительно осуществляется пневматически. Это также весьма предпочтительно для обеспечения того, чтобы натяжение печатной формы было выполнено за счет быстрого перемещения всего заднего приспособления RC для закрепления, которое действует и обеспечивает приложение силы натяжения по всей ширине печатной формы. Быстрое перемещение заднего приспособления для закрепления также обеспечивает, чтобы сила натяжения была соответствующим образом распределена вдоль всей ширины и длины печатной формы Р, что приводит к равномерному и в основном упругому удлинению печатной формы Р.
Когда достигается равновесие, схематично показанное на фиг.7b, заднее приспособление RC для закрепления удерживается в этом положении номинального натяжения. Это осуществляется, как показано на фиг.7с, путем перемещения регулировочных элементов 71-74, чтобы регулировочные элементы 71а-74а примыкали к опорной стенке 70. В противоположность первому варианту осуществления, очевидно, что заднее приспособление RC для закрепления не блокируется на формном цилиндре 15, 25 посредством специального блокировочного устройства, а удерживается в нужном положении благодаря регулировочным элементам 71-74, которые примыкают к опорной стенке 70. Когда регулировочные элементы 71-74 перемещены с примыканием к опорной стенке 70, пневматическое давление, действующее на заднее приспособление RC для закрепления, можно компенсировать.
Положение номинального натяжения (которое может быть различно для каждой печатной формы Р и каждого формного цилиндра 15, 25), определяемое положением регулировочных элементов 71-74, устанавливается и сохраняется в качестве опорного положения заднего приспособления RC для закрепления. Во втором варианте осуществления положение каждого регулировочного элемента 71-74 сохраняется, в частности, для последующей корректировки и точной регулировки положения заднего приспособления RC для закрепления.
Затем выполняется соответствующее измерение совмещения печати натянутой печатной формы Р*, когда все печатные формы закреплены и натянуты на соответствующие формные цилиндры, как в вышеупомянутом первом варианте осуществления, т.е. посредством печати листов образцов, на которых можно оценить и измерить изменения совмещения печати. Соответствующие корректировки положения заднего приспособления RC для закрепления, которое преобразуется в соответствующие регулировки положения регулировочных элементов 71-74, получают по этим измерениям совмещения печати. Другими словами, определяется скорректированное положение натяжения заднего приспособления RC для закрепления, соответствующее целевому совмещению печати.
Однако до выполнения какой-либо регулировки положения заднего приспособления RC для закрепления печатная форма Р возвращается в ненатянутое состояние, как схематично показано на фиг.7d. Это осуществляется включением сначала пневматической системы, перемещением регулировочных элементов 71-74 назад в "нулевые положения" (опорные положения которых сохранены ранее, как упомянуто выше), тем самым освобождая заднее приспособление RC для закрепления и позволяя ему переместиться назад в положение разгрузки натяжения при компенсации пневматического давления, действующего на заднее приспособление RC для закрепления.
В противоположность первому варианту осуществления, описанному со ссылкой на фиг.6а-6е, корректировки положения заднего приспособления RC для закрепления во втором варианте осуществления выполняются после повторного натяжения печатной формы. Как схематично показано на фиг.7е, печатная форма, соответствующим образом натянутая путем приложения силы Ft натяжения к заднему приспособлению RC для закрепления, причем сила Ft натяжения обычно больше, чем исходная сила Fo номинального натяжения, чтобы обеспечивать регулировку положения заднего приспособления RC для закрепления (если не требуется более короткое удлинение печатной формы Р после корректировки по сравнению с номинальным удлинением). Это заставляет заднее приспособление RC для закрепления перемещаться в правильное положение (т.е. положение натяжения, позволяющее откорректировать и отрегулировать положение регулировочных элементов 71-74). Регулировочные элементы 71-74 затем перемещаются в скорректированное для них положение натяжения, которое было определено ранее. Когда это выполнено, может быть скомпенсировано пневматическое давление, действующее на заднее приспособление RC для закрепления, тем самым заставляя заднее приспособление RC для закрепления примыкать к опорной стенке 70 посредством скорректированного положения регулировочных элементов 71-74. В результате этого заднее приспособление RC для закрепления удерживается в скорректированном положении натяжения в качестве нового опорного положения приспособления RC для закрепления.
В предположении, что регулировки выполнены правильно для всех печатных форм, печатная машина должна быть правильно установлена, чтобы достигалось нужное целевое совмещение печати. При этом указанная выше процедура может быть повторена аналогичным образом путем повторного измерения совмещения печати натянутой печатной формы Р* и определения того, требуется ли дополнительная корректировка, при которой выполняется та же самая процедура, что и описанная выше со ссылкой на фиг.7а-7е. Соответствующие этапы корректировки могут быть повторены до тех пор, пока измеренное совмещение печати не будет соответствовать целевому совмещению печати.
Различные модификации и/или усовершенствования могут быть внесены в описанные выше варианты осуществления настоящего изобретения без отступления от объема изобретения, определяемого приложенной формулой изобретения.
Например, предпочтительно дополнительно обеспечить определение профиля крутости цилиндра для каждого формного цилиндра 15, 25, причем профиль крутости цилиндра уникален для каждого формного цилиндра 15, 25 и зависит от механических характеристик формного цилиндра 15, 25 и его монтажа и привода в печатной машине, и сформировать печатаемое изображение на печатной форме Р на основе (или с учетом) профиля крутости формного цилиндра 15, 25, на котором должна быть смонтирована печатная форма Р. Далее, в частности, предполагается, что можно устранить потенциальную неравномерность вращения формного цилиндра путем компенсации такой неравномерности во время создания печатной формы, т.е. путем регулировки печатного изображения для нейтрализации такой неравномерности.
Перечень использованных номеров позиций
1 - многокрасочная офсетная печатная машина типа Simultan (Симултан)
2 - накладной стол
3а - передающий цилиндр
3b - передающий цилиндр (необязательно используемый в качестве печатного цилиндра для необязательно дополнительной печатной группы - не показано)
3с - передающий цилиндр
4 - необязательный сушильный/отверждающий блок
5 - цепная система 5 с захватами, содержащая две цепи, удерживающие и приводящие в действие несколько расположенных с промежутком захватов
6 - листовыпускная станция с несколькими приемными устройствами
7 - сушильная/отверждающая система
10 - офсетный цилиндр (трехсегментный цилиндр / лицевая сторона)
13 - краскоподающие группы красочного аппарата (четыре краскоподающие группы красочного аппарата с двойными красочными резервуарами / лицевая сторона)
15 - формные цилиндры (четыре формных цилиндра / лицевая сторона)
15а - выемка формного цилиндра(ов) 15
20 - офсетный цилиндр (трехсегментный цилиндр / оборотная сторона)
23 - краскоподающие группы красочного аппарата (четыре краскоподающие группы красочного аппарата с двойными красочными резервуарами / оборотная сторона)
25 - формные цилиндры (четыре формных цилиндра / оборотная сторона)
25 - выемка формного цилиндра(ов) 25
100 - подвижные салазки для накатывания краски, поддерживающие краскоподающие группы красочного аппарата 13 (лицевая сторона)
200 - подвижные салазки для накатывания краски, поддерживающие краскоподающие группы красочного аппарата 23 (оборотная сторона)
Р* - печатная форма
Р - натянутая печатная форма
LP - передний край печатной формы Р
TP - задний край печатной формы Р
Ра - пробиваемое приводочное отверстие (правая сторона) у переднего края LP печатной формы Р - переднее и боковое совмещение
Pb - пробиваемое приводочное отверстие (левая сторона) у переднего края LP печатной формы Р- только переднее совмещение
FC - переднее приспособление для закрепления переднего края LP печатной формы Р
О - ось вращения переднего приспособления FC для закрепления
RC - заднее приспособление для закрепления заднего края TP печатной формы Р (также действует, как устройство натяжения печатной формы)
Fo - сила номинального натяжения, приложенная к заднему приспособлению для закрепления (фиг.6b)
Fr - сила противодействия, создаваемая в результате натяжения печатной формы при достижении равновесия (фиг.6b)
Ft - сила натяжения, приложенная после корректировок (фиг.6е)
300 - держатель кассет печатных формы (используется для монтажа печатной формы Р на формном цилиндре 15 или 25)
320 - подвижный нажимной валик, который можно надавить на периферию формного цилиндра 15, 25 во время обертывания печатной формы вокруг формного цилиндра 15, 25
31 - приводочный штифт (круглого профиля), предусмотренный у переднего приспособления FC для закрепления для совместного действия с пробиваемым приводочным отверстием Ра
31а - сенсор приводочного штифта 31 для обнаружения правильного соединения впритык принадлежности с пробиваемым приводочным отверстием Ра
32 - приводочный штифт (прямоугольный профиль), предусмотренный у переднего приспособления FC для закрепления для совместного действия с пробиваемым приводочным отверстием Рb
32а - сенсор приводочного штифта 32 для обнаружения правильного соединения впритык принадлежности с пробиваемым приводочным отверстием Рb
41 - устройство закрепления переднего приспособления FC для закрепления
410 - подвижный элемент для закрепления устройства 41 закрепления
42 - устройство закрепления заднего приспособления RC для закрепления
420 - подвижный элемент для закрепления устройства 42 закрепления
45 - блокировочное устройство для механической блокировки заднего приспособления RC для закрепления в положении на формном цилиндре 15, 25 (после натяжения печатной формы)
51 - регулировочный элемент (например, винтовой элемент) для точной регулировки переднего приспособления FC для закрепления (на правой стороне)
52 - регулировочный элемент (например, винтовой элемент) для точной регулировки переднего приспособления FC для закрепления (на левой стороне)
61 - регулировочный элемент (например, винтовой элемент) для задания опорного положения заднего приспособления RC для закрепления (на правой стороне снаружи) и его точной регулировки
62 - регулировочный элемент (например, винтовой элемент) для задания опорного положения заднего приспособления RC для закрепления (в центре на правой стороне) и его точной регулировки
63 - регулировочный элемент (например, винтовой элемент) для задания опорного положения заднего приспособления RC для закрепления (в центре на левой стороне) и его точной регулировки
64 - регулировочный элемент (например, винтовой элемент) для задания опорного положения заднего приспособления RC для закрепления (на левой стороне снаружи) и его точной регулировки
70 - опорная стенка выемки 15а/25а цилиндра для регулировки положения заднего приспособления RC для закрепления (совместно с регулировочными элементами 71-74)
71 - регулировочный элемент (например, винтовой элемент), взаимодействующий с опорной стенкой 70 для задания опорного положения заднего приспособления RC для закрепления (на правой стороне снаружи) и его точной регулировки
71а - регулировочный элемент (например, резьбовой участок) регулировочного элемента 71
72 регулировочный элемент (например, винтовой элемент), взаимодействующий с опорной стенкой 70 для задания опорного положения заднего приспособления RC для закрепления (в центре на правой стороне) и его точной регулировки
72а - регулировочный элемент (например, резьбовой участок) регулировочного элемента 72
73 - регулировочный элемент (например, винтовой элемент), взаимодействующий с опорной стенкой 70 для задания опорного положения заднего приспособления RC для закрепления (в центре на левой стороне) и его точной регулировки
73а - регулировочный элемент (например, резьбовой участок) регулировочного элемента 73
74 - регулировочный элемент (например, винтовой элемент), взаимодействующий с опорной стенкой 70 для задания опорного положения заднего приспособления RC для закрепления (на левой стороне снаружи) и его точной регулировки
74а - регулировочный элемент (например, резьбовой участок) регулировочного элемента 74
Реферат
Способ монтажа и регулировки печатной формы на формном цилиндре многокрасочной офсетной печатной машины. Печатная форма закреплена на переднем и заднем краях между передним и задним приспособлениями для закрепления формного цилиндра, заднее приспособление для закрепления перемещается при приложении силы натяжения и занимает при закреплении заднего конца печатной формы положение разгрузки натяжения. Натяжение печатной формы осуществляется путем исходного приложения силы номинального натяжения к заднему приспособлению для закрепления, тем самым заставляя заднее приспособление для закрепления перемещаться из положения сброса натяжения в положение номинального натяжения, которое задано в качестве опорного положения заднего приспособления для закрепления. Затем совмещение печати натянутой печатной формы измеряется и сравнивается с целевым совмещением печати, чтобы определить скорректированное положение натяжения заднего приспособления для закрепления, соответствующее целевому совмещению печати. Затем натяжение печатной формы снимается. Ранее определенное скорректированное положение натяжения задано в качестве нового опорного положения заднего приспособления для закрепления до или после повторного натяжения печатной формы. Если это необходимо, этапы измерения и корректировки повторяют, пока измеренное совмещение печати не будет соответствовать целевому совмещению печати. 14 з.п. ф-лы, 20 ил.
Формула
a) закрепление переднего края (LP) печатной формы (Р) в переднем приспособлении (FC) для закрепления формного цилиндра (15, 25);
b) обертывание печатной формы (Р) по периферии формного цилиндра (15, 25);
c) закрепление заднего края (TP) печатной формы (Р) в заднем приспособлении (RC) для закрепления формного цилиндра (15, 25), причем заднее приспособление (RC) для закрепления перемещается при приложении силы натяжения и размещается, при закреплении заднего конца (TP) печатной формы (Р), в положении снятия натяжения;
d) натяжение печатной формы (Р) путем приложения силы (Fo) номинального натяжения к заднему приспособлению (RC) для закрепления, тем самым заставляя заднее приспособление (RC) для закрепления перемещаться из положения снятия натяжения в положение номинального натяжения;
e) установка и сохранение положения номинального натяжения в качестве опорного положения заднего приспособления (RC) для закрепления;
f) измерение совмещения печати натянутой печатной формы (Р*);
g) сравнение измеренного совмещения печати натянутой печатной формы (Р*) с целевым совмещением печати и определение правильного положения натяжения заднего приспособления (RC) для закрепления, соответствующего целевому совмещению печати;
h) снятие натяжения печатной формы (Р);
i) установка предварительно определенного правильного положения натяжения в качестве нового опорного положения заднего приспособления (RC) для закрепления до или после повторного натяжения печатной формы (Р); и
j) если это необходимо, повторение этапов f) - i), пока измеренное совмещение печати не будет соответствовать целевому совмещению печати.
определение профиля круглости формного цилиндра (15, 25), причем профиль круглости цилиндра уникален для формного цилиндра (15, 25) и зависит от механических характеристик формного цилиндра (15, 25) и его монтажа и привода в печатной машине; и
формирование печатного изображения на печатной форме (Р) на основе профиля круглости формного цилиндра (15, 25), на котором должна быть смонтирована печатная форма (Р).
Комментарии