Способ и устройство для замены печатного валика блока печати печатной машины - RU2653523C1
Код документа: RU2653523C1
Чертежи



Описание
Область техники изобретения
Настоящее изобретение относится к устройству для замены печатного валика в блоке печати, в частности для флексографических машин прямой ротационной печати.
Уровень техники изобретения
В настоящее время в сфере печати, в частности в сфере печати этикеток и гибких упаковок, существует острая необходимость в повышении общей эффективности печатных процессов, с одной стороны, снижая время печати, а с другой стороны, ограничивая отходы материала, такого как печатный носитель.
В частности, этап замены печатных валиков - один из наиболее критических этапов во всем печатном процессе, поскольку так называемое время «переналадки» составляет время простоя, в течение которого печатный процесс по существу прерывается. Кроме того, переналадка между двумя различными печатными работами обычно приводит к большому количеству потерь материала.
Известны некоторые технические решения по автоматической замене печатных валиков. Например, можно сослаться на публикацию международной заявки WO2009/144016. В ней описана печатная машина, связанная с устройством, выполняющим замену печатного валика новым. Это устройство содержит захватное средство, способное передвигаться на направляющем приспособлении для захвата использованного печатного валика, помещения его в соответствующее место хранения, захвата нового печатного валика и последующей установки его в рабочее положение. Это устройство конструкционно является сложным и громоздким. Кроме того, замена печатного валика происходит относительно медленно, т.к. требует выполнения чередующихся и последовательных движений одного и того же захватного элемента.
Сущность изобретения
Задача настоящего изобретения заключается в создании устройства для замены печатных валиков блока печати, в частности для флексографических машин прямой ротационной печати, которое решит вышеописанные технические проблемы, позволяя повысить эффективность и производительность печатных процессов.
В связи с решением этой проблемы одна из задач настоящего изобретения заключается в создании устройства для замены печатных валиков блока печати, способного достичь уменьшения времени «переналадки» и количества потерь материала, связанных c данной операцией «переналадки».
Дополнительная задача изобретения заключается в создании устройства для замены печатных валиков блока печати, способного обеспечить более высокие гарантии в отношении надежности и безопасности в процессе эксплуатации.
Другая задача изобретения заключается в создании устройства для замены печатных валиков блока печати, которое легко изготовить, и которое является конкурентоспособным с точки зрения цены, если сравнивать с предшествующим уровнем техники.
Еще одна задача настоящего изобретения заключается в создании устройства, выполняющего замену печатного валика быстро и которое в то же время является конструктивно простым и компактным по размерам.
Данные результаты достигаются с помощью устройства для замены печатного валика в блоке печати, в частности для флексографических машин прямой ротационной печати, согласно настоящему изобретению, существенные отличительные признаки которого описаны соответственно в независимом пункте 1 формулы изобретения и в независимом пункте 12 формулы изобретения на способ. Дополнительные важные отличительные признаки также описаны в зависимых пунктах формулы изобретения.
Краткое описание чертежей
Отличительные признаки и преимущества устройства и соответствующего способа согласно настоящему изобретению станут очевидными из нижеследующего подробного описания предпочтительных вариантов его осуществления, приведенных в качестве примера, но не в ограничительных целях, со ссылкой на сопроводительные чертежи, где
- на Фиг.1 показан первый вид в перспективе одного варианта осуществления устройства для замены печатных валиков блока печати согласно изобретению;
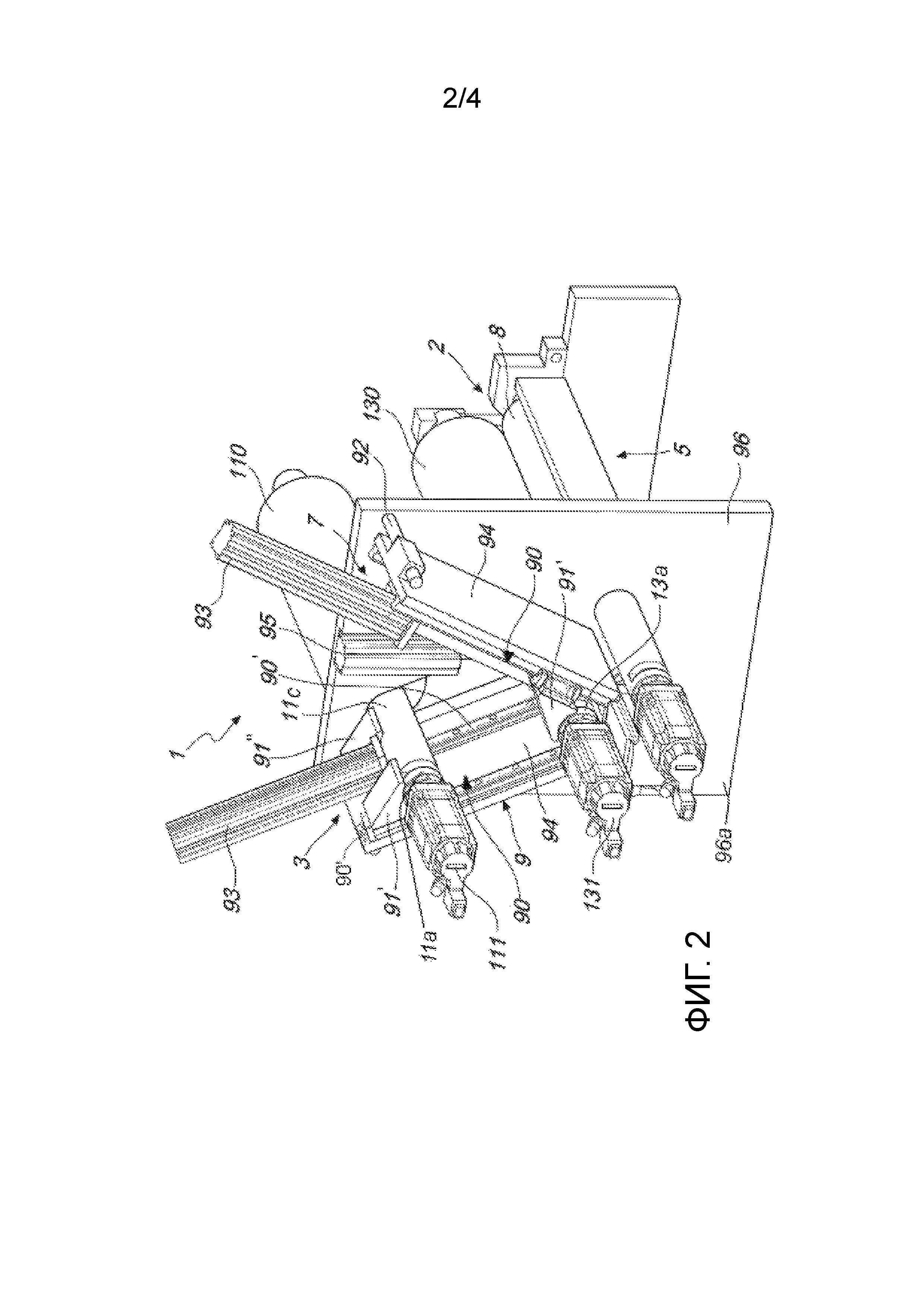
- на Фиг.2 показан второй вид в перспективе устройства, представленного на Фиг.1, согласно изобретению;
- на Фиг.3 показан вид сзади устройства, представленного на Фиг.1, согласно изобретению;
- на Фиг.4 показан третий вид в перспективе устройства, представленного на Фиг.1, согласно изобретению.
Подробное описание изобретения
Со ссылкой на вышеупомянутые чертежи устройство для замены печатного валика блока печати в целом обозначено ссылочной позицией 1, при этом блок печати в целом обозначен ссылочной позицией 2 и содержит по меньшей мере один анилоксовый вал 8 и один противодействующий вал 6.
Согласно изобретению устройство 1 содержит рабочую секцию 5 для первого рабочего печатного валика 130, связанного c первым опорным шпинделем 13, удерживающую секцию 3, 7 для второго удерживающего печатного валика 110, связанного cо вторым опорным шпинделем 11, секцию 7, 3 съема для снятия печатного валика 110, 130 с опорного шпинделя 11, 13, а также средство 9 перемещения для перемещения первого опорного шпинделя 13 из рабочей секции 5 в секцию 7, 3 съема и для перемещения второго опорного шпинделя 11 из удерживающей секции 3, 7 в рабочую секцию 5.
Рабочая секция расположена по существу в промежуточном положении между секцией 7, 3 съема и удерживающей секцией 3, 7, как можно видеть на чертежах.
На чертежах удерживающая секция обозначена ссылочной позицией 3 и занята опорным шпинделем 11, поддерживающем удерживаемый печатный валик 110, в то время как секция съема обозначена ссылочной позицией 7 и временно не занята ни одним шпинделем, поскольку она ожидает приема опорного шпинделя 13, служащего опорой печатному валику 130, работающему в настоящий момент в рабочей секции 5, когда этот печатный валик 130 должен быть заменен. Однако секция, обозначенная ссылочной позицией 3, может представлять собой секцию съема, а секция, обозначенная ссылочной позицией 7, может представлять собой удерживающую секцию, а именно удерживающая секция и секция съема могут меняться своими функциями в зависимости от того, какая секция в данный момент не занята.
Если говорить подробнее, каждый шпиндель имеет два конца, первый конец 13a, 11a, соединенный со средством перемещения, как будет подробно описано ниже, и второй конец 13b, 11b, выполненный с возможностью соединения со средством выполнения блокирования в рабочем положении, как станет понятно ниже. Первая секция шпинделя 13c, 11c, смежная с первым концом, является свободной, в то время как вторая секция 13d, 11d, смежная со вторым концом, занята печатным валиком.
Средство 9 перемещения, к которому мы снова возвращаемся, содержит предпочтительно пару направляющих 90, каждая из которых продолжается между рабочей секцией и секцией 7 съема и удерживающей секцией 3 соответственно.
Каждая направляющая образована рельсом 90', имеющим связанную с ним с возможностью скольжения каретку 91, с которой, в свою очередь, жестко связан первый опорный шпиндель, 13 или второй опорный шпиндель 11, или первый конец упомянутых шпинделей.
В предпочтительном варианте конструкции каждая направляющая образована парой рельсов 90' и 90", параллельных между собой и имеющих две каретки 91, которые связаны с ними с возможностью скольжения. Каждый шпиндель, или его первый конец, жестко связан c каретками. Наличие двойной системы рельсов 90', 90" и кареток 91 для каждого опорного шпинделя 11, 13 обеспечивает более высокую устойчивость перемещений упомянутых шпинделей между рабочей секцией 5 и удерживающей секцией 3 или секцией 5 съема и наоборот.
Средство 9 перемещения содержит, как для удерживающей секции 3, так и для секции 7 съема, исполнительное средство 93, выполненное с возможностью осуществления перемещения каждого опорного шпинделя 11, 13 вдоль рельсов благодаря действию скольжения, обеспечиваемому каретками 91. Исполнительное средство 93 может представлять собой гидравлические или пневматические поршни.
Средство 9 перемещения предпочтительно содержит, как для удерживающей секции 3, так и для секции 7 съема, поворотную пластину 94, с которой связаны направляющие 90 и исполнительное средство 93. Каждая поворотная пластина 94 шарнирно подвешена в окрестности удерживающей секции 3 или секции 7 съема. В частности, эта поворотная пластина 94 шарнирно подвешена посредством шарнирного пальца 97 на плоской опорной конструкции 96, которая служит опорой средству 9 перемещения. Поворотная пластина 94 имеет верхний конец, расположенный противоположно удерживающей секции 3 или секции 7 съема, и нижний конец, расположенный противоположно рабочей секции 5. Шарнирное крепление опорной конструкции 96 посредством шарнирного пальца 97 выполняется на верхнем конце поворотной пластины 94.
Опорная конструкция 96 имеет форму плоской пластины, в которой образованы два прямолинейных сквозных выреза 960.
Направляющие 90 расположены на первой стороне 96a плоской пластины 96, тогда как первый печатный валик 130 и второй печатный валик 110 выступают с противоположной стороны 96b. В результате концы шпинделей расположены на противоположных сторонах пластины, а потому свободная секция 11c, 13c каждого шпинделя расположена так, чтобы охватывать с двух сторон и проходить сквозь соответствующий вырез. Направляющие 90 расположены по существу вдоль соответствующего выреза, в частности вдоль его нижнего края 960', благодаря зацеплению шпинделя внутри выреза и вышеупомянутой шарнирной схеме.
В предпочтительном конструктивном решении вырезы симметрично наклонены относительно вертикальной оси X (Фиг.3), образуя по существу V-образную конфигурацию (легко видеть, что вершина буквы V соответствует рабочему положению). Следовательно, направляющие также расположены в виде буквы V относительно друг друга. Данная конфигурация в особенности предпочтительна, поскольку устройство в целом компактно и занимает малый объем.
Однако в конструкционных вариантах вырезы, а значит и направляющие, вполне могут располагаться горизонтально, продолжаясь в противоположных направлениях из рабочей секции симметричным образом.
Кроме того, вырезы, а значит и направляющие, вполне могут продолжаться в противоположных направлениях из рабочей секции, но не симметрично, располагаясь под разными углами наклона.
Наконец, устройство 1 содержит толкательное средство 95, 950, выполненное с возможностью прижатия, направленного вдоль оси X, печатного валика в рабочей секции 5 к анилоксовому валу 8 и/или к противодействующему валу 6, образующим часть блока 2 печати, чтобы задать максимальное давление печати. В конструктивном решении, показанном на чертежах, толкательное средство имеет вид двух исполнительных механизмов (пневматического или масляно-гидравлического типа), каждый из которых действует на один конец шпинделя.
Способ замены печатных валиков блока 2 печати, в частности для флексографических машин прямой ротационной печати, согласно изобретению содержит этапы:
- установка первого рабочего печатного валика 130 в рабочей секции 5, связанной c первым опорным шпинделем 13;
- установка второго удерживаемого печатного валика 110 в удерживающей секции 3, 7, связанной со вторым опорным шпинделем 11;
- перемещение, выполняемое с помощью средства 9 перемещения, первого опорного шпинделя 13 из рабочей секции 5 в секцию 7, 3 съема, а также перемещение, выполняемое опять же с помощью средства 9 перемещения, второго опорного шпинделя 11 из удерживающей секции 3, 7 в рабочую секцию 5;
- снятие первого печатного валика 130 с первого опорного шпинделя 13, когда шпиндель 13 и валик 130 находятся в секции 7, 3 съема.
Кроме того, этап перемещения первого опорного шпинделя 13 и второго опорного шпинделя 11 предпочтительно выполняется без остановки печатного процесса, а также предпочтительно может выполняться на любой стадии печатного процесса.
Принцип работы устройства понятен и очевиден из вышеприведенного описания.
В частности, устройство 1 позволяет разместить новый печатный валик 110 на шпинделе 11 в удерживающей секции 3, пока рабочий печатный валик 13 в рабочей секции 5 завершает печатный цикл. В конце этапа печати средство 9 перемещения вызывает перемещение, выполняемое вдоль направляющих 90, опорного шпинделя 13, печатный валик 130 которого был в работе, подавая его в секцию 7 съема, и одновременно обеспечивает возможность перемещения, выполняемого вдоль направляющих 90, нового печатного валика 110, связанного c опорным шпинделем 11, который пребывал в режиме удерживания в удерживающей секции 3, в рабочую секцию 5, чтобы возобновить рабочий процесс. В процессе перемещения шпиндель совершает движение в контакте по нижнему краю выреза 960', пока печатный валик, поддерживаемый шпинделем, не достигнет рабочего положения, а именно расположится по касательной к анилоксовому цилиндру и противодействующему валу. В результате этого, в зависимости от диаметра печатного валика, перемещение шпинделя прекращается в положении, которое является в большей или меньшей степени продвинутым вдоль направляющей 90. Чтобы надлежащим образом расположиться в рабочем положении, печатный валик должен войти в зацепление внутри опор (support cradles) (не показаны, но известны в конфигурации флексографических печатных машин). Данная схема позиционирования может потребовать регулировки положения печатного валика также и по вертикальной оси X. Возможность данного перемещения, таким образом, обеспечивается тем, что направляющая может незначительно изменять свой угол наклона относительно упомянутой оси X благодаря шарнирной схеме.
Что же касается поршней 93, в предпочтительном конструктивном решении они проталкивают каретку, пока валик не соприкоснется с опорной рамой. В этом положении максимального хода каретки поршень еще не достигает своего полностью выдвинутого положения. В основном, в процессе всего хода каретки вдоль направляющей поршень не достигает своего полностью выдвинутого положения. Очевидно могут быть также предусмотрены технические решения, при которых остановка поршня осуществляется автоматически.
Когда печатный валик оказывается в рабочем положении, задействуется толкательное средство 95, 950.
Вышеприведенные суждения аналогичным образом применимы к этапу удаления печатного валика из рабочего положения, а именно в процессе перемещения печатного валика из рабочего положения в положение снятия. Очевидно, перед удалением печатного валика из рабочего положения толкательное средство должно быть деактивировано.
После того как изношенный печатный валик снят со шпинделя в секции съема, его можно заменить новым, так что секция съема фактически становится удерживающей секцией для следующего этапа работы устройства.
В случае когда устройство 1 применяется для всех блоков 2 печати печатной машины, допускается как выборочная, так и последовательная замена печатных валиков.
В случае выборочной замены, если требуется заменить только один печатный валик (например, чтобы получить новый текст, новый язык и т.д.), замена может быть выполнена моментально без каких-либо отходов материала вследствие остановки машины и последующего нарушения приводки в процессе печатания. Машина не прекращает работу, устройство 1 выполняет переналадку на выбранной печатной станции без каких-либо потерь или отходов, незамедлительно и с соблюдением исключительно точной приводки.
В случае последовательной замены, наоборот, в процессе переналадки замена печатных валиков выполняется, начиная с первого блока печати, где "новый" цилиндр сменяет "старый" цилиндр и начинает печатать "новую" работу. "Старая" работа «продолжает свой путь» до второго блока печати и, когда "новая" работа прибывает с первого блока печати, "новый" печатный цилиндр второго блока приходит на смену старому цилиндру, печатая второй цвет "новой" работы с соблюдением исключительно точного совмещения с первым цветом предшествующей работы, без каких-либо отходов между выполнением "старой" и "новой" работ. "Старая" работа, таким образом, «продолжает свой путь» до третьего блока печати и, когда "новая" отпечатанная работа прибывает с первого и второго блоков печати, "новый" печатный валик третьего блока приходит на смену старому валику, печатая третий цвет "новой" работы с соблюдением исключительно точного совмещения с первым и вторым цветами "новой" работы, без каких-либо отходов между выполнением "старой" и "новой" работ. И так далее, для всех последовательных блоков печати процесс продолжается с поочередной заменой "старой" работы на "новую" работу, не оставляя отходов материала между этими двумя работами.
На практике установлено, как устройство и способ замены печатного валика блока печати согласно настоящему изобретению выполняют задание и решают поставленные задачи, поскольку они позволяют повысить эффективность печатного процесса, снизить время переналадки и уменьшить количество потерь материала. В действительности замену печатных валиков можно выполнять на малой скорости, не останавливая флексографическую машину. Это позволяет выполнять переналадки, не нарушая натяжения печатного носителя, который продолжает движение, а потому без нарушения приводки, как в "старой" отпечатанной работе, так и в "новой" отпечатанной работе.
Устройство позволяет получить ряд немаловажных преимуществ, а именно, оно повышает эффективность и производительность печатного процесса, оставаясь при этом конструкционно простым и компактным. Кроме того, оно предоставляет достаточные гарантии в отношении надежности и безопасности в процессе эксплуатации.
Помимо этого, устройство легко изготавливается и является конкурентоспособным с точки зрения цены, если сравнивать с предшествующим уровнем техники. Кроме того, при особенно предпочтительном конструктивном решении его общие размеры невелики.
Оно также пригодно для установки на машины, которые уже находятся в эксплуатации.
Настоящее изобретение было описано со ссылкой на его предпочтительные варианты осуществления. Следует понимать, что каждое из технических решений, реализованных в предпочтительных вариантах осуществления, представленных в настоящем описании в качестве примера, предпочтительно может по-разному объединяться с каждым другим, чтобы создать другие варианты осуществления, вытекающие из той же идеи изобретения, в любом случае не выходящие за пределы объема защиты, определенного прилагаемой формулой изобретения.
Реферат
Изобретение относится к устройству для замены печатного валика в блоке печати, в частности для флексографических машин прямой ротационной печати. Устройство для замены печатного валика блока печати, предпочтительно, для флексографических печатных машин, содержащее: рабочую секцию для первого рабочего печатного валика, связанного с первым опорным шпинделем; удерживающую секцию для второго удерживаемого печатного валика, связанного со вторым опорным шпинделем; секцию съема для снятия печатного валика с опорного шпинделя; при этом упомянутая рабочая секция расположена по существу в промежуточном положении между упомянутой секцией съема и упомянутой удерживающей секцией; средство перемещения для перемещения упомянутого первого опорного шпинделя из упомянутой рабочей секции в упомянутую секцию съема и для перемещения упомянутого второго опорного шпинделя из упомянутой удерживающей секции в упомянутую рабочую секцию. При этом упомянутое средство перемещения содержит две направляющие, каждая из которых продолжается из упомянутой рабочей секции до упомянутой удерживающей секции и упомянутой секции съема соответственно, причем упомянутые первый опорный шпиндель и второй опорный шпиндель соединены с возможностью скольжения с упомянутыми направляющими, чтобы обеспечить возможность одновременного перемещения упомянутого первого печатного валика из упомянутой рабочей секции в упомянутую секцию съема и упомянутого второго печатного валика из упомянутой удерживающей секции в упомянутую рабочую секцию. Устройство также содержит опорную конструкцию, определяющую две противоположные стороны, при этом упомянутое средство перемещения располагается на первой стороне, а упомянутые первый и второй печатные валики выступают от второй стороны, противоположной первой стороне, при этом в упомянутой опорной конструкции образованы два сквозных выреза, причем упомянутые первый шпиндель и второй шпиндель расположены так, чтобы проходить сквозь соответствующий вырез, так что первый конец каждого шпинделя выступает от упомянутой первой стороны, чтобы быть соединенным с упомянутым средством перемещения, в то время как секция упомянутого шпинделя, выступающая от упомянутой противоположной стороны упомянутой опорной конструкции, занята упомянутым печатным валиком. 3 н. и 11 з.п. ф-лы, 4 ил.
Комментарии