Способ нанесения лака на ценные бумаги, в особенности на ценные бумаги, отпечатанные методом глубокой печати, например, банкноты, и машина для нанесения лака для выполнения способа - RU2513682C2
Код документа: RU2513682C2
Чертежи
Описание
Область техники
Данное изобретение в общем относится к области печатания ценных бумаг, а более конкретно к нанесению лака на ценные бумаги, особенно на отпечатанные методом глубокой печати ценные бумаги, например банкноты.
Уровень техники
В настоящее время общеизвестной практикой в области печатания ценных бумаг, особенно в связи с производством банкнот, является нанесение на ценные бумаги защитных слоев лака с целью увеличения срока их службы.
Нанесение лака на банкноты осуществляют в особенности для того, чтобы увеличить долговечность пущенных в обращение банкнот. Информацию о покрытии банкнот лаком можно, например, найти в следующих источниках:
[Buitelaar 1999]: Тот Buitelaar, De Nederlandsche Bank NV, Amsterdam, the Netherlands, "Effects of Banknote varnishing", Currency Conference CSI, Sydney 1999;
[de Heij 2000]: Hans A.M. de Heij, De Nederlandsche Bank NV, Amsterdam, the Netherlands, "The design methodology of Dutch banknotes", IS&T/SPIE's 12th International Symposium on Electronic Imaging, Optical Security and Counterfeit Deterrence Techniques III, San Jose, California, USA (January 27-28, 2000), Proceedings of SPIE vol.3973, pp.2-22;
[Wettstein 2000]: Frank Wettstein, Cash Division, Swiss National Bank, Berne and Hubert Lieb, Environmental Unit, Swiss National Bank, Zurich; "Life cycle assessment (LCA) of Swiss banknotes", Quarterly Bulletin 3/2000 of the Swiss National Bank, September 2000;
[Buitelaar 2003]: Tom Buitelaar, De Nederlandsche Bank NV, Amsterdam, the Netherlands, "Circulation Fitness Management", Banknote 2003 Conference, Washington DC, February 3, 2003.
Дополнительную информацию о нанесении лака на банкноты и подобные ценные бумаги можно найти в Европейских патентных заявках ЕР 0256170 А1, ЕР 1932678 А1 и Международных патентных заявках WO 01/08899 А1, WO 02/094577 А1, WO 2004/072378 А1 и WO 2006/021856 А1.
В WO 02/051638 А1 описана флексографическая печатная машина, которая подходит для нанесения лака на лицевую и оборотную стороны ценных бумаг, таких как банкноты. Такая флексографическая печатная машина отличается, в частности, тем, что флексографические печатающие устройства расположены выше и ниже пути прохождения листов, на которые наносят лак. Таким образом, двустороннее нанесение лака осуществляют без необходимости переворачивать листы в ходе их обработки.
В JP 2007-176044 А описана печатная машина для двусторонней офсетной печати, снабженная системой двустороннего нанесения лака на отпечатанные листы. В ЕР 1880845 А2 также описана печатная машина для двусторонней офсетной печати, снабженная блоками нанесения покрытия для двустороннего нанесения лака на отпечатанные листы.
Нанесение лака на банкноты обычно также осуществляют в случае так называемых полимерных банкнот, которые характеризуются основой, целиком состоящей из прозрачного полимера (обычно ламинат из двуосно-ориентированного полипропилена (ДОПП)), с белыми непрозрачными слоями, обеспеченными с обеих ее сторон.
Нанесение лака продемонстрировало свою ценность в качестве эффективного способа увеличения долговечности и срока службы банкнот и подобных ценных бумаг. Тем не менее, было отмечено, что банкноты с нанесенным лаком все еще склонны к загрязнению, и способ нанесения лака все еще нуждается в усовершенствовании.
В частности, было отмечено, что отпечатанные методом глубокой печати ценные бумаги даже при нанесении лака на обе стороны все еще нуждаются в усовершенствовании с точки зрения их стойкости к загрязнению. Кроме того, было отмечено, что отпечатанные методом глубокой печати ценные бумаги с большей вероятностью загрязняются с одной стороны, чем с другой.
Метод глубокой печати является хорошо известным печатным процессом, который применяют в особенности для производства ценных бумаг. Информацию о методе глубокой печати и печатных машинах для его реализации можно найти в патентах Швейцарии СН 289716, СН 373770, СН 477293, патенте Германии DE 1058074, Европейских патентных заявках ЕР 0091709 А1, ЕР 0406157 А1, ЕР 0415881 А2, ЕР 0873866 А1 и Международных патентных заявках WO 03/103962 А1, WO 2005/077656 А1 и WO 2005/118294 А1, которые все выданы на имя настоящего заявителя.
Таким образом, основной задачей изобретения является обеспечение усовершенствованного способа нанесения лака на отпечатанные ценные бумаги, особенно на ценные бумаги, отпечатанные методом глубокой печати.
Другой задачей изобретения является обеспечение такого способа, который позволяет эффективно использовать лаковое покрытие при гарантированной оптимальной эффективности нанесения лака.
Еще одной задачей изобретения является обеспечение способа, при котором достигают оптимального нанесения лака на обе стороны отпечатанных ценных бумаг.
Еще одной задачей изобретения является обеспечение способа, который легко можно осуществить на подходящей машине для нанесения лака.
Эти задачи реализуют с помощью способа, описанного в формуле изобретения.
Соответственно, обеспечен способ нанесения лака на ценные бумаги, отпечатанные методом глубокой печати, особенно на отпечатанные методом глубокой печати банкноты, при котором обе стороны ценных бумаг покрывают защитным лаком, причем способ включает стадию нанесения более толстого слоя защитного лака на сторону указанных ценных бумаг, противоположную той стороне ценных бумаг, на которую в последний раз было нанесено изображение методом глубокой печати.
Также обеспечен способ нанесения лака на отпечатанные ценные бумаги, особенно банкноты, в котором обе стороны ценных бумаг покрывают защитным лаком и в котором первая сторона ценных бумаг имеет шероховатость поверхности по меньшей мере на 10 мкм выше, чем шероховатость другой стороны, причем способ включает стадию нанесения более толстого слоя защитного лака на первую сторону ценных бумаг. В этой связи, более высокая шероховатость поверхности первой стороны ценных бумаг может быть обусловлена способом изготовления основы, на которой печатают ценные бумаги.
Указанный более толстый слой защитного лака можно наносить на сторону ценных бумаг за одну стадию или, альтернативно, за две или более стадии.
Предпочтительно ценные бумаги покрывают лаком таким образом, чтобы обе стороны ценных бумаг после нанесения лака имели по существу одинаковую шероховатость поверхности.
Благодаря изобретению обеспечивают оптимальное использование лака, гарантируя, что обе стороны ценных бумаг проявляют сравнимую стойкость к загрязнению.
При необходимости, по меньшей мере на одну сторону ценных бумаг перед нанесением защитного слоя лака можно нанести грунтовочный слой.
Заявлена также машина для нанесения лака, обеспечивающая нанесение лака на обе стороны отпечатанных ценных бумаг, особенно отпечатанных методом глубокой печати ценных бумаг, таких как банкноты; где машина для нанесения лака приспособлена для нанесения на одну из сторон ценных бумаг более толстого слоя защитного лака по сравнению с другой стороной. Эта машина для нанесения лака предпочтительно обеспечивает покрытие лаком следующих один за другим листов, несущих отпечатки ценных бумаг, которые в итоге формируют ценные бумаги.
В соответствии с первым вариантом этой машины, можно обеспечить первый блок нанесения покрытия для нанесения лака на первую сторону ценных бумаг в одну стадию и второй блок нанесения покрытия для нанесения лака на вторую сторону ценных бумаг в одну стадию; при этом первый или второй блок нанесения покрытия выполнен так, что обеспечивает нанесение защитного лака большей толщины, чем другой блок нанесения покрытия.
В соответствии с другим вариантом этой машины, можно обеспечить первый блок нанесения покрытия для нанесения лака на первую сторону ценных бумаг и второй блок нанесения покрытия для нанесения лака на вторую сторону ценных бумаг, при этом машина для нанесения лака дополнительно включает третий блок нанесения покрытия для нанесения дополнительного слоя защитного лака или грунтовочного слоя на первую или вторую сторону ценных бумаг.
Предпочтительно, такая машина для нанесения лака обеспечивает нанесение лака методом флексографической печати.
Дополнительные предпочтительные воплощения данного изобретения формируют предмет зависимых пунктов формулы изобретения, и их обсуждают ниже.
Краткое описание чертежей
Другие отличительные особенности и преимущества данного изобретения станут более очевидными из последующего подробного описания воплощений изобретения, которые представлены исключительно посредством неограничивающих примеров и проиллюстрированы приведенными чертежами, где:
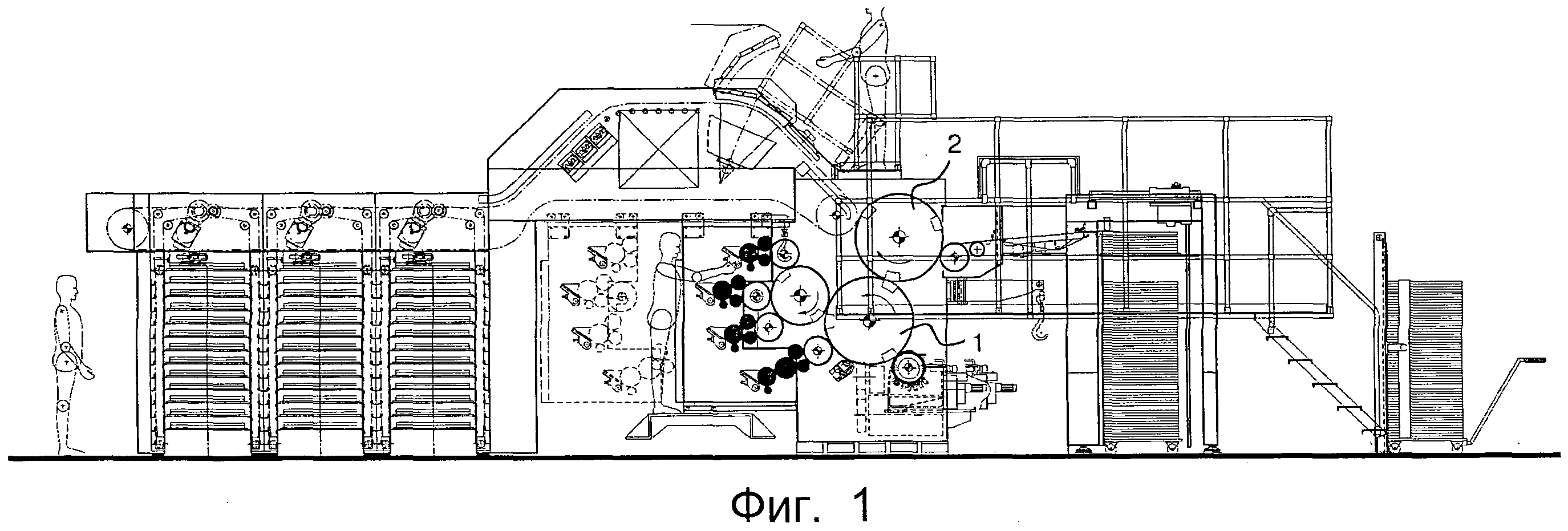
Фиг.1 представляет собой схематическое изображение вида сбоку известной листовой машины глубокой печати, которую применяют для изготовления ценных бумаг;
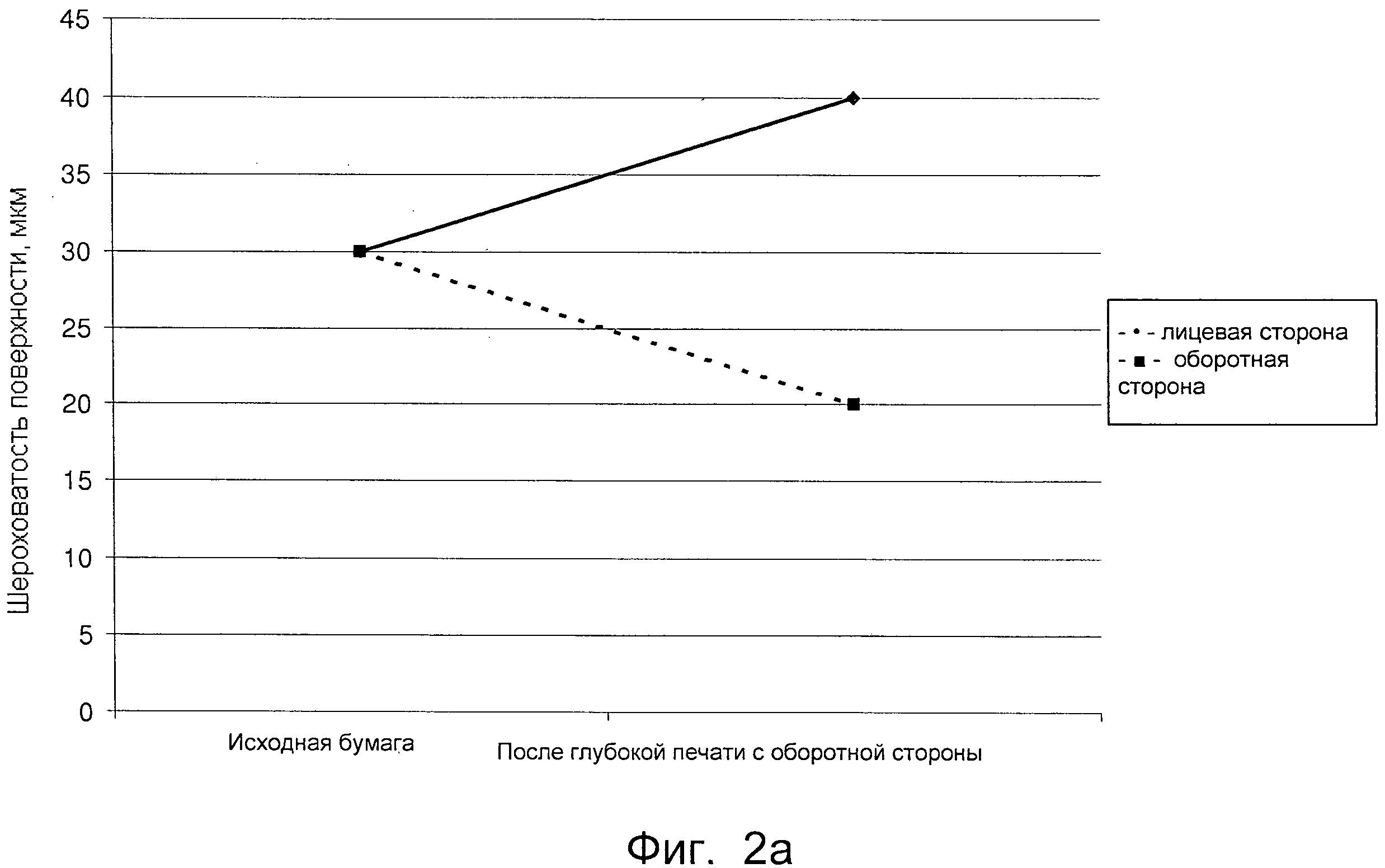
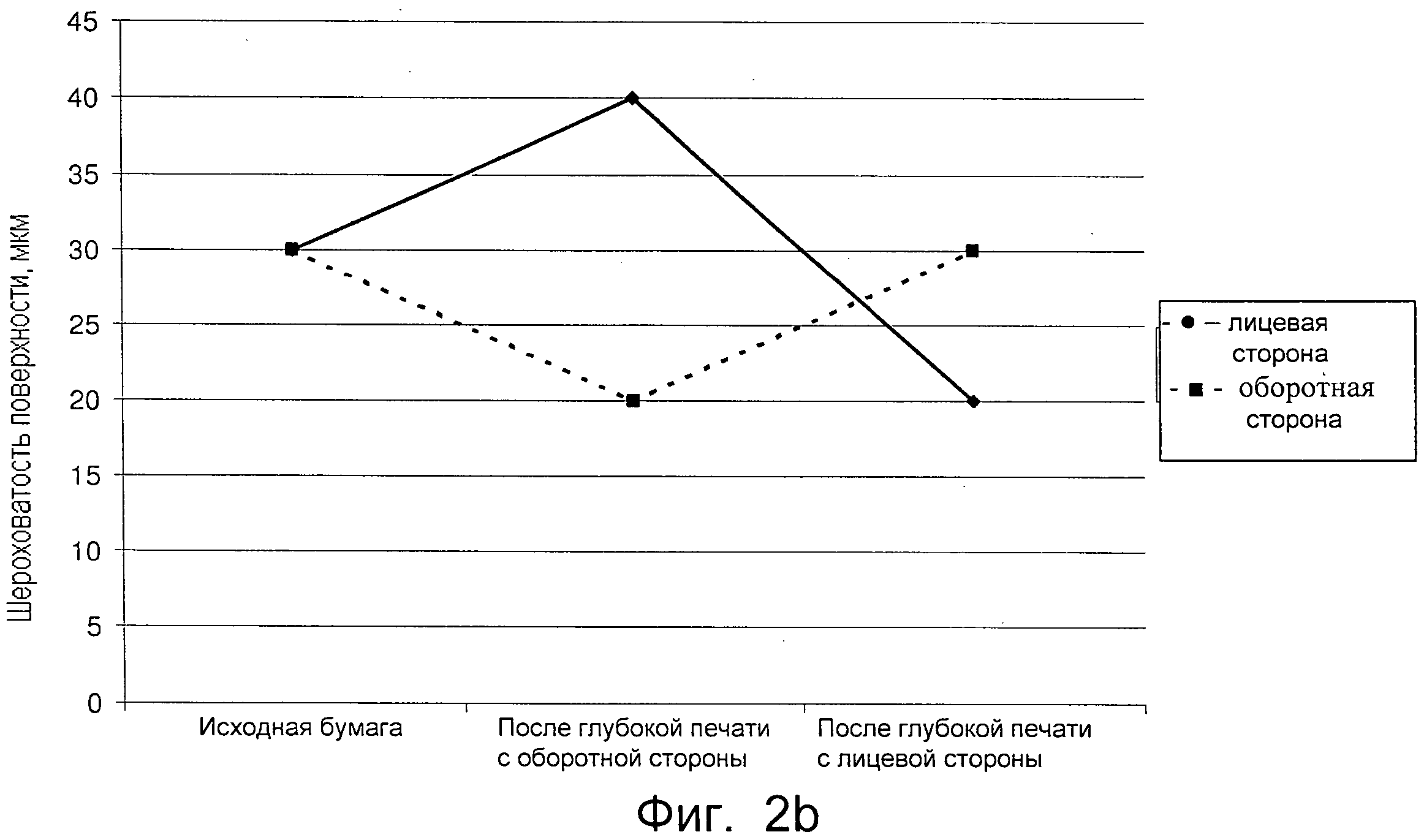
Фиг.2а и 2b представляют собой графики, иллюстрирующие пример изменения шероховатости поверхностности оборотной и лицевой сторон бумаг, отпечатанных методом глубокой печати;
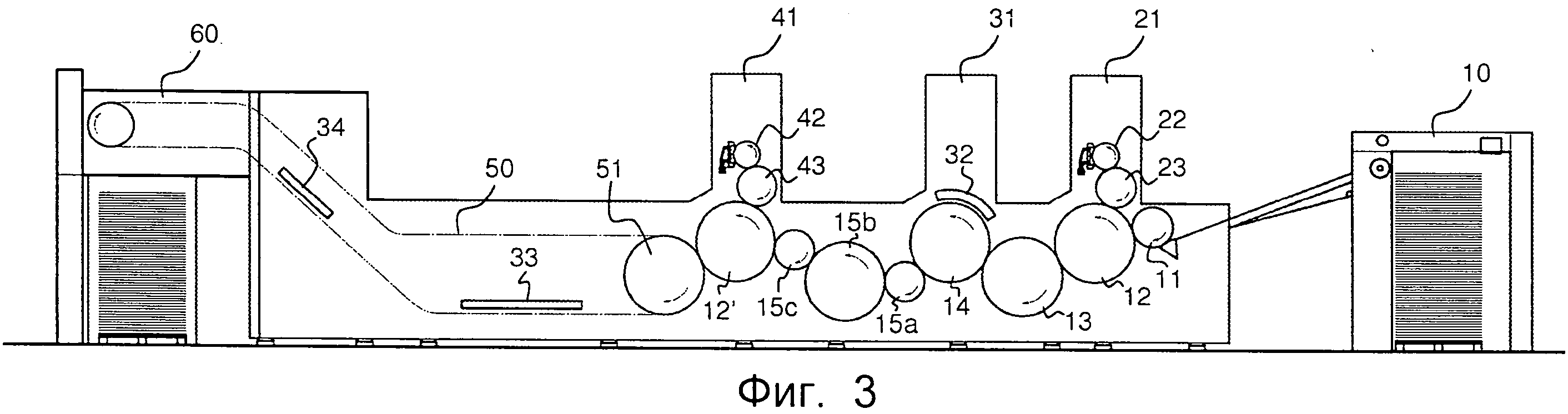
Фиг.3 представляет собой схематическое изображение вида сбоку листовой машины для нанесения лака в соответствии с одним из воплощений изобретения; и
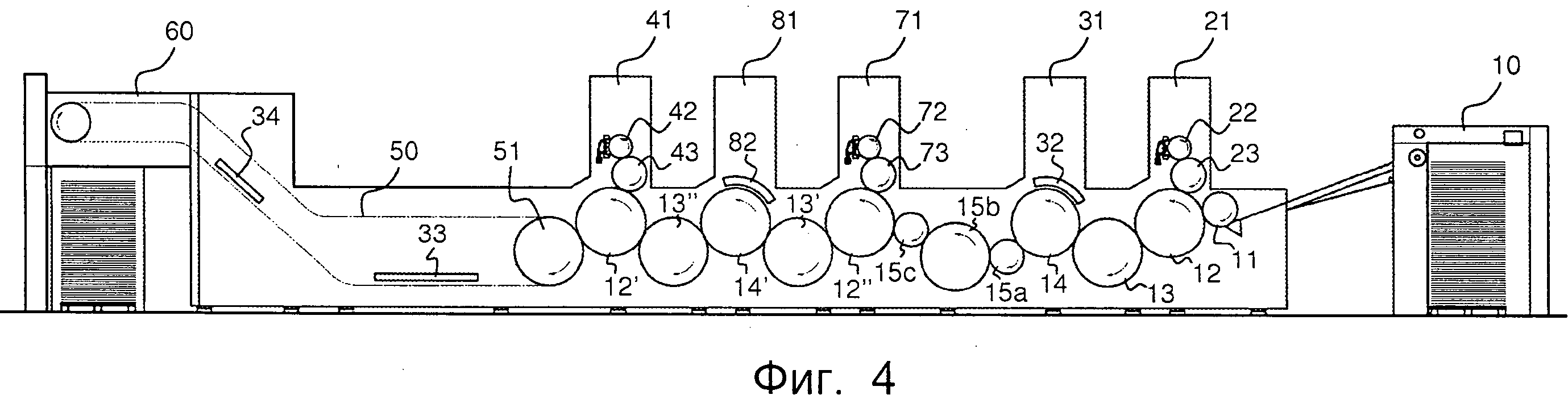
Фиг.4 представляет собой схематическое изображение вида сбоку листовой машины для нанесения лака в соответствии с другим воплощением изобретения.
В контексте данного изобретения термин «защитный лак» следует понимать как относящийся к любому типу лака, покрытия или подобного защитного материала, который может быть нанесен на поверхности отпечатанного документа посредством печатного процесса. Такие защитные слои лака могут быть прозрачными или слегка окрашенными, и могут быть в большей или в меньшей степени матовыми или блестящими, в зависимости от применения; и они могут дополнительно заключать в себе средства защиты, например флюоресцентные пигменты, которые могут стать видимыми в УФ-свете.
Кроме того, защитные лаки могут представлять собой любой тип водных лаков, которые сушат с помощью инфракрасного/теплового излучения (например, эти водные лаки состоят из 40% твердого вещества, которое остается на лакированном продукте, и 60% водного раствора, который испаряется в результате сушки), или лаки, отверждаемые под действием УФ-излучения, которые отверждают ультрафиолетовым излучением (и эти отверждаемые УФ-излучением лаки обычно состоят из 100% твердого вещества, которое после отверждения остается на лакированном продукте).
Данное изобретение проистекает из понимания того, что различие между двумя сторонами отпечатанных методом глубокой печати документов с точки зрения стойкости к загрязнению является прямым следствием процесса глубокой печати, как это обсуждают здесь ниже. Это наблюдение справедливо и в целом для отпечатанных ценных бумаг, у которых различие между двумя отпечатанными сторонами с точки зрения стойкости к загрязнению является результатом факторов, отличных от глубокой печати, например результатом процесса, который использовали для получения основы, на которой печатают ценные бумаги.
Метод глубокой печати отличается высокими давлениями печати, которые возникают во время печатания между твердой поверхностью печатной формы для глубокой печати, на которую нанесен краской рисунок, который должен быть перенесен на используемую для печати основу, и значительно более мягкой поверхностью декеля, который находится с противоположной стороны основы. Благодаря такому устройству материал основы вдавливается в углубления печатной формы для глубокой печати, захватывая краску, которая там находится, и пластически деформируется в процессе, что приводит к характерным выпуклым рельефам с рисунком из краски; и эти выпуклые рельефы являются типичными для глубокой печати. При работе следующие один за другим листы или участки непрерывного полотна материала подают в полосу печатного контакта, ограниченную формным цилиндром, несущим одну или более печатных форм для глубокой печати, и печатным цилиндром (или цилиндром противодавления), несущим один или более декелей. Фиг.1 представляет собой схематическую иллюстрацию известной листовой машины глубокой печати, которую выпускает данный заявитель под названием Super Orlof Intaglio®, где формный цилиндр и печатный цилиндр обозначены цифровыми сносками 1 и 2, соответственно.
Как отмечено, печатные формы для глубокой печати, находящиеся на формном цилиндре 1, обычно имеют очень твердую поверхность; и эти печатные формы обычно изготовлены из металлического основного материала, например из никеля, стали или латуни, на который дополнительно нанесено износостойкое покрытие, например слой хрома. В сравнении с этим, декели, находящиеся на печатном цилиндре, изготовлены из мягкого, сжимаемого материала, например из текстильного или резинового материала, изготавливаемых компанией I.T.G.-GmbH Graphic Products (http://www.itp-graph.de), и этот материал декеля обычно помещают поверх одного или более приправочных листов, изготовленных, например, из картона. С точки зрения шероховатости поверхности, печатные формы для глубокой печати имеют очень гладкую поверхность, в то время как декели, находящиеся на печатном цилиндре, имеют значительно более шероховатую поверхность.
В результате различия с точки зрения свойств поверхности между печатными формами для глубокой печати и декелями печатного цилиндра возникает различие в шероховатости поверхностей лицевой и оборотной сторон основы с нанесенным отпечатком; при этом поверхность основы с нанесенным отпечатком становится более шероховатой со стороны, противоположной той, на которую в последний раз был нанесен отпечаток методом глубокой печати.
Фиг.2а и 2b представляют собой схематические графики, иллюстрирующие пример изменения шероховатости поверхности оборотной и лицевой сторон отпечатанных методом глубокой печати документов с использованием обычной хлопковой бумаги в качестве материала основы. Фиг.2а иллюстрирует случай печатания методом глубокой печати только с одной стороны, когда методом глубокой печати наносят отпечаток только на оборотную сторону, в то время как Фиг.2b иллюстрирует случай двустороннего печатания методом глубокой печати, когда отпечаток последовательно наносят методом глубокой печати на оборотную и лицевую стороны.
На Фиг.2а и 2b исходная бумага, используемая в качестве материала основы для печатания методом глубокой печати, обладает некоторой начальной шероховатостью поверхности, например примерно 30 мкм на обеих сторонах. Можно заметить различие между обеими сторонами с точки зрения шероховатости поверхности основы до печатания, в зависимости от типа материала основы и способа ее изготовления. В целях приведенного ниже разъяснения считают, что обе стороны бумаги до печатания методом глубокой печати обладают более или менее одинаковой шероховатостью поверхности. Однако следует понимать, что изобретение можно применять и в случае, когда имеется существенное различие в отношении шероховатости поверхности между обеими сторонами ценных бумаг, которое может быть вызвано способом изготовления основы, на которой печатают ценные бумаги.
Можно заметить, что после выполнения глубокой печати на оборотной стороне шероховатость поверхности оборотной стороны (то есть стороны с отпечатком, обращенной к печатной форме для глубокой печати) снижается, например, приблизительно до 20 мкм, в то время как шероховатость поверхности лицевой стороны (то есть стороны без отпечатка, обращенной к декелю печатного цилиндра) возрастает, например, приблизительно до 40 мкм (высоту рисунка, полученного на основе в результате процесса глубокой печати, не учитывают при вышеприведенных оценках шероховатости). То же самое явление можно наблюдать после выполнения глубокой печати на лицевой стороне, как это проиллюстрировано на Фиг.2b, где шероховатость поверхности оборотной стороны возрастает, например, приблизительно до 30 мкм, в то время как шероховатость поверхности лицевой стороны снижается, например, приблизительно до 20 мкм.
Графики на Фиг.2а и 2b являются чисто иллюстративными, поскольку действительное изменение поверхностной шероховатости оборотной и лицевой сторон зависит от различных факторов, включая тип материала основы, природу материала декеля, давление при печати и т.д. Однако в изменении шероховатости поверхности имеется и общий аспект, а именно тот факт, что шероховатость поверхности, на которую в последний раз наносили отпечаток методом глубокой печати, будет ниже, чем шероховатость поверхности с противоположной стороны (то есть сторона, которая в последний раз контактировала с печатным декелем, будет более шероховатой, чем сторона, которая контактировала с печатными формами глубокой печати).
Согласно данному изобретению, этот факт учитывают путем нанесения более толстого слоя защитного лака на ту сторону отпечатанных методом глубокой печати ценных бумаг, которая противоположна стороне ценных бумаг, на которую в последний раз наносили отпечаток методом глубокой печати.
С более общей точки зрения, этот подход можно применить и к нанесению лака на отпечатанные ценные бумаги (независимо от того, отпечатаны ли они методом глубокой печати), у которых первая сторона имеет шероховатость поверхности по меньшей мере на 10 мкм выше, чем шероховатость поверхности второй стороны, особенно в случае, когда ценные бумаги отпечатаны на основе, способ изготовления которой приводит к тому, что первая сторона ценных бумаг обладает более высокой шероховатостью поверхности, чем вторая сторона.
Предпочтительно ценные бумаги покрывают лаком таким образом, чтобы обе стороны ценных бумаг после нанесения лака обладали по существу одинаковой шероховатостью поверхности.
Необходимое количество лака, которое следует нанести на каждую сторону ценных бумаг, зависит от конкретного случая, но его можно определить путем измерения шероховатости поверхности на обеих сторонах ценных бумаг перед нанесением лака и регулированием количества лака в зависимости от шероховатости. Типичное количество наносимого лака составляет примерно от 2 до 2,8 г/м2 в сухом состоянии в случае лаков, отверждаемых УФ-излучением (100% содержание твердого вещества), и примерно от 1,5 до 2,8 г/м2 в сухом состоянии для водных лаков (40% содержание твердого вещества); эти величины приведены только для иллюстративных целей.
Согласно изобретению, более шероховатая сторона ценных бумаг, например сторона, противоположная той, на которую в последний раз нанесен отпечаток методом глубокой печати, требует большего количества лака, чем другая сторона, чтобы после нанесения лака получить одинаковые значения шероховатости поверхности.
Испытания показали (см. снова Фиг.2а и 2b), что шероховатость поверхности, на которую в последний раз был нанесен отпечаток методом глубокой печати, обычно составляет примерно 20 мкм в случае обычной хлопковой бумаги, что примерно на 10-20 мкм меньше, чем на противоположной более шероховатой стороне. По оценкам, сторона ценных бумаг, на которую в последний раз был нанесен отпечаток методом глубокой печати, в случае хлопковой бумаги может потребовать количество лака до 30% меньше по сравнению с противоположной стороной, что приводит к существенной экономии лака.
Более толстый слой защитного лака можно наносить на сторону ценных бумаг в одну стадию или, альтернативно, в две или более стадии.
Фиг.3 изображает первое воплощение машины для нанесения лака, которая преимущественно обеспечивает нанесение лака на следующие один за другим листы, несущие отпечатки ценных бумаг и которые в итоге формируют ценные бумаги, и нанесение более толстого слоя защитного лака в одну стадию.
Как характерно для данной области техники, машина для нанесения лака включает блок 10 подачи для последовательной подачи листов, на которые следует нанести лак; и эти листы последовательно направляют через ряд секций 21, 31, 41 для нанесения покрытия и сушки/отверждения и затем подают на выпускающий блок 60 посредством обычной системы 50 цепного конвейера с зажимными планками (не показаны) для удерживания ведущей кромки покрытых лаком листов.
В примере на Фиг.3 машина для нанесения лака включает первую секцию 21 нанесения покрытия, которая включает первый блок 22, 23 нанесения покрытия для нанесения лака на лицевую сторону листов; секцию 31 сушки/отверждения для проведения сушки или, соответственно, отверждения лицевой стороны листов, на которую нанесен лак в первой секции 21; секцию 15а-15с переворачивания для переворачивания листов и вторую секцию 41 нанесения покрытия, которая включает второй блок 42, 43 нанесения покрытия для нанесения лака на оборотную сторону листов.
Блоки 22, 23 и 42, 43 нанесения покрытия предпочтительно представляют собой флексографические блоки, включающие анилоксовый валик 22, соответственно 42, отсеки которых заполнены соответствующими картриджами с краской, и этот анилоксовый валик 22, 42 взаимодействует с формным цилиндром 23, соответственно 43, несущим флексографическую печатную форму.
Листы перемещают из блока 10 подачи на накладной стол (не обозначен сноской) так, чтобы должным образом выровнять их перед подачей в первую секцию 21 нанесения покрытия посредством соответствующего устройства для ввода листов, которое включает, в данном примере, манипулятор с поворотной рукой (не обозначенный сноской), размещенный после накладного стола, для последовательного переноса отдельных листов на барабанный питатель 11. Этот барабанный питатель 11 передает листы на первый печатный цилиндр 12, который взаимодействует с флексографическим формным цилиндром 23 первого блока нанесения покрытия. После нанесения лака листы поступают от печатного цилиндра 12 на передающий цилиндр или барабан 13, а затем на технологический цилиндр 14 секции 31 сушки/отверждения. По пути прохождения листов, которые транспортирует технологический цилиндр 14, установлена подходящая система 32 сушки или отверждения (например, инфракрасная/тепловая система или УФ-система) для проведения сушки или, соответственно, отверждения лака, нанесенного на первую сторону листов.
Затем листы поступают в секцию 15а-15с переворачивания, которая в данном примере представляет собой устройство из трех барабанов, а именно передающего барабана 15а, накопительного барабана 15b и переворачивающего барабана 15с, как известно в данной области техники (см., например, Европейские патентные заявки ЕР 0311924 А2, ЕР 0527424 А1 и ЕР 1256447 А2). Переворачивание листов происходит при передаче листов с накопительного барабана 15b на переворачивающий барабан 15с, при этом переворачивающий барабан 15с выполнен таким образом, чтобы захватывать заднюю кромку листов, передаваемых накопительным барабаном, до того, как листы сходят с него.
После переворачивания листы обычным образом поступают с переворачивающего барабана 15с на второй печатный цилиндр 12', взаимодействующий с флексографическим формным цилиндром 43 второго блока нанесения покрытия. После нанесения лака на вторую сторону листы поступают с печатного цилиндра 12' на передающий цилиндр 51 системы 50 цепного конвейера. Сушку/отверждение второй стороны листов осуществляют с помощью одной или более дополнительных систем 33, 34 сушки/отверждения, помещенных по пути прохождения системы 50 цепного конвейера, как проиллюстрировано.
Масса лака, наносимого каждым блоком покрытия, определяется емкостью отсеков каждого анилоксового валика 22, 42. Для того чтобы нанести большее количество лака на ту или другую сторону листов, соответствующий анилоксовый валик 22 или 42 должен быть выполнен с большей емкостью отсеков, чем у другого анилоксового валика. Другими словами, или первый, или второй блок нанесения покрытия Фиг.3 выполнен так, чтобы обеспечить большую толщину защитного лака, чем другой блок нанесения покрытия.
Следует понимать, что можно обеспечить дополнительные секции нанесения покрытия и/или сушки/отверждения. Например, дополнительную секцию нанесения покрытия и дополнительную секцию сушки/отверждения можно установить перед первой или второй секцией нанесения покрытия, чтобы наносить грунтовочный слой. Фиг.4 иллюстрирует пример такой модификации.
На Фиг.4 идентичные элементы обозначены теми же цифровыми сносками, что и на Фиг.3 и осуществляют те же функции. По сравнению с Фиг.3, данное устройство для нанесения лака включает дополнительную секцию 71 нанесения покрытия, за которой следует дополнительная секция 81 сушки/отверждения, и эти секции 71, 81 расположены между секцией 15а-15с переворачивания и секцией 41 нанесения покрытия.
Дополнительная секция 71 нанесения покрытия подобна первой и второй секциями 21, 41 нанесения покрытия и включает такой же флексографический блок нанесения покрытия с анилоксовым валиком 72 и флексографическим формным цилиндром 73. Как отмечено, этот блок нанесения покрытия можно использовать для нанесения грунтовочного слоя на вторую сторону листов перед нанесением лака в секции 41 нанесения покрытия, при этом грунтовочный слой соответствующим образом сушат/отверждают с помощью системы 82 сушки/отверждения в дополнительной секции 81 сушки/отверждения. Очевидно, что подобную систему можно обеспечить перед первой секцией 21 нанесения покрытия для нанесения и сушки/отверждения грунтовки на первой стороне листов.
Также обеспечены дополнительные барабаны и цилиндры для соответствующего перемещения листов через дополнительные секции 71, 81, а именно второй и третий передающие барабаны 13', 13", второй технологический цилиндр 14' и третий печатный цилиндр 12". Таким образом, на Фиг.4 листы поступают с переворачивающего барабана 15с секции переворачивания на третий печатный цилиндр 12", который взаимодействует с флексографическим формным цилиндром 73 дополнительной секции 71 нанесения покрытия, а затем на второй передающий барабан 13', с которого они поступают на второй технологический цилиндр 14', взаимодействующий с системой 82 сушки/отверждения, а затем на третий передающий барабан 13" перед поступлением на окружную поверхность печатного цилиндра 12', взаимодействующего с флексографическим формным цилиндром 43.
Альтернативно, секции 41, 71 нанесения покрытия можно использовать для нанесения более толстого слоя защитного лака на вторую сторону листов (или на первую сторону листов в случае, если предусмотрено соответствующее расположение), то есть в две стадии. Теоретически, более толстый слой лака можно наносить за любое количество стадий, например в одну, две или более стадий.
Как уже отмечено выше, хотя изобретение имеет особенные преимущества в связи с нанесением лака на ценные бумаги, отпечатанные методом глубокой печати, оно в равной степени применимо и для нанесения лака вообще на отпечатанные ценные бумаги, в случае, когда обе стороны ценных бумаг покрывают защитным лаком, и когда первая сторона ценных бумаг имеет шероховатость поверхности по меньшей мере на 10 мкм выше, чем шероховатость поверхности второй стороны. Это может происходить, в частности, когда ценные бумаги отпечатаны на основе, способ производства которой приводит к тому, что первая сторона ценных бумаг имеет более высокую шероховатость поверхности, чем вторая сторона.
Можно выполнить различные модификации и/или усовершенствования вышеописанных воплощений без отклонения от области защиты изобретения, определенной в прилагаемой формуле изобретения;
Например, машина для нанесения лака по изобретению может иметь любое количество блоков нанесения покрытия и блоков сушки/отверждения, объединенных любым желаемым образом, если только конфигурация машины для нанесения лака в целом позволяет наносить более толстый слой защитного лака на какую-либо из сторон ценных бумаг по сравнению с другой стороной.
Реферат
Описан способ нанесения лака на ценные бумаги, в особенности на ценные бумаги, отпечатанные методом глубокой печати, например банкноты, в котором обе стороны ценных бумаг покрывают защитным лаком. Способ включает стадию нанесения более толстого слоя защитного лака на сторону ценных бумаг, которая обладает большей шероховатостью поверхности, главным образом на сторону, противоположную той стороне ценных бумаг, на которую в последний раз было нанесено изображение методом глубокой печати. Предложенный способ обеспечивает оптимальное нанесение лака на обе стороны отпечатанных ценных бумаг. 2 н. и 11 з.п. ф-лы, 5 ил.
Комментарии