Усовершенствования в способах изготовления защитных признаков - RU2578983C1
Код документа: RU2578983C1
Чертежи
Описание
Изобретение относится к усовершенствованиям в способах изготовления защитных признаков, в частности гальваностереотипных защитных признаков.
Гальваностереотип не является новым защитным признаком; фактически он представляет собой примитивный водяной знак, который известен более 100 лет. Гальваностереотип - это тонкий кусочек металла в виде изображения или буквы, которое или которую наносят на основонастилочную ткань круглосеточного цилиндра бумагоделательной машины путем пришивания или - в последнее время - приваривания, что приводит к значительному уменьшению стока и осаждению волокон, образующих светлую метку в бумаге. Процесс этого типа хорошо известен при изготовлении бумаги и описан в US-B-1901049 и US-B-2009185.
В DE-A-102005042344 раскрыто водоотделительное сито для изготовления бумаги, имеющей многослойные водяные знаки, с опорным ситом и перфорированным металлическим листом с водяными знаками, соединенным с опорным ситом, при этом опорное сито и металлический лист с водяными знаками совместно тиснены в форме водяного знака, который нужно получить.
Один способ изготовления гальваностереотипов предусматривает использование стандартного процесса нанесения гальванического покрытия. Подготавливают изображение в воске, а затем напыляют на него серебро. Потом на воск осаждают медь, формируя гальваностереотип, который отделяют от восковой основы горячей водой.
При этом процессе существует ряд проблем:
1. Процессом трудно управлять, а постоянную толщину гальваностереотипа поддерживать не удается; это приводит к тому, что конечное изображение в бумаге выглядит неоднородным с изменяющейся интенсивностью;
2. Неудовлетворительное разрешение;
3. Дорогостоящий и трудоемкий процесс.
Гальваностереотип в типичном случае крепится к основонастилочной ткани посредством контактной сварки. Имеются сварочные электроды с рабочими концами разных диаметров в диапазоне от 0,8 мм до 3 мм. Рабочий конец сварочного электрода размещают на гальваностереотипе с теплопередачей через гальваностереотип к основонастилочной ткани. Трудность сварочного процесса нарастает с уменьшением размера рабочего конца электрода ниже 2 мм, при этом рабочие концы меньшего размера приводят к искажениям и неровной поверхности. При рабочем конце сварочного электрода тоньше 0,8 мм сварка практически невозможна.
Процесс изготовления бумаги также накладывает конструкторские ограничения на гальваностереотип. Линейная ширина гальваностереотипного изображения предпочтительно находится в диапазоне 0,3-1,1 мм. Увеличение линейной ширины до значения более 1,1 мм обычно приводит к ноздреватости. Это ситуация, в которой поверх гальваностереотипа образуется недостаточно волокон для формирования визуально непрерывного слоя волокон, что приводит к различимым дырочкам в бумаге. Достижимый минимальный промежуток между линиями составляет 0,25 мм, любые значения меньше этого неразрешимы в готовой бумаге. Если промежуток не может быть разрешимым, это приводит к увеличенной линейной ширине, которая ведет к ноздреватости.
Дополнительным ограничением, накладываемым на разрешение гальваностереотипа, является размер ячеек сетки основонастилочной ткани. Типичные размеры ячеек сетки для основонастилочной ткани приводятся ниже:
основа (линий вокруг цилиндра) - 70 проволок на дюйм (25,4 мм), диаметр 0,2 мм, зазор 0,25 мм;
уток (линий поперек цилиндра) - 48 проволок на дюйм (25,4 мм), 0,2 мм диаметр, зазор 0,4 мм.
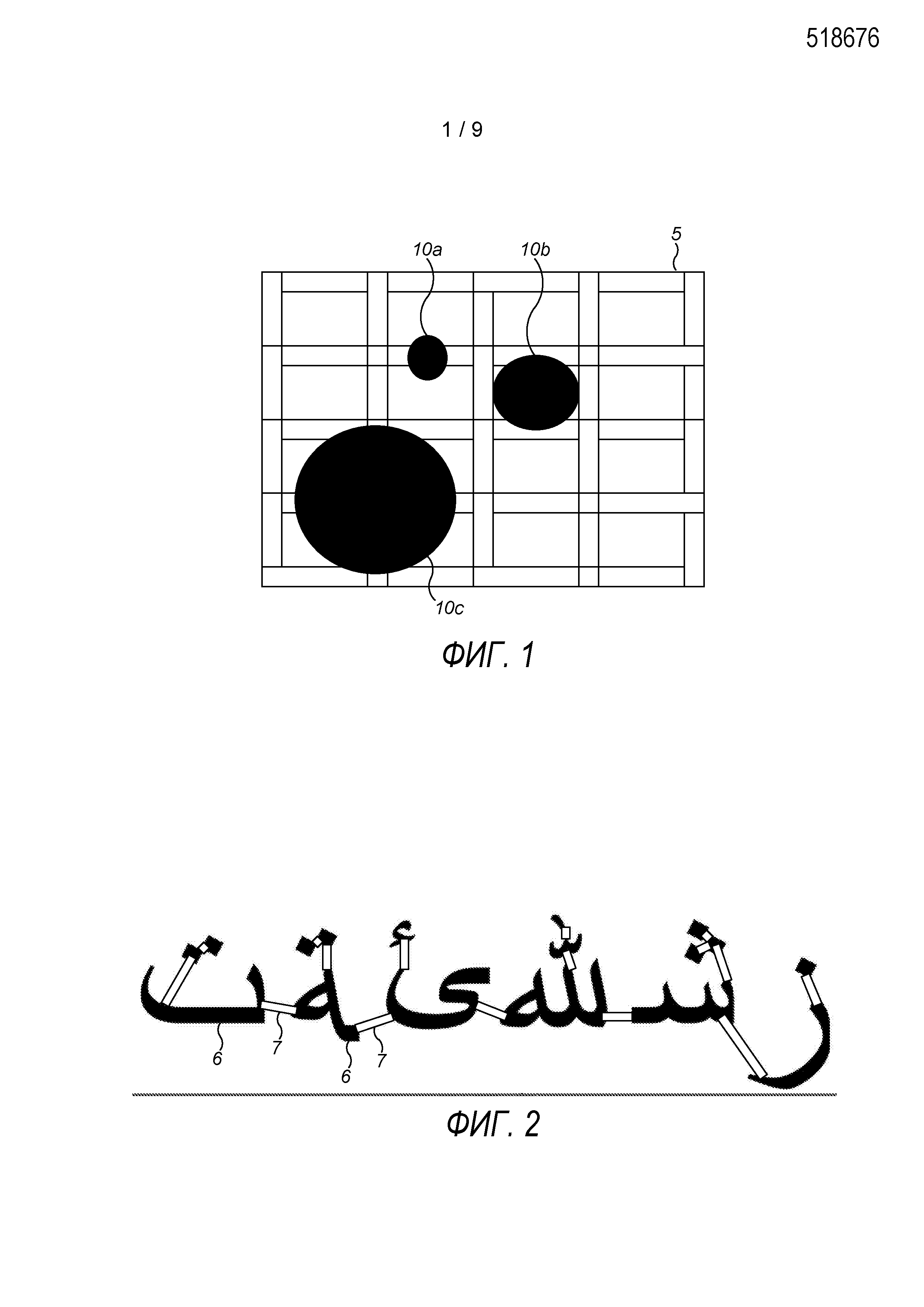
На фиг. 1 показаны три разных круглых гальваностереотипа 10a, 10b, 10c диаметром 0,3 мм, 0,5 мм и 1 мм, расположенные на проволочной сетке основонастилочной ткани 5. В случае гальваностереотипа 10a, образованного кругом диаметром 0,3 мм, перекрытие между линиями основы и/или утока основонастилочной ткани 5 и гальваностереотипа 10a является пренебрежимо малым, и поэтому очень трудно надежно приварить гальваностереотип 10a к основонастилочной ткани 5. Получение достаточно больших площадей перекрытия упрощается по нарастающей с увеличением диаметра до 0,5 мм и 1 мм, соответственно, как показано на чертеже посредством гальваностереотипов 10b и 10c соответственно.
Дополнительная проблема, связанная с гальваностереотипами, показана на фиг. 2 и относится к созданию сложных орнаментов с несоединенными элементами 6. Несоединенные элементы 6 должны быть соединены невидимыми соединительными линиями 7. Соединительные линии 7 необходимы потому, что несоединенные элементы 6 слишком малы и замысловаты для точной сварки в нужном положении, даже если размер несоединенных элементов 6 больше, чем диаметр рабочего конца электрода. В сущности, соединительные линии 7 образуют один единственный гальваностереотип, который можно точно позиционировать и приваривать. Затем необходимо удалить соединительные линии 7 до использования основонастилочной ткани 5, и это становится весьма затруднительным, а в некоторых случаях - невозможным, когда орнамент очень замысловат. В этом случае соединительные линии 7 остаются на своем месте и образуют нежелательную часть орнамента.
Поэтому задача данного изобретения состоит в том, чтобы разработать усовершенствованный способ изготовления гальваностереотипного защитного признака, который решает вышеописанные проблемы.
В соответствии с изобретением предложен гальваностереотип для прикрепления к основонастилочной ткани круглосеточного цилиндра для формирования изображения в ходе процесса изготовления бумаги, содержащий сетку и по меньшей мере один образующий изображение элемент, прикрепленный к этой сетке.
В изобретении также предложен способ формирования гальваностереотипа по любому из предыдущих пунктов формулы, включающий в себя этапы гальванопластики первого слоя, содержащего сетку и по меньшей мере один образующий изображение элемент.
Теперь будет описан предпочтительный вариант осуществления данного изобретения со ссылками на прилагаемые чертежи, на которых показано следующее:
на фиг. 1 представлен вид в плане участка основонастилочной ткани круглосеточного цилиндра с прикрепленными к ней гальваностереотипами;
на фиг. 2 представлен пример сложного орнамента для гальваностереотипа, имеющего несоединенные элементы и соединительные линии;
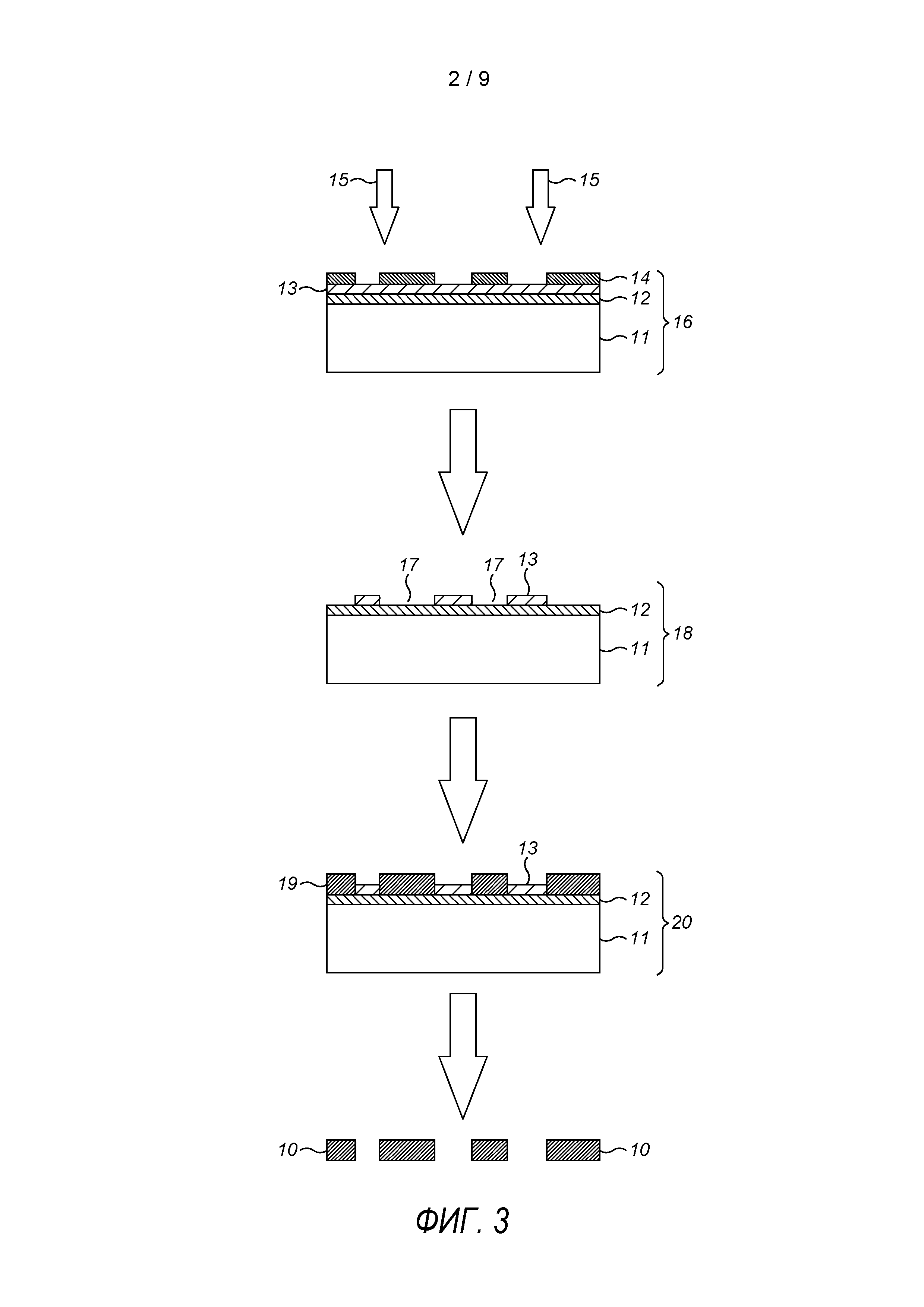
на фиг. 3 приведено схематическое представление способа формирования однослойного гальваностереотипа;
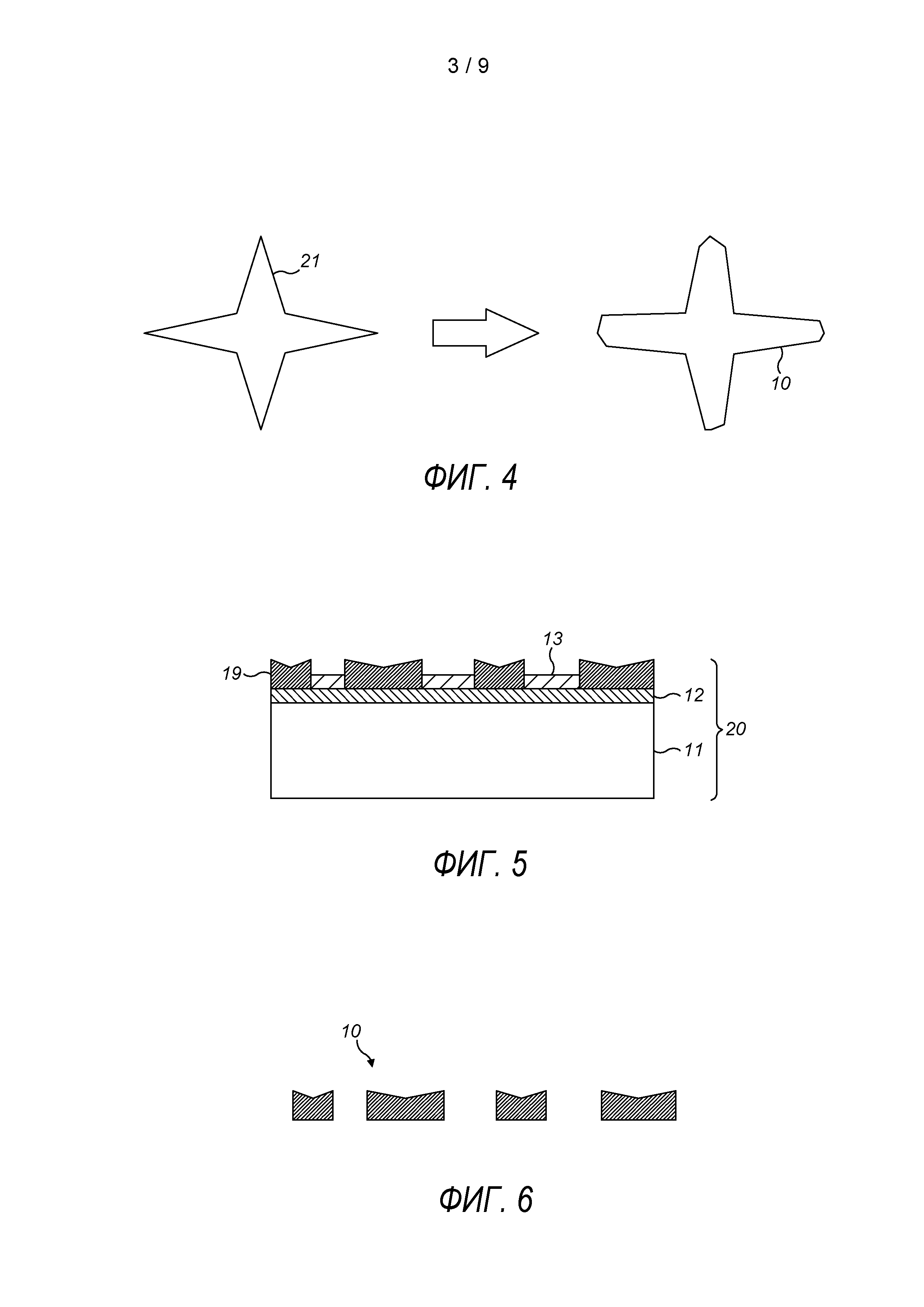
на фиг. 4 изображена потеря разрешения первоначального орнамента в готовом гальваностереотипе, где изображение содержит области с малыми площадями поверхности;
на фиг. 5 представлен вид сбоку в сечении промежуточного продукта, сформированного посредством процесса нанесения гальванического покрытия, как результат неодинаковой толщины;
на фиг. 6 представлен вид сбоку в сечении гальваностереотипа, имеющего неоднородные зоны;
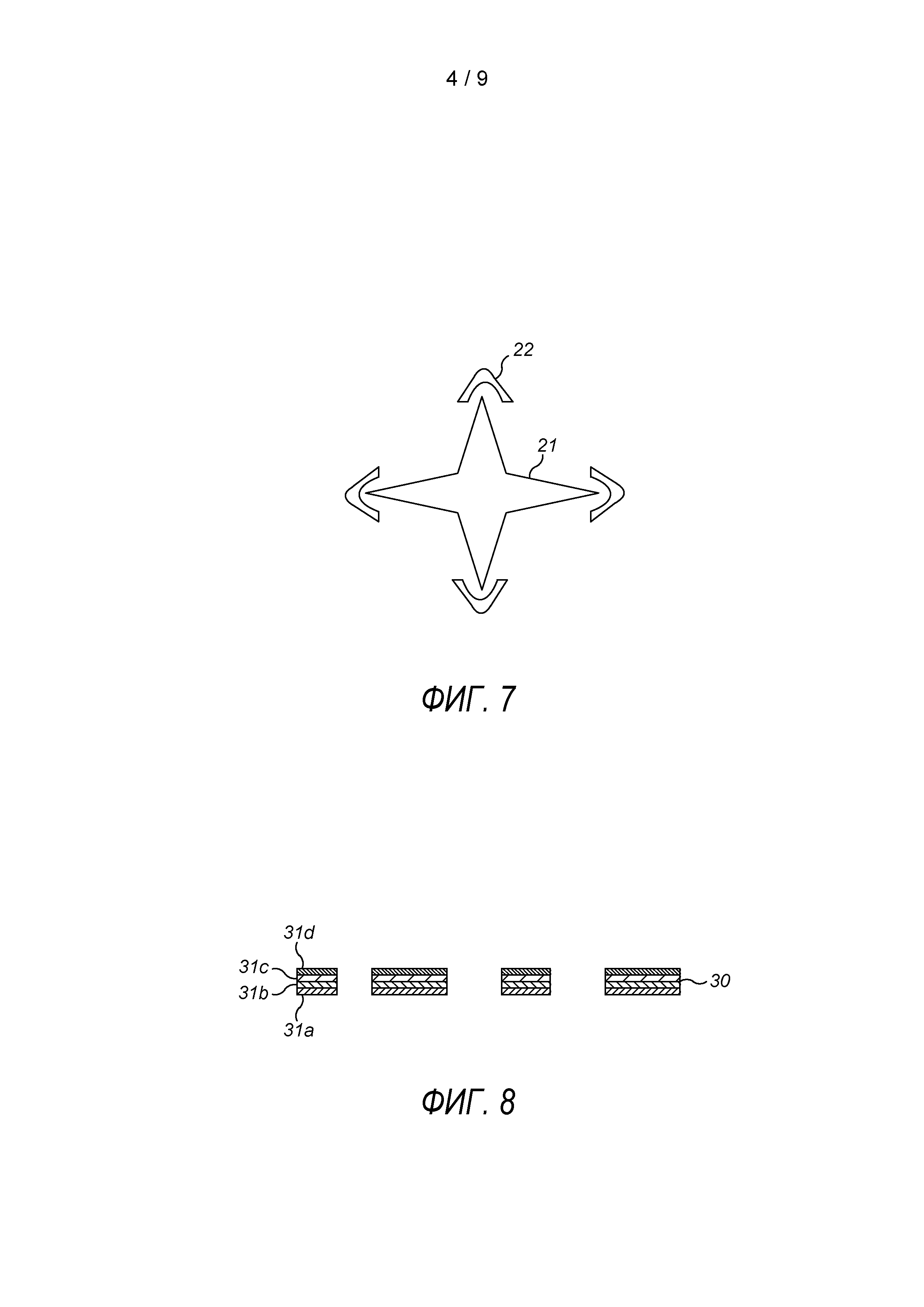
на фиг. 7 представлена модификация орнамента по фиг. 4, включающего в себя удаляемые зоны;
на фиг. 8 представлен вид сбоку в сечении многослойного гальваностереотипа;
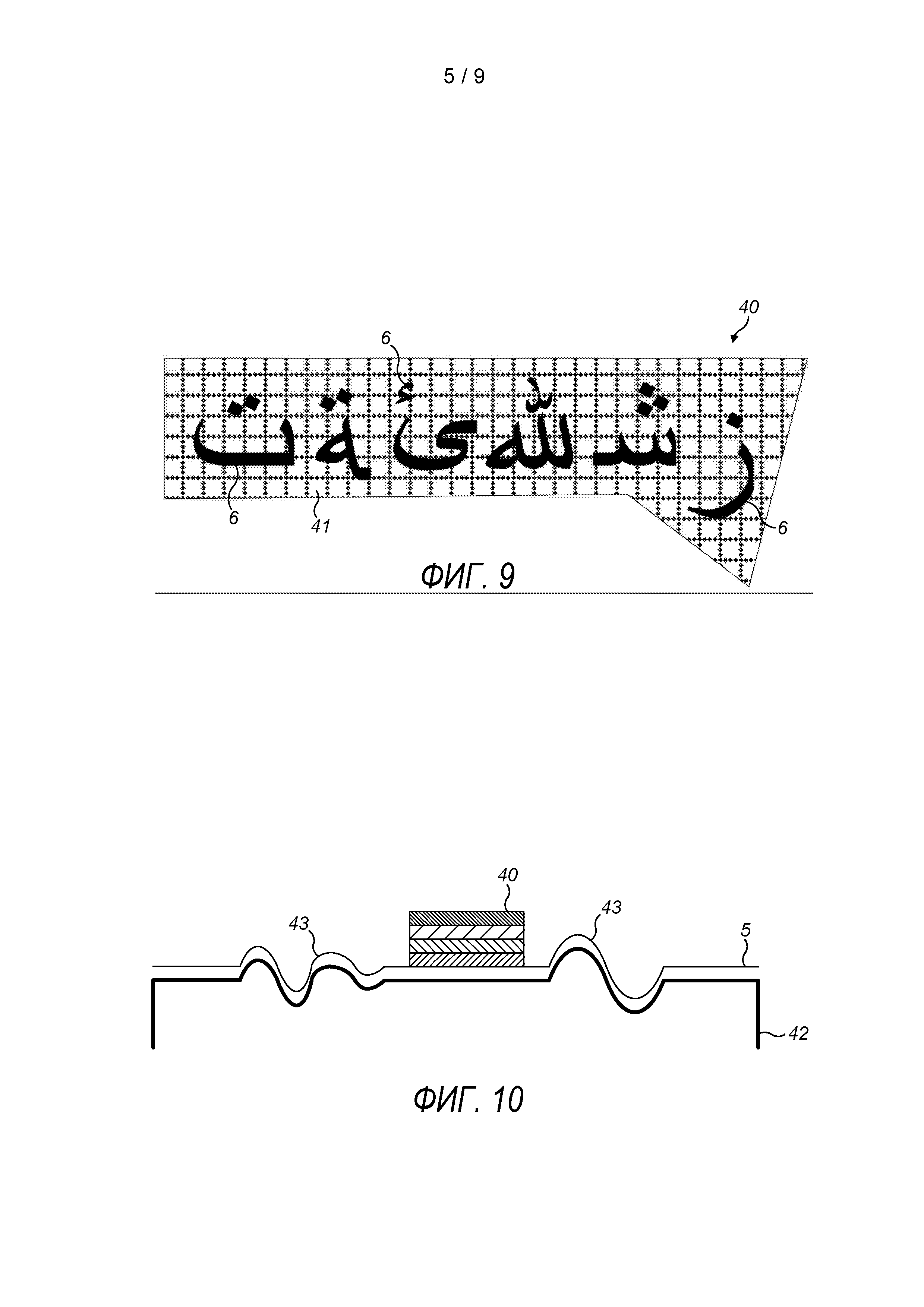
на фиг. 9 представлен вид в плане составного сеточного гальваностереотипа;
на фиг. 10 представлен вид сбоку в сечении участка основонастилочной ткани круглосеточного цилиндра, на которой вытиснено изображение водяного знака и к которой прикреплен гальваностереотип;
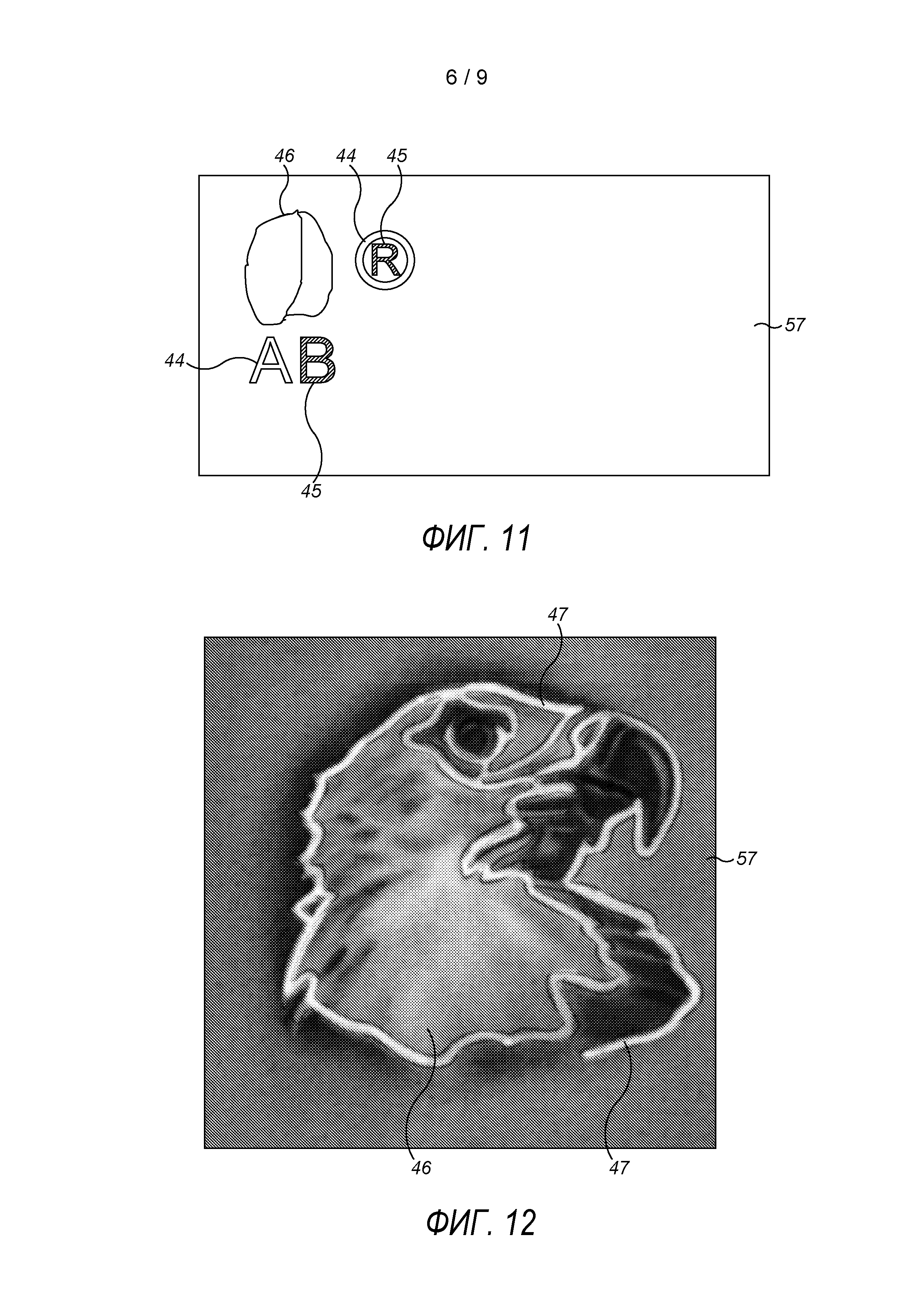
на фиг. 11 представлен вид в плане ценной бумаги, имеющей комбинированные водяной знак и гальваностереотипные знаки;
на фиг. 12 представлено схематическое изображение тисненой основонастилочной ткани, к которой были прикреплены составные сеточные гальваностереотипы;
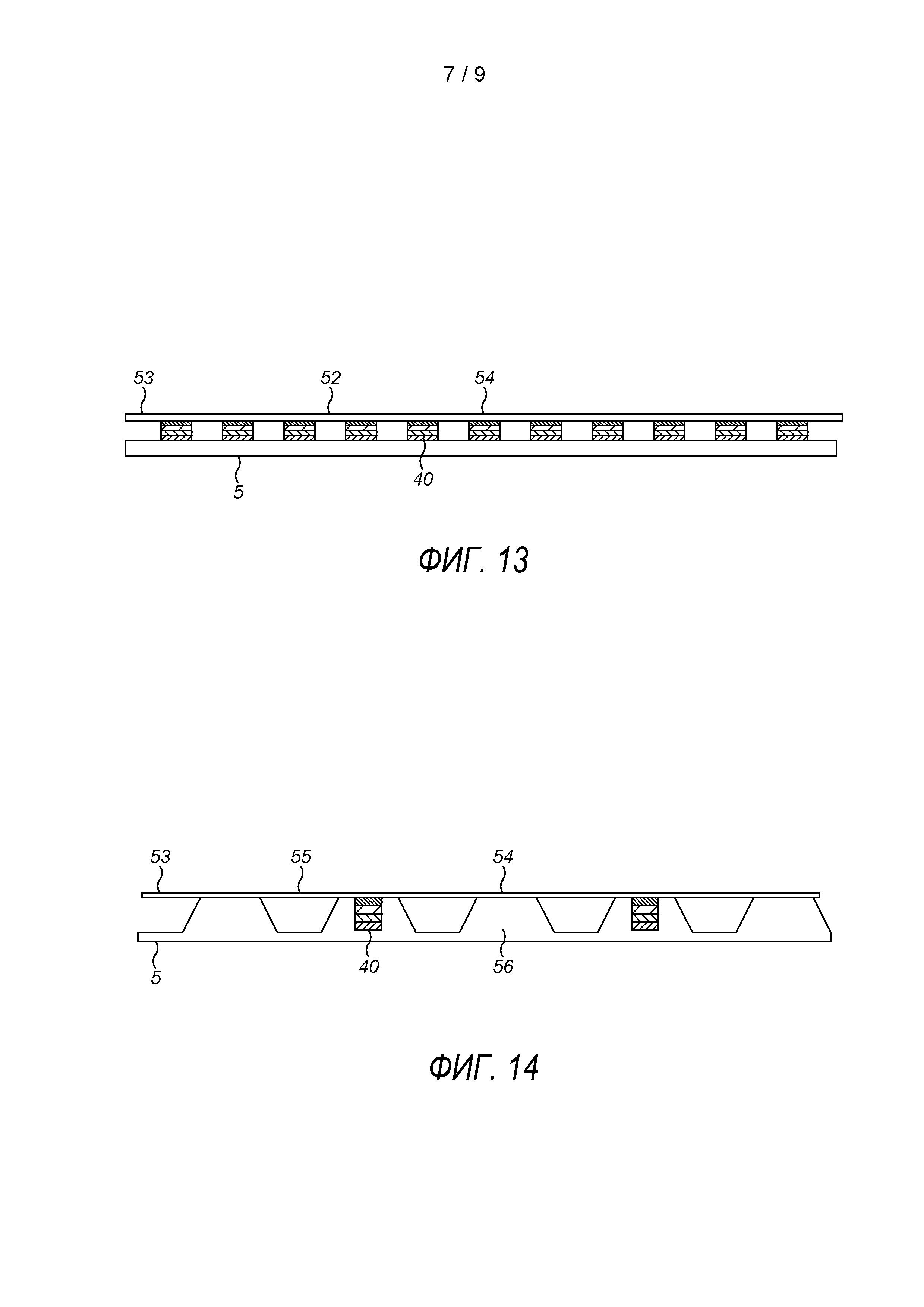
на фиг. 13 и 14 представлены виды сбоку в сечениях участков основонастилочной ткани, к которой были прикреплены составные сеточные гальваностереотипы, используемой в процессе введения защитной нити; и
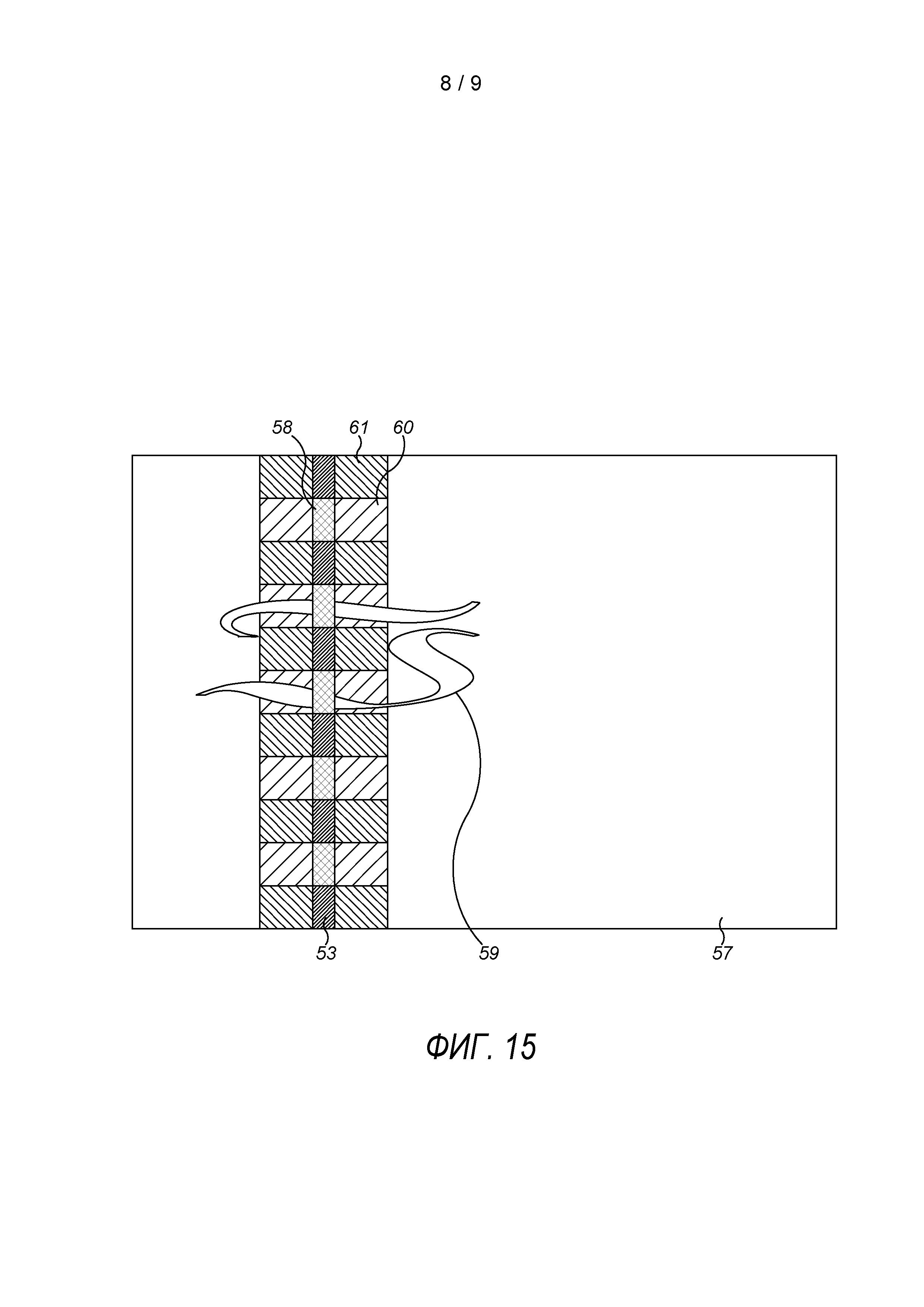
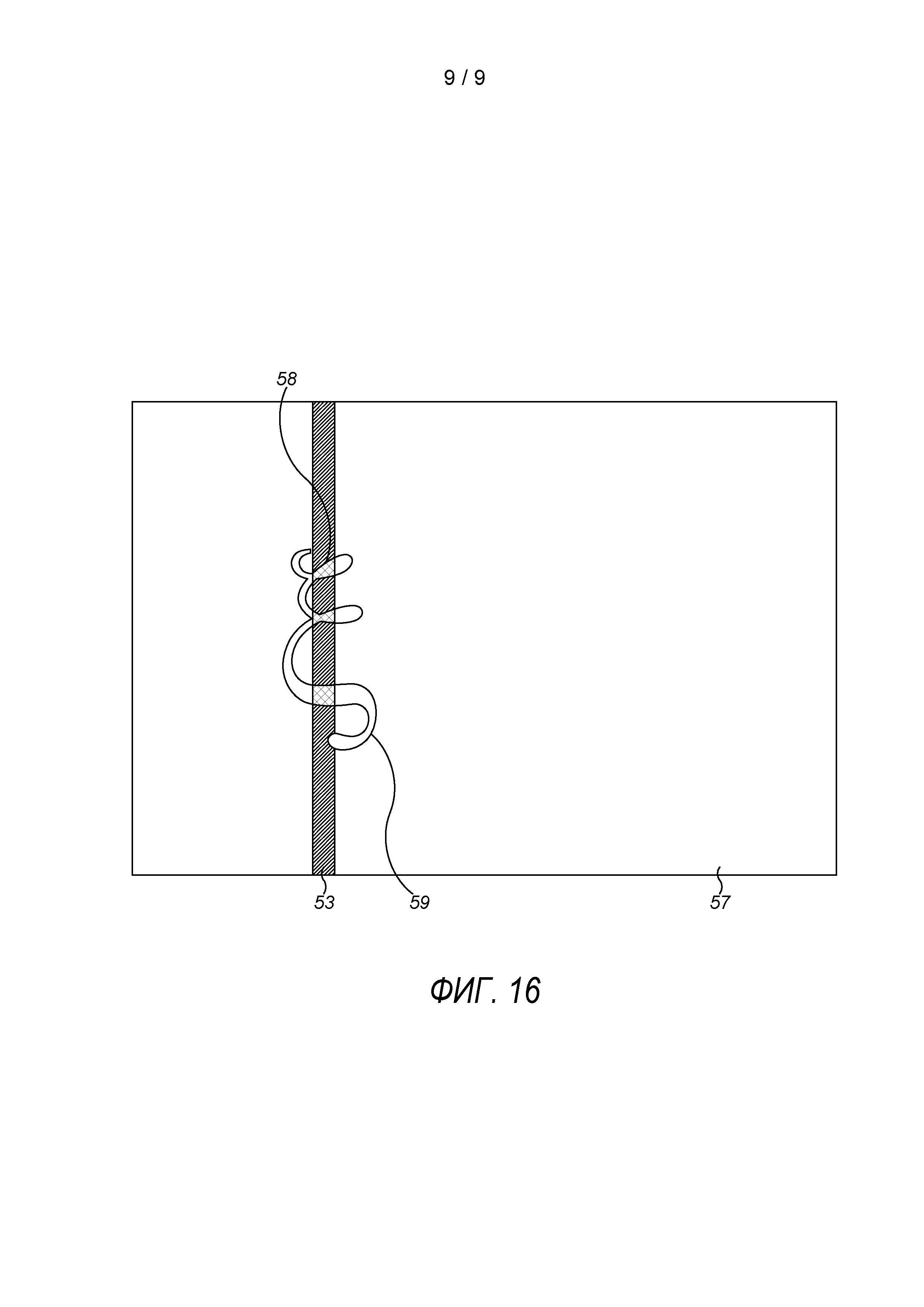
на фиг. 15 и 16 представлены виды в плане альтернативных ценных бумаг, имеющих гальваностереотипный знак в сочетании с «оконной» защитной нитью.
В изобретении используется процесс фотогальванопластики (ФГП), который дает возможность изготовления простых и сложных компонентов с использованием нанесения гальванического покрытия, главным образом - в двух измерениях. Профили наращиваются атом за атомом, а точные средства управления процессом позволяют достигать весьма точных допусков с превосходной воспроизводимостью.
Исходный оригинал гальваностереотипа 10 создают с помощью подходящего пакета программного обеспечения для компьютерной графики. Затем оригинал преобразуют в векторное изображение, которое включает необходимые искажения для учета процесса нанесения гальванического покрытия. Как схематически показано на фиг. 3, на несущий слой 11 фотополимерной пленки, предпочтительно имеющий толщину 75 мкм, напыляют проводящий слой 12, такой как серебро или другой электропроводный материал. После этого на проводящий слой наносят светочувствительный фоторезист 13 (именуемый далее резистом).
В контакте с резистом 13 помещают маску 14 в виде требуемого изображения, а сформированный таким образом первый промежуточный продукт облучают ультрафиолетовым светом 15. В результате резист 13 в необлученных зонах, покрытых маской 14, можно потом смыть. Таким образом, с помощью проводящего слоя 12 формируется изображение 17, окруженное остающимися областями резиста 13.
Сформированный таким образом второй промежуточный продукт 18 погружают в раствор для гальванопластики, предпочтительно - раствор соли никеля (Ni), меди или другого подходящего материала. Никель пригоден, в частности, потому, что он имеет такое сопротивление, что когда через него пропускают ток во время приваривания гальваностереотипа к крышке методом контактной сварки, материал крышки цилиндра из фосфористой бронзы плавится и сплавляется с гальваностереотипом. Другие материалы, такие как медь, являются слишком проводящими, но могут быть прикреплены посредством пайки или сшивания. Тщательно контролируемый электролиз вызывает миграцию атомов металла к проводящему слою 12 до тех пор, пока не достигается желаемая толщина созданного методом гальванопластики слоя 19 металла.
Толщина слоя 19 металла предпочтительно находится в области от 400 до 700 мкм. Сразу же после того, как сформированный таким образом третий промежуточный продукт 20 удаляют из раствора для гальванопластики и промывают, гальваностереотип 10, который был «выращен», можно отделять от остального продукта 20. Гальваностереотип 10 представляет собой образующий изображение элемент, который крепится к основонастилочной ткани 5 круглосеточного цилиндра, образуя гальваностереотипный знак во время процесса изготовления бумаги.
Обнаружено, что с этим базовым процессом связан ряд проблем/вопросов, которые требуют следующих модификаций для оптимизации процесса:
1. Равномерность слоя 19 металла весьма зависит от технологических условий. «Металлургию» раствора для гальванопластики предпочтительно оптимизируют, чтобы гарантировать, что готовый гальваностереотип 10 не слишком хрупок. Оптимизации достигают, обеспечивая правильное сочетание солей никеля, концентрации, других добавок, тока, скорости перемешивания, геометрии, причем все предназначено для обеспечения равномерного электроосаждения, прочного осажденного материала и исключения пузырьков водорода, которые могут обуславливать ямки в осажденном материале.
2. Раствор для гальванопластики предпочтительно равномерно перемешивают во избежание переменного осаждения поверх разных областей гальваностереотипа 10.
3. Скорость осаждения предпочтительно тщательно контролируют во избежание образования пузырьков, которое воспрепятствовало бы дальнейшему осаждению, приводя к образованию ямок в готовом гальваностереотипе 10.
4. В областях, имеющих малую площадь поверхности, может происходить нарастание плотности тока. Высокая плотность тока может привести к увеличению осаждения металла, в результате чего произойдет образование наростов (узлов) и последующая потеря разрешения. Это изображено на фиг. 4, где исходным орнаментом 21 является звезда, имеющая острые оконечности, а в гальваностереотипе 10 эти острые оконечности утрачены.
5. Может оказаться затруднительным поддержание одинаковой толщины по всей площади изображения. Слой 19 металла в типичном случае толще на краях и тоньше в середине полоски изображения, см. фиг. 5 и 6.
Проблему, связанную с неудовлетворительным разрешением из-за нарастания высоких плотностей тока, решают путем введения удаляемых зон 22 (известных под названием «вспомогательные экраны»), располагаемых вблизи областей высокой плотности тока для выравнивания плотности тока в этих зонах. Пример этого показан на фиг. 7, где дополнительный материал наращен за счет удаляемых зон 22 для рассеивания плотности тока. Дополнительный материал по-прежнему является отдельным от основного орнамента 21, и его можно легко удалить в конце процесса, оставляя гальваностереотип 10 с приемлемым разрешением в областях малой площади поверхности.
Затруднения с осаждением одинаковой толщины возникают при относительно большой толщине слоя 19 металла, необходимой для формирования гальваностереотипа 10. Решение заключается в формировании многослойного гальваностереотипа 30, создаваемого посредством осаждения некоторого числа тонких слоев 31a, 31b, 31c, 31d (см. фиг. 8). Предпочтительное число слоев - шесть, хотя можно использовать один слой, особенно для очень простых орнаментов. Использование более восьми слоев ведет к сниженной экономической эффективности. Преимущество многослойного подхода заключается в том, что в более тонком слое значительно проще поддерживать равномерное распределение толщины. На фиг. 6 и 8 сравниваются сечения гальваностереотипа 10, сформированного однослойным способом, и гальваностереотипа 30, сформированного многослойным способом.
В технологическом процессе получения многослойного гальваностереотипа первый слой 31a выращивают так, как описано ранее, но только теперь - с гораздо меньшей толщиной, например, около 150 мкм. После этого третий промежуточный продукт 30 промывают и сушат, а по всей его поверхности наносят второй слой резиста 13. Перед использованием требуемого изображения в качестве маски 14, которую приводят в контакт со вторым слоем резиста 13 так, что она оказывается в совмещении с первым слоем 31a, полученным методом гальванопластики. Затем получившийся продукт облучают ультрафиолетовым светом, а резист 13 в необлученной зоне «проявляют», так что сформированное ранее методом гальванопластики изображение теперь открыто на поверхности, будучи окруженным резистом 13 в не относящихся к изображению зонах. Поверхность металла повторно активируют кислотой, а сформированный таким образом промежуточный продукт погружают в раствор для гальванопластики. Осаждают второй тонкий слой 31b металла, на этот раз - толщиной предпочтительно около 75 мкм. Этот процесс повторяют до тех пор, пока не достигается вся заданная толщина, т.е. порядка 700 мкм. Потом многослойный гальваностереотип 30 отделяют от несущего слоя 11. Этот процесс приводит к весьма равномерному многослойному гальваностереотипу 30, который обладает преимуществами над однослойным гальваностереотипом 10.
В дополнительном варианте осуществления многослойного гальваностереотипа число слоев может варьироваться по гальваностереотипу для создания изменения толщины гальваностереотипа. Это позволило бы обеспечить гальваностереотип, который даст водяной знак с изменяемой яркостью, если рассматривать его в проходящем свете. Причина состоит в том, что количество волокон бумаги, формируемой поверх гальваностереотипа в процессе формирования бумаги, является функцией и ширины, и высоты металлического гальваностереотипа, и поэтому путем изменения высоты по гальваностереотипу можно достичь полутонового изображения водяного знака. Поверх более толстых областей будет образовываться меньше волокон, следовательно, при постоянной толщине, чем толще гальваностереотип, тем более яркий получаемый водяной знак будет виден в проходящем свете. Чтобы достичь этого изменения толщины, процесс изготовления гальваностереотипа должен быть таким же, как описанный ранее, но для одного или более этапов гальванопластики можно использовать разные маски, чтобы создать гальваностереотипное изображение.
Вышеописанные проблемы, касающиеся получения гальваностереотипов для сложных орнаментов, включающих в себя несоединенные элементы 6, можно преодолеть посредством составного сеточного гальваностереотипа 40 в соответствии с данным изобретением. Первый слой составного сеточного гальваностереотипа 40 представляет собой полученную методом гальванопластики мелкоячеистую сетку 41, которая используется для удерживания вместе несоединенных элементов 6 замысловатого орнамента, как показано на фиг. 9. Сетка 41 имеет особый размер ячеек, так что ее структура практически невидима невооруженному глазу в готовой бумаге. Кроме того, размер ячеек сетки 41 рассчитан так, что она не оказывает существенного влияния на сток, тем самым гарантируя равномерное осаждение волокон. Преимущество гальваностереотипа 40 этого типа состоит в том, что можно воспроизводить замысловатые орнаменты с последовательностью несоединенных элементов 6 без необходимости в невидимых соединительных линиях 7. Это особенно выгодно в орнаментах с арабскими буквами, как показано на фиг. 9.
Рисунок сетки внедрен в орнамент 21 с помощью программного обеспечения для компьютерной графики. Орнамент 21, содержащий сочетание рисунка сетки и требуемого изображения, затем используют в качестве маски 14 для первого слоя 31a металла, который выращивают так, как описано ранее, в течение процесса гальванопластики. Этот первый слой 31a предпочтительно выращивают до толщины приблизительно 75 мкм. Для одного или более последующих слоев 31b, 31c, 31d рисунок сетки удаляют с маски 14, а металл осаждают только в областях для формирования требуемого гальваностереотипного изображения, чтобы обеспечить образующие изображение элементы.
Число слоев, наносимых после полученной методом гальванопластики мелкоячеистой сетки, может варьироваться по гальваностереотипу для создания изменения толщины гальваностереотипа так же, как описано ранее для многослойного гальваностереотипа. Это могло бы обеспечить гальваностереотип, который даст водяной знак с изменяемой яркостью, если смотреть на него в проходящем свете, генерирующем полутоновое изображение водяного знака в готовой бумаге.
Размер ячеек фоновой сетки 41 выбирают так, что сток воды и получающееся в результате осаждение волокон аналогичны стоку и осаждению для нетисненой основонастилочной ткани 5. Это гарантирует, что в готовой бумаге рисунок сетки не появится в виде белой метки, а окажется аналогичным фоновой бумаге по внешнему виду. Следует отметить, что бумага, сформированная в области сетки, при близком рассмотрении отличима от фоновой бумаги, потому что не имеет характерной метки проволоки, являющейся результатом перегибов основонастилочной ткани 5. Размер шагов и интерлиньяж сетки должны иметь приблизительно такую же величину, как у основонастилочной ткани 5. Предпочтительный диапазон для ширины линий сетки составляет 50-300 микрон, предпочтительнее - 50-150 микрон, а еще предпочтительнее - 80-120 микрон. Предпочтительный интерлиньяж составляет 100-500 микрон, предпочтительнее - 200-450 микрон, а еще предпочтительнее - 250-400 микрон в обоих - горизонтальном и вертикальном - направлениях. Предпочтительная толщина сетки находится в диапазоне 20-150 микрон, предпочтительнее - 50-100 микрон, а еще предпочтительнее - 60-90 микрон.
Гальваностереотип в типичном случае крепится к основонастилочной ткани посредством контактной сварки, низкотемпературной пайки или сшивания. Чтобы точно разместить гальваностереотип на основонастилочной ткани, можно использовать тиснение. Тиснение является неглубоким (например, глубиной 0,5 мм) и расположено так, что гальваностереотип подталкивается к определяющему местонахождение углу тисненого рельефа. Зону гальваностереотипа обычно располагают так, что более шероховатый упрочняющий подкладочный слой сетки, тисненый так, чтобы полностью соответствовать формирующей поверхности, приваривается к нижней стороне формирующей поверхности.
Гальваностереотипный знак можно скоординировать с водяным знаком, а возможно - и с печатным орнаментом. Встраивание орнаментов делает признаки более запоминаемыми для широкой публики, тем самым повышая их способность идентифицировать поддельные документы и увеличивая уровень защиты документов.
Гальваностереотипный знак также может образовывать неотъемлемую часть обычного тонального водяного знака, например водяного знака в форме головы животного, у которой яркие глаза льва являются гальваностереотипными знаками. На просвет эти глаза будут выглядеть значительно ярче, чем обычный тональный водяной знак, и поэтому будут обеспечивать обычно недостижимый уровень контраста. Проблема, связанная со встраиванием гальваностереотипного знака в водяной знак, заключается в трудности крепления гальваностереотипа 40 к волнистой тисненой области основонастилочной ткани 5 круглосеточного цилиндра. Конкретная зона, к которой крепят гальваностереотип 40, должна быть плоской, что, конечно же, проблематично в пределах волнистой структуры. Вместе с тем существует вторая проблема, заключающаяся в отсутствии опоры непосредственно позади тисненого профиля, необходимой, чтобы предотвратить деформацию крышки цилиндра в течение процесса сварки. Чтобы обеспечить опору для процесса сварки, штамп 42 для тиснения, который используют для формирования изображения водяного знака в основонастилочной ткани 5, также используют в качестве опорного слоя, см. фиг. 10. Также предпочтительно, чтобы верх гальваностереотипа 40 был выше наивысшей точки тисненых областей 43, в противном случае сварщик может нечаянно коснуться основонастилочной ткани 5 в тисненой зоне и повредить ее.
Светлые значки 44, созданные из гальваностереотипа 30, можно размещать рядом с темными значками 45, сформированными из глубокого тисненого рельефа 43 (который является экстремальной формой водяного знака), как показано на фиг. 11 буквами AB на листе бумаги 57. Высокий уровень контраста между значками 44, 45 является трудно воспроизводимым и хорошо запоминаемым для широкой публики. Контрастирующие светлые и темные области 44, 45 в альтернативном варианте могут быть составляющими частями одного изображения, как показано буквой R в ограничивающем кружке. Использование резко контрастирующих светлых и темных областей 44, 45 для формирования одного составного (композиционного) изображения дополнительно повышает уровень защиты за счет ведения требования совмещения. На фиг. 11 этот увеличенный контраст изображен в сравнении с обычным тональным водяным знаком 46, демонстрируя экстремумы контраста, достижимые этим способом.
Гальваностереотип 40 можно также использовать для формирования очень яркой, четко очерченной зоны 47 вокруг водяного знака, как показано на фиг. 12.
Составные сеточные гальваностереотипы 40 можно также использовать либо для увеличения, либо для замены дорожек «оконных» нитей, которые образуются, когда «оконную» защитную нить 53 вводят в бумагу. Приподнятые тисненые зоны, используемые для создания дорожек нитей, можно заменить составными сеточными гальваностереотипами 40, как показано на фиг. 13. В этом примере области 54, образующие окна, предусмотрены там, где защитная нить 53 перекрывает гальваностереотип 40, а области 55, образующие перемычки, предусмотрены там, где позади защитной нити 53 нет гальваностереотипа 40.
В альтернативном варианте составные сетчатые гальваностереотипы 40 могут быть введены в пределы обычной дорожки нити, как показано на фиг. 14. В этом примере гальваностереотип 40 должен иметь такую же высоту, как тисненый профиль 56. Замена стандартной дорожки нити или введение гальваностереотипа 40 в дорожку нити увеличивает сложность орнамента окон и позволяет создавать совмещаемую и эстетичную связь между нитью 53 и гальваностереотипным знаком 59, тем самым повышая уровень защиты готового защитного признака.
На фиг. 15 показана ценная бумага 57, где гальваностереотипный знак 59 сочетается с «оконной» защитной нитью 53. Защитная нить 53 открыта в окнах 58, а дорожки нити содержат светлые области 61 пониженной грамматуры по сравнению с базовой грамматурой остальной бумаги и более темные области 61 повышенной грамматуры (перемычки) по сравнению с базовой грамматурой остальной бумаги. На фиг. 16 показана ценная бумага 57, в которой сам гальваностереотип 40 используется для раскрытия защитной нити 53.
Реферат
Изобретение относится к усовершенствованиям в способах изготовления защитных признаков, в частности гальваностереотипных защитных признаков. Гальваностереотип для формирования изображения в ходе процесса изготовления бумаги содержит сетку, к которой прикреплен по меньшей мере один образующий изображение элемент. 3 н. и 22 з.п. ф-лы, 16 ил.
Формула
формируют первый промежуточный продукт путем:
a) нанесения слоя проводящего материала на несущий слой фотополимерной пленки;
b) нанесения слоя светочувствительного фоторезиста на слой проводящего материала; и
c) нанесения первой маски, содержащей рисунок сетки и изображение, на слой резиста;
формируют второй промежуточный продукт путем:
d) облучения первого промежуточного продукта ультрафиолетовым светом; и
e) смывания резиста на необлученных областях, покрытых маской;
формируют третий промежуточный продукт путем:
f) погружения второго промежуточного продукта в раствор для гальванопластики и осаждения металла в областях, не покрытых резистом.
Комментарии