Устройство для подачи формных пластин и выпуска печатных форм, устройство для формирования печатных форм, использующее упомянутое устройство, и стол для выпуска печатных форм - RU2462743C2
Код документа: RU2462743C2
Чертежи














































Описание
Область техники, к которой относится изобретение
Данное изобретение относится к устройству для подачи формных пластин и выпуска печатных форм, устройству для формирования печатных форм, столу для подачи формных пластин и столу для выпуска печатных форм. В частности, данное изобретение относится к устройству для подачи формных пластин и выпуска печатных форм, устройству для формирования печатных форм, столу для подачи форм и столу для выпуска форм, которые подают формную пластину для формирования печатной формы в блок рисования, принимают печатную форму, имеющую нарисованное на ней изображение, из блока рисования и выдают ее наружу.
Предшествующий уровень техники
В полиграфии, например при печати газет и журналов, данные изображения, получаемые посредством операции редактирования, подвергаются растровой развертке изображений (RIP) для генерирования двоичных данных, и эти двоичные данные записываются на формной пластине, изготовленной из алюминия, вследствие чего происходит формирование формы для печати (печатной формы). При формировании печатной формы в последнее время нашла применение система «компьютер - печатная форма» система СТР для рисования изображения непосредственно на формной пластине без использования пленки или аналогичного средства. В этой системе СТР формную пластину системы СТР (именуемую далее просто «формной пластиной»), покрытую фотосенсибилизатором, используют в качестве формной пластины, а поверхность этой формной пластины облучают модулированным лазерным лучом в соответствии с двоичными данными, таким образом формируя печатную форму.
При этом, когда изображения рисуются на печатных формах различных размеров или, например, когда изображения одновременно рисуются на большом количестве формных пластин, вышеупомянутое устройство для формирования печатных форм предпочтительно имеет такую конструкцию, что в нем устанавливаются многочисленные кассеты для заключения в них формных пластин, а необходимые формные пластины подаются из них в устройство для формирования печатных форм. Однако в этом случае необходимо устанавливать многочисленные устройства для подачи, которые предназначены для подачи кассет и соединения их с устройством для формирования печатных форм. Это создает такие проблемы, вследствие которых требуется большое количество областей установки, а конструкция устройства усложняется.
Поэтому, как описано в патентном документе 1, предложено устройство для подачи формных пластин, включающее в себя: блок многочисленных кассет, который имеет многочисленные кассеты, расположенные в многочисленных ступенях, и который выбирает из них и подает кассету для хранения формных пластин, необходимых для формирования печатной формы; и блок автоматической загрузки, который принимает подаваемую кассету, удаляет формные пластины одна за другой из подаваемой кассеты и подает их в устройство для формирования печатных форм.
Кроме того, в патентном документе 2 описано устройство для подачи формных пластин, включающее в себя: блок манипуляций формными пластинами, который имеет многочисленные формные пластины, расположенные в многочисленных ступенях, и включает в себя подъемный механизм для обеспечения независимого подъема или опускания кассет; и блок подбора, который горизонтально перемещается между блоком манипуляций формными пластинами и средством формирования изображений. Это устройство для подачи формных пластин имеет такую конструкцию, что часть кассет имеют возможность подниматься, образуя тем самым пространство в верхней части кассеты для хранения необходимых формных пластин, после чего блок подбора перемещается горизонтально в это пространство и располагается в верхней части кассеты, вследствие чего происходит выбрасывание формных пластин.
В соответствии с этими устройствами для подачи формных пластин формные пластины можно подавать из многочисленных кассет просто путем установки единственного устройства для подачи. Это гарантирует снижение габаритов устройства и упрощение конструкции устройства.
Патентный документ 1: Японский патент №3569157.
Патентный документ 2: Японский патент №2825805.
Раскрытие технической задачи изобретения
Как описано выше, в соответствии с устройствами для подачи формных пластин, описанными в патентных документах 1 и 2, можно достичь, например, снижения габаритов устройства. Однако эти устройства имеют такую конструкцию, что перенос формных пластин происходит в изогнутом состоянии, когда формные пластины переносятся из устройства для подачи формных пластин в устройство для формирования печатных форм, так что эти устройства имеют проблемы, заключающиеся в том, что оказывается невозможным перенос формных пластин, длина которых в направлении переноса является малой, и поэтому имеется ограничение на формные пластины, которыми можно манипулировать.
Кроме того, в вышеупомянутых устройствах для подачи формных пластин эти формные пластины вставляются между роликами пары, и эти ролики направляют и переносят формные пластины. Соответственно, возникает еще одна проблема, заключающаяся в том, что ролики вступают в контакт с формными пластинами во время переноса и происходит, например, повреждение формных пластин.
Помимо этого, в вышеупомянутых устройствах для подачи формных пластин печатные формы переносятся в изогнутом состоянии или переносятся, направляясь посредством роликов, даже в случае выпуска и переноса печатных форм, сформированных в устройстве для подачи формных пластин. Соответственно существует проблема, заключающаяся в том, что накладывается ограничение на печатные формы, которые можно переносить, и происходит, например, повреждение готовых печатных форм.
Поэтому данное изобретение было сделано ввиду вышеупомянутых проблем, присущих известному уровню техники, и имеет задачу обеспечить устройство для подачи формных пластин и выпуска печатных форм, устройство для формирования печатных форм, стол для подачи формных пластин и стол выпуска печатных форм, которые выполнены с возможностью переноса формных пластин и печатных форм различных размеров и предотвращения повреждения формных пластин и печатных форм.
Техническое решение
Чтобы решить вышеупомянутую задачу, в соответствии с первым аспектом данного изобретения предложено устройство для подачи формных пластин и выпуска печатных форм, которое подает формную пластину в блок рисования, принимает печатную форму с нарисованным на ней изображением из блока рисования и выдает печатную форму наружу, причем устройство для подачи формных пластин и выпуска печатных форм включает в себя: стол для подачи формных пластин, который включает в себя: первое средство обеспечения плавучести при атмосферном давлении, которое вертикально направляет струю воздуха к формной пластине и обеспечивает плавучесть формной пластины при атмосферном давлении; первое средство переноса потоком воздуха, которое наклонно направляет струю воздуха к формной пластине и переносит эту формную пластину при атмосферном давлении; и множество направляющих позиционирования формных пластин, расположенных в разных положениях в зависимости от размера формной пластины таким образом, что соответствуют одной стороне из четырех сторон формной пластины; стол для выпуска печатных форм, который включает в себя: второе средство обеспечения плавучести при атмосферном давлении, которое вертикально направляет струю воздуха к печатной форме и обеспечивает плавучесть печатной формы при атмосферном давлении; второе средство переноса потоком воздуха, которое наклонно направляет струю воздуха к печатной форме и переносит эту печатную форму при атмосферном давлении; и множество направляющих позиционирования печатных форм, расположенных в разных положениях в зависимости от размера печатной формы таким образом, что соответствуют одной стороне из четырех сторон печатной формы; отличающееся тем, что формная пластина в состоянии, когда обеспечивается ее плавучесть при атмосферном давлении, перемещается над столом для подачи формных пластин и подается в блок рисования, а печатная форма в состоянии, когда обеспечивается ее плавучесть при атмосферном давлении, перемещается над столом для выпуска печатных форм и выдается наружу.
Кроме того, чтобы решить вышеупомянутую задачу, в соответствии со вторым аспектом данного изобретения предложено устройство для формирования печатных форм, отличающееся тем, что в нем осуществляется подача формной пластины из устройства для подачи формных пластин и выпуска печатных форм в соответствии с первым аспектом данного изобретения в блок рисования, формирование печатной формы путем рисования изображения на формной пластине в блоке рисования и выдача печатной формы наружу посредством устройства для подачи формных пластин и выпуска печатных форм.
Кроме того, чтобы решить вышеупомянутую задачу, в соответствии с третьим аспектом данного изобретения предложен стол для подачи формных пластин, который подает формную пластину в блок рисования и включает в себя: первое средство обеспечения плавучести при атмосферном давлении, которое вертикально направляет струю воздуха к формной пластине и обеспечивает плавучесть формной пластины при атмосферном давлении; первое средство переноса потоком воздуха, которое наклонно направляет струю воздуха к формной пластине и переносит эту формную пластину при атмосферном давлении; и множество направляющих позиционирования формных пластин, расположенных в разных положениях в зависимости от размера формной пластины таким образом, что соответствуют одной стороне из четырех сторон формной пластины; и качающуюся направляющую позиционирования, которая временно регулирует положение формной пластины, отличающийся тем, что этот стол для подачи формных пластин выполнен с возможностью его наклона и подает формную пластину в блок рисования в наклоненном состоянии.
Кроме того, чтобы решить вышеупомянутую задачу, в соответствии с четвертым аспектом данного изобретения предложен стол для выпуска печатных форм, который принимает печатную форму, имеющую нарисованное на ней изображение, из блока рисования, при этом стол для выпуска печатных форм включает в себя: второе средство обеспечения плавучести при атмосферном давлении, которое вертикально направляет струю воздуха к печатной форме и обеспечивает плавучесть печатной формы при атмосферном давлении; второе средство переноса потоком воздуха, которое наклонно направляет струю воздуха к печатной форме и переносит эту печатную форму при атмосферном давлении; множество направляющих позиционирования печатных форм, расположенных в разных положениях в зависимости от размера печатной формы таким образом, что соответствуют одной стороне из четырех сторон печатной формы; и выдающее средство, которое выдает печатные формы, уложенные на верхней плите, с длинной стороны верхней плиты наружу, отличающееся тем, что направляющие позиционирования печатных форм включают в себя центральную направляющую, проходящую вдоль продольного направления верхней плиты, по существу, в центральной части в поперечном направлении верхней плиты, и тем, что выдающее средство выпускает наружу с верхней плиты печатную форму, размещенную в одной из двух областей, разделенных центральной направляющей, или печатные формы, размещенные в обеих упомянутых областях.
Положительные эффекты
В соответствии с данным изобретением можно создать устройство для подачи формных пластин и выпуска печатных форм, устройство для формирования печатных форм, стол для подачи формных пластин и стол для выпуска печатных форм, которые выполнены с возможностью переноса формных пластин и печатных форм различных размеров и предотвращения повреждения формных пластин и печатных форм.
Наилучшие варианты осуществления изобретения
На фиг.1А показано продольное сечение блока 4 подачи формных пластин и выпуска печатных форм, который представляет собой устройство для подачи формных пластин и выпуска печатных форм в соответствии с данным изобретением. Направление вверх на чертеже соответствует направлению вверх устройства. Блок 4 подачи формных пластин и выпуска печатных форм представляет собой устройство для подачи формных пластин и выпуска печатных форм, которое подает формную пластину Р1 в блок 3 рисования, принимает печатную форму Р2, которая получена путем рисования изображения на формной пластине Р1, из блока 3 рисования и выдает ее наружу. Блок 4 подачи формных пластин и выпуска печатных форм включает в себя стол 41 для подачи формных пластин, чтобы обеспечить плавучесть формной пластины Р1 при атмосферном давлении, и отличается тем, что формная пластина Р1 в состоянии, когда обеспечивается ее плавучесть при атмосферном давлении, перемещается над столом 41 для подачи формных пластин и подается в блок 3 рисования. Отметим, что, как показано на фиг.1В, устройство 1 формирования печатных форм подает формную пластину Р1 из блока 4 подачи формных пластин и выпуска печатных форм в блок 3 рисования, чтобы сформировать печатную форму Р2 путем рисования изображения на формной пластине Р1 в блоке 3 рисования, и выдает печатную форму Р2 наружу посредством блока 4 подачи формных пластин и выпуска печатных форм.
Далее, со ссылками на чертежи, будет подробно описан иллюстративный вариант осуществления данного изобретения.
Как показано на фиг.2, устройство 1 формирования печатных форм в соответствии с этим иллюстративным вариантом осуществления ориентировочно состоит из: блока 2 хранения на подставках, который обеспечивает хранение на подставках 20а и 20b; блока 3 рисования, который формирует печатную форму путем рисования изображения на формной пластине Р1, которая обвита вокруг вращающегося барабана 30; блока 4 подачи формных пластин и выпуска печатных форм, который подает формную пластину Р1 в блок 3 рисования и выдает печатную форму, сформированную блоком 3 рисования; транспортер 5, который транспортирует печатную форму, выдаваемую из блока 4 подачи формных пластин и выпуска печатных форм, в устройство обработки, и электрический блок 6, который снабжен сенсорной панелью 60, устройством управления и т.п.
Блок 2 хранения на подставках находится рядом с блоком 4 подачи формных пластин и выпуска печатных форм, и - как показано на фиг.2С - в его нижней части предусмотрена секция 32 размещения, в которой размещены подставки 20а и 20b. В верхней части блока 2 хранения на подставках находится блок 22 удаления, который имеет конструкцию, обеспечивающую его вертикальное перемещение, и удаляет формную пластину Р1 с подставок 20а и 20b.
Блок 22 удаления включает в себя: направляющую 23, которая имеет конструкцию, обеспечивающую телескопическое выдвижение к блоку 4 подачи формных пластин и выпуска печатных форм; стол для удаления, который находится ниже направляющей 23 и перемещается горизонтально вдоль направляющей 23; первые консоли 25, которые соединяют направляющую 23 со столом 24 для удаления и имеют конструкцию, обеспечивающую их телескопическое выдвижение в вертикальном направлении; многочисленные присоски 26, которые находятся ниже стола 24 для удаления; и вторые консоли 27, которые соединяют стол 24 для удаления с каждой из присосок 26 и имеют конструкцию, обеспечивающую их телескопическое выдвижение в вертикальном направлении.
Блок 4 подачи формных пластин и выпуска печатных форм находится рядом в блоком 3 рисования, и, как показано на фиг.3, по существу, в его центральной части размещены стол 41 для подачи формных пластин, который подает формную пластину Р1 в блок 3 рисования, и стол 42 для выпуска печатных форм, который находится ниже стола 41 для подачи формных пластин и принимает печатную форму, выпускаемую из блока 3 рисования. Каждый из стола 41 для подачи формных пластин и стола 42 для выпуска печатных форм имеет форму плоской плиты, а размер его поверхности несколько больше, чем у формной пластины Р1 размером 2W×2L (см. фиг.13В).
Стол 41 для подачи формных пластин состоит из: тела 41а стола; верхней плиты 41b, расположенной на теле 41а стола; и наклоняющего механизма 41с, который наклоняет стол 41 для подачи формных пластин на заданный угол. Как показано на фиг.4, верхняя плита 41b снабжена датчиками 41d обнаружения пластин, которые обнаруживают присутствие или отсутствие формной пластины Р1, и блоками 41е многочисленных сопел.
Как показано на фиг.5, блоки 41е многочисленных сопел состоят из: сопел 41f для обеспечения плавучести при атмосферном давлении, которые обеспечивают плавучесть формной пластины Р1 при атмосферном давлении; первых сопел 41h для переноса потоком воздуха, которые продувают воздух к формной пластине Р1 под заданным углом, тем самым перемещая формную пластину Р1 к задней стороне (кверху на чертеже); вторые сопла 41j для переноса потоком воздуха, которые продувают воздух к формной пластине Р1, тем самым перемещая ее к передней стороне (книзу на чертеже); и присасывающие сопла 41m, которые вводят воздух для присасывания формной пластины P1.
Многочисленные сопла 41f для обеспечения плавучести при атмосферном давлении предусмотрены в верхней плите 41b, где каждое из них расположено на первой трубке 41g, которая имеет форму гребенки, проходящей в продольном направлении верхней плиты 41b, и сгруппированы в виде группы сопел, обеспечивающих плавучесть. Первая трубка 41g соединена с электромагнитным клапаном (не показан). Управляя открыванием и закрыванием электромагнитного клапана можно совместно включать и отключать все сопла 41f для обеспечения плавучести при атмосферном давлении, которые расположены на первой трубке 41g.
Аналогичным образом, первые и вторые сопла 41h и 41j для переноса потоком воздуха расположены на второй и третьей трубках 41i и 41k соответственно и сгруппированы в виде группы сопел для переноса. Отметим, что первые и вторые сопла 41h и 41j для переноса потоком воздуха расположены в чередующемся порядке, так что направления продувки воздуха сопел, соседствующие друг с другом в поперечном направлении верхней плиты 41b, не совпадают друг с другом, чтобы оказалось возможным равномерное приложение перемещающего нажима ко всей формной пластине Р1 и перемещение формной пластины Р1 в правильном положении.
Кроме того, вторая и третья трубки 41i и 41k разделены на трубки 41i(а) и 41k(а) задней стороны и трубки 41i(b) и 41k(b) передней стороны. Упомянутые трубки соответственно соединены с отдельными электромагнитными клапанами. Это дает возможность независимого приведения в действие сопел 41h(а) и 41j(а) для переноса при атмосферном давлении, расположенных на трубках задней стороны, и сопел 41h(b) и 41j(b) для переноса при атмосферном давлении, расположенных на трубках передней стороны.
Помимо этого, присасывающие сопла 41m расположены на четвертых трубках 41n и сгруппированы аналогично другим соплам. Многочисленные четвертые трубки 41n предусмотрены в верхней плите 41b и, соответственно, снабжены отдельными электромагнитными клапанами.
Возвращаясь к фиг.4, отмечаем, что по существу в центральном положении верхней плиты 41b предусмотрены первые направляющие 41р позиционирования и первый датчик 41q позиционирования, а на части длинной стороны на одной стороне верхней плиты 41b предусмотрены вторые направляющие 41r позиционирования и второй датчик 41s позиционирования. Каждая из первых и вторых направляющих 41р и 41r позиционирования проходит вдоль продольного направления верхней плиты 41b, выполнена с возможностью перемещения вверх и вниз и выполнена с возможностью перемещения по поверхности верхней плиты 41b внутрь и наружу. Первый и второй датчики 41q и 41s позиционирования срабатывают, обнаруживая присутствие или отсутствие формной пластины Р1, и расположены около первых и вторых направляющих 41р и 41r позиционирования соответственно.
Кроме того, на части короткой стороны на стороне блока 3 рисования верхней плиты 41b предусмотрены контрольные направляющие 41t предварительного вставления, которые проходят вдоль поперечного направления верхней плиты 41b, и датчики 41u определения положения вставления, которые расположены рядом с эталонными направляющими 41t предварительного вставления. Между эталонными направляющими 41t предварительного вставления и первыми и вторыми направляющими 41р и 41r позиционирования предусмотрены качающиеся направляющие 41v позиционирования, предназначенные для временного регулирования положения формной пластины P1. Отметим, что, подобно первым и вторым направляющим 41р и 41r позиционирования, контрольные направляющие 41t предварительного вставления и качающиеся направляющие 41v позиционирования также выполнены с возможностью перемещения по верхней плите 41b внутрь и наружу.
Кроме того, тело 41а стола (см. фиг.3) соединено с воздушным насосом, который не показан, или с аналогичным средством, и воздух из воздушного насоса подается в сопловые блоки 41е из верхней плиты 41b сквозь тело 41а стола.
Как показано на фиг.3, подобно столу 41 для подачи формных пластин, стол 42 для выпуска печатных форм включает в себя тело 42а стола и верхнюю плиту 42b, которая расположена на теле 42а стола. Отметим, что стол 42 для выпуска печатных форм не снабжен наклоняющим механизмом и что стол 42 для выпуска печатных форм находится в состоянии закрепления под горизонтальным углом.
Как показано на фиг.6, верхняя плита 42b снабжена датчиками 42с обнаружения, предназначенными для печатных форм, и многочисленными блоками 42d сопел. Кроме того, вдоль одной длинной стороны и одной короткой стороны верхней плиты 42b выполнена ступенька, вследствие чего образуется направляющий блок 42q, который имеет L-образную форму, если смотреть сверху.
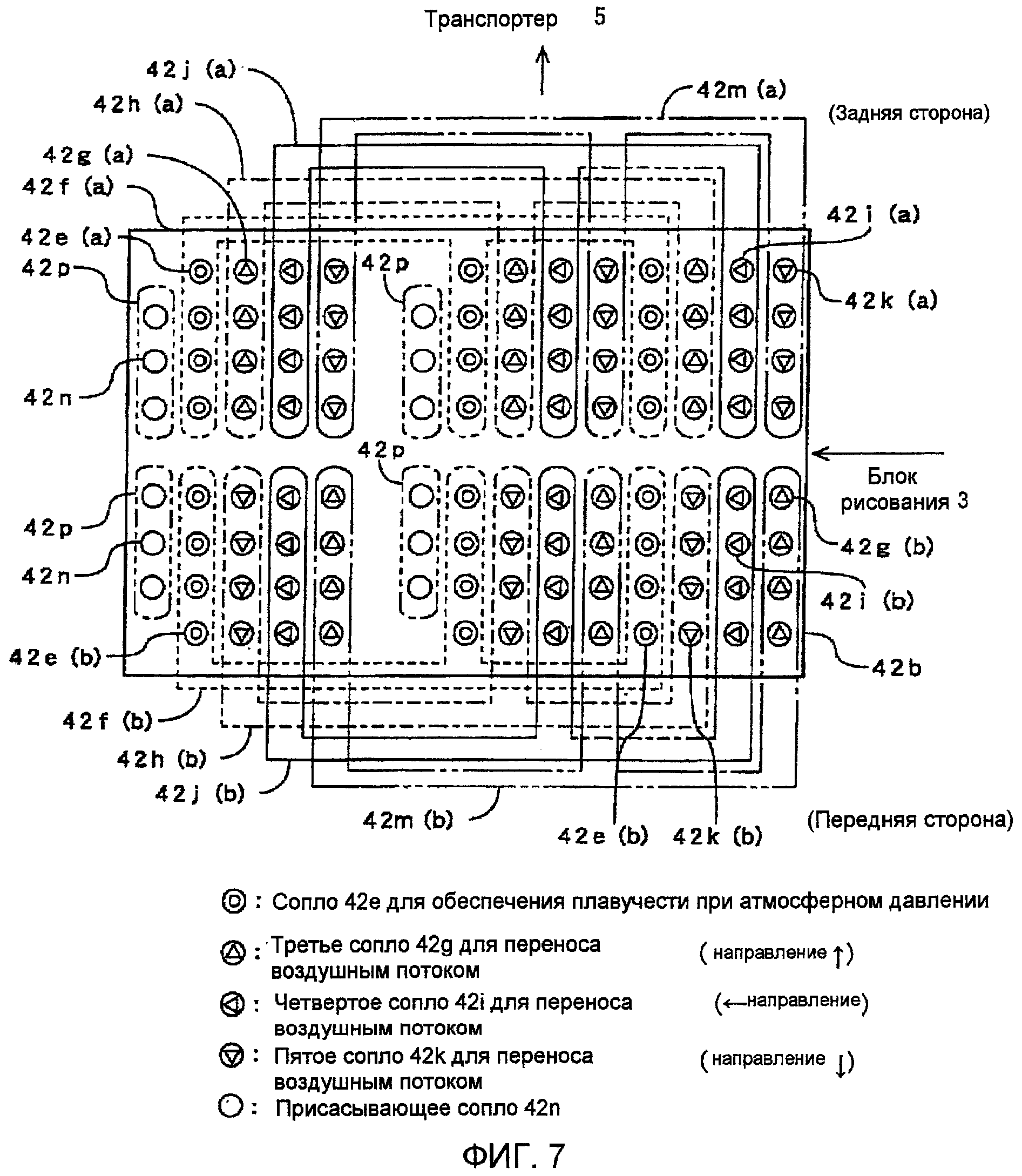
Как показано на фиг.7, блоки 42d сопел состоят из: сопел 42е для обеспечения плавучести при атмосферном давлении, которые обеспечивают плавучесть формной пластины при атмосферном давлении; третьих сопел 42g для переноса потоком воздуха, которые перемещают печатную форму к задней стороне (кверху на чертеже); четвертые сопла 42i для переноса потоком воздуха, которые перемещают печатную форму к противоположной стороне блока 3 рисования (влево на чертеже); пятые сопла 42k для переноса потоком воздуха, которые перемещают печатную форму к передней стороне (книзу на чертеже); и сопла 42n, которые присасывают печатную форму.
Каждое из сопел 42е для обеспечения плавучести при атмосферном давлении расположено на пятой трубке 42f, которая имеет форму гребенки, проходящей в продольном направлении верхней плиты 42b, и сопла сгруппированы в виде группы сопел, обеспечивающих плавучесть. Отметим, что в отличие от первой трубки 41g (см. фиг.5) стола 41 для подачи формных пластин пятая трубка 42f разделена на трубку 42f(a) задней стороны и трубку 42f(b) передней стороны, а эти трубки соответственно соединены с отдельными электромагнитными клапанами.
Аналогичным образом, с третьих по пятые сопла 42g, 42i и 42k для переноса потоком воздуха расположены на шестой - восьмой трубках 42h, 42j и 42m соответственно и сгруппированы в виде группы сопел для переноса. Отметим, что с третьих по пятые сопла 42g, 42i и 42k для переноса потоком воздуха расположены в чередующемся порядке в продольном направлении верхней плиты 42b, так что направления продувки воздуха сопел, соседствующих друг с другом в поперечном направлении верхней плиты 42b, не совпадают друг с другом. Кроме того, подобно пятой трубке 42f, шестая - восьмая трубки 42h-42m разделены на трубки 42h(a)-42m(a) задней стороны и трубки 42h(b)-42m(b) передней стороны, которые соответственно соединены с отдельными электромагнитными клапанами.
Аналогичным образом, присасывающие сопла 42n расположены на девятых трубках 42р и сгруппированы вместе. Подобно присасывающим соплам 41m (см. фиг.5) стола 41 для подачи формных пластин, предусмотрены многочисленные девятые трубки 42р, и эти трубки соответственно соединены с отдельными электромагнитными клапанами.
Возвращаясь к фиг.6, отмечаем, что по существу в центральной части верхней плиты 42b предусмотрена третья направляющая 42r позиционирования, которая проходит вдоль продольного направления верхней плиты 42b. Кроме того, предусмотрены четвертые направляющие 42s позиционирования, которые проходят вдоль поперечного направления верхней плиты 42b, проходя перпендикулярно третьей направляющей 42r позиционирования. Третья и четвертые направляющие 42r и 42s позиционирования выполнены с возможностью перемещения по верхней плите 42b внутрь и наружу.
Возвращаясь к фиг.3, отмечаем, что ниже стола 42 для выпуска печатных форм предусмотрена секция 43 размещения, в которой находится подставка 44. Хотя это и не показано, секция 43 размещения снабжена механизмом горизонтального перемещения, который перемещает подставку 44 горизонтально, тем самым гарантируя перемещение подставки 44 над подставками 20а и 20b, как показано на фиг.2С. Отметим, что фиг.2 и 3 иллюстрируют лишь одну ступень подставки 44, но в секции 43 размещения могут храниться многочисленные подставки 44. В этом случае предпочтительно располагать многочисленные подставки 44 в многочисленных ступенях в вертикальном направлении и обеспечивать горизонтальное перемещение подставки, требуемой для формирования печатной формы, от этих подставок.
Далее, со ссылками на фиг.8-30, будет описана процедура формирования печатной формы с использованием устройства для формирования печатных форм. В данном случае последовательность технологических приемов сначала будет пояснена на примере случая манипулирования формными пластинами Р1 размером 1W×2L (см. фиг.13А), а затем - случая манипулирования формными пластинами Р1 других размеров.
При формировании печатной формы, как показано на фиг.8, блок 22 удаления сначала опускается в положение удаления из положения ожидания, и две формные пластины Р1, находящиеся на подставках 20а и 20b, присасываются с помощью присосок 26 (фиг.9(1)). Затем, как показано на фиг.10А, блок 22 удаления поднимается в состоянии, когда формные пластины Р1 присосаны (фиг.9(2)), а после подъема в положение ожидания, направляющая 23 выдвигается к блоку 4 подачи и выпуска печатных форм.
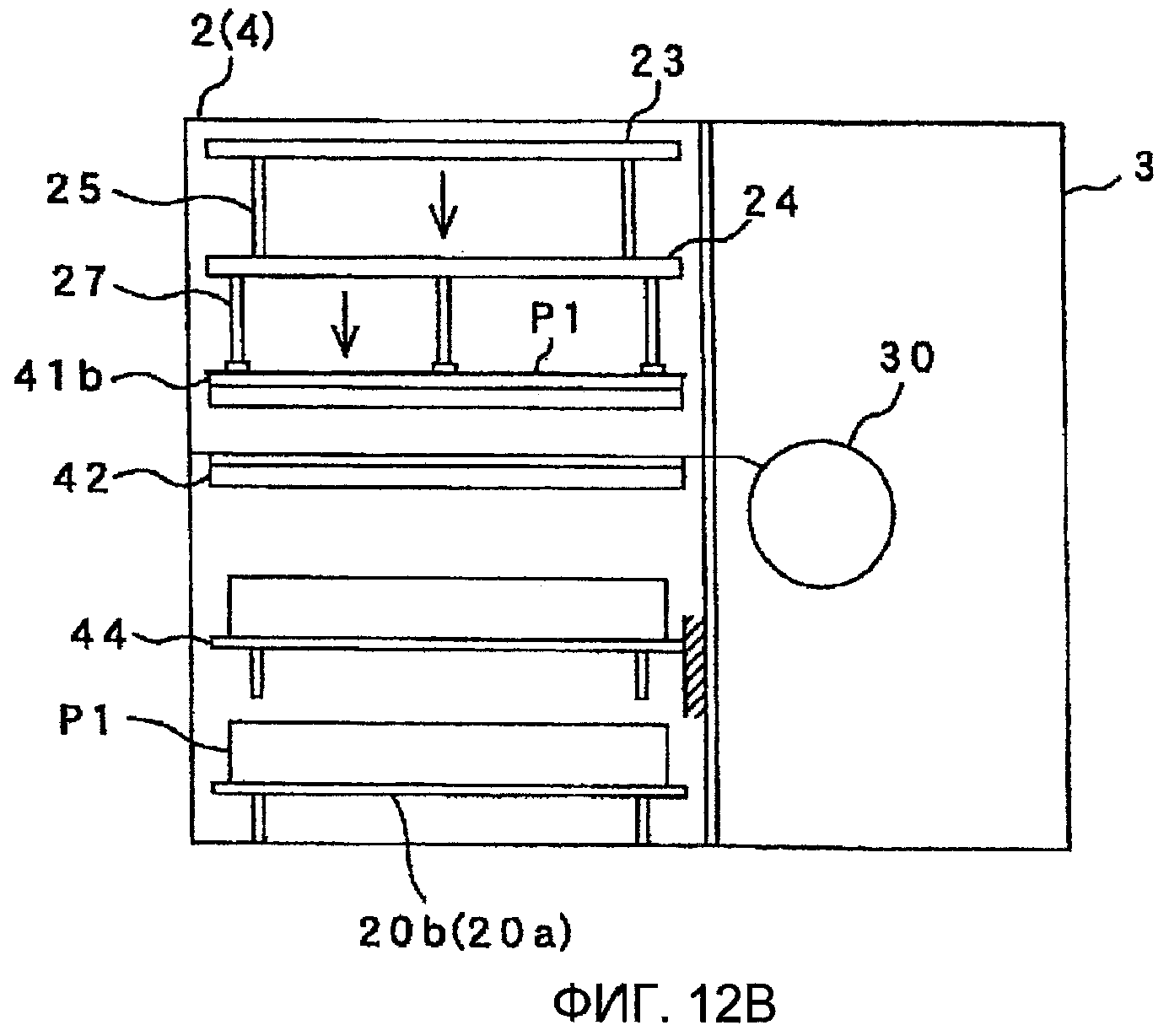
Затем, как показано на фиг.11А, стол 24 для удаления перемещается горизонтально вдоль направляющей 23 и перемещается над столом 41 для подачи формных пластин (фиг.9(3)). Затем, как показано на фиг.12А, первая и вторая консоли 25 и 27 выдвигаются книзу, обеспечивая опускание формных пластин Р1 в положение высвобождения, а присасывание со стороны присосок 26 снимается, чтобы разместить формные пластины Р1 на столе 41 для подачи формных пластин (фиг 9(4)). Отметим, что формные пластины Р1 размещаются таким образом, что обе формные пластины Р1 располагаются в направлении, перпендикулярном направлению подачи печатных форм (направлению стрелки согласно фиг.13(А)), и оказываются размещенными так, как показано на фиг.13А.
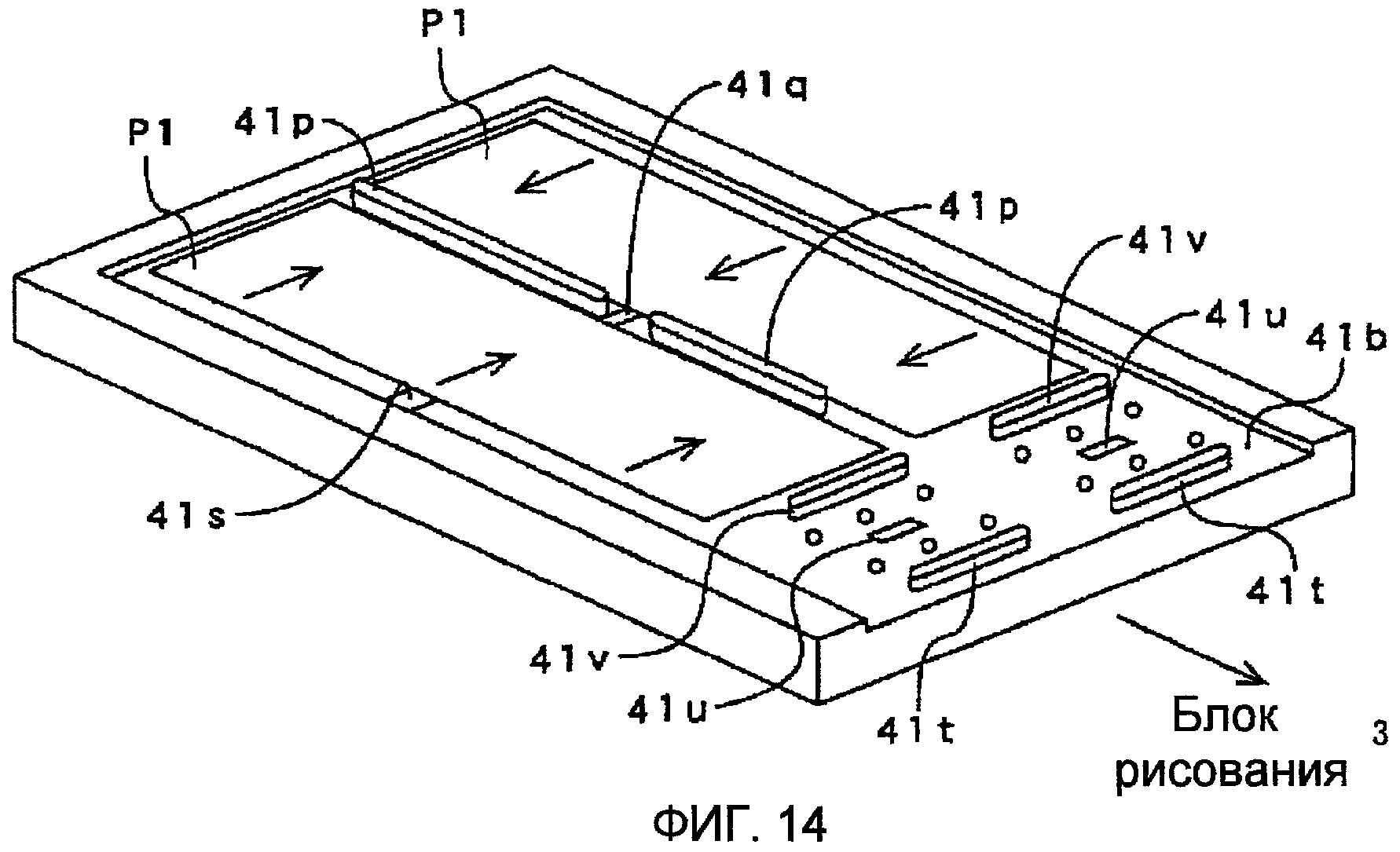
В этом случае сопла 41f для обеспечения плавучести при атмосферном давлении (см. фиг.5) приводятся в действие таким образом, что воздух выдувается с поверхности стола 41 для подачи формных пластин. Формные пластины Р1 поддерживаются в состоянии небольшой плавучести при атмосферном давлении, и происходит перемещение и позиционирование этих формных пластин Р1. При позиционировании формных пластин Р1, как показано на фиг.14, первые направляющие 41р позиционирования и качающиеся направляющие 41v позиционирования, которые расположены на столе 41 для подачи формных пластин, сначала поднимаются и оказываются выступающими из поверхности верхней плиты 41b. Отметим, что первые направляющие 41р позиционирования и качающиеся направляющие 41v позиционирования могут выступать в тот момент, когда обеспечивается опускание формных пластин Р1 в положение высвобождения, или в непосредственно предшествующий момент.
После этого вторые сопла 41j(а) для переноса потоком воздуха на задней стороне и первые сопла 41h(b) для переноса потоком воздуха на передней стороне (см. фиг.5) приводятся в действие в состоянии, в котором обеспечивается плавучесть формной пластины Р1 при атмосферном давлении над верхней плитой 41b, и формные пластины Р1 переносятся потоком воздуха к первым направляющим 41р позиционирования. Затем формные пластины Р1 ориентируются на сторону первых направляющих 41р позиционирования до тех пор, пока формные пластины Р1 не будут обнаружены первым датчиком 41q позиционирования. В момент, когда формные пластины Р1 перемещаются в заданное положение, присасывающие сопла 41m (см. фиг.5) приводятся в действие для присасывания формных пластин Р1.
Таким образом, сопла 41h и 41j для переноса потоком воздуха предусмотрены в стороне от сопел 41f для обеспечения плавучести при атмосферном давлении, а формные пластины перемещаются только воздухом без использования выталкивающего элемента или аналогичного средства, что дает возможность должным образом предотвратить повреждение формных пластин Р1. Помимо этого, в случае, когда предусмотрены сопла 41h и 41j для переноса потоком воздуха, можно уменьшить количество компонентов стола 41 для подачи формных пластин и количество расходуемых компонентов, что также может привести к снижению стоимости устройства и стоимости технического обслуживания.
Помимо этого, первые направляющие 41р позиционирования предусмотрены только на одной стороне формных пластин Р1, а позиционирование осуществляется, когда происходит перенос печатных форм Р1 потоком воздуха к первым направляющим 41р позиционирования. Соответственно, только одна - длинная - сторона каждой формной пластины Р1 вступает в контакт с первыми направляющими 41р позиционирования, а другие части формной пластины Р1 не вступают в контакт с другими элементами. Таким образом, позиционирование формных пластин Р1 можно осуществлять в состоянии, где площадь и частота контакта с другими элементами малы. Это дает возможность предотвратить повреждение формных пластин Р1 во время позиционирования.
Таким образом, когда позиционирование формных пластин Р1 завершается, как показано на фиг.15А, стол 24 для удаления перемещается горизонтально к стороне блока 2 хранения на подставках, а направляющая 23 втягивается и блок 22 удаления возвращается в состояние ожидания (состояние, показанное на фиг.2) (фиг.9(5)). Затем, как показано на фиг.16В, наклоняющий механизм 41 с (см. фиг.3) стола 41 для подачи формных пластин приводится в действие, наклоняя стол 41 для подачи формных пластин к блоку 3 рисования. В этом случае, обеспечивается подъем контрольных направляющих 41t предварительного вставления (см. фиг.14), которые расположены на столе 41 для подачи формных пластин, и выступание их выше верхней плиты 41b, а также обеспечивается опускание качающихся направляющих 41v позиционирования и содержания их в верхней плите 41b, что приводит к перемещению формных пластин Р1 к передней стороне эталонных направляющих 41t предварительного вставления.
После этого в соответствии с работой вращающегося барабана 30 блока 3 рисования контрольные направляющие 41t предварительного вставления содержатся в верхней плите 41b, а присасывание формных пластин Р1 снимается. В результате формные пластины Р1, размещаемые на столе 41 для подачи формных пластин, скользят по верхней плите 41b под действием своего собственного веса и падают на сторону блока 3 рисования по склону, вследствие чего формные пластины Р1 подаются на вращающийся барабан 30 (фиг.9(6)).
Таким образом, формные пластины Р1 в состоянии, в котором обеспечивается их плавучесть при атмосферном давлении, перемещаются над столом 41 для подачи формных пластин, имеющим форму плоской плиты, и подаются на вращающийся барабан 30. Соответственно, формные пластины Р1 можно переносить на вращающийся барабан 30, предотвращая при этом искривление формных пластин Р1 и поддерживая их в положении, в котором формные пластины Р1 размещены на столе 41 для подачи формных пластин. Таким образом, формные пластины Р1 можно подавать и переносить независимо от длины формных пластин Р1 в направлении их переноса. Это делает возможным исключение ограничений на формные пластины Р1, которые можно переносить, и на манипулирование формными пластинами Р1 различных размеров.
Далее происходит перемещение формных пластин Р1 в состоянии, в котором обеспечивается их плавучесть при атмосферном давлении, что дает возможность избежать вступления формных пластин Р1 в контакт с другими элементами до тех пор, пока формные пластины Р1 не достигнут отверстия для подачи формных пластин вращающегося барабана 30, а также предотвратить повреждение формных пластин Р1.
Помимо этого, для обеспечения плавучести и переноса формных пластин Р1 используется воздух, вследствие чего исключается необходимость установки ролика или транспортера на стол 41 для подачи формных пластин, а также гарантируется формирование стола 41 для подачи формных пластин с малой толщиной.
Следовательно, по сравнению со случаем транспортировки транспортером или аналогичным средством, можно достичь экономии пространства, а также уменьшить размеры блока 4 подачи формных пластин и выпуска печатных форм и устройства 1 для формирования печатных форм в целом. Помимо этого, можно уменьшить количество компонентов стола, что также может привести к уменьшению общего количества компонентов.
Кроме того, формные пластины Р1 переносятся на вращающийся барабан 30 за счет наклона стола 41 для подачи формных пластин и обеспечения падения формных пластин Р1 по склону. Это позволяет формным пластинам Р1 попадать в отверстие для подачи пластин вращающегося барабана 30 с определенной скоростью и гарантирует плавную подачу пластин Р1 во вращающийся барабан 30. Отметим, что для предотвращения повреждения формных пластин Р1 из-за удара, вызываемого, когда формные пластины попадают в отверстие для подачи формных пластин вращающегося барабана 30, угол наклона стола 41 для подачи формных пластин предпочтительно составляет примерно 10° или менее.
Когда формные пластины Р1 подаются к вращающемуся барабану 30, как показано на фиг.17 В, вращающийся барабан 30 приводится во вращение по часовой стрелке, а формная пластина Р1 обвивается вокруг внешней периферии вращающегося барабана 30 (фиг.9(6)). Затем, как показано на фиг.18В, когда вся формная пластина Р1 обвита вокруг вращающегося барабана 30, эту формную пластину Р1 облучают лазерным лучом, и начинается процесс рисования для формной пластины Р1 (фиг.9(7)). Параллельно с этим, как показано на фиг.18А, блок 22 удаления опускается в положение удаления для присасывания последующих формных пластин Р1 (третьей и четвертой печатных форм), размещенных на подставках 20а и 20b.
Затем, как показано на фиг.19А, блок 22 удаления поднимается в положение ожидания, чтобы обеспечить подъем последующих формных пластин Р1 (фиг.9(8)). Затем, как показано на фиг.20А, стол 24 для удаления перемещается горизонтально к стороне блока 4 для подачи и выпуска печатных форм, а после этого, как показано на фиг.21А, стол 24 для удаления опускается в положение высвобождения, чтобы разместить последующие формные пластины Р1 на столе 41 для подачи формных пластин (фиг.9(11)). Отметим, что при переносе последующих формных пластин Р1 на стол 41 для подачи формных пластин, процесс рисования для исходных пластин Р1 (первой и второй формных пластин) продолжается на стороне блока 3 рисования (фиг.9(8)-9(10)).
Таким образом, процесс рисования для исходных формных пластин Р1 и процесс размещения последующих пластин Р1 на столе 41 для подачи формных пластин осуществляются параллельно. Соответственно, последующие формные пластины Р1 можно подготавливать на столе 41 для подачи формных пластин до того, как оканчивается процесс рисования для исходных пластин Р1. Следовательно, после окончания процесса рисования для исходных формных пластин Р1 можно быстро подать последующие формные пластины Р1 к вращающемуся барабану 30, чтобы начать процесс рисования, и можно повысить скорость обработки при формировании печатных форм.
Когда процесс рисования для исходных формных пластин заканчивается, как показано на фиг.22В, вращающийся барабан 30 приводится во вращение против часовой стрелки, чтобы выпустить печатные формы Р2, на которых нарисованы изображения, на стол 42 для выпуска печатных форм (фиг.9(11)). Кроме того, в этот момент на стол 42 для выпуска печатных форм подается воздух из воздушного насоса или аналогичного средства, и воздух выдувается из поверхности верхней платы 42b. Таким образом, печатные формы Р2, выпускаемые из вращающегося барабана 30, поддерживаются - с поверхности верхней плиты 42b - в состоянии некоторой плавучести при атмосферном давлении. Также в этом случае, как показано на фиг.23, третья направляющая 42r позиционирования, расположенная на столе 42 для выпуска печатных форм, поднимается и выступает над верхней плитой 42b, тем самым регулируя положения печатных форм Р2, подлежащих выпуску. Параллельно этим действиям четвертые и пятые сопла 42i(а) и 42k(a) для переноса потоком воздуха на задней стороне и сопла 42g(b) и 42i(b) для переноса потоком воздуха на передней стороне, как показано на фиг.7, приводятся в действие, вследствие чего печатные формы Р2 ориентируются и позиционируются на сторону третьей направляющей 42r позиционирования.
Затем, когда вся совокупность печатных форм Р2 выпущена, третьи сопла 42g(а) для переноса потоком воздуха на задней стороне (см. фиг.7) также приводятся в действие и, как показано на фиг.24А, одна из двух печатных форм Р2 переносится потоком воздуха к транспортеру 5 (фиг.9(12)). Параллельно этим действиям стол 41 для подачи формных пластин наклоняется, и последующие формные пластины Р1, размещенные на столе 41 для подачи формных пластин, подаются к вращающемуся барабану 30 аналогично тому, как это показано на фиг.16В.
Таким образом, во время выпуска и переноса печатных форм Р2 перенос печатных форм Р2 также осуществляется с использованием плавучести при атмосферном давлении. Это дает возможность переносить печатные формы Р2 различных размеров и предотвратить, например, повреждение печатных форм Р2, как и в случае подачи и переноса формных пластин P1. Кроме того, при позиционировании печатных форм Р2 эти печатные формы Р2 ориентируются и позиционируются на сторону третьей направляющей 42r позиционирования, что дает возможность предотвратить повреждение печатных форм во время позиционирования.
Когда первая печатная форма Р2 выдается в устройство обработки, воздух продувается ко второй печатной форме Р2 для переноса ее потоком воздуха аналогичным образом, и она выдается в устройство обработки по транспортеру 5, как показано на фиг.25А (фиг.9(12)). В то же время вращающийся барабан 30 приводится во вращение по часовой стрелке, и последующая формная пластина Р1 обвивается вокруг внешней периферии вращающегося барабана 30, чтобы начать процесс рисования.
После этого процесс, аналогичный вышеуказанному, повторяется для рисования изображения на последующей формной пластине Р1, и этот процесс рисования последовательно осуществляется для пятой формной пластины Р1 и последующей формной пластины Р1 (фиг.9(13)-9(20)).
Отметим, что когда формные пластины Р1 подбираются с подставки 44, показанной на фиг.2С, для рисования изображений на этих формных пластинах, подставка 44 сначала перемещается горизонтально над подставками 20а и 20b, а затем блок 22 удаления опускается для присасывания формных пластин Р1, размещенных на подставке 44. Затем блок 22 удаления поднимается вместе с формными пластинами Р1, а после этого последовательно осуществляются процесс размещения на столе 41 для подачи формных пластин, процесс подачи формных пластин в блок 3 рисования и процесс рисования, причем это делается аналогично тому, как показано на фиг.8-25.
Далее приводится описание случая манипулирования формной пластиной Р1 и печатной формой Р2 размером 2W×2L. Отметим, что в случае размера 2W×2L процедуры присасывания формной пластины Р1 и т.п. по существу являются такими же, как те, которые осуществляются в случае размера 1W×2L, так что здесь описывается главным образом позиционирование на столе 41 для подачи формных пластин и столе 42 для выпуска печатных форм.
Когда формную пластину Р1 размером 2W×2L размещают на столе 41 для подачи формных пластин, единственная формная пластина Р1 оказывается размещенной на столе 41 для подачи формных пластин, как показано на фиг.13В. Во время размещения на столе 41 для подачи формных пластин, как показано на фиг.26, вторые направляющие 41r позиционирования выступают над верхней плитой 41b. В этом состоянии формная пластина Р1 переносится потоком воздуха ко вторым направляющим 41r позиционирования, вследствие чего и происходит позиционирование формной пластины Р1. После этого стол 41 для подачи формных пластин наклоняется, чтобы подать формную пластину Р1 в блок 3 рисования за счет использования ее собственного веса, и в блоке 3 рисования осуществляется процесс рисования.
При этом в случае выпуска печатной формы Р2, как показано на фиг.27, и третья, и четвертые направляющие 42r и 42s (см. фиг.6) хранятся в верхней плите 42b, а печатная форма Р2 присасывается в состоянии, в котором печатная форма Р2 введена в контакт с направляющим блоком 42q, вследствие чего происходит позиционирование печатной формы Р2. Когда позиционирование печатной формы Р2 завершается, присасывание снимается, а третьи сопла 42g для переноса потоком воздуха приводятся в действие, перенося печатную форму на транспортер 5 (см. фиг.2).
Далее приводится описание случая манипулирования формной пластиной Р1 и печатной формой Р2 размером 2W×1L. Отметим, что и в этом случае описывается главным образом позиционирование на столе 41 для подачи формных пластин и столе 42 для выпуска печатных форм.
Когда формную пластину Р1 размером 2W×1L размещают на столе 41 для подачи формных пластин, как показано на фиг.13С, формная пластина Р1 оказывается расположенной параллельно направлению, перпендикулярному направлению подачи формных пластин, и единственная формная пластина размещается на стороне вращающегося барабана 30. Во время размещения на столе 41 для подачи формных пластин, как показано на фиг.28, обеспечивается выступание вторых направляющих 41r позиционирования над верхней плитой 41b, вследствие чего происходит позиционирование формной пластины Р1.
При этом во время выпуска печатной формы Р2, как показано на фиг.29, четвертые направляющие 41s позиционирования выступают над верхней плитой 42b. В этом состоянии печатная форма Р2 переносится потоком воздуха к четвертым направляющим 41s позиционирования и направляющему блоку 42q. Затем печатная форма Р2 присасывается в состоянии, в котором эта печатная форма Р2 введена в контакт с ними, что приводит к позиционированию печатной формы Р2.
Отметим, что в случае размещения формных пластин Р1 размером 1W×1L, как показано на фиг.13D, две формные пластины Р1 размещаются бок о бок в направлении, перпендикулярном направлению подачи формных пластин. Во время размещения на столе 41 для подачи формных пластин аналогично тому, как в случае размещения формных пластин Р1 размером 1W×2L (см. фиг.14), формные пластины Р1 переносятся потоком воздуха к первым направляющим 41р позиционирования в состоянии, в котором обеспечивается выступание первых направляющих 41р позиционирования над верхней плитой 41b, вследствие чего и происходит позиционирование формных пластин Р1.
При этом во время выпуска печатных форм Р2, как показано на фиг.30, печатные формы Р2 переносятся потоком воздуха к третьей и четвертым направляющим 42r и 42s позиционирования в состоянии, в котором обеспечивается выступание и третьей, и четвертых направляющих 42r и 42s позиционирования над верхней плитой 42b, вследствие чего и происходит позиционирование печатных форм Р2.
Таким образом, с первых по четвертые направляющие 41p-41s позиционирования находятся в разных положениях в зависимости от размера формной пластины Р1 и печатной формы Р2 и имеют конструкцию, обеспечивающую перемещение внутрь и наружу верхней плиты 41b или верхней плиты 42b. Соответственно, позиционирования печатных форм Р1 или аналогичных печатных форм различных размеров можно достичь просто путем управления перемещением по ним внутрь и наружу в зависимости от размера формных пластин Р1 или аналогичных им печатных форм, с которыми требуется произвести манипуляции, без какого-либо ограничения, накладываемого на их размер.
Кроме того, поскольку формные пластины Р1 или аналогичные им формные пластины любого размера переносятся потоком воздуха к направляющим позиционирования и позиционируются на них, можно уменьшить площадь и частоту контакта с другими элементами и предотвратить повреждение формных пластин Р1 или аналогичных формных пластин, как и в случае позиционирования формных пластин Р1 размером 1W×2L или аналогичных формных пластин.
Как описано выше, блок 4 подачи формных пластин и выпуска печатных форм в соответствии с данным иллюстративным вариантом осуществления представляет собой устройство для подачи и выпуска печатных форм, которое подает формные пластины Р1 в блок 3 рисования, принимает печатную форму Р2, которая получена путем рисования изображения на формной пластине Р1, из блока 3 рисования и выдает ее наружу. Блок 4 подачи формных пластин и выпуска печатных форм включает в себя стол 41 для подачи формных пластин, обеспечивающий плавучесть формной пластины Р1 при атмосферном давлении, и перемещает формную пластину Р1 в состоянии, в котором обеспечивается плавучесть при атмосферном давлении, над столом 41 для подачи формных пластин и подает ее в блок 3 рисования.
Поскольку формные пластины Р1 в состоянии, в котором обеспечивается плавучесть при атмосферном давлении, перемещаются над столом 41 для подачи формных пластин, эти формные пластины Р1 можно переносить в блок 3 рисования без искривления, а также можно манипулировать формными пластинами Р1 различных размеров без ограничений, накладываемых на размер формных пластин Р1, которые можно подавать и переносить. Кроме того, появляется возможность избежать введения формных пластин Р1 в контакт с другими элементами до тех пор, пока формные пластины не достигают блока 3 рисования, так что можно предотвратить повреждение формных пластин Р1. Помимо этого, по сравнению со случаем транспортировки транспортером или аналогичной операции можно уменьшить размеры устройства и количество компонентов.
Помимо этого, в блоке 4 подачи формных пластин и выпуска печатных форм стол 41 для подачи формных пластин включает в себя сопла 41f для обеспечения плавучести при атмосферном давлении, которые обеспечивают плавучесть формных пластин Р1 при атмосферном давлении, и сопла 41h и 41j для переноса потоком воздуха, предназначенные для обеспечения плавучести формных пластин Р1 при атмосферном давлении, и формные пластины Р1 перемещаются только за счет давления воздуха и без использования выталкивающего элемента или аналогичного средства. Это дает возможность надлежащим образом предотвратить повреждение формных пластин Р1. Кроме того, можно уменьшить количество компонентов стола 41 для подачи формных пластин и количество расходуемых компонентов, что также может привести к снижению стоимости устройства и стоимости технического обслуживания.
Кроме того, блок 4 подачи формных пластин и выпуска печатных форм имеет такую конструкцию, что включает в себя средства продувки двух или более типов, имеющих разные направления продувки воздуха, такие как сопла 41h и 41j для переноса потоком воздуха. Таким образом, формные пластины Р1 можно переносить потоком воздуха не только в одном направлении, но и в многочисленных направлениях. Это дает возможность увеличить степени свободы направлений переноса и позиционирования формных пластин P1.
Помимо этого, в блоке 4 подачи формных пластин и выпуска печатных форм есть многочисленные средства продувки воздуха, имеющие одинаковое направление продувки воздуха, причем они расположены на единственной трубке и выполнены в виде по меньшей мере сопел 41f для обеспечения плавучести при атмосферном давлении, а также сопел 41h и 41j для переноса потоком воздуха. Таким образом, средства продувки воздуха сгруппированы в каждом направлении продувки воздуха, что дает возможность совместного управления включением/отключением и упрощения управления переключением.
Кроме того, блок 4 подачи формных пластин и выпуска печатных форм включает в себя первые направляющие 41р позиционирования, которые расположены на поверхности стола 41 для подачи формных пластин таким образом, что соответствуют одной стороне из четырех сторон формной пластины Р1, и переносит формную пластину Р1 воздушным потоком к первым направляющим 41р позиционирования для осуществления позиционирования формной пластины Р1 с ориентацией ее на первые направляющие 41р позиционирования. Таким образом, формные пластины Р1 можно позиционировать в состоянии, в котором площадь и частота контакта с другими элементами уменьшены. Это дает возможность предотвратить повреждение формных пластин Р1 во время позиционирования.
Кроме того, в блоке 4 подачи формных пластин и выпуска печатных форм многочисленные направляющие позиционирования, такие как первые направляющие 41р позиционирования и вторые направляющие 41r позиционирования, расположены на поверхности стола 41 для подачи формных пластин. Многочисленные направляющие позиционирования расположены в разных положениях в зависимости от размера формных пластин Р1 и имеют конструкцию, обеспечивающую перемещение по поверхности стола 41 для подачи формных пластин и перемещение по этим направляющим внутрь и наружу. Таким образом, можно достичь позиционирования формных пластин Р1 различных размеров просто путем управления перемещением внутрь и наружу направляющих позиционирования в зависимости от размера формных пластин Р1, которыми надлежит манипулировать, без какого-либо ограничения, накладываемого на их размер.
Помимо этого, блок 4 подачи формных пластин и выпуска печатных форм включает в себя стол 42 для выпуска печатных форм, предназначенный для приема печатных форм Р2, выпускаемых из блока 3 рисования, и для обеспечения плавучести этих печатных форм при атмосферном давлении, перемещает печатные формы Р2 в состоянии, в котором обеспечивается их плавучесть при атмосферном давлении, и выдает их наружу. Это обеспечивает возможность переноса печатных форм Р2 различных размеров, а также позволяет предотвратить повреждение печатных форм Р2, например, как и в случае подачи и переноса печатных форм.
Кроме того, в блоке 4 подачи формных пластин и выпуска печатных форм стол 42 для выпуска печатных форм включает в себя сопла 42е для обеспечения плавучести при атмосферном давлении и сопла 42g, 42i и 42k для переноса потоком воздуха, предназначенные для переноса печатных форм Р2 потоком воздуха. Это дает возможность должным образом уменьшения количества компонентов стола 42 и количества расходуемых компонентов.
Помимо этого, блок 4 подачи формных пластин и выпуска печатных форм имеет такую конструкцию, что включает в себя средства продувки воздуха двух или более типов, имеющие разные направления продувки воздуха, такие как сопла 42g, 42i и 42k для переноса потоком воздуха. Таким образом, печатные формы Р2 можно переносить потоком воздуха в многочисленных направлениях. Это дает возможность увеличить степени свободы направлений переноса и позиционирования печатных форм Р2.
Кроме того, в блоке 4 подачи формных пластин и выпуска печатных форм многочисленные средства продувки воздуха, имеющие одинаковое направление продувки воздуха, расположены на единственной трубке в виде по меньшей мере одних из сопел 42е для обеспечения плавучести при атмосферном давлении и сопел 42g, 42i и 42k для переноса потоком воздуха. Таким образом, средства продувки воздуха сгруппированы, что дает возможность совместного управления включением/отключением и упрощения управления переключением.
Помимо этого, блок 4 подачи формных пластин и выпуска печатных форм включает в себя третью направляющую 42r позиционирования, которая расположена на поверхности стола 42 для выпуска печатных форм так, что обеспечивается ее соответствие одной стороне из четырех сторон печатной формы Р2, и переносит печатную форму Р2 потоком воздуха к третьей направляющей 42r позиционирования для осуществления позиционирования печатной формы Р2 с ориентацией ее на третью направляющую 42r позиционирования. Таким образом, появляется возможность осуществить позиционирование печатной формы Р2 с предотвращением повреждения этой печатной формы Р2.
Кроме того, в блоке 4 подачи формных пластин и выпуска печатных форм многочисленные направляющие позиционирования печатных форм, такие как третья направляющая 42r позиционирования и четвертые направляющие 41s позиционирования, расположена на поверхности стола 42 для выпуска печатных форм. Многочисленные направляющие позиционирования печатных форм расположены в разных положениях в зависимости от размера печатных форм и имеют конструкцию, обеспечивающую позиционирование по поверхности стола 42 для выпуска печатных форм и перемещение по этим направляющим внутрь и наружу. Таким образом, можно достичь позиционирования печатных форм Р2 различных типов без какого-либо ограничения, накладываемого на размер.
Помимо этого, в блоке 4 подачи формных пластин и выпуска печатных форм конструкция по меньшей мере одного из стола 41 для подачи формных пластин и стола 42 для выпуска печатных форм (стол 41 для подачи формных пластин в вышеупомянутой конструкции) обеспечивает возможность наклона. Соответственно, по меньшей мере одну из формной пластины Р1 и печатной формы Р2 (формная формных пластина Р1 в вышеупомянутой конструкции) можно перемещать с использованием наклона.
Кроме того, в блоке 4 подачи формных пластин и выпуска печатных форм стол 41 для подачи формных пластин и стол 42 для выпуска печатных форм расположены в несколько ступеней в вертикальном направлении. Соответственно, можно достичь экономии пространства и можно уменьшить размеры блока 4 подачи формных пластин и выпуска печатных форм.
Помимо этого, блок 4 подачи формных пластин и выпуска печатных форм включает в себя блок 22 удаления, предназначенный для удаления формных пластин Р1 с подставки 20, на которой хранятся формные пластины Р1, и для переноса формных пластин на стол 41 для подачи формных пластин. Блок 22 удаления удаляет формные пластины Р1 с подставки и переносит пластины на стол 41 для подачи формных пластин, а в блоке 3 рисования происходит рисование изображения на формных пластинах Р1. Таким образом, перед тем как заканчивается процесс рисования для исходных формных пластин Р1, можно подготовить последующие формные пластины Р1 на столе 41 для подачи формных пластин и можно повысить скорость обработки при формировании печатных форм.
Кроме того, устройство 1 для формирования печатных форм в соответствии с иллюстративным вариантом осуществления подает формные пластины Р1 из блока 4 подачи формных пластин и выпуска печатных форм в блок 3 рисования, формирует печатные формы путем рисования изображений на формных пластинах Р1 в блоке 3 рисования и выдает печатные формы Р2 наружу посредством блока 4 подачи формных пластин и выпуска печатных форм. Это делает возможным перенос формных пластин Р1 и формных пластин Р1 различных размеров и предотвращение повреждения формных пластин Р1 и печатных форм Р2.
Хотя выше описаны возможные варианты осуществления данного изобретения, данное изобретение не ограничивается вышеописанными конструкциями, и в них можно внести различные изменения.
Например, хотя стол 41 для подачи формных пластин имеет конструкцию, обеспечивающую наклон, а стол 42 для выпуска печатных форм зафиксирован и размещен горизонтально в вышеупомянутом возможном варианте осуществления, стол 41 для подачи формных пластин может быть зафиксирован и размещен горизонтально, а стол 42 для выпуска печатных форм может иметь конструкцию, обеспечивающую наклон. В альтернативном варианте и стол 41 для подачи формных пластин, и стол 42 для выпуска печатных форм могут иметь конструкцию, обеспечивающую наклон, и оба могут быть зафиксированы и размещены горизонтально.
Более того, во время подачи формных пластин Р1 размером 1W×2L в блок 3 рисования формные пластины Р1 подаются одновременно (см. фиг.16А) в вышеупомянутом варианте осуществления, но эти формные пластины можно подавать, например, одна за другой, как описано ниже. В частности, как показано на фиг.14, после того как позиционирование двух формных пластин Р1 осуществляется в состоянии, в котором обеспечивается выступание первых направляющих 41р позиционирования над верхней плитой 41b, только одна из формных пластин Р1 сначала подается в блок 3 рисования, а после этого первые направляющие 41р позиционирования сохраняются в верхней плите 41b. Затем другая из формных пластин Р1 переносится потоком воздуха в положение, в котором находилась одна из формных пластин Р1, и подается в блок 3 рисования. Отметим, что та же процедура применима к случаю подачи формных пластин Р1 размером 1W×1L.
Помимо этого, хотя лишь подставки показаны в качестве блоков хранения, предназначенных для хранения формных пластин Р1 в вышеупомянутом иллюстративном варианте осуществления, вместо подставок можно использовать кассеты, а также можно использовать сочетание и подставок, и кассет.
Данная заявка основана и испрашивает приоритет Японской патентной заявки №2007-213420, поданной 20 августа 2007 г. и Японской патентной заявки №2007-285641, поданной 2 ноября 2007, которые во всей их полноте упоминаются здесь для справок.
Краткое описание чертежей
На фиг.1А представлен вид, иллюстрирующий конструкции устройства для подачи формных пластин и выпуска печатных форм и устройства для формирования печатных форм в соответствии с данным изобретением;
на фиг.1В представлен вид, иллюстрирующий упомянутые конструкции устройства для подачи формных пластин и выпуска печатных форм и устройства для формирования печатных форм в соответствии с данным изобретением;
на фиг.2А представлен схематический чертеж в трех проекциях, показывающий иллюстративный вариант осуществления устройства для формирования печатных форм в соответствии с предпочтительным вариантом осуществления данного изобретением;
на фиг.2В представлен схематический чертеж в трех проекциях, показывающий иллюстративный вариант осуществления устройства для формирования печатных форм в соответствии с предпочтительным вариантом осуществления данного изобретением;
на фиг.2С представлен схематический чертеж в трех проекциях, показывающий иллюстративный вариант осуществления устройства для формирования печатных форм в соответствии с предпочтительным вариантом осуществления данного изобретением;
на фиг.3 представлено сечение, проведенное вдоль линии I-I на фиг.2А;
на фиг.4 представлено перспективное изображение, иллюстрирующее стол для подачи формных пластин, показанный на фиг.3;
на фиг.5 показан вид сверху, иллюстрирующий блок сопел, показанный на фиг.4;
на фиг.6 представлено перспективное изображение, иллюстрирующее стол для выпуска печатных форм, показанный на фиг.3;
на фиг.7 представлен вид сверху, иллюстрирующий блок сопел, показанный на фиг.6;
на фиг.8А представлен схематический вид, иллюстрирующий первый этап процесса формирования печатных форм;
на фиг.8В представлен схематический вид, иллюстрирующий упомянутый первый этап процесса формирования печатных форм;
на фиг.9 представлена блок-схема процесса, иллюстрирующая всю технологию процесса формирования печатных форм;
на фиг.10А представлен схематический вид, иллюстрирующий второй этап процесса формирования печатных форм;
на фиг.10В представлен схематический вид, иллюстрирующий упомянутый второй этап процесса формирования печатных форм;
на фиг.11А представлен схематический вид, иллюстрирующий третий этап процесса формирования печатных форм;
на фиг.11В представлен схематический вид, иллюстрирующий упомянутый третий этап процесса формирования печатных форм;
на фиг.12А представлен схематический вид, иллюстрирующий третий этап процесса формирования печатных форм;
на фиг.12В представлен схематический вид, иллюстрирующий упомянутый третий этап процесса формирования печатных форм;
на фиг.13А представлен вид, иллюстрирующий состояние размещения формных пластин;
на фиг.13В представлен вид, иллюстрирующий состояние размещения формной пластины;
на фиг.13С представлен вид, иллюстрирующий состояние размещения формной пластины;
на фиг.13D представлен вид, иллюстрирующий состояние размещения формных пластин;
на фиг.14 представлен вид, иллюстрирующий состояние позиционирования формных пластин;
на фиг.15А представлен схематический вид, иллюстрирующий пятый этап процесса формирования печатных форм;
на фиг.15В представлен схематический вид, иллюстрирующий упомянутый пятый этап процесса формирования печатных форм;
на фиг.16А представлен схематический вид, иллюстрирующий шестой этап процесса формирования печатных форм;
на фиг.16В представлен схематический вид, иллюстрирующий упомянутый шестой этап процесса формирования печатных форм;
на фиг.17А представлен схематический вид, иллюстрирующий седьмой этап процесса формирования печатных форм;
на фиг.17В представлен схематический вид, иллюстрирующий упомянутый седьмой этап процесса формирования печатных форм;
на фиг.18А представлен схематический вид, иллюстрирующий восьмой этап процесса формирования печатных форм;
на фиг.18В представлен схематический вид, иллюстрирующий упомянутый восьмой этап процесса формирования печатных форм;
на фиг.19А представлен схематический вид, иллюстрирующий девятый этап процесса формирования печатных форм;
на фиг.19В представлен схематический вид, иллюстрирующий упомянутый девятый этап процесса формирования печатных форм;
на фиг.20А представлен схематический вид, иллюстрирующий десятый этап процесса формирования печатных форм;
на фиг.20В представлен схематический вид, иллюстрирующий упомянутый десятый этап процесса формирования печатных форм;
на фиг.21А представлен схематический вид, иллюстрирующий одиннадцатый этап процесса формирования печатных форм;
на фиг.21В представлен схематический вид, иллюстрирующий упомянутый одиннадцатый этап процесса формирования печатных форм;
на фиг.22А представлен схематический вид, иллюстрирующий двенадцатый этап процесса формирования печатных форм;
на фиг.22В представлен схематический вид, иллюстрирующий упомянутый двенадцатый этап процесса формирования печатных форм;
на фиг.23 представлен вид, иллюстрирующий состояние позиционирования печатных форм;
на фиг.24А представлен схематический вид, иллюстрирующий тринадцатый этап процесса формирования печатных форм;
на фиг.24В представлен схематический вид, иллюстрирующий упомянутый тринадцатый этап процесса формирования печатных форм;
на фиг.25А представлен схематический вид, иллюстрирующий четырнадцатый этап процесса формирования печатных форм;
на фиг.25В представлен схематический вид, иллюстрирующий упомянутый четырнадцатый этап процесса формирования печатных форм;
на фиг.26 представлен вид, иллюстрирующий состояние позиционирования формной пластины размером 2W×2L;
на фиг.27 представлен вид, иллюстрирующий состояние позиционирования печатной формы размером 2W×2L;
на фиг.28 представлен вид, иллюстрирующий состояние позиционирования формной пластины размером 2W×1L;
на фиг.29 представлен вид, иллюстрирующий состояние позиционирования печатной формы размером 2W×1L; и
на фиг.30 представлен вид, иллюстрирующий состояние позиционирования печатной формы размером 1W×1L
Пояснение позиций на чертежах
1 Устройство для формирования печатных форм
2 Блок хранения на стеллажах
3 Блок рисования
41 Стол для подачи формных пластин
41а Тело стола
41b Верхняя плита
41с Наклоняющий механизм
41d Датчик обнаружения, предназначенный для формных пластин
41е Блок сопел
41f Сопло для обеспечения плавучести при атмосферном давлении
41g Первая трубка
41h Первое сопло для транспортировки потоком воздуха
41i Вторая трубка
41j Второе сопло для транспортировки потоком воздуха
41k Третья трубка
41m Присасывающее сопло
41n Четвертая трубка
41р Первая направляющая позиционирования
41q Первый датчик позиционирования
41r Вторая направляющая позиционирования
41s Второй датчик позиционирования
41t Контрольная направляющая предварительного вставления
41u Датчик определения положения вставления
41v Качающаяся направляющая позиционирования
42 Стол для выпуска печатных форм
42а Тело стола
42b Верхняя плита
42с Датчик обнаружения, предназначенный для формных пластин
42d Блок сопел
42е Сопло для обеспечения плавучести при атмосферном давлении
42f Пятая трубка
42g Третье сопло для переноса воздушным потоком
42h Шестая трубка
42i Четвертое сопло для переноса воздушным потоком
42j Седьмая трубка
42k Пятое сопло для переноса
42m Восьмая трубка
42n Присасывающее сопло
42р Девятая трубка
42q Направляющий блок
42r Третья направляющая позиционирования
41s Четвертая направляющая позиционирования
43 Секция размещения
44 Подставка
60 Сенсорная панель
Р1 Формная пластина
Р2 Печатная форма
Реферат
Изобретение относится к области полиграфии. Сущность изобретения заключается в том, что узел (4) подачи формных пластин и выпуска печатных форм, который подает формную пластину (Р1) в блок (3) рисования, принимает печатную форму (Р2), которая получена путем рисования изображения на формной пластине (Р1), из блока (3) рисования и выдает ее в устройство обработки. Узел (4) подачи формных пластин и выпуска печатных форм включает в себя стол (41) для подачи формных пластин, обеспечивающий плавучесть формной пластины (Р1) при атмосферном давлении, перемещает формную пластину (Р1) в состоянии, в котором обеспечивается ее плавучесть при атмосферном давлении, над столом (41) для подачи формных пластин и подает ее в блок (3) рисования. Технический результат - предотвращение повреждения формных пластин и печатных форм в устройстве для подачи формных пластин и выпуска печатных форм (устройстве для формирования печатных форм). 3 н. и 14 з.п. ф-лы, 30 ил.
Формула
стол для подачи формных пластин, который включает в себя: первое средство обеспечения плавучести при атмосферном давлении, которое вертикально направляет струю воздуха к формной пластине и обеспечивает плавучесть формной пластины при атмосферном давлении;
первое средство переноса потоком воздуха, которое наклонно направляет струю воздуха к формной пластине и переносит эту формную пластину при атмосферном давлении; и множество направляющих позиционирования формных пластин, расположенных в разных положениях, в зависимости от размера формной пластины, таким образом, что соответствуют одной стороне из четырех сторон формной пластины;
стол для выпуска печатных форм, который включает в себя: второе средство обеспечения плавучести при атмосферном давлении, которое вертикально направляет струю воздуха к печатной форме и обеспечивает плавучесть печатной формы при атмосферном давлении; второе средство переноса потоком воздуха, которое наклонно направляет струю воздуха к печатной форме и переносит эту печатную форму при атмосферном давлении; и множество направляющих позиционирования печатных форм, расположенных в разных положениях, в зависимости от размера печатной формы, таким образом, что соответствуют одной стороне из четырех сторон печатной формы;
при этом формная пластина в состоянии, когда обеспечивается ее плавучесть при атмосферном давлении, перемещается над столом для подачи формных пластин и подается в блок рисования, и печатная форма в состоянии, когда обеспечивается ее плавучесть при атмосферном давлении, перемещается над столом для выпуска печатных форм и выдается наружу.
при этом средство удаления формных пластин удаляет последующую формную пластину из секции хранения и переносит последующую формную пластину на стол в течение времени, когда в блоке рисования происходит рисование изображения на предыдущей формной пластине.
второе средство обеспечения плавучести при атмосферном давлении, которое вертикально направляет струю воздуха к печатной форме и обеспечивает плавучесть печатной формы при атмосферном давлении;
второе средство переноса потоком воздуха, которое наклонно направляет струю воздуха к печатной форме и переносит эту печатную форму при атмосферном давлении;
множество направляющих позиционирования печатных форм, расположенных в разных положениях, в зависимости от размера печатной формы, таким образом, что соответствуют одной стороне из четырех сторон печатной формы; и
выдающее средство, которое выдает печатные формы, уложенные на верхней плите, с длинной стороны верхней плиты наружу,
при этом направляющие позиционирования печатных форм включают в себя центральную направляющую, проходящую вдоль продольного направления верхней плиты, по существу, в центральной части в поперечном направлении верхней плиты, и
при этом выдающее средство выпускает наружу с верхней плиты печатную форму, размещенную в одной из двух областей, разделенных центральной направляющей, или печатные формы, размещенные в обеих упомянутых областях.
Документы, цитированные в отчёте о поиске
Печатные аппараты печатной машины
Комментарии