Печатающая головка для строительных 3d - принтеров - RU198857U1
Код документа: RU198857U1
Чертежи
Описание
Полезная модель относится к области машиностроения и строительной отрасли и предназначена для изготовления строительных конструкций, в том числе для строительства жилых домов, зданий и сооружений различного назначения.
Из предыдущего уровня техники известна печатающая головка 3D-принтера, предназначенного для печати многокомпонентной смесью, состоящей из смесителя - экструдера, включающего в себя корпус, шнек, содержащий цилиндрическую и коническую части, клапана для подачи отдельных компонентов смеси и привод шнека и сопла, при этом смеситель - экструдер соединен непосредственно с соплом (см. патент РФ №179153, кл. МПК E04G 21/16, опубл. 28.04.2018, бюл. №13). Недостатком данной конструкции является то, что при добавлении в смесь стальной фибры, промежуток времени, за который смесь проходит перемешивание и перемещение к соплу в цилиндрической и конической частях смесителя - экструдера не обеспечивает равномерного и однородного распределения стальной фибры в смеси в момент экструзии. А это, в свою очередь, приводит к получению изделия с недостаточными прочностными характеристиками.
Также из предыдущего уровня техники известна печатающая головка для строительных 3D-принтеров (прототип), которая содержит раму, механизмы перемещения экструдера по осям X, Y, Z с двигателями и приводами механизмов перемещения, экструдер, устройство позиционирования экструдера и устройство приготовления и подачи смеси в печатающую головку, а также содержит, как минимум, пару экструдеров, механизм перемещения каждого из которых выполнен в виде манипулятора, представляющего собой систему подвижно связанных со множеством степеней свободы рычагов, экструдеры смонтированы подвижно на манипуляторах, на раме и на экструдерах смонтированы датчики положения в пространстве, а устройство приготовления и подачи строительной смеси выполнено в виде шнекового дозатора (см. патент РФ №188386, кл. МПК B33Y 30/00, опубл. 09.04.2019, бюл. №10). Недостатком прототипа является то, что общая длина рычагов - манипуляторов, при печати, не перекрывает общую длину вертикального армирования, а сложное исполнение печатающей головки, в связи с наличием множества движущихся элементов, рычагов и узлов увеличивает вероятность поломки печатающей головки, удлиняет время ее ремонта и последующей настройки. Кроме того, процесс армирования строительной конструкции не имеет автоматической функции и происходит вручную, что, в свою очередь замедляет процесс печати/укладки, удлиняет время изготовления строительного изделия и удорожает его себестоимость из-за необходимости использования ручного труда в процессе армирования.
Технической задачей заявленной полезной модели является устранение недостатков прототипа, увеличение производительности печатающей головки строительного 3D-принтера за счет автоматизация процесса армирования строительных конструкций в процессе печати/укладки.
Техническим результатом заявленного устройства является создание печатной головки строительного 3D-принтера, обладающей повышенной производительностью процесса печати за счет оснащения ее средствами автоматизации процесса армирования строительных конструкций в ходе 3D - печати/укладки.
Указанный технический результат достигается за счет того, что печатающая головка для строительных 3D-принтеров содержит корпус - моноблок из металла, металлического сплава, или композитного материала, обладающего необходимой прочностью, внутри которого находится емкость для строительной смеси, оснащенная шнеком - дозатором, также содержит экструдеры, оснащенные механизмом перемещения и позиционирования и соединенные гибкими шлангами с емкостью для строительной смеси, устройство приготовления и подачи смеси в печатающую головку, отличающаяся тем, что на корпусе - моноблоке последовательно жестко закреплены картридж для цельнометаллической просечно - вытяжной сетки, устройство подачи цельнометаллической просечно - вытяжной сетки, ножницы для резки цельнометаллической просечно - вытяжной сетки и ролик позиционирования цельнометаллической просечно - вытяжной сетки. Таким образом, в процессе укладки, строительная смесь может одновременно наносится экструдерами по разным траекториям, тем самым позволяя производить одновременную печать всех стенок и перегородок в пределах одного слоя за один проход печатающей головки, и, одновременно, может осуществляться автоматическое армирование цельнометаллической просечно - вытяжной сеткой заданных участков и зон строительной конструкции в том объеме, который обеспечит удержание ими нагрузок, заложенных в проектном задании.
Сущность полезной модели поясняется рисунком, на котором:
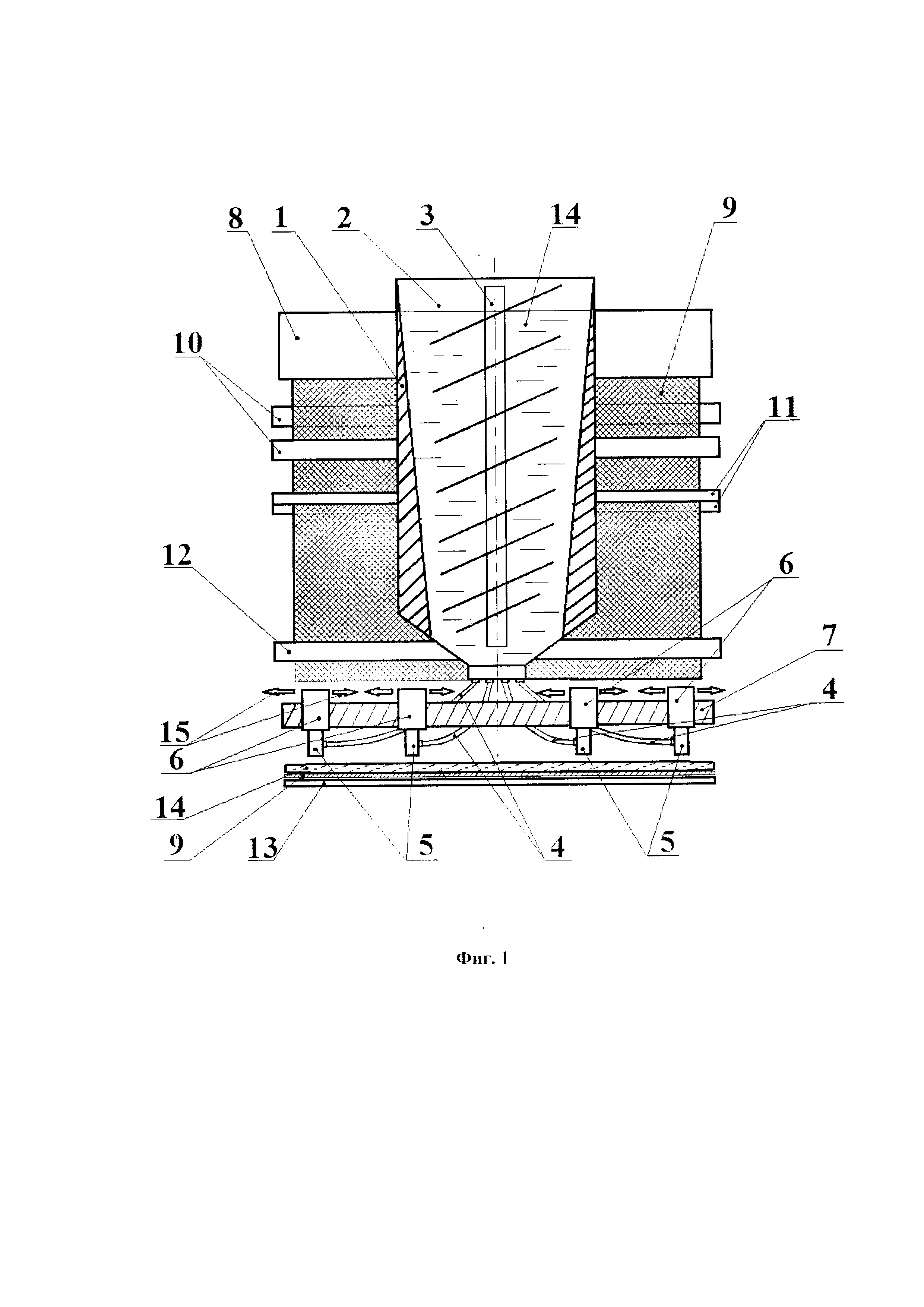
Фиг. 1 - общий вид печатной головки спереди.
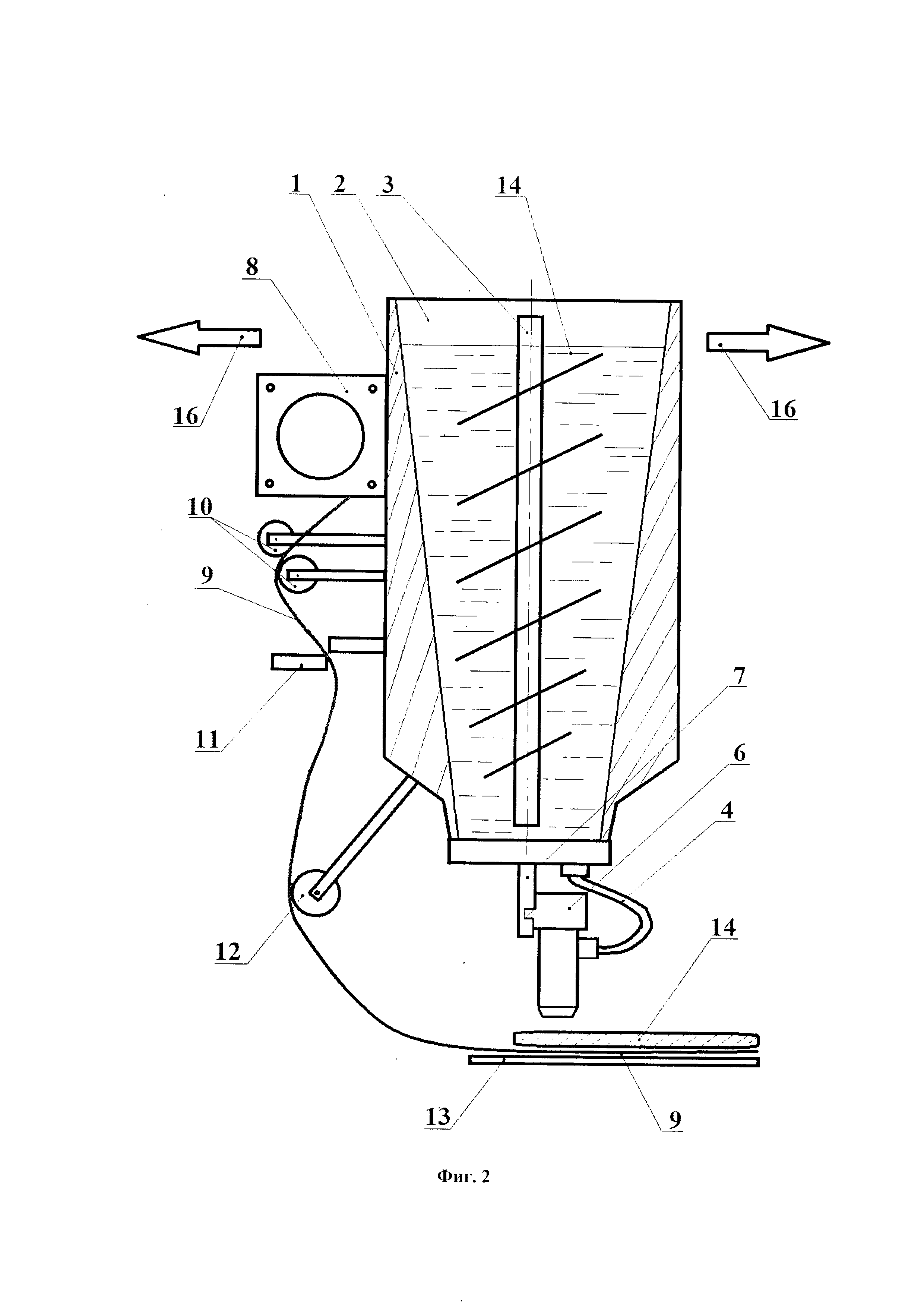
Фиг. 2 - общий вид печатной головки сбоку.
Печатающая головка для строительного 3D-принтера (Фиг. 1, Фиг. 2) состоит из корпуса - моноблока 1, внутри которого находится емкость 2 для строительной смеси 14 и шнек - дозатор 3, обеспечивающий нагнетание и подачу строительной смеси 14 в экструдеры 5, которые соединены с емкостью 2 для строительной смеси 14 гибкими шлангами 4. В свою очередь, каждый из экструдеров 5 соединен жесткой механической связью, через механизм перемещения и позиционирования экструдеров 6, с направляющей рейкой с зубчатой передачей 7, которая также жестко закреплена на корпусе - моноблоке 1. В результате работы механизма перемещения и позиционирования 6, каждый из экструдеров 5 может совершать линейные возвратно-поступательные движения 15 вдоль оси рейки 7 (Фиг. 1), что позволяет обеспечивать одновременную печать/укладку экструдерами 5 строительной смеси 14 всех стенок и перегородок в пределах одного слоя, наносимого за один проход печатающей головки. В свою очередь, для обеспечения автоматизации процесса подачи армирующей сетки в зону печати на заданных участках изготавливаемой конструкции, к корпусу - моноблоку последовательно жестко присоединены такие узлы, как картридж 8, для цельнометаллической просечно - вытяжной сетки 9 (Фиг. 1, Фиг. 2), устройство подачи 10 цельнометаллической просечно - вытяжной сетки 9, ножницы 11 для резки цельнометаллической просечно - вытяжной сетки 9 и ролик позиционирования 12 цельнометаллической просечно - вытяжной сетки 9 на строительной поверхности 13 (Фиг. 1, Фиг. 2).
Полезная модель работает следующим образом. Перед началом работы, печатающую головку устанавливают на строительный 3D-принтер, путем присоединения корпуса - моноблока 1 (Фиг. 1) к узлу принтера (на чертеже не показан), отвечающего за координатно - пространственное перемещение головки, и подключают к трубопроводам подачи строительной смеси (на чертеже не показаны) емкость 2 для строительной смеси 14 корпуса - моноблока 1. Далее в картридж 8 устанавливают рулон просечно - вытяжной сетки 9 и подают ее в устройство подачи 10, ножницы 11 и ролик позиционирования 12, так, чтобы при дальнейшей подаче сетка укладывалась на строительную поверхность. Затем проектируют модель печатаемого поля в необходимом формате и системе координат для 3D-принтера, загружают модель в ЧПУ принтера, задают нулевое положение для датчиков положения печатающей головки и экструдеров 5, исходя из геометрической формы строительной конструкции.
Далее запускают 3D-принтер, и по трубопроводам подают строительную смесь в емкость 2 корпуса - моноблока 1 (Фиг. 1, Фиг. 2). После закачки смеси в необходимом объеме, шнековым дозатором 3 нагнетают строительную смесь 14 и, через гибкие шланги 4, подают ее в экструдеры 5. По алгоритму, заложенному в ЧПУ, одновременно с подачей строительной смеси из экструдеров 5 на строительную поверхность 13 с помощью устройства подачи 10, из картриджа 8 подается цельнометаллическая просечно - вытяжная сетка 9 (ЦПВС), которая проходит через ножницы 11, ролик позиционирования 12 и укладывается на строительную поверхность 14. После укладки цельнометаллической просечно - вытяжной сетки 9, дается команда и нагнетаемая шнековым дозатором 3 строительная смесь 14 по гибким шлангам 4 поступает в экструдеры 5 и наносится на уложенную цельнометаллическую просечно - вытяжную сетку 9 в виде стенок и перегородок, одновременно фиксируя цельнометаллическую просечно - вытяжную сетку, за счет своей массы, в теле изготавливаемой конструкции. Перед окончанием печати слоя, ножницы 11 (Фиг. 2) отрезают ЦПВС, а ролик позиционирования 12 укладывает ее в пределах заданных программой размеров и положения относительно строительной поверхности 14. После укладки одного слоя, головка согласно алгоритма, поднимается на заданную высоту, и процесс армирования и печати/укладки повторяется.
В результате подобной синхронизации процесса укладки армирующей цельнометаллической просечно - вытяжной сетки и строительной смеси, процесс армирования печатаемой конструкции становится автоматизированным, что позволяет избежать дополнительных трудозатрат, сократить время печатания изделия и повысить его качественные характеристики.
Реферат
Полезная модель относится к области машиностроения и строительной отрасли и предназначена для изготовления строительных конструкций, в том числе для строительства жилых домов, зданий и сооружений различного назначения.Техническим результатом полезной является создание печатной головки строительного 3D-принтера, обладающей повышенной производительностью процесса печати, более высокой надежностью и бесперебойностью работы, простотой в эксплуатации и обслуживании, а также функцией автоматизации процесса армирования несущих строительных конструкций в ходе 3D-печати.Указанный технический результат достигается за счет того, что печатающая головка для строительных 3D-принтеров содержит корпус-моноблок из металла, металлического сплава или композитного материала, обладающего необходимой прочностью, внутри которого находится емкость для строительной смеси, оснащенная шнеком-дозатором, также содержит экструдеры, соединенные гибкими шлангами с емкостью для строительной смеси и оснащенные механизмом перемещения и позиционирования и устройство приготовления и подачи смеси в печатающую головку, отличающаяся тем, что на корпусе-моноблоке жестко закреплена рейка с зубчатой передачей, к которой через механизм перемещения и позиционирования, прикреплены четыре экструдера, а также на корпусе-моноблоке жестко закреплены картридж для цельнометаллической просечно-вытяжной сетки, устройство подачи цельнометаллической просечно-вытяжной сетки, ножницы для резки цельнометаллической просечно-вытяжной сетки и ролик позиционирования цельнометаллической просечно-вытяжной сетки. Таким образом, в процессе укладки, строительная смесь может одновременно наноситься четырьмя экструдерами, но по разным траекториям, тем самым позволяя производить одновременную печать всех стенок и перегородок в пределах одного слоя за один проход печатающей головки, и, одновременно, может осуществляться автоматическое армирование цельнометаллической просечно-вытяжной сеткой заданных участков и зон изделия, сообразно нагрузкам, которые они должных выдерживать согласно проектного задания.В результате одновременной работы четырех экструдеров и автоматизации процесса армирования строительной конструкции, достигается возможность максимально быстрого изготовления строительных конструкций самой высокой сложности, в кратчайшие сроки и с заданными проектными характеристиками.
Формула
Документы, цитированные в отчёте о поиске
Печатающая головка для строительных 3d-принтеров
Мобильный строительный 3d-принтер
Комментарии