Красочное устройство печатной машины, печатная машина, содержащая это красочное устройство, и способ изготовления передаточного валика - RU2684662C2
Код документа: RU2684662C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение, в общем, относится к красочному устройству печатной машины, в частности, офсетной печатной машины или машины высокой печати, и к печатной машине, содержащей это красочное устройство.
Точнее, изобретение относится к красочному устройству, содержащему по меньшей мере один красочный ящик с краскоподающим валиком, раскатной аппарат, содержащий по меньшей мере один красочный валик, получающий краску из по меньшей мере одного красочного ящика, и по меньшей мере один передаточный валик, расположенный между краскоподающим валиком и красочным валиком, при этом данный передаточный валик выполнен с возможностью возвратно-поступательного качания между краскоподающим валиком и красочным валиком и периодического переноса краски с краскоподающего валика на красочный валик.
Настоящее изобретение также относится к способу изготовления передаточного валика, пригодного для использования в качестве по меньшей мере одного передаточного валика вышеупомянутого красочного устройства.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Красочные устройства, относящиеся к типу, содержащему передаточный валик, выполненный с возможностью возвратно-поступательного качания между краскоподающим валиком и красочным валиком раскатного аппарата с целью периодического переноса краски с краскоподающего валика на красочный валик, как таковые хорошо известны в данной области техники. Такие красочные устройства, в частности, используют во всевозможных офсетных печатных машинах и машинах высокой печати, используемых, как для применений в печати коммерческой продукции, так и для применений в защищенной печати.
Красочные устройства вышеупомянутого типа (и печатные машины с их использованием), в частности, обсуждаются в "Handbook of Print Media / Technologies and Production Methods" (Helmut Kipphan, Springer-Verlag, 2001, ISBN 3-540-67326-1), глава 2.1.1.3, "Inking units" (стр. 213-217).
В патентах США US 4509424, US 4574696, US 4584939, US 4633777, US 4640189, US 4697515, US 4766809, US 4794856, US 5007339, US 5009156, US 5036763, US 5136942, US 6101939, например, описаны печатные машины, относящиеся к типу, содержащему офсетный печатный аппарат для одновременной двусторонней печати на ленте или листах, используемых для изготовления защищенных документов, в частности банкнот, при этом офсетный печатный аппарат содержит отдельные красочные устройства вышеупомянутого типа. В этих частных случаях по меньшей мере некоторые из данных отдельных красочных устройств могут содержать два отдельных красочных ящика и передаточных валика, подающих краски в один и тот же раскатной аппарат. Два красочных ящика пригодны для накатывания на одну и ту же печатную форму по меньшей мере двух разных красок, причем эти две разные краски могут, к тому же, частично смешиваться в осевом направлении для создания т.н. диафрагменных (или радужных) эффектов. Дальнейшие примеры аналогичных офсетных печатных машин раскрыты в публикациях международных заявок WO 2007/042919 А2, WO 2007/105059 А1, WO 2007/105061 А1, WO 2012/049610 А1, WO 2013/001518 А1, WO 2013/001009 А1, WO 2013/001010 А2 и WO 2014/056711 А1.
В машинах высокой печати, в частности в нумеровальных печатных машинах, используемых для изготовления защищенных документов, как правило, также используют аналогичные красочные устройства как с одним, так и с двумя красочными ящиками. Один из их примеров раскрыт в публикации международной (РСТ) заявки WO 2006/129245 А2.
Дальнейшие примеры печатных машин, где используются красочные устройства передаточного типа, известны из опубликованных европейских патентов ЕР 0444227 А1, ЕР 1149699 А2, ЕР 1319509 А1, ЕР 1738907 А2 и японских патентных заявок JP 57-123062 A, JP 63-081045 А, JP 2000-062134 А.
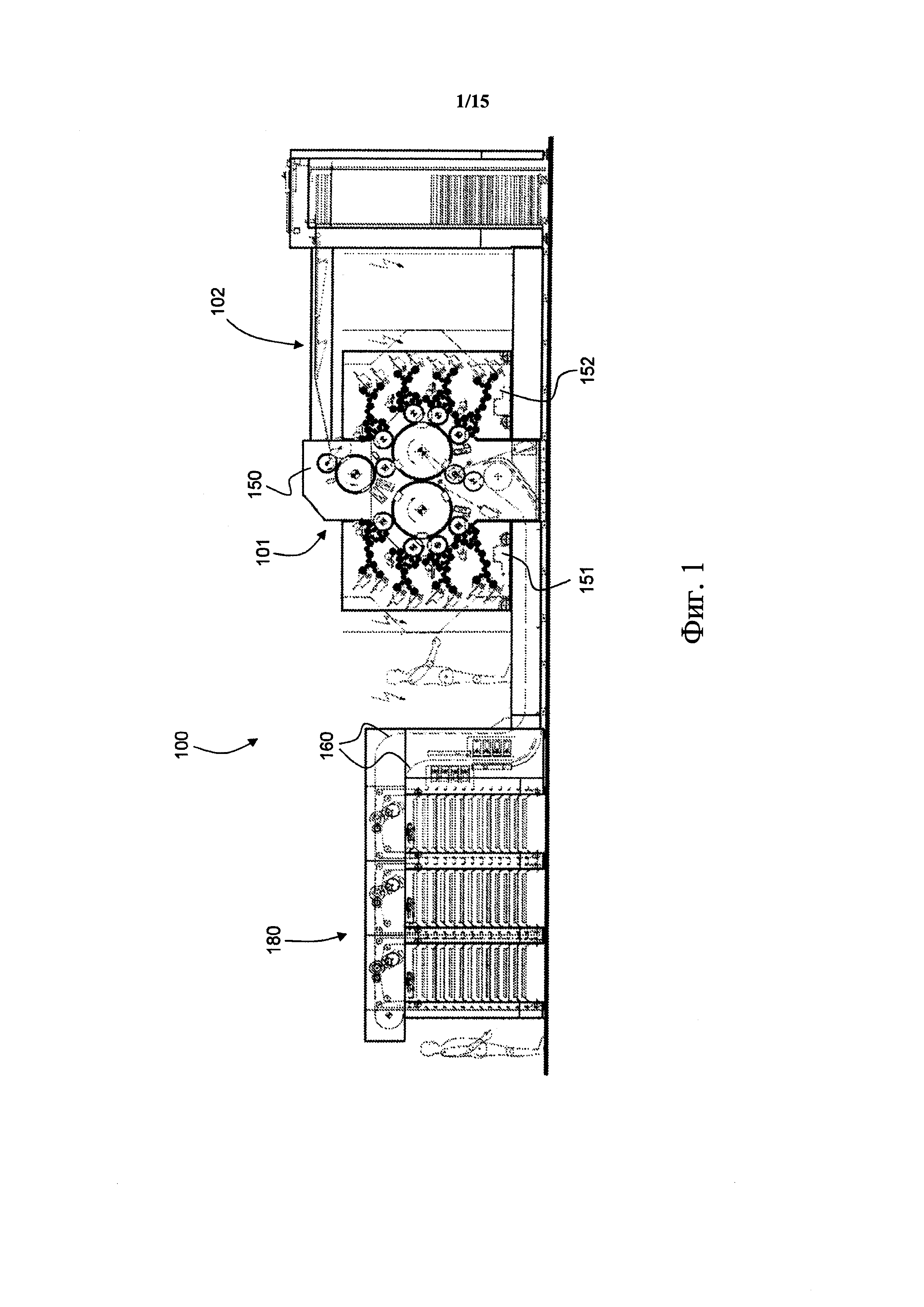
На фиг. 1 и 2 проиллюстрирована известная листовая офсетная печатная машина для одновременной двусторонней печати на листах защищенных документов, как правило, используемая для изготовления банкнот, при этом данная печатная машина в целом обозначена ссылочной позицией 100. Такая печатная машина, в частности, поставляется в продажу настоящим заявителем под ассортиментным знаком Super Simultan® IV. Базовая конфигурация этой печатной машины уже описана в публикации международной (РСТ) заявки WO 2007/105059 А1, и эта заявка полностью включена в настоящий документ посредством ссылки.
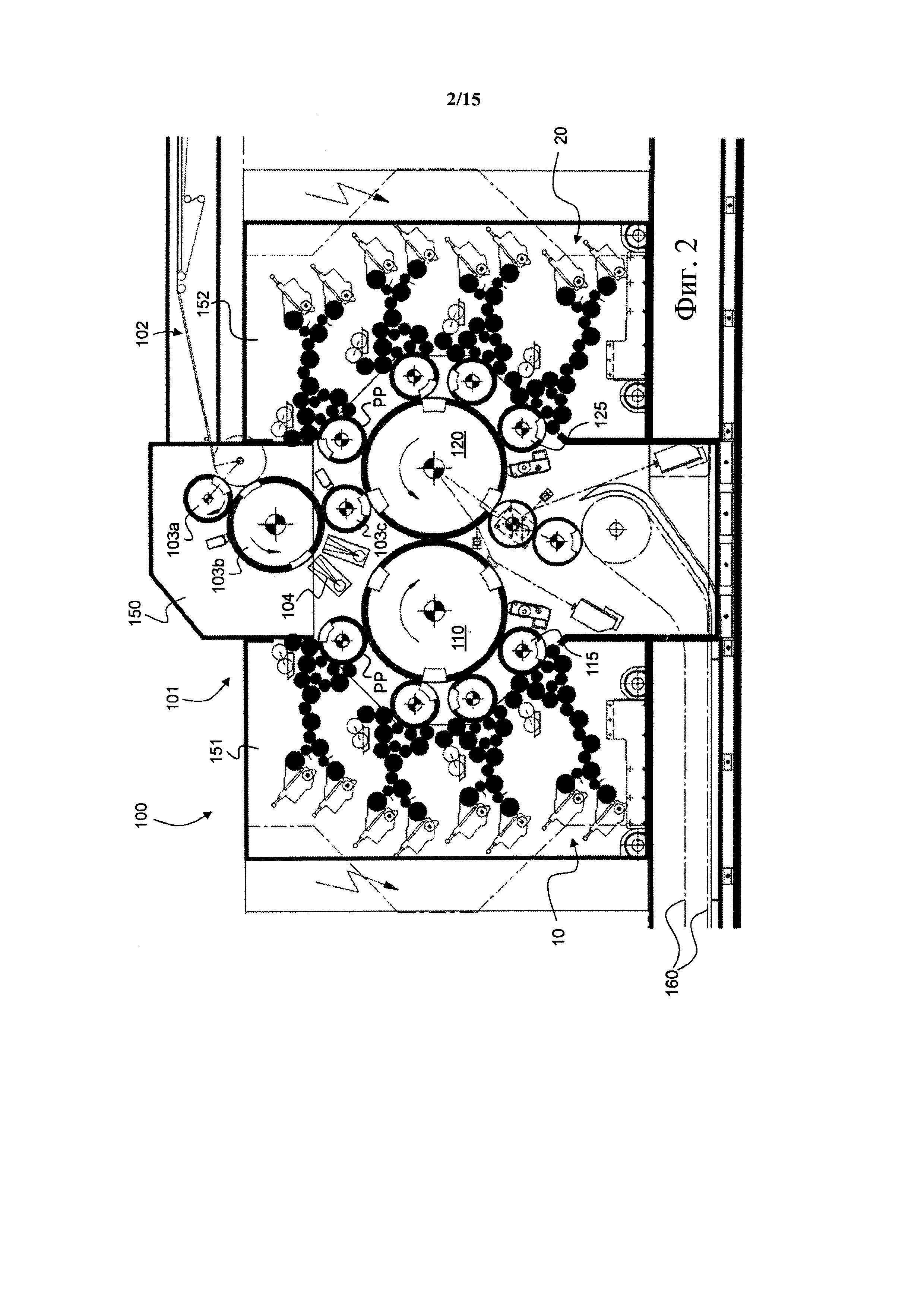
Печатная машина 100 содержит офсетный печатный аппарат 101, специально приспособленный для выполнения одновременной двусторонней офсетной печати листов и содержащий, что является типичным в данной области техники, два офсетных цилиндра (или печатных цилиндра) 110, 120 (снабженных ссылочными позициями на фиг. 2), вращающихся в направлении, указываемом стрелками, между которыми подаются листы для получения многоцветных оттисков. В этом примере офсетные цилиндры 110, 120 представляют собой трехсегментные цилиндры, которые поддерживаются между парой боковых рам, обозначенной ссылочной позицией 150. Офсетные цилиндры 110, 120 получают и принимают от формных цилиндров 115 и 125 (по четыре на каждой стороне) разные красочные узоры в соответствующих цветах, которые распределяются по части окружности офсетных цилиндров 110, 120. На сами эти формные цилиндры 115 и 125, каждый из которых несет соответствующую печатную форму РР, соответственно, посредством соответствующих красочных устройств 10 и 20 накатывается краска. Эти две группы красочных устройств 10, 20 преимущественно размещены в двух красочных каретках 151, 152, которые можно перемещать к центрально расположенным формным цилиндрам 115, 125 и офсетным цилиндрам 110, 120 или от них.
Как известно в данной области техники, каждая печатная форма РР огибает соответствующий формный цилиндр 115, 125 и зажата на своем переднем конце и заднем конце соответствующей системой формных зажимных приспособлений, при этом данная система формных зажимных приспособлений расположена в соответствующей выемке формного цилиндра (см., например, публикации международных (РСТ) заявок WO 2013/001518 А1, WO 2013/001009 А1 и WO 2013/001010 А2).
Листы подаются из аппарата 102 подачи листов (содержащего подающее устройство и стол подающего устройства), расположенного рядом печатным аппаратом 101 (на фиг. 1 и 2 справа), к последовательности передающих цилиндров 103а, 103b, 103с (в данном примере - трех цилиндров), размещенных перед офсетными цилиндрами 110, 120. При транспортировке посредством передающего цилиндра 103b, необязательно, на одной стороне листов с использованием дополнительного печатного аппарата (не проиллюстрирован) может быть получен первый оттиск, как описано, например, в патенте США US 6101939 и публикации международной (РСТ) заявки WO 2007/042919 А2, при этом передающий цилиндр 103b, в этом случае, выполняет дополнительную функцию печатного цилиндра. В случае печати листов посредством необязательного дополнительного печатного аппарата, листы перед переносом на офсетные цилиндры 110, 120 для одновременной двусторонней печати сначала высушивают посредством блока 104 для сушки или закрепления.
В примере по фиг. 1 и 2 листы переносятся на поверхность офсетного цилиндра 120, где ведущий конец каждого листа удерживается соответствующими захватными средствами, расположенными в выемках цилиндра между каждыми двумя сегментами офсетного цилиндра 120. Таким образом, каждый лист перемещается офсетным цилиндром 120 на полосу контакта между офсетными цилиндрами 110 и 120, где происходит одновременная двусторонняя печать. Затем, после печати на обеих сторонах отпечатанные листы перемещаются, как известно в данной области техники, в цепную систему 160 с захватами с целью доставки в секцию 180 листовой приемки, содержащую несколько приемных стапельных блоков (в данном примере - три).
В примере по фиг. 1 и 2 первый и второй передающие цилиндры (не снабжены ссылочными позициями), такие как вакуумные барабаны, или цилиндры, расположены между цепной системой 160 с захватами и офсетным цилиндром 120. Эти первый и второй передающие цилиндры являются необязательными и конструктивно выполнены для осуществления осмотра листов на лицевой и оборотной сторонах, как описано в международной заявке WO № 2007/105059 А1.
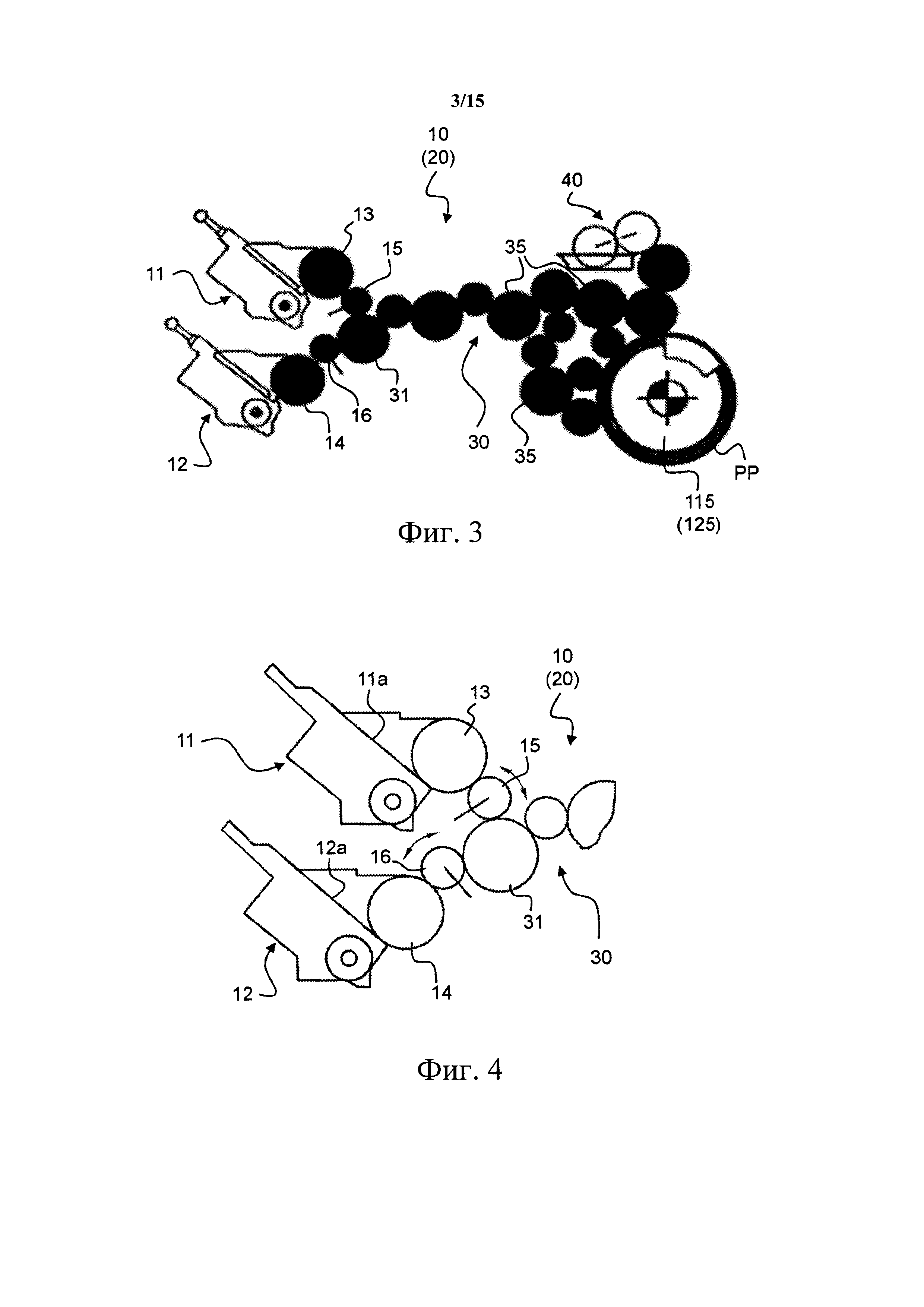
На фиг. 3 и 4 более подробно проиллюстрировано одно из красочных устройств 10, 20 печатной машины, показанной на фиг. 1 и 2, а именно: самое верхнее (четвертое) красочное устройство 10 на левой стороне печатной машины 100. Несмотря на то, что между различными красочными устройствами 10, 20 имеются различия с точки зрения упорядочения и геометрии их соответствующих компонентов, все красочные устройства 10, 20 имеют одну и ту же функцию и в своей основе состоят из одних и тех же существенных элементов. В этом отношении, как проиллюстрировано на фиг. 3, каждое красочное устройство 10, или, соответственно, 20, содержит два отдельных красочных ящика 11, 12, подающих краску в раскатной аппарат 30, который, в свою очередь, накатывает краску на печатную форму РР, несомую соответствующим одним из формных цилиндров 115, или, соответственно, 125. Точнее, оба красочных ящика 11, 12 конструктивно выполнены как устройства типа красочного резервуара, каждое из которых содержит краскоподающий валик (или дукторный валик) 13, или, соответственно, 14, действующий совместно с передаточным валиком 15, или, соответственно, 16, с возможностью возвратно-поступательного качания между краскоподающим валиком 13, или, соответственно, 14, и красочным валиком 31 раскатного аппарата 30. Передаточные валики 15, 16, как правило, изготовлены из металлического внутреннего сердечника, снабженного наружным покрытием, изготовленным, например, из резины, полимера или любого другого материала, проявляющего соответствующие механические свойства и свойства переноса краски.
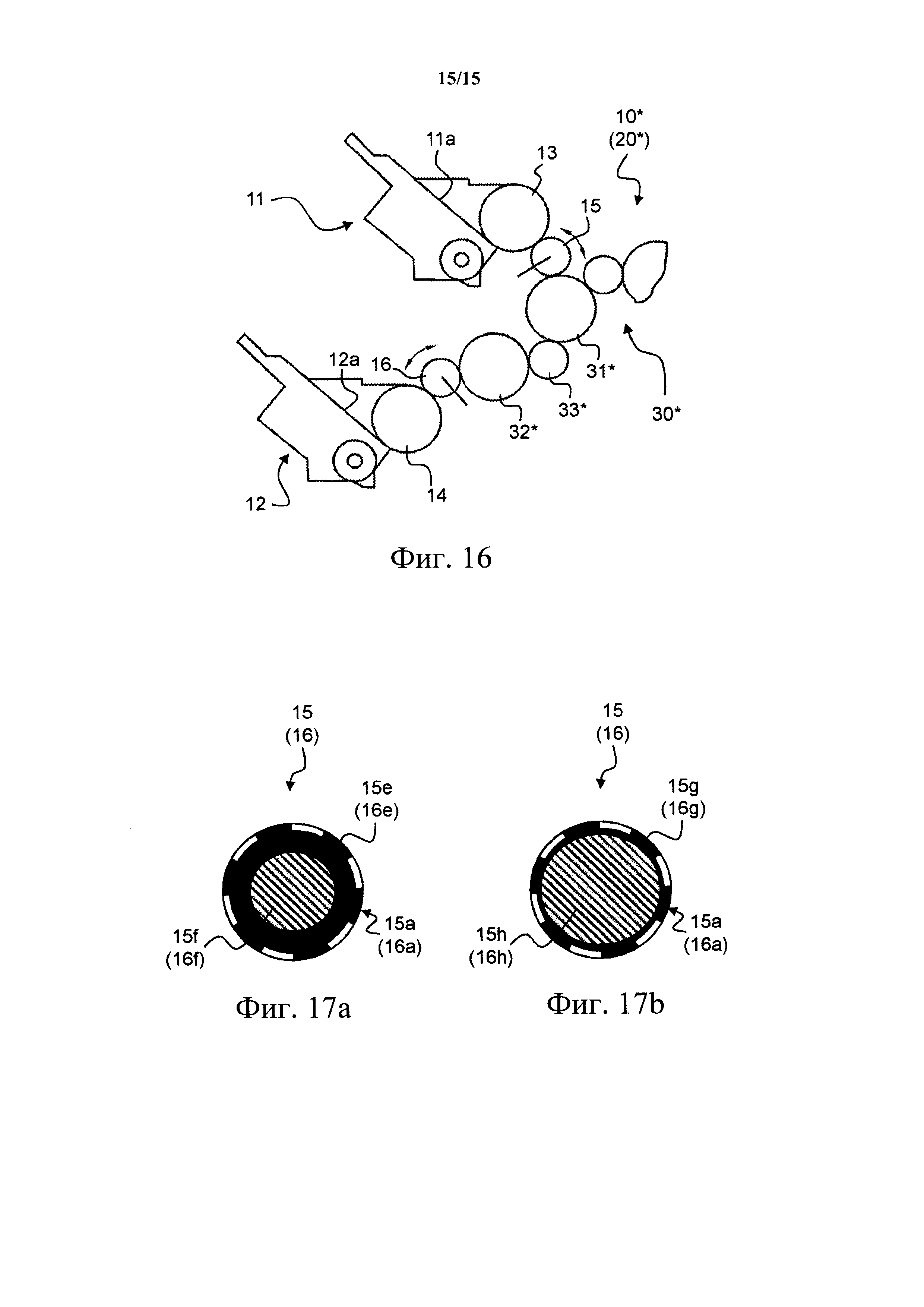
В примере по фиг. 1-4 два передаточных валика 15, 16 действуют совместно с одним и тем же красочным валиком 31 раскатного аппарата 30. Однако красочное устройство может быть выполнено таким образом, что два передаточных валика 15, 16 действуют совместно с отдельными красочными валиками раскатного аппарата (см. фиг. 16, где два передаточных валика 15, 16, соответственно, действуют совместно с первым красочным валиком 31* и вторым красочным валиком 32* раскатного аппарата 30*).
Как в дальнейшем проиллюстрировано на фиг. 3, каждое красочное устройство 10, или, соответственно, 20, необязательно, может быть выполнено с возможностью влажной офсетной печати, и в этом случае предусмотрена соответствующая увлажняющая система 40 для нанесения увлажняющего раствора на поверхность соответствующей формы РР для влажной офсетной печати. В случае сухой офсетной печати увлажняющая систем 40 не используется, и следует понимать, что формы РР для сухой офсетной печати, используемые для изготовления защищенных документов, в своей основе выполнены как формы для высокой печати с рельефными печатающими элементами.
Как в дальнейшем проиллюстрировано на фиг. 4, каждый красочный ящик 11, или, соответственно, 12, содержит красочный нож 11а, или, соответственно, 12а, отрегулированный относительно окружности соответствующего краскоподающего валика 13, или, соответственно, 14, так, чтобы оставался определенный зазор, определяющий толщину красочного слоя на краскоподающем валике 13, или, соответственно, 14, т.е. количество краски, переносимой в нисходящем направлении относительно передаточного валика 15, или, соответственно, 16, а затем раскатного аппарата 30 (или 30*), при этом данный зазор, как правило, является регулируемым. Регулировку зазора в этих известных красочных устройствах, как правило, осуществляют в отдельных зонах подачи краски посредством нескольких винтов регулировки подачи краски, распределенных в осевом направлении по длине соответствующего краскоподающего валика и выполненных с возможностью регулировки по отдельности.
В красочном устройстве вышеупомянутого типа краска периодически подается из соответствующего красочного ящика 11, или, соответственно, 12, через передаточный валик 15, или, соответственно, 16. Передаточный валик 15, или, соответственно, 16, получает с соответствующего краскоподающего валика 13, 14 относительно широкую полосу краски и переносит часть этой полосы краски на красочный валик 31 (или, соответственно, 31*, 32*) раскатного аппарата 30 (или, соответственно, 30*).
В применениях, где используется единственный красочный ящик и единственный передаточный валик, этот передаточный валик, как правило, обладает гладкой и равномерной наружной поверхностью. Для сравнения, в применениях, где используется два красочных ящика и два передаточных валика (как в примере по фиг. 1-4), передаточные валики, как правило, структурированы в осевом направлении так, чтобы они обладали соответствующими кольцевыми секциями, конструктивно выполненными для переноса краски только в определенные зоны, распределенные по оси (см., например, публикацию международной (РСТ) заявки WO 2014/056711 А1 или публикации европейских патентов ЕР 1149699 А2 и ЕР 1738907 А2).
Количество краски, переносимой на печатную форму РР, можно регулировать посредством каждого из передаточных валиков 15, или, соответственно 16, а именно путем регулировки частоты, с которой передаточный валик 15, или, соответственно, 16, выполнен с возможностью возвратно-поступательного качания между краскоподающим валиком 13, или, соответственно, 14, и красочным валиком 31 (или, соответственно, 31*, 32*), и/или путем регулировки количества времени (или «продолжительности») вхождения передаточного валика 15, или, соответственно, 16 в контакт с краскоподающим валиком 13, или, соответственно, 14, посредством чего увеличивается ширина/длина соответствующей полосы краски в окружном направлении.
В известных решениях количество краски, переносимое на печатную форму, как правило, дополнительно регулируют посредством нескольких т.н. винтов регулировки подачи краски, предусмотренных на конце красочного ножа, и эти красочные ножи распределены по осевой длине соответствующего краскоподающего валика, позволяя по отдельности регулировать зазор между красочным ножом и окружностью краскоподающего валика. В офсетной печатной машине по фиг. 1-4, как правило, имеется двадцать восемь таких винтов регулировки подачи краски, каждый из которых имеет ширину (в осевом направлении) порядка 30 мм. Каждый такой винт регулировки подачи краски можно регулировать по отдельности с целью изменения количества краски в соответствующих зонах подачи краски, распределенных по осевому направлению соответствующего краскоподающего валика (см., например, публикацию международной (РСТ) заявки WO 2012/049610 А1). Красочные устройства, использующие такие системы зон подачи краски, широко используют в данной области техники, и они поставляются в продажу, например, Koenig & Bauer AG под ассортиментным знаком ColorTronic.
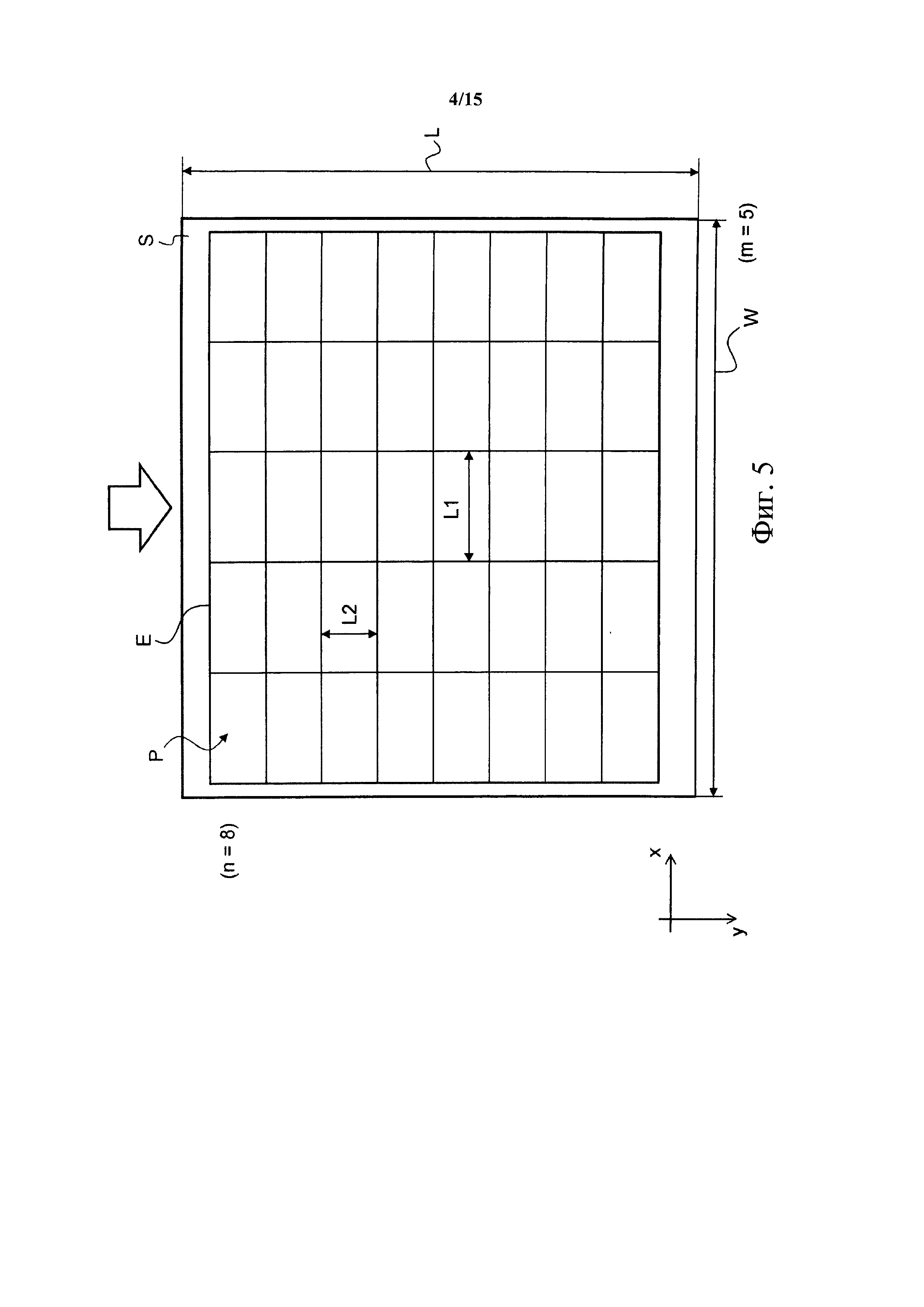
В контексте изготовления защищенных документов, таких как банкноты, отдельные листы (или последовательные части непрерывной ленты), как правило, отпечатывают таким образом, чтобы они имели матричное упорядочение повторяющихся оттисков, упорядоченных в несколько столбцов и строк (m×n). На фиг. 5 схематически проиллюстрирован печатный лист S, используемый в контексте изготовления банкнот и подобных защищенных документов, при этом данный печатный лист S, как правило, имеет ширину W 820 мм в направлении х (далее именуемом «осевым направлением»), перпендикулярном пути листов S через печатную машину и идентифицируемом на фиг. 5 стрелкой, и длину L 700 мм в направлении у (далее именуемом «окружным направлением»), параллельном пути листов S через печатную машину.
Как уже упоминалось, печатный лист отпечатывают так, чтобы он проявлял в пределах эффективной зоны Е печати матричное упорядочение нескольких оттисков Р, упорядоченных бок о бок в нескольких строках и столбцах. В проиллюстрированном примере в эффективной зоне Е печати отпечатано сорок оттисков Р в матричном упорядочении из восьми (n=8) строк и пяти (m=5) столбцов, при этом каждый оттиск Р обладает определенными геометрическими размерами L1 (в осевом направлении х) и L2 (в окружном направлении у).
Ограничение в связи с известными красочными устройствами заключается в том, что соответствующее упорядочение и геометрические размеры оттисков Р (которые могут изменяться от случая к случаю) не точно согласуются с подразделением зон подачи краски, которое раз и навсегда определяется соответствующей системой зон подачи краски. В частности, как только длина L1 оттисков Р начинает отличаться от целого кратного ширины зоны подачи краски, возникает рассогласование между подразделением зон подачи краски и соответствующим расположением оттисков Р, и поэтому настройки винтов регулировки подачи краски необходимо регулировать по-разному для каждого столбца оттисков Р. Это, в свою очередь, означает, что оператор сталкивается с задачей нахождения соответствующих настроек винтов подачи с целью регулировки накатывания краски на соответствующие зоны подачи краски так, чтобы между смежными столбцами оттисков Р не возникало существенных различий в накатывании краски, и этот процесс регулировки является трудоемким.
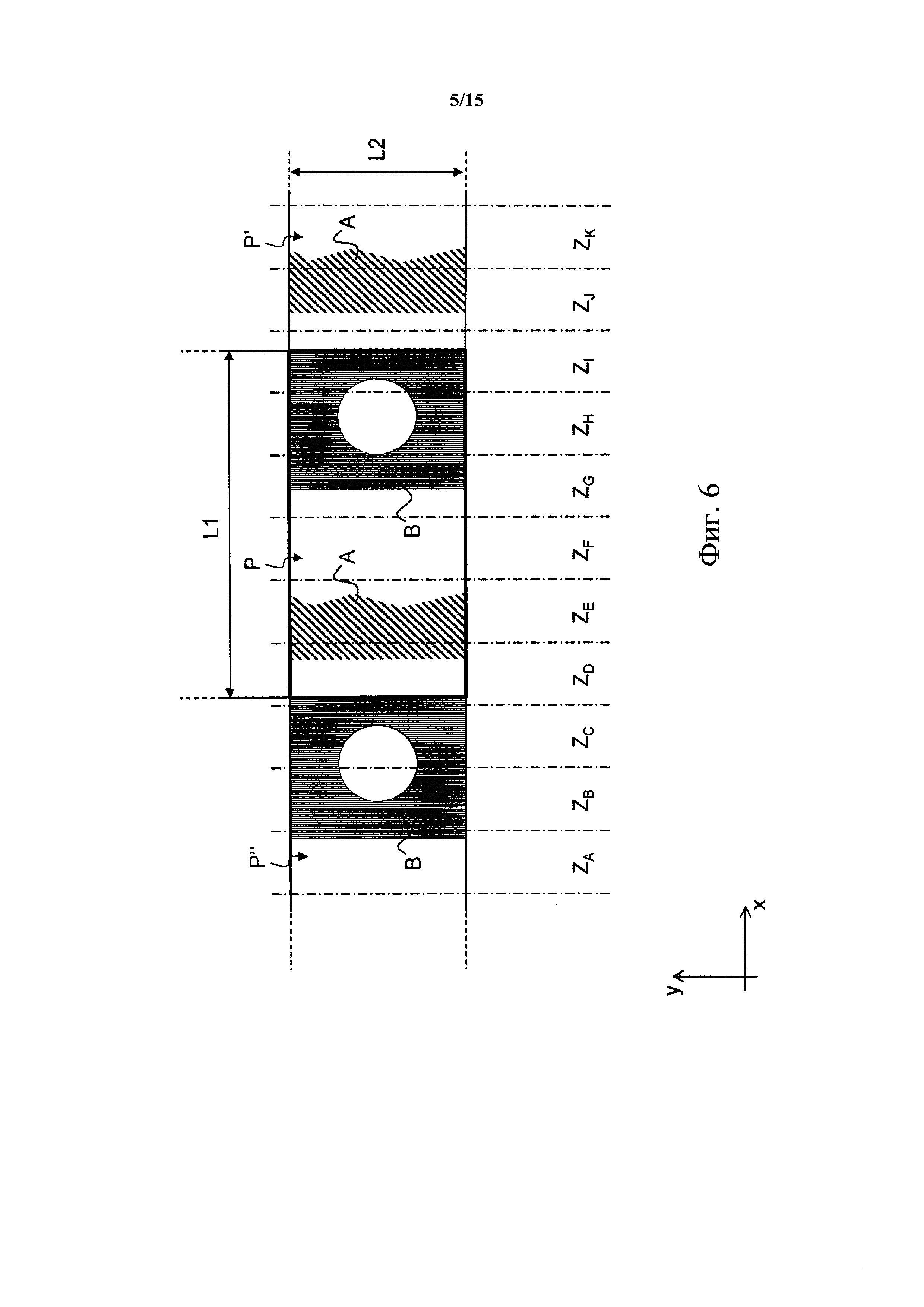
Кроме того, на практике оператору приходится находить компромисс в накатывании краски, так как невозможно отрегулировать накатывание краски независимо и по отдельности для каждого столбца оттисков Р. В частности, компромисс приходится искать в областях, где сходятся два смежных столбца оттисков Р. Это схематически проиллюстрировано на фиг. 6, иллюстрирующей смежные оттиски Р, Р', Р'' (в столбцах) и иллюстративное подразделение зон подачи краски (с зонами подачи краски от ZA до ZK), точно не согласующееся с длиной L1 оттисков Р, Р', Р'', при этом следует понимать, что это подразделение зон подачи краски, таким образом, отличается от одного столбца оттисков Р, Р', Р'' к другому.
В этой связи, если рассмотреть, например, узор А в пределах столбца оттисков Р, настройки винтов регулировки подачи краски для зон ZD и ZE подачи краски, в которых расположен узор А, неизбежно отличаются от настроек винтов регулировки подачи краски для зон ZJ и ZK подачи краски, в которых узор А расположен в смежном столбце оттисков Р'. То же верно и в отношении узора В в пределах столбца оттисков Р, в данном иллюстративном примере покрываемого тремя зонами подачи краски, а именно зонами подачи краски от ZG до ZI, и такого же узора В в смежном столбце оттисков Р'', покрываемого четырьмя зонами подачи краски, а именно зонами подачи краски от ZA до ZD.
Поэтому на практике для известных решений не является возможным достижение оптимального накатывания краски на соответствующие печатные формы и получение оптимального результата печати. Кроме того, нахождение наилучших возможных настроек подачи краски занимает значительное время, что отрицательно влияет на себестоимость и эффективность производства.
Поэтому имеется потребность в усовершенствованном решении.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Общей целью изобретения, таким образом, является усовершенствование известных красочных устройств, относящихся к типу, полагающемуся на использование по меньшей мере одного передаточного валика для периодического переноса и подачи краски.
Точнее, целью настоящего изобретения является создание такого решения, которое позволило бы лучше и равномернее управлять накатыванием краски.
Еще одной целью настоящего изобретения является создание такого решения, которое облегчало бы работу оператора при осуществлении необходимых регулировок накатывания краски в печатной машине.
Эти цели достигаются, благодаря печатной машине, определенной в формуле изобретения.
Соответственно, предусматривается красочное устройство печатной машины, в частности офсетной печатной машины или машины высокой печати, содержащее по меньшей мере один красочный ящик и краскоподающий валик, раскатной аппарат, содержащий по меньшей мере один красочный валик, получающий краску из по меньшей мере одного красочного ящика, и по меньшей мере один передаточный валик, расположенный между краскоподающим валиком и красочным валиком, при этом данный передаточный валик выполнен с возможностью возвратно-поступательного качания между краскоподающим валиком и красочным валиком и периодического переноса краски с краскоподающего валика на красочный валик. В соответствии с изобретением, окружность передаточного валика обладает конструкцией для переноса краски, отражающей требуемый профиль накатывания краски на печатную форму, подлежащую накатыванию краски посредством красочного устройства, и конструктивно выполненной для регулирования количества краски, переносимой этим передаточным валиком. Конструкция для переноса краски на окружности передаточного валика подразделена в окружном направлении передаточного валика на целочисленное количество отдельных частей для переноса краски, повторяющихся через предварительно определенный окружной период в окружном направлении, при этом каждая отдельная часть для переноса краски отражает требуемый профиль накатывания краски на печатную форму, подлежащую накатыванию краски посредством красочного устройства. Кроме того, длина контакта, на которой передаточный валик входит в контакт с краскоподающим валиком, эквивалентна определенному окружному периоду отдельных частей для переноса краски или целому кратному этого определенного окружного периода отдельных частей для переноса краски.
Целочисленное количество отдельных частей для переноса краски, повторяющихся в окружном направлении, преимущественно меньше или равно 10 и предпочтительно находится в интервале от 4 до 6.
Предпочтительно, конструкция для переноса краски на окружности передаточного валика представляет собой структурированный наружный слой, сформированный непосредственно на окружности цилиндрического сердечника передаточного валика, или структурированную поверхность сменного формного, или гильзового, носителя, несомого цилиндрическим телом передаточного валика.
В соответствии с одним из предпочтительных вариантов осуществления изобретения, конструкция для переноса краски на окружности передаточного валика представляет собой рельефную конструкцию, обладающую рельефными зонами переноса краски. В данном контексте по меньшей мере конструкция для переноса краски может преимущественно представлять собой трехмерную печатную конструкцию.
Конструкция для переноса краски на окружности передаточного валика преимущественно может являться структурированной таким образом, чтобы эта конструкция для переноса краски гарантировала постоянную и непрерывную окружную опору при контакте с краскоподающим валиком или красочным валиком. Это обеспечивает надлежащее сцепление силами трения передаточного валика с краскоподающим валиком (и красочным валиком) вне зависимости от положения, в котором два эти валика входят в контакт друг с другом. Это можно обеспечить, например, благодаря обеспечению по меньшей мере одной непрерывной опорной части, проходящей в окружном направлении по окружности передаточного валика.
В одном из вариантов осуществления изобретения конструкция для переноса краски подразделена в осевом направлении передаточного валика на целочисленное количество отдельных секций для переноса краски, повторяющихся в осевом направлении через предварительно определенный осевой период. Это позволяет надлежащим образом регулировать количество краски в осевом направлении печатной формы в случае печати отдельных оттисков, упорядоченных в матрице из строк и столбцов, как, например, в случае изготовления защищенных документов, в частности банкнот. Такое подразделение в осевом направлении конструкции для переноса краски не является необходимым в случае, когда на листах или ленте отпечатывается единственный оттиск или единственный столбец оттисков. В этом случае, конструкция для переноса краски будет обладать в осевом направлении единственной секцией для переноса краски.
По меньшей мере один красочный ящик может преимущественно представлять собой устройство типа красочного резервуара, содержащее красочный нож, действующий совместно с краскоподающим валиком, при этом красочный нож расположен относительно окружности краскоподающего валика так, чтобы оставался выбранный зазор между красочным ножом и окружностью краскоподающего валика. В этом контексте, выбранный зазор между красочным ножом и окружностью краскоподающего валика может быть регулируемым, предпочтительно, равномерно по всей осевой длине краскоподающего валика.
В соответствии с одним из преимущественных вариантов осуществления изобретения, красочное устройство содержит (i) первый красочный ящик с первым краскоподающим валиком, (ii) первый передаточный валик, расположенный между первым краскоподающим валиком и первым красочным валиком раскатного аппарата, при этом данный первый передаточный валик выполнен с возможностью возвратно-поступательного качания между первым краскоподающим валиком и первым красочным валиком и периодического переноса краски с первого краскоподающего валика на первый красочный валик, (iii) второй красочный ящик со вторым краскоподающим валиком, и (iv) второй передаточный валик, расположенный между вторым краскоподающим валиком и первым красочным валиком, при этом данный второй передаточный валик выполнен с возможностью возвратно-поступательного качания между вторым краскоподающим валиком и первым красочным валиком и периодического переноса краски со второго краскоподающего валика на первый красочный валик. В данном контексте окружность первого передаточного валика обладает первой конструкцией для переноса краски, отражающей первую часть требуемого профиля накатывания краски и конструктивно выполненной для регулирования количества краски, переносимой первым передаточным валиком, тогда как окружность второго передаточного валика обладает второй конструкцией для переноса краски, отражающей вторую часть требуемого профиля накатывания краски и конструктивно выполненной для регулирования количества краски, переносимой вторым передаточным валиком.
В соответствии с одним из дальнейших вариантов осуществления изобретения, красочное устройство содержит (i) первый красочный ящик с первым краскоподающим валиком, (ii) первый передаточный валик, расположенный между первым краскоподающим валиком и первым красочным валиком раскатного аппарата, и этот первый передаточный валик выполнен с возможностью возвратно-поступательного качания между первым краскоподающим валиком и первым красочным валиком и периодического переноса краски с первого краскоподающего валика на первый красочный валик, (iii) второй красочный ящик со вторым краскоподающим валиком, и (iv) второй передаточный валик, расположенный между вторым краскоподающим валиком и вторым красочным валиком раскатного аппарата, и этот второй передаточный валик выполнен с возможностью возвратно-поступательного качания между вторым краскоподающим валиком и вторым красочным валиком и периодического переноса краски со второго краскоподающего валика на второй красочный валик. В данном контексте окружность первого передаточного валика подобным образом обладает первой конструкцией для переноса краски, отражающей первую часть требуемого профиля накатывания краски и конструктивно выполненной для регулирования количества краски, переносимой первым передаточным валиком, тогда как окружность второго передаточного валика обладает второй конструкцией для переноса краски, отражающей вторую часть требуемого профиля накатывания краски и конструктивно выполненной для регулирования количества краски, переносимой вторым передаточным валиком.
Раскатной аппарат согласно изобретению может также содержать по меньшей мере один раскатной валик, выполненный с возможностью колебания в осевом направлении и представляющий особый интерес для изготовления т.н. диафрагменных, или радужных, эффектов.
Также заявляется печатная машина, содержащая красочное устройство в соответствии с изобретением. Такая печатная машина может, в частности, представлять собой офсетную печатную машину, предпочтительно офсетную печатную машину для одновременной двусторонней печати защищенных документов.
Настоящее изобретение также относится к способу изготовления передаточного валика, пригодного для использования в качестве по меньшей мере одного передаточного валика красочного устройства согласно изобретению, этот способ включает этапы (а) создания требуемого профиля накатывания краски на печатную форму, подлежащую накатыванию краски, и (b) формирования на окружности передаточного валика конструкции для переноса краски, отражающей требуемый профиль накатывания краски и конструктивно выполненной для регулирования количества краски, переносимой передаточным валиком, при этом конструкция для переноса краски на окружности передаточного валика является подразделенной в окружном направлении передаточного валика на целочисленное количество отдельных частей для переноса краски, повторяющихся в окружном направлении через предварительно определенный окружной период, при этом каждая отдельная часть для переноса краски отражает требуемый профиль накатывания краски на печатную форму, подлежащую накатыванию краски.
Этап (b) может включать структурирование наружного слоя, сформированного непосредственно на окружности цилиндрического сердечника передаточного валика. В качестве альтернативы, этап (b) может включать структурирование поверхности сменного формного, или гильзового, носителя, несомого цилиндрическим телом передаточного валика.
Преимущественно, конструкция для переноса краски является сформированной как рельефная конструкция, обладающая рельефными зонами переноса краски. Предпочтительно, по меньшей мере конструкция для переноса краски является изготовленной при помощи трехмерной печати.
В соответствии с одним из предпочтительных вариантов осуществления изобретения, требуемый профиль накатывания краски на печатную форму, подлежащую накатыванию краски, получается из данных предпечатной подготовки соответствующей печатной формы, подлежащей накатыванию краски, таких как, например, данные предпечатной подготовки, отвечающие требованиям формата полиграфического производства CIP3.
Другие предпочтительные варианты осуществления изобретения образуют предмет зависимых пунктов формулы изобретения и изложены ниже.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Другие признаки и преимущества настоящего изобретения станут более очевидными после прочтения следующего подробного описания вариантов осуществления изобретения, которые представлены исключительно в качестве не имеющих ограничительного характера примеров и проиллюстрированы посредством прилагаемых графических материалов, на которых:
фиг. 1 - схематический вид сбоку печатной машины, конструктивно выполненной для одновременной двусторонней печати листов, как правило, используемой для изготовления защищенных документов, таких как банкноты;
фиг. 2 - схематический частичный вид сбоку печатного аппарата печатной машины по фиг. 1;
фиг. 3 - схематический вид сбоку одного из красочных устройств печатной машины по фиг. 1 и 2, а именно самого верхнего (четвертого) красочного устройства на лицевой (передней) стороне;
фиг. 4 - более подробный вид сбоку конца красочного устройства по фиг. 3 в восходящем направлении;
фиг. 5 - схематический вид иллюстративного печатного листа, используемого в контексте изготовления защищенных документов, таких как банкноты;
фиг. 6 - частичный вид отдельных иллюстративных оттисков и соответствующего подразделения зон подачи краски;
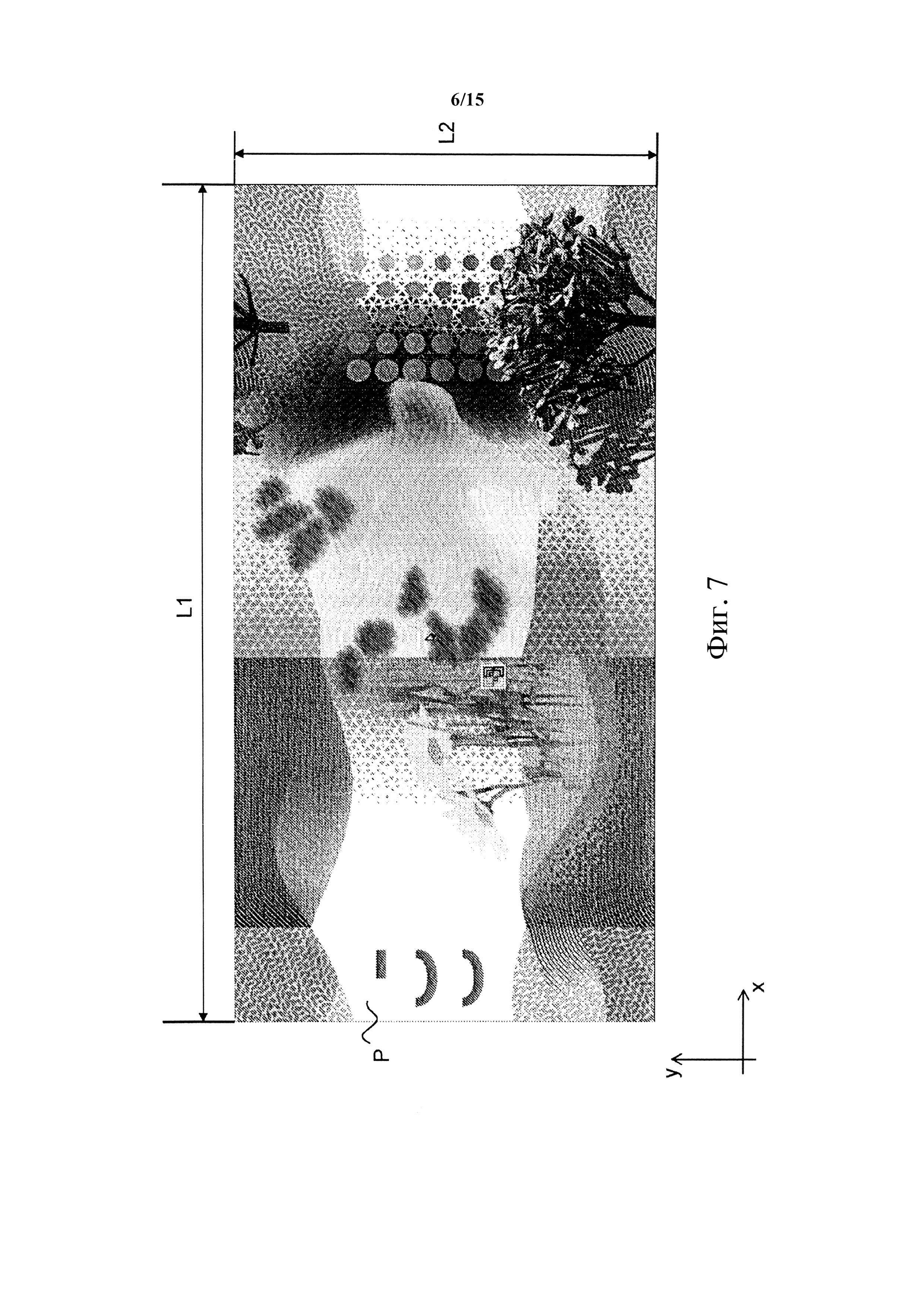
фиг. 7 -вид частного сложного офсетного фона иллюстративного макета банкноты, выполненного с возможностью печати на печатной машине, относящейся к типу, показанному на фиг. 1 и 2;
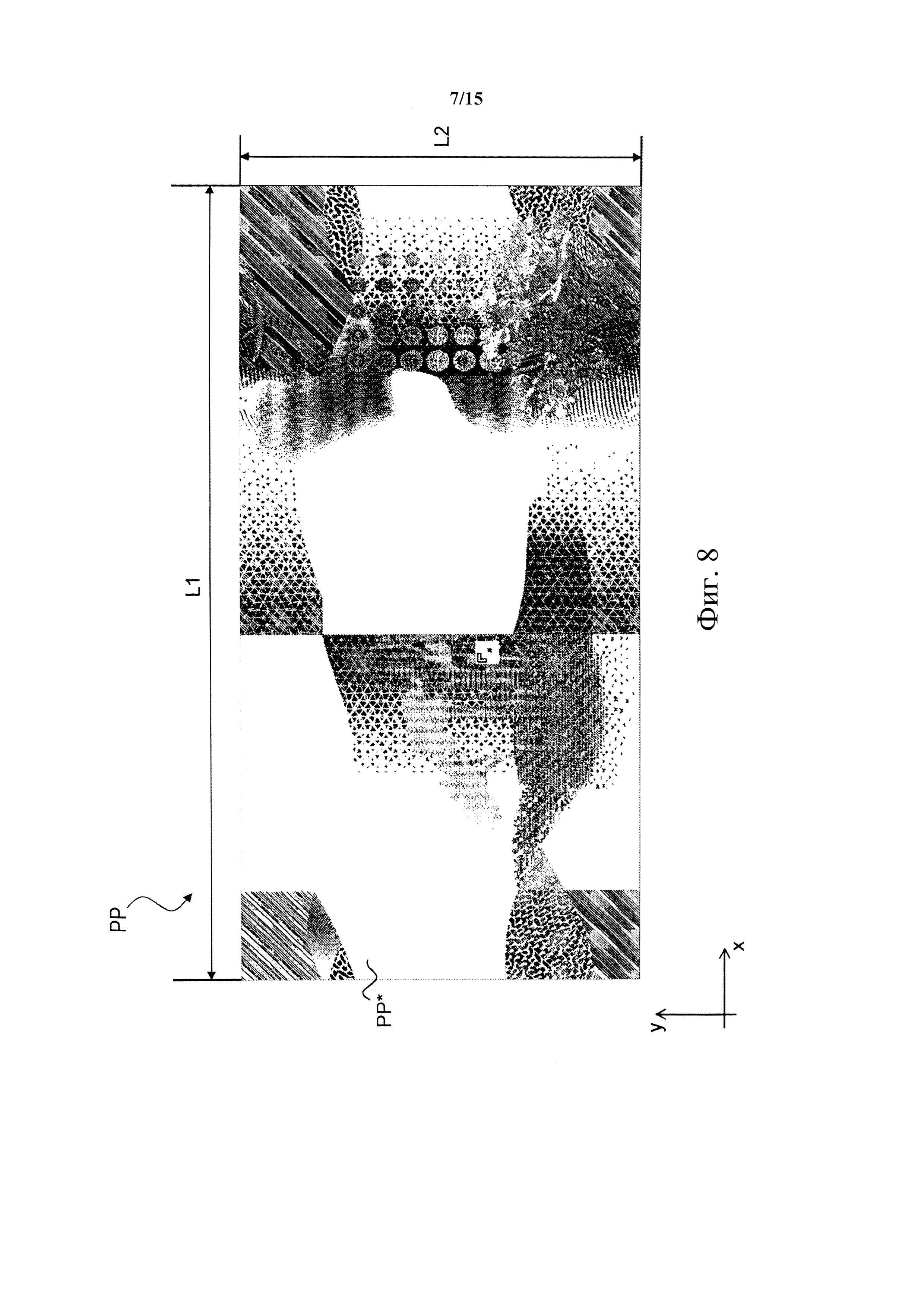
фиг. 8 - иллюстративный вид части печатной формы, используемой для печати части сложного офсетного фона по фиг. 7;
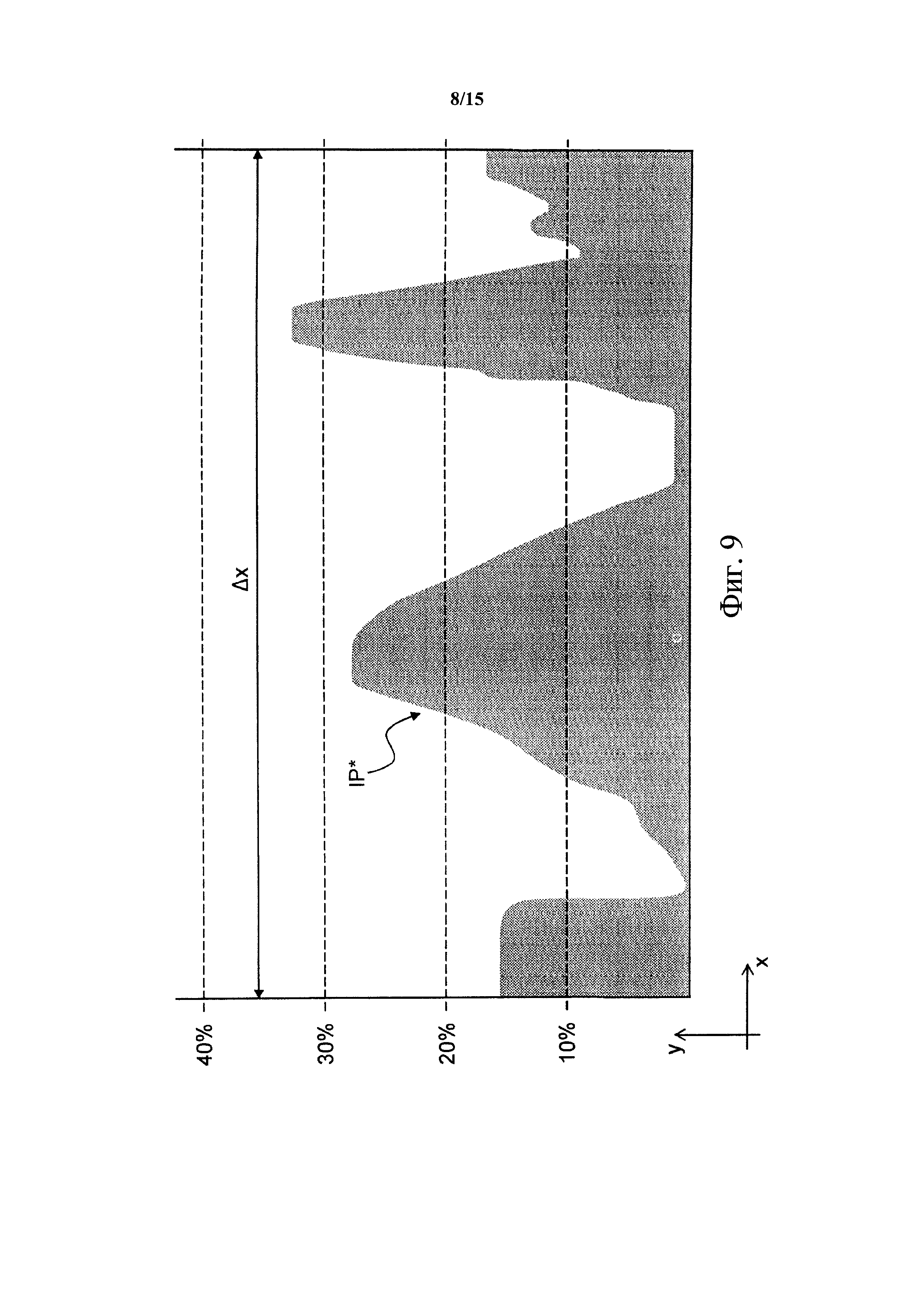
фиг. 9 - схематический вид, иллюстрирующий требуемый профиль накатывания краски, соответствующий части печатной формы по фиг. 8, подлежащей накатыванию краски для изготовления соответствующей части сложного офсетного фона по фиг. 7;
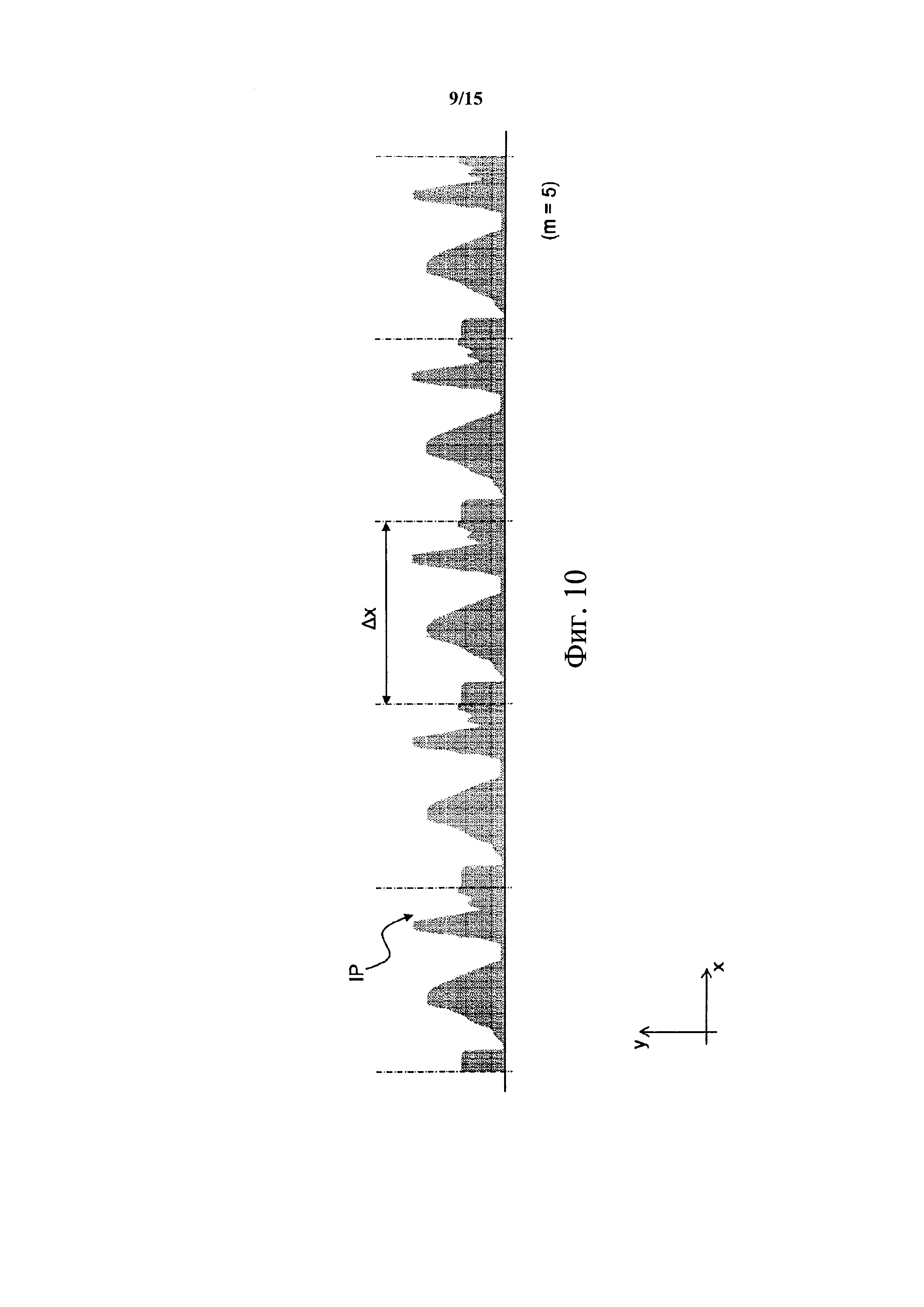
фиг. 10 - иллюстративный вид требуемого профиля накатывания краски по фиг. 9, повторяющегося по всей ширине печатной формы, подлежащей накатыванию краски;
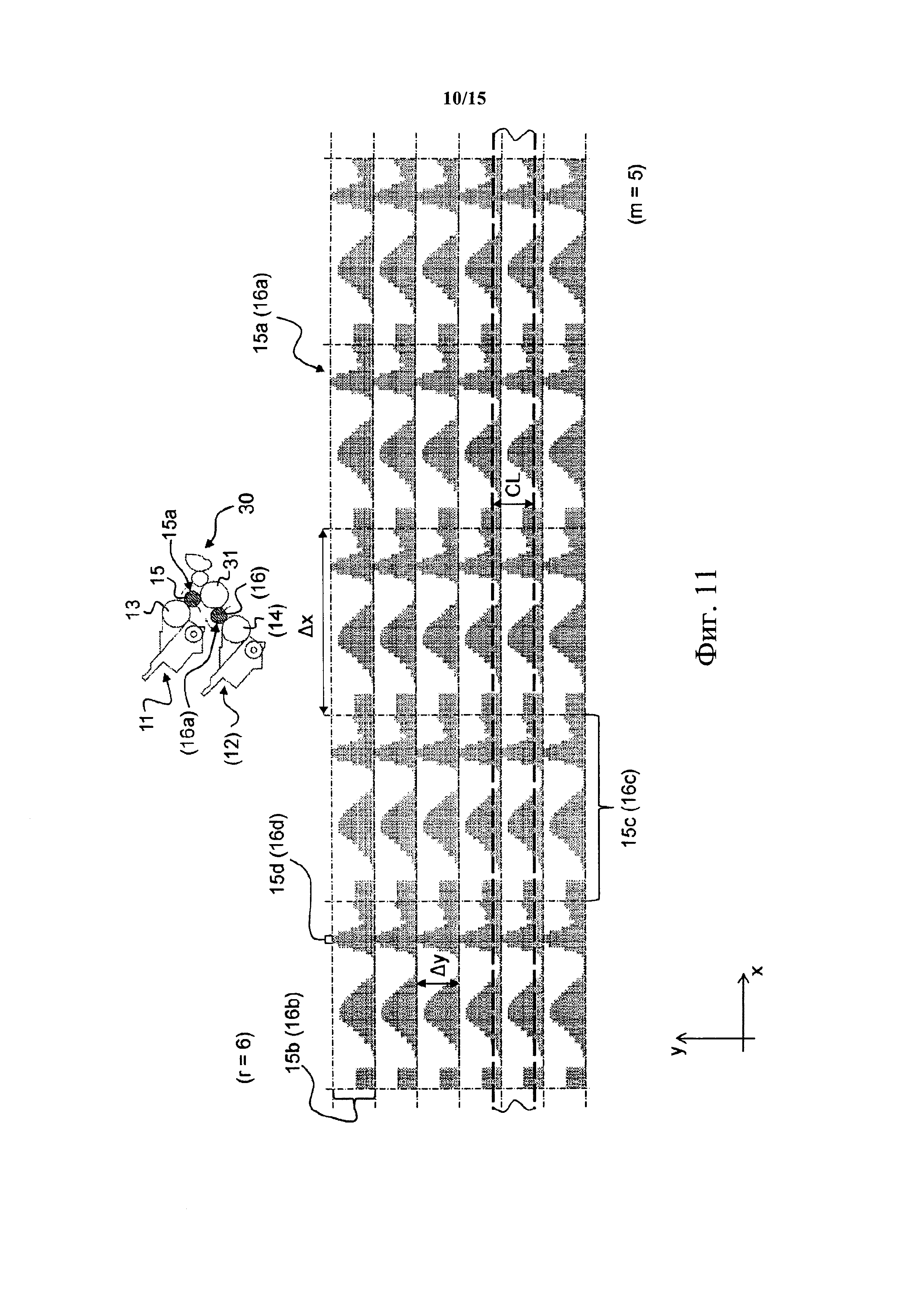
фиг. 11 - иллюстративный вид соответствующей конструкции для переноса краски, подлежащей созданию на окружности передаточного валика красочного устройства печатной машины в соответствии с первым вариантом осуществления настоящего изобретения, при этом данная конструкция для переноса краски является характерной для профиля накатывания краски по фиг. 10;
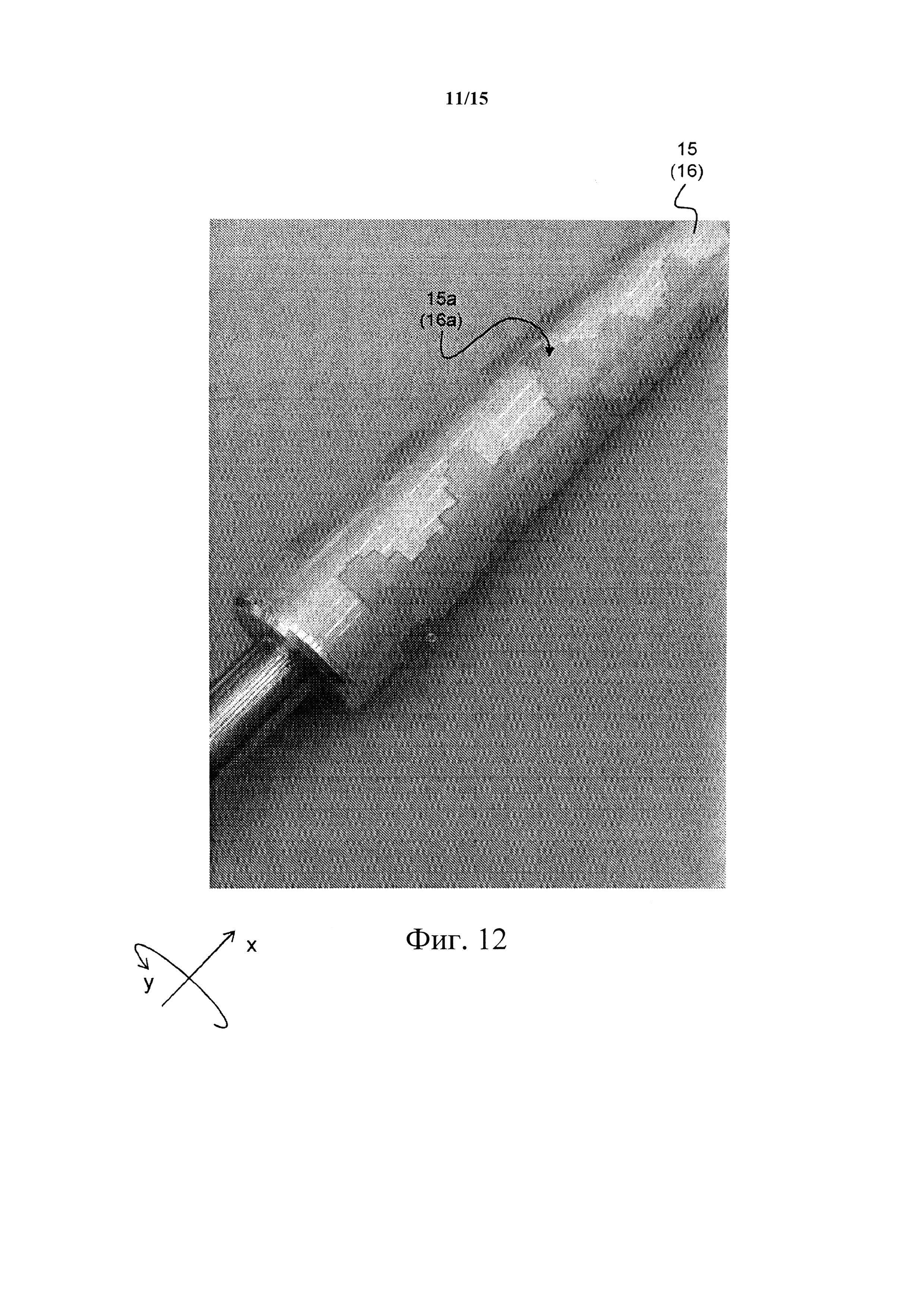
фиг. 12 - полутоновая фотографическая иллюстрация передаточного валика, снабженного одним из примеров конструкции для переноса краски согласно настоящему изобретению;
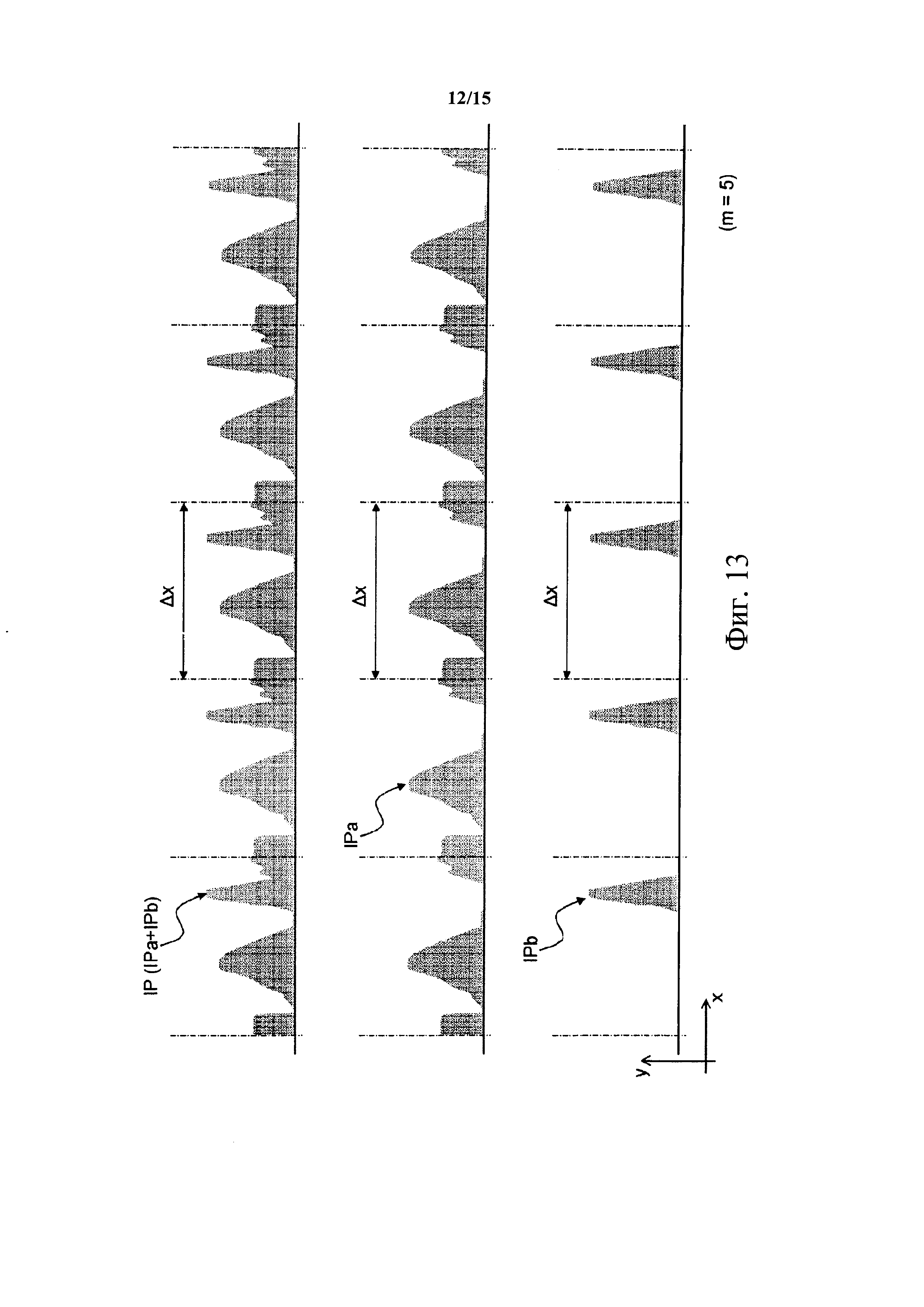
фиг. 13 - иллюстративный вид требуемого профиля накатывания краски по фиг. 9, повторяющегося по всей ширине печатной формы, подлежащей накатыванию краски, при этом профиль накатывания краски в данном примере подразделен на первую и вторую части;
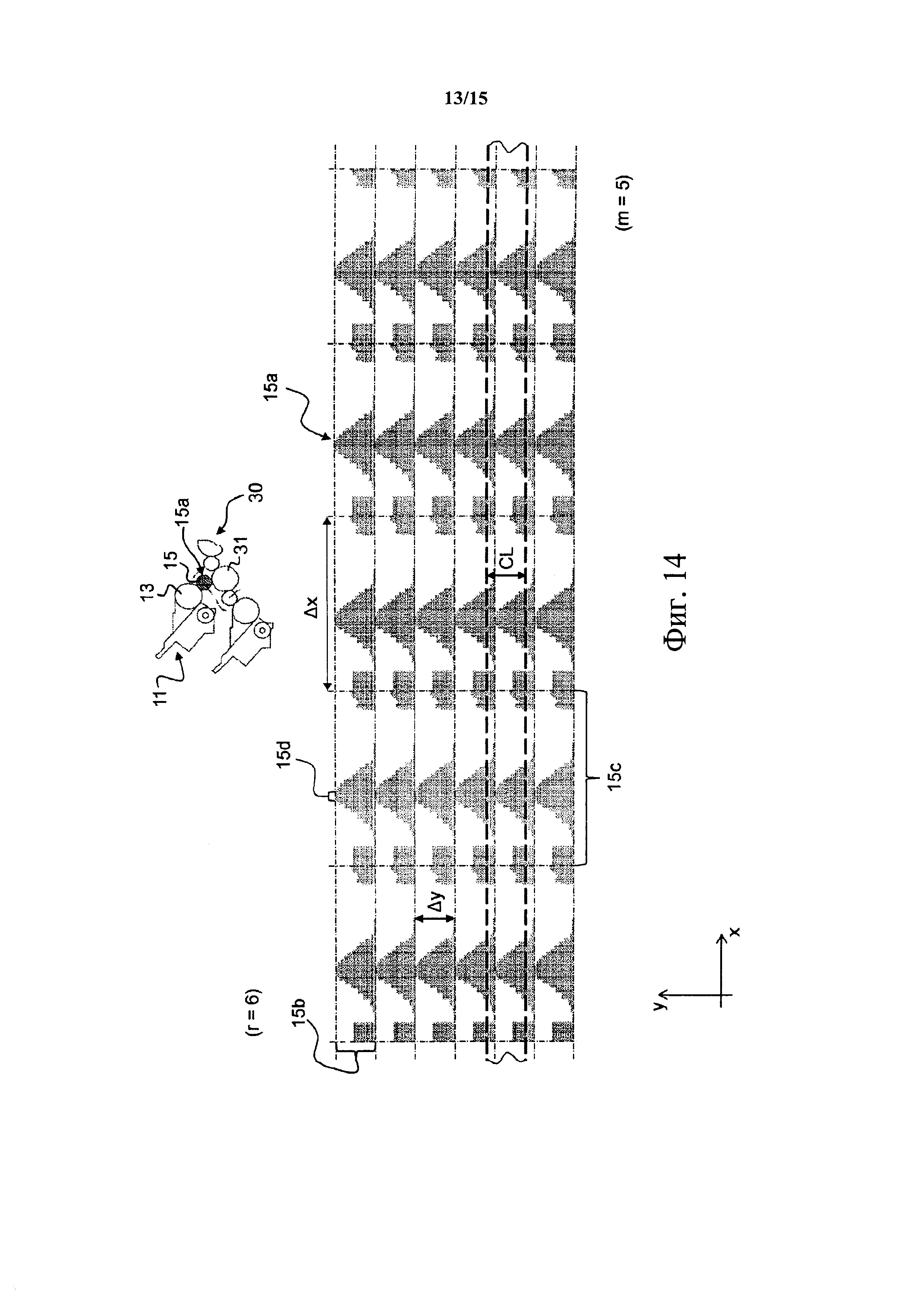
фиг. 14 - иллюстративный вид соответствующей первой конструкции для переноса краски, подлежащей созданию на окружности первого передаточного валика красочного устройства печатной машины в соответствии со вторым вариантом осуществления настоящего изобретения, при этом первая конструкция для переноса краски является характерной для первой части профиля накатывания краски по фиг. 13;
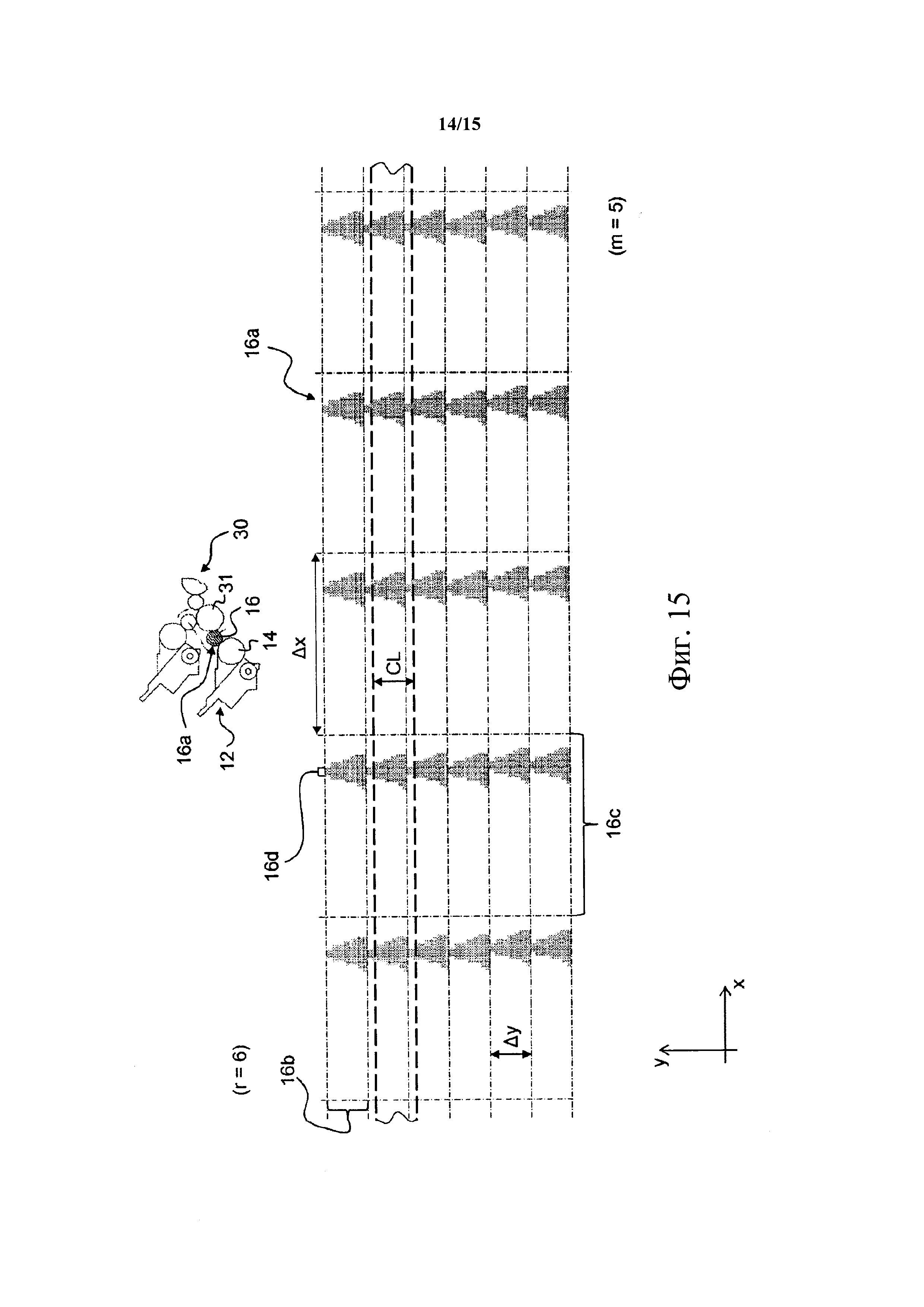
фиг. 15 - иллюстративный вид соответствующей второй конструкции для переноса краски, подлежащей созданию на втором передаточном валике красочного устройства печатной машины в соответствии со вторым вариантом осуществления настоящего изобретения, при этом вторая конструкция для переноса краски является характерной для второй части профиля накатывания краски по фиг. 13;
фиг. 16 - подробный вид сбоку конца в восходящем направлении еще одного красочного устройства, которое может быть использовано в контексте настоящего изобретения вместо красочного устройства, показанного на фиг. 1-4; и
фиг. 17а и 17b - схематический вид в поперечном разрезе отдельных конфигураций передаточного валика, которые могут быть использованы в контексте настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение будет описано в конкретном контексте листовой офсетной печатной машины для одновременной двусторонней печати листов, как правило, используемой для изготовления защищенных документов, таких как банкноты, при этом данная печатная машина содержит отдельные красочные устройства передаточного типа, уже обсужденные во вводной части настоящего документа с отсылкой к фиг. 1-4 (и 16). Изобретение, однако, является применимым к любой печатной машине, подобным образом полагающейся на использование красочных устройств передаточного типа, т.е. к любой печатной машине, содержащей по меньшей мере одно красочное устройство, содержащее (i) по меньшей мере один ящик с краскоподающим валиком, (ii) раскатной аппарат, содержащий по меньшей мере один красочный валик, получающий краску из по меньшей мере одного ящика, и (iii) по меньшей мере один передаточный валик, расположенный между краскоподающим валиком и красочным валиком, при этом данный передаточный валик выполнен с возможностью возвратно-поступательного качания между краскоподающим валиком и красочным валиком и периодического переноса краски с краскоподающего валика на красочный валик.
Как будет ясно из нижеследующего описания различных вариантов осуществления изобретения, ключевой элемент изобретения заключается в создании на окружности передаточного валика конструкции для переноса краски, отражающей требуемый профиль накатывания краски на печатную форму, подлежащую накатыванию, краски посредством красочного устройства, при этом данная конструкция для переноса краски конструктивно выполнена для регулирования количества краски, переносимой передаточным валиком.
На фиг. 7 схематически проиллюстрирован иллюстративный пример сложного офсетного фона, формирующего оттиск Р конкретного макета банкноты (только лицевой/передней стороны), как правило, выполненного с возможностью печати на печатной машине, относящейся к типу, проиллюстрированному на фиг. 1 и 2. Следует понимать, что данный конкретный макет банкноты включает другой сложный офсетный фон, печатаемый на оборотной/задней стороне листов (что в примере по фиг. 1 и 2 происходит одновременно с печатью на лицевой стороне листов). Этот сложный офсетный фон, как правило, состоит из множества отдельных офсетных оттисков, печатаемых красками разных цветов с соблюдением точной приводки друг к другу. В печатной машине, относящейся к типу, проиллюстрированному на фиг. 1 и 2, для печати лицевой (передней) стороны листов используют по меньшей мере четыре отдельных печатных формы, а это означает, что данный конкретный сложный офсетный фон в этом случае сформирован из четырех отдельных узоров, печатаемых с соблюдением точной приводки друг к другу. Как уже было упомянуто во вводной части настоящего документа, на верхней части офсетной печатной машины по фиг. 1 и 2 в восходящем направлении относительно главного печатного аппарата может, необязательно, быть предусмотрен дополнительный печатный аппарат, посредством чего увеличивается количество печатных форм (и, соответственно, количество отдельных узоров), используемых для печати лицевой (передней) стороны листов (см., в частности, патент США US 6101939 и публикацию международной (РСТ) заявки WO 2007/042919 А2, которые также полностью включены в настоящий документ посредством ссылки). В любом случае, количество отдельных печатных форм, используемых для печати конкретного макета, как таковое не является важным в контексте настоящего изобретения.
Также следует понимать, что сложный офсетный фон, фактически печатаемый на листах, состоит из повторения сложного офсетного фона, проиллюстрированного на фиг. 7, в соответствии с конкретным матричным упорядочением m×n оттисков Р (как, например, показано на фиг. 5, где, в иллюстративном примере, не имеющем ограничительного характера, m=5 и n=8).
На фиг. 8 проиллюстрирована соответствующая часть РР* печатной формы РР, используемая для изготовления части сложного офсетного фона по фиг. 7. Она может представлять собой любую пригодную печатную форму РР (как для влажной, так и для сухой офсетной печати), установленную на любом из формных цилиндров 115 (или, в зависимости от ситуации, 125), проиллюстрированных на фиг. 1-3.
В данном конкретном примере, краска на эту печатную форму РР может быть накатана с использованием одного из ящиков 11, 12 или обоих ящиков 11, 12, и в этом случае для накатывания на соответствующие части печатной формы используют две (или большее количество) различных красок. В целях обсуждения первого варианта осуществления изобретения предположим, что для накатывания на печатную форму РР единственной краски используется единственный ящик (например, ящик 11 по фиг. 3). Однако должно быть ясно, что изобретение является применимым вне зависимости от количества красок, используемых для накатывания на соответствующую печатную форму PP.
На фиг. 9 проиллюстрирован требуемый профиль IP* накатывания краски, соответствующий конкретной, показанной на фиг. 8 части РР* печатной формы РР, подлежащей накатыванию краски. На фиг. 9 проиллюстрирован только профиль накатывания краски для одного заданного положения оттиска в осевом направлении х, однако должно быть ясно, что требуемый профиль накатывания краски на всю печатную форму РР в своей основе представляет собой повторение профиля IP* накатывания краски по фиг. 9 целочисленное количество m раз (при этом m равно количеству столбцов оттисков Р, подлежащих печати, как показано на фиг. 5). Это схематически проиллюстрировано на фиг. 10, где требуемый профиль IP накатывания краски на всю печатную форму РР состоит из пятикратного, в данном конкретном примере, повторения профиля IP* накатывания краски, показанного на фиг. 9, в осевом направлении х. Должно быть ясно, что период повторения (или осевой период) Δх профиля IP накатывания краски соответствует геометрическому размеру L1 соответствующего оттиска Р.
Должно быть ясно, что требуемый профиль накатывания краски зависит от каждого конкретного макета, и что требуемый профиль IP*, IP накатывания краски, показанный на фигурах, следует соответствующим образом считать чисто иллюстративным примером. Преимущественно, такой профиль накатывания краски может быть получен из типичных данных предпечатной подготовки соответствующей печатной формы, таких как, например, данные предпечатной подготовки, отвечающие требованиям формата полиграфического производства CIP3, широко используемого в данной области техники. В контексте настоящего изобретения достаточно понимать, что требуемый профиль IP накатывания краски в своей основе представляет собой отображение соответствующего количества краски, необходимого для накатывания на любую заданную печатную форму РР, при этом данное количество зависит от конкретного макета для накатывания краски на печатную форму PP. Как схематически показано на фиг. 9, требуемый профиль IP накатывания краски, как правило, проявляет пики, указывающие на то, где для накатывания краски на печатную форму РР требуется большое количество краски, и впадины, указывающие на то, где для накатывания краски на печатную форму РР требуется сравнительно меньшее количество краски.
В соответствии с настоящим изобретением, краску на печатную форму РР накатывают посредством красочного устройства, имеющего в своей основе такую же конфигурацию, как конфигурация, известная в данной области техники, а именно: красочное устройство передаточного типа, такое как, например, устройство, показанное на фиг. 3 и 4. Однако, в отличие от известных решений, краску на печатную форму РР накатывают таким образом, чтобы согласовать требуемый профиль IP накатывания краски с таковым для конкретной печатной формы PP.
Как уже упоминалось во вводной части настоящего документа, известные красочные устройства, как правило, полагаются на т.н. систему зон подачи краски с отдельными зонами подачи краски и регулируемыми винтами регулировки подачи краски, имеющими некоторую, определенную техническими условиями ширину в осевом направлении (например, 30 мм - также см. фиг. 6), и это означает, что точного профиля накатывания краски достичь нельзя. Кроме того, в данном конкретном случае изготовления защищенных документов, печатаемых в форме матричного упорядочения оттисков, как показано на фиг. 5, каждый соответствующий столбец оттисков, как правило, требует отличающихся настроек винтов регулировки подачи краски, что ведет к необходимости поиска компромиссов оператором при накатывании краски на печатную форму.
В соответствии с настоящим изобретением, краску на каждую печатную форму РР можно накатывать в точном соответствии требуемому профилю IP накатывания краски на соответствующую печатную форму PP. Это достигается путем использования красочного устройства вышеупомянутого типа, в котором окружность передаточного валика обладает конструкцией для переноса краски, отражающей требуемый профиль IP накатывания краски на соответствующую печатную форму РР, подлежащую накатыванию краски посредством этого красочного устройства, при этом конструкция для переноса краски конструктивно выполнена для регулирования количества краски, переносимой передаточным валиком. Иными словами, в соответствии с изобретением, конструкция для переноса краски на окружности передаточного валика используется для точного определения и регулирования количества краски, подлежащей подаче на печатную форму, в зависимости от требуемого профиля накатывания краски на данную печатную форму.
На фиг. 11 проиллюстрирован один из примеров конструкции для переноса краски, которая может быть предусмотрена на окружности одного из передаточных валиков 15, 16 красочного устройства по фиг. 3 и 4 в соответствии с первым вариантом осуществления изобретения. Соответствующая конструкция для переноса краски, в целом, обозначена ссылочной позицией 15а или 16а в зависимости от того, предусмотрена эта конструкция на окружности передаточного валика 15 или передаточного валика 16, и она отражает требуемый профиль IP накатывания краски, показанный на фиг. 10. В целях описания предположим, что для накатывания краски на соответствующую печатную форму РР используется только один красочный ящик (то есть, либо красочный ящик 11, либо красочный ящик 12).
Конструкция 15а (16а) для переноса краски, предусмотренная на окружности передаточного валика 15 (16), предпочтительно представляет собой рельефную конструкцию, обладающую рельефными зонами переноса краски (показанными на фиг. 11 как серые зоны), при этом данная рельефная конструкция входит в контакт с, как правило, гладкой поверхностью сопряженного краскоподающего валика 13 (14). Конструкция 15а (16а) для переноса краски может представлять собой любую другую пригодную конструкцию, способную выполнять избирательный перенос краски при контакте с окружностью сопряженного краскоподающего валика 13 (14), такую как конструкция, содержащая зоны, принимающие краску и отталкивающие краску. Фотографическая иллюстрация передаточного валика 15 (16), снабженного рельефной конструкцией, действующей в качестве конструкции 15а (16а) для переноса краски, показана на фиг. 12.
Как схематически показано на фиг. 11, конструкция 15а (16а) для переноса краски на окружности передаточного валика 15 (16) подразделена в окружном направлении у передаточного валика 15 (16) на целочисленное количество r отдельных частей 15b (16b) для переноса краски, повторяющихся через определенный окружной период Δу в окружном направлении у, при этом каждая отдельная часть 15b (16b) для переноса краски отражает требуемый профиль IP накатывания краски на печатную форму РР, подлежащую накатыванию краски посредством красочного устройства. В проиллюстрированном примере в окружном направлении у повторяется шесть (r=6) отдельных частей 15b (16b) для переноса краски, при этом определенный окружной период Δу эквивалентен окружной длине передаточного валика 15 (16), т.е. в тт раз превышает соответствующий диаметр передаточного валика 15 (16), деленный на целое число r. Если для примера предположить, что передаточный валик 15 (16) имеет номинальный наружный диаметр 60 мм, то окружной период Δу в проиллюстрированном примере является эквивалентным, приблизительно, 31,416 мм.
В предельном случае, целое число r может быть равно 1, и это означает, что соответствующая конструкция 15а (16а) для переноса краски на окружности передаточного валика 15 (16) будет содержать только одну часть 15b (16b) для переноса краски. На практике, однако, количество г отдельных частей 15b (16b) для переноса краски предпочтительно составляет более одной. Целое число r может быть преимущественно меньше или равно 10, еще более предпочтительно - находиться в интервале от 4 до 6.
В соответствии с настоящим изобретением, длина контакта, на которой передаточный валик 15 (16) входит в контакт с краскоподающим валиком 13 (14) эквивалентна определенному окружному периоду Δу отдельных частей 15b (16b) для переноса краски или целому кратному этого определенного окружного периода Δу отдельных частей 15b (16b) для переноса краски. Эта длина контакта схематически проиллюстрирована на фиг. 11 как горизонтальная полоса, имеющая в окружном направлении у геометрический размер CL. В проиллюстрированном примере длину CL контакта выбирают так, чтобы она была эквивалентна определенному окружному периоду Δу.
Требуемую длину CL контакта можно выбрать, приводя в действие соответствующий краскоподающий валик 13 (14) так, чтобы он периодически вращался (или «качался») с заданной скоростью, соответствующей требуемой длине CL контакта, при этом передаточный валик 15 (16) приводится в движение посредством трения под действием соответствующего краскоподающего валика 13 (14), когда оба валика находятся в контакте друг с другом.
Благодаря вышеописанному решению, и независимо от конкретного положения на окружности передаточного валика 15 (16), в котором передаточный валик 15 (16) входит в контакт с сопряженным краскоподающим валиком 13 (14), передаточный валик 15 (16) будет нести и переносить частичную «полосу краски», регулируемую в зависимости от соответствующей конструкции 15а (16а) для переноса краски. Точнее, в проиллюстрированном примере, если длина CL контакта равна окружному периоду Δу, передаточный валик 15 (16) будет в каждом случае принимать некоторое количество краски, точно согласующееся с соответствующим профилем, определяемым каждой отдельной частью 15b (16b) для переноса краски. Если длину CL контакта следует увеличить до, например, удвоенного окружного периода Δу, то будет удвоено количество краски, принимаемой передаточным валиком 15 (16).
Точное количество r отдельных частей 15b (16b) для переноса краски выбирают на основании конкретных требований накатывания краски, при этом следует понимать, что увеличение количества r отдельных частей 15b (16b) для переноса краски подразумевает более короткую полосу краски и длину CL контакта (в окружном направлении у), и как следствие - уменьшение количества краски, принимаемой и переносимой передаточным валиком 15 (16).
Как показано на фиг. 11, конструкция 15а (16а) для переноса краски преимущественно является подразделенной в осевом направлении х передаточного валика 15 (16) на целочисленное количество m отдельных секций 15с (16с) для переноса краски, повторяющихся через предварительно определенный осевой период Δх в осевом направлении х, т.е., в проиллюстрированном примере, пять раз (m=5), при этом конструкция 15а (16а) для переноса краски, таким образом, отражает конкретное распределение столбцов оттисков Р, например, проиллюстрированное на фиг. 5. Это является особенно преимущественным в контексте изготовления защищенных документов, как обсуждалось выше. Действительно, осевое подразделение конструкции 15а (16а) для переноса краски на отдельные секции 15с (16с) для переноса краски, согласующиеся с конкретным распределением столбцов оттисков Р, обеспечивает то, что передаточный валик 15 (16) принимает и переносит точное количество краски, являющееся одинаковым для каждого столбца оттисков Р. Если печатается единственный оттиск Р или единственный столбец оттисков Р (т.е. m=1), конструкция 15а (16а) для переноса краски, очевидно, будет состоять из единственной секции 15с (16с) для переноса краски.
В предпочтительном примере, где конструкция 15а (16а) для переноса краски конструктивно выполнена как рельефная конструкция, обладающая рельефными зонами переноса краски, особенно преимущественным является структурирование конструкции 15а (16а) для переноса краски таким образом, чтобы она гарантировала постоянную и непрерывную окружную опору при контакте с краскоподающим валиком 14 (15) или красочным валиком 31. Это может быть гарантировано, например, путем обеспечения того, чтобы конструкция 15а (16а) для переноса краски обладала по меньшей мере одной непрерывной опорной частью 15d (16d), проходящей в окружном направлении у по окружности передаточного валика 15 (16), посредством чего гарантируется, что любая заданная часть конструкции 15а (16а) для переноса краски всегда является приведенной в контакт с окружностью сопряженного краскоподающего валика 13 (14). Это обеспечивает надлежащее сцепление силами трения передаточного валика 15 (16) с краскоподающим валиком 13 (14) (и с красочным валиком 31) независимо от положения, в котором два эти валика входят в контакт друг с другом. В проиллюстрированном примере сформировано пять таких непрерывных опорных частей 15d (16d), при этом данные непрерывные опорные части 15d (16d) совпадают с наивысшим положением соответствующего профиля IP накатывания краски.
В качестве альтернативы, различные секции 15с (16с) для переноса краски могут быть смещены одна относительно другой в окружном направлении у так, чтобы обеспечить постоянную и непрерывную окружную опору. Надлежащее сцепление силами трения передаточного валика 15 (16) с краскоподающим валиком 13 (14) также можно гарантировать, предусмотрев соответствующую непрерывную опорную часть (например, кольцевые секции, действующие как опорные кольца) на обоих концах передаточного валика 15 (16) за пределами области конструкции 15а (16а) для переноса краски, и в этом случае конструкция 15а (16а) для переноса краски могла бы обладать прерывистой поверхностью контакта в окружном направлении у.
Фиг. 13-15 представляют собой иллюстрации одного из дальнейших вариантов осуществления изобретения, в котором для накатывания краски на данную печатную форму РР с требуемым профилем IP накатывания краски используются оба красочных ящика 11, 12. Как показано на фиг. 13, требуемый профиль IP накатывания краски в данном случае состоит из двух частей IPa и IPb, каждая из которых отображает соответствующее количество и распределение краски, подлежащей подаче, соответственно, первым и вторым красочными ящиками 11 и 12. По существу, принцип накатывания краски аналогичен принципу, уже описанному с отсылкой к фиг. 10-12, с тем главным различием, что каждый передаточный валик 15, 16 обладает на его окружности соответствующей конструкцией 15а, 16а для переноса краски, отражающей, соответственно, первую часть IPa и вторую часть IPb требуемого профиля IP накатывания краски, проиллюстрированного, например, на фиг. 14 и 15.
Подразделение требуемого профиля IP накатывания краски на первую и вторую части IPa, IPb и, в результате, на конструкции 15а, 16а для переноса краски, очевидно, зависит от конкретного макета, подлежащего печати посредством печатной формы РР и соответствующего осевого распределения двух (или большего количества) красок, подлежащих подаче на печатную форму РР посредством первого и второго красочных ящиков 11, 12.
В этом, последнем примере, путем частичного смешивания красок в осевом направлении х можно изготовить диафрагменные или радужные эффекты, при этом данного частичного смешивания можно достичь, предусмотрев соответствующий раскатной аппарат 30 (или 30*) с соответствующими раскатными валиками 35, выполненные с возможностью колебания в осевом направлении х, что схематически проиллюстрировано на фиг. 3.
Благодаря изобретению, существенным образом усовершенствована регулировка накатывания краски. Действительно, благодаря изобретению, посредством соответствующей конструкции 15а, 16а для переноса краски, предусмотренной на окружности передаточного валика 15, 16, обеспечено должное регулирование и распределение количества краски. Общее количество краски, подаваемой красочным устройством, можно легко регулировать, играя на нескольких простых параметрах, таких как (i) частота, или скорость, с которой передаточный валик 15 (16) приводится в контакт с сопряженным краскоподающим валиком 13 (14), (ii) количество г отдельных частей 15b (16b) для переноса краски, влияющее на соответствующий окружной период Δу и длину CL контакта, (iii) фактическая длина CL контакта, которая может являться эквивалентной окружному периоду Δу или его целому кратному, и/или (iv) общая регулировка толщины красочного слоя на окружности краскоподающего валика 13 (14).
В предельном случае, красочное устройство можно значительно упростить, избавившись от типичной системы зон подачи краски из известных решений. Действительно, благодаря изобретению, регулировка накатывания краски в отдельных зонах подачи краски может больше не являться необходимой, так как необходимое распределение краски обеспечивается соответствующей конструкцией 15а, 16а для переноса краски, предусмотренной на окружности передаточного валика 15, 16. Иными словами, каждый красочный ящик 11, 12 может быть конструктивно выполнен как очень простое устройство типа красочного резервуара, содержащее красочный нож 11а, 12а, действующий совместно с краскоподающий валиком 13, 14, однако с очень простой системой регулировки, а именно: такой системой регулировки, в которой зазор между красочным ножом 11а, 12а и окружностью краскоподающего валика 13, 14 является равномерно регулируемым по всей осевой длине краскоподающего валика 13, 14, а не регулируемым посредством отдельных винтов регулировки подачи краски, как в известных решениях. При этом отдельные винты регулировки подачи краски по-прежнему могут представлять интерес, если принимается решение об обеспечении оператора дополнительной возможностью отдельного управления количеством краски в осевом направлении х.
Для формирования конструкции для переноса краски согласно настоящему изобретению на окружности передаточного валика могут быть приняты различные решения. Одно из решений, схематически проиллюстрированное на фиг. 17а, может состоять в структурировании наружного слоя 15е (16е), изготовленного, например, из резины, полимера или любого другого подходящего материала и сформированного непосредственно на окружности цилиндрического (например, металлического) сердечника 15f (16f) передаточного валика 15 (16). Структурирование можно осуществить, например, с помощью механической или лазерной гравировки наружного слоя 15е (16е). В этом случае, наружный слой 15е (16е) может быть удален после использования, а цилиндрический сердечник 15f (16f) - вновь покрыт новым наружным слоем 15е (16е) и снова структурирован для дальнейшего использования.
Альтернативное решение, схематически проиллюстрированное на фиг. 17b, состоит в структурировании поверхности материала сменного формного, или гильзового, носителя 15g (16g), носимого цилиндрическим телом 15h (16h) передаточного валика 15 (16). Сменный формный или гильзовый носитель 15g (16g), в частности, может быть изготовлен способом, аналогичным традиционным носителям для рельефной или высокой печати. В этом случае сменный формный или гильзовый носитель 15g (16g) может храниться вместе с сопряженной печатной формой РР для дальнейшего использования.
Конструкцию 15а (16а) для переноса краски можно также сформировать посредством методик трехмерной печати, и в этом случае пригодная рельефная конструкция может быть сформирована, например, непосредственно на окружности цилиндрического сердечника, или на поверхности сменного формного или гильзового носителя. Собственно говоря, при помощи трехмерной печати можно сформировать завершенный гильзовый носитель, объединяющий в единое целое конструкцию 15а (16а) для переноса краски.
Материал, используемый для изготовления конструкции для переноса краски согласно настоящему изобретению, должен проявлять свойства, подходящие для обеспечения надлежащего переноса краски. В этом отношении, предпочтительным является использование такого материала, который, в частности, проявляет подходящие свойства твердости. В обсужденных выше примерах краскоподающие валики 13, 14, как правило, представляют собой валики с керамическим покрытием, и конструкции 15а, 16а для переноса краски на окружности передаточных валиков 15, 16 предпочтительно должны обладать твердостью по Шору (А) порядка 37-40°. Материал конструкций 15а, 16а для переноса краски может представлять собой резину, полимер или любой другой материал, проявляющий аналогичные свойства.
Изготовление передаточного валика для использования в качестве (по меньшей мере одного) передаточного валика 15, 16 красочного устройства согласно изобретению в своей основе включает следующие этапы:
(a) создание требуемого профиля накатывания краски на печатную форму, подлежащую накатыванию краски; и
(b) формирование на окружности передаточного валика конструкции для переноса краски, отражающей требуемый профиль накатывания краски и конструктивно выполненной для регулирования количества краски, переносимой передаточным валиком, в соответствии с вышеописанным принципом, а именно: путем подразделения конструкции для переноса краски на окружности передаточного валика (в окружном направлении передаточного валика) на целочисленное количество r отдельных частей для переноса краски, повторяющихся через предварительно определенный окружной период в окружном направлении, при этом каждая отдельная часть для переноса краски отражает требуемый профиль накатывания краски на печатную форму, подлежащую накатыванию краски.
В вышеописанных вариантах осуществления могут быть сделаны разнообразные модификации и/или усовершенствования без отступления от объема изобретения, определяемого приложенной формулой изобретения.
В частности, красочное устройство со спаренными ящиками может относиться к типу, проиллюстрированному на фиг. 1-4, где оба передаточных валика 15, 16 действуют совместно с одним и тем же красочным валиком 31 раскатного аппарата 30, или к типу, проиллюстрированному на фиг. 16, где передаточные валики 15, 16 действуют совместно с отдельными красочными валиками 31*, 32* раскатного аппарата 30*.
В дополнение, несмотря на то, что на фиг. 11, 12, 14 и 15 показаны конструкции 15а, 16а для переноса краски, более или менее непосредственно отражающие требуемый профиль IP накатывания краски на печатную форму РР, подлежащую накатыванию краски, можно остановить свой выбор на любой другой подходящей конструкции для переноса краски, отражающей требуемый профиль IP накатывания краски. В частности, конструкция для переноса краски может представлять собой растрированную конструкцию с зонами, постепенно регулирующими количество краски в зависимости от требуемого профиля накатывания краски. По существу, возможной является любая конструкция, способная надлежащим образом регулировать количество краски между 0% и 100% от требуемого количества краски.
Несмотря на то, что изобретение было описано в контексте изготовления защищенных документов, должно быть ясно, что изобретение не ограничено данным конкретным применением.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ. ИСПОЛЬЗУЕМЫХ В ДАННОМ ДОКУМЕНТЕ
10 красочное устройство печатной машины 100 (четыре красочных устройства на лицевой стороне)
10* альтернативный вариант осуществления красочного устройства (фиг. 12)
20 красочное устройство печатной машины 100 (четыре красочных устройства на оборотной стороне)
20* альтернативный вариант осуществления красочного устройства (фиг. 12)
11 (первый) красочный ящик/устройство типа красочного резервуара
11а красочный нож устройства 11 типа красочного резервуара
12 (второй) красочный ящик/устройство типа красочного резервуара
12а красочный нож устройства 12 типа красочного резервуара
13 (первый) краскоподающий валик (дукторный валик)
14 (второй) краскоподающий валик (дукторный валик)
15 (первый) передаточный валик, действующий совместно с краскоподающим валиком 13
15а конструкция для переноса краски на окружности передаточного валика 15 (сформированная из отдельных частей 15b для переноса краски)
15b отдельные части 15b для переноса краски, повторяющиеся целочисленное количество (r) раз в окружном направлении у передаточного валика 15
15с отдельные секции для переноса краски, повторяющиеся целочисленное количество (m) раз в осевом направлении х передаточного валика 15
15d непрерывная опорная часть конструкции 15а для переноса краски, проходящая в окружном направлении у
15е структурированный наружный слой передаточного валика, сформированный непосредственно на окружности цилиндрического сердечника 15f и структурированный для формирования конструкции 15а для переноса краски (первый вариант - фиг. 17а)
15f цилиндрический сердечник передаточного валика 15, создающий опору для наружного слоя 15е (первый вариант - фиг. 17а)
15g сменный формный или гильзовый носитель передаточного валика 15, поверхность которого структурирована для формирования конструкции 15а для переноса краски (второй вариант - фиг. 17b)
15h цилиндрическое тело передаточного валика 15, несущее сменный формный или гильзовый носитель 15g (второй вариант - фиг. 17b)
16 (второй) передаточный валик, действующий совместно с краскоподающим валиком 14
16а конструкция для переноса краски на окружности передаточного валика 16 (сформированная из отдельных частей 16b для переноса краски)
16b отдельные части 16b для переноса краски, повторяющиеся целочисленное количество (r) раз в окружном направлении у передаточного валика 16
16с отдельные секции для переноса краски, повторяющиеся целочисленное количество (m) раз в осевом направлении х передаточного валика 16
16d непрерывная опорная часть конструкции 16а для переноса краски, проходящая в окружном направлении у
16е структурированный наружный слой передаточного валика, сформированный непосредственно на окружности цилиндрического сердечника 16f и структурированный для формирования конструкции 16а для переноса краски (первый вариант - фиг. 17а)
16f цилиндрический сердечник передаточного валика 15, создающий опору для наружного слоя 16е (первый вариант - фиг. 17а)
16g сменный формный или гильзовый носитель передаточного валика 16, поверхность которого структурирована для формирования конструкции 16а для переноса краски (второй вариант - фиг. 17b)
16h цилиндрическое тело передаточного валика 16, несущее сменный формный или гильзовый носитель 16g (второй вариант - фиг. 17b)
Δх (осевой) период, через который отдельные секции 15с, 16с для переноса краски повторяются в осевом направлении х
Δу (окружной) период, через который отдельные части 15b, 16b для переноса краски повторяются в окружном направлении у
30 раскатной аппарат (вариант осуществления по фиг. 1-4)
30* раскатной аппарат (альтернативный вариант осуществления по фиг. 12)
31 красочный валик раскатного аппарата 30, действующий совместно с передаточными валиками 15, 16
31* (первый) красочный валик раскатного аппарата 30*, действующий совместно с передаточным валиком 15
32* (второй) красочный валик раскатного аппарата 30*, действующий совместно с передаточным валиком 16
33* промежуточный краскоподающий валик, расположенный между первым и вторым красочными валиками 31*, 32*
35 раскатные валики, выполненные с возможностью колебания в осевом направлении х
40 (необязательный) увлажняющий блок
100 офсетная печатная машина с одновременной двусторонней печатью (типа "Simultan")
101 печатный аппарат печатной машины 100
102 аппарат подачи листов печатной машины 100
103а листопередающий цилиндр (односегментный цилиндр)
103b листопередающий цилиндр (двухсегментный цилиндр)
103с листопередающий цилиндр (односегментный цилиндр)
104 блок для сушки/закрепления
110 (первый) офсетный цилиндр (трехсегментный цилиндр)
115 (четыре) формных цилиндра (односегментные цилиндры)
120 (второй) офсетный цилиндр (трехсегментный цилиндр)
125 (четыре) формных цилиндра (односегментные цилиндры)
150 пара боковых рам, поддерживающих офсетные цилиндры 110, 120
151 (первая) подвижная красочная каретка, создающая опору для красочных устройств 10
152 (вторая) подвижная красочная каретка, создающая опору для красочных устройств 20
160 система транспортировки листов (с отстоящими друг от друга штангами с захватами)
180 секция листовой приемки
S печатный лист
Е эффективная зона печати на печатном листе S
Р защищенный (например, банкнотный) оттиск в пределах эффективной зоны Е печати (сложный офсетный фон)
L длина листа S (как правило, 700 мм)
W ширина листа S (как правило, 820 мм)
L1 длина защищенного оттиска Р (в осевом направлении х)
L2 длина защищенного оттиска Р (в окружном направлении у)
РР печатная форма, несомая формным цилиндром 115, или, соответственно, 125
А (первый) узор на защищенном оттиске Р
В (второй) узор на защищенном оттиске Р
IP требуемый профиль накатывания краски на печатную форму РР
IPa первая часть требуемого профиля IP накатывания краски, формируемая, например, посредством первого передаточного валика 15
IPb вторая часть требуемого профиля IP накатывания краски, формируемая, например, посредством второго передаточного валика 16
х осевое направление (перпендикулярное пути печатных листов)
у окружное направление (параллельное пути печатных листов)
Реферат
Предложено красочное устройство печатной машины, в частности офсетной печатной машины или машины высокой печати, содержащее по меньшей мере один красочный ящик с краскоподающим валиком, раскатной аппарат, содержащий по меньшей мере один красочный валик, получающий краску из по меньшей мере одного красочного ящика, и по меньшей мере один передаточный валик, расположенный между краскоподающим валиком и красочным валиком, при этом данный передаточный валик выполнен с возможностью возвратно-поступательного качания между краскоподающим валиком и красочным валиком и периодического переноса краски с краскоподающего валика на красочный валик. Окружность передаточного валика обладает конструкцией для переноса краски, отражающей требуемый профиль накатывания краски на печатную форму, подлежащую накатыванию краски посредством красочного устройства, и конструктивно выполненной для регулирования количества краски, переносимой передаточным валиком. Конструкция для переноса краски на окружности передаточного валика подразделена в окружном направлении передаточного валика на целочисленное количество отдельных частей для переноса краски, повторяющихся через предварительно определенный окружной период в окружном направлении, при этом каждая отдельная часть для переноса краски отражает требуемый профиль накатывания краски на печатную форму, подлежащую накатыванию краски посредством красочного устройства. Длина контакта, на которой передаточный валик входит в контакт с краскоподающим валиком, эквивалентна определенному окружному периоду отдельных частей для переноса краски или целому кратному этого определенного окружного периода отдельных частей для переноса краски. 3 н. и 21 з.п. ф-лы, 17 ил.
Комментарии