Двухленточный пресс - SU1757450A3
Код документа: SU1757450A3
Чертежи


Описание
Изобретение касается оборудования для непрерывного изготовления бесконечных полотен материала методом прессования .
Известен двухленточный пресс для непрерывного изготовления длинномерных полотен материала, содержащий смонтированные на станине вращающиеся в подшип- никах обогреваемые барабаны, охватывающие их и расположенные одна над другой обогреваемые бесконечные стальные ленты, образующие между собой формующий канал, расположенные между ветвями каждой ленты верхнюю и нижнюю камеры давления, имеющие по периметру в зоне контакта с внутренней стороной лент скользящие уплотнения и соединенныесси- стемой подачи рабочей среды под давлением .
В известном прессе нагрев лент осуществляется за счет контакта их с прижимными элементами, что не обеспечивает равномерного нагрева лент, требующих больших усилий .
Целью изобретения является улучшение нагрева прессуемогб материала.
Пресс, содержащий смонтированные на станине вращающиесяцггшдшипниках обогреваемые барабаны, охватывающие их и расположенные одна на/i другой обогреваемые бесконечные стальные ленты, образующие между собой формующий канал, расположенные между ветвями каждой вер- хнюю и нижнюю камеры давления, имеющие по периметру в зоне контакта с внутренней стороной лент скользящие уплотнения и соединенные с системой подачи рабочей среды под давлением, снабжен средствами электронагрева лент в виде изолированно закрепленных на станине у входных и выходных барабанов с зазором относительно них дугообразных плит, несущих равномерно размещенные по периметру кронштейны с вставками, в каждой из которых установлен с возможностью пере (Л
С
Ч
01 VJ
Јь СП
о
СА)
мещения посредством штанги щеткодержатель со щеткой для обеспечения скольжения относительно лент, и средства подвода постоянного тока. При этом дугообразные плиты расположены на барабанах по ширине бесконечных лент, а каждый несущий щетку кронштейнт установлен с возможностью поворота отнсоительно барабана.
Кроме того, средства подвода постоянного тока выполнены в виде закрепленной на торце кронштейна медной пластины, электрически связанной с щеткодержателем и источником постоянного тока, щетки выполнены из графита, бронзы, меди, а барабаны гуммированы.
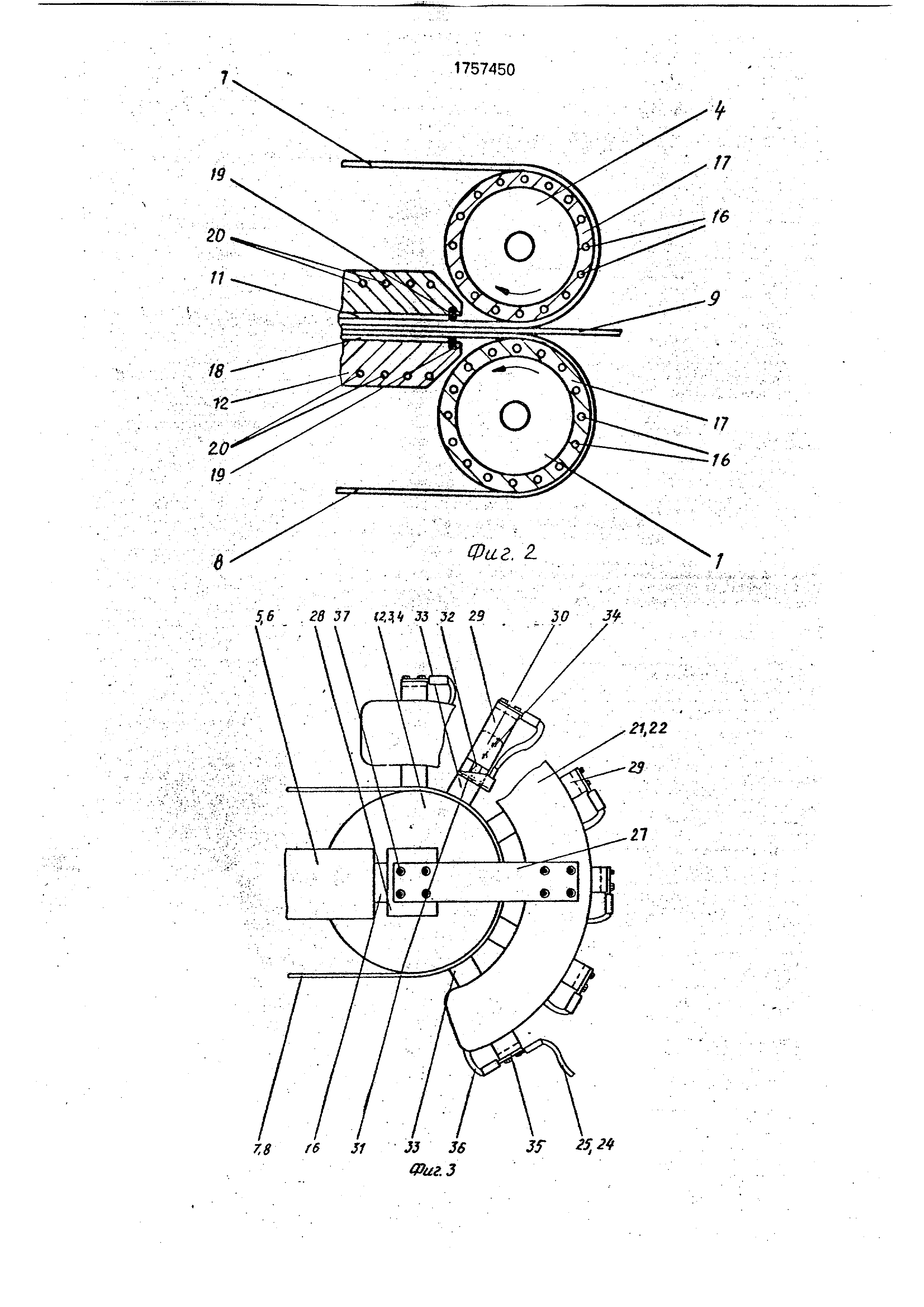
На фиг. 1 показана схема двухленточно- го пресса; на фиг. 2 - входная зона пнресса, продольный разрез; на фиг. 3 - контактное кольцо средства для передачи тока на прижимную ленту; на фиг, 4 - принципиальная электрическая схема для нагрева прижимной ленты; на фиг, 5 - схемы узла прижимных лент с принципиальной электрической схемой для индукционного нагрева лент.
Двухлентошчный пресс для непрерывного изготовления длинномерных полотен материала состоит из натяжных барабанов 1-4, установленных в опорах 5 и 6, охватывающих попарно барабаны 1,2 и 3,4 непрерывных стальных лент 7 и 8, Прижимные ленты 7 и 8 натягиваются с помощью известных средств, например гидравлических цилиндров 9. Концевые натяжные барабаны 2 и 3 приводные и приводят в действие прижимные ленты Т и 8, образуя двухлен- точный пресс.
Оказываемое на полотно материала 10 давление прикладывается через прижимные плиты 11 и 12 гидравлическим способом к внутренним сторонам прижимных лент 7 и 8 и передается на полотно материала 10. Вызванные прессуемым материалом реактивные силы передаются через прижимные плиты 11 и 12 и соединенные с ними опорные балки 13 и 14 на станину 15 пресса.
Расположенные на стороне входа концевые натяжные барабаны 1 и 4 нагреты, например, с помощью термомасла, которое циркулирует в каналах 16 в оболочке 17 концевых натяжных цилиндров 1 и 4 (фиг. 2), и нагревают благодаря этому прижимные ленты 7 и 8, Воспринятое этими лентами количество тепла переносится благодаря их теплоемкости в зону отверждения и тем отдается полотну материала 10 для его отверждения .
Для создания воздействующего на полотно материала 10 поверхностного давления в пространстве между нажимными
плитами 11 и 12 и внутренней стороной ветви прижимных лент 7 и 8 размещается находящаяся под давлением рабочая среда, По бокам это пространство, так называемая нагнетательная камера 18, ограничено кольцеобразными замкнутыми уплотнениями 19. Эти уплотнения установлены в прижимных плитах 11 и 12 и контактируют под давлением прижима с поверхностью внутренних
0 сторон прижимных лент 7 и 8. Таким образом , уплотнения 19 действуют как уплотнения поверхности скольжения.
Прижимные плиты 11 и 12 состоят из стальной плиты и имеют прямоугольную
5 форму. В краевой зоне по периметру выполнен паз, в котором находится уплотнение 19 для ограничения этой зоны с боков. В зависимости от размера в прижимных плитах 11 и 12 предусмотрены один или несколько
0 впускных отверстий (не показаны), через которые рабочая среда подается в нагнетательную камеру 18. В качестве рабочей среды используется синтетическое масло, которое соответствует преобладающим, в
5 двухленточном прессе эксплуатационным условиям. Однако может использоваться также газ, например сжатый воздух. Для обогрева прижимные плиты 11 и 12 могут быть оснащены поперечными или продоль0 ными отверстиями 20 (фиг. 2), по которым циркулирует нагреваемое термомасло.
При использовании некоторых прессуемых материалов воспринятого прижимными лентами 7 и 8 на натяжных концевых
5 барабанах 1 и 4 и отданного в зоне отверждения полотну материала 10 тепла недостаточно для полного отверждения прессуемого материала. Так как нагретая текучая рабочая среда является плохим про0 водником тепла, трудно передавать тепло в достаточном количестве от прижимных плит 11 и 12 на прижимные ленты 7 и 8. Чтобы преодолеть эту трудность, прижимные ленты 7 и 8 нагреваются дополнительно в двух5 ленточном прессе с помощью резистивного или индуктивного нагрева посредством потерь от вихревых токов. Обнаружено, что благодаря этому можно добиться значитель- . но лучшей передачи тепла от прижимных
0 лент 7, 8 на проходящие сквозь зону отверждения полотно материала 10.
Для электрического резисторного нагрева прижимных лент 7 и 8 в двухленточном прессе слева и справа на концевых
5 натяжных барабанах 1-4 расположены петлевые кольцевые плиты 21 и 22, с помощью которых постоянное электрическое напряжение прикладывается к прижимным лентам 7 и 8. Отрицательный полюс источника 23 постоянного напряжения с помощью
проводников 24 соединяется с петлевыми кольцевыми плитами 21 и 22, которые находятся на кольцевых натяжных барабанах t или 4. Положительный полюс источника 23 постоянного напряжения с помощью проводников 25 соединяется петлевыми кольцевыми плитами 21 и 22 Принципиальные пути 26 протекания тока показаны на фиг. 5. На основании удельного сопротивления прижимных лент 7 и 8 на них образуется падение напряжения, которое приводит к ее нагреванию. Так как используемые для прижимных лент высококачественные стали представляют собой материал с относительно высоким удельным сопротивлением, то образуется значительное количество тепла . Этим количеством тепла и тем самым повышением температуры прижимной ленты можно целенаправленно управлять путем выбора приложенного напряжения и протекающего тока источника 23 постоянного напряжения.
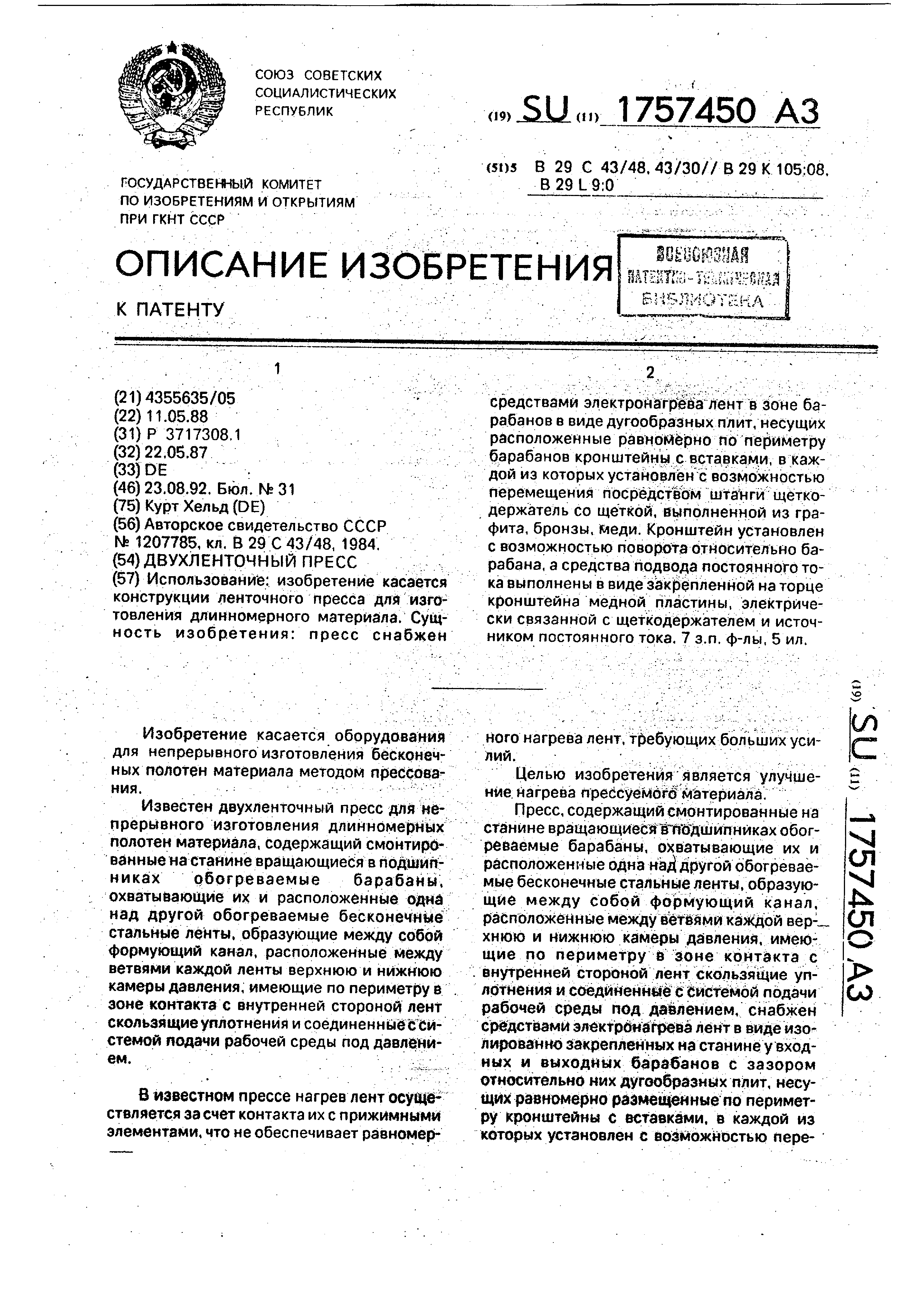
Дугообразные плиты 21 и 22 имеют радиус несколько больше радиуса концевых натяжных барабанов 1-4. Не совсем полукруглая образующая (примерно круговой сектор 150°) плита жестко соединена с несущим элементом 27 на узлах 28 крепления концевых натяжных барабанов 1-4 таким образом, что она не касается прижимных лент 7 и 8. На плитах 21 и 22 на целесообразном удалении один от другого закреплены щеткодержатели 29. В щеткодержателях 29 расположены вставки 30, которые предназначены для крепления обоймы щеток 31 и могут перемещаться по штанге 32 относительно вставки 30. В обойме щетки 31 закреплена собственно щетка 33, скользяще касающаяся прижимных лент 7 и 8. Щеткодержатель 29 установлен с возможностью поворота вокруг точки 34 поворота на плите и вместе с подвижной обоймой 31 щетки устанавливаются таким образом, что щетка 32 оптимально соприкасается с прижимной лдентьой 7 (8).
На обращенном от прижимной ленты 7 (8) конце щеткодержателя 29 расположена медная пластина 35, к которой подводятся проводники 24 и 25 от источника 23 постоянного напряжения. От медной пластины 35 отходят другие медные проводники 36 к обойме 31 щетки 33. Тем самым щетка 33 соединена с соответствующим полюсом источника 23 постоянного напряжения и таким образом передает напряжение на прижимную ленту 7 (8). Количество щеток зависит от величины передаваемого тока. В качестве материала для щеток пригоден например , графит, бронза, медь или им подобные материалы. Щетки 32 могут быть
расположены только на краю прижимной ленты 7 (8), а могут быть распределены по всей ее ширине на целесообразном удале5 нии одна от другой.
Чтобы избежать нежелательной передачи электрического тока на станину машины , между несущим элементом 27 и узлом
0 28 крепления проложена изолирующая пластина (не показана). Точно также под крепежные винты 37 подложены изолирующие шайбы. С целью изоляции концевые натяжные барабаны 1-4 могут быть прорезинены
5 относительно прижимной ленты 7 (8). При индуктивном нагреве с помощью потерь токов на узле прижимной ленты двухленточно- го пресса прижимная плита 11 (12) имеет прямоугольное углубление 38 для установки
0 индуктора 39, который состоит из прямоугольной медной пластины и закреплен изолировано с помощью узла 40 крепления на прижимной плите 11 (12). Через прижимную плиту 11 (12) проходят проводники 41 к ин5 дукторуЗЭ Эти проводники 41 соединены с полюсами источника 42 переменного напряжения Для охлаждения в индукторе 39 могут иметься отверстия 43, по которым протекает охлаждающая жидкость.
0 Устройство работает следующим обра ь зом.
От источника 23 напряжения электрический ток через проводники 24 и 25, пластину 35, щеткодержатель 29 подводится к щет5 кам 33, контактирующим с лентами 7 и 8 В результате такого соединения ленты нагреваются и в зоне прессбвания одновременно с опрессовкой в канале между лентами 7 и 8 осуществляют отверстие изделия.
0 Источник 42 напряжения подает по проводникам 41 на индуктор 39 переменное напряжение. Посредством электромагнитной индукции в движущейся мимо индуктора прижимной ленте 7 (8) также
5 индуцируется переменное напряжение. Благодаря этому в прижимной ленте 7 (8) возникают вихревые токи, которые по причине их электрического сопротивления нагревают прижимную ленту 7 и 8. Частота
0 переменного напряжения зависит от формы индуктора, прижимных лент 7 и 8, производимого количества тепла и дак далее и опре- деляется специалистом с помощью конкретных данных.
5 Если прижимная плита установлена в станине пресса электрически изолированно , она также может использоваться в качестве индуктора. Тогда через поперечные или продольные отверстия 20 в прижимных плитах 11,12 (фиг. 2) с целью ее охлаждения может протекать охлаждающая жидкость. Если нагревание прижимных лент 7 и 8,
должно осуществляться уже перед зоной отверждения , то индуктор может быть также размещен в станине пресса в надлежащем месте вне прижимной ленты. Принципы индуктивного и резистивного нагревания могут комбинироваться в единственном двухленточном прессе друг с другом или с другими устройствами для передачи тепла на прижимную ленту. Создание тепла посредством электромагнитной индукции в прижимной ленте осуществляется бескон- тактно, в то время как при резисторном нагревании только незначительная, необходимая для передачи тока поверхность щетки соприкасается с прижимной лентой. Благодаря этому получают значительно меньшие по сравнению с уровнем техники силы трения, что означает меньшую мощность привода и меньший износ прижимной ленты.
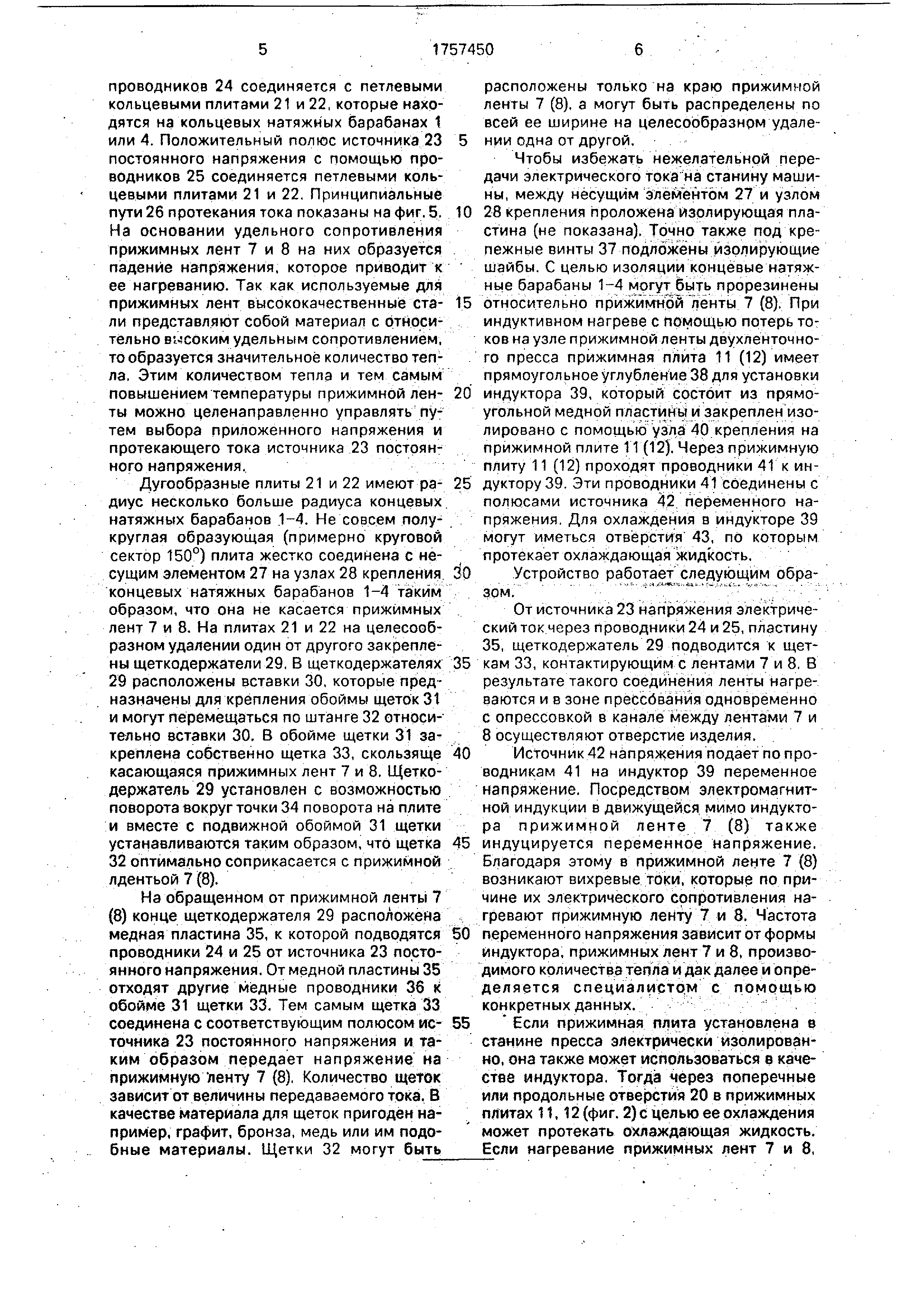
Формула изобретения 1. Двухленточный пресс для непрерывного изготовления длинномерных полотен материала, содержащий смонтированные на станине вращающиеся в подшипниках обогреваемые барабаны, охватывающие их и расположенные друг над другом обогреваемые бесконечные стальные ленты, образующие между собой формующий канал, расположенные между ветвями каждой ленты верхнюю и нижнюю камеры давления, и имеющие по периметру в зоне контакта с внутренней стороной лент скользящие уплотнения и соединенные с системой подачи рабочей среды под давлением, отличаюгг
22 IS
г гг
П it 5 б
Фиг,
щийся тем, что, с целью улучшения нагрева прессуемого материала, он снабжен средствами электронагрева лент в виде изолированно закрепленных на станине у
входных и выходных барабанов с зазором относительно них дугообразных плит, несущих равномерно размещенные по периметру кронштейны с вставками, в каждой из которых установлен с возможностью пере0 мещения посредством штанги щеткодержатель со щеткой для обеспечения ее скольжения относительно лент, и средства подвода постоянного тока.
2.Пресс по п. 1, отличающийся 5 тем, что дугообразные плиты расположены
на барабанах по ширине бесконечных лент.
3.Пресс по пп. 1 и2, отличающийся тем. что каждый несущий щетку кронштейн установлен с возможностью поворота отно0 сительно барабана.
4.Пресс по п. 3, отличающийся тем, что средства подвода постоянного тока выполнены в виде закрепленной на торце кронштейна медной пластины, электриче5 ски связанной с щеткодержателем и источником постоянного тока.
5.Пресс по пп, 1-4, отличающийся тем, что щетки выполнены из графита.
6.Пресс по пп. 1-4, отличающийся 30 тем, что щетки выполнены из бронзы.
7.Пресс по пп. 1-4, отличающийся тем, что щетки выполнены из меди.
8.Пресс по пп. 1-7, отличающийся тем, что барабаны выполнены гуммирован35 ными.
7 Z1
(О
v. Ч)
41 W

Реферат
Использование: изобретение касается конструкции ленточного пресса для изготовления длинномерного материала. Сущность изобретения: пресс снабжен средствами электронагрева лент в зоне барабанов в виде дугообразных плит, несущих расположенные равномерно по периметру барабанов кронштейны с вставками, в каждой из которых установлен с возможностью перемещения посредством шта нги щеткодержатель со щеткой, выполненной из графита , бронзы, меди. Кронштейн установлен с возможностью поворота относительно барабана , а средства подвода постоянного тока выполнены в виде закрепленной на торце кронштейна медной пластины, электрически связанной с щеткодержателем и источником постоянного тока. 7 з.п. ф-лы, 5 ил.
Формула
Комментарии