Ламинированный упаковочный материал, способ изготовления ламинированного материала и упаковочный контейнер, производимый из него - RU2202473C2
Код документа: RU2202473C2
Чертежи



Описание
Настоящее изобретение касается ламинированного упаковочного материала, содержащего внутренний слой из бумаги или картона и газобарьерный слой из полиамида, включающего конденсационный полимер метаксилендиамина и адипиновой кислоты (Nylon-MXD6), нанесенный на одну сторону внутреннего слоя вместе с по меньшей мере одним слоем термосвариваемых пластиков, посредством покрывания совместной экструзией.
Настоящее изобретение также касается способа производства ламинированного упаковочного материала согласно изобретению, а также упаковочного контейнера, производимого из ламинированного упаковочного материала.
Уровень техники
В упаковочной промышленности хорошо известно использование ламинированного упаковочного материала одноразового характера для упаковки и
транспортировки жидких пищевых продуктов. Обычно такие ламинированные упаковочные материалы состоят из жесткого по форме, но складывающегося внутреннего слоя, состоящего, например, из бумаги или
картона, для достижения высокой механической жесткости по форме. Непроницаемые для жидкости покрытия из пластика нанесены на обе стороны внутреннего слоя и эффективно защищают внутренний слой из
поглощающих жидкость волокон от проникновения влаги. Эти наружные слои обычно состоят из термопластика, предпочтительно полиэтилена, который, кроме того, улучшает термосваривающие свойства
упаковочного материала, при этом упаковочный материал может быть превращен в готовые упаковки, обладающие заданной геометрической формой.
Однако ламинированным упаковочным материалам, состоящим только из бумаги или картона и непроницаемого для жидкости пластика, не хватает плотностных свойств по отношению к газам, в частности газообразному кислороду. Это является основным недостатком при упаковке многих пищевых продуктов, срок хранения, вкус и содержание питательных веществ которых резко ухудшается при контакте с газообразным кислородом. Примером таких пищевых продуктов являются фруктовые соки, содержание витамина С в которых снижается под воздействием газообразного кислорода. Из уровня техники известно, что для создания упаковочных материалов с барьером для газов, в частности газообразного кислорода, наносится слой, обладающий хорошими свойствами по задержке газообразного кислорода, например, алюминиевую фольгу ("Alifoil"), EVOH (этилен виниловый спирт) или PVOH (поливиниловый спирт), на ту сторону внутреннего слоя, которая предназначена для обращения внутрь готовой упаковки.
В общем предпочтительно производство упаковочных контейнеров для так называемого "увеличенного срока хранения на полке" (ESL) при хранении охлажденными, то есть для поддержания содержания витамина С и качества упаковываемого продукта свыше около 6 недель хранения при температуре 8oС, около 8 недель хранения при 7oС и около 10 недель хранения при 4oС.
Однако известные газобарьеры имеют определенные недостатки. Например, в некоторых случаях, с точки зрения стоимости, окружающей среды и использования отходов, предполагали, что можно заменить алюминиевую фольгу, используемую в качестве газобарьерного материала в пищевых упаковках. Барьерные полимеры, такие как EVOH и PVOH, соответственно являются очень чувствительными к влаге и быстро теряют свои барьерные свойства против газообразного кислорода, при воздействии влаги окружающей среды. Это, помимо прочего, требует того, чтобы газобарьерные слои EVOH и PVOH окружались слоями другого полимера, например полиэтилена, который является непроницаемым для влаги. Как вариант EVOH и PVOH соответственно могут быть объединены с одним или более известными, одобренными для пищевых применений полимерами, для образования непрерывного, хорошо интегрируемого слоя, обладающего высокими газобарьерными свойствами, которые также сохраняются во влажной окружающей среде. Однако производство упаковочных материалов, включающих газообразные слои EVOH и PVOH соответственно, влечет за собой повышение стоимости и материала и производства требуемого многослойного ламината, поскольку такие газобарьерные слои должны быть окружены по меньшей мере одним, часто двумя защитными наружными слоями пластика, на каждой соответствующей стороне ламината.
Патент США 4777088 раскрывает упаковочный ламинат для производства упаковок для сока, состоящих из внутреннего слоя, бумаги или картона с газобарьерным слоем, который нанесен на него и включает нейлон (не раскрыт подробно), а также слоя иономерного связующего, а именно Surlyn®, нанесенного на газобарьерный слой в качестве промежуточного связующего слоя с самым внутренним (по направлению внутрь упаковки) полиолефиновым слоем.
ЕР 0520767 раскрывает упаковочный ламинат, состоящий из внутреннего слоя бумаги или картона и газообразного слоя, включающего аморфный полиамид (Selar PA 3426, производства DuPont Corp, США), и связующего слоя, нанесенного между ними.
Основной недостаток этих известных упаковочных ламинатов состоит, однако, в том, что они не обладают достаточно хорошими газобарьерными свойствами для ESL упаковки при экономичной толщине полимерного слоя.
Конденсационный полиамидный полимер из метаксилендиамина и адипиновой кислоты, называющийся "Nylon-MXD6", является полукристаллическим полиамидом и имеет особые свойства по сравнению с другими традиционными полиамидами, такие как, например, высокую прочность на растяжение, прочность на изгиб и модуль упругости, более высокую температуру стеклования, пониженное поглощение воды, а также хорошие газобарьерные свойства, против, например, газообразного кислорода.
Патент США 5164267 (отозван) описывает ламинированный композит, состоящий из листа подложки на основе целлюлоидного материала, ламинированного многослойной пленкой, содержащей по меньшей мере один слой на основе полиамида, полученного посредством поликонденсации алифатической дикарбоновой кислоты с ксилендиамином, например Nylon-MXD6, при этом многослойная пленка нанесена совместным экструдированием на подложку с полиолефиновым слоем, контактирующим с подложкой.
Однако фактически невозможно использовать газобарьерный слой, содержащий только Nylon-MXD6 в упаковочных ламинатах из бумаги или картона для жидких пищевых продуктов, поскольку этот материал образует хрупкий слой, который легко растрескивается, например, при формировании или сгибании упаковочного материала, и поэтому обеспечивает плохой барьер для газов и жидкостей. Кроме того, Nylon-MXD6 в газобарьерном слое также оказывает вредное влияние на термосваривающие свойства в процессе запечатывания упаковочного материала в упаковочные контейнеры, что приводит к упаковкам, имеющим низкую газоплотность.
JP-A-06305086 описывает ламинат из полиамидной пленки двухосевой вытяжки и бумажного слоя, в котором полиамидная пленка содержит по меньшей мере два полиамидных слоя, причем по меньшей мере один из слоев содержит Nylon-MXD6. Пленку двухосевой вытяжки ламинируют на бумажный слой посредством способов сухой ламинации, использующих адгезивы, или посредством ламинации экструдированием. Такую пленку двухосевой вытяжки, таким образом, предварительно производят посредством различных процессов, таких как, например, дутья пленки, а затем ламинируют на другие слои.
Полученный ламинат по JP-A-06305086 совершенно отличается от ламината по п. 1 формулы настоящего изобретения. Для обеспечения адгезии между бумажным слоем и полиамидным слоем должен использоваться адгезив, такой как уретановый адгезив, акриловый адгезив и полиэфирный адгезив, или промежуточный связующий слой, который в свою очередь требует больше и/или разных материалов в ламинате и, таким образом, приводит к повышенным расходам на производство и большему вредному воздействию на окружающую среду как с точки зрения условий работы, так и природных условий. Кроме того, адгезия между бумажным слоем и полиамидным слоем скорее всего ухудшается в таком ламинате, поскольку поверхность предварительно производимой пленки будет окисляться и/или отверждаться и не будет легко приклеиваться к экструдированному связующему слою. В частности, способ является более сложным и менее экономичным для производства такого ламината, поскольку требует дополнительной стадии предварительного производства пленки двухосевой вытяжки.
Краткое описание изобретения
Поэтому задача
настоящего изобретения состоит в том, чтобы обеспечить новый, экономичный, благоприятный для окружающей среды и хорошо интегрируемый ламинированный упаковочный материал, типа описанного во введении,
обладающий хорошими газобарьерными свойствами, в частности, против газообразного кислорода, а также хорошими барьерными свойствами против жидкостей, и хорошими механическими свойствами, такими как
гибкость и адгезивная прочность между слоями.
Дополнительная задача настоящего изобретения состоит в обеспечении упаковочного материала для производства упаковочных контейнеров, которые, в частности, хорошо подходят для хранения фруктовых соков с увеличенным сроком хранения на полке, в течение около 6-10 недель при хранении охлажденными.
Эти задачи достигаются согласно настоящему изобретению посредством ламинированного упаковочного материала, содержащего внутренний слой бумаги или картона и газобарьерный слой полиамида, включающий конденсационный полимер метаксилендиамина и адипиновой кислоты (Nylon-MXD6), нанесенного на одну сторону внутреннего слоя вместе с по меньшей мере одним слоем термосвариваемых пластиков, посредством покрывания совместной экструзией, в котором газобарьерный слой, кроме того, включает второй кристаллический или полукристаллический полиамид.
Посредством смешивания Nylon-MXD6 с другими кристаллическими или полукристаллическими полиамидами, такими как, например, РА-6 или РА-6/66, свойства могут быть уточнены, при этом можно получить улучшенное удлинение на изломе и улучшенные запечатывающие свойства. Удлинение на изломе Nylon-MXD6 составляет только около 2,3%, тогда как для стандартного РА-6 оно обычно составляет 400-600%. Однако слишком высокое содержание РА-6 приведет к плохим газообразным свойствам, поскольку они снижаются по экспоненте относительно количества РА-6. Примерами используемых полиамидов в данном контексте являются полиамид-6 (РА-6), РА-66, РА-6/66 и их смеси.
Предпочтительно согласно изобретению смесь Nylon-MXD6 и второго кристаллического полиамида представляет собой несмешиваемую композицию, то есть двухфазную смесь, для которой DSC-измерение показывает две отдельные точки или интервала плавления, то есть показывает два пика плавления, вместо только одного с Nylon-MXD6 в качестве матрицы. Такие несмешиваемые композиции имеют преимущество в дополнительно улучшенных кислородобарьерных свойствах, а также улучшенную прочность на растяжение.
Для достижения оптимальных свойств в отношении газобарьерных свойств, механических свойств, прочности запечатывания и устойчивости к образованию вздутия количество Nylon-MXD6, включенного в смесь в газобарьерном слое согласно настоящему изобретению, составляет более 50 вес. % и менее 100 вес. %, предпочтительно 60-90 вес. % и более предпочтительно 70-80 вес. %.
Согласно одному предпочтительному варианту выполнения изобретения второй полиамид представляет собой "нейлоно-керамический гибрид" (NCH), который является молекулярным композитом, состоящим из кристаллического полиамида, такого как, например, РА-6, РА-66, РА-6/66 или РА-12, а также равномерно распределенные силикатные слои. NCH образуется в процессе полимеризации посредством дисперсии керамического минерала в мономер и полимеризации, которая создает морфологию крайне мелких, хорошо диспергированных силикатных чешуек в нейлоновом полимере. Это, таким образом, приводит к улучшенным кислородобарьерным и превосходным механическим свойствам. Такие полиамиды описаны, например, в "Journal of Applied Polymer Science", Vol.49, 1259-1264 (1993), и Vol. 55, 119-123 (1995). Преимущество РА-6 состоит в его низкой стоимости, тогда как NCH на основе РА-6, РА-66 или РА-6/66 имеет преимущество в том, что придает лучшие газобарьерные свойства, чем его соответствующие базовые полимеры. Кроме того, NCH является лучшим барьером для влаги, чем чистый РА-6, лучше приблизительно в два раза. Пример NCH, пригодный для смеси по настоящему изобретению, основан на РА-6 и коммерчески доступен от UBE Industries (Grade 1022 CM1).
Посредством такого смешивания Nylon-MXD6 с NCH на основе, например, РА-6, получают оптимальные газобарьерные свойства, а также механические свойства. Соотношение Nylon-MXD6 (который является сравнительно дорогим) может быть снижено без ухудшения газобарьерных свойств до такой же величины, как в случае применения чистого РА-6. В то же время будет получена смесь со значительно большим удлинением на изломе и, таким образом, большей устойчивостью к образованию трещин при формировании и сгибании, обеспечивая равномерный газоплотный барьерный слой. Смесь из 75 вес.% Nylon-MXD6 и 25 вес.% NCH-PA6 имеет удлинение на изломе более 200%.
Кроме того, при использовании NCH в качестве второго компонента смеси Nylon-MXD6 снижается эффект "вздутия". Выражение "вздутие" подразумевает эффект, при котором стенки упаковочного контейнера выпячиваются наружу от вертикально плоскости между углами упаковки. Повышенная устойчивость вздутию при использовании NCH, возможно отчасти, является следствием жесткостных свойств самого NCH материала. Модуль упругости NCH-PA6 составляет, например, около 830-880, тогда как для РА-6 он составляет только 580-600 Н/мм2. Кроме того, влагобарьерные свойства NCH приблизительно в два раза лучше свойств РА-6. Очень важно снизить эффект вздутия, поскольку покупатели в некоторых странах предвзято относятся к вздутому внешнему виду упаковочных контейнеров, полагая, что вздутый внешний вид появляется из-за ферментации и т.п. пищевых продуктов.
Согласно второму предпочтительному варианту выполнения настоящего изобретения обеспечивается даже более экономичныйи благоприятный для окружающей среды упаковочный ламинат, в котором улучшены газобарьерные свойства, в то же время может обеспечиваться как упаковочный ламинат, лучше приспособленный для производства упаковочных контейнеров, имеющих улучшенное уплотнение. Эти задачи достигаются при применении полиамидного газобарьерного слоя посредством покрывания совместной экструзией, непосредственно на внутренний слой бумаги или картона без промежуточного адгезива или связующего полимерного слоя. Таким образом, слои становятся излишними, и материал экономится, таким образом обеспечивая экономичный ламинат как с точки зрения природных источников, повторного использования, так и стоимости. Выражение "экструдированное покрытие", таким образом подразумевает одновременно экструзию и нанесение слоя экструдированных пластиков на подложку, которая отличается от так называемой "экструзии-ламинации", то есть ламинации предварительно производимой пленки на подложку посредством экструзии связующего промежуточного слоя между слоем подложки и слоем предварительно производимой пленки. Было показано, что газобарьерные свойства ламината, имеющего трехслойную структуру с газобарьерным слоем из смеси Nylon-MXD6, связующим слоем и полиолефиновым слоем, покрывающим внутреннюю сторону внутреннего слоя посредством совместной экструзии, улучшаются по сравнению с ламинатом, имеющим пятислойную структуру с дополнительным полиолефиновым слоем, контактирующим с картонным слоем и связующим слоем между полиолефиновым слоем и газобарьерным слоем.
Кроме того, при совместном экструдировании трехслойной структуры за одну стадию самый наружный полиолефиновый слой из трех слоев может экструдироваться при более низкой температуре, чем при совместном экструдировании пятислойной структуры, имеющей два наружных полиолефиновых слоя на картон. При пятислойном совместном экструдировании посредством трех экструдеров и пятислойного питающего узла, что является обычным случаем (желательно включать в процесс как можно меньше экструдеров), необходимо экструдировать два наружных слоя при одинаковой температуре. Для обеспечения адгезии между слоем LDPE и картоном предпочтительна температура около 320oС. Однако для наружного слоя ламината LDPE можно экструдировать при более низкой температуре (280oС), LDPE, экструдируемый при такой низкой температуре, меньше подвержен окислению и будет более пригоден для последующего термосваривания в процессе превращения упаковочного ламината в бумажный контейнер. Риск получения "пластикового" привкуса упаковываемого продукта будет исключен, если полиэтилен экструдируют при более низкой температуре. В пятислойной структуре температура экструдирования где-то между должна выбираться в качестве компромисса, чтобы сбалансировать адгезию к картону против термосвариваемости наружных LDPE слоев, поскольку два LDPE слоя выходят от одного экструдера.
Было доказано, что газобарьерный слой, содержащий смесь Nylon-MXD6 и РА-6 или NCH, хорошо приклеивается к внутреннему слою бумаги или картона при таких высоких линейных скоростях, которые необходимы для производства экономичных ламинатов. Это не всегда очевидно, поскольку в этом отношении различные полиамиды имеют различные свойства. РА-6 обычно приклеивается к картону, тогда как аморфный полиамид не приклеивается. Под хорошей адгезией подразумевают, что пластиковый слой приклеивается к картону с прочностью, превышающей когезию в самом картоне. Таким образом, разрыв, появляющийся при тестировании на отрывание, возникает в картонном слое, а не между слоями. Это можно видеть, когда поверхность "разорванного" пластикового слоя покрывают бумажными волокнами. Аналогично слои NCH или смеси РА-6 и NCH не приклеиваются к картону, тогда как Nylon-MXD6 до некоторой степени приклеивается. Однако связь между Nylon-MXD6 и бумагой может быть легко разрушена, поскольку сам слой Nylon-MXD6 является хрупким и не гибким и будет растрескиваться и отслаиваться от картона, когда ламинат сгибают или скручивают.
По сравнению с ламинацией газобарьерного слоя на внутреннем слое с промежуточным слоем полиэтилена, кроме того, было доказано, что нанесение газобарьерного слоя непосредственно на внутренний слой приводит к улучшению барьера для газообразного кислорода приблизительно на 30-40%. Это может происходить вследствие уравновешивания влажности между внутренним слоем и газобарьерным слоем при непосредственном нанесении. Когда газобарьерный слой находится в непосредственном контакте с бумажным или картонным слоем, результат будет именно таким, что влага от содержимого упаковочного контейнера, проникающая в газобарьерный слой, распределится и на внутренний слой и на газобарьерный слой. В результате меньшее содержание влаги будет оставаться в полиамидном слое, вследствие чего газобарьерные свойства лучше удерживаются в газобарьерном слое в этом частном случае.
Это неожиданное повышение кислородобарьерных свойств не распространяется на все полиамиды. Это характерно только для Nylon-MXD6 и возможно вследствие того, что газобарьерные свойства Nylon-MXD6 снижаются при относительно высокой влажности, как обычно в случае при упаковке жидких пищевых продуктов.
Газобарьерный слой может естественно быть нанесен на любую желаемую толщину, но согласно предпочтительному варианту выполнения изобретения, который, в частности, подходит для упаковочных контейнеров, предназначенных для фруктовых соков с увеличенным сроком хранения на полке, газобарьерный слой нанесен на внутренний слой в количестве приблизительно 3-30 г/м2, более предпочтительно 4-12 г/м2 и более предпочтительно 5-8 г/м2. Причиной этого является то, что при количествах нанесения ниже 5 г/м2 может возникнуть большая неустойчивость в процессе в отношении нанесения и барьерных свойств. При количествах нанесения около 8 г/м2 упаковочный ламинат становится менее экономичным.
На ту сторону газобарьерного слоя, которая повернута к стороне, обращенной от внутреннего слоя, может быть нанесен полиолефиновый слой, прикрепленный к газобарьерному слою посредством слоя адгезивного полимера, нанесенного между газобарьерным слоем и полиолефиновым слоем. Полиолефиновый слой может содержать различные типы полиолефинов, например полиэтилен сверхнизкой плотности (ULDPE), полиэтилен низкой плотности (LDPE), полиэтилен линейной плотности (LLDPE) и металлоценовый полиэтилен (m-РЕ), или их смеси. В частности, m-РЕ и смеси m-РЕ и некоторые из вышераскрытых типов полиэтилена обеспечивают исключительно герметичные уплотнения при термосваривании упаковочного материала в готовые упаковочные контейнеры, которые благоприятствуют газоплотности упаковочного контейнера. Газонепроницаемость упаковочного контейнера, таким образом, зависит и от газонепроницаемости упаковочного материала самого по себе и от того, насколько герметичными являются уплотнения, получаемые при производстве упаковочных контейнеров из упаковочного материала.
Слой адгезивного полимера, расположенный между газобарьерным слоем и полиолефиновым слоем состоит, например, из полиолефина, модифицированного карбоновыми кислотными группами, например полиэтилена, привитого ангидридом малеиновой кислоты, таким как некоторые типы Admer® и Bynel®. Альтернативно смеси адгезивного полимера и РЕ можно использовать для обеспечения адгезии полиамидного газобарьерного слоя.
Цель двух наружных полиолефиновых слоев состоит, с одной стороны, в защите упаковочного материала от проникновения влаги и жидкости снаружи, а с другой стороны, в ключевой функции выполнения материала запечатываемым посредством традиционного, так называемого термосваривания, при этом взаимно обращенные слои пластика при обеспечении тепла и давления могут быть соединены вместе посредством поверхностного расплавления. Термосваривание обеспечивает механически прочные, жидкоплотные герметичные соединения в процессе превращения упаковочного материала в упаковочные контейнеры. Для обеспечения уплотнений, обладающих хорошей непроницаемостью, внутренний полиолефиновый слой нанесен в количестве приблизительно 15-35 г/м2, предпочтительно около 25-30 г/м2, а наружный полиолефиновый слой в количестве приблизительно 12-20, предпочтительно 15-20 г/м2. В случае присутствия LDPE во внутреннем слое количество должно составлять по меньшей мере около 25 г/м2, предпочтительно по меньшей мере около 30 г/м2. Внутренний полиолефиновый слой 13 можно также наносить как два или более отдельных полеолефиновых слоев, состоящих из одного или разных типов полиолефинов, в количестве, рассчитанном от общих вышеуказанных содержаний.
Наружный полиолефиновый слой, который нанесен на упаковочный материал с той стороны внутреннего слоя, которая в готовом упаковочном контейнере должна быть обращена наружу, может быть снабжен соответствующей печатью декоративного и/или информационного характера, для идентификации упакованного продукта.
Согласно третьему предпочтительному варианту выполнения изобретения обеспечивается упаковочный ламинат, имеющий улучшенные запечатывающие свойства в процессе превращения в упаковочный контейнер. Было обнаружено, что важно иметь определенную минимальную толщину/удельный вес двух наружных термопластиковых слоев ламината для достижения оптимально прочных, газоплотных уплотнений и пониженного вздутия. Это, в частности, очевидно для ламината с трехслойной, барьерной пленкой совместной экструзии. В такой трехслойный ламинат включено меньше жидкобарьерных пластиков, и повышается риск вздутия. Замечено, что для повышения прочности уплотнений и уменьшения вздутия количество запечатывающего полимера в самом внутреннем слое, то есть низкоплотного полиэтилена (LDPE) на внутренней стороне упаковочного ламината, должно составлять по меньшей мере 25 г/м2, когда полиамидный барьерный слой и связующий слой нанесены в количествах около 6 и около 3 г/м2 соответственно, тогда как самый наружный слой, предпочтительно LDPE, должен иметь удельный вес около 15-20 г/м2. Другими словами, должна быть определенная связь между общим количеством жидкобарьерного полимера на внутренней стороне картона и количеством полимера на наружной стороне картона. Вследствие улучшения прочности уплотнения и непроницаемости уплотнительных соединений по отношению к жидкостям и газам в дальнейшем получают упаковочный контейнер с улучшенным удерживанием витамина С в упаковываемом продукте. В сам ламинат может проникать меньше влаги через уплотнения, что приводит к повышенной устойчивости к вздутию стенок контейнера. Посредством соответствующего регулирования количеств наружных полиолефиновых слоев так, чтобы количество LDPE в самом внутреннем слое составляло по меньшей мере 25 г/м2, предпочтительно 30 г/м2, а количество в наружном слое составляло менее 20 г/м2, предпочтительно около 16 г/м2, барьерный слой нанесен в количестве 5-8 г/м2 и связующий слой нанесен в количестве 3-6 г/м2, можно сохранить улучшенные свойства. Этот эффект также можно видеть для пятислойных ламинатов, однако эти количества не столь существенны, как для трехслойных ламинатов. Крайне неожиданно, однако, трехслойный ламинат имеет улучшенную прочность уплотнений и улучшенные характеристики в отношении вздутия по сравнению с соответствующим пятислойным ламинатом, в котором более высокое количество жидкобарьерного полиолефина нанесено на внутреннюю сторону внутреннего слоя по направлению к продукту.
Согласно четвертому предпочтительному варианту выполнения изобретения обеспечивается экономичный упаковочный ламинат, имеющий дополнительно увеличенный срок хранения на полке вместе со свойствами удерживания аромата и вкуса, так называемыми свойствами неотслаиваемости.
Материал Nylon-MXD6 в себе также имеет отличные "ароматобарьерные" свойства, то есть барьерные свойства по направлению к ароматическим и вкусовым веществам, так называемые свойства неотслаиваемости.
Также дополнительно улучшаются газобарьерные свойства этого предпочтительного ламината и удерживание витамина С в упаковываемом ламинатом продукте. Эти задачи достигают с помощью упаковочного ламината, имеющего первый барьерный слой, нанесенный на внутреннюю сторону картонного материала внутреннего слоя, и второй барьерный слой, включающий смесь Nylon-MXD6 и второго полукристаллического полиамида, дополнительно нанесенный по направлению внутрь и к упаковываемому продукту, и относительно тонкие связующие слои и полиэтиленовый слой, контактирующий с продуктом, между самым внутренним барьерным слоем и упаковываемым продуктом. Поскольку меньшее количество полиолефиновых полимеров нанесено в качестве самых внутренних слоев ламината, будет предотвращено отслаивание неполярных веществ, таких как некоторые вкусовые и ароматические вещества, от продукта в упаковочный материал. Ароматические и вкусовые вещества будут переноситься в относительно тонкий слой, контактирующий с продуктом, но когда они достигнут барьерного слоя из смеси Nylon-MXD6 и второго кристаллического или полукристаллического полиамида, их дальнейший перенос будет предотвращен и соответственно меньше указанных веществ будет поглощаться в полиолефиновых слоях. Поскольку самый внутренний полиэтиленовый слой является довольно тонким в этом предпочтительном упаковочном ламинате, он будет недостаточен для образования герметизирующей связи при превращении и запечатывании ламината в упаковочный контейнер. Поэтому используют дополнительные герметизирующие слои термопластикового полимера на внутренней стороне внутреннего слоя, на другой стороне самого внутреннего барьерного слоя, то есть между первым и вторым барьерными слоями. При запечатывании довольно тонкий слой, контактирующий с продуктом, и самый внутренний барьерный слой будут "сварены по всей толщине", то есть полимеры в этих слоях будут расплавлены и тепло будет достигать и расплавлять также промежуточные слои термозапечатываемых полимеров. Таким образом, больше термосвариваемого полимера будет обеспечено для образования сварного шва, несмотря на небольшую толщину наружного слоя ламината.
Этот предпочтительный упаковочный ламинат высокоэффективный для удлинения срока хранения на полке будет, конечно, также иметь преимущество в том, что газобарьерный слой непосредственно контактирует с картоном, обеспечивая газобарьерный слой, улучшенный на 30-40%, вследствие пониженного влагосодержания в газобарьерном слое.
Согласно дополнительному объекту изобретения обеспечивается способ производства упаковочного ламината по изобретению, как изложено в п.14 формулы изобретения.
Ламинированный упаковочный материал по изобретению предпочтительно производят посредством одностадийного процесса совместного экструдирования, в котором все полимерные слои на внутренней стороне внутреннего слоя нанесены на него посредством совместного экструдирования. Термосвариваемый полимер может быть нанесен на наружную сторону внутреннего слоя, то есть сторону внутреннего слоя, повернутую к стороне, обращенной от барьерного слоя, перед или после указанного одностадийного процесса совместного экструдирования. Одним важным преимуществом совместного экструдирования является то, что тепло от расплавленного полимера будет лучше сохраняться в экструдированной многослойной пленке, пока экструдированная пленка не коснется подложки, на которую она нанесена экструдированием, таким образом обеспечивая улучшенную адгезию подложки (благодаря высокой, так называемой "тепловой инерции"). Другое преимущество состоит в том, что экономится дополнительная стадия процесса экструдирования, таким образом обеспечивая более эффективный по времени и более экономичный процесс.
Для получения достаточной адгезии между многослойной совместно экструдированной пленкой и картонным материалом, поверхности должны быть активированы посредством предварительной обработки, такой как коронная обработка и/или обработка пламенем или озоном. Такие способы обработки для активации поверхности хорошо известны в уровне техники. Предпочтительно картонный материал предварительно обрабатывают посредством обработки пламенем и/или коронной обработки, из которых обработка пламенем наиболее предпочтительна, тогда как только что экструдированную пленку предпочтительно обрабатывают озоном перед нанесением ее на картон.
Конфигурационно стабильный упаковочный контейнер, производимый из ламинированного упаковочного материала по настоящему изобретению, раскрыт в прилагаемом пункте 16 формулы изобретения. Упаковочный контейнер по изобретению может быть снабжен открывающим устройством, такие открывающие/закрывающие устройства известны специалисту в области упаковок для жидких пищевых продуктов.
Преимущества
Благодаря настоящему изобретению обеспечивается более благоприятный для окружающей среды, экономичный и производительный
упаковочный материал, демонстрирующий хорошие газобарьерные свойства, в частности, против газообразного кислорода, даже при воздействии влажной окружающей среды. Упаковочный материал по изобретению
также обладает хорошей внутренней когезией, для противодействия расслоению при использовании упаковочного материала для производства упаковочных контейнеров, предназначенных для жидких пищевых
продуктов, в частности фруктовых соков с так называемым увеличенным сроком хранения, то есть для холодного хранения в течение до 4-12 недель.
Краткое описание сопровождающих
чертежей
Настоящее изобретение теперь будет описано более подробно с помощью вариантов выполнения и со ссылкой на сопровождающие чертежи, на которых:
Фиг. 1а, 1b и 1с - виды в
сечении ламинированных упаковочных материалов по изобретению;
Фиг.2а, 2b и 2с схематично показывают способ выполнения соответствующего упаковочного материала, описанного в соответствии с
Фиг.1, и
Фиг. 3 - вид сбоку в перспективе традиционного конфигурационно стабильного упаковочного контейнера, произведенного из ламинированного упаковочного материала по изобретению.
Подробное описание изобретения
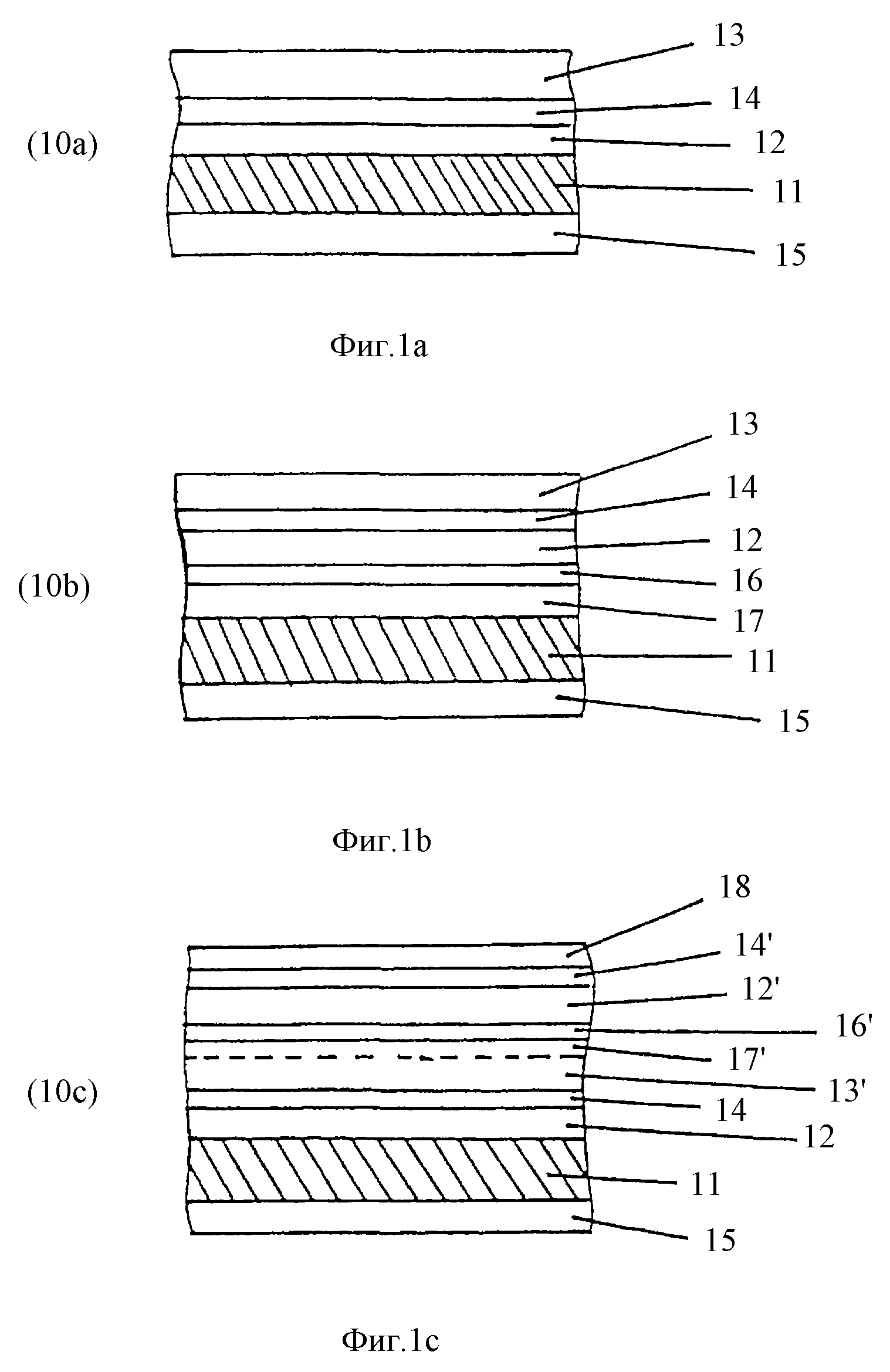
Ссылаясь на Фиг. 1а, показан вид в сечении предпочтительного ламинированного упаковочного материала 10 по настоящему изобретению. Упаковочный материал
10а содержит конфигурационно жесткий, но гибкий внутренний слой 11 из бумаги или картона. На одну сторону внутреннего слоя 11 нанесен газобарьерный слой 12 полиамидной смеси Nylon-MXD6 и РА-6 или
предпочтительно Nylon Clay Hybrid (NCH) на основе РА-6. Количество Nylon-MXD6 в полиамидной смеси составляет предпочтительно 60-90% (по весу) от смеси, более предпочтительно 70-80% (по весу), а
количество полиамидной смеси в газобарьерном слое составляет предпочтительно 5-10 г/м2.
Было доказано, что газобарьерный слой 12, содержащий смесь Nylon-MXD6 и РА-6 или NCH, очень хорошо приклеивается к внутреннему слою 11 из бумаги или картона. Было доказано, что, по сравнению с ламинацией газобарьерного слоя 12 на внутренний слой 11 с промежуточным слоем полиэтилена, нанесение газобарьерного слоя 12 непосредственно на внутренний слой 11 приводит к 30-40% улучшению барьера для газообразного кислорода.
На сторону газобарьерного слоя 12, повернутую к стороне, обращенной от внутреннего слоя 11, нанесен полиолефиновый слой 13, который прикреплен к газобарьерному слою 12 посредством слоя 14 адгезивного полимера, нанесенного между газобарьерным слоем 12 и полиолефиновым слоем 13. Полиолефиновый слой 13 предпочтительно представляет собой LDPE или m-РЕ, или их смесь и нанесен в количестве, составляющем предпочтительно по меньшей мере 25 г/м2. Адгезивный слой 14 состоит из полиэтилена, модифицируемого прививкой ангидрида малеиновой кислоты, и нанесен в количестве около 3-6 г/м2. Наружный слой 15 на противоположной стороне внутреннего слоя также представляет собой предпочтительно LDPE или m-РЕ, или смесь этих двух полимеров и нанесен в количестве предпочтительно по меньшей мере 15 г/м2.
Ссылаясь на Фиг. 1b, показан вид в сечении другого предпочтительного ламинированного упаковочного материала 10b по настоящему изобретению. Упаковочный материал 10b содержит конфигурационно жесткий, но гибкий внутренний слой 11 из бумаги или картона. На одну сторону внутреннего слоя 11 нанесен газобарьерный слой 12 полиамидной смеси Nylon-MXD6 и РА-6 или предпочтительно Nylon Clay Hybrid (NCH) на основе PA-6. Количество Nylon-MXD6 в полиамидной смеси составляет предпочтительно 60-90% (по весу) от смеси, более предпочтительно 70-80% (по весу), а количество полиамидной смеси в газобарьерном слое составляет предпочтительно 5-10 г/м2.
На сторону газобарьерного слоя 12, повернутую к стороне, обращенной от внутреннего слоя 11, нанесен полиолефиновый слой 13, который прикреплен к газобарьерному слою 12 посредством слоя 14 адгезивного полимера, нанесенного между газобарьерным слоем 12 и полиолефиновым слоем 13. Полиолефиновый слой 13 предпочтительно представляет собой LDPE или m-РЕ, или их смесь и нанесен в количестве, составляющем предпочтительно по меньшей мере 25 г/м2. Адгезивный слой 14 состоит из полиэтилена, модифицируемого прививкой ангидрида малеиновой кислоты, и нанесен в количестве около 3-6 г/м2. Наружный слой 15 на противоположной стороне внутреннего слоя также представляет собой предпочтительно LDPE или m-РЕ, или смесь этих двух полимеров и нанесен в количестве предпочтительно по меньшей мере 15 г/м2.
Газобарьерный слой 12 прикреплен к внутреннему слою посредством промежуточных слоев из адгезивного полимерного слоя 16 и полиэтиленового слоя 17, причем адгезивный полимерный слой 16 является смежным с газобарьерным слоем 12 и выполнен из того же полимера и приблизительно такой же толщины, как и адгезивный полимерный слой 14, а полиэтиленовый слой 17 выполнен из того же полимера и приблизительно такой же толщины, как и слой 13.
Ссылаясь на Фиг.1с, показан вид в сечении другого предпочтительного ламинированного упаковочного материала 10с по настоящему изобретению. Упаковочный материал 10с содержит конфигурационно жесткий, но гибкий внутренний слой 11 из бумаги или картона. На одну сторону внутреннего слоя 11 нанесен газобарьерный слой 12 полиамидной смеси Nylon-MXD6 и РА-6 или предпочтительно Nylon Clay Hybrid (NCH) на основе РА-6. Количество Nylon-MXD6 в полиамидной смеси составляет предпочтительно 60-90% (по весу) от смеси, более предпочтительно 70-80% (по весу), а количество полиамидной смеси в газобарьерном слое составляет предпочтительно 5-10 г/м2.
На сторону газобарьерного слоя 12, повернутую к стороне, обращенной от внутреннего слоя 11, нанесен полиолефиновый слой 13', который прикреплен к газобарьерному слою 12 посредством слоя 14 адгезивного полимера, нанесенного между газобарьерным слоем 12 и полиолефиновым слоем 13'. Полиолефиновый слой 13' предпочтительно представляет собой LDPE или m-РЕ, или их смесь, и нанесен в количестве, составляющем предпочтительно по меньшей мере 15-20 г/м2. Адгезивный слой 14 состоит из полиэтилена, модифицируемого прививкой ангидрида малеиновой кислоты, и нанесен в количестве около 3-6 г/м2. Наружный слой 15 на противоположной стороне внутреннего слоя также представляет собой предпочтительно LDPE или m-РЕ, или смесь этих двух полимеров и нанесен в количестве предпочтительно по меньшей мере 15-20 г/м2.
На сторону полиэтиленового слоя 13', повернутую к стороне, обращенной от внутреннего слоя 11, нанесен второй слой 12', обладающий барьерными свойствами по отношению к газам и ароматическим веществам посредством промежуточных связующих слоев 17'. Альтернативно, в случае совместного экструдирования всех слоев в одной операции экструдирования, полиэтиленовые слои 13' и 17' фактически нанесены в виде только одного слоя.
На другую сторону газобарьерного слоя 12', повернутую к стороне, обращенной от внутреннего слоя 11, нанесен самый внутренний полиолефиновый слой 18, который прикреплен к газобарьерному слою 12' посредством слоя 14' адгезивного полимера, нанесенного между газобарьерным слоем 12' и полиолефиновым слоем 18. Самый внутренний слой 18 должен быть довольно тонким, для предотвращения слишком большого выхода ароматических и вкусовых веществ из упаковываемого продукта в упаковочный материал. Предпочтительно этот слой должен быть нанесен в количестве около 6-12 г/м2, предпочтительно самое большее 10 г/м2 и более предпочтительно в количестве около 7-9 г/м2.
Адгезивные полимерные слои 16' и 14' включают такой же полимер, как и адгезивный полимерный слой 14, и должны иметь толщину 3-5, предпочтительно 4 г/м2, тогда как полиэтиленовый слой 17' включает такой же полимер и имеет приблизительно такую же толщину, как самый внутренний полиэтиленовый слой 18.
Преимущество ламинированного упаковочного материала по Фиг.1с состоит в том, что полиолефиновые слои 14' и 18 на внутренней стороне ламината вместе с газо- и аромато-барьерным слоем 12' предотвращают перенос неполярных веществ от упаковываемого продукта в упаковочный материал, поскольку тонкий полиолефиновый слой станет насыщенным таким веществом, а барьерный слой 12' будет эффективно предотвращать дальнейший перенос внутрь упаковочного ламината.
Запечатывающие свойства ламината все еще будут замечательными, поскольку промежуточные полиолефиновые слои 13' и 17' вместе с адгезивным слоем 16' обеспечат массу термосвариваемого полимера, которая компенсирует количество термосвариваемого полимера, отсутствующего в самом внутреннем полимерном слое 18. При приложении тепла и давления вдоль зон запечатывания барьерный слой 12' становится "сваренным по всей толщине", таким образом вовлекая массивные слои 13' и 17' в операции запечатывания термосваркой.
При применении двух газобарьерных слоев полиамидной смеси из Nylon-MXD6 и РА-6 или предпочтительно NCH газобарьерные свойства будут дополнительно улучшены. Кроме того, жесткость ламината повысится вследствие относительной жесткости полиамидных слоев и того, что они отделены друг от друга слоями менее жестких материалов (создавая так называемый I-балочный эффект), которые могут улучшать внешний вид упаковки или даже позволить выполнение внутреннего слоя менее жестким. Эффект вздутия соответственно снизится в таком материале вследствие повышенной общей жесткости упаковочного ламината.
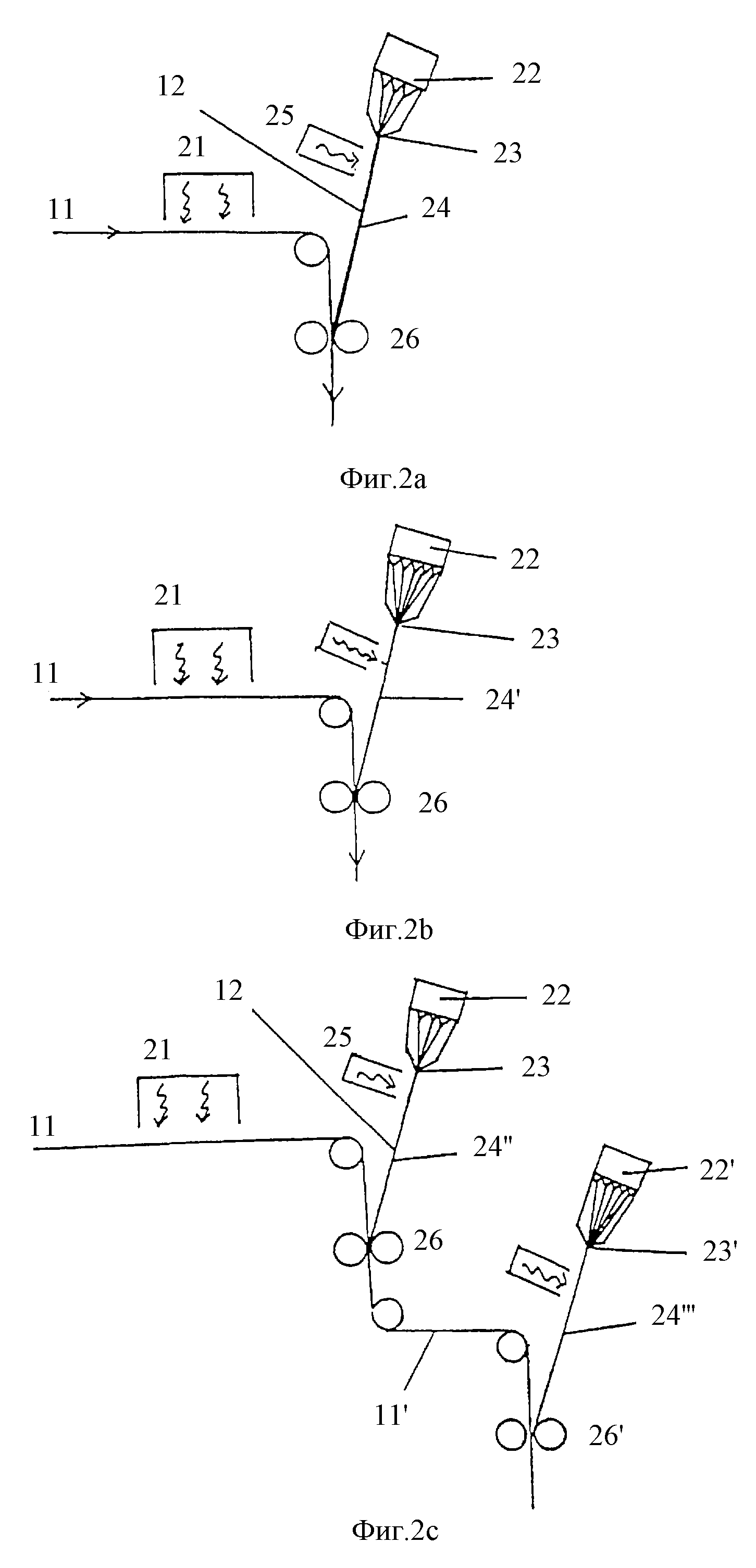
Фиг. 2а схематично показывает способ производства ламинированного упаковочного материала по Фиг.1а.
Полотно картонного материала внутреннего слоя 11 перемещается и проходит место 21 активации поверхности, где поверхность активируется посредством коронной обработки и/или обработки пламенем, предпочтительно обработки пламенем. Слои 12, 13 и 14 совместно экструдируют 22 в указанном порядке посредством производства трехслойной пленки в питающем узле 22, причем пленку 24 подают через головку 23 через воздушный зазор между головкой и картонным материалом. Поверхность слоя 12, направленная к поверхности картона, предпочтительно активируется в воздушном промежутке посредством обработки 25 озоном. Совместно экструдированную и еще горячую, расплавленную многослойную пленку 24 подают вместе с картонным полотном через роликовый зажим 26, таким образом склеивая посредством давления и тепла от полимерных слоев. Важно, что количество совместно экструдированного полимера является достаточно высоким, чтобы поддерживать достаточное тепло до того, как он вступит в контакт с картонным материалом. Это является обычным случаем, если три слоя 12, 13 и 14 совместно экструдируют на полотно. Однако совместное экструдирование только слоев 12 и 14, например, будет менее предпочтительным, поскольку двухслойная совместно экструдированная пленка будет затем охлаждаться очень быстро и не будет теплой, чтобы хорошо приклеиваться к бумажному полотну в позиции 26.
Полиолефиновый слой 15 может быть нанесен на сторону внутреннего слоя посредством покрывания экструзией, повернутую к стороне, обращенной от газобарьерного слоя 12, либо до, либо после покрывания совместной экструзией, показанного на Фиг.2а.
Фиг.2b схематично показывает способ производства ламинированного упаковочного материала по Фиг.1b.
В дополнение к описанной трехслойной структуре на внутреннем слое 11, описанном на Фиг.1а, также можно, не выходя из объема настоящего изобретения, обеспечить структуры ламината, содержащие и четыре, и пять слоев, ламинированных внутренним слоем 11. Четырехслойная структура затем имеет слой, контактирующий с адгезивным слоем между внутренним слоем и газобарьерным слоем 12. В случае пятислойной структуры, как показано на Фиг.1b, полиолефиновый слой 17, а также адгезивный слой 16 нанесены между внутренним слоем 11 и газобарьерным слоем 12, причем полиолефиновый слой 17 затем располагается смежно внутреннему слою 11. Эти многослойные структуры, однако, являются более дорогими при производстве, поскольку используется больше материала. Этот способ, кроме того, менее благоприятен для окружающей среды, чем способ производства трехслойных структур, как описано на Фиг.2а.
Предпочтительно ламинат по Фиг.1b производят посредством совместного экструдирования пяти слоев 12, 13, 14, 16 и 17 на картонное полотно 11 способом, аналогичным способу по Фиг.2а. Полотно картонного материала внутреннего слоя 11 перемещается и проходит место 21 активации поверхности, где поверхность активируется посредством коронной обработки и/или обработки пламенем, предпочтительно обработки пламенем. Слои 17, 16, 12, 14 и 13 совместно экструдируют 22 в указанном порядке, таким образом обеспечивая многослойную пленку 24' через головку 23, причем слой 17 направлен к поверхности картона. Совместно экструдированную и еще горячую, расплавленную многослойную пленку 24' обрабатывают для активации поверхности с помощью озона 25 и затем подают вместе с картонным полотном через роликовый зажим 26, таким образом склеивая их посредством давления и тепла от полимерных слоев.
Альтернативно пять слоев на внутренней стороне внутреннего слоя можно нанести в две стадии, то есть посредством сначала совместного экструдирования слоев 17, 16, 12 и 14 на картон в первой стадии и затем покрывания экструзией слоя 13 на слой 14 во второй стадии или посредством сначала экструдирования слоя 17 на внутренний слой в первой стадии и затем совместного экструдирования четырех слоев 16, 12, 14 и 13 на только что нанесенный слой 17 во второй стадии. Эти альтернативные способы будут, однако, включать более затруднительный и менее экономичный процесс ламинации.
Полиолефиновый слой 15 может быть нанесен посредством покрывания экструзией на сторону внутреннего слоя, повернутую к стороне, обращенной от газобарьерного слоя 12, либо до, либо после нанесения соэкструзии, показанного на Фиг.2b.
Фиг.2с схематично показывает способ производства ламинированного упаковочного материала по Фиг.1с.
Согласно одному варианту выполнения для случая, когда будет обеспечен семислойный питающий узел, ламинат по Фиг.1с производят посредством совместного экструдирования семи слоев 12, 14, 13', 17', 16', 12', 14' и 18 на картонное полотно 11 способом, аналогичным способам по Фиг.2а и 2b.
Согласно предпочтительному варианту выполнения слои 12, 14 и 13' совместно экструдируют на картонное полотно в первой стадии, а слои 17', 16', 12', 14' и 18 покрывают совместным экструдированием на слой 13' во второй стадии. Таким образом, полотно картонного материала внутреннего слоя 11 перемещается и проходит место 21 активации поверхности, где поверхность активируется посредством коронной обработки и/или предпочтительно обработки пламенем. Слои 12, 14 и 13' совместно экструдируют в питающем узле 22 в указанном порядке, производя трехслойную пленку 24'', подаваемую через головку 23 через воздушный зазор между головкой и картонным материалом. Поверхность слоя 12 многослойной пленки 24'' направлена к поверхности картона. Как раз перед тем, как он будет контактировать с бумажным полотном, поверхность слоя 12 может предпочтительно предварительно обрабатываться озоном 25. Совместно экструдированную и еще горячую, расплавленную, обработанную озоном многослойную пленку 24'' подают вместе с картонным полотном через роликовый зажим 26, таким образом склеивая их посредством давления и тепла от полимерных слоев.
Во второй стадии слои 17', 16', 12', 14' и 18 покрывают совместным экструдированием 22' на ламинат, произведенный на первой стадии в виде пятислойной пленки 24'''. Альтернативно многослойную пленку только из четырех слоев 16', 12', 14' и 18 экструдируют на ламинат, производимый на первой стадии. Совместно экструдированную и еще горячую, расплавленную многослойную пленку 24''' возможно обрабатывают для активации поверхности озоном и подают вместе с покрытым картонным полотном 11' через роликовый зажим 26', таким образом склеивая их посредством давления и тепла от полимерных слоев.
Полиолефиновый слой 15 может быть нанесен посредством покрывания совместной экструзией на сторону внутреннего слоя, повернутую к стороне, обращенной от газобарьерного слоя 12, либо до, либо после нанесения соэкструзии, показанного на Фиг.2с.
Из ламинированного упаковочного материала 10 по настоящему изобретению можно производить жидкоплотные, конфигурационно стабильные упаковки 30, обладающие хорошими барьерными свойствами к газообразному кислороду, при использовании известных упаковочных и заполняющих устройств, которые в непрерывном процессе образуют, заполняют и запечатывают упаковочный материал в форме листа или полотна в готовые упаковки 30. Пример такого традиционного упаковочного контейнера показан на Фиг.3.
Упаковочный контейнер по изобретению может быть снабжен открывающим устройством 31, причем такие открывающие/закрывающие устройства в общем известны в области упаковки жидких пищевых продуктов.
Процесс превращения ламинированного упаковочного материала в упаковочные контейнеры может быть осуществлен посредством, например, сначала соединения продольных краев ламинированного упаковочного материала 10 в форме полотна в трубу, которую заполняют желаемым содержимым, после чего отдельные упаковки 30 разделяют посредством нескольких поперечных швов трубы ниже уровня содержимого. Упаковки 30 отделяют друг от друга посредством разрезания в зонах поперечного запечатывания и получают желаемую геометрическую конфигурацию, обычно параллелепипедную, посредством конечного процесса сгибания-образования и запечатывания. Альтернативно упаковки 30 могут быть обеспечены посредством сгибания-формирования листов в картонные заготовки, которые затем заполняют и закрывают с образованием готовой упаковки.
Для специалиста в данной области будет очевидно, что настоящее изобретение не ограничивается показанным вариантом выполнения, но различные его модификации и изменения могут быть выполнены, не выходя из объема концепции изобретения, определенной в прилагаемой формуле изобретения. Например, структура материала, показанная на Фиг.1, обычно не ограничивается показанным количеством слоев, и это количество может быть как больше, так и меньше, и может свободно изменяться в соответствии с желаемым использованием упаковочного материала.
Пример 1
Сравнение барьерных
свойств: разные полиамидные кислородобарьерные слои
Измерения проводились на готовых структурах упаковочного материала, то есть совместно экструдированных 5-слойных структурах (г/м2
):
LDPE (13)/картон/ LDPE (10)/связующий (5)/PA (барьер) (6)/связующий (5)/LDPE (25).
Вес покрытия барьерного слоя: 6 и 10 г/м2 соответственно. РА6: стандартный РА-6 марки 1024В фирмы UBE Industries Selar PA3508: аморфный полиамид.
Проницаемость газообразного кислорода РА6 при использовании только в газобарьерном слое составляет около столько же, сколько Selar полиамид при 0% RH, но выше при повышенной относительной влажности. Selar РА или РА6 в качестве только газобарьера, таким образом, не представляет интереса с экономической точки зрения для ESL упаковки.
Методика тестирования: "Mocon oxtran", методика с 1000 плоских образцов, тестовый газ: 100% кислород, Т=23oС, t=24 ч, RH: 50%, 1 атм, n (количество образцов) =5 (см. табл. 1 в конце описания).
Заключения: смесь Nylon-MXD6/PA6 имеет лучшие кислородобарьерные свойства, чем аморфный РА6. Смесь Nylon-MXD6 с нейлоно-керамическим гибридом (NCH-PA6) имеет лучшие кислородобарьерные свойства, чем соответствующие смеси Nylon-MXD6/PA6 со стандартными марками РА6. Хотя значение газобарьера были получены для ламината, имеющего 100% Nylon-MXD6 газобарьерный слой, такой ламинат не может использоваться на практике, поскольку газобарьерный слой будет растрескиваться и расслаиваться и позволит кислороду проникать в упаковочный контейнер, выполненный из него. Смесь Nylon-MXD6 с 80 вес.% Nylon-MXD6 имеет лучшие газобарьерные свойства, чем соответствующая 60% смесь. Хотя это и не показано в данных примерах, было обнаружено другими испытаниями, что оптимальный баланс между газобарьерными свойствами и механическими свойствами упаковки из этого ламината получается при наличии около 70-80 вес.% Nylon-MXD6 в смеси. При более чем 90 вес.% Nylon-MXD6 барьерный слой становится более хрупким и негибким и, таким образом, более склонным к растрескиванию и расслаиванию.
Пример 2
Качество смеси Nylon-МХР6
- полиамид:
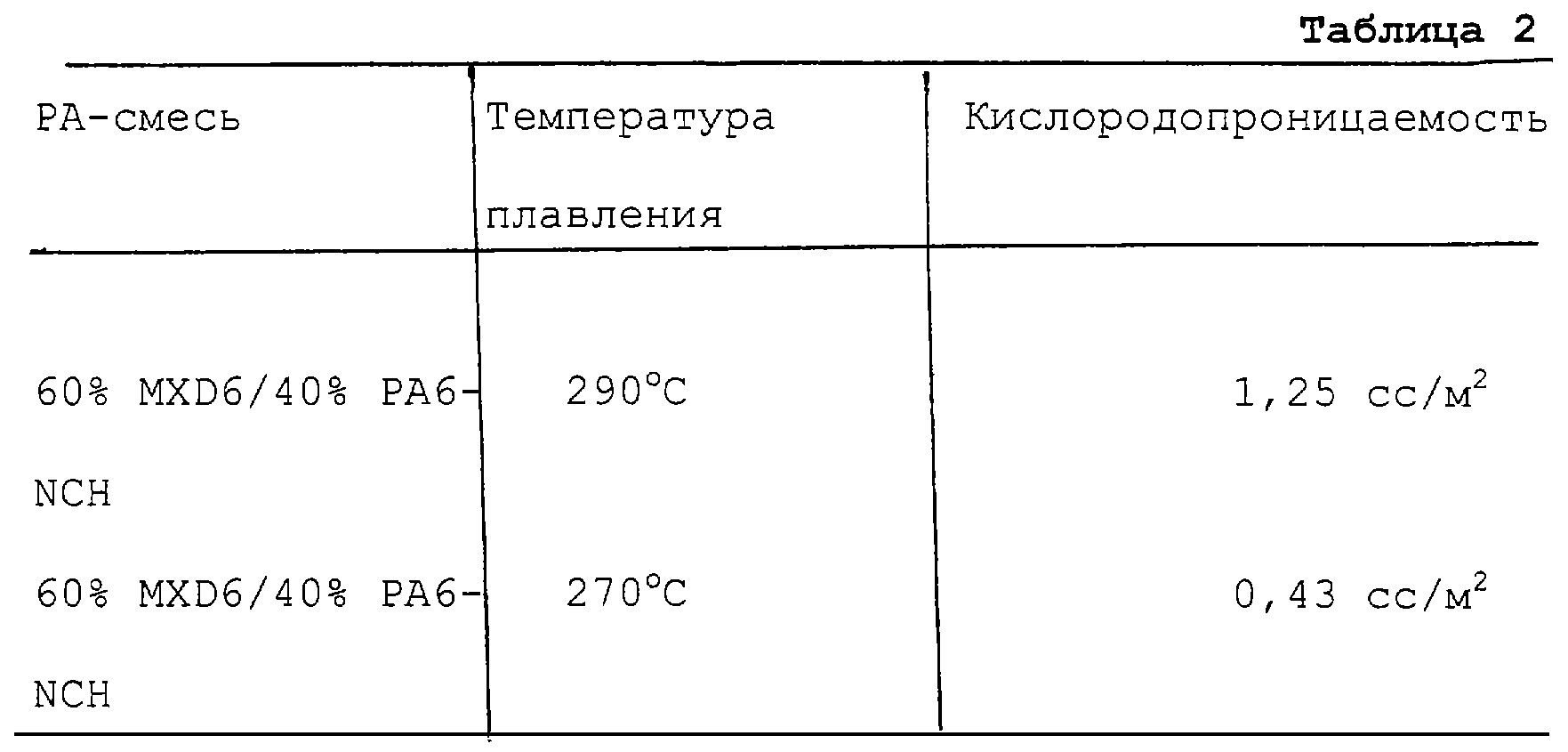
Влияние разных температур плавления при составлении Nylon-МХР6-РА6 смеси
Для получения двухфазной несмешиваемой смеси, то есть смеси, демонстрирующей две температуры
плавления или два интервала плавления при DSC измерении, эти полимеры следует смешивать при низкой температуре плавления в течение относительно короткого времени смешивания и использованием низкого
усилия сдвига. На практике гранулы разных полимеров смешивают сухими, а затем расплавляют смешанными в экструдере при подаче полимера к экструзионной головке. Двухфазная смесь обеспечивает лучшие
кислородобарьерные свойства, чем смесь однофазного типа.
Следующее наблюдение было выполнено в опытах небольшого масштаба с теми же экструзионным оборудованием и головкой. Тесты на кислородопроницаемость осуществляли на экструдированной однослойной пленке (200±10% микрон).
Методика: Mocon oxtran, методика с 1000 плоских образцов, тестовый газ: 100% кислород, Т= 23oС, t=24 ч, RH: 50%, 1 атм, n (количество образцов)=5 (см. табл. 2).
Заключение: пленка, произведенная при более низкой температуре плавления смеси, имела больше чем 100% лучшие кислородобарьерные свойства, чем пленка с высокой температурой плавления смеси, показывая, что смешивание при более высокой температуре обеспечивает смесь более смешиваемого типа.
Пример 3
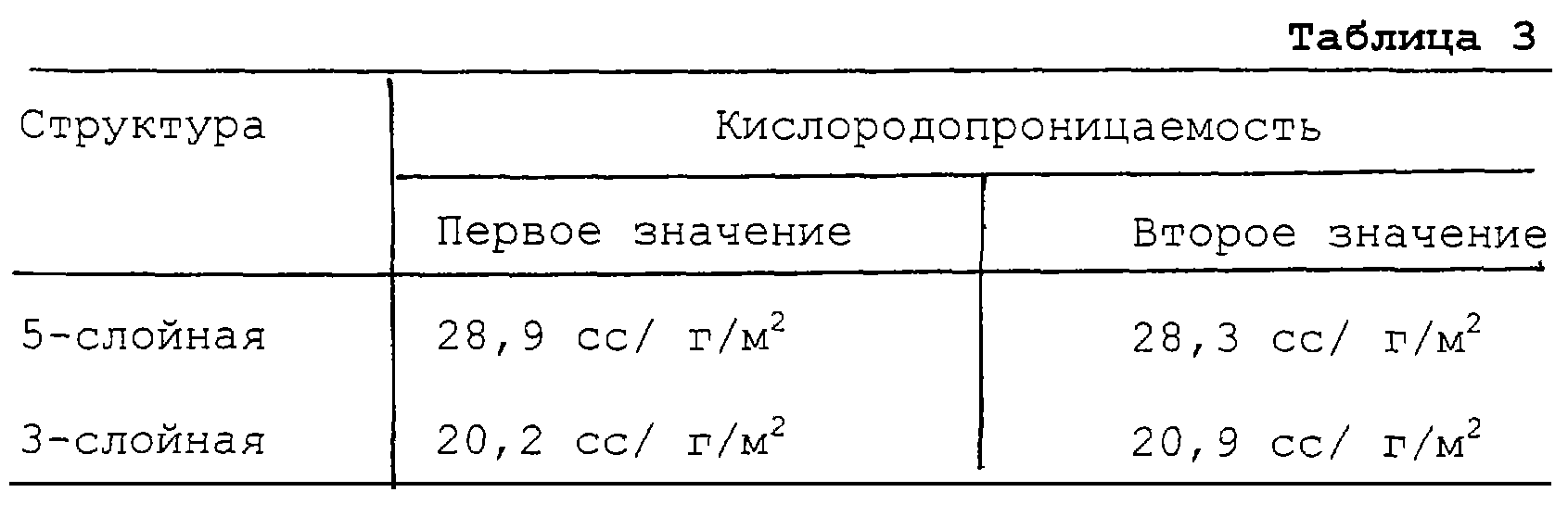
Сравнение барьерных свойств: 3-слойная структура против пятислойной
Измерение структур готового упаковочного материала, полученного промышленным
совместным экструдированием и покрытием
5-слойная структура (г/м2):
LDPE(16)/картон/LDPE(15)/связующий (5)/РА-смесь(7)/
связующий(5)/ LDPE(20).
3-слойная структура (г/м2):
LDPE(16)/картон/РА-смесь(7)/связующий(5)/LDPE(20).
полиамидная смесь: 7 г/м2, 75% MXD6+25% PA6-NCH.
Методика: Mocon oxtran, методика с 1000 плоских образцов, тестовый газ: 21% кислород, Т=23oС, t=24 ч, RH: 80%, 1 атм, n (количество образцов)=2 (см. табл. 3).
Заключение: 3-слойная структура обеспечивала на 40% лучший кислородобарьер, чем 5-слойная структура.
Пример 4
Действие весового соотношения между наружными полиэтиленовыми слоями и их весовых
плотностей
Вздутие измеряли в двух отдельных тестах после 10 недель хранения при охлаждении, причем каждый тест содержал 10 упаковок, заполненных апельсиновым соком, ширина между стенками
упаковочного контейнера превышала 78 мм. Значения, приведенные в таблице, представляют собой количество миллиметров, превышающих или падающих ниже значения для ссылочной упаковки, имеющей
структуру:
LDPE (16)/картон/ LDPE (15)/ связующий (5)/ EVOH (5)/ связующий (5)/ LDPE (20).
Похожая структура с газобарьерным слоем из 75:25 Nylon-MXD6 смеси с РА6 NCH имеет почти такие же свойства вздутия, как EVOH ссылочный образец (измерены в других тестах).
Частоту возникновения утечек измеряли после теста на случайные вибрации ASTM D4729 и D4169, осуществляемого со случайным вибрационным качанием штабеля в течение 15 минут, n (количество упаковок)=160.
Тестируемые ламинаты (г/м2):
LDPE (16)/картон/75: 25
MXD6:PA6NCH (6)/связующей (3)/ LDPE (X). Далее см. табл. 4А, 4В.
Заключение: возникает меньше утечек, когда количество полимера (барьер+связующее+LDPE) на внутренней стороне является высоким.
Заключение: Вздутие снижается, когда количество полимера на наружной стороне является низким, а количество на внутренней стороне является высоким.
Для поддержания уровня вздутия трехслойного ламината на том же уровне или ниже уровня ссылочного пятислойного ламината количество LDPE в самом внутреннем слое должно составлять по меньшей мере 25 г/м2, предпочтительно по меньшей мере 30 г/м2. Наружный LDPE слой должен составлять менее чем по меньшей мере 20 г/м2, предпочтительно около 16 г/м2. При плотности менее 16 г/м2 типографское нанесение наружного декоративного слоя может ухудшиться.
Результаты испытаний на вздутие показали, что при нанесении толстого внутреннего слоя на постоянный наружный слой получают меньшее вздутие. Неожиданно, однако, при поддержании внутреннего количества высоким, а наружного количества низким трехслойная структура демонстрирует меньшее вздутие, чем пятислойный ссылочный образец. Это является неожиданным и удивительным, поскольку количество жидкого барьерного полиолефина внутри пятислойного картонного ламината выше, то есть всего 45 г/м2 (при том, что общий внутренний полимер в пятислойном ламинате составляет 50 г/м2).
Реферат
Изобретение касается ламинированного упаковочного материала, содержащего внутренний слой из бумаги или картона и газобарьерный слой из полиамидной смеси, включающей конденсационный полимер метаксилендиамина и адипиновой кислоты, и второй кристаллический или полукристаллический полиамид, нанесенный на одну сторону внутреннего слоя посредством покрывания совместной экструзией. Изобретение также касается способа производства ламинированного упаковочного материала и упаковочного контейнера, производимого из ламинированного упаковочного материала. 3 с. и 11 з.п.ф-лы, 5 табл., 3 ил.
Комментарии