Декоративный материал - RU2328378C2
Код документа: RU2328378C2
Чертежи
Описание
Настоящее изобретение относится к технологии получения декоративного материала, такого как строительный материал, мебельный материал или тому подобное.
Традиционно в качестве поверхностных декоративных материалов для строительного материала, мебели или подобного имеются материалы различного строения. Например, в патентных документах 1 и 2 рассматривается так называемый термоотверждающийся полимерный декоративный лист. Декоративный лист получают нанесением печатного рисунка на титановую бумагу метрической массы примерно 80-120 г/м2 со смешанным белым титановым пигментом; пропиткой ее неотвержденным материалом (форполимер, мономер) термоотверждающейся смолы, такой как меламиновая смола и диаллилфталатная смола; наслаиванием пропитанной бумаги на бумагу, пропитанную фенольной смолой (сердцевинная бумага), причем древесная плита или подобное является основой; и горячим прессованием с тем, чтобы отвердить пропитывающую смолу и объединить в целое все слои. Хотя его сопротивление истиранию является недостаточным, его преимущество состоит в том, что его долговечность, включая износостойкость, водостойкость, маслостойкость и т.д., является предпочтительной.
Кроме того, в патентных документах 3 и 4 рассматривается декоративный материал, имеющий слоистое строение, содержащий тонкую бумагу массой примерно 2-30 г/м2, слой рисунка, нанесенный печатью, и поверхностный защитный слой, полученный нанесением и отверждением термоотверждающегося полимерного покрытия, используемый в связанном состоянии с основой, такой как древесная плита. Имеются так называемая бумага с уретановым покрытием, использующая уретановую смолу двухкомпонентного типа отверждения с полиолом в качестве главного компонента и изоцианатом в качестве отверждающего агента термоотверждающейся смолы с обеспечением ее поверхностного защитного слоя, так называемая бумага с аминоалкидным покрытием, использующая аминоалкидную смолу в качестве термоотверждающейся смолы с обеспечением поверхностного защитного слоя, или подобное.
Поскольку данный тип декоративного материала является плохим в плане долговечности вообще, включая сопротивление истиранию, износостойкость, водостойкость и маслостойкость, по сравнению с термоотверждающимся полимерным декоративным листом, и, кроме того, его слоем материала основы является тонкослойная бумага, он имеет низкую стойкость к оседанию по сравнению с термоотверждающимся полимерным декоративным листом. То есть в случае приложения воздушной или ударной нагрузки, когда бумага или ее основа является мягкой, основа также оседает. Кроме того, особенно в случае использования в качестве материала пола, оседание образуется при локальной нагрузке отливочной машины.
Кроме того, в патентных документах 5-7 рассматривается декоративный материал, имеющий строение, обеспеченное поверхностным защитным слоем, полученным при создании слоя рисунка на бумаге, нанесении на слой рисунка полимерной краски, отверждающейся ионизирующим излучением, и отверждении, так чтобы использоваться связанным на основе, такой как древесная плита. В указанных случаях поверхностный защитный слой образуется как пленочное покрытие, полученное при нанесении полимерной краски, отверждающейся ионизирующим излучением, выполненной из форполимера, мономера или подобного ненасыщенной сложнополиэфирной смолы или на основе метакрилата, сшивке и отверждении при наведении ионизирующего излучения, такого как электронный луч и ультрафиолетовое излучение, и, таким образом, он относится к так называемой бумаге с полимерным покрытием, отверждающимся ионизирующим излучением.
Поскольку твердая смола, отверждающаяся ионизирующим излучением, используется в качестве поверхностного защитного слоя в декоративном материале, его сопротивление истиранию является предпочтительным. Кроме того, поскольку отверждение слоя покрытия может быть закончено в короткое время (примерно несколько секунд или менее) при наведении ионизирующего излучения, производительность является высокой. В частности, декоративный материал, рассмотренный в патентном документе 7, имеет сферические α-глиноземные частицы, введенные в поверхностный защитный слой, по сравнению с термоотверждающимся полимерным декоративным листом он имеет равное или более высокое сопротивление истиранию и более высокую износостойкость. Однако, поскольку слоем основного материала является тонкослойная бумага, подобно бумаге с уретановым покрытием, он имеет слабую стойкость к оседанию и сопротивление отливочной машине по сравнению с термоотверждающимся полимерным декоративным листом. Кроме того, хотя водостойкость и маслостойкость слоя его покрытия являются предпочтительными, в том случае, когда вода или масло проникает в бумагу через точечное отверстие слоя покрытия или торцевую поверхность покрытой бумаги, тогда сама бумага имеет слабые водостойкость и маслостойкость, водостойкость и маслостойкость в качестве покрытой бумаги как целое являются недостаточными.
В качестве широкой оценки декоративных материалов, указанных выше, бумага с полимерным покрытием, отверждающимся ионизирующим излучением, является наилучшей в плане долговечности поверхности, такой как сопротивление истиранию. Кроме того, термоотверждающийся полимерный декоративный лист является наилучшим в плане внутренней долговечности, такой как стойкость к оседанию, водостойкость и маслостойкость. Поэтому в качестве уравновешивания преимуществ и недостатков обоих из них был предложен декоративный материал, содержащий первый термоотверждающийся полимерный декоративный лист в качестве материала основы и бумагу с полимерным покрытием, отверждающимся ионизирующим излучением, в качестве поверхностного слоя, ламинированного на него, как рассмотрено в патентных документах 8 и 9. Однако, поскольку реакция термоотверждающейся смолы в термоотверждающемся полимерном декоративном листе была закончена, даже в том случае, когда на него ламинируется бумага с полимерным покрытием, отверждающимся ионизирующим излучением, не может быть получена достаточная характеристика связывания. Кроме того, водостойкость и стойкость к оседанию являются сниженными на слое бумаги, имеющем абсорбирующую способность и слабую прочность. Тогда строение создается следующим образом: помещают бумагу с полимерным покрытием, отверждающимся ионизирующим излучением, на поверхность неотвержденного термоотверждающегося полимерного декоративного листа со стороной бумажного слоя бумаги с покрытием, обращенной к стороне термоотверждающегося полимерного декоративного листа, нагревают и прессуют с помощью пресса с тем, чтобы отвердить термоотверждающийся полимерный декоративный лист и одновременно связать бумагу с полимерным покрытием, отверждающимся ионизирующим излучением, кроме того, обеспечить проникновение термоотверждающейся смолы в волокна бумажного слоя с тем, чтобы усилить свойство связывания обоих слоев анкерным эффектом, увеличить прочность бумажного слоя и обеспечить характеристику водопоглощения.
Патентный документ 1: публикация Японской заявки на патент (JP-B) №26-4540.
Патентный документ 2: JP-B №37-6143.
Патентный документ 3: JP-B №49-39166.
Патентный документ 4: JP-B №59-1111.
Патентный документ 5: JP-B №49-31033.
Патентный документ 6: Японский патент №2856862.
Патентный документ 7: Японский патент №2860779.
Патентный документ 8: JP-B №58-7465.
Патентный документ 9: JP-B №5-64104.
Рассмотрев патентные документы 8 и 9, было установлено, что должна быть решена дополнительная проблема. То есть, поскольку термоотверждающаяся смола проникает через слой полимерного покрытия отверждающегося ионизирующим излучением, так что просачивается на поверхность декоративного листа во время горячего прессования (горячий пресс), внешний вид сборки ухудшается, а также ухудшается долговечность поверхности, обеспеченной по существу слоем полимерного покрытия, отверждающегося ионизирующим излучением.
Было исследовано это явление, в результате чего было установлено, что его причиной является следующее. Первой причиной является то, что в жестком и уязвимом слое полимерного покрытия, отверждающегося ионизирующим излучением, во время горячего прессования образуется незначительное растрескивание, так что неотвержденный материал неотвержденной (половинное отверждение) термоотверждающейся смолы (форполимер или мономер) выходит через слой покрытия, проходя через трещину. Кроме того, второй причиной является то, что хотя слой покрытия самой смолы, отверждающейся ионизирующим излучением, имеет высокую степень сшивки, так что имеет высокую характеристику блокирования, во время фактического нанесения на бумагу в слое покрытия образуются незначительные точечные отверстия благодаря шероховатости грубой поверхности бумаги, высокой проницаемости бумаги и неровности. В результате неотвержденный материал термоотверждающейся смолы выходит через отверстия.
Настоящее изобретение сделано ввиду таких предпосылок. Задачей настоящего изобретения является получение декоративного материала, способного иметь как долговечность поверхности, такую как сопротивление истиранию, так и внутреннюю долговечность, такую как стойкость к оседанию, водостойкость и маслостойкость, для дополнительного улучшения традиционного декоративного материала.
Декоративный материал согласно изобретению по п.1 содержит поверхностный слой и слой материала основы, ламинированный и соединенный с нижней поверхностью поверхностного слоя, отличающийся тем, что поверхностный слой содержит со своей верхней стороны, по меньшей мере, поверхностный полимерный слой, выполненный из отвержденного материала смолы, отвержденной ионизирующим излучением, блокирующий слой для предотвращения просачивания неотвержденного материала термоотверждающейся смолы и сторону поверхностного слоя из пропитанного бумажного слоя, образованного бумагой, пропитанной термоотверждающейся смолой и отвержденной; при этом слой материала основы включает, по меньшей мере, сторону слоя материала основы из пропитанного бумажного слоя, образованного бумагой, пропитанной термоотверждающейся смолой и отвержденной, и расположенного на самой верхней стороне внутри слоя материала основы.
Предпочтительно в вышеописанном материале блокирующий слой представляет собой пропитанный блокирующий слой, расположенный внутри на верхней стороне бумаги, образующей сторону поверхностного слоя из пропитанного бумажного слоя.
Кроме того, между поверхностным полимерным слоем и пропитанным блокирующим слоем может быть расположен слой печатного рисунка.
Дополнительно блокирующий слой может представлять собой непропитанный блокирующий слой, без пропитки на стороне поверхностного слоя из пропитанного бумажного слоя, расположенного на верхней поверхности стороны поверхностного слоя из пропитанного бумажного слоя.
Кроме того, слой печатного рисунка может быть расположен либо между поверхностным полимерным слоем и непропитанным блокирующим слоем, либо между непропитанным блокирующим слоем и стороной поверхностного слоя из пропитанного бумажного слоя.
Предпочтительно блокирующий слой представляет собой как пропитанный блокирующий слой, расположенный внутри на верхней стороне бумаги, образующей сторону поверхностного слоя из пропитанного бумажного слоя, так и непропитанный блокирующий слой, без пропитки на стороне поверхностного слоя из пропитанного бумажного слоя, расположенного на верхней поверхности стороны поверхностного слоя из пропитанного бумажного слоя.
Предпочтительно также размещение слоя печатного рисунка либо между поверхностным полимерным слоем и непропитанным блокирующим слоем, либо между непропитанным блокирующим слоем и пропитанным блокирующим слоем.
Более предпочтительно блокирующий слой включает в себя отвержденный материал уретановой смолы двухкомпонентного типа отверждения.
Еще более предпочтительно поверхностный полимерный слой включает отвержденный материал смолы, отвержденной ионизирующим излучением, имеющей в своем составе (алкиленоксид)-модифицированное полимеризующееся соединение.
Другим аспектом изобретения является декоративный лист, содержащий вышеописанный декоративный материал и материал подложки, ламинированный на самой нижней поверхности слоя материала основы в декоративном материале.
Поскольку декоративный материал настоящего изобретения имеет бумагу, пропитанную термоотверждающейся смолой и ламинированную и интегрированную бумагу с полимерным покрытием, отверждающимся ионизирующим излучением, его преимущества, такие как долговечность поверхности, такая как сопротивление истиранию бумаги с полимерным покрытием, отверждающимся ионизирующим излучением, и внутренняя долговечность, такая как стойкость к оседанию, водостойкость и маслостойкость термоотверждающегося полимерного декоративного листа, могут быть достигнуты так, чтобы компенсировать недостатки.
Кроме того, просачивание неотвержденного материала термоотверждающейся смолы, возникающее во время интегрирования бумаги, пропитанной термоотверждающейся смолой, и бумаги с полимерным покрытием, отверждающимся ионизирующим излучением, и горячего прессования через слой полимерного покрытия, отверждающегося ионизирующим излучением, может быть предотвращено. Соответственно, внешний вид сборки не ухудшается и долговечность поверхности, присущая слою полимерного покрытия, отверждающегося ионизирующим излучением, не может быть ухудшена.
Кроме того, в соответствии с декоративным материалом типа с блокирующим слоем, содержащим как форму независимого блокирующего слоя, так и форму пропитанного блокирующего слоя, эффект предотвращения просачивания неотвержденного материала термоотверждающейся смолы через слой полимерного покрытия, отверждающегося ионизирующим излучением, может быть получен с дополнительной уверенностью.
Сущность изобретения поясняется чертежами.
На фиг.1 представлено схематическое поперечное сечение, показывающее основное строение декоративного материала согласно настоящему изобретению.
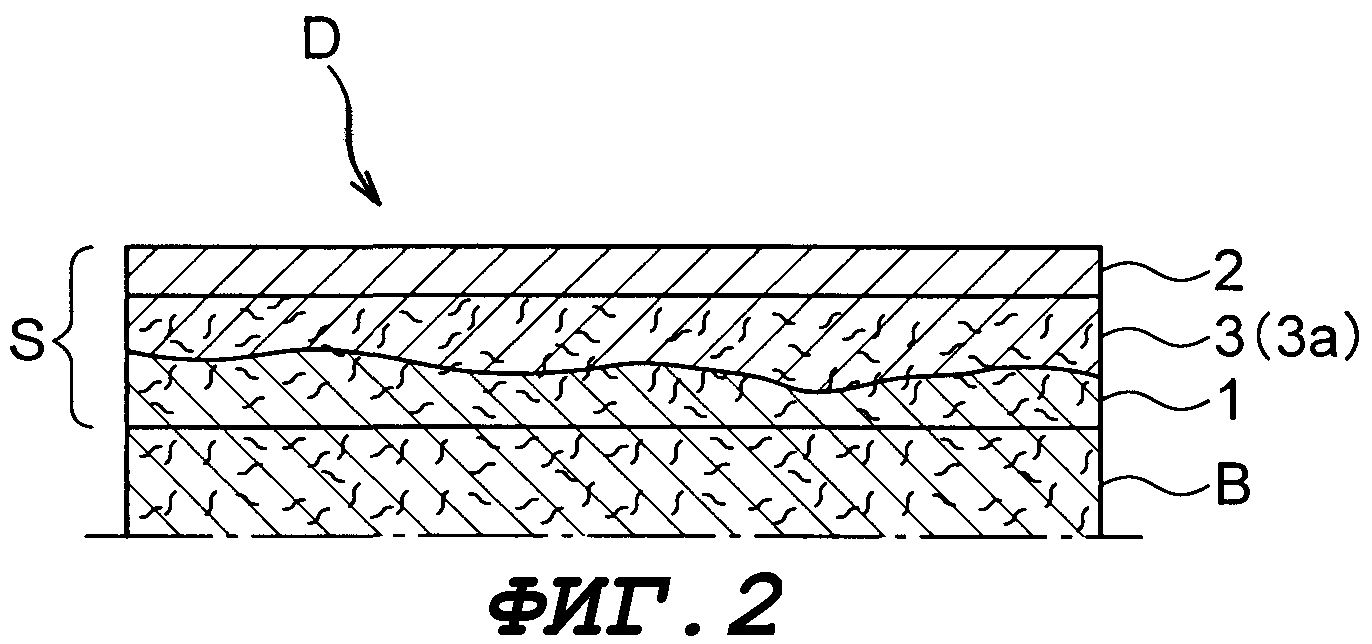
На фиг.2 представлено увеличенное поперечное сечение, показывающее пример декоративного материала согласно настоящему изобретению.
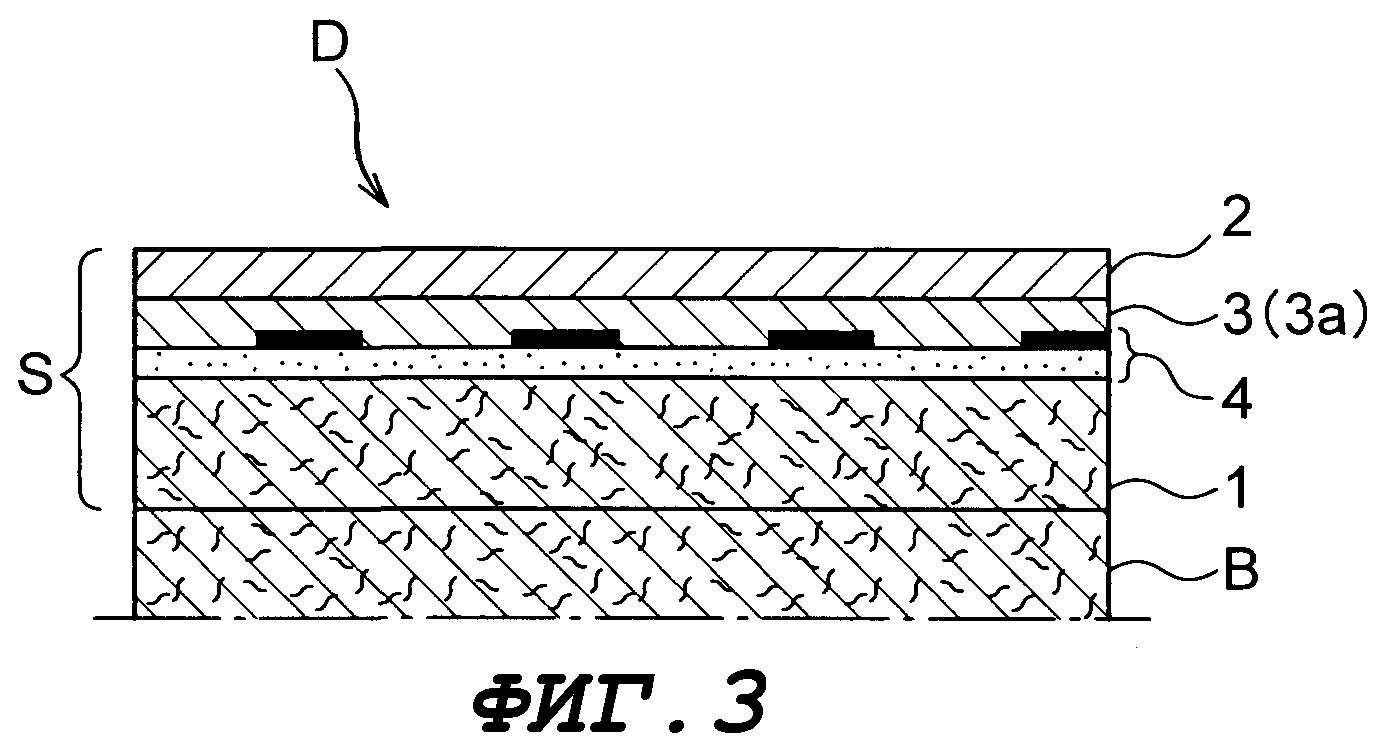
На фиг.3 представлено увеличенное поперечное сечение, показывающее пример декоративного материала согласно настоящему изобретению.
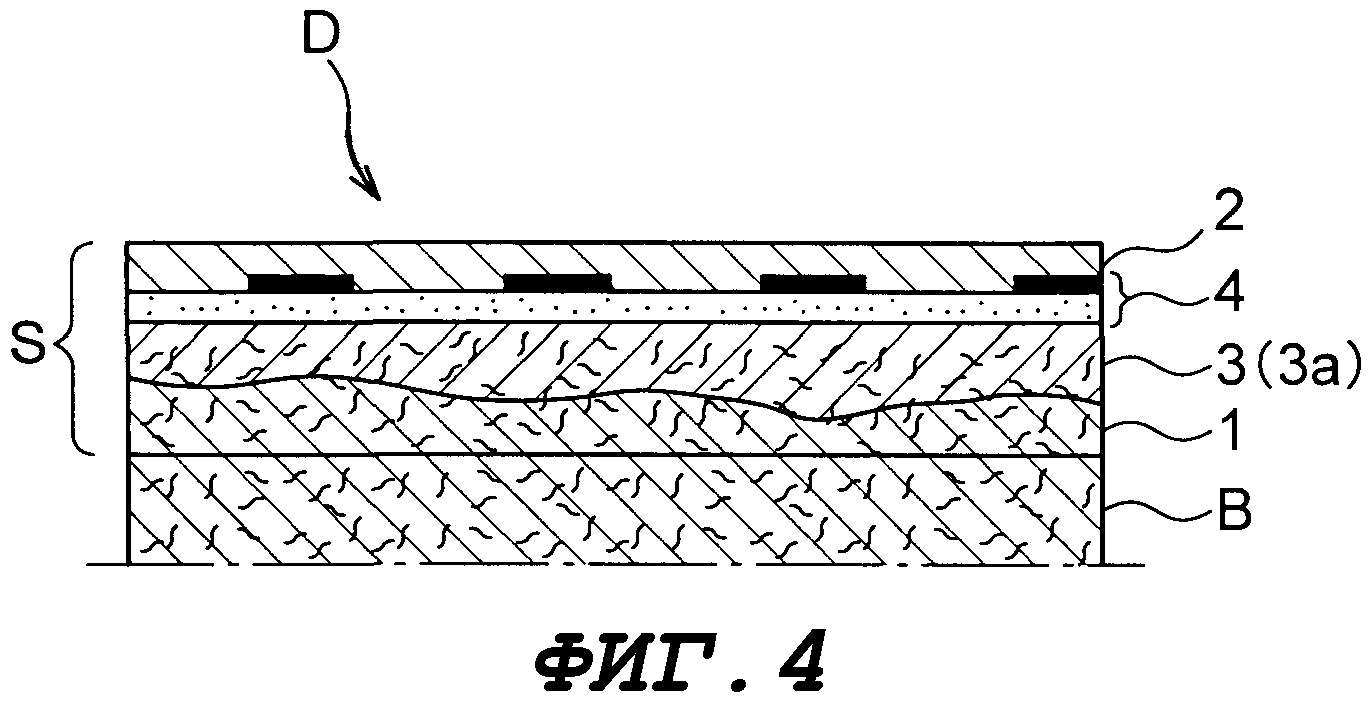
На фиг.4 представлено увеличенное поперечное сечение, показывающее пример декоративного материала согласно настоящему изобретению.
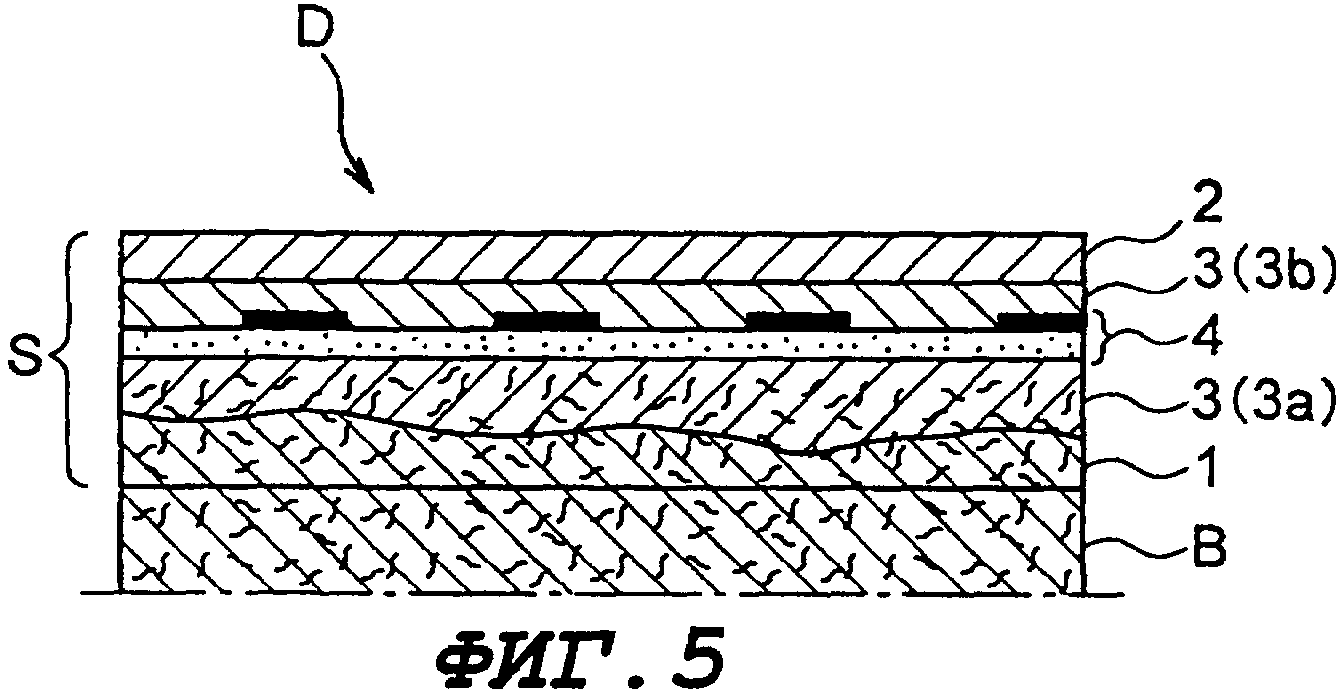
На фиг.5 представлено увеличенное поперечное сечение, показывающее пример декоративного материала согласно настоящему изобретению.
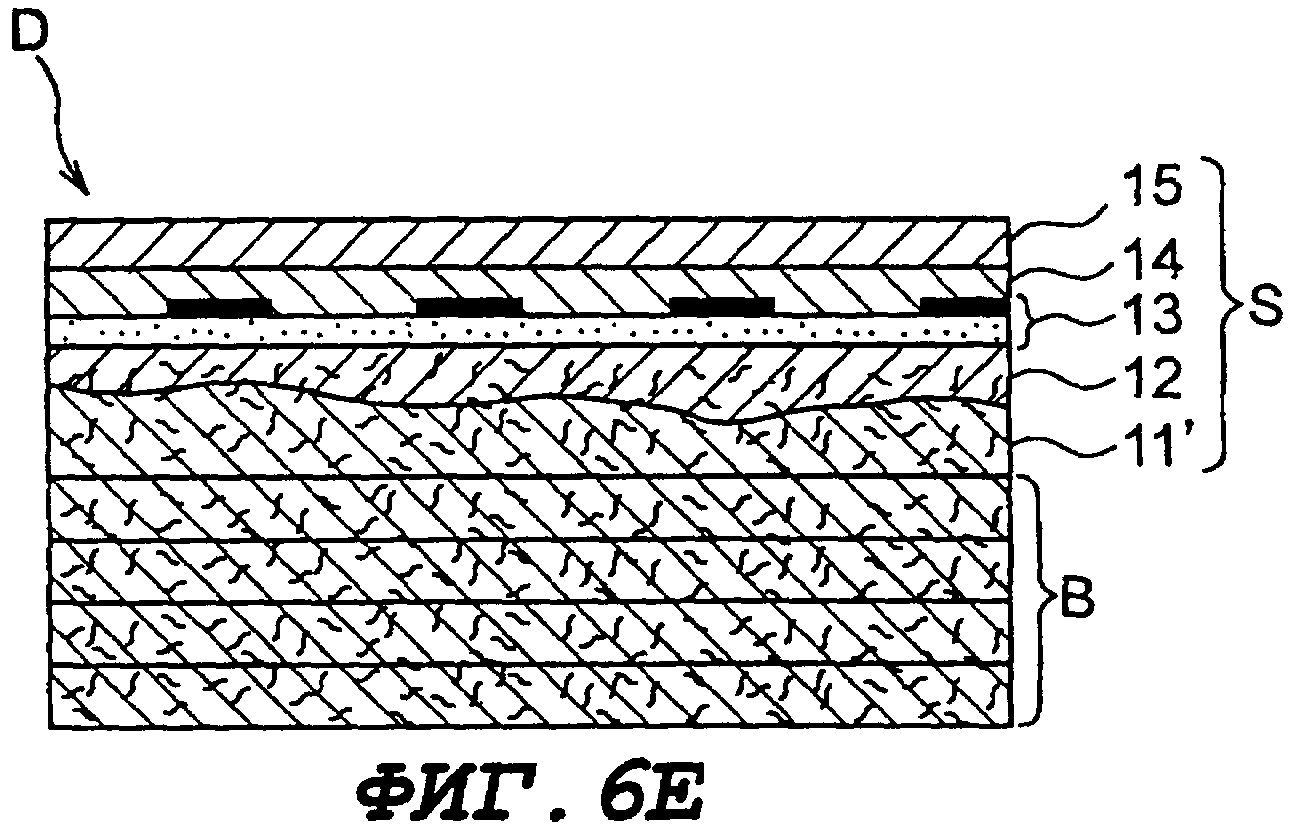
На фиг.6А-6Е представлена технологическая схема, показывающая способ получения декоративного материала согласно настоящему изобретению.
Пояснение обозначений
D - декоративный материал,
S - поверхностный слой,
В - слой материала основы,
1 - сторона поверхностного слоя из пропитанного бумажного слоя,
2 - поверхностный полимерный слой,
3 - блокирующий слой,
3а - пропитанный блокирующий слой 3b - непропитанный блокирующий слой,
4 - слой печатного рисунка,
11 - бумажный слой,
11' - сторона поверхностного слоя из пропитанного бумажного слоя,
12 - пропитанный блокирующий слой,
13 - слой печатного рисунка,
14 - непропитанный блокирующий слой,
15 - поверхностный полимерный слой,
16 - слой неотвержденного материала основы.
Декоративный материал настоящего изобретения получают по существу ламинированием бумаги с полимерным покрытием, отверждающимся ионизирующим излучением, на бумагу, пропитанную термоотверждающейся смолой, и горячим прессованием для их объединения в единое целое. Однако в это время в слоистом строении бумаги с полимерным покрытием, отверждающимся ионизирующим излучением, блокирующий слой, имеющий природу блокирования неотвержденного материала (форполимера или мономера) термоотверждающейся смолы, расположен между бумагой и слоем полимерного покрытия, отверждающегося ионизирующим излучением. Поэтому проникновение неотвержденного материала термоотверждающейся смолы в пропитанную бумагу через слой полимерного покрытия, отверждающегося ионизирующим излучением, во время горячего прессования может быть предотвращено. Соответственно, преимущества как термоотверждающегося полимерного декоративного листа, так и бумаги с полимерным покрытием, отверждающимся ионизирующим излучением, могут быть достигнуты так, чтобы получить декоративный материал, имеющий как превосходную долговечность поверхности, так и внутреннюю долговечность.
На фиг.1 представлено схематическое поперечное сечение, показывающее основное строение декоративного материала согласно настоящему изобретению. Затем на каждой из фиг.2-5 представлен увеличенный вид части А, показанной на фиг.1, иллюстрирующий характерный вариант из различных вариантов. Однако декоративный материал настоящего изобретения не ограничивается только вариантами, показанными на фиг.2-5.
Как показано на фиг.1, основное строение декоративного материала D согласно настоящему изобретению содержит поверхностный слой S и слой материала основы В, ламинированный и соединенный на нижней поверхности поверхностного слоя. Из них, как показано на фиг.2, поверхностный слой S содержит сторону поверхностного слоя из пропитанного бумажного слоя 1, образованного бумагой, пропитанной термоотверждающейся смолой и отвержденной, поверхностный полимерный слой 2 выполнен из отвержденного материала смолы, отвержденной ионизирующим излучением, и расположен на верхней стороне внутри поверхностного слоя S, а блокирующий слой 3 расположен между стороной поверхностного слоя из пропитанного бумагой слоя 1 и поверхностного полимерного слоя 2 и имеет характеристику блокирования, благодаря которому неотвержденный материал из термоотверждающейся смолы, содержащийся в слое материала основы В, просачивается к верхней поверхности поверхностного слоя S до завершения отверждения (далее это будет называться просто как "просачивание - характеристика блокирования для термоотверждающейся смолы"). С другой стороны, слой материала основы В содержит бумагу, пропитанную термоотверждающейся смолой и отвержденную, а пропитанный бумажный слой (сторона слоя материала основы из пропитанного бумажного слоя) расположен на самой верхней стороне внутри слоя материала основы.
Декоративный материал D, показанный на фиг.2, представляет собой самый простой вариант настоящего изобретения. В данном варианте поверхностный слой S содержит блокирующий слой 3 для предотвращения того, чтобы неотвержденный материал термоотверждающейся смолы, имеющийся в составе слоя В материала основы, просачивался к верхней поверхности поверхностного слоя S, который расположен между поверхностным полимерным слоем 2 и стороной поверхностного слоя из пропитанного бумажного слоя 1. Блокирующий слой 3 в таком декоративном материале представляет собой пропитанный блокирующий слой 3а, образованный бумагой, пропитанной смолой, которая просачивается, с характеристикой блокирования для термоотверждающейся смолы.
Декоративные материалы, показанные на фиг.3-5 соответственно, имеют поверхностный слой S, содержащий слой печатного рисунка 4 между стороной поверхностного слоя из пропитанного бумажного слоя 1 и поверхностным полимерным слоем 2.
Декоративный материал D, показанный на фиг.3, имеет структуру, содержащую блокирующий слой 3 между поверхностным полимерным слоем 2 и слоем печатного рисунка 4. Блокирующий слой 3 в таком декоративном материале представляет собой непропитанный блокирующий слой 3b, образованный только смолой, которая просачивается, с характеристикой блокирования для термоотверждающейся смолы. Кроме того, слой печатного рисунка 4 может быть расположен между поверхностным полимерным слоем 2 и непропитанным блокирующим слоем 3b.
Декоративный материал D, показанный на фиг.4, имеет структуру, содержащую блокирующий слой 3 между стороной поверхностного слоя из пропитанного бумажного слоя 1 и слоем печатного рисунка 4. Блокирующий слой 3 в таком декоративном материале представляет собой пропитанный блокирующий слой 3b, образованный бумагой, пропитанной смолой, которая просачивается, с характеристикой блокирования для термоотверждающейся смолы.
Декоративный материал D, показанный на фиг.5, имеет структуру, содержащую два блокирующих слоя 3, расположенных между поверхностным полимерным слоем 2 и слоем печатного рисунка 4 и между стороной поверхностного слоя из пропитанного бумажного слоя 1 и слоем печатного рисунка 4. Блокирующий слой 3 между поверхностным полимерным слоем 2 и слоем печатного рисунка 4 в таком декоративном материале представляет собой непропитанный блокирующий слой 3b, образованный только смолой, которая просачивается, с характеристикой блокирования для термоотверждающейся смолы, а блокирующий слой 3 между стороной поверхностного слоя из пропитанного бумажного слоя 1 и слоем печатного рисунка 4 представляет собой пропитанный блокирующий слой 3а, образованный бумагой, пропитанной смолой, которая просачивается, с характеристикой блокирования для термоотверждающейся смолы.
Размещение слоя печатного рисунка не ограничивается слоями печатного рисунка, показанными на фиг.3-5, и он может быть расположен между любыми двумя слоями, способными образовать слой печатного рисунка в декоративных материалах, т.е. либо между поверхностным полимерным слоем и непропитанным блокирующим слоем, между поверхностным полимерным слоем и пропитанным блокирующим слоем, между непропитанным блокирующим слоем и стороной поверхностного слоя из пропитанного бумажного слоя, либо между непропитанным блокирующим слоем и пропитанным блокирующим слоем.
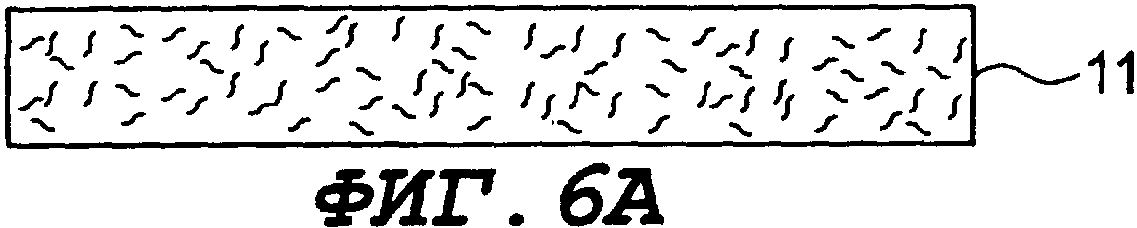
На фиг.6А-6Е показана технологическая схема типичного способа получения декоративного материала согласно настоящему изобретению. Она показывает случай получения декоративного материала варианта с фиг.5, имеющего наибольшее число слоистых строений из декоративных материалов, показанных на фиг.2-5. В качестве способов получения декоративных материалов других вариантов они могут быть известны исключением слоев, опускаемых в различных декоративных материалах, и способами их получения из способа получения, показанного на фиг.6А-6Е.
Сначала, как показано на фиг.6А, получают бумагу, не пропитанную термоотверждающейся смолой и без другого слоя, и она образует бумажный слой 11.
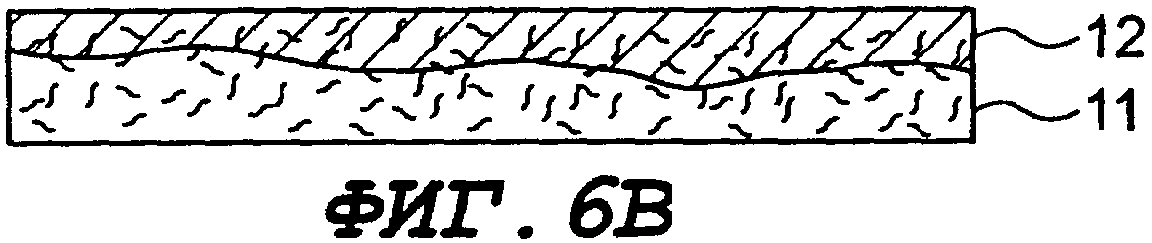
Затем, как показано на фиг.6В, пропитанный блокирующий слой 12 формуется пропиткой бумажного слоя 11 от верхней поверхности бумажного слоя 11 со смолой, которая просачивается, с характеристикой блокирования для термоотверждающейся смолы известным способом нанесения покрытия или способом пропитки, таким как нанесение покрытия валиком или нанесение покрытия глубокой печатью. Пропитанный блокирующий слой 12 находится в таком состоянии, что воздушный зазор в волокнах бумаги заполнен пропитывающей смолой в бумажном слое 11. Как видно на фиг.6B, пропитанный блокирующий слой 12 образован таким образом, что он не достигает нижней стороны бумажного слоя 11. Это обусловлено тем, что в том случае, когда пропитанный блокирующий слой 12 простирается от верхней стороны бумажного слоя 11 к его нижней стороне, он препятствует тому, чтобы термоотверждающаяся смола в слое материала основы В проникала в бумажный слой 11 во время горячего прессования, описанного ниже. В результате прочная адгезия посредством анкерного эффекта между термоотверждающейся смолой и бумажными волокнами не достигается, и, таким образом, это не является предпочтительным. В данном описании термин "верхняя сторона" обозначает сторону, выдерживаемую и наблюдаемую во время использования в качестве декоративного материала (на каждом чертеже сторона, направленная вверх).
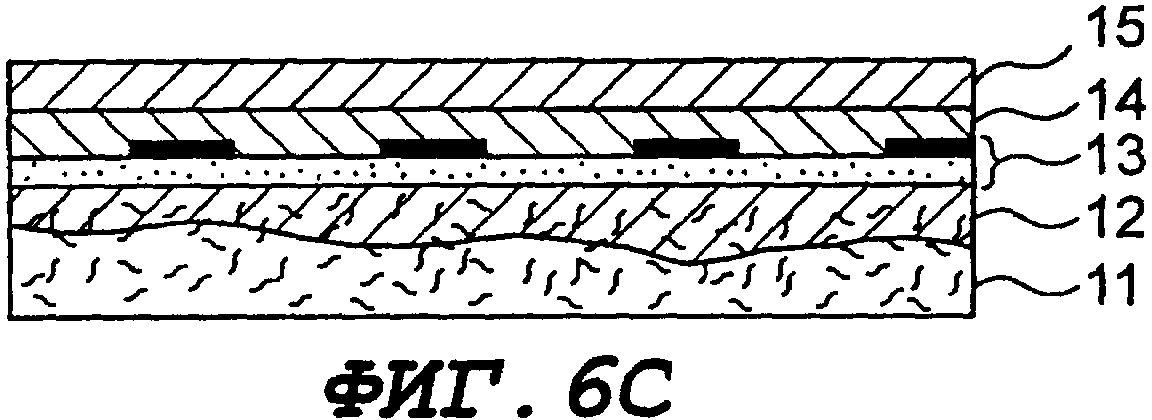
Затем, как показано на фиг.6С, слой печатного рисунка 13, непропитанный блокирующий слой 14 и поверхностный полимерный слой 15 ламинируются и формуются в указанном порядке на верхней поверхности стороны пропитанного блокирующего слоя 12 бумажного слоя 11 известным способом нанесения печати или покрытия. Хотя непропитанный блокирующий слой 14 образован нанесением смолы, которая просачивается, с характеристикой блокирования для термоотверждающейся смолы, непропитанный блокирующий слой 14 не присутствует в волокнах бумажного слоя 11, но присутствует в качестве непропитанного слоя, это относится как к непропитанному блокирующему слою 14 соответственно.
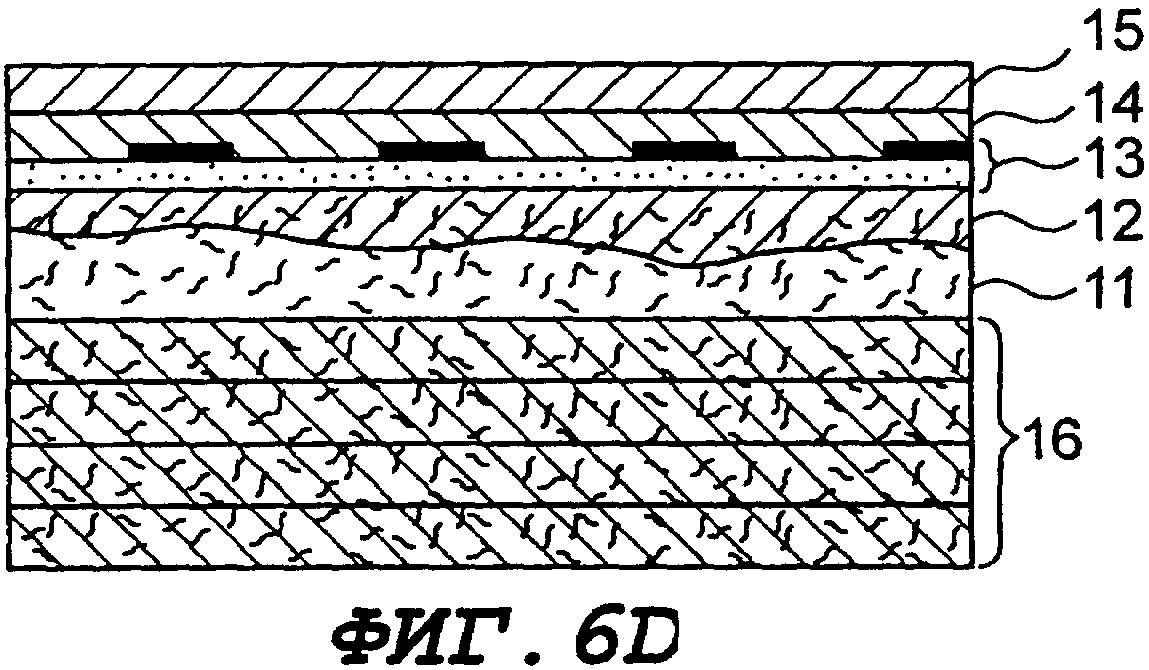
Затем, как показано на фиг.6D, ламинат структуры, показанной на фиг.6С, расположен на неотвержденном слое материала основы 16. Бумажный слой 11 расположен так, чтобы быть обращенным к неотвержденному слою 16 материала основы. Неотвержденный слой 16 материала основы содержит, по меньшей мере, один бумажный слой, пропитанный термоотверждающейся смолой в неотвержденном состоянии (на фиг.6D показан случай с четырьмя слоями). Затем проводят формование горячим прессованием известным горячим прессом так, что термоотверждающаяся смола проникает в неотвержденный слой материала основы 16 в бумажный слой 11, а также термоотверждающаяся смола в неотвержденном слое материала основы 16 и бумажном слое 11 отверждается.
Поэтому, как показано на фиг.6Е, бумажный слой 11 (не пропитан) пропитывается термоотверждающейся смолой, проникшей из неотвержденного слоя 16 материала основы, и отверждается для образования стороны поверхностного слоя из пропитанного бумажного слоя 11', также как область от поверхностного полимерного слоя 15 к стороне поверхностного слоя из пропитанного бумажного слоя 11' должна быть поверхностным слоем S. Кроме того, неотвержденный слой материала основы 16 имеет неотвержденную термоотверждающуюся смолу саму по себе для создания слоя материала основы В. Затем поверхностный слой S и слой материала основы В связываются и интегрируются прочно отвержденным материалом термоотверждающейся смолы, присутствующей в обоих слоях. Благодаря наличию блокирующего слоя (пропитанного блокирующего слоя 12 и непропитанного блокирующего слоя 14) можно предотвратить просачивание термоотверждающейся смолы в неотвержденном состоянии в неотвержденном слое 16 материала основы к верхней поверхности поверхностного полимерного слоя 15 во время горячего прессования. Соответственно, может быть получен декоративный материал D строения, показанного на фиг.5.
Ниже поверхностный полимерный слой, блокирующий слой, пропитанный бумажный слой, слой печатного рисунка и слой материала основы, составляющие декоративный материал настоящего изобретения, поясняются отдельно.
Поверхностный полимерный слой 2 представляет собой слой на самой верхней поверхности декоративного материала, и он образуется как отвержденный слой покрытия смолы, отверждающейся ионизирующим излучением. Она может быть отверждена предпочтительно сшивающим отверждением. Благодаря высокой способности сшивания поверхностного полимерного слоя может быть получен декоративный материал, имеющий превосходные физические свойства поверхности, такие как износостойкость и стойкость к загрязнению. Затем поверхностный полимерный слой образуется обычно как бесцветный прозрачный слой. Поверхностный полимерный слой может быть образован при нанесении разжиженной смолы (композиции), отверждающейся ионизирующим излучением, известным способом нанесения, таким как нанесение глубокой печатью и нанесение валком, и сшивке и отверждении слоя покрытия облучением ионизирующим излучением. Поверхностный полимерный слой также может быть получен сплошной печатью глубокой печатью или подобным. Толщина поверхностного полимерного слоя обычно составляет примерно 1-30 г/м2 (на основе твердого компонента) относительно количества покрытия.
В качестве смолы, отверждающейся ионизирующим излучением, предпочтительно используется, в частности, композиция в виде необязательной смеси форполимера (включая так называемый олигомер) и/или мономера, имеющего радикально полимеризующуюся ненасыщенную связь или катионную полимеризующуюся функциональную группу в молекуле (далее они также называются "соединением" в качестве общего термина), способная сшиваться и отверждаться ионизирующим излучением. Здесь ионизирующее излучение означает электромагнитные волны или заряженные частицы, имеющие энергию, способную к полимеризации и сшивке молекулы. Оно обычно представляет собой электронный луч ((ЕВ) (ЭЛ)) или ультрафиолетовое излучение ((UV)(УФ)).
Вышеуказанный форполимер или мономер представляет собой, в частности, соединение, имеющее радикально полимеризующуюся ненасыщенную группу, такую как метакрилоилгруппа и метакрилоилоксигруппа, катионную полимеризующуюся функциональную группу, такую как эпоксигруппа, или подобное в молекуле. Указанные форполимеры, мономеры могут использоваться в отдельности или как смесь множества видов. Здесь, например, "метакрилоилгруппа" означает акрилоилгруппу или метакрилоилгруппу. Кроме того, в качестве смолы, отверждающейся ионизирующим излучением, может также предпочтительно использоваться полиен/тиолсодержащий форполимер как комбинация полиеена и политиола.
В качестве примера форполимера, имеющего радикально полимеризующуюся ненасыщенную группу в молекуле, могут быть приведены сложный полиэфирметакрилат, уретанметакрилат, эпоксиметакрилат, меламинметакрилат, триадинметакрилат или подобное. Что касается молекулярной массы, могут использоваться соединения, имеющие молекулярную массу примерно 250-100000. Термин "метакрилат" означает акрилат и метакрилат.
В качестве примера мономера, имеющего радикально полимеризующуюся ненасыщенную группу в молекуле, могут быть приведены метилметакрилат, 2-этилгексилметакрилат, феноксиэтилметакрилат или подобное. В качестве многофункционального мономера могут быть представлены диэтиленгликольдиметакрилат, пропиленгликольдиметакрилат, триметилолпропантриметакрилат, триметилолпропантетраметакрилат, дипентаэритриттетраметакрилат, дипентаэритритпентаметакрилат, дипентаэритритгексаметакрилат или подобное.
Примеры форполимера, имеющего катионную полимеризующуюся функциональную группу в молекуле, включает форполимеры эпоксисодержащей смолы, такие как соединение эпоксидной смолы бисфенольного типа и новолоачного типа, и смолы на основе простого винилового эфира, такие как простой виниловый эфир жирной кислоты и простой виниловый эфир, содержащий ароматическую группу. В качестве тиола может быть представлен политиол, такой как триметилолпропантритиогликолят и пентаэритритолтетратиогликолят. Кроме того, в качестве полиена могут быть представлены полиуретан, полученный из диола и диизоцианата с аллиловым спиртом, присоединенным на обоих концах.
Задачей настоящего изобретения является блокирование просачивания неотверженного материала наполовину отвержденной термоотверждающейся смолы из слоя материала основы или пропитанного бумажного слоя во время формирования горячим прессованием. В качестве предпочтительного средства решения проблемы помимо образования блокирующего слоя, дополнительно, смола, содержащая (алкиленоксид)-модифицированное полимеризующееся соединение, используется для смолы, отверждающейся ионизирующим излучением, поверхностного полимерного слоя. При использовании смолы, отверждающейся ионизирующим излучением, содержащей (алкиленоксид)-модифицированное полимеризующееся соединение, для поверхностного полимерного слоя по сравнению с иным случаем, поскольку алкиленоксидная часть соединения является гидрофильной, сродство, самого поверхностного полимерного слоя по отношению к неотвержденному материалу термоотверждающейся смолы может быть снижено. Как результат, проникновение неотвержденного материала термоотверждающейся смолы, такого как форполимер меламиновой смолы, достигающего поверхностного полимерного слоя, может быть ограничено, так что просачивание термоотверждающейся смолы к поверхности декоративного материала может быть блокировано самим поверхностным полимерным слоем. Тогда поскольку поверхностный полимерный слой выполнен из смолы, отверждающейся ионизирующим излучением, содержащей (алкиленоксид)-модифицированное полимеризующееся соединение, функция блокирующего слоя, присутствующего между поверхностным полимерным слоем и пропитанным бумажным слоем, может быть усилена, так что эффект блокирования просачивания термоотверждающейся смолы может быть обеспечен более предпочтительно.
Вышеуказанным (алкиленоксид)-модифицированным полимеризующимся соединением является соединение, дополнительно имеющее (алкиленоксид)-модифицированную часть в молекуле соединения, способного полимеризоваться различными видами ионизирующего излучения, указанными выше. Как отдельный пример такого (алкиленоксид)-модифицированного полимеризующегося соединения оно может быть, необязательно, использовано согласно заявке. В качестве алкиленоксида могут использоваться метиленоксид, этиленоксид, пропиленоксид, бутиленоксид или подобное. По причине, описанной далее, в частности, этиленоксид может использоваться оптимально в настоящем изобретении. Далее, главным образом, описывается этиленоксид.
В качестве отдельного примера (этиленоксид)-модифицированного полимеризующегося соединения могут быть представлены (триметилолпропанэтиленоксид)-модифицированный триметакрилат, (бисфенол А)(этиленоксид)-модифицированный диметакрилат или подобное. Тогда с увеличением числа цепей n (число на одну молекулу) этиленоксидного повторяющегося звена в (этиленоксид)-модифицированной части гидрофильность увеличивается, и поэтому улучшается свойство блокирования просачивания неотвержденного материала термоотверждающейся смолы. С другой стороны, благодаря увеличению гидрофильности снижается водостойкость и стойкость к загрязнению по отношению к водосодержащему соединению, такому как водосодержащая краска поверхностного полимерного слоя. Поэтому число n может, необязательно, корректироваться. Например, n равно 2-20 и более предпочтительно оно равно 4-15. (Этиленоксид)-модифицированное полимеризующееся соединение может быть соединением бифункциональным, трифункциональным или другого числа функциональным, таким как тетрафункциональное или более. Это может быть определено, необязательно, с учетом требуемых физических свойств в качестве поверхностного полимерного слоя.
Когда смола, отверждающаяся ионизирующим излучением, используется для поверхностного полимерного слоя 2, общее количество полимерного компонента, полимеризующегося ионизирующим излучением, может быть предусмотрено как (этиленоксид)-модифицированное полимеризующееся соединение, однако в плане физических свойств, иных, чем характеристика блокирования неотвержденного материала термоотверждающейся смолы, таких как стойкость к загрязнению по отношению к водосодержащей краске или подобной поверхности, может быть использовано другое полимеризующееся соединение, способное полимеризоваться ионизирующим излучением, необязательно, в комбинации. В частности, только с (этиленоксид)-модифицированным полимеризующимся соединением, хотя характеристика блокирования неотвержденного материала термоотверждающейся смолы может быть улучшена благодаря увеличению гидрофильности поверхностного полимерного слоя, стойкость к загрязнению по отношению к водосодержащему загрязнению, такому как водосодержащая краска, может быть снижена благодаря увеличению сродства относительно водосодержащего вещества. В таком случае может быть введено негидрофильное полимеризующееся соединение, такое как (этиленоксид)-немодифицированный акрилатный мономер (обычный акрилатный мономер). В случае достижения как характеристики блокирования неотвержденного материала термоотверждающейся смолы, так и стойкости к загрязнению по отношению к водосодержащему загрязнению, соотношение состава находится предпочтительно в интервале ((этиленоксид)-модифицированное полимеризующееся соединение)/((этиленоксид)-немодифицированный акрилатный мономер)=3/7-5/5 (массовое соотношение).
Хотя пропиленоксид является алкиленоксидным соединением, подобным этиленоксиду, если (пропиленоксид)-модифицированное соединение используется вместо (этиленоксид)-модифицированного соединения, благодаря относительному снижению соотношения простой эфирной связи тенденция к увеличению гидрофильности является небольшой, так что она не является такой хорошей, как в случае (этиленоксид)-модифицированного соединения, в плане свойства блокирования неотвержденного материала термоотверждающейся смолы. В качестве используемой смолы, отверждающейся ионизирующим излучением, иной, чем (этиленоксид)-модифицированное соединение, могут быть представлены вышеуказанные соединения и они могут использоваться необязательно.
В случае сшивки смолы, отверждающейся ионизирующим излучением, ультрафиолетовым излучением, в смолу, отверждающуюся ионизирующим излучением, вводят инициатор фотополимеризации. В том случае, когда смола имеет радикально полимеризующуюся ненасыщенную группу, в качестве инициатора фотополимеризации могут использоваться ацетофеноны, бензофеноны, тиоксантоны, бензоин, бензоинметиловые простые эфиры в отдельности или как смесь. Кроме того, когда смола имеет катионную полимеризующуюся функциональную группу, в качестве инициатора фотополимеризации могут использоваться ароматическая диазониевая соль, ароматическая сульфониевая соль, ароматическая иодониевая соль, металлоценовое соединение, бензоинсульфонат или подобное в отдельности или как смесь. Вводимое количество указанных инициаторов фотополимеризации составляет 0,1-10 мас.ч. на 100 мас.ч. смолы, отверждающейся ионизирующим излучением.
В вышеуказанную смолу, отверждающаяся ионизирующим излучением, при необходимости могут быть введены различные виды добавок. В качестве добавок могут быть использованы, например, термопластичные смолы, такие как сополимер винилхлорида и винилацетата, винилацетатная смола, акриловая смола и смола на основе целлюлозы, разбавители (наполнители), содержащие мелкие частицы карбоната кальция, сульфата бария, и добавка, снижающая износ, описанная далее, замасливатели, такие как силиконовая смола и воск, и красящие вещества, такие как краситель и пигмент, или подобное.
Добавка, снижающая износ, вводится при необходимости в случае дополнительного улучшения износостойкости. В качестве добавки, снижающей износ, могут использоваться твердые частицы (тверже, чем слой сшитого покрытия смолы, отверждающейся ионизирующим излучением). В качестве материала неорганических частиц могут быть приведены каолинит, глинозем (альфа-глинозем или подобное), алюмосиликат, кремнезем, стекло, карбонат кремния, нитрид бора, диамонд, оксид церия или подобное. Форма неорганических частиц может быть сферической, эллипсоидной, полигональной (кубической, правильного октаэдра, другой полигональной или подобной), чешуйкоподобной, аморфной или подобной. Средний размер неорганических частиц составляет предпочтительно примерно 3-30 мкм. В том случае, когда средний размер частиц является слишком малым, эффект улучшения износостойкости снижается, тогда как если он является слишком большим, снижается гладкость поверхности. Вводимое количество неорганических частиц составляет 5-30 мас.ч. по отношению к общему количеству полимерного компонента.
В качестве источника электронного луча ионизирующего излучения для направления электронов, имеющих энергию 70-1000 кэВ, предпочтительно 80-300 кэВ, могут использоваться использующие различные виды электронного луча ускорители типа Cockroft-Walton, ручного изготовления, типа с резонансным преобразователем, типа с преобразователем с изолированным сердечником или линейного типа, динамитрон-типа, высокочастотного типа или подобное. Кроме того, в качестве источника ультрафиолетового излучения могут использоваться источники света, такие как ртутная лампа сверхвысокого давления, ртутная лампа высокого давления, ртутная лампа низкого давления, лампа накаливания с угольной дугой, черный свет и металлогалогенная лампа. В качестве длины волны ультрафиолетового излучения может использоваться, главным образом, длина волны в интервале 190-380 нм.
Блокирующий слой 3 имеет вариант пропитанного блокирующего слоя За, пропитанного во внутренней части верхней стороны бумаги, образующей сторону поверхностного слоя из пропитанного бумажного слоя 1, как показано на фиг.2 и 4, вариант непропитанного блокирующего слоя 3b, который находится на верхней поверхности стороны поверхностного слоя из пропитанного бумажного слоя 1 без пропитки в стороне верхнего слоя из пропитанного бумажного слоя 1, как показано на фиг.3, и вариант, имеющий как пропитанный блокирующий слой За, так и непропитанный блокирующий слой 3b, как показано на фиг.5 (как пропитанный блокирующий слой, так и непропитанный блокирующий слой могут также называться просто как "блокирующий слой" в качестве общего термина).
Блокирующий слой 3 расположен между поверхностным полимерным слоем 2 и стороной поверхностного слоя из пропитанного бумажного слоя 1, и он выполнен из смолы, имеющей характеристику предотвращения проникновения неотвержденного материала термоотверждающейся смолы (форполимера, мономера или подобного). Считается, что механизм реализации функции блокирующего слоя 3 является совместным эффектом следующих двух механизмов. То есть один механизм состоит в том, что блокирующий слой сам предотвращает прохождение неотвержденного материала термоотверждающейся смолы изнутри пропитанного бумажного слоя к поверхностному полимерному слою во время горячего прессования. Другой механизм состоит в том, что благодаря присутствию блокирующего слоя в интервале от нанесения поверхностного полимерного слоя до его отверждения поверхностный полимерный слой неравномерно проникает в бумагу, так что предотвращает образование точечных отверстий и превращение в пористый, и поэтому образуется плотный поверхностный полимерный слой. Как результат, может быть предотвращено проникновение неотвержденного материала термоотверждающейся смолы в дефектные части поверхностного полимерного слоя.
Для предотвращения просачивания неотвержденного материала термоотверждающейся смолы к поверхности поверхностного полимерного слоя в соответствии с механизмами количество покрытия блокирующего слоя (во время сушки) составляет предпочтительно примерно 1-20 г/м2. Если оно меньше указанного, блокирующий эффект является недостаточным, и необходимо наносить количество больше этого, потому что его эффект является интенсивным.
В качестве смолы для создания блокирующего слоя 3 могут использоваться уретановая смола, эпоксидная смола, сложнополиэфирная смола, акриловая смола или подобное. В частности, уретановая смола является предпочтительной. В качестве уретановой смолы могут использоваться уретановая смола двухкомпонентного типа отверждения, уретановая смола однокомпонентного типа отверждения (тип отверждения влагой), термопластичная уретановая смола или подобное.
Уретановая смола двухкомпонентного типа отверждения представляет собой уретановую смолу, использующую полиол в качестве главного агента и изоцианат в качестве сшивающего агента (отвердителя). Полиолом является полиол, имеющий две или более гидроксильных групп в молекуле. Могут использоваться, например, полиэтиленгликоль, полипропиленгликоль, акриловый полиол, (сложный полиэфир)полиол, (простой полиэфир)полиол, поликарбонатполиол, полиуретанполиол или подобное. Кроме того, в качестве изоцианата может использоваться многовалентный изоцианат, имеющий две или более изоцианатные группы в молекуле. Например, могут быть использованы ароматические изоцианаты, такие как 2,4-трилендиизоцианат, ксилолизоцианат и 4, 4'-дифенилметандиизоцианат, или алифатические (или алициклические) изоцианаты, такие как 1,6-гексаметилендиизоцианат, изофорондиизоцианат, гидрированный трилендиизоцианат и гидрированный дифенилметандиизоцианат. Альтернативно также могут использоваться аддукт или полимер вышеуказанных различных изоцианатов. В качестве примера может быть приведен аддукт трилендиизоцианата, тримера трилендиизоцианата или подобного. В вышеуказанных изоцианатах алифатический (или алициклический) изоцианат является предпочтительным благодаря его значительной атмосферостойкости и стойкости к тепловому пожелтению. В частности, может быть представлен, например, гексаметилендиизоцианат.
С другой стороны, уретановая смола однокомпонентного типа отверждения представляет собой композицию с форполимером, имеющим изоцианатную группу на конце молекулы, в качестве основного компонента. Вышеуказанный форполимер представляет собой обычно форполимер, имеющий одну или более изоцианатных групп, каждая на обоих концах молекулы. В частности, он представляет собой полиизоцианатный форполимер, имеющий поликарбонатный каркас, полиуретановый каркас, полибутадиеновый каркас, сложнополиэфирный каркас или подобное в качестве каркаса. Изоцианатные группы взаимодействуют друг с другом при содержании воды в воздухе так, что вызывают реакцию удлинения цепи. Как результат получается продукт реакции, имеющий мочевинную связь в молекулярной цепи. Кроме того, в результате реакции изоцианатных групп на концах молекулы с мочевинной связью образуется биуретная связь, так что идет разветвление и возникновение реакции сшивки.
В уретановых смолах уретановая смола двухкомпонентного типа отверждения является предпочтительной в плане характеристики блокирования. В частности, особенно предпочтительными являются уретановые смолы, содержащие насыщенный акриловый полиол (не имеющий ненасыщенной связи в молекуле) и 1,6-гексаметилендиизоцианат. Для улучшения характеристики блокирования более предпочтительной является более высокая плотность сшивки.
Кроме того, в качестве вышеуказанной акриловой смолы могут быть приведены акриловые смолы, такие как полиметилметакрилат, полиэтилметакрилат, полибутилметакрилат, сополимер метилметакрилата и бутилметакрилата, сополимер метилметакрилата и стирола, сополимер метилметакрилата, бутилметакрилата и 2-гидроксиэтилметакриловой кислоты и сополимер метилметакрилата, бутилметакрилата, 2-гидроксиэтилметакриловой кислоты и стирола (здесь метакриловая означает акриловая или метакриловая).
Сторона поверхностного слоя из пропитанного бумажного слоя 1 образована пропиткой бумаги термоотверждающейся смолой и отверждением. В качестве бумаги могут быть использованы тонкая бумага, титановая бумага, бумага из хлопкового пуха, высококачественная бумага, крафт-бумага, Японская бумага или подобная, и может использоваться бумага с метрической массой примерно 20-100 г/м2.
Что касается согласования по времени пропитки бумаги неотвержденным материалом термоотверждающейся смолы, имеются (1) вариант сначала пропитки бумаги жидким неотвержденным материалом термоотверждающейся смолы, затем образования блокирующего слоя, слоя печатного рисунка и поверхностного полимерного слоя и нанесения поверхностного слоя S в указанном состоянии на поверхность слоя материала основы В для горячего прессования; (2) вариант сначала образования блокирующего слоя, слоя печатного рисунка и поверхностного полимерного слоя на поверхности непропитанной бумаги, затем пропитки тыльной стороны бумаги жидким неотвержденным материалом термоотверждающейся смолы и нанесения поверхностного слоя S в указанном состоянии на поверхность слоя материала основы В для горячего прессования; (3) вариант сначала образования блокирующего слоя, слоя печатного рисунка и поверхностного полимерного слоя на поверхности непропитанной бумаги и затем нанесения поверхностного слоя S на поверхность слоя материала основы В в состоянии без пропитки бумаги для горячего прессования, так что неотвержденный материал проникает изнутри материала основы в непропитанную бумагу во время операции горячего прессования для осуществления пропитки. В любом случае согласование по времени отверждения неотвержденного материала, пропитывающего бумагу, находится на стадии формования горячим прессованием.
В качестве пропитывающей смолы может использоваться термоотверждающаяся смола, такая как меламиновая смола, диаллилфталатная смола, эпоксидная смола, гуанаминовая смола и ненасыщенная сложнополиэфирная смола. Она может быть одинаковой и отличающейся от термоотверждающейся смолы в слое материала основы В. Предпочтительно использовать одинаковую смолу в плане адгезии между слоем материала основы В и поверхностным слоем S. Затем в качестве пропитывающей смолы жидкая композиция, состоящая из форполимера (или олигомера) в неотвержденном состоянии, мономера или их смеси, при необходимости разбавляется растворителем для пропитки бумаги.
Слой печатного рисунка 4 представляет собой слой для изображения рисунка или подобного. Обычно он предусматривается, однако он может быть опущен в случае, когда в нем нет необходимости. Кроме того, в том случае, когда слой печатного рисунка предусмотрен, способ формования слоя печатного рисунка, содержимое слоя печатного рисунка, такое как материал и рисунок, специально не ограничивается. Слой печатного рисунка формуется обычно с использованием краски традиционным известным способом печати, таким как глубокая печать, трафаретная печать, офсетная печать, глубокая офсетная печать и краскоструйная печать. Рисунком может быть, например, древесная структура, зернистая структура, песочная структура, поверхностный текстурный рисунок, кирпичеподобная структура, кожеподобная структура, символ, знак, географическая карта, комбинация двух или более его видов или подобное.
Краска, используемая для формования слоя печатного рисунка 4, состоит из носителя, содержащего связующее или подобное, красящее вещество, такое как пигмент или краситель, и различные виды добавок, необязательно вводимых в него, такие как наполнитель, стабилизатор, пластификатор, катализатор и отвердитель. Связующая смола может быть выбрана, необязательно, из термопластичной смолы, термоотверждающейся смолы, смолы, отверждающейся ионизирующим излучением, или подобного в соответствии с требуемыми физическими свойствами, пригодности к нанесению печати и т.п. Например, смолы на основе целлюлозы, такие как нитроцеллюлоза, ацетат целлюлозы и пропионат ацетата целлюлозы, акриловые смолы, такие как полиметилметакрилат, полибутилметакрилат и сополимер метилметакрилата, бутилметакрилата и 2-гидроксиэтилметакриловой кислоты, уретановая смола, сополимер винилхлорида и винилацетата, сложнополиэфирная смола, алкидная смола или подобное, могут использоваться в отдельности или как смесь, содержащая такую же связующую смолу. Кроме того, в качестве красящего вещества могут использоваться неорганические пигменты, такие как титановые белила, углеродная сажа, черный железооксидный пигмент, красный железооксидный пигмент, желтый свинцовый пигмент и ультрамарин, органические пигменты, такие как анилиновый черный, хинакридоновый красный, изоиндолиновый желтый и фталоцианиновый голубой, блестящие пигменты, такие как фольги слюды, покрытой диоксидом титана, алюминий или подобное, или другие красители или подобное.
Слой материала основы В содержит бумагу с, по меньшей мере, самой верхней стороной, пропитанной термоотверждающейся смолой и отвержденной. При необходимости на тыльную сторону может быть ламинирован слой различных видов материалов, таких как древесина, металл и неорганический материал на основе керамики. В качестве бумаги может использоваться бумага, которая используется в качестве материала основы для обычной декоративной плиты с термоотверждающейся смолой, такая как титановая бумага метрической массы примерно 50-200 г/м2, в состоянии совмещения от 1 до 10 частей. Для обеспечения характеристики блокирования и для предотвращения отражения тона цвета слоя материала основы к тону цвета поверхностного слоя предпочтительно использовать титановую бумагу со смешанным белым титановым пигментом для, по меньшей мере, самой верхней поверхности бумаги.
Декоративный материал настоящего изобретения может быть присоединен к различным видам материалов подложки и использоваться в качестве декоративного листа. В частности, декоративный материал присоединяется к материалу подложки посредством клеевого слоя. Материал подложки специально не ограничивается, и он представляет собой, например, материал на основе неорганического неметалла, металла, древесины, пластика или подобного.
В частности, в качестве материалов на основе неорганических неметаллов, например, имеются неорганические материалы, такие как материалы на основе нефаянсовой керамики, включая plowed-цемент, экструдированный цемент, шлакоцемент, ALC (легкий бетон с пузырьками), GRC (цемент, армированный стекловолокном), пульповый цемент, цемент с древесной частью, асбестовый цемент, силикат кальция, гипс и гипсошлак, и керамика, включая глиняную керамику, фаянс, фарфор, каменную керамику, стекло, эмаль, фарфор, обожженную черепицу и пластины, выполненные из вулканического пепла в качестве главного материала, или подобное.
Кроме того, в качестве материалов на основе металла могут использоваться, например, материалы, выполненные из железа, алюминия, меди, нержавеющей стали, или подобное. Кроме того, также могут использоваться материалы с покрытием из указанных материалов или подобное.
В качестве материалов на основе древесины могут быть представлены шпон различных видов материалов, таких как кедр, кипарис, японская дзелькова, сосна, лауан, тик и мелапи, древесные материалы, такие как однослойная древесная плита, древесная фанера, древесностружечная плита и волокнистая плита средней плотности (MDF) или подобное. Они могут использоваться в отдельности или в ламинированном состоянии друг с другом. Плиты на основе древесины не ограничиваются древесными плитами, но также включают пластиковую плиту, включающую бумажные порошки и бумагу, имеющую усиленную прочность.
Кроме того, материалы на основе пластиков могут иметь физическую или химическую поверхностную обработку на одной стороне или на обеих сторонах окислительным методом или выпукло-вогнутым методом или подобным при необходимости для улучшения адгезии по отношению к декоративному материалу. В качестве вышеуказанного окислительного метода могут быть использованы, например, обработка коронным разрядом, обработка хромовой кислотой, пламенная обработка, обработка горячим воздухом, обработка ультрафиолетовым излучением или подобное. В качестве выпукло-вогнутого метода могут быть использованы, например, пескоструйная обработка, обработка растворителем или подобное. Указанные поверхностные обработки могут быть выбраны, необязательно, в соответствии с видом материала подложки. Вообще, обработка коронным разрядом может использоваться предпочтительно в плане эффективности, оперативности и т.д. В качестве таких материалов подложки на основе пластиков могут быть использованы материалы, выполненные из различных видов синтетичеких смол. В качестве синтетической смолы могут быть использованы АБС-смола, фенольная смола, полиэтиленовая смола, полипропиленовая смола, полиметилпентеновая смола, поливинилхлоридная смола, поливинилиденхлоридная смола, смола поливинилового спирта, смола сополимера винилхлорида и винилацетата, смола сополимера этилена и винилацетата, смола сополимера этилена и винилового спирта, полиэтилентерефталатная смола, полибутилентерефталатная смола, смола сополимера полиэтиленнафталата и изофталата, полиметилметакрилатная смола, полиэтилметакрилатная смола, полибутилакрилатная смола, полиамидная смола, представленная найлоном 6, найлоном 66 или подобным, триацетат целлюлозы, целлофан, полистирольная смола, поликарбонатная смола, полиаллилатная смола, полиамидная смола или подобное. Форма материала подложки может быть выбрана, по выбору, такая, как плоская плита, изогнутая плита и многоугольная призма.
Кроме того, в дополнение к этому в качестве материала основы может использоваться композитный материал из различных видов материалов, таких как плита пластика, армированного волокном (FRP), бумажные соты с железной плитой, присоединенной с обеих сторон, две алюминиевые плиты с полиэтиленовой смолой, расположенной между ними, или подобное.
Кроме того, материал подложки может иметь обработку с формованием грунтовочного слоя или подобного, нанесением покрытия для регулирования цвета или рисунок в плане конструирования может быть получен предварительно. В качестве адгезируемого материала подложки могут быть использованы листовой материал, такой как плоская плита и изогнутая плита из различных видов материалов, или трехмерное изделие (формованный продукт) с однозвенным или составным телом из вышеуказанных материалов.
Декоративный материал может использоваться присоединенным к тыльному материалу, такому как Японская бумага, бумага машинного отлива, синтетическая бумага, нетканая ткань, тканая ткань, нерасшлихтованная марля, пропитанная бумага, лист синтетической смолы или подобное. При присоединении тыльного материала могут достигаться функции упрочнения самого декоративного материала, предотвращения растрескивания и разрушения декоративного материала, предотвращения просачивания клея к поверхности декоративного материала или подобное, так что предотвращается создание дефектных материалов, а также облегчается обработка, так что производительность может быть улучшена.
Прессованием и зажимом материал подложки с нанесенным на нее декоративным материалом посредством клея или с непрерывным использованием присоединяющего устройства, такого как холодный пресс, горячий пресс, валковый пресс, ламинатор, обертывающее устройство, машина с присоединением по кромке и вакуумный пресс, декоративный материал соединяется с поверхностью материала подложки, так что образуется декоративный лист.
Клей наносится с использованием устройства для нанесения покрытия, такого как распылитель, клеепромазочная машина, машина для нанесения покрытий. В качестве клея могут использоваться клеи на основе винилацетата, уретановой смолы, меламиновой смолы, фенольной смолы, изоцианата или подобного в отдельности или, необязательно, смешанными как клей смешанного типа. При необходимости в клей могут быть введены и смешаны неорганические порошки талька, карбоната кальция, глины, диоксида титана или подобное, мука, древесные порошки, полимерные порошки, краситель, репеллент от насекомых, противогрибковая добавка или подобное. В общем случае клей имеет 35-80 мас.% твердого компонента, и он наносится на поверхность материала подложки в количестве в интервале 50-300 г/м2.
Декоративный материал присоединяется к материалу подложки в общем случае путем формования клеевого слоя на нижней поверхности декоративного материала настоящего изобретения и присоединения материала подложки или нанесения клея на материал подложки и присоединения декоративного материала или тому подобного.
Декоративный лист, полученный, как указано выше, может также иметь необязательное декорирование необязательной механической обработкой декоративного листа и с использованием станка для обработки резанием, такого как фрезерный станок, и резца для поверхности или торцевой части для нарезания канавки, срезания фаски или подобного. Тогда он может использоваться для различных применений, например для внутренних и наружных материалов для зданий, таких как стена, потолок и пол, поверхностный декоративный лист для комплектующих деталей, таких как оконная рама, дверь, дверная рама, ограждение балкона, плинтус, круглая окантовка и киянка, поверхностный материал для арматурных элементов, таких как круглая окантовка и плинтус, поверхностный декоративный лист для мебели, такой как кухня, шкаф и кабинет, или кожух для электрического освещения или общего назначения, внутренняя или внешняя отделка автомобилей или подобное.
Примеры
Пример 1
В примере 1 получают декоративный материал, как показано на фиг.3. Сначала слой печатного рисунка 4 формуют на бумажном слое, содержащем обычную бумагу для строительного материала массой 30 г/м2. То есть слой печатного рисунка 4 древесной структуры получают формованием полностью сплошного слоя глубокой печатью с использованием краски, полученной введением пигмента, содержащего титановые белила, железнооксидный красный пигмент и свинцовый желтый пигмент, в растворимую нитроцеллюлозу и акриловую смолу в качестве связующей смолы, и глубокой печатью с использованием краски, полученной введением пигмента, содержащего железнооксидный красный пигмент, свинцовый желтый пигмент и тушь, в акриловую смолу в качестве связующей смолы.
Затем на слое печатного рисунка 4 формуют непропитанный блокирующий слой 3b массой 3 г/м2 глубокой печатью с уретановой смолой двухкомпонентного типа отверждения, состоящей из 100 мас.ч. насыщенного акрилового полиола и 8 мас.ч. 1, 6-гексаметилендиизоцианата. Далее на нем формуют поверхностный полимерный слой 2. То есть после нанесения раствора покрытия смолы, отверждающейся электронным лучом, нижеуказанного состава, содержащего (триметилолпропанэтиленоксид(ЭО))-модифицированный триакрилат (число цепей этиленоксида n=9), который является акрилатсодержащим трифункциональным мономером, в качестве (этиленоксид)-модифицированного полимеризующегося соединения глубокой офсетной печатью массой 4 г/м2 (по отношению к твердому компоненту) электронный луч ускоряющим напряжением 175 кВ направляют при 5 Мрад для сшивания и отверждения слоя покрытия поверхностного полимерного слоя. Затем также сшивкой и отверждением непропитанного блокирующего слоя 3b получают поверхностный слой S (однако, на данной стадии бумажный слой не был пропитан).
Состав раствора покрытия смолы, отверждающейся электронным лучом, мас.ч.:
Затем в качестве исходного материала для слоя материала основы В получают материал с титановой бумагой (содержащей 30 мас.ч. титановых белил), пропитанной неотвержденным материалом меламиновой смолы, нанесенной на поверхность 5 кусков крафт-бумаги, пропитанной неотвержденным материалом фенольной смолы. Затем с поверхностным слоем S, помещенным на помещенную основу, так что бумажный слой обращен к стороне титановой бумаги, осуществляют горячее прессование при 130°С и 100 кг/см2 в течение 10 мин. В результате пропитывающие фенольная смола и меламиновая смола отверждаются для формования слоя материала основы В, а также меламиновая смола в пропитанной титановой бумаге в бумажном слое, с тем чтобы быть отвержденной для образования стороны поверхностного слоя из пропитанного бумажного слоя 1, и при объединении в целое поверхностного слоя S и слоя материала основы В получают декоративный материал.
Пример 2
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что (триметилолпропанЭО)-модифицированный триакрилат, имеющий число n, равное 4 (n=4), используют вместо (триметилолпропанЭО)-модифицированного триакрилата (n=9) в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 3
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что (триметилолпропанЭО)-модифицированный триакрилат, имеющий число n, равное 2 (n=2), используют вместо (триметилолпропанЭО)-модифицированного триакрилата (n=9) в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 4
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что (триметилолпропанЭО)-модифицированный триакрилат, имеющий число n 23 (n=23), используют вместо (триметилолпропанЭО)-модифицированного триакрилата (n=9) в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 5
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что (пропиленоксид)-модифицированный мономер ((триметилолпропанпропиленоксид)-модифицированный триакрилат) используют вместо (триметилолпропанЭО)-модифицированного триакрилата (n=9) в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 6
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что эпоксиакриалтсодержащий форполимер используют вместо (триметилолпропанЭО)-модифицированного триакрилата (n=9) в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 7
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что (сложный полиэфир)-акриалтсодержащий форполимер используют вместо (триметилолпропанЭО)-модифицированного триакрилата (n=9) в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 8
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что уретанакриалтсодержащий форполимер используют вместо (триметилолпропанЭО)-модифицированного триакрилата (n=9) в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 9
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что (сложный полиэфир)-содержащий мономер используют вместо (триметилолпропанЭО)-модифицированного триакрилата (n=9) в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 10
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что мономер ГФПА (НРРА) (2-гидрокси-3-феноксипропилакрилат) используют вместо (триметилолпропанЭО)-модифицированного триакрилата (n=9) в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 11
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что модифицированный алкилакрилатный мономер используют вместо (триметилолпропанЭО)-модифицированного триакрилата (n=9) в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 12
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что соотношение состава (массовое соотношение) (этиленоксид)-модифицированного мономера, состоящего из (триметилолпропанЭО)-модифицированного триакрилата (n=9), и тетрафункционального акрилатного мономера было изменено с 40:60 на 30:70 в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 13
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что соотношение состава (массовое соотношение) (этиленоксид)-модифицированного мономера, состоящего из (триметилолпропанЭО)-модифицированного триакрилата (n=9), и (этиленоксид)-немодифицированного мономера, состоящего из триметилолпропантриакрилата и дитриметилолпропантетраакрилата было изменено с 40:60 на 50:50 в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 14
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что соотношение состава (массовое соотношение) (этиленоксид)-модифицированного мономера и (этиленоксид)-немодифицированного мономера было изменено с 40:60 на 20:80 в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 15
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что соотношение состава (массовое соотношение) (этиленоксид)-модифицированного мономера и (этиленоксид)-немодифицированного мономера было изменено с 40:60 на 60:40 в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 16
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что соотношение состава (массовое соотношение) (этиленоксид)-модифицированного мономера и (этиленоксид)-немодифицированного мономера было изменено с 40:60 на 70:30 в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 17
Декоративный материал получают таким же образом, как в примере 1, за исключением того, что соотношение состава (массовое соотношение) (этиленоксид)-модифицированного мономера и (этиленоксид)-немодифицированного мономера было изменено с 40:60 на 80:20 в растворе покрытия смолы, отверждающейся электронным лучом, используемой для формования поверхностного полимерного слоя 2 в примере 1.
Пример 18
Декоративный материал, как показано на фиг.4, получают таким же образом, как в примере 1, за исключением того, что сначала полимерную композицию, такую же, как в непропитанном блокирующем слое примера 1, наносят на поверхность бумажного слоя (3 г/м2) перед формованием слоя печатного рисунка для пропитки окрестности поверхности бумажного слоя для формования пропитанного блокирующего слоя, и затем полностью сплошной слой в качестве слоя печатного рисунка формуют глубокой печатью с краской, полученной введением оксида титана в качестве красителя в уретановую смолу двухкомпонентного типа отверждения, состоящую из акрилового полиола и изоцианата.
Пример 19
Древесные декоративные листы получают связыванием нижней поверхности декоративных материалов, полученных в примерах 1-18, и древесностружечной плиты толщиной 18 мм в качестве материала подложки посредством клея, образованного на древесностружечной плите при нанесении 60 г/м2 (во влажном состоянии) клея на основе мочевины, выпускаемого фирмой OSHIKA CORPORATION (LS-12A). Как результат во всех случаях использования любого декоративного материала была подтверждена предпочтительная характеристика связывания.
Для оценки декоративных материалов, полученных в примерах 1-18, получают декоративный материал сравнительного примера таким же образом, как в примере 1, за исключением того, что опускают формование непропитанного блокирующего слоя, как в примере 1. Оценка результатов примеров 1-18 и сравнительного примера представлена в таблицах 1 и 2.
Характеристику блокирования просачивания термоотверждающейся смолы к поверхности декоративного материала оценивают визуальным наблюдением. Поскольку просачивание изменяет глянцевитость поверхности и внешний вид, декоративные материалы без просачивания на основе изменения внешнего вида оцениваются как предпочтительные (О), декоративные материалы с незначительным просачиванием оцениваются как малопредпочтительные (Δ) и декоративные материалы с явным просачиванием оцениваются как плохие (X).
Характеристика стойкости к загрязнению оценивается на основе показателей водостойкости и маслостойкости. Для декоративных материалов с предпочтительной характеристикой блокирования просачивания во всяком случае было подтверждено, что стойкость к загрязнению по отношению к водосодержащему загрязнителю ухудшается благодаря снижению водостойкости. В частности, водосодержащую голубую краску капают на покрытую бумажную поверхность, оставляют на 24 ч и протирают марлей, смоченной спиртом, с оценкой загрязнения водосодержащей голубой краской визуальным наблюдением. Кроме того, для оценки маслостойкости растительное масло капают на покрытую бумажную поверхность, оставляют на 24 ч и протирают марлей, смоченной спиртом, с оценкой влажного цвета проникновения масла визуальным наблюдением. Как по водостойкости, так и по маслостойкости декоративные материалы без загрязнения оцениваются как предпочтительные (О), декоративные материалы с незначительным загрязнением оцениваются как малопредпочтительные (Δ) и декоративные материалы с видимым загрязнением оцениваются как плохие (X).
Как показано в таблице 1, в соответствии с примерами 1 и 2, поскольку смола, отверждающаяся ионизирующим излучением поверхностного полимерного слоя содержит (этиленоксид)-модифицированное полимеризующееся соединение в дополнение к формованию блокирующего слоя, просачивание термоотверждающейся смолы к поверхности декоративного материала может быть блокировано предпочтительно; кроме того, предпочтительный результат получают также для стойкости к загрязнению (водостойкости) по отношению к водосодержащему загрязнителю и маслостойкости. Однако среди (этиленоксид)-модифицированных полимеризующихся соединений, если число цепей этиленоксида является слишком малым, как n=2 (пример 3), или напротив слишком большим, как n=23 (пример 4), хотя может наблюдаться улучшающий эффект по сравнению со сравнительным примером 1 без блокирующего слоя, характеристика блокирования теоретического уровня не может быть получена. В частности, в случае, когда число п является слишком большим, вследствие слишком большого увеличения гидрофильности водостойкость снижается, так что характеристика блокирования и стойкость к загрязнению не могут быть обеспечены предпочтительно одновременно.
Кроме того, в соответствии с примерами 5-11, использующими другое полимеризующееся соединение вместо (этиленоксид)-модифицированного полимеризующегося соединения, хотя может быть создан улучшающий эффект по сравнению со сравнительным примером 1, характеристика блокирования теоретического уровня не может быть получена. Например, в соответствии с примером 5, использующим (пропиленоксид)-модифицированное полимеризующееся соединение, такое же с точки зрения алкиленоксидной модификации, благодаря низкой степени гидрофильности, хотя характеристика блокирования может быть улучшена в некоторой степени по сравнению со сравнительным примером 1, она самое большое является малопредпочтительной. Также в соответствии с примерами 6-11, использующими другое полимеризующееся соединение, характеристика блокирования является самое большое малопредпочтительной, так что предпочтительная характеристика не может быть получена.
Кроме того, как показано в таблице 2, характеристика блокирования изменяется также соотношением состава (этиленоксид)-модифицированного полимеризующегося соединения, так что в результате имеется как характеристика блокирования, так и стойкость к загрязнению в интервале соотношения состава (массовое соотношение) (этиленоксид)-модифицированный мономер ((триметилолпропанЭО)-модифицированный триакрилат (n=9)):тетрафункциональный мономер от 30:70 до 50:50. С небольшим соотношением (этиленоксид)-модифицированного полимеризующегося соединения вышеуказанного соотношения состава 20:80 характеристика блокирования является самое большое малопредпочтительной. С другой стороны, с большим соотношением (этиленоксид)-модифицированного полимеризующегося соединения вышеуказанного соотношения состава 60:40, хотя характеристика блокирования и маслостойкость являются предпочтительными, водостойкость является плохой.
Кроме того, в соответствии с примером 18 с порядком блокирующего слоя и слоя печатного рисунка, измененным по сравнению с примером 1, в результате имеется как характеристика блокирования, так и стойкость к загрязнению (водостойкость, маслостойкость), которые могут быть получены, как в примере 1.
Реферат
Изобретение относится к технологии получения декоративных материалов, в том числе строительных, мебельных и тому подобных. Декоративный материал получают ламинированием бумаги с покрытием смолы, отвержденной ионизирующим излучением, на бумагу, пропитанную термоотверждающейся смолой, и горячим прессованием. При этом декоративный материал содержит поверхностный слой и слой материала основы, ламинированный и расположенный на его внешней стороне. Поверхностный слой содержит, по меньшей мере, поверхностный полимерный слой, выполненный из отвержденного материала смолы, отвержденной ионизирующим излучением, блокирующий слой для просачивания неотвержденного материала термоотверждающейся смолы и пропитанный бумажный слой, образованный бумагой, пропитанной термоотверждающейся смолой, и отвержденный, ламинированный с внешней стороны. По меньшей мере, самая верхняя поверхность слоя материала основы содержит пропитанный бумажный слой, образованный бумагой, пропитанной термоотверждающейся смолой, и отвержденный. Изобретение обеспечивает получение декоративного материала, способного иметь как долговечность поверхности, такую как сопротивление истиранию, так и внутреннюю долговечность, такую как стойкость к оседанию, водостойкость и маслостойкость. 9 з.п. ф-лы, 10 ил., 2 табл.

Комментарии