Упаковка для курительных табачных изделий - RU2023638C1
Код документа: RU2023638C1
Чертежи

Описание
Изобретение относится к высокоэффективным защитным термосваренным упаковкам, специально предназначенным для курительных табачных изделий, например сигарет, а также для некоторых других продуктов, и к высокоэффективному защитному термосвариваемому упаковочному материалу.
Наиболее популярные табачные курительные изделия, например сигареты, имеют преимущественно форму цилиндрического стержня и включают в себя порцию курительного материала, например резаного табака (скрошенный табак), обернутого бумажным оберточным материалом, в результате чего образуется так называемый табачный стержень. В настоящее время наблюдается тенденция изготавливать сигареты, имеющие цилиндрические фильтрующие элементы, выравненные от конца до конца относительно табачного стержня или жгута. Обычно эти фильтрующие элементы изготовляют из волокнистых материалов, например из ацетат целлюлозы и обертки штранга, и прикрепляют к табачному стержню с помощью ограничивающего просачивание табака материала. Сигареты с фильтрующими элементами обычно называют сигаретами с фильтром.
Сигареты с фильтром обычно продают пачками, в каждой из которых обычно содержит 20 сигарет. Как правило, пачки сигарет имеют прямоугольную параллелепипедную форму. В одном из типов популярных упаковок сигарет используется коробка в форме жесткой упаковки, несминаемой коробки или упаковки с шарнирной крышкой. В другом типе популярных упаковок сигарет используется коробка в форме мягкой упаковки. Оба этих типа упаковок сигарет упаковываются в картонные коробки также обычно прямоугольной параллелепипедной формы - обычно по 10 упаковок в каждой коробке.
Упомянутые типы обычных упаковок сигарет предназначены для сохранения свежести и содержания влаги сигарет и для защиты сигарет от отрицательного влияния окружающей среды, которое может ухудшить свежесть и качество сигарет. Подобные обычные упаковки сигарет обычно содержат три индивидуальных оберточных материала: внутренняя прокладка из фольги, состоящая из металлической фольги, ламинированной на бумажной подложке или металлизированной бумаге, которая обертывается вокруг сигарет и фальцуется, но не сваривается на концах сигарет; упаковка из мягкой или жесткой бумаги либо из картона, на которой отпечатывается информация с краткой характеристикой сорта табака; внешний прозрачный оберточный материал из термосвариваемой полимерной пленки, которую можно тепловым образом сваривать.
Для облегчения процедуры открытия пачки сигарет, а точнее с целью облегчения процедуры отрыва полимерных внешних оберточных пленок, на пачке сигарет образуется полоска полимерного материала, которую называют разрывной лентой. Эта разрывная лента размещается смежно и параллельно верхней кромке пачки сигарет. Один конец разрывной ленты обычно чуть выступает за пределы пачки сигарет в виде кончика. Чтобы открыть пачку сигарет, курильщик должен потянуть за этот кончик и снять полимерный верхний или внешний оберточный материал. В частности, выступающий кончик разрывной ленты оттягивается так, чтобы можно было как разрезать полимерную внешнюю оболочку в продольном направлении вдоль обеих кромок разрывной ленты и легко удалить всю полимерную обертку, покрывающую верхнюю часть пачки сигарет. Затем легко открывается верхняя часть пачки, т.е. внутренняя прокладка из фольги, если мы имеем дело с мягкой упаковкой; в жесткой упаковке с шарнирной крышкой, ее необходимо открыть и удалить часть внутренней прокладки из фольги, чтобы обнажать концы находящихся в пачке сигарет. Курильщик берет пальцами руки конец, обычно конец с фильтром, сигареты и вынимает ее.
Как правило, полимерный внешний оберточный материал содержит ориентированный полипропилен (ОРР), в качестве которого могут выступать а) модифицированный термосваркой ориентированный полипропилен, б)акриловый образующий покрытие в результате термосварки полипропилен или в) пленка ориентированного полипропилена типа совместно экструдированного АВА, где слои А представлены расплавляемым термосвариваемым сополимером полипропилена/полиэтилена, а слой В - ориентированным гомополимером или полипропиленом. Этот состав термосвариваемых слоев выбран для оптимизации термосваривающих свойств внешней обертки, т.е. минимальной температуры термосваривания и минимальной продолжительности пребывания материала в соответствующей машине. Термосвариваемый слой внешнего оберточного материала обычно образует необходимые скользящие или антиприлипающие свойства, чтобы уже упакованные во внешнюю обертку пачки сигарет легко скользили относительно друг друга в течение процесса их обработки и в течение выгрузки упаковок сигарет, например, из развозящей их машины. Следовательно, выбор указанного состава термосвариваемого слоя по существу представляет собой компромисс между оптимальными термосвариваемыми характеристиками и оптимальными скользящими свойствами.
При нормальных условиях хранения и оптимальном сроке сохранности табачных изделий обычная описанная упаковка сигарет может обеспечить сохранение свежести и содержания влажности сигарет на приемлемом уровне в течение ограниченного срока хранения. Однако, если упаковки сигарет хранятся дольше, чем это предусмотрено сроком их сохранности, или если упаковки сигарет хранятся в ненормально горячих и/или сухих атмосферных условиях, то в этом случае эти обычные упаковки сигарет не обеспечивают соответствующей сохранности свежести и содержания влажности у сигарет. На практике внутренняя прокладка из фольги обычных упаковок сигарет имеет преимущественно декоративное назначение, если иметь в виду, что эта прокладка из фольги на бумажной основе перекрывается лишь на своем продольном шве и перегибается на верхней и нижней частях упаковки без сваривания. Следовательно, указанная прокладка из фольги образует очень не эффективный или вообще не образует никакого барьера на пути прохождения кислорода или влаги между находящимися в упаковке сигаретами и окружающей атмосферой. Хотя защитная эффективность внешней запечатанной термосваркой оболочки на основе ОРР значительно выше, чем у обычной внутренней прокладки из фольги, однако обычная внешняя оболочка не допускает потери влаги и душистости в течение нескольких недель, так что сам пользователь может оценить изменение свежести табачного изделия. Если срок хранения длителен или если хранение осуществляется в неблагоприятных в смысле температуры и влажности условиях, то это может привести к возникновению "черствости" табака, потери им влажности, запаха или душистости, а также к потере ароматических добавок, например ментола.
Картонная коробка, в которую укладывают индивидуальные упаковки сигарет по двадцать сигарет в каждой (обычно в картонной коробке находится десять упаковок с сигаретами), представляет собой складную коробку из картона, элементы которой скреплены адгезивной лентой и которая не обеспечивает надежной защиты своего содержимого. Картонные коробки для упаковок с сигаретами для внутреннего пользования обычно не имеет картонной внешней оболочки, однако те из них, которые предназначены для экспорта табачных изделий, дополнительно обертывают внешней оболочкой на основе ориентированного полипропилена, запечатанной термосваркой, причем это делается только по той причине, что в данном случае срок хранения табачной продукции между моментами изготовления и потребления экспортной табачной продукции обычно больше, чем в случае с домашним или внутренним потреблением этой продукции.
Для улучшения защитных свойств упаковок с сигаретами известно несколько различных упаковочных внешних оболочек и внутренних прокладок. Например, в патенте США N 3948389 описывается воздухонепроницаемая внутренняя прокладка для упаковки с сигаретами, в которой воздухонепроницаемая трубка запечатывается в плоскости, причем образующиеся краевые и триангулированные концы складываются по отношению к пакету. Из-за необычной образующейся в данном случае конструкции канта невозможно запечатывать упаковки с помощью современного оборудования по изготовлению упаковок для сигарет.
Из патента США N 4375260 известна внутренняя прокладка на основе ламинированной фольги, которая имеет необычную конструкцию торцового канта, в результате чего ее просто невозможно изготовлять на обычном фасовочно-упаковочном оборудовании для сигарет. Кроме того, внутренняя прокладка снабжена легко открывающейся и предварительно перфорированной деталью, что может способствовать отделению непроницаемого слоя фольги, а следовательно, ухудшению защитных свойств самой внутренней прокладки.
В патенте США N 4807745, описывается защитная термозапечатанная упаковка для сигарет. Материал этой упаковки содержит относительно толстый ламинарный слой, образованный слоем фольги, на противоположные стороны которого адгезивным образом наложены и скреплены два слоя полипропиленового хомополимера с двухосной ориентацией, а также наносятся внешний и внутренний поверхностные слои термосвариваемого термопластичного полимера. Этот ламинированный материал рассматривается в качестве полезного и эффективного внешнего оберточного материала для мягких и жестких пачек сигарет или в качестве запечатанной внутренней прокладки для мягких и жестких пачек сигарет. Ламининарный внешний упаковочный материал имеет толщину между примерно 38,1 - 63,5 мкм, эта толщина вполне совместима с особенностями и возможностями обычных машин по фасовке и упаковке сигарет и имеет внешний вид, который сопоставим с обычными упаковками для сигарет.
Желательно, чтобы толщина термосвариваемого высокоэффективного внешнего оберточного материала для упаковок сигарет или внешней картонной обертки для сигарет была равна или меньше толщины обычного внешнего оберточного материала на основе ориентированного полипропилена, предназначенного для упаковок и экспортных картонных упаковок сигарет. Внешний оберточный материал должен сохранять свежесть и влажность сигарет, которые находятся в упаковке или в картонной коробке, а следовательно, он должен обеспечить минимум возможных изменений, которые может обнаружить потребитель сигарет по окончании нормального срока хранения между моментом изготовления сигарет и моментом их потребления. Кроме того, этот внешний оберточный материал может увеличить нормальный срок сохранности сигарет или гарантировать этот срок, который равен или даже больше нормального срока сохранности при самых неблагоприятных условиях хранения сигарет. Является также предпочтительным, чтобы упаковка или картонная коробка для сигарет были совместимы с существующим оборудованием по изготовлению и упаковке сигарет в такой степени, чтобы можно было обойтись без каких-либо значительных модификаций этого оборудования для поддержания темпов производства по меньшей мере на уровне современных темпов изготовления картонных коробок и упаковки сигарет. Кроме того, необходимо создать высокоэффективную защитную упаковку для сигарет, внешний вид которой был бы по меньшей мере совместим с обычными упаковками сигарет, чтобы ее можно было открывать тем же способом, что и обычные упаковки сигарет. Высокоэффективная защитная упаковка для сигарет должна обладать скользящими свойствами, эквивалентными или даже лучшими по сравнению с обычными упаковками сигарет.
Настоящее изобретение предусматривает создание высокоэффективной защитной термосваренной упаковки для табачных изделий, например сигарет, сигар, сигариллов и т.д. и термосвариваемого защитного упаковочного материала. В предлагаемых вариантах изобретения упаковочная внешняя обертка обертывается вокруг упаковки сигарет или картонной коробки для сигарет, которые имеют прямоугольную параллелепипедную форму с перекрывающим внахлестку продольным боковым швом и перекрывающими внахлестку верхними и нижними сложенными торцовыми кантами. Эта обертка термосваривается по существу в тех же точках, что и обычная внешняя обертка для упаковок сигарет или внешняя обертка для картонных коробок. С другой стороны, перекрытый внахлестку шов можно образовывать на верхней и нижней частях упаковки, а сложенные канты можно образовать и запечатать термосваркой на боковых сторонах упаковки. Внешняя обертка по изобретению также пригодна для обертывания упаковок или картонных коробок с сигаретами, форма которых не будет прямоугольной параллелепипедной, а будет иной, в том числе цилиндрической или иногогранной.
Предлагаемый защитный упаковочный материал особенно эффективен для упаковки курительных изделий, однако он также пригоден для упаковки других изделий или продуктов, в частности тех из них, которые обычно упаковывают в прямоугольные параллелепипедные контейнеры. В качестве примера изделий и продуктов, которые можно упаковывать в данный материал, можно указать на жевательный и трубочный табак, свежесть и содержание влаги которых желательно сохранять в течение всего срока их хранения.
Защитный упаковочный материал содержит основной слой из полимерной пленки, предпочтительно из схватывающейся при нагревании полиэтиленовой терефталатной пленки (РЕТ) с двухосной ориентацией, толщина которой колеблется от 6,3 до 32 мкм, и образованный обычными способами вакуумного напыления слой металл, предпочтительно алюминия, толщиной, которая обеспечивает образование оптической плотности, от 1,5 до 3. Слой полимерной пленки может иметь либо глянцевую поверхность, либо матовую отделку, чтобы после завершения операции металлизации алюминием пленка с глянцевой поверхностью имела яркую блестящую поверхность с высокими коэффициентом отражения и чтобы матовая пленка образовала мягкую атласную поверхность с низким коэффициентом отражения. После завершения процесса металлизации пленка РЕТ наматывается на валики, т.е. пленка готовится к отпечатыванию на ней необходимой информации.
В качестве основного слоя может также выступать ориентированная полипропиленовая однослойная или совместно экструдированная пленка с толщиной от 19 до 32 мкм либо ориентированная найлоновая пленка с толщиной от 12,7 до 25,4 мкм. Все эти материалы характеризуются относительно высокими прочностями на растяжение и разрыв, а после их вакуумной металлизации алюминием до указанной толщины пленки РЕТ они имеют защитные свойства, которые лучше защитных свойств обычной внешней обертки для упаковок сигарет.
Затем на металлизированном основном слое отпечатывается информация о конструкции сигареты и прочая информация, например информация о сорте табака, причем отпечатывание этой информации происходит либо непосредственно на металлизированной, либо на неметаллизированной поверхности этого слоя. Рекомендуется обеспечить защиту металлизированной поверхности, чтобы придать металлическому покрытию необходимую стойкость против истирания. В зависимости от используемого состава краски иногда может возникнуть необходимость загрунтовать поверхность основного слоя стимулирующим адгезию материалом, например полиэтиленовым амином (РЕI). Для отпечатывания необходимой информации рекомендуется использовать обычные способы печати, например методы глубокой печати или флексографической печати, с использованием прозрачных с металлическим заполнением и/или непрозрачных печатных красок. Настоятельно рекомендуется использовать прозрачную типографскую краску, которая дает возможность увидеть через типографскую краску отражательную способность металлизированной поверхности и за счет этого обеспечивает привлекательные и дифференцирующие представления как графических, так и упаковочных материалов. Предпочтение в данном случае отдается типографским краскам на основе полиэфирным смол, что связано с их адгезивными и стойкими свойствами, однако также успешно можно использовать краски на основе нитроцеллюлозы или полиамидов.
После отпечатывания или одновременно с отпечатыванием необходимой информации на отпечатанные и/или неотпечатанные поверхности металлизированной пленки наносится термосвариваемый слой. В предпочтительном варианте изобретения чистый слой термосварки наносится заданным повторяемым образом на обе поверхности металлизированной пленки РЕТ, т.е. на имеющую отпечатанную информацию сторону и на противоположную, не имеющую отпечатанной информации сторону в точках, которые являются смежными боковым кромкам и которые располагаются вдоль поперечной полосы, соответствующей верхним и нижним сложенным кантам соответственно, и вдоль продольного перекрытого внахлест шва внешней обертки упаковки. В других вариантах изобретения слой термосварки можно наносить на всю поверхность одной или обеих боковых сторон металлизированной полимерной пленки.
В качестве слоев термосваривания рекомендуется использовать чистые (также полупрозрачные или непрозрачные) термопластичные материалы, обладающие оптимальными характеристиками слипания в горячем состоянии и минимальными температурами термосварки в диапазоне от 90,56 и до 135оС. Термопластичные материалы, которые можно использовать в качестве слоев термосварки, включают в себя конденсационные полимеры, образуемые на основе этиленовой гликоли и терефталевой кислоты (РЕТ), сополимеры этилена и винилацетата с содержанием винилацетата в диапазоне 4,5 - 28% (ЕVA-сополимер этилена и винилацетата), виниловые покрытия, образованные на основе дополнительной реакции свободного радикала винилацетата и различных виниловых мономеров, сложных эфиров акрилата, винилхлорида, винилиденхлорида, дибутиловых и прочих диалкиловых малеинатов и прочих выпускаемых в промышленном масштабе сомономеров, полимеры, полученные в результате полимеризации мономера карбоновой кислоты и этилена, образованные в результате реакции с натрием, калием или цинком (иономер), или дисперсия модифицированного пропилена в алифатическом углеводороде при высоком кипении. Используемый вес термосвариваемых полимеров может колебаться от 0,453 до 2,718 кг на 279 м2 основного слоя (при допущении нанесения полимера на одну поверхность основного слоя) и он обеспечивает образование достаточной ширины термосварки при испытании на разрывной машине марки "Инстрон" и в соответствии с обычной практикой испытания на прочность образованных термосваркой соединений.
В качестве теплового герметизирующего состава рекомендуется использовать полиэфирный термопластик, который используется при норме 0,453 - 1,359 кг на каждые 279 м2 (при условии, что он наносится на всю поверхность основного слоя) и который обеспечивает образование прочности герметизации или термосварки примерно в 1,359 кг на каждый дюйм ширины линии термосварки на всем протяжении диапазона температуры термосваривания 98,89-190,56оС. Одним из важных преимуществ использования термосвариваемого слоя на внешней оберточной пленке в фиксированной позиции, а не в виде наружного слоя, полностью покрывающего обе стороны внешней оберточной пленки, является то, что скользящие характеристики внешней оболочки по настоящему изобретению не испытывают на себе отрицательные влияния со стороны состава слоя термосварки, а зависят от скользящих характеристик поверхности внешней оберточной пленки, на которой отпечатана необходимая информация. После отпечатывания информации и нанесения слоя термосварки отрезают определенную ширину металлизированной пленки РЕТ, а затем наматывают ее на ролики, пригодные для использования в машине по формованию внешней обертки для упаковки или картонной коробки для сигарет.
Материал упаковочной внешней оболочки, содержащий металлизированную пленку РЕТ с отпечатанной на ней информацией и с фиксированным положением слоя термосварки, используется в обычном оборудовании для расфасовки и упаковки сигарет, в котором и осуществляется операция обертывания с внешней стороны мягких и жестких пачек сигарет обычной разрывной лентой. Затем каждую часть внешней оболочки с отпечатанной информацией отрезают с рулона, наматывают ее вокруг мягкой или жесткой пачки сигарет поверх разрывной ленты и сваривают теплом вдоль ее продольного шва на поперечной полоске термосварки. Далее загибают верхние и нижние торцовые канты и сваривают их теплом, чтобы образовать непрозрачную высокоэффективную защитную упаковку для сигарет, которая имеет значительно больший срок хранения по сравнению с обычными упаковками сигарет с прозрачной полипропиленовой внешней оболочкой.
Внешний оберточный материал упаковки по настоящему изобретению, который содержит металлизированную пленку РЕТ с отпечатанной на ней информацией и с фиксированным расположением слоя термосварки, можно использовать также и с обычными машинами по упаковке сигарет в картонные коробки или картонную тару, в которых картонные коробки упаковок сигарет обертываются внешним оберточным материалом. Подобная внешняя оболочка для картонных коробок очень важна, если партии сигарет предназначены на экспорт, и является существенным шагом вперед по сравнению с обычной внешней упаковкой на основе ориентированного полипропилена, которую использовали ранее для упаковки экспортной продукции. Если картонная тара для сигарет обертывается с внешней стороны металлизированной пленкой РЕТ по настоящему изобретению, то уже не имеет большого значения тот факт, будут ли индивидуальные упаковки сигарет в картонной таре обернуты этой же металлизированной пленкой РЕТ с целью удлинения срока хранения сигарет.
Для сведения к минимуму возможных неприятностей эффективно термически сваривать внешнюю оболочку или только какие-то части этой внешней оболочки с нижележащим слоем бумаги (если иметь в виду мягкие пачки сигарет) или картоном (если иметь в виду жесткие пачки сигарет), чтобы эта внешняя оболочка прочно удерживалась на нижележащей упаковке. Если же внешняя оболочка термически не сваривается с нижележащей упаковкой сигарет, а лишь связывается с ней легко снимаемым образом, тогда целесообразно отпечатать на нижележащей бумажной или картонной упаковке ту же информацию, которая обычно находится на внешней оболочке, чтобы в случае удаления или просто разрушения внешней обертки на упаковке осталась информация, например, о сорте и составе используемого в сигаретах табака.
Наиболее важным преимуществом настоящего изобретения является то, что внешняя оболочка на основе полиэфирной пленки имеет значительно большую прочность на разрыв и сопротивление на протывание по сравнению с обычной внешней оболочкой на основе пленки из ориентированного полипропилена. Кроме того, наличие металлизированного слоя на внешней обертке на основе пленки РЕТ придает упаковке металлический блеск, который значительно улучшает внешний вид и вызывает доверие к высокому качеству упакованного изделия.
В соответствии с другим вариантом изобретения металлизированная пленка на основе РЕТ вместе с термосвариваемым слоем, нанесенным в заданной позиции и заданным образом, используется в качестве внутренней прокладки вместо ламинированного материала, состоящего из металлической фольги и бумаги и используемого в качестве внутренней прокладки в обычных упаковках сигарет. На металлизированном слое обычно не отпечатывается соответствующая информация, хотя первоначально предполагали это сделать, т.е. отпечатать эту информацию на боковой кромке металлизированной пленки РЕТ, которая соответствует обнаженному верхнему сложенному канту внутренней прокладки, причем отпечатывание информации осуществляется с помощью прозрачной типографской краски. По этому дополнительному варианту изобретения внешний оберточный материал и внешняя обертка могут быть обычными материалами, т.е. они могут быть представлены соответственно бумажным внешним оберточным материалом с отпечатанной на нем информацией и прозрачной внешней оберткой на основе ОРР, которая термическим образом соединяется с внешней оберткой с разрывной лентой.
В соответствии с еще одним
важным признаком настоящего изобретения какое-то ароматическое вещество или другой подобный материал, который придает табачному изделию специфический аромат, можно вводить в или наносить на один из
компонентов упаковки внутри металлизированной внешней обертки на основе пленки РЕТ или непосредственно в сигареты, фильтры сигарет или даже в сам табак. Под ароматическим веществом понимается вещество,
обладающее ароматом, запахом и т.д. Высокие защитные свойства внешней обертки должны предусматривать возможность сохранения этой оберткой аромата и запаха в самой внешней обертке и выделение этих
веществ после использования разрывной ленты для разрушения внешней обертки. Ароматическое вещество можно ввести в упаковку многими различными путями. Например, естественный аромат табака можно усилить
за счет добавления в табак различных ароматических веществ, например ментолового масла или различных табачных экстрактов. Сами сигареты, включая оберточную бумагу для сигарет,
а также
компоненты фильтров для сигарет, могут содержать ароматическое вещество, включенное в сигареты в виде отдельного элемента либо в виде покрытия или частичного покрытия, нанесенного на сигареты в
процессе их изготовления. Кроме того, и внутренняя обертка из фольги или прочий оберточный материал с этикеткой могут содержать ароматическое вещество, которое включается в виде индивидуального
элемента либо в виде покрытия или частичного покрытия, нанесенного на подложки оберточного материала в процессе изготовления самого оберточного материала, а лучше в течение процесса изготовления самой
упаковки. Независимо от способа введения ароматического вещества во внешнюю обертку очень важно, чтобы это ароматическое вещество оставалось и сохранялось в упаковке с помощью эффективного защитного
оберточного (внешнего) материала до момента использования разрывной ленты для разрушения внешней обертки с целью открытия пачки сигарет. После разрушения внешней обертки, содержащийся в ней аромат или
запах освобождается и все лица, находящиеся в непосредственной близости от открытой пачки сигарет, ощущают приятный запах.
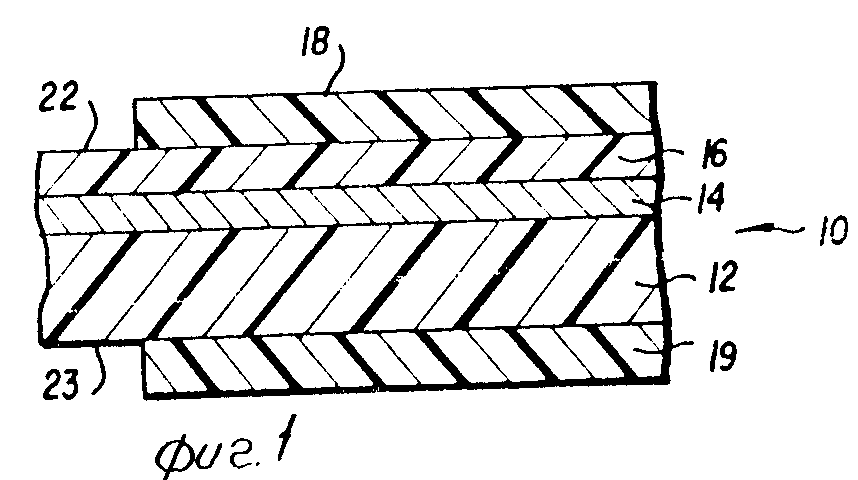
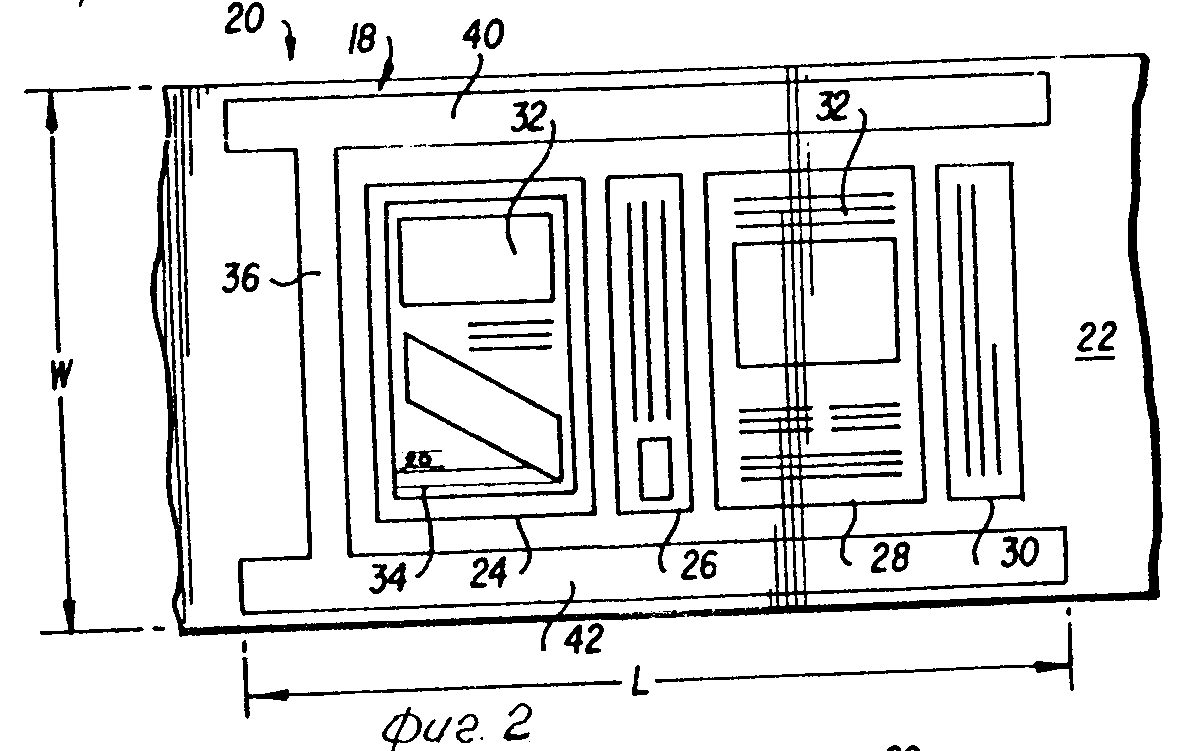
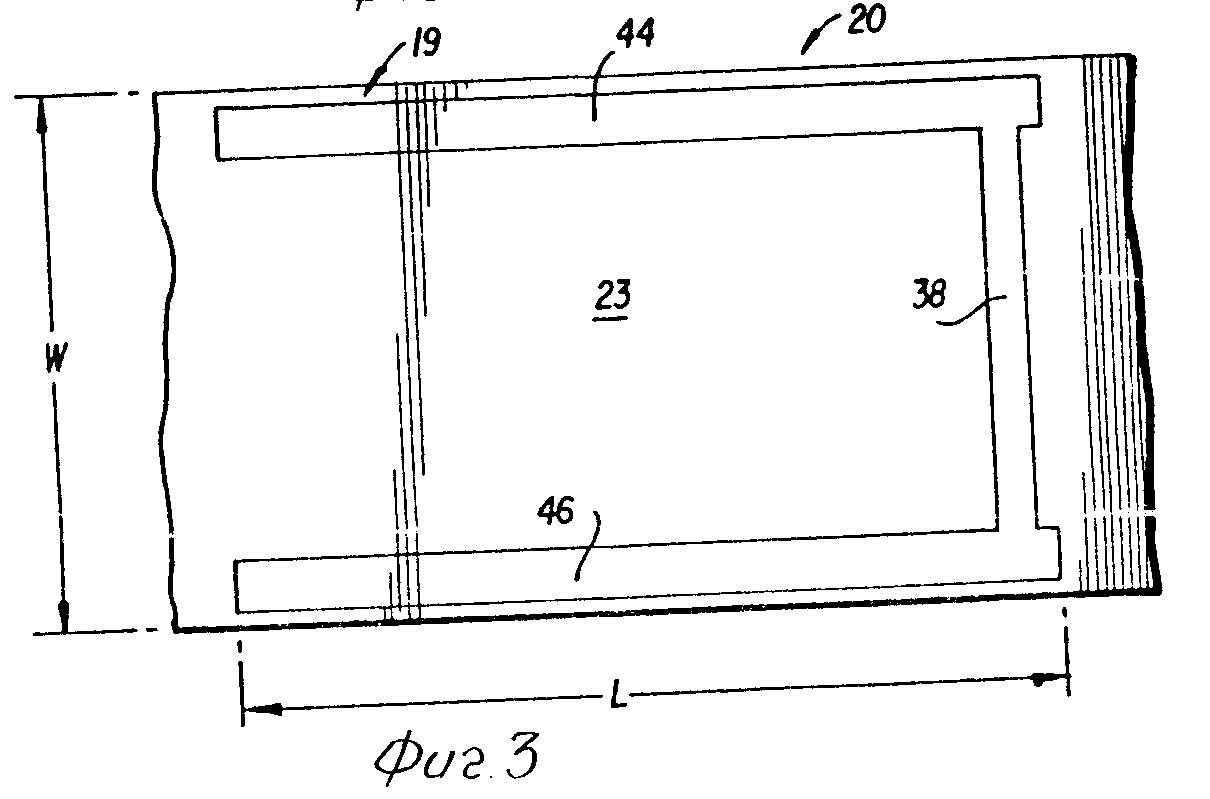
На фиг. 1 показан частичный поперечный разрез защитного внешнего оберточного материала по настоящему изобретению; на фиг.2 - вид в плане одной боковой стороны части полоски защитного оберточного материала, иллюстрирующий один предпочтительный вариант фиксированного расположения слоя термосварки на этой боковой стороне; на фиг.3 - вид в плане другой боковой стороны полоски защитного оберточного материала по фиг.2, иллюстрирующий предпочтительный вариант расположения слоя термосварки на этой другой стороне; на фиг. 4 - перспективный вид, частично с выровом, первого варианта высокоэффективной защитной упаковки сигарет по настоящему изобретению; на фиг.5 - перспективный вид, частично с выровом, второго варианта высокоэффективной защитной упаковки сигарет по настоящему изобретению; на фиг.6 - перспективный вид, частично с выровом, высокоэффективной защитной картонной упаковки сигарет по настоящему изобретению.
На фиг.1 показан частичный разрез защитного материала 10, используемого для изготовления внешней обертки для упаковки сигарет. Внешняя обертка содержит слой 12 подложки на основе полиэфирной пленки предпочтительно с двухосной ориентацией, который представлен термическим образом стабилизированной однослойной или многослойной пленкой на основе полиэтилентерефталата (РЕТ) с толщиной, колеблющейся примерно от 6,3 до 32 мкм, а лучше толщиной от 12,6 до 15,2 мкм. Слой 12 из полиэфирной пленки может иметь блестящую или матовую отделку, что давно практикуется в данной области.
Металлический слой 14 наносится на одну поверхность слоя 12, причем нанесение этого слоя осуществляется обычным способом вакуумного напыления предпочтительно до образования оптической плотности примерно 1,5-3,0. Способ вакуумного напыления можно также использовать для образования покрытия или металлизации пленки широким разнообразием металлов, например цинком, никелем, серебром, медью, золотом, индием, оловом, нержавеющей сталью, хромом, титаном или алюминием. По настоящему изобретению предпочтение отдается металлизации с помощью алюминия.
Пригодные для использования пленки на основе РЕТ выпускают в промышленном масштабе ряд фирм: "ICI америкас инк. ", отделение "Фльм драйв", "Америкен хоехст корпорейшн", "ВСF- Бемис конвертер Филмс", "Дюпон энд компани" и "Сумитомо корпорейшен оф Америка". Используемые в настоящем изобретении пленки вакуумного напыления выпускают "Кэмвак интл. , инк" и "Вакумет корпорейш". Эти пленки можно металлизировать с образованием блестящей поверхности с высокой отражательной способностью или атласнообразной поверхности с низкой отражательной способностью, причем выбор той или иной поверхности зависит от того, какую отделку (матовую или бестящую) имеет субстрат полиэфирной пленки перед моментом ее металлизации. Для изготовления упаковок с равным успехом можно использовать обе упомянутые поверхности.
На любой стороне металлизированной пленки РЕТ можно образовать слой 16 печати, который включает в себя как прозрачные, так и непрозрачные краски, наносимые на пленку обычными печатными методами, т.е. либо методом ротационной глубоковой печати, либо методом флексографической печати. В качестве типографской краски можно использовать ту, которую выпускают, например, фирма "Конвертерс инк компани", (краску выпускают под фирменным названием "Версаффлекс", "Тем-Про-флекс" и "Полестрин"). Если в соответствии с изобретением для упаковки сигарет в качестве внешней обертки используется металлизированная алюминием пленка РЕТ, тогда настоятельно рекомендуется оставлять выбранные участки пленки без отпечатанной на них информации, чтобы эти участки сохраняли внешний вид алюминиевой фольги, который типичен для большинства упаковок сигарет. Такие участки могут иметь верхние и нижние сложенные канты внешней обертки. Благодаря этому упаковка сигарет по изобретению имеет внешний вид, сопоставимый с обычными упаковками сигарет.
Слои 18 и 19 представлены расплавляемыми термосвариваемыми слоями, состоящими из термопластичного полимера с минимальной температурой сваривания в диапазоне 90,56 - 135оС. Расплавляемый термосвариваемый слой - слой, который образует термосвариваемое соединение после приложения к нему тепла выше минимальной температуры термосваривания и после приложения давления конкретной величины в течение необходимого времени нахождения материала под давлением, что хорошо известно специалистам в данной области. Слои 18 и 19 имеют вес образованного на них покрытия в диапазоне от 0,453 до 2,718 кг на каждые 279 м2, а лучше между 0,453 и 1,359 кг на каждые 279 м2. Эти слои могут состоять из любого расплавляемого термосвариваемого материала, например из сополимеров, винилов и иономеров на основе этилвинилового ацетата или из модифицированных полипропиленов, а лучше полиэфиров. Слои 18 и 19 наносятся на одну или обе стороны защитной пленки заданным образом и в точном соответствии со слоем 16 с отпечатанной на нем информацией.
На фиг.2 и 3 показаны противоположные стороны части рулона (WL) 20 металлизированной пленки РЕТ с отпечатанной на ней информацией, показанной на фиг. 1. На фиг.2 показана верхняя поверхность 22 или внешняя с отпечатанной информацией сторона рулона 20, а на фиг.3 - нижняя или донная поверхность 23, которая является стороной пленки РЕТ рулона, прямо противоположной стороне, показанной на фиг.2. Материал рулона подается в фасовочно-упаковочную машину для сигарет с рулона материала толщиной W тем же образом, каким обычная внешняя оберточная пленка ОРР подается в фасовочно-упаковочную машину для сигарет.
На всей или только на какой-то части металлизированной алюминием поверхности 22 рулона 20 можно отпечатать необходимую информацию, используя для этого, например, желтую прозрачную краску. После отпечатывания с использованием этой краски отпечатанная поверхность 22 имеет золотистый цвет с блестящим или атласным внешним видом в зависимости от того, имеет ли нежележащая пленка РЕТ блестящую или матовую отделку. Чтобы придать разнообразную блестящую или атласную металлическую отделку защитному материалу можно использовать другие цвета прозрачных типографских красок, которые наносятся на металлизированную алюминием поверхность 23. Например, четыре участка 24, 26, 28 и 30 на поверхности соответствуют соответствующим боковым сторонам, передней и задней стенкам прямоугольной параллелепипедной упаковки сигарет; на этих участках можно отпечатывать прозрачной или непрозрачной красками соответствующую информацию, например информацию о конструкции сигарет 32, о составе табака 34 и т.д. На фиг.3 видно, что нижняя или донная поверхность 23 рулона 20 является внутренней поверхностью защитной внешней обертки и рекомендуется не отпечатывать на ней никакой информации.
После отпечатывания слоя 16 на поверхности металлизированного алюминием слоя 14 расплавляемые термосвариваемые слои 18 и 19 наносятся заданным образом и в фиксированной позиции относительно уже отпечатанной поверхности 16 с помощью обычных процессов печатания, например ротационной глубокой печати. Для термосваривания продольного бокового шва внешней обертки упаковки необходимо наложить поперечные полоски 36 и 38 расплавляемых термосвариваемых слоев 18 и 19 на верхние и нижние поверхности 22 и 23 рулона 20 соответственно. После отрезания соответствующей длины рулона 20 с целью образования внешней обертки для индивидуальной упаковки сигарет необходимо установить полоски 36 и 38 с таким расчетом, чтобы они располагались друг над другом для последующего их термосваривания. Подобным образом оптимально располагают кромочные части 40 и 42 термосвариваемого слоя 18 на поверхности 22 и кромочные части 44 и 46 термосвариваемого слоя 19 на поверхности 23 для последующего термосваривания верхнего и нижнего сложенных клапанов внешней обертки. Участок верхней или внешней поверхности 22 внешней обертки между кромочными частями 40 и 42 рекомендуется не покрывать термосвариваемым слоем, чтобы придать отпечатанному металлизированному слою внешней упаковки оптимальные скользящие свойства. Хотя на нижней или внутренней поверхности 23 внешней обертки образован термосвариваемый слой 19 заданным образом, этот термосвариваемый слой можно наносить на всю нижнюю или внутреннюю поверхность 23 рулона 20 внешней обертки только по той причине, что в данном случае скользящие свойства этой поверхности не являются критическими.
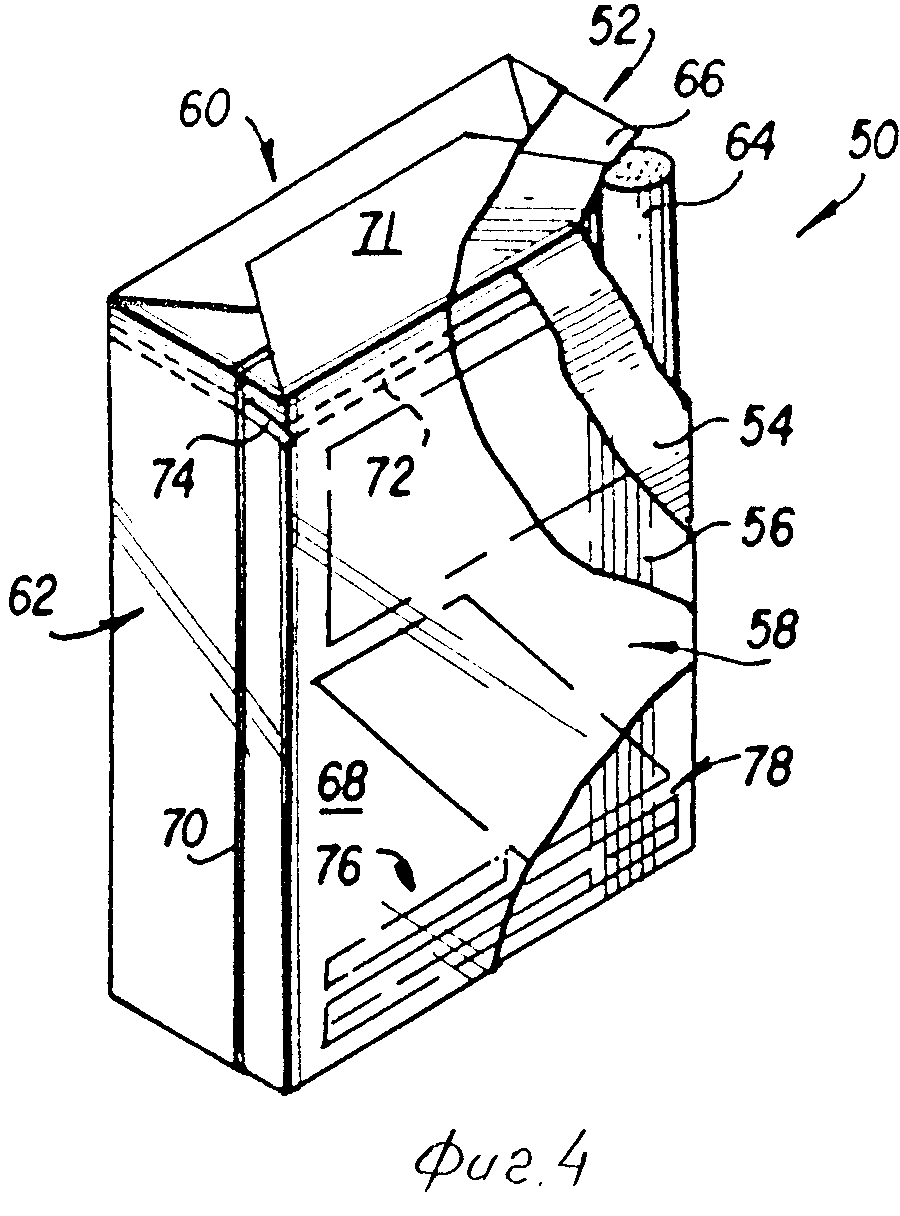
На фиг.4 показан первый вариант упаковки 50 сигарет по настоящему изобретению. Упаковка 50 в данном случае является мягкой пачкой и содержит тару-контейнер 52, в котором обычно размещается двадцать сигарет по схеме 7-6-7 штук сигарет в каждой таре-контейнере. Тара-контейнер 52 включает в себя внутреннюю обертку 54 и внешнюю обертку 56 с отпечатанной на ней информацией или внешнюю оболочку с фирменной этикеткой. В качестве внутренней обертки 54 рекомендуется использовать ламинированный материал из металлической фольги и бумаги, например алюминиевой фольги, которая адгезивным образом сцепляется с бумагой массой 12,7 кг. В качестве внешней обертки 56 с фирменной этикеткой рекомендуется использовать покрытую слоем каолина бумагу массой в 19,9 кг. Внешняя обертка с фирменной этикеткой включает в себя участок с отпечатанной на нем информацией (например, конструкция сигареты и фильтра, различная графическая информация, состав табака и т.д.), причем этот участок с информацией располагается на особой поверхности упаковки и в полном соответствии с отпечатанной на внешнем оберточном материале подобной же информацией.
Упаковка 50 имеет переднюю стенку 58, верхнюю стенку 60 и боковую стенку 62. На фиг.4 не показаны задняя стенка, которая расположена напротив передней стенки 58, нижняя или донная стенка - напротив верхней стенки 60, одна боковая стенка - напротив боковой стенки 62.
Внутренняя обертка 54 из ламинарного материала сложена так, чтобы получился шестисторонний прямоугольный параллелепипедный контейнер, в котором сигареты 64 располагаются так, чтобы бумажная сторона ламинарного материала находилась на внутренней стороне контейнера, которая непосредственно соприкасается с сигаретами. Внешняя обертка 56 с фирменной этикеткой и прочей информацией складывается таким образом, чтобы она обязательно покрывала собой переднюю, заднюю, нижнюю и две боковые стенки внутренней обертки, оставляя не покрытой только верхнюю сложенную стенку 66 внутренней обертки 54. С целью удержания обертки на месте используется адгезивное вещество, которое наносят на внешнюю обертку 56 с этикеткой на донной ее части и на продольный боковой шов (не показан). Внутреннюю обертку 54, внешнюю обертку 56 с отпечатанной на ней этикеткой и прочей информацией или сами сигареты 64 можно снабдить ароматическим веществом.
Мягкая тара-контейнер 52 имеет высокоэффективную защитную внешнюю обертку 68, отрезанную от рулона 20, показанного на фиг.2 и 3. Внешняя обертка 68 обертывается вокруг передней, задней и боковых стенок мягкой тары-контейнера 52 и запечатывается термическим образом вдоль продольного бокового шва 70, где наложены друг на друга расплавляемые термосвариваемые полоски 36 и 38 (фиг.2 и 3). Верхние и нижние канты внешней обертки складываются точно так же, как и обычная внешняя обертка на основе ОРР, и термически свариваются друг с другом вдоль перекрывающего верхнего канта или шва 71 и соответствующего канта шва (не показан) на нижней стороне упаковки.
Разрывная лента 72 для разрыва в продольном направлении внешней обертки 68 установлена между внешней снабженной этикеткой оберткой 56 и внешней оберткой 68 упаковки, чтобы очертить контуры мягкой тары-контейнера 52. Свободный конец 74 разрывной ленты 72 несколько выдается от нижней части внешней обертки 68 в точке расположения сваренного термическим образом продольного шва 70 и необходим в качестве кончика ленты для пользователя, который может с помощью этого кончика разрывной ленты легко и просто снять верхнюю часть внешней обертки 68. Если в какой-то внутренний компонент упаковки предварительно введено ароматическое вещество, то из открытой пачки сигарет исходит аромат, что естественно усиливает привлекательность изделия для потребителя.
Следует иметь в виду, что для образования непроницаемого защитного уплотнения высокого качества, необходимо чтобы верхние и нижние сложенные торцовые канты или швы, а также продольный боковой шов включали в себя образуемые термическим образом уплотнения между термосвариваемыми слоями 18 и 19, а также между частью термосвариваемого слоя 18 и другой частью этого же слоя и образуемые термическим образом уплотнения между частью термосвариваемого слоя 19 и другой частью этого же слоя. Способ запечатывания термосвариваемых слоев 18 и 19 внешней обертки 68 известен.
Этап термосваривания рекомендуется осуществлять обычным способом, т.е. за счет приложения тепла на полностью сложенную внешнюю обертку в верхней и нижней частях упаковки. Меньшая толщина металлизированной внешней обертки на основе РЕТ (калибр 48-60) по сравнению с обычной внешней оберткой на основе ОРР (калибр 80), а также большая теплопроводность металлизированной внешней обертки на основе РЕТ, что обусловлено наличием металлического слоя 14 (фиг. 1), и более высокая температура плавления и теплового разрушения полиэфирной пленки - все это обеспечивает значительно большую гибкость в выборе температуры термосваривания, давления термосваривания и длительности выдерживания материала под давлением, что обеспечивает возможность получить упаковку высокого качества при высоких скоростях изготовления самих упаковок (свыше 400 упаковок в минуту).
Внешняя обертка 68 упаковки 50 предназначена для использования в обычных машинах для образования внешней обертки на мягких пачках сигарет, например в оберточной машине модели 716 фирмы "Скандиа пекинг машинери" или модели 4350 фирмы "Г.Д. сосиетиа пер Азиони". Эти машины способны обертывать тару-контейнер 52 с сигаретами термосваренной внешней оберткой 68 и разрывной лентой 72.
На фиг.4 упаковка сигарет 50 изготовлена так, что внешняя обертка 56 с этикеткой и внешняя обертка 68 центрируются относительно друг друга для фиксированного расположения отпечатанной информации на поверхностях внешних оберток 56 и 68, например отпечатанной информации 76 на внешней обертке 68 и отпечатанной информации 78 на внешней обертке 56 с этикеткой. Следовательно, после полного или частичного удаления внешней обертки 68 с тары-контейнера 52 расположение отпечатанной информации на внешней обертке 56 с этикеткой по существу совпадает с расположением отпечатанной информации на внешней обертке.
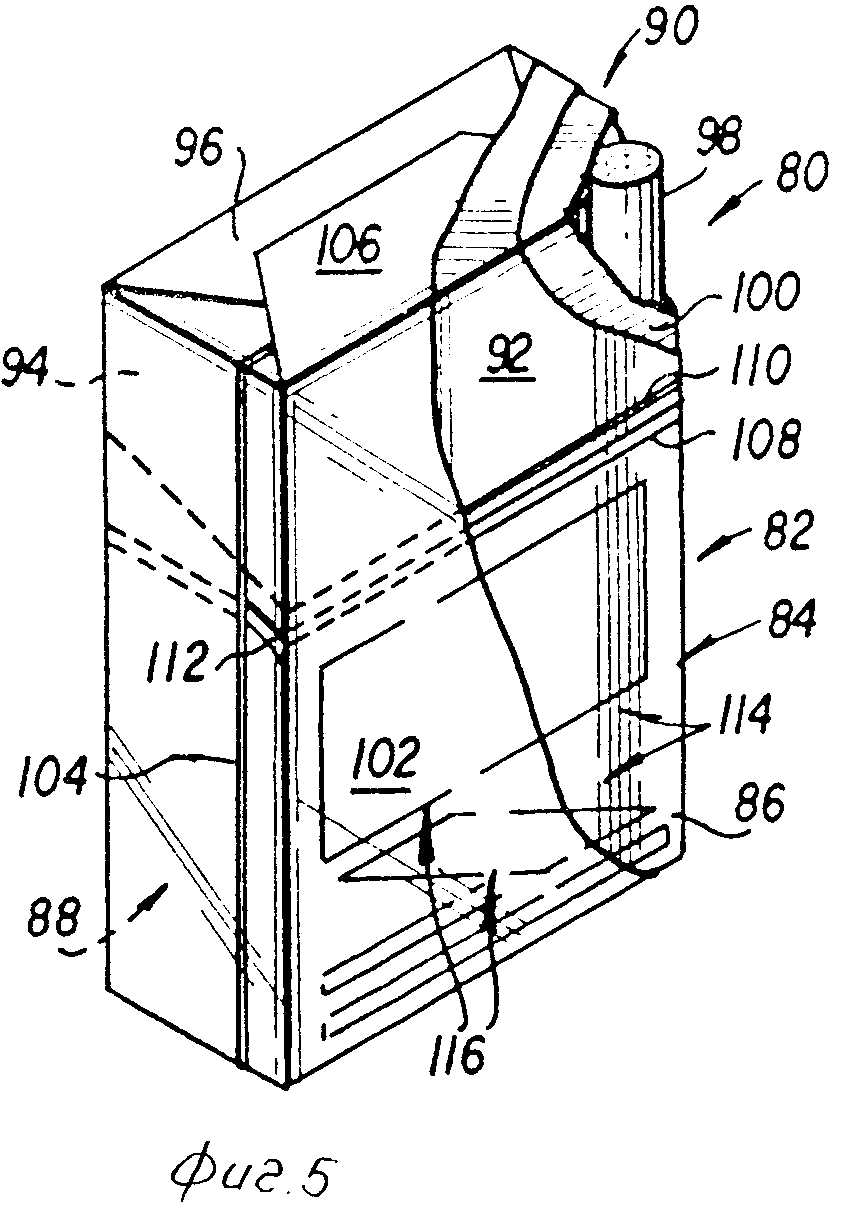
На фиг.5 показан другой вариант упаковки 30 для сигарет. Упаковка 80 в данном случае представлена жесткой пачкой или несминаемой пачкой и содержит тару-контейнер 82 с шарнирной крышкой, который обычно изготовляют из упругого картонного материала. В качестве картонного материала рекомендуется использовать твердый отбеленный сульфатный картон низкой плотности с толщиной примерно в 0,012 дюйма.
Тара-контейнер 82 содержит корпус 84 с передней стенкой 86 и боковой стенкой 88. Часть корпуса 84 имеет нижнюю или донную стенку, боковую стенку, противоположную боковой стенке 88, и заднюю стенку, противоположную передней стенке 86. Тара-контейнер 82 также содержит крышку 90, которая выполнена за одно целое и как бы подвешена к задней стенке корпуса 84. Крышка 90 имеет переднюю стенку 92, боковую стенку 94 и верхнюю стенку 96, а также боковую стенку и заднюю стенку (не показаны), которые расположены напротив боковой стенки 94 и передней стенки 92 соответственно.
В таре-контейнере 82 обычно размещается двадцать сигарет 98, которые располагаются по схеме 7-6-7. Обычно сигареты 98 размещены в пределах внутренней прокладки (не показана) из ламинированного материала на основе металлической фольги - бумаги с соответствующим оттягивающим кончиком 100, который также изготовлен из ламинарного материала на основе металлической фольги - бумаги и который установлен поверх верхних концов сигарет и под верхней стенкой 96 крышки 90. После открытия крышки 90 тары-контейнера 82 и удаления оттягивающего кончика 100 обнажаются верхние концы сигарет 98. В упаковку 80 можно вводить какое-то ароматическое вещество.
Тара-контейнер 82 с шарнирной крышкой 82 снабжена высокоэффективной защитной внешней оберткой 102, которая отрезается от рулона (фиг.2 и 3). Внешняя обертка 102 обматывается вокруг передней, задней и боковых стенок корпуса 84 и крышки 90 тары-контейнера 82 и сваривается термическим образом вдоль продольного бокового шва 104, где расплавляемые термосвариваемые полоски 36 и 38 (фиг.2 и 3) накладываются друг на друга. Верхний и нижний канты внешней обертки 102 складываются точно таким же образом, как и канты обычной внешней обертки на основе ОРР, а затем они свариваются вместе термическим образом вдоль перекрывающего верхнего канта или шва 106 и нижнего канта шва (не показан).
Разрывная лента 108 для разрезания внешней обертки 102 расположена между частью корпуса 84 и внешней оберткой 102 упаковки с таким расчетом, чтобы она четко очерчивала или ограничивала тару-контейнер в точке под нижней кромкой 110 передней стенки крышки 90. Свободный конец 112 разрывной ленты 108 выступает из-под внешней обертки 102 в точке расположения термосваренного продольного шва 104 и используется в качестве кончика, за который берется курильщик, чтобы снять ту часть внешней обертки, которая покрывает крышку 90 тары-контейнера 82.
Термосваривание показанной на фиг.5 упаковки осуществляется способом, идентичным описанному для упаковки 50, показанной на фиг.4.
Внешняя обертка 102 упаковки 80 предназначена для использования обычными машина для внешней упаковки твердых или жестких пачек сигарет, например упаковочными машинами модели N 716 фирмы "Скандиа" или модели 4350 фирмы "Г. Д. ". Эти машины способны образовывать на таре-контейнере 82 термически сваренную внешнюю обертку 102 и разрывную ленту 108 известным способом.
Упаковка 80 сигарет образуется точно таким же образом, как и показанная на фиг.5 упаковка 50 сигарет, т.е. необходимо сделать так, чтобы отпечатанная на таре-контейнере информация 114 центрировалась относительно отпечатанной на внешней обертке 102 информации 116.
На фиг.6 показан вариант внешнего оберточного картона для упаковок сигарет. Выступающая в качестве внешней обертки картонная коробка 200 содержит прямоугольную параллелепипедную картонную коробку 202, снабженную передней и задней стенками, двумя боковыми стенками и двумя торцовыми частями, которую рекомендуется изготавливать из картонного материала. В картонной коробке 202 размещается множество упаковок сигарет 204, например десять индивидуальных упаковок сигарет, которые уложены двумя рядами по пять в каждом, хотя возможно использование других размеров картонной коробки и других схем расположения индивидуальных упаковок сигарет в этой коробке, т. е. в коробке можно укладывать большее или меньшее количество индивидуальных упаковок. Одна боковая стенка 206 картонной коробки 202 содержит двухстенный сложенный кант, который можно обычным образом и с помощью соответствующего адгезивного вещества скрепить с указанной стенкой.
Картонная коробка 202 снабжена высокоэффективной защитной внешней оберткой 208, изготовленной из того же рулонного материала, который был показан на фиг.1-3. Внешняя обертка 208 обертывается вокруг передней, задней и боковых стенок картонной коробки 202 и сваривается термическим образом вдоль продольного шва 210. Открытые концы внешней обертки 208 картонной коробки загибаются через концы картонной коробки 202 точно так же, как и обычная внешняя обертка на основе ОРР, после чего они термически свариваются вдоль перекрывающего верхнего канта или шва 212 и нижнего канта-шва (не показан). На внешней обертке 208 можно отпечатать графическую информацию 213 или другую необходимую информацию. Отпечатанная графическая информация 213 может располагаться в какой-то постоянной зависимости с отпечатанной информацией (не показана) на картонной коробке.
Разрывная лента 214 для снятия внешней обертки 208 расположена между картонной коробкой 202 и внешней оберткой 208 с таким расчетом, чтобы она очерчивала или ограничивала стенки картонной коробки, смежные с верхним концом самой картонной коробки. Свободный конец 216 разрывной ленты 214 несколько выдается из-под внешней обертки 208 на термически сваренном продольном шве 210 и он выступает в качестве кончика, за который берется курильщик, чтобы снять верхний торцовой кант 212 и обнажить конец картонной упаковки.
Запечатывание термосваркой внешней обертки 208 картонной коробки (фиг. 6) осуществляется способом, который уже был описан. Картонная коробка 200 с внешней оберткой также может содержать какое-то ароматическое вещество.
П р и м е р. Защитные внешние оберточные материалы изготовляли следующим образом.
Для изготовления защитного внешнего оберточного материала использовали полиэфирные однослойные и совместно экструдированные многослойные полиэфирные ориентированные (РЕТ) пленки фирмы "ICI Америкас инк", которые имели толщину 48 - 60 калибр (gauge) и которые отличались отличным блеском, малой мутностью и хорошими свойствами последующей их обработки. Эти пленки продают под торговыми названиями "Мелинекс" 800, "Мелинекс" 850 и "Мелинекс" 851. Пленки РЕТ подвергали металлизации алюминием в вакууме в соответствии с обычными разработанными фирмой "Кемвак интл.,инк" процедурами, а их оптическую плотность доводили до 2,0 по методу фирмы "Вакумент корпорейшн". Затем на металлизированную и на неметаллизированную поверхности этих пленок наносится (отпечатывается) необходимая информация обычными методами ротационной глубокой печати с использованием следующих фирменных типографских красок для ротационной глубоковой печати: "Версафлекс" GP - 4252 и GP - 4253, "Тем-Про-Флекс" CP-116997, CP-116974, CP-116971, CP-116998, CP-116973 и СР-116512 вместе с наполнителем или разбавителем СР-116484 и "Полестрин" СР-116981 с наполнителем или разбавителем V-91511, причем все эти краски и дополнительные компоненты выпускает фирма "Конвертерс инк компани".
После этого на металлизированную поверхность пленки РЕТ с отпечатанной на ней информацией с помощью обычных методов ротационной глубоковой печати наносится слой термического сваривания, состоящий из модифицированного полиэфира (номер обозначения 9762-001), выпускаемого фирмой "Валспар корпорейшн". Этот процесс нанесения осуществляется непосредственно цилиндром, гравированным с таким расчетом, чтобы вес образуемого слоя составлял 0,453 кг на стопку бумаги (1,0 lbs/ream). Покрытие из модифицированного полиэфира отличается исключительной прозрачностью, а коэффициент его трения находится между 0,15 - 0,30. Образуемое в результате термического сваривания покрытие подвергали испытанию тремя различными способами с последующим его практическим испытанием в ходе его использования для обертывания (с внешней стороны) мягких упаковок сигарет в обычной оберточной машине, которую выпускают фирма "Г.Д. сосиета пер Азиони" и фирма "Скандиа". В ходе первого испытания слой термического сваривания использовали в качестве общего покрытия для всей внутренней неметаллизированной поверхности внешней обертки упаковки сигарет. Отпечатанную информацию наносили на внешнюю металлизированную поверхность внешней обертки с последующим нанесением слоя термического сваривания в зоны, которые на фиг.2 обозначены позициями 36, 40 и 42, где в течение процесса складывания канта и его сваривания требуется особая осторожность и внимание. В ходе проведения второго испытания слой термического сваривания использовали в качестве общего покрытия для металлизированной поверхности совместно экструдированной многослойной пленки РЕТ (пленки "Мелинекс" 850 и 851 фирмы "ICI"), которую в данном случае использовали в качестве внутренней поверхности внешней обертки упаковки. Отпечатанную информацию наносили на неметаллизированную сторону внешней оберточной пленки. В течение процесса термического сваривания внешнюю обертку на основе многослойной пленки РЕТ складывали, а ее внешнюю поверхность сваривали с самой этой пленкой или с внутренним слоем термического сваривания. В ходе третьего испытания наносили внутренний слой в точках, которые на фиг.3 обозначены позициями 38, 44, 46. На внешнюю поверхность в точках, которые на фиг.2 обозначены позициями 36, 40, 42, наносили слой термического сваривания, причем именно в указанных точках требуется особая осторожность и внимание при выполнении процедуры складывания и запечатывания сваркой.
Каждую из трех подвергаемых испытанию пленок разрезали на ширину, которая наилучшим образом соответствует машине по упаковке с внешней стороны пачек с сигаретами, а затем наматывали на валики для последующего использования в процессе образования внешней обертки для обычных мягких пачек сигарет. Используемая в данном случае оберточная машина способна обертывать упаковки сигарет в обычную внешнюю обертку на основе ОРР со скоростью 500 упаковок в минуту. На оберточной машине фирмы "Г.Д" в экспериментальном порядке была достигнута скорость обертки тремя опытными внешними обертками в 470 упаковок в минуту.
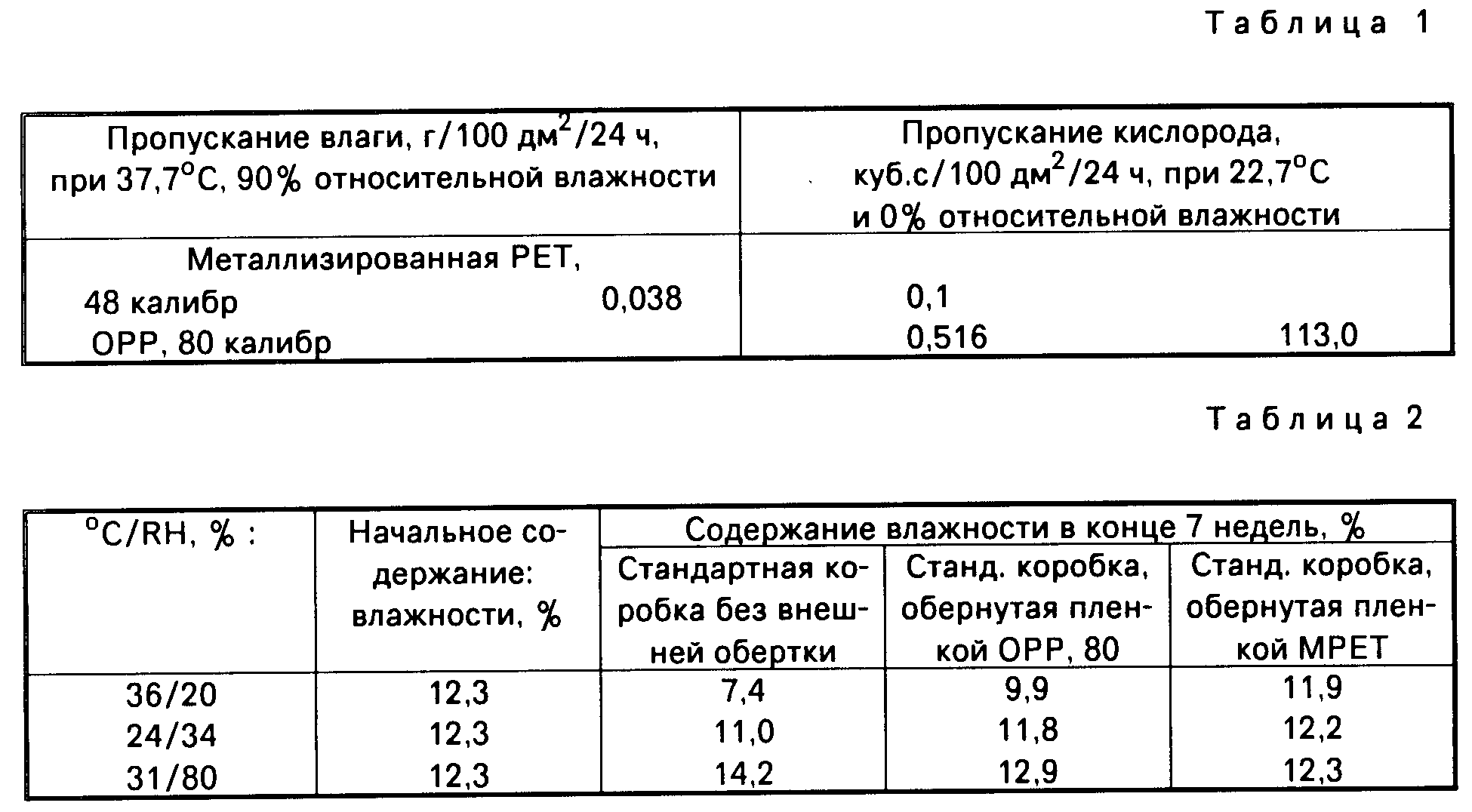
В табл. 1 приводятся данные результатов сравнения эффективности металлизированной оберточной пленки РЕТ по настоящему изобретению и обычной оберточной пленки ОРР толщиной 80 калибр (под эффективностью имеется в виду защитные свойства оберточных пленок против пропускания влаги и кислорода).
Проводили также стандартное испытание по срокам хранения, чтобы определить потери или увеличение влажности за какой-то период времени хранения табака сигарет в трех различных типах упаковки, а именно в стандартных картонных коробках без внешней обертки, в стандартных картонных коробках с внешней оберткой из пленки на основе ОРР толщиной 80 калибр и в стандартных картонных коробках с внешней оберткой из металлизированной пленки на основе РЕТ (МРЕТ) по настоящему изобретению. Все стандартные картонные коробки, в которых содержались упаковки сигарет, обертывали пленкой ОРР толщиной 80 калибр. Образцы картонных коробок для проведения испытаний на срок хранения выбирали из множества стандартных картонных коробок, изготовленных в одно время, чтобы все они имели одинаковое первоначальное содержание влаги. Некоторые из этих картонных коробок обертывали пленкой ОРР толщиной 80 калибр, другие обертывали пленкой МРЕТ, а некоторые вообще не обертывали.
Чтобы установить первоначальное содержание влажности табака сигарет, которые были упакованы в картонные коробки, брали образец табака сигарет из какой-то конкретной картонной коробки и определяли по стандартной процедуре фактическое содержание влажности табака в виде процента общего веса табака. Именно это значение фактического содержания влажности рассматривали в качестве первоначального содержания влажности табака во всех образцах картонных коробок. Картонные коробки взвешивали, чтобы определить начальный вес каждой картонной коробки при начальном содержании влажности. Затем картонные коробки разделяли на три группы, причем в каждой группе обязательно находились картонные коробки каждого типа, т.е. без внешней обертки, обернутые пленкой ОРР толщиной 80 и обернутые пленкой МРЕТ. Каждую группу из трех типов картонных коробок размещали в одном из трех помещений с различной и строго контролируемой окружающей средой, т.е. в этом помещении поддерживалась конкретная температура (Т) и относительная влажность (RH). Периодически картонные коробки каждой группы взвешивали и на основе первоначального содержания влажности и разности в весе от первоначального веса каждой картонной коробки рассчитывали содержание влажности табака в каждой картонной коробке. В табл.2 приводятся данные относительно среднего содержания влажности испытуемых картонных коробок каждого типа после 7 недель.
Защитный упаковочный материал по настоящему изобретению может применяться не только в качестве внешней обертки для упаковок и картонных коробок для табачных изделий, но и в качестве внутренней прокладки или внутренней обертки вместо обычного ламинарного материала на основе металлической фольги-бумаги. В случае использования защитного упаковочного материала в качестве внутренней обертки отпадает необходимость в отпечатывании на нем какой-то информации, а слой термического сваривания можно располагать на одной или обеих его сторонах. Внешняя обертка с этикеткой может быть представлена обычной мягкой или жесткой пачкой, а в качестве внешней обертки можно использовать обычную оптически чистую и термически свариваемую внешнюю оболочку на основе пленки ОРР и с разрывной лентой.
Показанный на фиг.4 альтернативный вариант изобретения содержит: внутреннюю прокладку 54, состоящую из металлизированной пленки РЕТ с отпечатанной на ней информацией или без таковой со слоем или слоями термического сваривания для запечатывания сложенной верхней стенки 66 или канта и нижней стенки или канта (не показан), внешнюю обертку 56 с этикеткой из бумаги с отпечатанной информацией и внешнюю обертку 68 из оптически чистого полимерного материала, например способный термически свариваться ориентированный полипропилен (ОРР). Разрывная лента, которая идентична разрывной ленте 72, расположена на внутренней обертке 54 и предназначена для разрыва металлизированной пленки РЕТ внутренней прокладки этого альтернативного варианта.
В этом варианте изобретения защитные свойства обеспечиваются термически сваренной внутренней прокладкой и по этой причине термически свариваемые свойства внешней обертки не играют той роли, которую они играют в обычных упаковках сигарет. Следовательно, скользящие характеристики внешней обертки можно значительно улучшить без ухудшения защитных свойств всей упаковки.
Упаковочный материал по изобретению можно также использовать в качестве внешней обертки с этикеткой, на которой отпечатана соответствующая информация и на одной или на обеих сторонах которой располагаются слои термической сварки. В качестве внутренней обертки может выступать обычный ламинарный материал из металлической фольги и бумаги, а в качестве внешней обертки можно использовать обычную оптически чистую и термически свариваемую внешнюю оболочку на основе ориентированного полипропилена (ОРР) с разрывной лентой. Для упаковки табачных изделий можно также использовать только металлизированный упаковочный материал на основе полиэтилентерефталата (РЕТ), причем это относится к ситуации, когда сама упаковка или ее содержимое обеспечивают достаточную опору для образования вдоль швов-кантов упаковки термически свариваемых соединений.
Реферат
Использование: высокоэффективный защитный термосвариваемый упаковочный материал и защитная термосваренная упаковка для табачных изделий, например сигарет и т.д. Сущность изобретения: упаковочный материал содержит основной слой из полимерной пленки, например пленки полиэтилентерефталата с двухосной ориентацией, одна сторона которой металлизирована слоем металла, например алюминия. Затем на этой металлизированной пленке с помощью типографской краски отпечатывается графическая и прочая информация, причем эта информация может отпечатываться как на металлизированной, так и на неметаллизированной поверхности. После или одновременно с отпечатыванием информации на отпечатанную и/или неотпечатанную поверхность наносится термосвариваемый слой с целью образования термосвариваемого шва, вокруг которого обертывается материал. По одному из вариантов изобретения высокоэффективный защитный упаковочный материал используют в качестве внешней обертки для упаковки сигарет, снабженной разрывной лентой для удаления одного конца внешней обертки. По другому варианту высокоэффективный защитный упаковочный материал используют в качестве внешней обертки для картонной коробки, в которой содержится много упаковок с сигаретами и которая снабжена разрывной лентой для удаления одного конца внешней обертки картонной коробки. 8 з.п. ф-лы, 6 ил., 2 табл.
Комментарии