Способ изготовления многослойных безосколочных стекол - RU2264360C2
Код документа: RU2264360C2
Описание
Область техники
Изобретение касается способа и пленки для изготовления многослойного безосколочного стекла, состоящего из, по меньшей мере, двух защитных стекол и промежуточного слоя из содержащего пластификатор частично ацетализированного поливинилового спирта, в частности из содержащего пластификатор поливинилбутираля (ПВБ), в одноступенчатом процессе, не включающем обработку в автоклаве.
Многослойные безосколочные стекла, состоящие из двух защитных стекол и связывающей защитные стекла клеевой пленки (триплекс), например, из поливинилбутираля (ПВБ), в частности, используются в качестве ветровых стекол в автомобилях, причем, при необходимости, защитное стекло может быть заменено пластмассой, главным образом из аморфного полиамида, прозрачного полиметилметакрилата, поликарбоната или полиэфира. Такие соединения силикатное стекло/силикатное стекло или силикатное стекло/пластмасса применяются также в строительстве, например, в качестве оконных стекол или внутренних стен, причем, в случае необходимости, в зависимости от применения, могут, например, использоваться как многослойные пуленепробиваемые стекла, так и многослойные стекла, состоящие более чем из двух несущих слоев.
В то время как многослойные безосколочные стекла для строительной отрасли среди прочего должны иметь как можно более высокую адгезию между стеклом и клеевой пленкой, для автомобильных многослойных безосколочных стекол требуется определенная, не слишком высокая адгезия.
Поскольку в настоящей заявке используется понятие поливинилбутираль (ПВБ), вместе с тем также должны включаться те полимеры, которые имеют похожие свойства относительно их применимости, как (содержащий пластификатор) поливинилбутираль. К ним принадлежат вообще частично ацетализированные поливиниловые спирты и, например, не содержащие пластификатора сополимеры этиленвинилацетата. Как существенные свойства здесь рассматриваются, в частности, клейкость поверхности, мягкость, эластичность при комнатной температуре.
Состояние техники
Содержащие пластификатор пленки на базе поливинилбутираля (ПВБ) для изготовления многослойных безосколочных стекол уже при комнатной температуре являются очень мягкими и клейкими. Высокая клейкость, хотя и является необходимой для связывания соединения стекло-пленка-стекло в многослойных стеклах для транспортировки и процесса переработки в эти стекла, тем не менее, должна в существенной мере устраняться. Для этого, как, в общем, известно, пленка с одной или с двух сторон должна быть шероховатой. Обычно значения шероховатости, измеренные как Rz согласно DIN 4768, лежат между 15 и 35 мкм. Типичный способ для изготовления таких пленок с шероховатой поверхностью известен из ЕР 0185863 B1.
При изготовлении многослойного безосколочного стекла, в общем, предусматривается двухступенчатый процесс производства. На первом этапе изготавливается так называемый полуфабрикат многослойного стекла, состоящий из двух защитных стекол и расположенной между ними клеевой пленки, обычно из ПВБ. Этот полуфабрикат прессуется в автоклаве при температуре около 130-145°С и давлении, как минимум, 11 бар в многослойное безосколочное стекло. Этот способ описывается, например, во вступительной части ЕР 0331648 А2. Влагосодержание пленки ПВБ оказывает существенное воздействие на прочность склеивания стекол. Обычно влагосодержание (с очень малыми допусками) составляет от 0,40 до 0,55 вес.% пленки. Этот известный двухступенчатый процесс, связанный с применением автоклавов, является относительно затратным и требует высоких инвестиций, так как для малого количества продукции он нерентабелен.
Из ЕР 0331648 А2 известен безавтоклавный способ изготовления многослойного безосколочного стекла. В этом известном способе защитные стекла склеиваются с промежуточной пленкой ПВБ в герметичном откачиваемом мешке при повышенной температуре за счет давления наружного воздуха. Из этого источника также известно, что используемая пленка ПВБ для предотвращения появления пузырьков в промежуточном слое должна иметь как можно меньшее влагосодержание. Впрочем, обезвоживание пленки и употребление такой сухой пленки является относительно затратным.
Из DE 19643404 A1 известен другой безавтоклавный способ для изготовления многослойного безосколочного стекла, при котором применяется содержащая пластификатор пленка из частично ацетализированных поливиниловых спиртов с влагосодержанием менее, чем 0,35 вес.% относительно веса пленки, и с действенным содержанием повышающего адгезию кремний-органического силана. Точная регулировка такого низкого влагосодержания, тем не менее, очень проблематична.
В патенте US 5536347 A1 в безавтоклавном способе для изготовления многослойного безосколочного стекла используется пленка ПВБ, которая имеет на обеих сторонах специальную геометрическую структуру. Такие структуры следует создавать только особенными методами тиснения, и многие установки не подходят для изготовления пленок ПВБ. Другие способы для изготовления пленок с регулярными, геометрически упорядоченными поверхностными структурами известны из DE 3208820 С2 и US 5478412 A1, причем использование способа, не включающего обработку в автоклаве, не очевидно.
Из US 5425977 A1 известен способ для изготовления пленки ПВБ с регулярной структурой поверхности с шероховатостью Rz менее 75 мкм, предпочтительно менее 50 мкм. Применение способа, не включающего обработку в автоклаве, не очевидно. То же справедливо в отношении способа согласно US 4925725. Описанная здесь пленка может производиться только в дорогостоящем процессе тиснения.
Задача
Задачей данного изобретения является создание не имеющего указанных недостатков способа изготовления многослойного безосколочного стекла, состоящего из, по меньшей мере, двух защитных стекол и промежуточного слоя из содержащего пластификатор частично ацетализированного поливинилового спирта, в одноступенчатом, не включающем обработку в автоклаве процессе, который с достаточной надежностью дает не содержащие пузырьков многослойные безосколочные стекла. Другой задачей изобретения является создание для применения в способе, не содержащем обработку в автоклаве, промежуточного слоя, который состоит из содержащего пластификатор частично ацетализированного поливинилового спирта и может производиться без дорогостоящего тиснения.
Описание изобретения
Изобретение решает эту задачу применением пленки ПВБ с односторонне или, предпочтительно, двусторонне нанесенной структурой поверхности с шероховатостью Rz> 70 мкм и Rz<150 мкм, предпочтительно в сочетании с одним или несколькими признаками производных притязаний. Если шероховатость поверхности Rz ниже 70 мкм, это приводит к закупорке краев многослойного безопасного стекла во время фазы нагрева, прежде чем воздух полностью может быть удален с граничной поверхности ПВБ/стекло. Последствием являются включения воздуха (пузырьки) в центре многослойного безопасного стекла. При слишком высокой шероховатости поверхности (Rz>150 мкм) повышается требуемая для расплавления выступов шероховатости энергия, и процесс неприемлемо затягивается.
Предпочтительно поверхностная структура наносится в процессе экструзии непосредственно перед выходом расплава пластмассы из экструзионного распылителя так называемым способом разрыва течения или расплава согласно ЕР 0185863 В1. Различные уровни шероховатости могут целенаправленно получаться за счет вариации ширины выходной щели и температуры ее губок непосредственно в выходном сечении. Этот способ ведет к нерегулярной, приблизительно изотропной шероховатости (рэндом роугнес (random roughness)). Это означает, что измеренное значение шероховатости по всем направлениям приблизительно одинаково, причем отдельные выступы и углубления расположены, тем не менее, нерегулярно по высоте и распределению.
В той мере, в какой в настоящем тексте используются величины шероховатости поверхности Rz или значения шероховатости Rz, они являются результатом измерения шероховатости поверхности согласно DIN 4768 или DIN EN ISO 4287 и DIN ISO 4288. Применяемые для определения шероховатости поверхности измерительные приборы должны удовлетворять EN ISO 3274. Используемые фильтры профиля должны соответствовать DIN EN ISO 11562.
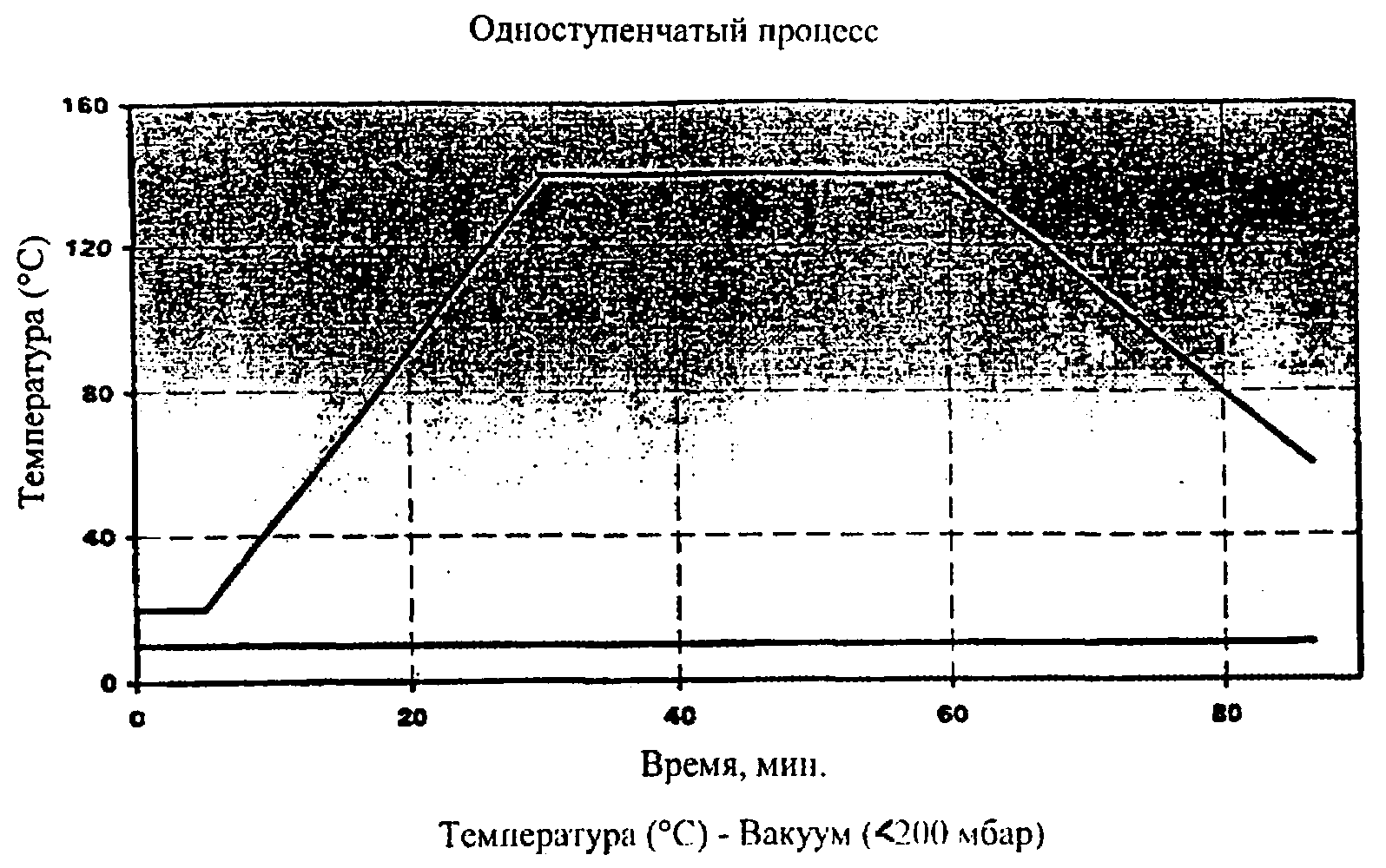
Предпочтительный для изобретения применяемый способ изготовления многослойных безосколочных стекол с используемой согласно изобретению пленкой является одноступенчатым вакуумным процессом, аналогичным способу вакуумного кольца или вакуумного мешка. В способе вакуумного мешка свободно лежащий сэндвич из стекла/пленки/стекла помещается в пластиковый или резиновый мешок. Затем он герметично запечатывается и снабжается вакуумным клапаном предпочтительно в центре стекла. Для стекол больших размеров могут быть предусмотрены также два вакуумных клапана. На вакуумном насосе сначала задается вакуум менее 200 мбар и производится откачка в течение 5 мин при комнатной температуре. Далее, в камерной печи с циркуляцией воздуха сэндвич при сохранении вакуума нагревается до 140°С. Скорость нагрева составляет, при этом, в зависимости от мощности нагрева от 4 до 6°С /мин, так что необходимая температура 140°С достигается за период от 20 до 30 мин. Далее, температура в 140°С поддерживается в течение 30 мин. Затем она должна понизиться, как минимум, до 60°С, прежде чем вакуум может быть снят.
Чертеж показывает ход температуры в этом предпочтительном одноступенчатом процессе.
Примеры выполнения изобретения и сравнительные примеры
Пример 1
Прежде всего, были проведены предварительные эксперименты с пленками ПВБ различной шероховатости. Таблица 1 показывает средние шероховатости поверхности Rz отдельных пленок:
Был изготовлен плоский образец многослойного безосколочного стекла размером 500×1100 мм вышеописанным одноступенчатым вакуумным способом. При этом пленки ПВБ 1 и ПВБ 2 показывали включения воздуха в центральной части стекол. Это указывает на боковую закупорку, прежде чем стекла были окончательно вакуумированы. Пленки ПВБ 3 и ПВБ 4, напротив, были полностью прозрачными. Сравнение свойств многослойного соединения с произведенным двухступенчатым способом многослойным безосколочным стеклом (ПВБ 4) показывает таблица 2:
Значения адгезии между пленкой и стеклом, отраженные в таблице 2, по результатам "Пуммель-теста" (обработка молотком весом 500 г образца размером 8×30 см, имеющего температуру 18±2°С (стекло получено путем подачи исходной массы на жидкую оловянную баню, так что в процессе производства одна поверхность стекла находится в контакте с оловом, а другая поверхность подвергается наружному нагреву)) и испытания на сдвиг находятся при обоих соединениях безосколочного стекла на одном уровне. После так называемого бэйк-теста (проверки нагревом), который дает заключение о качестве изготовления многослойного изделия, в частности о склонности к образованию пузырьков, многослойное безосколочное стекло, изготовленное в одноступенчатом процессе, даже при 150°С не обнаруживает никаких пузырьков.
Пример 2 (в соответствии с изобретением)
Исходя из этих предварительных экспериментов с плоскими стеклами, по одноступенчатому процессу далее были изготовлены 2 типа ветровых стекол. Была использована пленка ПВБ 4. Таблица 3 показывает размеры изготовленных типов ветрового стекла (ВС):
Оба стекла после процесса имели безупречную оптику. Значения адгезии и результат проверки нагревом соответствуют значениям примера 1 таблицы 2.
Все пленки в примерах 1 и 2 были изготовлены способом разрыва течения или расплава согласно ЕР 0185863 В1. Этот способ ведет к увеличению выступов и углублений без регулярных форм или структур.
Реферат
Изобретение описывает одноступенчатый процесс изготовления многослойного безосколочного стекла, не включающий обработку в автоклаве. Многослойные безосколочные стекла состоят из, по меньшей мере, двух защитных стекол и промежуточного слоя из содержащего пластификатор частично ацетализированного поливинилового спирта в виде плёнки, шероховатость которой Rz имеет значения между 75 и 150 мкм. Плёнка имеет нерегулярную структуру шероховатости. Технический результат изобретения - снижение стоимости и трудоёмкости способа изготовления многослойных стёкол. 2 з.п. ф-лы, 3 табл., 1 ил.
Комментарии