Многослойное стеклянное изделие - RU2051871C1
Код документа: RU2051871C1
Чертежи



Описание
Изобретение относится к жаростойкому безопасному стеклообразному продукту, в который вводят усилительную проволочную сетку.
Простое ламинированное стекло включает два листа стекла, соединенные друг с другом промежуточным слоем усиливающего материала. Пpомежуточный слой имеет возможность воспринимать ударную нагрузку и удерживать стекло на месте в случае, если оно разбито или треснуло, предотвращая таким образом разлет кусочков стекла, а также прохождение любой части человеческого тела через стекло, что могло бы привести к серьезному ранению.
Изобретение направлено на обеспечение улучшенного жаропрочного безопасного стеклянного продукта, включающего проволочную сетку. Изобретение направлено также на создание стеклянного продукта, способного противостоять ударной нагрузке.
В соответствии с одним аспектом настоящего изобретения жаропрочное безопасное стекло, включающее два листа стеклянного материала, соединенные вместе промежуточным слоем, имеющим связующий материал и усилительную проволочную сетку, состоящую из металлических проволок, соединенных сваркой в точках пересечения, отличается тем, что усилительная проволочная сетка полностью введена в промежуточный слой.
Промежуточный слой может быть прозрачным, окрашенным или имеющим оттенок. Стеклянный продукт выполняется предпочтительно плоским, однако в другом воплощении может быть выполнен из изогнутого стекла, стекла в виде купола или изогнутого в другую форму.
Предпочтительно, чтобы проволочная сетка включала первый набор химически обработанных разнесенных в пространство параллельных прямых стальных проволочек, расположенных под углом, например под углом 90о, по отношению к второму набору химически обработанных разнесенных в пространство параллельных прямых стальных проволочек, причем точки пересечения первого и второго наборов прямых стальных проволочек подвергаются электрической сварке для обеспечения прямоугольных, квадратных ячеек или ячеек, повторяющих кристаллическую структуру алмаза. В альтернативном воплощении проволочки проволочной сетки могут быть расположены с образованием гексагональных ячеек. Предпочтительно проволочки должны быть стальными (например, из нержавеющей или гальванической стали), как указывалось выше, однако могут использоваться другие металлические проволочки, например медная, бронзовая, цинковая, латунная, золотая или свинцовая.
Толщина промежуточного слоя определяется по крайней мере частично калибром проволоки проволочной сетки. Если проволока имеет калибр 0,46 миллиметров, промежуточный слой может иметь толщину от 1 до 1,2 миллиметра. Однако толщина слоя может быть большей, например до 2 миллиметров, или меньшей, например, до 0,25 миллиметра при меньшем калибре проволоки, что менее предпочтительно.
Существуют различные типы смол и смолистых материалов, которые могут быть использованы для создания внутреннего слоя и которые могут иметь различную степень прозрачности и пригодности для образования жаростойкого слоистого материала. Предпочтительно внутренний слой включает смолу метакрилата с добавками, однако могут использоваться и другие смолы, например полиэфирная или силикатная.
Хотя внутренний слой предпочтительно образуется путем усадки, полимеризации или отверждения жидкого смолистого материала, введенного между разнесенными в пространстве стеклянными листами, возможно создать слой поливинилбутерола (ПВВ), имеющего в своем объеме проволочную сетку, и наклеить на него стеклянные листы известным способом с использованием автоклава или любым другим аналогичным способом, включающим сжатие и расплавление, причем проволочная сетка в промежуточном слое оказывается образующей со стеклянными листами многослойную структуру. Аналогично два тонких листа ПВВ могут быть расположены по обеим сторонам проволочной сетки и путем сплавления соединения вместе, причем применение технологии расплава и создание слоистой структуры обеспечивает то, что проволочная сетка оказывается полностью введенной в объем внутреннего слоя, а сам внутренний слой введен в окончательное изделие. Однако последний указанный способ оказался не удовлетворительным при проведении испытаний, в частности, слоистая структура имела дефекты. Поэтому выполнение слоистых структур или склеивание с использованием смолистого материала оказывается предпочтительным.
В соответствии с другим аспектом настоящего изобретения предлагается способ изготовления жаропрочного безопасного стекла, включающий склеивание двух листов стеклянного материала с помощью внутреннего слоя связывающего клеющего материала, причем процесс склеивания включает отверждение клеющего материала из текучего состояния и введение между внешними обращенными друг к другу поверхностями двух листов стеклянного материала усиливающей проволочной сетки, состоящей из металлических проволочек, сваренных одна с другой в местах пересечения, отличающийся тем, что связующий материал в текучем состоянии стекает в усиливающую проволочную сетку таким образом, что последняя оказывается полностью включенной в связующий материал, когда он отверждается.
Предпочтительно имеющий связующий материал вводят в жидком состоянии в полость, образованную между двумя стеклянными листами, которая по крайней мере частично уплотнена по периферии против вытекания жидкости и содержит проволочную сетку. В другом воплощении один из стеклянных листов располагают горизонтально и по его периферии выполняют уплотнение, на поверхность указанного листа накладывают проволочную сетку и наливают жидкое клеющее связующее вещество в переделах указанного расположенного по периферии уплотнения. Наконец, второй лист стеклянного материала располагают на нанесенном по периферии уплотнении, после чего сборке дают возможность отвердеть. В этом случае нижний лист может выгнуться вниз и в своей центральной части, например, под действием веса самого стекла или при помощи отсасывающих устройств, или подобного, что помогает удерживать жидкий клеющий связующий материал.
Проволочная сетка находится под напряжением при отверждении клеющего связующего материала или (в противоположность этому) в зависимости от жесткости выбранного калибра проволоки и напряжения в ней, сетка может оставаться свободной и заменить естественное положение во внутреннем слое, когда имеющийся связующий материал еще остается в жидкой форме. Было установлено, что поверхностное натяжение и вязкость жидкого клеющего связующего материала обеспечивает в большинстве случаев положение, когда сетка сама располагается во внутреннем слое. Это явление, когда проволочная сетка как бы плавает в жидком клеющем материале, очень важно для качества конечного продукта при изготовлении стекол больших размеров в связи с тем, что создание напряжений в проволоке занимает много времени и при серийном производстве изделий больших размеров не практично.
При проведении испытаний было установлено, что проволочная сетка свободно плавает у центральной части внутреннего слоя в случае, когда проволоки сетки имеют калибр от 0,46 до 0,7 мм, а ширина полости внутреннего слоя составляет от 1 до 2 мм, при этом кинематическая вязкость жидкого клеющего связующего материала при его введении в полость должна находиться в пределах от 2,59 до 2,57 с при 20о Цельсия. Можно полагать, что поверхностное натяжение клеющего связующего материала не позволяет проволочной сетке пройти сквозь поверхность клеющего материала и обеспечивает положение, когда сетка остается подвешенной в объеме внутреннего слоя. Если клеющий связующий материал имеет кинематическую вязкость при наливании 2,593 с и используется квадратная проволочная сетка с ячейкой 12,5 мм, имеющая калибр проволоки 0,46 мм, а толщина внутреннего слоя составляет 1 мм, проволочная сетка оказывается подвешенной на расстоянии примерно 0,25 мм от поверхности связующего материала. Таким образом, используя внутренний слой толщиной от 1 до 1,2 мм, удается обеспечить приемлемое центрирование проволочной сетки в заключенном объеме связующего материала. Центрирование может и не получиться, если используются значительно более толстые внутренние слои.
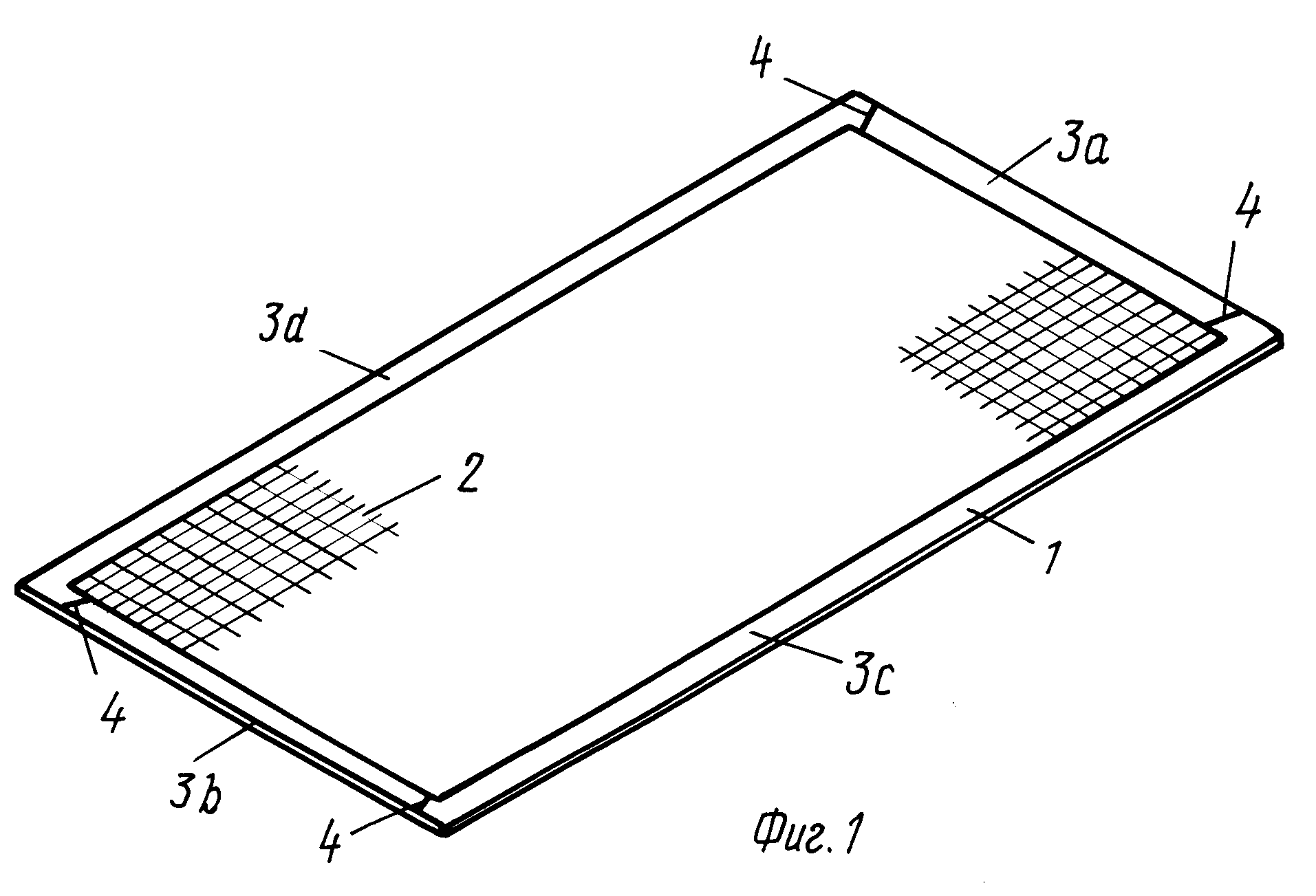
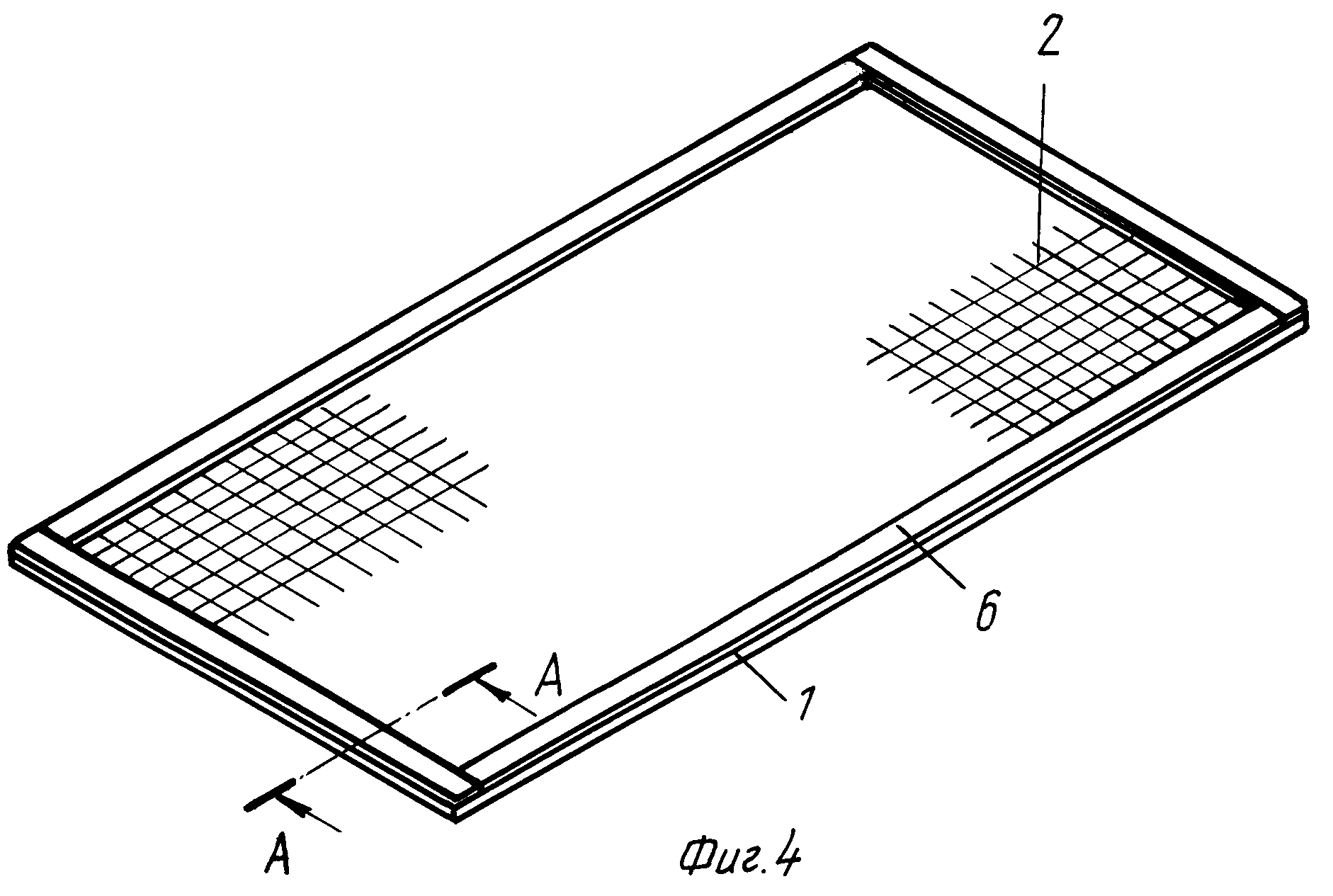
На фиг. 1 представлена усиливающая проволочная сетка, расположенная на листе стекла; на фиг.2 нижняя часть элемента стеклянного листа, изображенного на фиг.1; проволочная сетка крепится под напряжением к листу стекла; на фиг.3 продольное сечение части жаропрочного безопасного стекла, до обработки края уплотнения по периметру, необходимой для получения конечного продукта; на фиг.4 проволочная сетка, расположенная на листе стекла; на фиг.5 сечение А-А на фиг.1.
Способ реализации изобретения.
В первом способе изготовления жаропрочного безопасного стеклянного изделия по предлагаемому изобретению первый прозрачный лист 1 как правило из стекла, имеющий желаемую толщину, например 3 мм, и желаемый размер, очищают и кладут горизонтально например на стол. Выбранную сетку 2 из металлических проволок, в которой пересекающиеся проволоки сварены друг с другом в точках пересечения, обрезают до меньшего размера чем лист стекла 1, и затем кладут горизонтально сверху на этот лист. Сетка 2 располагается таким образом, чтобы имелась не покрытая сеткой граница 3 по периметру, состоящая из концевых граничных участков 3а и 3в и торцевых граничных участков 3с и 3д, проходящих по всей периферии стеклянного листа 1 (фиг.3). В случае необходимости небольшой участок 4 очень тонкой проволоки прикрепляют к каждому углу проволочной сетки 2 и после этого проводят вокруг краев стеклянного листа 1 через торцевые граничные участки 3а и 3в и приклеивают к противоположной поверхности стеклянного листа 1 любым способом, позволяющим временное крепление, например, с использованием липкой ленты 5 (фиг.2). Перед приклеиванием кусочков проволоки 4 к плоскости стеклянного листа 1 их слегка натягивают для обеспечения относительно плоского расположения сетки 2, которая должна лежать без изгибов.
Далее определенное количество двусторонней липкой ленты, например, НОРМАУНД 2500 гибгая липкая лента (НОРМАУНД это торговый знак американской фирмы "Нормаунд перфоманс пластикс" или гибкой липкой ленты N 910 фирмы "Текнибонд лимитед") накладывается на граничные области 3а-3в, но не вдоль всей длины граничной области 3в. При этом небольшие воздушные зазоры каждый шириной около 2 мм остаются в указанной ленте с противоположных концов граничного участка 3д. Налипкие покрывающие слои накладываются на короткие участки длины ленточного материала, после чего предварительно очищенный второй стеклянный лист 7 (фиг.3) того же размера и как правило той же толщины (например 3 мм) что и первый стеклянный лист укладывается на него и поддерживается им, а липкая лента оказывается обращенной к стеклянному листу 1. Налипкий покрывающий слой на участках длины ленточного материала, нанесенного на граничные участки 3а-3с, затем снимают и стеклянные листы сжимают таким образом, что липкая лента приклеивается к обоим листам и создает периферийное уплотнение. Первый и второй стеклянный листы и создающий уплотнение по периметру ленточной материал образуют полость, в которой располагается проволочная сетка 2. Толщина полости определяется толщиной расположенного по периферии ленточного материала и может составлять от 0,5 до 2, 5 мм или, например, 1,2 мм.
Сборка из стеклянных листов и уплотнения между ними переводится в положение с наклоном, например, с наклоном от 15 до 65о, как правило от 20 до 40о, причем свободный от уплотнения край, например, вдоль граничного участка 3д, оказывается вверху. Неуплотненный край аккуратно разделяют, для чего второй стеклянный лист приподнимают над находящимся под ним участком ленточного материала, на который нанесен нелипкий покрывающий слой, оставающийся пока на месте, и в образовавшуюся щель вводят широкое, но тонкое сопло наливной воронки.
Через воронку в полость между первым и вторым стеклянными листами заливают заданное количество отверждающегося жидкого связующего материала. После этого воронку выводят, покрывающий слой удаляют с последнего участка длины липкого ленточного материала и верхние края стеклянных листов сжимают один с другим. Сборку стеклянных листов после этого опускают, например, в горизонтальное положение или в положение, имеющее обратный наклон, так что введенный жидкий связующий материал протекает по направлению к одному, двум или более воздушным зазорам в периферийном уплотнении, выталкивая воздух по мере своего продвижения к указанным воздушным зазорам. Когда жидкий связующий материал достигает воздушных зазоров, их уплотняют, например, соответствующим наполнительным материалом и сборку переводят (или оставляют) в горизонтальное положение на время отверждения связующего материала.
После отверждения связующего материала выступающие концы проволочек 4 удаляют. Готовый продукт имеет вид жаропрочного "безопасного стекла" (фиг. 3), включающего два стеклянных листа 1 и 7, связанные внутренним слоем 8, в центральной части которого находится металлическая проволочная сетка. Для получения окончательного изделия периферийное уплотнение обрезают и удаляют.
Использование кусочков проволоки 4 для создания натяжения проволочной сетки 2 может и не применяться, если проволочная сетка имеет соответствующий калибр и достаточную жесткость, причем явление, обусловленное взаимосвязью между металлической сеткой, поверхностным натяжением и вязкостью смолы, и описанное выше, обеспечивает центральное расположение проволочной сетки после окончания процесса отверждения или полимеризации склеивающей смолы.
Жаропрочное безопасное стекло, полученное вышеописанным способом и состоящее из двух листов стекла, связанных один с другим метакрилатовой смолой с добавками и имеющее введенную в связующий слой металлическую сетку, прошло получасовое испытание на целостность и часовое испытание на стабильность.
Жидкий связующий материал может выбираться любого подходящего типа из используемых в технологии приготовления ламинированных стекол. Примеры подходящих смол или смолистых связующих материалов, например метакрилатовая смола (в настоящее время она наиболее предпочтительна) или полиэфирная смола. Следует также указать, что в смолы могут быть введены добавки для увеличения степени жаропрочности полимеризованного материала смолы. Некоторые смолистые материалы удовлетворительно отверждаются при комнатной температуре, в то время как другие нуждаются для отверждения в повышенных температурах (инфракрасный нагрев или нагрев теплым воздухом) или должны для отверждения подвергаться ультрафиолетовому облучению или облучению электромагнитными волнами в микроволновом диапазоне (например, в диапазоне 1000-2500 МГц). Как правило, применение нагрева смолы до конкретной оптимальной температуры ускоряет отверждение вплоть до 80% При производстве для получения воспроизводимых результатов предпочтительно нагревать стеклянные изделия до определенной температуры, с тем чтобы уровень комнатной температуры, который может меняться, не отражался на процессе отверждения. Примерами метакрилатовой смолы являются НАФТОЛАН, продаваемый западногерманской фирмой КЕМЕТОЛ и "ПЛЕКСМОН 900", продаваемый западногерманской фирмой Ромм. Другими примерами применимых смол являются диэтилен гликоль бис алил карбонат (например, НУРИСЕТ 200), продаваемая голандской фирмой (Акзо кеми" или "АЛИМЕР СР39) полиэфирная смола, жидкий РВБ (например, БУТВАР"), полиэтилен винилацетат и полиэтиленметилметакрилат. Однако, почти все эти соединения не столь уже удачны как метакрилатовая смола.
Ленточный липкий материал, описанный выше и применяемый для периферийного уплотнения, представляет собой газонепроницаемый материал, и обеспечение отверстий для выпуска воздуха или зазоров в периферийном уплотнении необходимо для выпуска воздуха из полости. Однако могут быть использованы другие типы периферийного уплотнительного материала, например, газопроницаемая лента, которые известны в данной отрасли техники и сквозь которые может проходить воздух, но не жидкий связующий материал. При использовании такого периферийного уплотнения зазоры или отверстия для воздуха в самом уплотнении могут уже не выполняться. Уплотнение по периметру может быть также обеспечено с использованием полиизобутиленовой (имеющей сердечник или не имеющей его) или бутиловой ленты или бутилселикона, который может также быть использован по краям внешнего периметра стекла.
Могут использоваться различные мастики и ленты, может быть применена металлизация краев, например, с помощью разбрызгивания металла электрической дугой или по какой-либо другой технологии, практически может быть использован любой связующий материал, содержащий жидкость, вводимую в качестве внутреннего слоя.
Хотя выше описан технологический прием, в соответствии с которым жидкий связующий материал вводится в полость вручную, могут быть применены и другие технологии введения жидкости, например, автоматизированная инжекция с использованием устройства для смешивания от отмеривания нужного количества смолы с использованием одного или нескольких наполнительных отверстий и отверстий для выпуска воздуха или газопроницаемого уплотнения.
Другие технологические приемы могут применяться и для удержания проволочной сетки в плоском положении в процессе отверждения жидкого связующего материала. Например, проволочная сетка может быть увеличенного размера и накладываться на всю поверхность стеклянного листа 1. Края сетки в таком случае загибаются вокруг краев стеклянного листа 1 либо до, либо после наложения периферийного уплотнения.
Во всех случаях содержащие уплотнения края усиленного сеткой жаропрочного ламинированного безопасного стекла могут быть в случае необходимости срезаны и удалены. Само стекло может быть разрезано на части желаемого размера тем же способом, который применяется для резки обычного ламинированного стекла.
Поскольку существует возможность обрабатывать края стекла, оказывается также возможным использовать более широкое периферийное уплотнение и удерживать усиливающую проволочную сетку под периферийным уплотнением, при этом проволочная сетка не выступает за пределы стеклянного листа или, наоборот, размещать выступающую металлическую сетку посредине между двумя слоями клеющего связующего материала желаемой толщины.
Стеклянные листы предпочтительно укладывать на стол, который может вручную или автоматически наклоняться, например, с помощью механизма наклона, обеспечивающего наклон в обе стороны, который принято называть концентрическим (т.е. имеющим возможность выполнять наклон одновременно в горизонтальной и вертикальной плоскостях) или использовать простой стол, обеспечивающий наклон относительно горизонтальной плоскости. Возможно и использование обычного устойчивого стола, стеклянные листы на котором следует наклонять вверх и вниз относительно его поверхности.
Для стеклянных листов больших размеpов выполняют уплотнение по периметру и два листа укладывают на наклонный стол, снабженный гидравлическим или пневматическим захватом, который удерживает стеклянные листы в заданном положении, воздействуя на их края, что позволяет предотвратить вытекание жидкого связующего материала, которое наиболее вероятно при работе с листами больших размеров. Смола может смешиваться и вводиться с помощью автоматического устройства, например, под давлением через сопло в полость внутреннего слоя, которая оказывается в наклонном положении благодаря поворотному столу. Когда необходимое количество жидкого связующего материала оказывается поданным в полость внутреннего слоя, стол приводится в горизонтальное положение для вывода воздуха и отверждения связующего материала.
Другой способ, который может быть использован для обработки стеклянных листов очень большего размера, включает использование поворотного стола, имеющего некоторую вогнутость.
Стеклянный лист большого размера укладывается на стол и в соответствии с вышеописанной технологией уплотнительный материал наносится на края листа по его периметру. Предпочтительно использовать газопроницаемое уплотнение, наносимое на всю периферию листа. Однако, если используется газонепроницаемый материал, следует выполнять отверстия для выпуска воздуха. Стекло из-за очень большой площади проявляет способность выгибаться и уходить до некоторой степени в имеющуюся в столе вогнутость. В другом решении центр стеклянного листа может оттягиваться вниз с помощью одной или более резиновых присосок, которые могут удерживать горизонтальный лист в вогнутом положении. Проволочная сетка, имеющая размер несколько меньший чем стеклянный лист, укладывается в горизонтальном положении на стекло в пределах площади, ограниченной уплотнением по периметру. Необходимое количество смолы, например метакрилата, наливают или выдавливают с помощью машины в центральную часть вогнутого стекла. Другой стеклянный лист того же размера затем укладывают точно на первый лист как правило с помощью резиновых присосок и края по периметру листов прижимают один к другому. Выгнутый нижний лист после этого освобождают из выгнутого положения, либо переводя стол вновь в горизонтальное положение, либо освобождая нижние присоски. Центральная часть, содержащая смолу, при этом распространяется к периферии до тех пор, пока не достигнет периферийного уплотнения. Проволочная сетка всплывает в смоле и не подвержена какому-либо воздействию при этом движении.
Одним из недостатков такого способа является то, что стекло может треснуть от механической нагрузки, хотя это не произойдет, если используют листы из пластмассы, например листы акрила или поликарбоната.
Возможно расположение двух листов стекла вертикально для выполнения операции заполнения полости и отверждения. При этом ускоряется выход воздуха из полости, а выгибание листов во внешнюю сторону предотвращается с помощью пластин, оказываемых давление с внешних сторон на стеклянные листы.
Для изготовления ламинированных жаропрочных стеклянных изделий может быть создана полуавтоматическая производственная линия, включающая столы с резиновым покрытием, на которые подаются склеенные и заполненные связующим материалом стеклянные листы. Передача осуществляется с двух имеющих резиновое покрытие концентрических наклонных столов или обычных поворотных столов. Стеклянные листы собираются на поворотных столах с резиновым покрытием в горизонтальном положении по технологии, которая описана выше. Поворотный стол после этого переводится в необходимое наклонное положение для подачи смолы вручную или с помощью машины. Края по периметру листов или наполнительные отверстия закрываются или в них оставляют каналы для выпуска воздуха, после чего поворотный стол переводится в горизонтальное положение. Проволочная сетка всплывает в желаемое положение около центра внутреннего слоя вследствие правильного подбора плотности смолы и толщины внутреннего слоя. Стеклянная сборка передается на стол, имеющий резиновое покрытие, для прохождения стадии отверждения. Устройство для подачи смолы особенно легко применяется в том случае, когда размеры обрабатываемых стекол повторяются.Прозрачные листы могут быть из стекла, отпущенного стекла, закаленного стекла или пластмасс, например акрила, перспекса, полихлорвинила, поликарбоната и т.д. Листы могут быть прозрачными цветными, окрашенными или выполненными в соответствии с заданным образцом.
Вместо выполнения прозрачных листов постоянно скрепленными промежуточным слоем, одним из листов может быть выполнен освобождаемым, например, путем обработки его поверхности освобождающим агентом перед процессом собственно ламинирования. Такие смолы как диэтилен, гликоль бис алил карбонат с добавками особенно удачны при реализации такого способа.
При любых реализациях проволочная сетка предназначается для усиления окончательного изделия, хотя основная цель ее введения состоит в придании изделию свойств жаропрочности путем удержания внутреннего слоя в первоначальном виде, даже когда он начинает плавиться под воздействием тепла. Проволочная сетка имеет возможность расширяться в объеме упругого внутреннего слоя при воздействии на изделие тепла, не приводя при этом к растрескиванию стекла, что является известной проблемой, присутствующей в обыкновенных стеклах с проволокой. Кроме того, при воздействии на края стеклянного изделия концы проволочной сетки менее подвержены коррозии, поскольку проволочка не отсоединяется от смолы, образовавшей внутренний слой, и при этом коррозия не сможет распространяться по проволокам в объеме изделия. Окрашенное стекло с проволокой как правило не изготавливают известными способами, поскольку такое стекло имеет свойство увеличенного теплопоглощения, а разница в коэффициентах расширения стекла и проволоки приводит к разрыву проволочек сетки. Стеклянное изделие с внутренним слоем из смолообразного связующего может демпфировать повышенное термическое расширение. Более того, жаропрочное безопасное стеклянное изделие по предлагаемому изобретению может использоваться в качестве материала для кровли, поскольку, даже если стекло треснет, влага не сможет проникать через внутренний слой смолообразного связующего.
Предпочтительной проволочной сеткой для использования в предлагаемом стеклянном изделии является обыкновенная химически обработанная стальная проволочная сетка, используемая в обыкновенных стеклах с проволокой, производимых фирмой "Пиликинтон Бразерс". Такая сетка имеет ячейки, образованные проволокой площадью 13 мм (или 12,5 мм), причем проволочки соединены электрической сваркой в местах их пересечения. Однако могут использоваться и другие типы усилительной сетки при условии, что она выполнена из металлических проволочек, соединенных сваркой в местах их пересечения. Стальные проволочки сетки могут быть подвергнуты гальванической обработке или может использоваться сетка из нержавеющей стали. Могут также использоваться сетки из меди, бронзы, цинка, латуни, золота или свинца. Форма ячеек сетки может быть прямоугольной, квадратной, гексогональной или соответствовать форме кристаллической ячейки алмаза.
Возможно также изготавливать листы из ПВВ с включенной в них проволочной сеткой, причем связь с помощью внутреннего слоя может осуществляться в автоклаве. Аналогично сетка может быть проложена между двумя листами ПВВ и такая слоистая структура обработана в автоклаве обычным порядком, в результате чего проволочная сетка оказывается полностью введенной во внутренний слой.
Предлагаемое изобретение может найти применение в производстве жаропрочного безопасного стекла или изделий из стекла, включающих проволочную сетку.
Изделия из стекла могут быть получены при меньших затратах, чем обыкновенное включающее проволоку стекло. Более того, проволочная сетка в процессе производства не деформируется.
Реферат
Изобретение относится к жаростойкому безопасному стеклообразному продукту, в который вводят усилительную проволочную сетку. Сущность жаропрочное безопасное стеклянное изделие, включающее по крайней мере два листа стеклянного материала, соединенные промежуточным слоем клеющего связующего материала, причем в объем внутреннего слоя введена металлическая проволочная сетка типа той, которая используется для изготовления стекла с проволокой. 5 з. п. ф - лы, 5 ил.
Формула
20.02.87 по пп. 1, 2, 4 и 5.
Комментарии