Оберточный усадочный материал, способ его изготовления и способ защиты изделий - RU2170199C2
Код документа: RU2170199C2
Чертежи

Описание
Изобретение относится к оберточному материалу, дающему усадку, и способу защиты изделий путем обертывания их оберточным материалом, дающим усадку.
Крупные изделия, такие как автомобили, фургоны, машинное оборудование и лодки, часто нужно перевозить с завода к заказчику в открытых грузовиках, на которых они подвергаются действию разных факторов. Заказчики ожидают, что новые транспортные средства, оборудование и другие крупные изделия будут доставлены без повреждений и дефектов, даже если такие дефекты не возникли по вине изготовителя, а появились после того, как изделие было отправлено с завода. Повреждения могут быть вызваны рядом факторов. Например, кислотный дождь, все чаще встречающееся явление, и, если кислотный дождь имеет достаточную концентрацию, он может привести к повреждению внешней краски. Кроме того, открытая перевозка таких изделий может вызвать их повреждение из-за небольших камней, которые могут попадать в изделие во время перевозки. Одним из способов защиты крупных изделий от воздействий окружающей среды является обертывание материалом, дающим усадку, который самым широким образом используется для очень мелких бытовых изделий.
Однако трудно обертывать крупные изделия в оберточный материал, дающий усадку, такие изделия, как транспортные средства, машинное оборудование или лодки. Оберточная пленка, способная к усадке при нагревании, становится очень уязвимой. Поэтому в оберточной пленке, способной к усадке, часто возникают разрывы, когда ею обтягивают транспортные средства или другие крупные изделия. Кроме того, сама оберточная пленка, способная к усадке, может обдирать и повреждать краску при обертывании ею изделия.
Согласно настоящему изобретению двухслойный оберточный материал, дающий усадку, включает в себя пленку, дающую усадку и в качестве внешнего слоя, а внутренний слой образован тканой структурой. Внешний слой может быть любой обычной дающей усадку и растяжимой пленкой, такой как полиолефин из семейства сополимеров этиленвинилацетатов. Волокна тканого слоя могут быть, например, волокнами сложного полиэфира или хлопка. Необходимо только, чтобы у внутреннего тканого слоя точка плавления и точка размягчения была значительно выше, чем точка плавления и точка размягчения внутреннего дающего усадку и растяжимого слоя. Необходимо также, чтобы внешняя дающая усадку и растяжимая пленка имела значительно большую чувствительность к усадке (усадочную характеристику) в ответ на тепло, приложенное к материалу, чем у тканого слоя.
Во время усадки пленка садится (сокращается) вокруг защищаемого объекта, образуя плотную упаковку. Поскольку внутренний тканый слой либо не дает усадку, либо сокращается очень мало, тканый материал горбится и образует "карманы", как будет описано ниже, с образованием мягкой подкладки или подушки на защищаемой поверхности.
Во время процесса усадки при нагревании большая часть тепла поглощается пленкой, а большая часть остаточного тепла отражается от защищаемого объекта волокнами тканой структуры, что приводит к более быстрой усадке нагретой пленки из-за отраженного тепла. В то же самое время отражение тепла экранирует защищаемую поверхность от нагрева. Таким образом, образуется подушка собирающимся тканым слоем, которая поддерживает пленку и отдаляет ее от защищаемого объекта. Поскольку только внешний слой материала кристаллизуется во время процесса нагревания и усадки, а тканый внутренний слой остается в том же самом физическом состоянии, исключаются проблемы, связанные с обычными дающими усадку оберточными пленками и процессами обертывания такими материалами, в которых пленки плавятся на защищаемой поверхности, вызывая повреждения отделки, а также повреждения от нагрева.
Тканый внутренний слой действует как армирование или подкрепление для внешнего слоя из дающей усадку и растяжимой пленки как до, так и после ее усадки. До усадки тканая структура действует как обычное армирование. После усадки внешний слой кристаллизируется, тем самым повышая прочность пленки, а тканая структура, хотя она собирается, продолжает действовать как армирование для внешнего слоя. Поэтому материал согласно настоящему изобретению имеет более высокую стойкость проколам и сопротивление разрыву, чем другие аналогичные оберточные материалы.
Эти и другие преимущества данного изобретения станут очевидными из нижеследующего описания со ссылками на сопроводительные чертежи,
на которых:
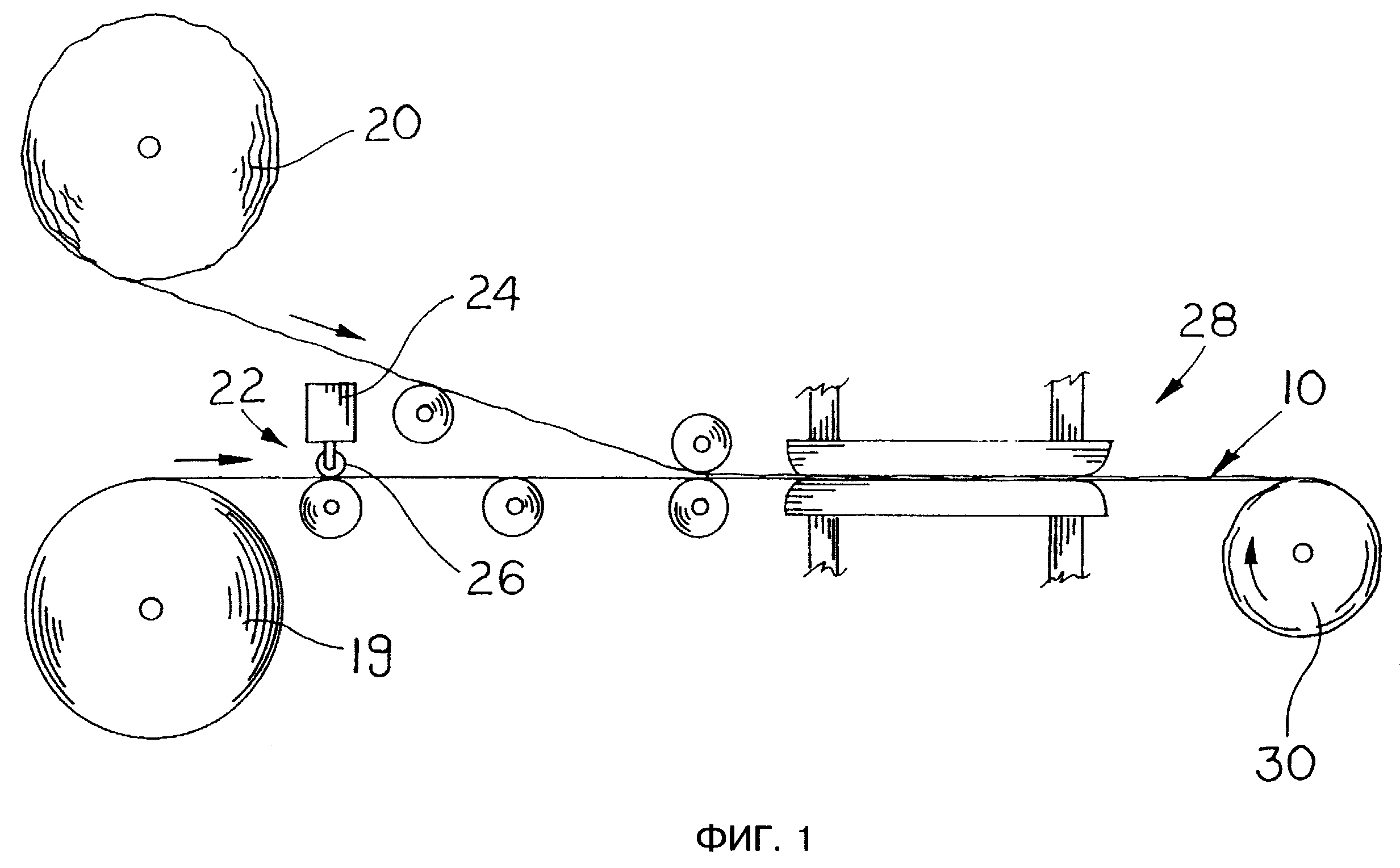
фиг. 1 - это схематическое изображение способа изготовления, дающего оберточный материал согласно данному изобретению;
фиг. 2 - это вид в перспективе, когда участок
внешней пленки снят со структуры согласно данному изобретению до усадки оберточного материала;
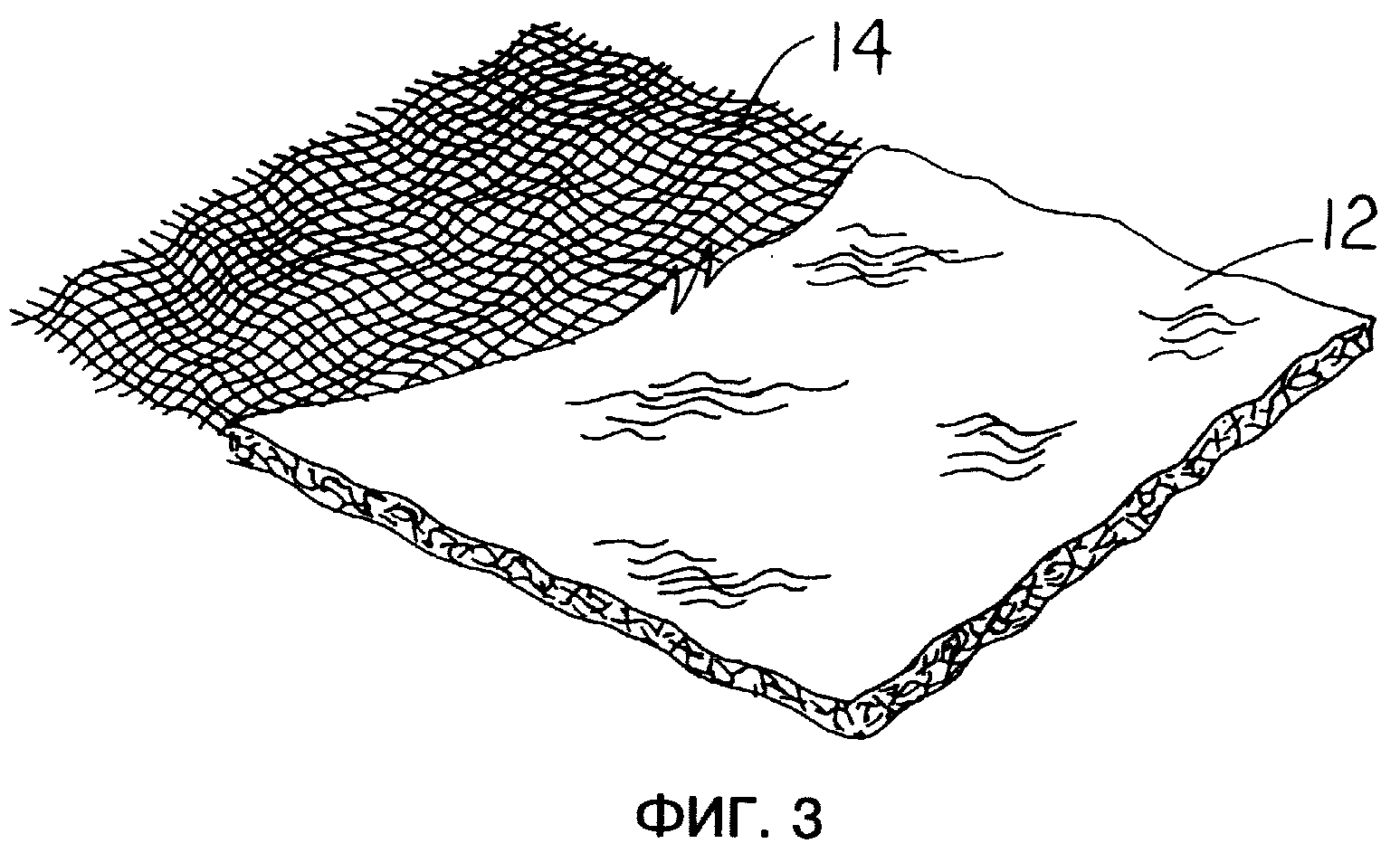
фиг. 3 - это вид, аналогичный виду на фиг. 2, но показывающий материал после его усадки; и
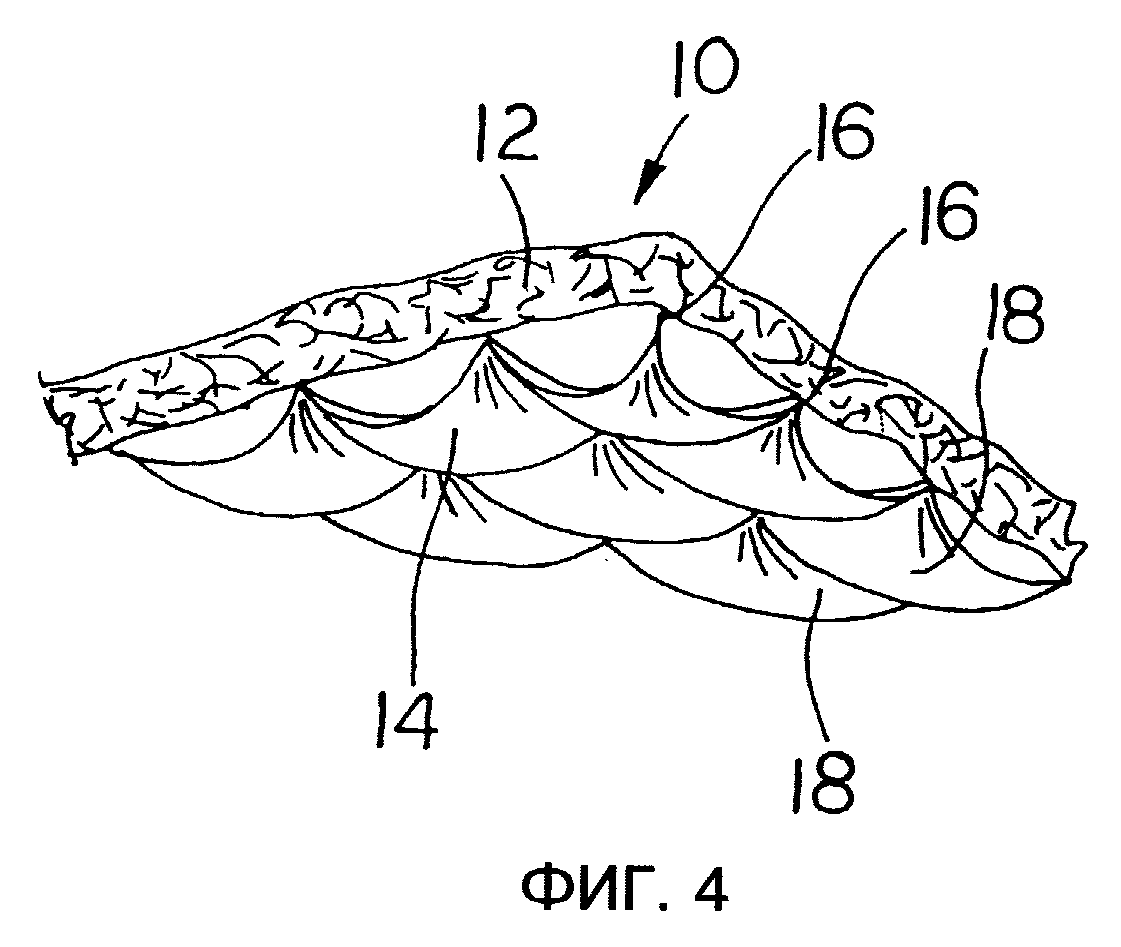
фиг. 4 - это вид в перспективе со стороны материала, противоположной стороне, соответствующей видам по фиг. 2 и фиг. 3, показывающий углубления (карманы, впадины), образованные внутренним слоем
после усадки материала.
Как видно из фиг. 2-4, материал 10 согласно настоящему изобретению состоит из внешнего слоя 12 растяжимой пленки и из внутреннего слоя тканой структуры 14. Как обсуждалось выше, внешний слой 12 пленки может быть выполнен из любой традиционной дающей усадку и растяжимой пленки, но предпочтительно это полиолефин из семейства сополимеров этиленвинилацетатов. Внутренний слой может быть соткан из любых хорошо известных волокон, таких как сложный полиэфир или хлопок. Необходимо только, чтобы волокна внутреннего слоя 14 имели значительно более высокую точку плавления и точку размягчения, чем у внешнего пленочного слоя 12. Соответственно, в процессе усадки тепло, прилагаемое ко внешнему слою 12 пленки, заставляет пленку кристаллизоваться и тем самым менять свое состояние примерно на 85% от начальных размеров до усадки. Поскольку состояние внутреннего слоя 14 не меняется, внутренний слой 14 не сокращается или сокращается очень мало. Слой 12 пленки соединен с внутренним тканым слоем 14 в чередующихся точках 16. Как будет объяснено далее, адгезив наносится на пленку в чередующихся точках 16, и затем слой 12 пленки и слой 14 тканой структуры приводятся в соприкосновение, что заставляет адгезив приклеивать слой 12 пленки к слою 14 тканой структуры. Оберточный материал 10 размещается вокруг защищаемого объекта, причем тканый слой 14 охватывает защищаемую поверхность, а слой 12 пленки составляет внешний слой. Затем для усадки пленка нагревается извне любым традиционным способом. Как описано в заявке автора на выдачу патента США, N 08/324,105, поданной 14 октября 1994 г. , оберточный материал 10 особенно пригоден для обертывания крупных изделий, таких, как автомобили, фургоны, мотоциклы, газонное и садовое оборудование, военная техника и т.д. Армирование, создаваемое внутренним слоем 14, позволяет обертывать такие крупные изделия, потому что весьма трудно растянуть только пленку над транспортным средством или другим крупным объектом во время усадки, так как пленка чувствительна к повреждениям и разрывам во время процесса усадки.
Поскольку внешний слой 12 усаживается, а внутренний слой 14 не усаживается или усаживается очень незначительно, и поскольку внутренний слой 14 приклеен только в чередующихся точках 16, внутренний слой образует карманы или впадины, такие как карманы 18, показанные на фиг. 4 во время усадки внешнего слоя. Эти карманы контактируют с защищаемым изделием, собираются и выгибаются, как показано на фиг. 4, создавая тем самым мягкую подкладку для защищаемого изделия и поддерживая слой 12 пленки на некотором расстоянии от защищаемого изделия, поскольку слой пленки является абразивным и может повредить защищаемое изделие при непосредственном соприкосновении с изделием. Известно также из заявки на выдачу патента США N 08/525275, поданной 8 сентября 1995 г., что можно добавлять присадку к адгезиву, скрепляющему внутренний слой 14 с внешним слоем 12. Эта присадка может быть выделяющей пар присадкой, такой как паровой ингибитор коррозии, которая создает защитную атмосферу вокруг изделия, обернутого материалом 10. Тканая структура 14 проницаема для пара, а слой 12 пленки нет, соответственно, присадка лишена возможности покидать замкнутое пространство, образованное материалом 10 вокруг защищаемого изделия.
Как видно из фиг. 1, материал 10 изготавливается путем подачи слоя 12 пленки с валка 19 и тканого слоя 14 с валка 20. Слой 12 пленки подается через участок склеивания 22, где расплавляющийся при нагревании адгезив хранится в контейнере 24 и подается на слой 12 гравером или роликом 26 с аналогичным контуром. Ролик 26 хорошо известен специалистам, и контуры ролика подают клей на пленку с валка 19 только в чередующихся точках, когда она проходит через участки склеивания 22. Адгезив может быть любым пригодным адгезивом, предпочтительно плавящимся при нагревании адгезивом из семейства блоксополимеров. Затем пленку с валка 19 и тканый слой с валка 20 подают на участок склеивания 28 после нанесения адгезива на пленку с валка 18. Участок склеивания 28 отрегулирован так, что пленка соприкасается с тканым слоем с валка 20. Поскольку плавящийся при нагреве адгезив очень липкий, нужно только слегка соприкоснуть вместе тканую структуру и пленку, чтобы достигнуть склеивания. Затем полученный оберточный материал 10 наматывается на приемный валок 30.
Реферат
Изобретение относится к оберточному материалу, дающему усадку, и способу защиты изделий путем обертывания их этим материалом. Способ обертывания изделий включает в себя обертывание изделия оберточным материалом, имеющим дающий усадку и растяжимый внешний слой пленки и внутренний тканый слой. Растяжимая пленка реагирует на нагрев путем усадки вокруг обертываемого изделия, тогда как тканый слой не садится или садится очень мало, образует карманы, которые собираются в процессе усадки, тем самым образуя подкладку между пленкой и обертываемым объектом. Тканый слой действует как армирование для пленки как до усадки, так и после нее, тем самым защищая обернутое изделие от повреждений и других аналогичных опасностей и также защищая изделие от прямого сцепления с дающей усадку и растяжимой пленкой, которая является относительно абразивной. 4 с. и 11 з.п. ф-лы, 4 ил.
Комментарии