Смазочно-охлаждающая жидкость для механической обработки металлов - SU432172A1
Код документа: SU432172A1
Описание
1
Изобретение относится к области холодной обработки металлов и может быть использовано при механической обработке деталей резанием и шлифованием.
Известны смазочно-охлаждающие жидкости (СОЖ) для механической обработки металлов на основе воды, натриевой соли карбоксиметилцеллюлозы и кальцинированной соды с добавлением вазелинового масла.
Однако компоненты указанной СОЖ не растворяются полностью без остатка, так как содержащееся в ее составе вазелиновое масло нерастворимо в воде и смеси водорастворимых компонентов СОЛ. Кроме того, оно находится в растворе не в виде мелкодисперсной эмульсии, ибо в составе СОЖ нет эмульгаторов масла.
Известная СОЖ вызывает сплошную глубокую коррозию на цветных металлах (латунь , медь) и язвенную коррозию на чугуне.
Целью изобретения является устранение указанных недостатков.
Для достижения поставленной цели предлагается в состав жидкости вводить хромовокислый калий, триэтаноламин и смачиватель (СВ-133), представляющий собой смесь дикалиевых солей диэфира октаглицеридов и смесь алкенилянтарных кислот. СОЖ имеет следующий состав (вес. %):
Натриевая соль карбоксимтилцеллюлозь (КМЦ) Калий хромовокислый Триэтаноламин . Смачиватель СВ-133 Сода кальцинированная Вода
Для приготовления жидкости этого состава соду растворяют сразу во всем объеме воды. 0,1 частью содового раствора заливают КМЦ и оставляют для набухания на 3-4 часа.
В оставшийся раствор соды добавляют хромовокислый калий, триэтаноламин и смачиватель СВ-133. Затем смешивают обе части раствора.
Такой состав СОЖ не вызывает коррозии деталей и узлов станков, обладает устойчивостью свойств в объеме. При ее применении на оборудовании не выделяется твердых и липких осадков, она не имеет неприятного запаха . По виду - это прозрачная жидкость желтого цвета, прозрачность обеспечивает
наблюдение за работой инструмента.
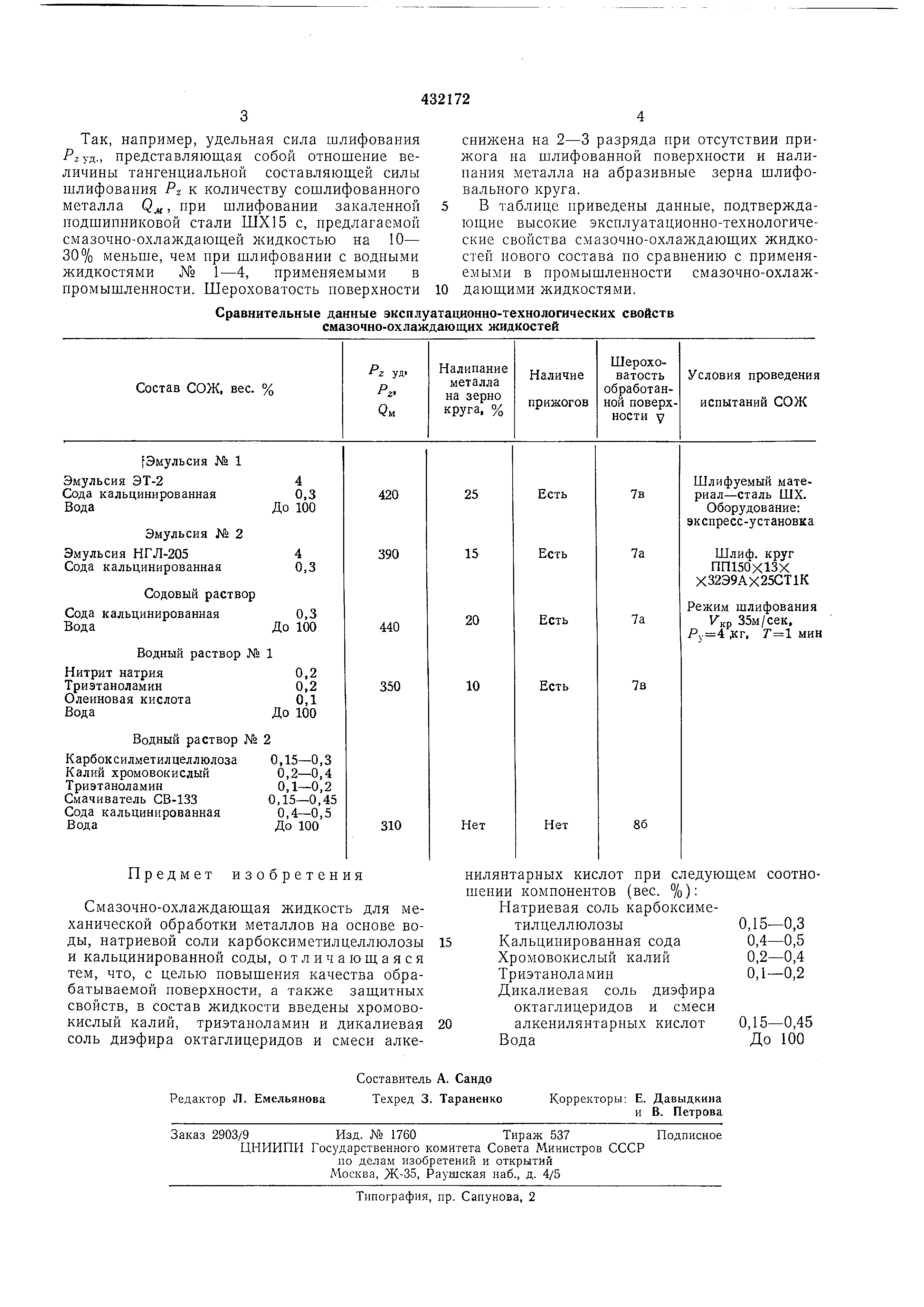
Предлагаемая СОЖ снижает усилие резания , препятствует схватыванию и налипанию металла на зерна шлифовального круга, исключает образование прижогов и повышает
чистоту обработанной поверхности. Так, например, удельная сила шлифования Р/уд., представляющая собой отношение величины тангенциальной составляющей силы шлифования PZ к количеству сошлифованного металла Q, при шлифовании закаленной подшипниковой стали ШХ15 с, предлагаемой смазочно-охлаждающей жидкостью на 10- 30% меньше, чем при шлифовании с водными жидкостями № 1-4, применяемыми в промыщленности. Шероховатость поверхности 10 Сравнительные данные эксплуата смазочно-охлаждаю снижена на 2-3 разряда при отсутствии прижога на шлифованной поверхности и налипания металла на абразивные зерна шлифовального круга. В таблице приведены данные, подтверждающие высокие эксплуатационно-технологические свойства смазочно-охлаждающих жидкостей нового состава по сравнению с применяемыми в промышленности смазочно-охлаждающими жидкостями. ионно-технологических свойств их жидкостей

Реферат
Формула
Комментарии