Герметизирующая фольга с отрывным язычком - RU2728349C2
Код документа: RU2728349C2
Чертежи





Описание
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к герметизирующей фольге для использования в упаковке и, в частности, к состоящей из одного полотна герметизирующей фольге, имеющей ослабленную линию разрыва, вдоль которой фольга может рваться для открывания упаковки. Настоящее изобретение также относится к упаковке и способу формирования такой герметизирующей фольги.
2. ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
Упаковки доступны во многих формах и размерах в соответствии с продуктом, который будет находиться внутри. В области упаковки пищевых продуктов часто используются термоформованные коробкообразные контейнеры для продуктов, которые постепенно забираются из коробки во время периода использования. Присутствие герметизирующей фольги может быть очень важным для поддержания продукта в стерильном или свежем состоянии до первого использования. Один вид фольги, которая была раскрыта для такой упаковки, показан в патентном документе WO2014062119. Эта фольга содержит два слоя или полотна, свариваемые вместе во время стадии производства, причем первый слой представляет собой алюминиевый ламинат, который может термически или иным образом привариваться к сторонам контейнера.
Для открывания таких уплотнений они могут быть снабжены линией разрыва, проходящей вдоль пути разрыва вокруг крышки. Линия разрыва может прорезать первый слой, но может не проникать через герметичный второй слой, расположенный ниже первого слоя и приваренный к нему. По этой причине первый слой надрезается, например, в процессе пробивки, перед объединением со вторым слоем. Может быть предусмотрен отрывной язычок для того, чтобы пользователь мог захватить его и начать разрывать второй слой вдоль пути разрыва до такой степени, чтобы панель могла быть удалена, предоставляя доступ к содержимому. Для того, чтобы герметизация до открывания не ставилась под угрозу, линия разрыва должна быть заключена внутри области, покрытой герметичным вторым слоем. В состоящих из двух полотен системах эти слои не всегда имеют одинаковую протяженность, причем первый слой простирается наружу за пределы второго слоя для соединения с боковыми сторонами контейнера. Когда они собираются вместе после прорезания линии разрыва, требуется тщательное позиционирование для того, чтобы гарантировать, что второй слой полностью покрывает линию разрыва. Индивидуальные предварительно сформированные листы фольги затем подаются в упаковочную машину, где они должны быть точно связаны с заполненным контейнером с гарантией того, что панель совпадает с намеченным отверстием для доступа. Стадии, требуемые для изготовления, сборки и установки состоящих из двух полотен уплотнений на упаковках в виде термоформованной коробки являются относительно сложными.
Также известна состоящая из одного полотна фольга, содержащая множество слоев, которые ламинируются вместе во время производственного процесса. Упаковки, использующие такую фольгу, могут быть снабжены линиями разрыва, сформированными с использованием лазерных способов для частичного прорезания фольги. Отрывные язычки также могут быть предусмотрены для того, чтобы идентифицировать то место, в котором пользователь должен начать открывание, и способствовать правильному использованию. Пользователи всех сортов упаковок знают о проблемах, связанных с отрывными язычками, которые рвутся или не в состоянии открыть упаковку, а также с фольгой, которая рвется или расслаивается не в том направлении, которое предусматривал изготовитель. Расслаивание представляет собой особую проблему, поскольку клейкие вещества, обычно используемые для ламинирования такой фольги, могут иметь ограниченную прочность. Минимальная сила, требуемая для открывания упаковки, может тогда становиться равной или превышать силу раздира, при которой фольга расслаивается. Когда в ламинат включается кислородобарьерный слой, возникают дополнительные трудности, поскольку прорезание линии разрыва не должно нарушать барьерный слой. Было бы желательно предложить альтернативную фольгу, которая изменила бы к лучшему существующие конструктивные решения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предлагается разрываемая фольга для запечатывания упаковки, содержащая множество слоев, ламинированных вместе, включая по меньшей мере кислородобарьерный слой и слой покрытия, линию разрыва, проникающую по меньшей мере частично через слой покрытия, чтобы определять отрывную полоску, проходящую от отрывного язычка и определяющую удаляемую панель, причем отрывной язычок содержит боковые крылья, которые являются отслоенными от остальной фольги, по обе стороны от центральной области, которая ламинирована к остальной части фольги, посредством чего пользователь может сложить боковые крылья вместе под прямым углом к плоскости фольги и захватить их для того, чтобы применить силу к центральной области и таким образом начать отрывание отрывной полоски.
Много полезных эффектов может быть достигнуто с помощью конкретной конфигурации отрывного язычка. Во-первых, главное требование обеспечения множества крыльев уменьшает силу, прикладываемую к каждому индивидуальному крылу. В одном варианте осуществления отрывной язычок содержит пару крыльев по обе стороны от выступа, и пользователь захватывает пару крыльев вместе. Такая пара крыльев далее в данном описании будет упоминаться как конфигурация бабочки. Однако следует понимать, что может быть предусмотрено большее количество крыльев, либо выровненных вдоль выступа, либо иным образом окружающих центральную область. Во-вторых, действие захвата пары или множества крыльев может по меньшей мере частично диктовать направление прикладываемой силы, поощряя пользователя отрывать вверх под прямым углом к фольге или по меньшей мере в продольном направлении выступа. Пользователь, захватывающий одиночный язычок, может быть склонен тянуть его вбок, рискуя оторвать язычок или разорвать фольгу. Также следует отметить, что хотя ссылка дана на складывание боковых крыльев вместе под прямым углом к плоскости фольги, это означает всего лишь то, что крылья складываются вверх по меньшей мере на 90 градусов. Фактическое складывание будет зависеть от ширины выступа или центральной области и способа, которым захватываются крылья. Обычно это будет означать, что крылья складываются на угол, больший чем 90 градусов.
В одном варианте осуществления фольга может содержать поддерживающий слой под барьерным слоем. Барьерный слой таким образом находится между слоем покрытия и поддерживающим слоем. Поддерживающий слой предпочтительно содержит полипропилен (PP). Использование PP выгодно тем, что он может быть термически или иным образом приварен к полипропиленовой упаковке, как будет более подробно описано ниже. Поддерживающий слой сам по себе может быть ламинатом из нескольких слоев, и может обычно иметь толщину от 10 до 100 мкм, предпочтительно от 20 до 60 мкм и в одном варианте осуществления приблизительно 40 мкм.
Для того, чтобы дополнительно облегчить открывание фольги, поддерживающий слой может содержать разрез или в центральной области или рядом с ней для того, чтобы облегчить разрыв фольги в этой точке. Как знают многие пользователи упаковок, даже то, что слой покрытия может быть снабжен линией разрыва, само по себе не обязательно гарантирует, что разрыв происходит как намечено. Путем ослабления поддерживающего слоя в центральной области можно принудительно инициировать разрыв в этой точке. Хотя ссылка сделана на разрез, это не является ограничением, и специалисту в данной области техники будет понятно, что могут присутствовать один или более разрезов, и что они могут быть любой формой инициатора или точки ослабления, частично или полностью проходящей через поддерживающий слой. То же самое относится и к линии разрыва, которая может включать в себя множественные линии разрыва и также содержать насечку, ослабление, перфорацию или любую другую особенность, которая достигает заданного эффекта.
Дополнительно к этому может быть предусмотрена область частичного ламинирования, окружающая центральную область, где боковые крылья являются слабо приклеенными к остальной фольге. Эта область частичного ламинирования может также упоминаться как область частичной адгезии, потому что слой покрытия приклеивается к нижележащему слою с более низкой адгезией, чем центральная область. Адгезия может быть постоянной во всей области частичного ламинирования, или может иметь градиент от крыльев к центральной области. Последствие частичного ламинирования заключается в том, что когда пользователь поднимает боковые крылья и захватывает их для того, чтобы приложить силу к центральной области, эта сила может постепенно увеличиваться по мере того, как частичное ламинирование расслаивается. Таким образом следует понимать, что адгезия в этой области должна быть достаточно низкой для того, чтобы расслаивание имело место до того, как станет возможным отрыв боковых крыльев. Также не исключается то, чтобы отслоенная область под крыльями имела минимальную степень адгезии, и термин «расслоенный» означает, что крылья могут быть отслоены пользователем.
В одном варианте осуществления разрез пересекает область частичного ламинирования и проходит под центральной областью. Таким образом, по мере того, как сила прикладывается к боковым крыльям, максимальная сила может быть достигнута в той точке, в которой они являются отслоенными до границы центральной области, где присутствует полное ламинирование. При обеспечении пересечения разрезов с этой границей линия максимальной силы будет пересекаться с линией наименьшего сопротивления. Хотя фактическая работа будет зависеть от многих факторов, эта точка или эти точки будут с большой вероятностью определять то место, в котором начнется разрыв фольги. Разрыв может затем продолжаться вдоль разрезов, приводя в отрывной полоске. Само собой разумеется, что ламинирование или полная адгезия в центральной области должны быть достаточными для обеспечения силы, требуемой для разрыва фольги. Также следует понимать, что материал слоя покрытия должен иметь достаточную прочность для того, чтобы предотвратить отрыв боковых крыльев до того, как начнет рваться фольга. Специалисту в данной области техники будут понятны требования к материалу, необходимые для достижения этих относительных прочностей. В некоторых вариантах осуществления используемое клейкое вещество может быть клейким веществом на основе уретана, предпочтительно без растворителя, и с прочностью на раздир в полностью ламинированной области свыше 2 Н/15 мм в соответствии со стандартом ASTM F904. В области частичного ламинирования адгезия может составлять от 50% до 80% от адгезии в области полного ламинирования, предпочтительно приблизительно 70%.
Кислородобарьерный слой может быть обеспечен любым подходящим материалом, который достигает заданных кислородобарьерных свойств. Концепция кислородного барьера хорошо известна специалистам в области упаковки как слой, который ограничивает диффузию кислорода по сравнению с обычными упаковочными материалами, такими как картон или полиолефины. Сополимер этилена и винилового спирта (EVOH) и алюминий представляют собой обычно используемые кислородобарьерные слои, которые можно считать подходящими.
В одном варианте осуществления линия разрыва прорезается через слой покрытия с использованием лазера. В этом случае использование кислородобарьерного слоя из алюминия может способствовать предотвращению более глубокого проникновения луча лазера в остальную часть фольги. Слой алюминия, имеющий толщину от 4 мкм до 15 мкм, может быть достаточным, хотя возможны и другие толщины. В одном варианте осуществления предусматривается слой алюминия толщиной 9 мкм. Разрез или разрезы в поддерживающем слое также могут быть выполнены с использованием лазера.
В одном дополнительном варианте осуществления поддерживающий слой может содержать дополнительный барьерный слой. Дополнительный барьерный слой может быть полезным для обеспечения высокой непроницаемости фольги для кислорода, даже если мелкие дефекты присутствуют в кислородобарьерном слое, например, из-за растрескивания или проколов на линии разрыва. Дополнительный барьерный слой может содержать EVOH. В одном варианте осуществления поддерживающий слой представляет собой ламинат PP/EVOH/PP.
Слой покрытия может содержать любой подходящий полимерный материал, который может обеспечить заданную прочность для боковых крыльев. В одном варианте осуществления желательно, чтобы слой покрытия состоял из материала, подобного материалу поддерживающего слоя, для вторичного использования. В другом варианте осуществления слой покрытия может иметь материал, который поддается сварке или может быть иным образом присоединен к остальной части упаковки. Было найдено, что ориентированный PP (OPP) является особенно подходящим, особенно при его использовании в комбинации с поддерживающим слоем из PP. OPP может выдерживать более высокие температуры, чем слой из PP, и позволяет использовать методики ультразвуковой сварки для приваривания верхней поверхности слоя покрытия к ободку упаковки. Слой покрытия сам по себе может быть ламинирован из нескольких подслоев, включая несколько отдельно экструдированных слоев OPP.
Размеры и форма боковых крыльев будут зависеть, по меньшей мере частично, от конкретных требований упаковки. В большинстве случаев крылья должны иметь размер, достаточный для того, чтобы пользователь мог удерживать их между пальцами. В одном варианте осуществления каждое крыло может иметь площадь по меньшей мере 1 см2, более предпочтительно по меньшей мере 2 см2. Каждое из крыльев может быть меньше чем 10 см2. Крылья могут также иметь любую форму, включая прямоугольную, полукруглую, треугольную или лепестковую. В частности, они могут иметь такую форму, чтобы поощрить пользователя применять начальную силу на одном конце отрывного язычка, а не на другом.
В одном конкретном варианте осуществления удаляемая панель окружена через фольгу границей. Вытягивание отрывного язычка заставляет отрывную полоску рвать фольгу вдоль линии разрыва от отрывного язычка до конца таким образом, что панель может быть удалена. Отрывная полоска может оставаться присоединенной к панели. В этом контексте обведение предназначено для обозначения того, что граница полностью окружает отверстие для доступа через фольгу. Граница может оставаться присоединенной к упаковке. В одном варианте осуществления направление отрыва обозначается множеством направляющих стрелок. Преимущество этого состоит в том, что потребителю дополнительно оказывается помощь в открывании фольги в соответствии с ее намеченным использованием. Наличие направляющих стрелок помогает потребителю применять силу в правильном направлении, дополнительно минимизируя таким образом неравномерности при открытии.
Настоящее изобретение также относится к упаковке, содержащей термоформованную коробку, имеющую основание и боковую стенку, определяющие содержащее продукт пространство, причем боковая стенка завершается периферийным фланцем, определяющим отверстие для доступа к этому пространству, а также фольгу, как описано выше или ниже, герметично соединенную на ее границе с фланцем.
Упаковка может дополнительно содержать ободок, соединяемый с фланцем так, чтобы фольга была зажата между ними. Преимущество описанной упаковки состоит в том, что удаляемая панель может быть отделена от фольги, оставляя границу между фланцем и ободком нетронутой. Когда фольга открыта, соединение между фланцем и ободком может быть частью механизма закрытия упаковки, и любое нарушение фольги в этой точке могло бы поставить под угрозу эффективность этого закрытия.
В еще одном дополнительном варианте осуществления упаковка может содержать крышку, присоединяемую к ободку. Крышка может быть шарнирно поворачиваемой между открытым и закрытым положением, в котором она закрывает отверстие доступа. Крышка может быть шарнирно связана прямо с ободком или может быть шарнирно связана с промежуточным элементом, который соединяется с ободком.
В одном варианте осуществления термоформованная коробка и ободок содержат PP. В частности, для фольги из PP это гарантирует, что все элементы могут быть повторно переработаны вместе. Дополнительно к этому, PP является подходящим для термоформования. В случае термоформованной упаковки фланец может быть проходящим наружу фланцем. Описанная фольга является особенно подходящей для использования в соединении с проходящим снаружи фланцем вследствие того, что удаляемая панель может быть удалена, оставляя границу присоединенной к фланцу.
Эта упаковка является особенно подходящей для хранения чувствительных к кислороду продуктов, таких как детская смесь, и в одном варианте осуществления эта упаковка может дополнительно содержать некоторое количество порошкового пищевого продукта внутри содержащего продукт пространства, например, детской смеси.
Настоящее изобретение дополнительно относится к способу изготовления упаковки, включающему: обеспечение термоформованной коробки, имеющей основание и боковую стенку, определяющие содержащее продукт пространство, причем боковая стенка завершается периферийным фланцем, определяющим отверстие для доступа к этому пространству; заполнение этого пространства некоторым количеством порошкового пищевого продукта; обеспечение полотна ламинированного материала, содержащего по меньшей мере барьерный слой и слой покрытия; частичное прорезание ламинированного материала для формирования линии разрыва, проходящей по меньшей мере через слой покрытия и определяющей отрывную полоску, имеющую отрывной язычок и удаляемую панель, окруженную границей; соединение секции ламинированного материала с термоформованной коробкой путем соединения границы с периферийным фланцем для запечатывания упаковки, посредством чего отрывная полоска перекрывает отверстие для доступа; и отделение этой секции ламинированного материала от полотна. Обеспечение секций ламинированного материала как частей полотна для запечатывания контейнеров или коробок обеспечивает более удобный процесса, а также более точное позиционирование полотна. Положение линии разрыва относительно отверстия для доступа таким образом может быть улучшено. В некоторых вариантах осуществления отделение секций ламинированного материала от полотна выполняется после запечатывания термоформованной коробки. В других вариантах осуществления эти действия могут выполняться почти одновременно, например, в одном процессе.
Хотя покрытия ламината в виде одного полотна возможно были известны в прошлом, обеспечение таких полотен, включающих в себя линию разрыва, определяющую удаляемую панель, предположительно является новым. В данном контексте полотно ламинированного материала означает, что барьерный слой и слой покрытия оба присутствуют в виде одного полотна, то есть ни один из них не присутствует только в отдельных областях. Это гарантирует, что полотно ламинированного материала может быть сформировано путем объединения барьерного полотна и покрывающего в процессе ламинирования. Барьерное полотно и покрывающее полотно могут иметь одинаковую протяженность, по меньшей мере во всей области, в которой расположены термоформованные коробки. Эти полотна могут также быть полностью ламинированы во всех областях за исключением положений отрывных язычков. «Полностью ламинированный» в этом контексте означает, что слои или индивидуальные полотна, образующие ламинат, в достаточной степени склеены вместе для того, чтобы противостоять разделению или расслаиванию при использовании. Как было описано выше, может быть предусмотрено локальное расслаивание на отрывном язычке.
Специалисту в данной области техники хорошо известны способы, с помощью которых могут быть достигнуты такие области расслаивания, например, путем использования процесса печати для выборочного нанесения клейкого вещества на одно из барьерного полотна или покрывающего полотна во время процесса ламинирования, посредством чего область отрывного язычка может не содержать клейкое вещество или иметь более легкое покрытие. В одном варианте осуществления клейкое вещество может наноситься во время ламинирования для того, чтобы гарантировать, что отрывной язычок содержит полностью приклеенную центральную область, частично приклеенную область, смежную с центральной областью, и неприклеенную область захвата. Во время изготовления полотна ламинированного материала области, которые станут отрывным язычком, могут быть снабжены другими характеристиками для того, чтобы облегчить их использование. Они могут включать в себя отметки, например, с использованием методик печати, линии надреза, текстуровку или другие способы для улучшения захвата и облегчения легкого подъема областей захвата или крыльев отрывного язычка. Понятно, что секция ламинированного материала может быть фольгой как описано выше и ниже.
Настоящее изобретение также относится к полотну ламинированного материала для использования в вышеописанном способе. Полотно ламинированного материала может содержать множество секций, каждая из которых содержит фольгу, как описано выше или ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Особенности и преимущества настоящего изобретения станут понятными при рассмотрении следующих чертежей нескольких примерных вариантов осуществления, в которых:
Фиг.1 показывает упаковку в соответствии с настоящим изобретением в перспективе;
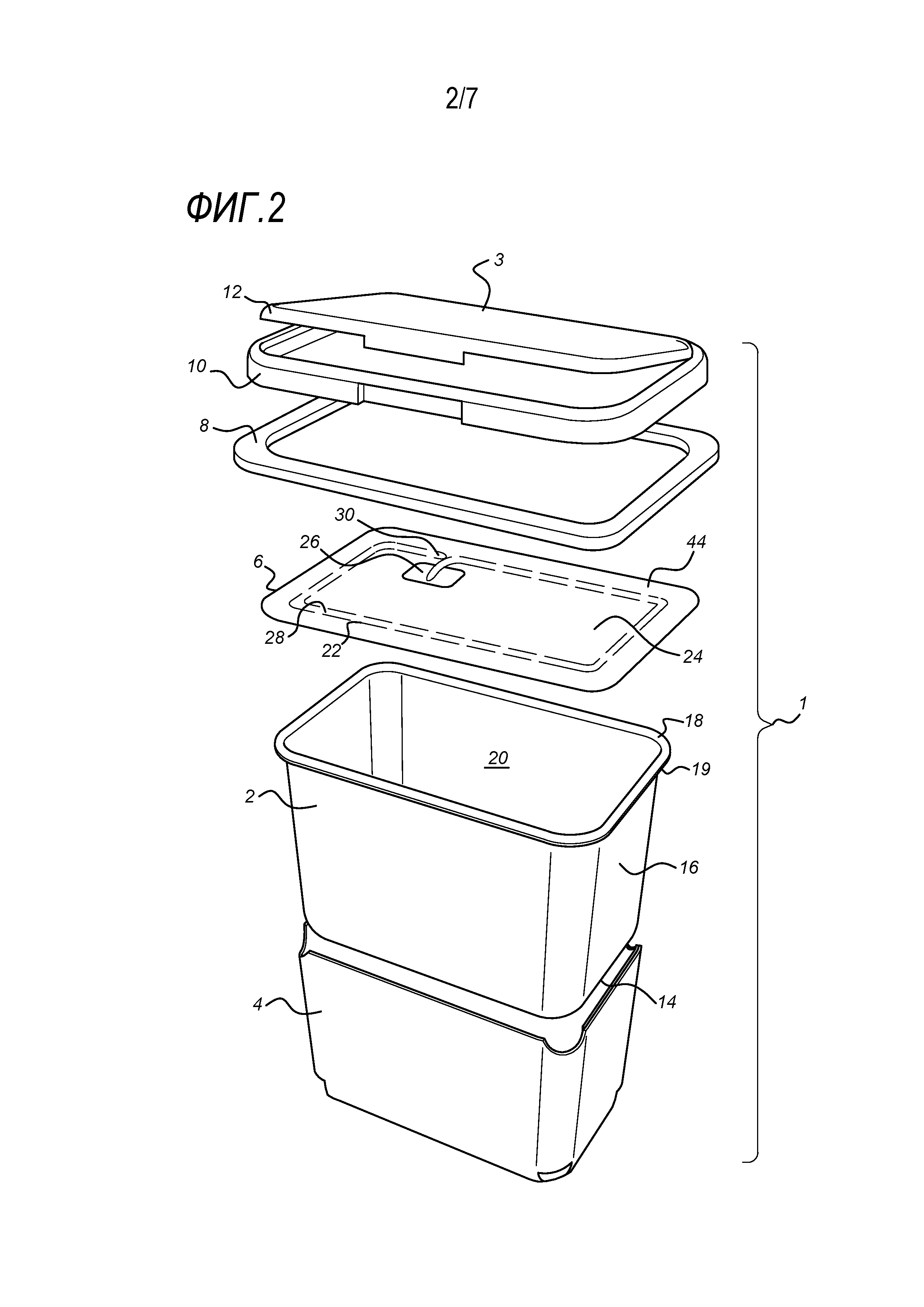
Фиг.2 показывает упаковку, изображенную на Фиг.1, в разобранном виде в перспективе;
Фиг.3 показывает поперечное сечение упаковки, изображенной на Фиг.1, вдоль линии III-III;
Фиг.3A показывает увеличенную часть Фиг.3, иллюстрирующую слои ламината;
Фиг.4 показывает вид сверху части герметизирующей фольги, изображенной на Фиг.2;
Фиг.5 показывает поперечное сечение герметизирующей фольги, изображенной на Фиг.4, вдоль линии V-V;
Фиг.6 и 7 показывают аналогичные поперечные сечения во время работы отрывного язычка;
Фиг.8 показывает схематический вид процесса изготовления полотна и упаковок в соответствии с настоящим изобретением; и
Фиг.9 показывает вид сверху полотна, изображенного на Фиг.9.
ОПИСАНИЕ ИЛЛЮСТРАТИВНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Фиг.1 показывает в перспективе упаковку 1, включающую в себя настоящее изобретение. Упаковка 1 находится в ее завершенном состоянии и включает в себя термоформованную коробку 2, окруженную рукавом 4, и узел 3 крышки.
Фиг.2 показывает частично разобранный вид упаковки 1, показывающий более подробно составные части упаковки 1, включая термоформованную коробку 2, рукав 4, фольгу 6, нижний ободок 8, верхний ободок 10 и крышку 12. Термоформованная коробка 2 термоформуется из ламината, состоящего из внутреннего и внешнего относительно тонких слоев из полипропиленового материала и промежуточного барьерного слоя из EVOH. Она включает в себя основание 14 и периферийную стенку 16, определяющие содержащее продукт пространство 20. Периферийная стенка 16 проходит до верхнего края 18, имеющего направленный наружу фланец 19. Рукав 4 формируется из картона.
Нижний ободок 8 формируется как плоское кольцо с размерами, аналогичными направленному наружу фланцу 19. Нижний ободок 8 отливается под давлением из полипропилена, хотя другие подходящие материалы также могут использоваться. Верхний ободок 10 и крышка 12 образуют узел 3 крышки, и также отливаются под давлением из полипропилена. Крышка 12 является шарнирно связанной с верхним ободком 10 шарниром (не показан). Фольга 6 включает в себя линию 22 разрыва, определяющую отрывную полоску 28, проходящую от отрывного язычка 26 до конца 30. Внутри отрывной полоски 28 находится удаляемая панель 24, в то время как снаружи - граница 44.
Фиг.3 показывает частичное поперечное сечение упаковки 1 по линии III-III, показанной на Фиг.1. Фиг.3 иллюстрирует положение фольги 6 между фланцем 19 и нижним ободком 8. С точки зрения конструкции граница 44 фольги 6 термосваривается с фланцем 19 и приваривается ультразвуком к нижнему ободку 8. Также на этом чертеже показана защелка 32 на внешнем крае верхнего ободка 10, которая предназначена для механического зацепления с нижним ободком 8 с натягом.
Фиг.3A представляет собой часть уплотнения 6, изображенного на Фиг.3, и показывает его конструкцию. Как можно заметить, уплотнение 6 содержит несколько слоев, ламинированных вместе, включая слой 34 покрытия, кислородобарьерный слой 36 и поддерживающий слой 38. В проиллюстрированном варианте осуществления слой 34 покрытия содержит слой ориентированного PP толщиной 40 мкм, кислородобарьерный слой 36 толщиной 9 мкм из алюминия и поддерживающий слой 38 толщиной 40 мкм из PP/EVOH/PP. Слой 40 из EVOH действует в качестве дополнительного барьерного слоя. Слой 34 покрытия, кислородобарьерный слой 36 и поддерживающий слой 38 ламинируются вместе клейкими слоями 42 из уретанового клейкого вещества. Линия 22 разрыва проходит через слой 34 покрытия и завершается в кислородобарьерном слое 36. Использование алюминия для кислородобарьерного слоя 36 позволяет использовать лазер для формирования линии 22 разрыва после ламинирования для формирования фольги, поскольку алюминий препятствует проникновению лазерного луча глубже в поддерживающий слой 38. Тем не менее, мелкие проколы в алюминии могут образовываться, и использование дополнительного барьерного слоя 40 гарантирует сохранение низкой проницаемости для кислорода.
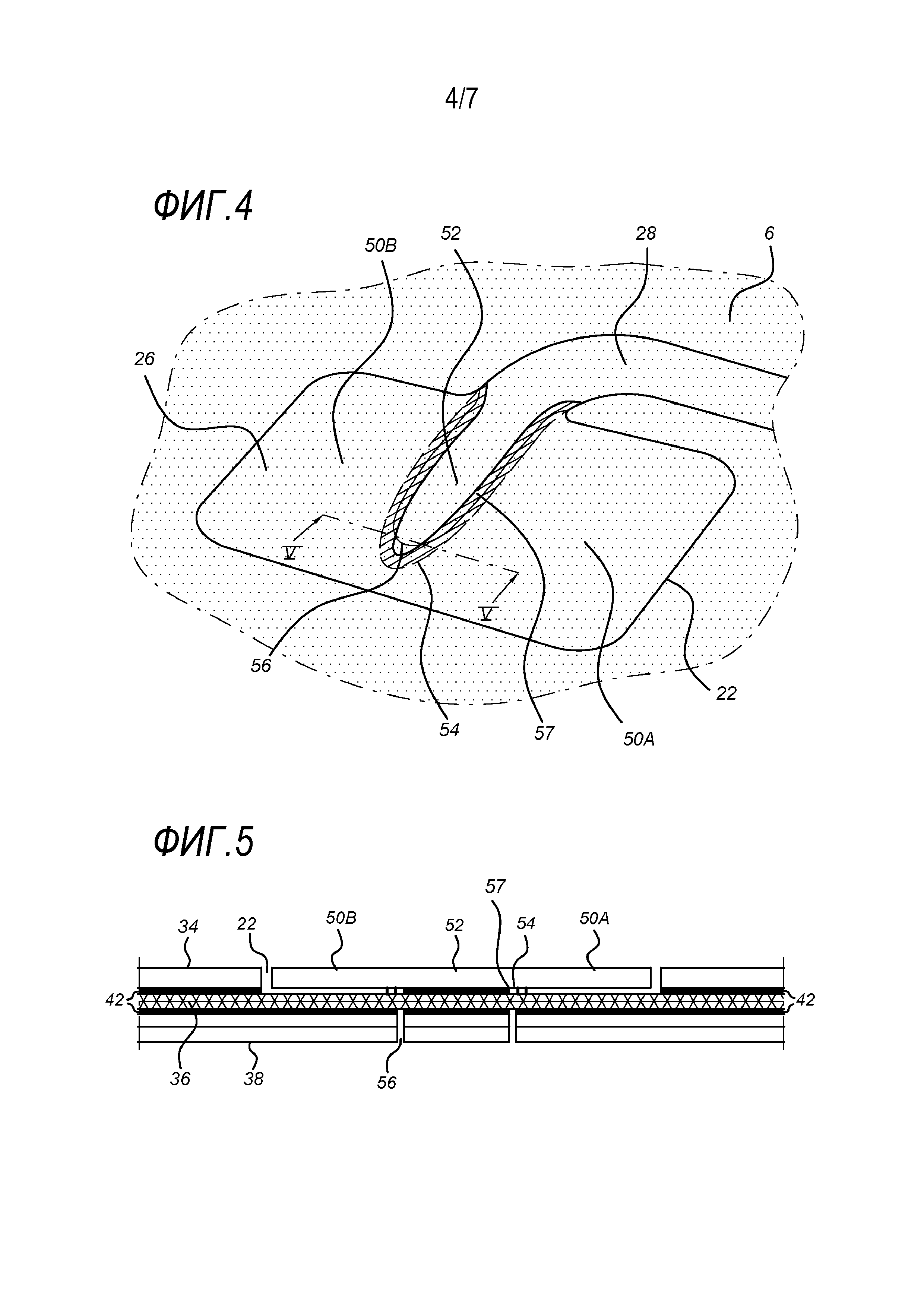
Фиг.4 представляет собой вид сверху части фольги 6, показанной на Фиг.2, в области отрывного язычка 26. Линия 22 разрыва проходит от отрывной полоски 28 вокруг внешнего периметра отрывного язычка 26 и определяет пару боковых крыльев 50A, 50B. Крылья 50A, 50B являются отслоенными от остальной фольги 6, то есть нет никакого клейкого вещества 42 между слоем 34 покрытия и кислородобарьерным слоем 36 под крыльями 50A, 50B. Хотя в данном варианте осуществления клейкое вещество 42 полностью отсутствует в этой области, специалисту в данной области техники будет понятно, что оно не обязано отсутствовать абсолютно, лишь бы крылья 50A, 50B могли быть легко подняты или отслоены от нижележащего слоя.
Между крыльями 50A, 50B находится выступ или центральная область 52, в которой слой 34 покрытия является полностью ламинированным. Центральная область 52 выравнивается с отрывной полоской 28 и окружена областью частичного ламинирования 54, где крылья 50A, 50B не так сильно приклеены к остальной фольге 6. Для проиллюстрированного варианта осуществления в области полного ламинирования под центральной областью 52 прочность на раздир клейкого вещества 42 составляет приблизительно 3 Н/15 мм в соответствии со стандартом ASTM F904. Крылья 50A, 50B имеют длину приблизительно 35 мм, что означает, что сила величиной приблизительно 7 Н может быть приложена к крылу прежде, чем произойдет расслаивание. В области частичного ламинирования 54 прочность на раздир клейкого вещества составляет приблизительно 2 Н/15 мм в соответствии со стандартом ASTM F904. Также на Фиг.4 показан разрез 56, который проходит ниже области частичного ламинирования 54 в направлении, следующем центральной области 52, от отрывной полоски 28 до той точки, где он проходит под центральной областью 52.
Фиг.5 показывает поперечное сечение фольги 6 в направлении V-V, показанном на Фиг.4, соответствующее тому месту, в котором разрез 56 впервые пересекается с границей центральной области 52. На этом чертеже можно увидеть относительные положения линии 22 разрыва через слой 34 покрытия и разреза 56 через поддерживающий слой 38. Также видны слои клейкого вещества 42 между поддерживающим слоем 38 и кислородобарьерным слоем 36 и между кислородобарьерным слоем 36 и слоем 34 покрытия. Первый слой клейкого вещества 42 является непрерывным, тогда как последний слой клейкого вещества 42 прерывается в расслоенной области под крыльями 50A, 50B, где клейкое вещество отсутствует. Кроме того, можно заметить, что разрез 56 находится непосредственно ниже границы центральной области 52 и покрыт областью частичного ламинирования 54. Наличие этой области частичного ламинирования 54 помогает гарантировать то, что любой дефект в кислородобарьерном слое 36 в этой точке будет покрыт приклеенной частью слоя 34 покрытия. Под центральной областью 52 присутствует полный слой клейкого вещества 42.
Фиг.6 показывает вид, подобный Фиг.5, с крыльями 50A, 50B, поднятыми в положение, перпендикулярное к фольге 6. В этом положении область частичного ламинирования 54 все еще остается приклеенной и перекрывает разрез 56.
Фиг.7 показывает дополнительный вид, аналогичный Фиг.6, в котором пользователь захватил отрывной язычок 26 за крылья 50A, 50B большим пальцем и указательным пальцами. При захвате и вытягивании отрывного язычка 26 вверх область частичного ламинирования 54 расслаивается до точки, в которой начинается центральная область 52, и слой 34 покрытия является полностью ламинированным к кислородобарьерному слою 36. Когда расслаивание или отслаивание крыльев 50A, 50B прекращается, дальнейшая направленная вверх сила на отрывном язычке прикладывается к кислородобарьерному слою 36, который начинает разрываться в точке, в которой он меньше всего поддерживается, а именно в месте разреза 56. Инициирование разрыва таким образом имеет место в положении линии V-V на Фиг.4, в двух точках, где разрез 56 совпадает с границей центральной области 52. От этого места разрыв следует за разрезом 56 к отрывной полоске 28, и как только разрез 56 закончится, вдоль линии 22 разрыва к концу 30. На основе прочности на раздир, указанной выше, сила величиной приблизительно 14 Н может быть приложена без расслаивания. Открытие упаковки может быть достигнуто с помощью силы величиной приблизительно 12 Н благодаря фокусированию этой силы на положении наименьшего сопротивления.
Фиг.8 схематично показывает изготовление полотна 60 ламинированного материала для использования в изготовлении фольги 6, показанной на Фиг.2. Польтно 60 содержит слои одинаковой протяженности, соответствующие слоям, описанным в связи с Фиг.3A, а именно, слой 34 покрытия, кислородобарьерный слой 36 и поддерживающий слой 38, ламинированные вместе клейкими слоями 42. Во время ламинирования полотна 60 клейкие слои 42 наносятся выборочно устройством 62 печати таким образом, что по меньшей мере клейкий слой 42 между слоем 34 покрытия и кислородобарьерным слоем 36 имеет области без клейкого вещества, соответствующие положениям крыльев 50A, 50B, в дополнение к областям частичного ламинирования 54, как было описано выше. Хотя это показано как одна стадия ламинирования, на практике слой 34 покрытия и поддерживающий слой 38 могут ламинироваться к барьерному слою 36 отдельно в различное время и даже в различных местах.
После ламинирования линии 22 разрыва и разрезы 56 наносятся с использованием лазерного резака 64. На следующей фазе, которая может также выполняться в другом месте, полотно 60 наносится на термоформованной коробки 2 на станции 66 автоматизированного заполнения и запечатывания. После этого запечатанная термоформованная коробка 2 отделяется от фольги 60 на станции 68 отделения.
Фиг.9 показывает часть полотна 60, изображенного на Фиг.8, на виде сверху в положении станции 66 автоматизированного заполнения и запечатывания и станции 68 отделения. Полотно 60 содержит множество секций 70, каждая из которых имеет отрывную полоску 28 и отрывной язычок 26. Каждая секция 70 перекрывает соответствующую термоформованную коробку 2, посредством чего граница 44 располагается выше фланца 19 и термосваривается с ним. На станции 68 отделения полотно 60 обрезается вокруг границы 44 для того, чтобы отделить секции 70, оставляя отверстия в полотне 60. Следует понимать, что эти стадии также могут быть интегрированы, и/или отделение секций 70 фольги может иметь место во время запечатывания или непосредственно перед ним.
Таким образом, настоящее изобретение было описано в контексте проиллюстрированного варианта осуществления. Следует понимать, что множество модификаций могут быть сделаны в дополнение к описанным выше в настоящем документе структурам и методикам без отступлений от духа или области охвата настоящего изобретения. Соответственно, хотя были описаны конкретные варианты осуществления, они являются всего лишь примерами, и не ограничивают объем защиты настоящего изобретения.
Реферат
Изобретение относится к области конструирования упаковки для пищевых продуктов и касается герметизирующей фольги с отрывным язычком. Разрываемая фольга для закрытия упаковки содержит множество слоев, ламинированных вместе, включая по меньшей мере кислородобарьерный слой и слой покрытия. Линия разрыва проникает по меньшей мере частично через слой покрытия для того, чтобы определить отрывную полоску, проходящую от отрывного язычка до конца, причем отрывной язычок содержит боковые крылья, которые являются отслоенными от остальной фольги, по обе стороны от центральной области, которая является ламинированной к остальной фольге. Пользователь может сложить боковые крылья вместе под прямым углом к плоскости фольги и захватить их для того, чтобы приложить силу к центральной области, и таким образом начать отрывание отрывной полоски. Изобретение обеспечивает конструктивное решение для упаковки, исключающее расслаивание. 4 н. и 17 з.п. ф-лы,9 ил.
Комментарии