Смазочный материал для горячей обработки металлов давлением - SU1395145A3
Код документа: SU1395145A3
Описание
Изобретение относится,к смазочному материалу для обработки металлов давлением«
Цепь изобретения - повьппение ома- зочных свойств за счет снижения ко эффициента трения, обеспечивающего образование сплошной смазочной пленки при температуре обработки вьш
, Для приготовления смазочного материала используют неорганическую присадку, включающую (в расчете на присадку), масо% полифосфат натрия О,2-98,8i неорганическое соединение бора, выбранное из группы, включающей буру, борную кислоту, ,, KBgOgx , борат цинка,..0,2-25,0i жидкое стекло натрия или жидкое стекло калия (с содержанием SlO 21-47 мас,) 1,0-99,6.
Полифосфат натрия формулы (NaPO.,) где п-6-50000, предпочтительно п 6-10000, используется в составе неорганической присадки в нераствори мом или труднорастворимом виде
Дпя приготовления смазочного материала используют также графит, полиэтилен и органический стабилизатор , выбранньй из группы, включаю- щей поливинилацетат, поливиниловый спирт, полисахариды, поливинилбути- рат, поливинилбутираль, полиакрилат, полистирол, алкилцеллюлозуо
Целесообразно использовать графит с высокой чистотой например свьше 96%, и со средним размером зерен не более 300 мкм, наилучшие результаты достигаются при применении графита 99,5% чистоты со средним размером зерен 100 мкм
Смазочный материал в процессе обработки используется в виде 5-70%- ной водной дисперсии, вязкость кото- рой при 10-30 С 500-26000 сП„
Водная дисперсия наносится на инструмент и/или на обрабатьшаемую заготовку с температурами в пределах 100-900 С и выиео При зтом в результ те соприкосновения дисперсии с горячей поверхностью вода испаряется и оразуется пленка равномерной толщиныо
.В тех случаях, когда применение дисперсии оказывается нецелесообраз- ным, высокотемпературный смазочньй материал можно наносить и в виде по- ;рошка, например, припудривая инструмент и/или заготовку, обкатывая их
в смазочном материале или протягивая их через г негоо
Высокая термостабильность смазочного материала, в частности стабиль- кость смазочных пленок, обеспечивается высокой долей неорганической присадки .
Пример. Готовят 30%-ную дисперсию смазочного материала в вод При этом смазочный материал имеет следующий состав, маСо%:
Кристаллический
графит со степенью
чистоты 96%54,0 .
Неорганическая
присадка26,0
Полиэтилен18,0
Апкилцеллюлоза2,0
Состав неорганической присадки, маСо%;
Полифосфат
натрия42,0
(Мадреллева соль)
Бура19,0
Жидкое стекло
натрия (Sic,
21 мас,%) 39,0
при зтом вязкость смазочного материала 1900 сПо
Материал проявляет наибольшую эффективность при сравнительно низ-, кой температуре инструмента пределах 20-250 С на непрерьюных прокатных станах
Указанный состав наносится на инструмент (например, оправку) Коэффициент трения 0,037о
П р им е р 2„ Готовят 70%-ную дисперсию смазочного материала в воде о Состав смазочного материала соответствует составу по примеру 1, но с применением 5 маСо% бората цинка вместо буры в составе неорганической присадки (в зтрй присадке до 100 масД жидкого стекла натрия). Этот смазочный материал при 20 С имеет вязкость 2600 сПо При его применении на непрерывных прокатных станах он обеспечивает улучшение водостойкости нанесенного слоя и прилипания его при 20-250°Со Коэффициент треиия 0,030
П р и м е р 3, Готовят дисперсию смазочного материала в воде Состав смазочного материала,
мас„%:
, графит60,8
Неорганическая
присадка35,3
Полиэтилен3,7
Алкилцеллюлоза0,2
Состав неорганической присадки, масо%:
Полифосфат
натрия
(Мадреллева соль) 44,5
Бура25,0
Жидкое стекло
натрия (SiO
21 мас„%)
30,5
при этом вязкость смазочного материала при 1600 сПо
Смазочный материал наносят на инсрумент , имеющий температуру 400 - , разбрызгиванием до образовани равномерной пленки. Во время обработки заготовки наблюдается равномерный ход потребления электроэнергии прокатными клетями, что свидетельствует о высоких антифрикционных свойствах смазочного материала Коэффициент трения 0,043„
П р и м е р 4о Состав готовят по примеру 3, заменяя буру тем же количеством бората цинка. Вязкость при 20°С - 2100 сП, коэффициент трения 0,030,
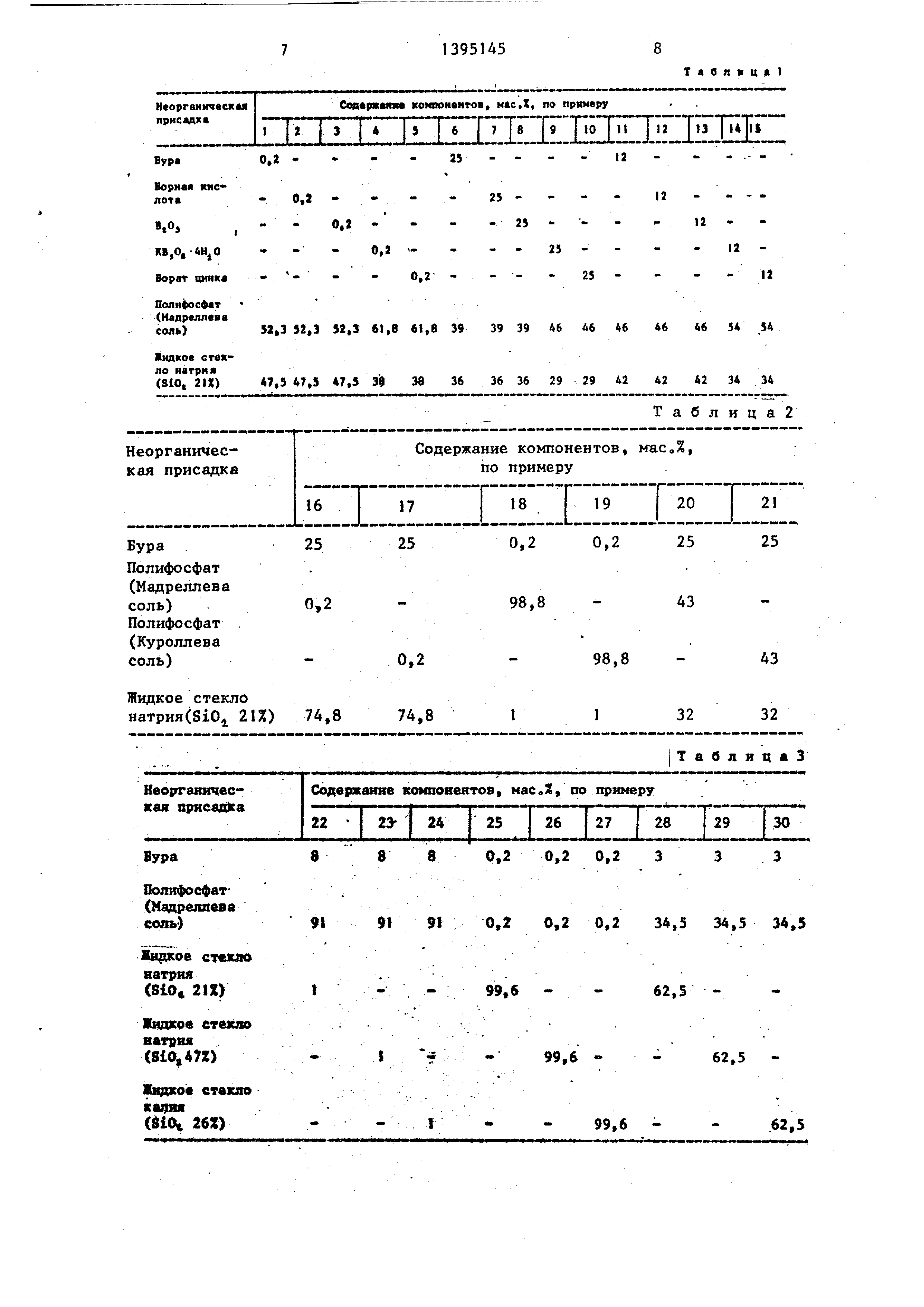
Составы неорганических присадок с использованием различных неорганических соединений бора, полифосфатов жидких стекол приведены в табл,1-3 соответственноо
Составы неорганической присадки (примеры 1-30) вводят в смазочный материал следующего состава, масо%:
Графит .54
Неорганическая
присадка26
Полиэтилен18
Алкнпцеллюлоза2
причем смазочные материалы по .приме рам 5-19 включают неорганическую присадку составов 1-15 (табл,), по примерам 20-25 - составов 16-21 (табло2); по примерам 26-34 - соста- ВОВ 16-21 (табл,2); по примерам 26- 34 - составов 22-30 (табЛоЗ).
Все смазочные средстве обрабатывают водой до содержания 30 твердого материала и 70 масв% воды и разбрызгивают по горячей поверхности инструментао Вода испаряется и образуется смазочная пленка равномерной толщины и высокой прилипаемости.
395145
Все смазочные средства обеспечивают низкий коэффициент трения 0,03-0,043, Далее готовят смазОчные материалы
f- с различ1л 1ми органическими стабилиза-- торами: поливинилацетатом, поливиниловым спиртом, полисахаридами, поли- винилбутиратом, поливинилбутиралем, полиакрилатом, полистиролом и алкил10 целлюлозойо
Составы смазочных материалов по примерам 35-58 приведены в табло4о
Смазочные материалы по примерам 35-58 также обрабатьгоают водой с содержанием твердого материала 30 масД и распьшяют на горячий инструмент После испарения воды образуется эффективная смазочная пленкаа
В смазочные материалы вводят
полифосфаты (NaPO) с различным значением По По примерам 59-62 п соответственно равно 6; 500; 10000- 50000; 50000,
Неорганическая присадка для каждого примера смазочного материала имеет состав, масо%:
Полифосфат
(с соответству
ющим значением п) . 44
Бура24
Жидкое- стекло
(SiO 21%)32
В результате получают и испытывасмазочные материалы следующего
0
5
состава, мае,:
Графит54 .
Неорганическая присаДка26
Полиэтилен18
Алкилцеллюлоза2
В этих опытах также достигнут ожидаемый согласно изобретению эффект , как и в предыдущих примерах ,. Для сравнения приготовлен состав известного смазочного материала (пример 63), мас,%:
Графит54
Кремневая
кислота26
Полиэтилен18
Алкилцеллюлоза2
Смазочный материал разбавляют водой в смесителе интенсивного смеши- g вания до содержания 30 маСо% твердого материала.
Продукт представляет собой стабильную взвесь, которую разбрызгивают- на горячий инструмент. Образуется
0
прочно сцеплякяцаяся пленка равно- Мерной толщины. Проводить опыты с этой пленкой недопустимо, потому что уже 2-3 масо% кремневой кислоты в , твердом смазочном материале производит абразивное действие на заготовку и на инструмент, а при доле кремневой кислоты 26 масо% следует опасаться серьезных повреждений инструмента Ю и заготовки. Коэффициент трения этого смазочного материала 0,085.
13951А56
коэффициент трения о Температура испытания 800 С,
Как видно, коэффициент трения предлагаемых смазочных материалов существенно ниже, чем известных, что обусловливает более высокие смазочные свойства и качество обрабатываемой поверхности
Формула изобретения
Изготовлен также состав (пример 4), мас,%:
Графит59
Акрилстиро- ловый сополимер19 . Коллоидная кремневая
кислота6
Силикат
натрия13
Полисахарид3
Коэффициент трения смазочного материала по примеру 64 0,06
Состав по примеру 65, мас,%:
Графит66
Сополимер
винилацетата31
Полисахарид (без
кремневой кислоты) 3
Максимальное значение коэффициента трения для этого состава немного ниже (может быть, в результате отсутствия кремневой кислоты), но превышает 0,054 „
Сравнительные испытания проводят путем нанесения на образец оправки пленки смазочного материала С помощь приводного двигателя оправка продвигается вперед против сопротивления
предварительно нагретого до 700-1000 С металлического блока, вертикально направленного по отнощению к оправке. Иа значений величин вертикального усилия (для всех испытаний эта величина принята равной 10 т) и горизонтального усилия можно рассчитать
,
Формула изобретения
Смазочный материал для горячей обработки металлов давлением, содер-, 5 жащий графит, полиэтилен и неорганическую присадку, отличающий- с я тем,;Что, с целью повышения смазочных свойств, смазочный материал в качестве негорганической присад 0 ки содержит смесь компонентов в расчете на присадку при следующем их соотиошении, масо%:
Полифосфат натрия
формулы (NaPOj), 5 где п 6-500000,2-98,8
Неорганическое
соединение бора,
выбранное из группы,
включающей буру, 3Q борную кислоту, ., , КВ.,08-4Н О,
борат цинка0,2-25,0
Жидкое стекло натрия или жидкое
стекло калия с
содержа1шем
810 21-47 масо% 1,0-99,6 и смазочный материал дополнительно содержит органический стабилизатор, выбранный из группы, включающей поли- винилацетат, поливинило вый спирт, полисахариды, поливинилбутират, поли- винилбутираль, полиакрилат, полистирол , алкилцеллюлозу при следующем соотношении компонентов, маса%:
Графит11,0-60,8
Полиэтилен3,7-18,4
Указанная неорганическая присадка 5,3-35,3
Указанный органи- 0 ческий стабилизатор 0,2-80,0
5
0
45
Табляц)



Реферат
Изобретение относится к смазочному материалу для горячей обработки металлов давлением Цель изобретения - ловьшение смазочных свойств за счет снижения коэффициента трения, Смазочный материал содержит, мас,%: графит , 11,0-60,8f полиэтилен 3,7-18,4) неорганическую присадку 5,3-35,3 и органический стабилизатор, выбранный из группы, включающей поливинилацетат , поливияилоБьй спирт, полисахариды , поливинилбутираты, поливииилбу- тирали, алкилцеллюлозу, 0,2-80,0, Неорганическая присадка содержит, иас.%: полифосфат натрия (NaPOj)n, где п 6-50000. О,2-98,8 неоргнничес- кое соединение бора, выбранное из группы, в кпючакщей-буру, борную кислоту , , KB50g 4 H.j,0, борат цинка О,2-25,Оj жидкое стекло натрия или жидкое стекло калия с содержанием SiOj 21-47 мас,% ls,0-99,6a Смазочный материал обеспечивает коэффициент трения 0,03-0,054, 4 табл

Формула
Комментарии