Гибкий материал - RU2110460C1
Код документа: RU2110460C1
Чертежи


Описание
Изобретение касается гибкого материала, содержащего по меньшей мере два разных слоя с различными коэффициентами термического расширения, из которых по меньшей мере один выполнен из пластика.
Все собранные овощи, цветы и фрукты продолжают дышать, поглощая кислород и выделяя углекислый газ. Происходящие при этом параллельно биологические изменения приводят к потере веса (хотя главной причиной потери веса является обычно потеря воды), отчасти к выделению тепла, потере или изменению вкуса (запаха), изменению структуры и обесцвечиванию внешних поверхностей или поверхностей среза или к изменениям внутри продукта. Рост анаэробных микроорганизмов, присутствующих в собранном урожае, может привести и к другим изменениям. Фактически все эти изменения являются вредными.
Выделение газов усиливается с ростом температуры, вот почему основным способом увеличения срока хранения является выдерживание продукта при пониженных температурах, часто чуть выше 0oC. Однако некоторые продукты (например, молодые бобы, огурец, зеленый перец, томаты, бананы) не могут храниться при температуре ниже 5-11oC. Скорость выделения газов широко варьирует, скорость выделения газов капустой брокколия в 102 больше, чем луком или картофелем. Скорость выделения газов может изменяться также в зависимости от урожая и используемых способов сбора урожая, года урожая и степени зрелости.
Казалось бы, что скорость выделения газов, и в особенности углекислого газа, может заметно уменьшиться при снижении концентрации кислорода. Однако при содержании кислорода менее 2-3% начинают происходить анаэробные процессы. Они обычно приводят к быстрому и нежелательному ухудшению вкуса (запаха). При брожении преобладает выделение спирта, в то время как альдегиды часто являются основной причиной непригодности продукта.
Если продукт завернут в герметичную непроницаемую упаковку, то даже сдержанное выделение газов, такое как у томатов, быстро приведет к снижению концентрации кислорода вплоть до возникновения анаэробных условий. Созревание томатов при этом подавляется и не возобновляется, когда открывают упаковку, а многие из фруктов начинают гнить или поражаются грибком. Атмосфера, в которой содержится 6% кислорода, замедляет созревание, которое, однако, рекомендуется проводить в естественной атмосфере, при этом без неблагоприятного воздействия на вкусовые качества. Известно, что для преодоления проблемы гниения такую герметичную непроницаемую упаковку (предпочтительно, после короткого периода хранения и снижения температуры, позволяющего быстро снизить концентрацию кислорода), пропускают через перфоратор, пробивающий необходимые отверстия, например по три отверстия размером 4 мм2 в каждой упаковке. Измерением диаметра или количества отверстий легко обеспечить регулировку для каждого вида продукта, в зависимости от его сорта, веса и других потребительских условий, хорошо известных в данной области. Однако, как было обнаружено, это приводит к неадекватному изменению температуры.
Альтернативный подход к этой проблеме состоит в создании селективно проницаемых материалов, которые могут быть использованы в качестве газонепроницаемых оберточных пленок для свежих фруктов, овощей или цветов. Эти пленки могут быть выполнены из микропористого материала, у которого проницаемость по CO2 выше, чем проницаемость O2. Кроме того, было предложено использовать материал, который будет пропускать кислород с такой же скоростью, с которой содержимое упаковки будет потреблять его. Однако это предполагает определенную температуру хранения, поскольку потребление кислорода продуктом возрастает гораздо быстрее с ростом температуры, чем кислородная проницаемость материала. Поэтому при образующихся при хранении повышенных температурах кислород внутри такой упаковки будет потребляться гораздо быстрее, чем он может пополняться, что приведет к анаэробным условиям и вышеописанным недостаткам.
Известно, что высокие концентрации диоксида углерода уничтожают микроорганизмы, так что может быть выгодным сохранять такие уровни концентрации для упакованных фруктов и овощей, если это допустимо.
Что касается водяных паров, то оптимальным требованием является относительная влажность, которая должна составлять почти 100%, но без присутствия конденсата.
Следовательно, существует потребность в материале, обладающем сквозными каналами, размер которых изменялся бы при изменении температуры с более высокой скоростью, чем термический коэффициент расширения материала, по меньшей мере в определенном интервале температур, например при повышении температуры от -50oC или от 0oC и до 20oC.
В соответствии с настоящим изобретением эта задача решена посредством того, что в материале описанного во введении типа выполнена непрямая прорезь. По меньшей мере один и предпочтительно по меньшей мере два слоя (желательно смежные) выполнены из пластика. По меньшей мере один слой может быть также металлической фольгой, прилегающей к пластиковому слою, или слоем металла, непосредственно напыленного любым подходящим способом металлизации. Два слоя синергетически способствуют изменению размера отверстия при изменении температуры. Асимметрия такова, что материал имеет склонность к скручиванию по мере того, как его температура удаляется от так называемой "плоской" температуры. Эта "плоская" температура предпочтительно находится в области от -5 до 20oC, более предпочтительно в области от 0 до 20oC. Она часто (но не всегда) является температурой слоев при их ламинировании. Асимметрия может заключаться в свойствах слоев, или их соответствующих толщинах, или в том и в другом. Что касается толщины предпочтительно, чтобы слои (предпочтительно, все, но достаточно, если только некоторые, особенно два внешних слоя) материала имели толщину, обратно пропорциональную корню кубическому от соответствующих значений модуля Юнга.
Согласно одному из аспектов изобретения упомянутая непрямая прорезь имеет форму двух или более лучей, расходящихся из места их соединения, так что по меньшей мере одна пара смежных лучей образует угол не более 90oC и предпочтительно по меньшей мере две пары смежных лучей образуют угол не более 60oC. Соединение прорезей (лучей) может быть отверстием заметного размера. Некоторые или все прорези могут быть образованы лазером.
Отверстие может быть постоянным или регулируемым, в количестве от одного (которое обычно составляет от 0,05 до 1,0 мм2 для большинства распространенных упаковок и продуктов) до многих отверстий диаметром в несколько микрон.
Газопроницаемость слоистого материала с отверстиями должна увеличиваться по меньшей мере в 3 раза при изменении температуры от 5 до 20oC. Это сделает его особенно подходящим для использования в упаковках (например, включающих всю обертку или ее часть) для выпуска выделений из съедобного продукта.
Упаковочная пленка должна отвечать многим требованиям, например иметь требуемые характеристики прочности, ударной вязкости, часто прозрачности, герметичности, печатаемости, способности внутренней поверхности маскировать или распределять капельки воды и, наконец, стоимости. В тех случаях, когда материал по изобретению не может быть сам использован в качестве упаковочной пленки, заслуживает внимание идея использования куска материала по изобретению с маленькой площадью поверхности в упаковке или другой таре, выполненной иным образом из традиционной коммерческой упаковочной пленки. Маленькая площадь поверхности не требует прозрачности и т.д., а только подходящей проницаемости и прочности.
Изобретение может быть использовано для упаковки съедобных продуктов, а также других применений, примеры которых приведены ниже, в пленки или мембраны из пластиков, полимеров и других материалов и/или прочных листов, таких как металлическая фольга, и/или полужестких листов из пластиков или полимеров, которые сами могут быть заполнены металлическим порошком. Материалы должны быть предпочтительно инертными (особенно пространственно инертными) к влаге, в частности не должны набухать во влажных условиях, и могут быть по существу гидрофобными. Предпочтительны двухслойные слоистые материалы, особенно, когда одним слоем является сложный полиэфир и/или другим полиолефин (обычно полиэтилен). Выборочно, полиамидную, целлюлозную или полиэтилен-терефталатную пленку можно сочетать с пленкой полиолефина низкой плотности (например, полиэтилен), которая может быть металлизована, или с этилвинил-ацетатной пленкой.
Очевидно само по себе, что слоистый материал должен быть асимметричным, поскольку симметричный слоистый материал из слоев A, B, C, B, A, где толщины слоев A равны друг другу и толщины слоев B равны друг другу, будет термически инертным. Коэффициенты термического расширения материалов должны значительно отличаться.
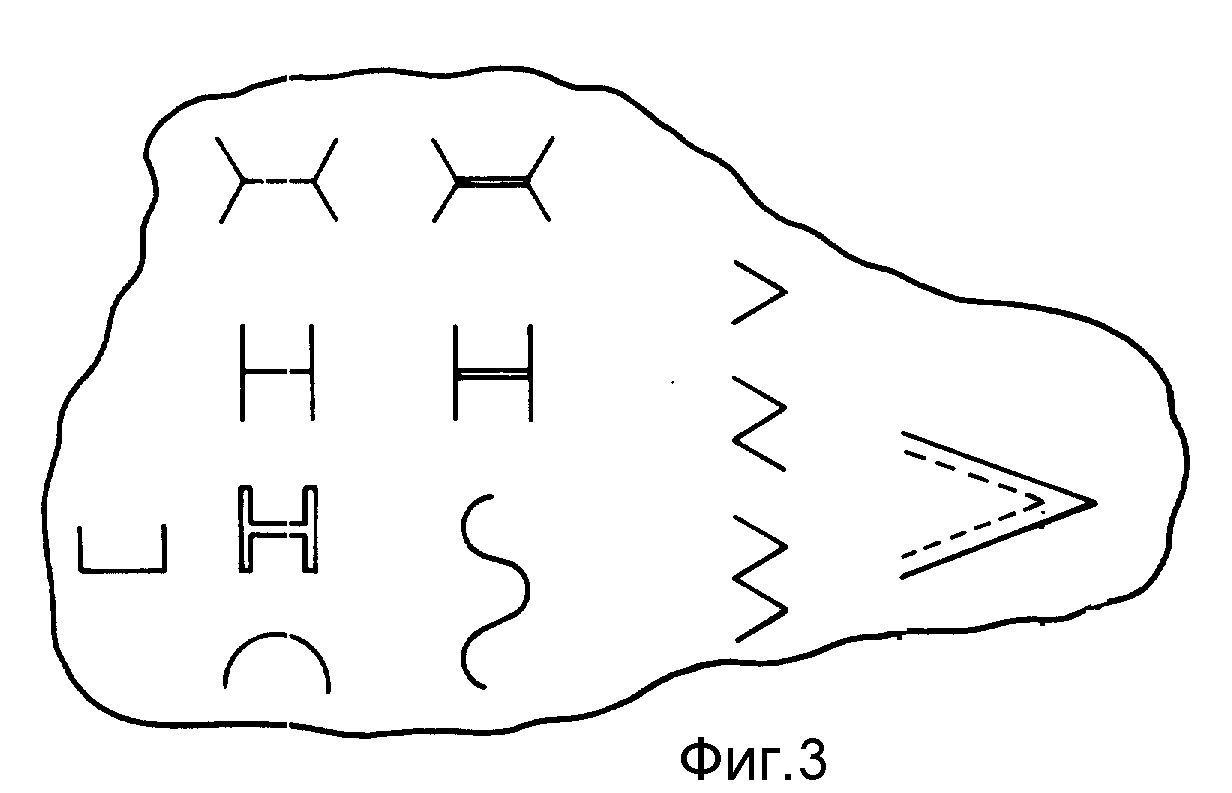
На фиг. 1 показано поперечное сечение материала; на фиг. 2 - вид в плане материала по изобретению с отверстием переменной формы, зависящей от температуры; на фиг. 3 - вид в плане материала по изобретению с различными отверстиями; на фиг. 4 - поперечное сечение одного из отверстий по фиг. 3, проходящего через вершину этого отверстия (Y-образное отверстие).
Рассмотрим фиг. 1 и 2. Здесь показана двухслойная пленка из двух полимеров с сильно отличающимися коэффициентами температурного расширения, например полиэтилена и полиэфира. Каждую пленку изготавливают отдельно дутьем или каландрованием и отжигом для достижения плоскости, затем пленки склеивают вместе тонким слоем гибкого эластомерного клея, такого как неопрен, поддерживая их при "плоской" температуре Т1 (например, 0oC, которая является самой низкой температурой хранения, допустимой для таких продуктов). Альтернативным клеем может быть тонкий слой водной эмульсии модифицированного акрилового клея, такого как 3M (торговая марка) 3565. Клеи, основанные на растворителях, могут быть использованы для прочности. Другой удачной технологией получения двухслойной пленки является приклеивание 12-микронной биаксиально ориентированной полиэтилентерефталатной пленки к 36-микронной пленке полиэтилена низкой плотности, обработанной плазмой с одной стороны для улучшения адгезии, с 12-микронным (когда влажный) или 6-8-микронным (когда сухой) слоем клея 3M 3665, сжимаемых вместе обрезиненным валком. В общем, как было отмечено выше, предпочтительно, чтобы "плоская" температура находилась в пределах от -5 до 20oC, обычно от 0 до 20oC. Образцы пленок, изготовленных соответственно при 4, 8 и 20oC, скручивались, образуя рулон (полиэтилен наружу) диаметром 1 см, когда их подвергали повышению температуры на 20oC. В этих пленках делали точечное отверстие подходящего для T1 размера (например, 1/4 мм2). Радиально от этого отверстия в пленке делали 4 (возможно 6 или 8) прорезей каждая длиной 3 мм, расходящиеся лучами с равными углами. Когда температура возрастает от T1 до T2, дифференциальное расширение двух компонентов пленки вызывает закручивание радиальных сегментов между прорезями, подобное закручиванию биметаллической ленты, и увеличивает площадь открытого пространства (т.е. как отверстия, так и радиальных прорезей). В качестве альтернативы пробитому отверстию может использоваться материал с высокой проницаемостью, например 1 м2 25-микронной пленки этиленвинилацетата пропускает 12 л кислорода в день при избыточном давлении в 1 бар, температуре 23oC и относительной влажности 0%.
Из вышеупомянутого видно, что существует две возможности получения таких отверстий. Первая - это использование двухкомпонентной пленки для всей упаковки. Многокомпонентная упаковочная пленка давно известна. Наружный слой, например, обеспечивает хороший блеск и печатаемость, а внутренний слой обеспечивает легкую запечатываемость и способность распределять и скрывать конденсат. Дешевый полимер в качестве центрального компонента может обеспечить прочность и хорошие пользовательские свойства, в то время как барьерные свойства являются суммой свойств отдельных слоев. Альтернативой является использование существующих стандартных барьерных упаковок с отверстием, скажем, 1 см2, покрытым приклеенным или приваренным ультразвуком куском (накладкой) двухкомпонентной пленки, содержащей температурно-зависимое отверстие. Отверстие может быть пробито на этой стадии (чем раньше, тем лучше), например, механически или лазером. Накладки можно выдавать от отрывного рулона. Это позволило бы использовать меньшее количество специального полимера и сделало бы вклад в дальнейшее развитие изобретения, например в виде каркаса для защиты завитка радиальных сегментов или в виде защитного слоя, снимаемого перед использованием. Заранее пробитые и намазанные клеем накладки будут проиллюстрированы ниже. Полезной стадией было бы комбинирование накладки с упаковочной этикеткой, предоставляющей обычную информацию, такую как содержимое, вес, дата продажи, штриховой код и цена, с обеспечением при этом того, чтобы накладку помещали на упаковку правильной стороной.
Для собственной защиты и эффективности завиток предпочтительно закручивается внутрь упаковки.
При ламинарном течении через капилляры скорость потока газа пропорциональна его плотности, деленной на вязкость (которая изменяется приблизительно на 10% в интервале температур 5-20oC). Однако скорость потока также пропорциональна четвертой степени радиуса потока. Используя дифференциальные коэффициенты расширения 1•10-4oC (например, нейлон/полиэтилен), можно достичь желаемого четырехкратного увеличения газового потока при повышении температуры на 15oC.
Двухслойные материалы иначе можно производить с использованием многофункционального экструдера. При соответствующем выборе материалов и производственных условий оказалось, что такой материал можно заставить пребывать в плоском состоянии при некоторой температуре, иной, чем температура производства. Однако обычно двухслойные материалы можно собирать и разрезать плоскими при температуре, когда требуется минимальная газопроницаемость. Эту температуру называют "плоской" температурой. Например, для тропических фруктов, таких как бананы и манго, "плоская" температура материала должна быть 10-15oC, при его закручивании и усилении газового потока, когда температура повышается до 25oC, но без скручивания при температуре ниже 10oC. Для овощей соответствующие температуры составят 2-5 и 20oC, здесь случайное замораживание маловероятно, и поэтому можно не опасаться обратного скручивания.
На фиг. 3 показан набор альтернативных форм отверстий - прорезей в виде V, H, S и C. Все они имеют общий признак в том, что они не прямые, и поэтому, когда материал закручивается, они лепесткообразно раскрываются до различных степеней, геометрически определяемых соотношением высота/ширина для H-прорези, вершиной угла для Y-прорези и т.д. Это позволяет выбрать подходящий профиль прорези с учетом размера и температуры, из которых могут быть выбраны самые подходящие для каждого конкретного случая. Отверстия (прорези) можно механически прорезать ножевым прессом или делать их с помощью лазера (например, эксимерным лазерным резаком), который позволил бы получить прорезь с более ровными краями, чем при резании ножом. Это важно для устранения заусенцев, которые могут помешать раскрыванию прорези. На практике механическое вырезание адекватно, кроме скошенных вырезов, описанных ниже. Некоторые части прорезей могут быть прорезаны более широко, например поперечина "H", если необходимо, чтобы отверстие сохраняло определенный размер при любой температуре. При резании лазером площадь прорези при "плоской" температуре может иметь по существу нулевой размер. Любое выделение остаточного газа, которое может потребоваться в особых случаях при "плоской" температуре, может быть обеспечено собственной проницаемостью материала.
Фиг. 4 показывает поперечное сечение Y-образной прорези по фиг. 3. Можно видеть, что вырез выполнен скошенным в вершине этого "Y" (скошенные вырезы наиболее легко выполнить лазером). Рассмотрим случай отклонения температуры ниже заданного значения. В этом случае слоистый материал будет стремиться к закручиванию в направлении указателя. Скошенность прорези, однако, предотвращает открывание материала. Другим способом предотвращения открывания прорези во время температурного отклонения является использование ленты-подложки, которая может действовать избирательно в отношении O2, CO2 или других газов и которая показана на фиг. 4 пунктиром. Возможные материалы для ленты-подложки включают тонкую полимерную сетку, нетканый материал из полимерных волокон с открытой структурой или открытый тканый материал из полимерных волокон с открытой структурой. Она может быть пришита к материалу вдоль одного края, как показано на фиг. 4, или вдоль любого участка (или участков), или по всему периметру. Иногда желательно предотвратить биологическое загрязнение материала. В таком случае ленту-подложку промывают вокруг всей прорези, и она может быть микропористым листом или слоистым материалом, например, с размером пор менее 5 мкм.
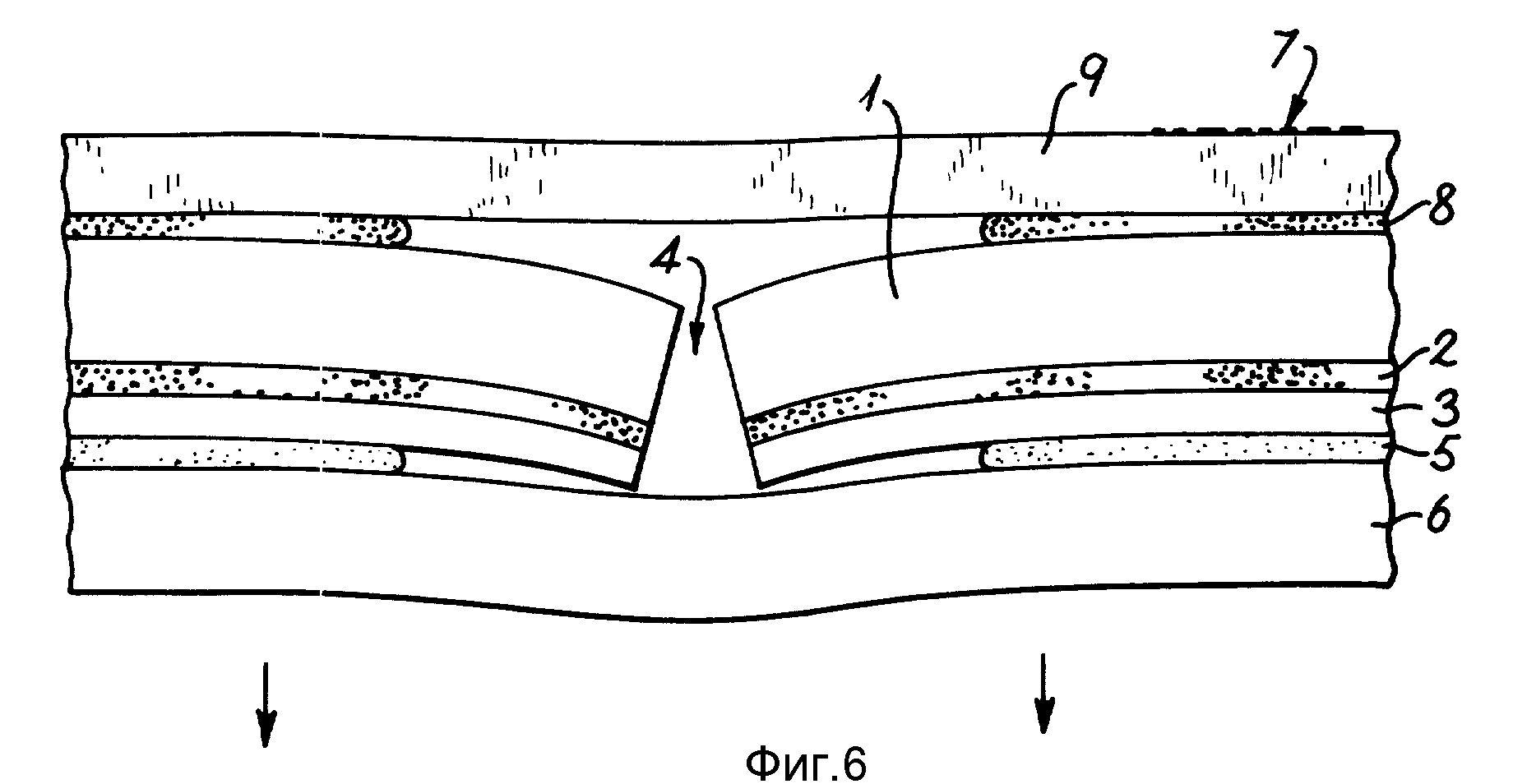
Фиг. 5 и 6 показывают два варианта предварительно пробитой наклейки для применения отверстия в 1 м2 в продуктовой упаковке.
На фиг. 5 двухслойный материал по изобретению состоит из полиэтилена 1 толщиной 36 микрон, приклеенного акриловым клеем 2 (толщиной 8 микрон, когда он сухой) к полиэтилентерефталатному слою 3 толщиной 12 микрон.
Канал 4, H-образной формы в плане, предварительно образован ножом пресса. Материал прикреплен к отслаиваемой полоске бумаги 6 слоем 5 клея, чувствительного к давлению.
Слой 5 клея наносят таким образом, чтобы обойти канал 4 и, следовательно, не препятствовать его открытию. По мере возрастания температуры материал, как было показано, имеет склонность скручиваться в отслаивающуюся бумагу и таким образом края прорези защищаются слоем бумаги.
На практике овощную упаковку или т.п., полностью свернутую, но имеющую отверстие 1 см2, располагают таким образом, чтобы отверстие находилось под двухслойным материалом. Бумагу 6 удаляют, а материал накладывают на отверстие в направлении стрелок, приклеивая его клеем 5. Штриховой код 7 и/или другую информацию печатают до или после этого, и упаковка готова для продажи или иного распределения.
На фиг. 6 использованы те же позиции для тех же самых частей, что и на фиг. 5, и применение их такое же. Однако на полиэтилене 1 фиг. 6 нет печатной информации, и на его верхней стороне нанесен слой клея 8 таким же рисунком, обходя канал 4, что и клей 5. Клей 8 используют для прикрепления непрерывной микропористой пленки 9, на которой уже есть штриховой код 7.
Микропористая пленка 9 имеет двойную функцию. Она препятствует открыванию канала 4 вверх в двухслойном материале (см. чертеж) в случае температурных отклонений ниже "плоской" температуры, и она уменьшает возможный доступ грязи и микроорганизмов в упаковку. Частота пор и их размер в пленке 9 выбираются при производстве в соответствии с требуемой диффузией и размером микроорганизмов.
В некоторых случаях не будет иметь значения, если отверстия увеличиваются при снижении температуры ниже "плоского" значения. В этом случае нет необходимости использовать такие приемы, как скошенная прорезь и ленты-подложки. То есть при охлаждении до -2oC многие "дышащие" продукты погибают при замораживании, поскольку их клетки непоправимо повреждаются. В результате продукты становятся мягкими, когда оттаивают. Увеличение отверстий по мере падения температуры никак не повлияет на качество уже испорченного продукта. С другой стороны, многие другие выделяющие газы продукты можно хранить при глубоком замораживании, без бланширования, которое иногда необходимо для деактивирования ферментов, слегка активных даже при -20oC, и низком содержании кислорода, желательном при длительном хранении. Таким образом, в этих случаях следует использовать скошенные прорези, или ленты-подложки, или иные средства для предотвращения раскрытия отверстий при температуре ниже "плоского" ее значения.
В некоторых случаях можно использовать скошенные прорези или ленты-подложки для того, чтобы отверстие открывалось при отклонении температуры вниз от заданного значения и не открывалось при отклонении температуры от заданного значения вверх.
Ясно, что без изменений или при минимальных изменениях эти материалы можно использовать для медицинских перевязочных средств (например, при ожогах), для вентиляционного контроля продуктов, не являющихся пищевыми, в температурно-зависимых поглотителях излучений или рефлекторах, для дозирования, например, дезодорантов для выпуска пара в обуви и в одежде, в термоклапанах, например, для соответствующих проницаемых для излучения упаковок или пакетиков для варки в микроволновых печах, а также для ткани, использующей систему двухслойной температурно- зависимой оболочки. Другая возможность состоит в изменении температуры, при которой открытые отверстия могут показать цвет подложки или информацию, соответствующую температуре (например, "мороз" на дорожном знаке, использующем температурные отклонения от "плоской" температуры около 0oC и предотвращающем раскрытие, когда температура выше 0oC). Варианты по фиг. 1-4 могут использоваться как температурно-зависимый фрикционный материал.
В некоторых случаях могут быть полезны другие "плоские" температуры, например -5oC. Очень высокие "плоские" температуры, например 30 или 40oC, могут использоваться для перфорированных, реагирующих на солнечную активность штор или навесов от солнца в тропиках, которые открываются только при понижении температуры ниже заданного значения и закрываются при повышении температуры выше заданного значения.
Реферат
Гибкий материал содержит по меньшей мере два разных слоя с различными коэффициентами термического расширения, по меньшей мере один из которых выполнен из пластика. В материале выполнена непрямая прорезь. При выходе температуры за определенные пределы происходит деформация материала с изменением площади прорези. Материал может использоваться в упаковочных, перевязочных и тому подобных барьерных материалах для обеспечения вентиляционной регуляции. 22 з.п. ф-лы, 6 ил.

Комментарии